3.3.1. Aspects of Type 4 CPVs in FEM
In this part, the performance of the Type 4 CPVs, which were composed of a Nylon 6 liner and 26 composite layers according to the winding pattern of [80/−80/20/−20], was studied at a 70 MPa internal pressure under extreme conditions using both maximum principal stress theory and the IRF failure criterion.
Different FEM aspects for the Type 4 CPVs were studied to examine their influences on the results accuracy. These FEM aspects included studying the mesh quality through analyzing the influence of the mesh element size on the skewness and orthogonal quality. Moreover, the influence of the mesh element size was studied regarding the convergency of the resultant maximum principal stress values.
Another aspect of FEM’s difference in applying solid or shell composite modeling methods on the result’s convergency was studied. To make an accurate opinion in this aspect, both methods were used, and the influence was studied on the convergency of the resultant maximum principal stress values, taking into account the influence of the mesh element size. Moreover, the maximum principal stress values were analyzed at different temperatures using both composite modeling methods to demonstrate their influence on the results accuracy.
The influence of the extreme space conditions, which involved the external absolute vacuum and the temperature change from cryogenic to high temperature, on the performance of the Type 4 CPVs was then studied utilizing the selected optimal FEM’s aspects.
Mesh Quality Analysis
The skewness and orthogonal quality are two important metrics Ansys uses to assess the mesh quality. A low skewness and high orthogonal quality are required to provide a good mesh quality. A separate study was performed on the Nylon 6 liner and composite part of the Type 4 CPVs.
For the Nylon 6 liner, the influence of the mesh element size on the skewness and orthogonal quality was examined over a range of element sizes from 2 to 30 mm. As previously mentioned, a good mesh quality is characterized by skewness values in the range of 0 to 0.9 and orthogonal quality values close to or greater than 1.0.
As shown in
Figure 14, the mesh element size had a strong impact on the skewness, but only a slight influence on the orthogonal quality. It was found that mesh element sizes between 3 and 5 mm resulted in the lowest skewness and a consistently high orthogonal quality, indicating an optimal mesh quality and more accurate results.
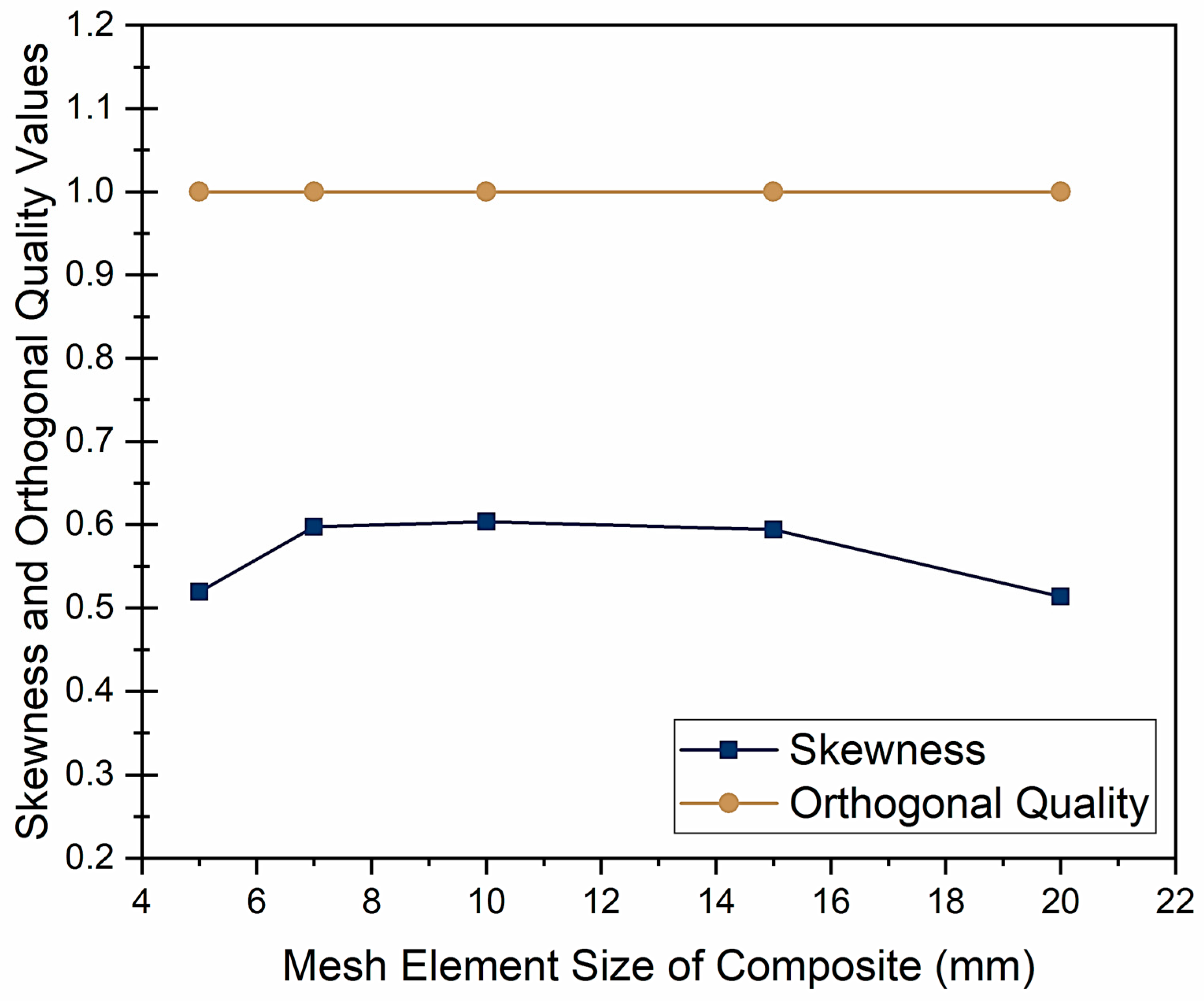
For the composite layers, the mesh element size was varied within the range of 5 to 20 mm, and the effects on the skewness and orthogonal quality were evaluated. As depicted in
Figure 15, mesh element sizes of 5, 15, and 20 mm produced the lowest skewness and a stable high orthogonal quality, indicating an excellent mesh quality and reliable results.
From these results, it can be concluded that using a 5 mm mesh element size for the Nylon 6 liner and a 15 mm mesh element size for the composite layers offered a good balance between the solving time and analysis precision.
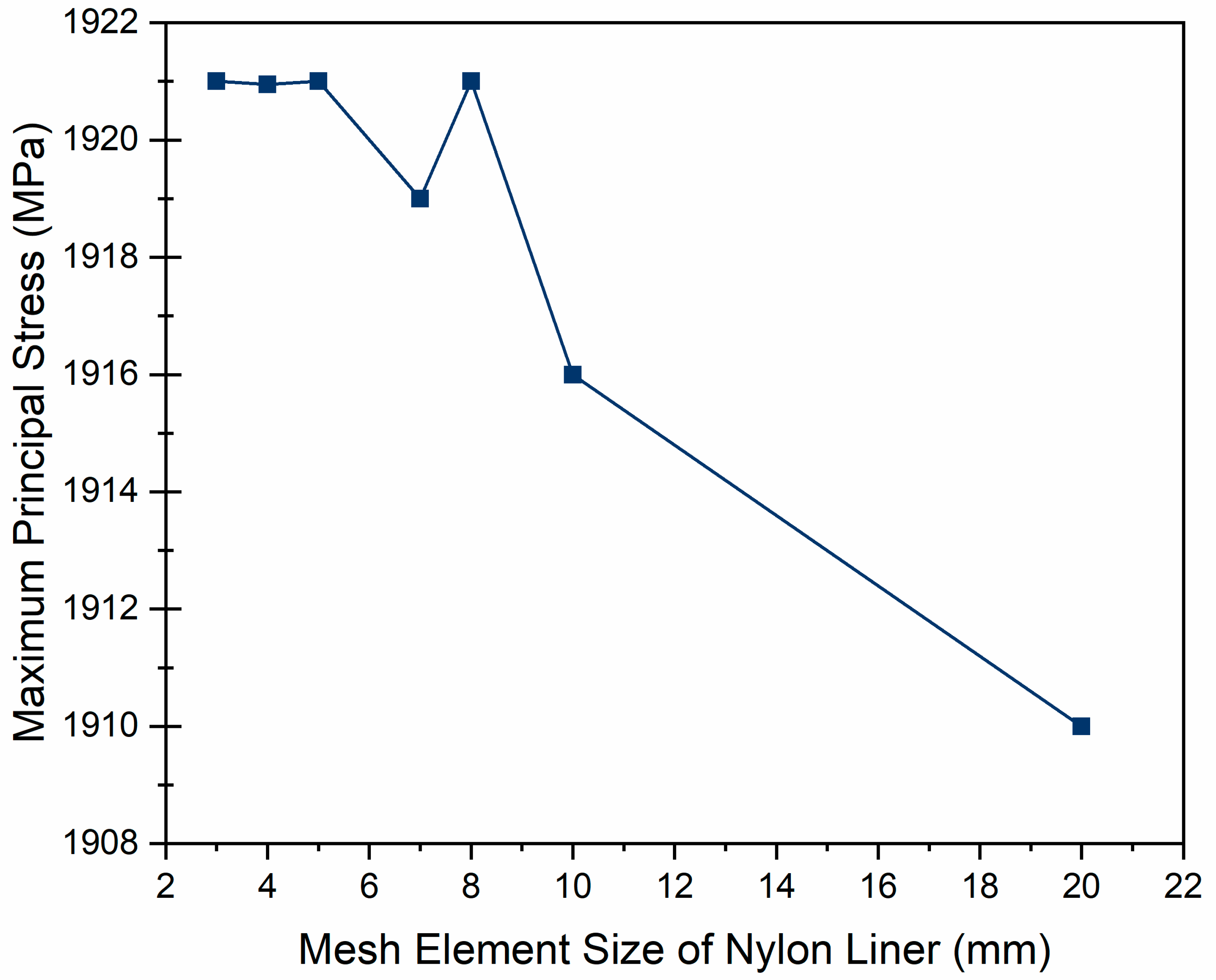
To ensure the accuracy of the FEM results, the influence of the mesh element size of the Nylon 6 liner on the convergence of the maximum principal stress values was further investigated. This study was conducted under the conditions of a 70 MPa internal pressure and atmospheric pressure, using a 15 mm mesh element size for the composite part modeled with the solid method.
As illustrated in
Figure 16, the maximum principal stress values showed good convergence when the Nylon 6 liner mesh element size ranged between 3 mm and 5 mm. However, larger mesh sizes led to significant fluctuations and discrepancies in the maximum principal stress values. This result aligns with the mesh quality study, where the skewness and orthogonal quality metrics indicate that smaller mesh sizes yielded more stable and accurate results.
Solid and Shell Modeling Methods for Composite Part
In Ansys ACP, composite parts can be modeled using either solid or shell composite modeling methods. The solid modeling method treats the composite part as a 3D solid model, where multiple material layers are stacked within the solid volume. In contrast, the shell modeling method simplifies the composite part into a 2D shell model with assigned laminate properties, which results in faster computational times.
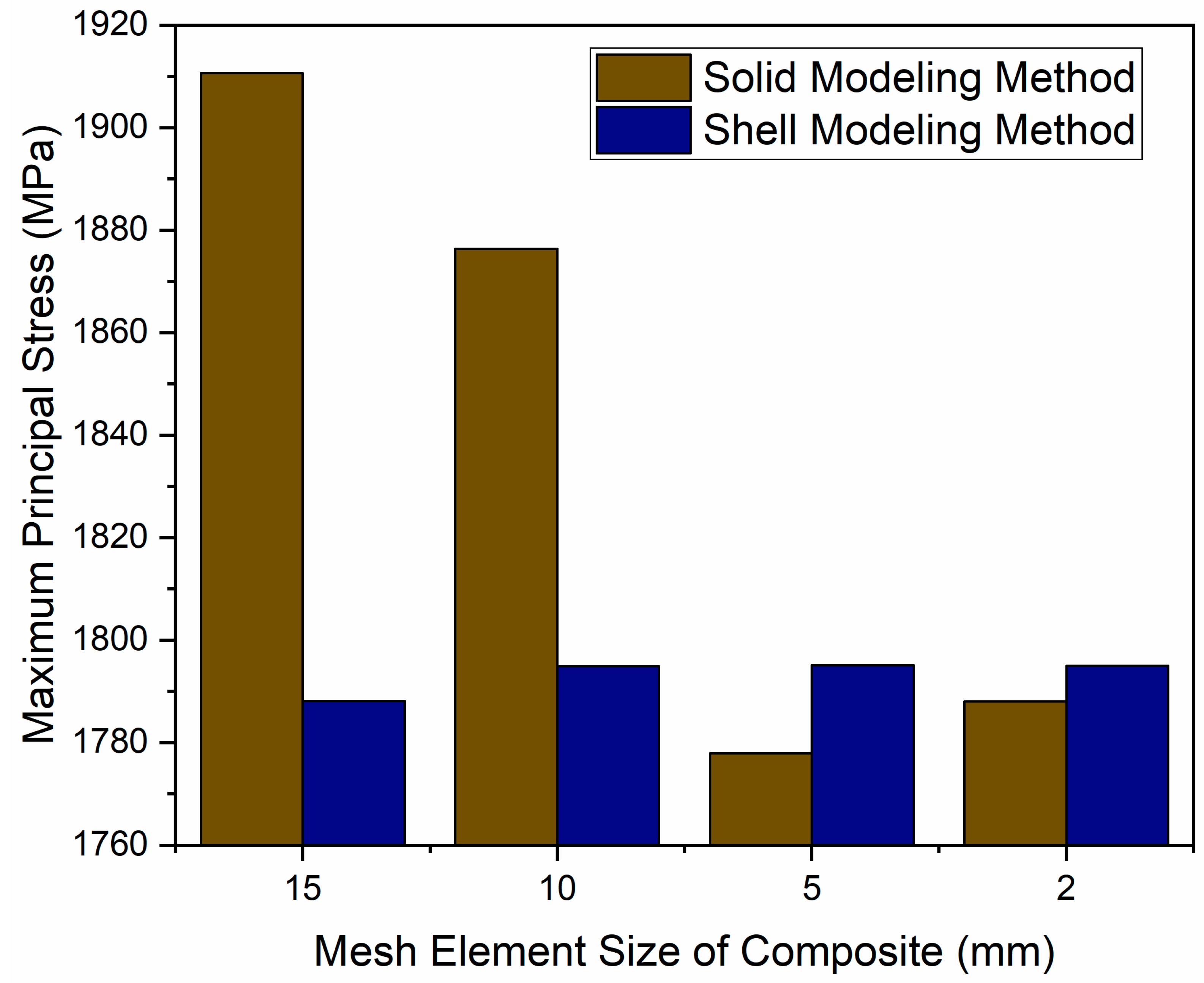
The influences of both modeling methods on the accuracy and convergence of the maximum principal stress for the Type 4 CPVs, which consisted of 26 composite layers, was studied under the conditions of a 70 MPa internal pressure and atmospheric pressure. This study was conducted with different composite mesh element sizes, while a 5 mm mesh element size was used for the Nylon 6 liner. The results of this study are presented in
Figure 17.
As shown, the solid composite modeling method revealed significant fluctuations and discrepancies in the value of the maximum principal stress when varying the composite mesh element size from 2 to 15 mm. In contrast, the shell composite modeling method produced more stable results, demonstrating high convergence within the studied range of the mesh element sizes. Moreover, at a very small composite mesh element size of 2 mm, the solid modeling method began to yield accurate and stable results that were comparable with those obtained using the shell composite modeling method across the studied range.
Therefore, the shell composite modeling method was more efficient at achieving high-accuracy results at larger mesh element sizes for the composite part, which reduced the calculation time by up to 50%. These findings are consistent with the results presented by G. İrsel [
33].
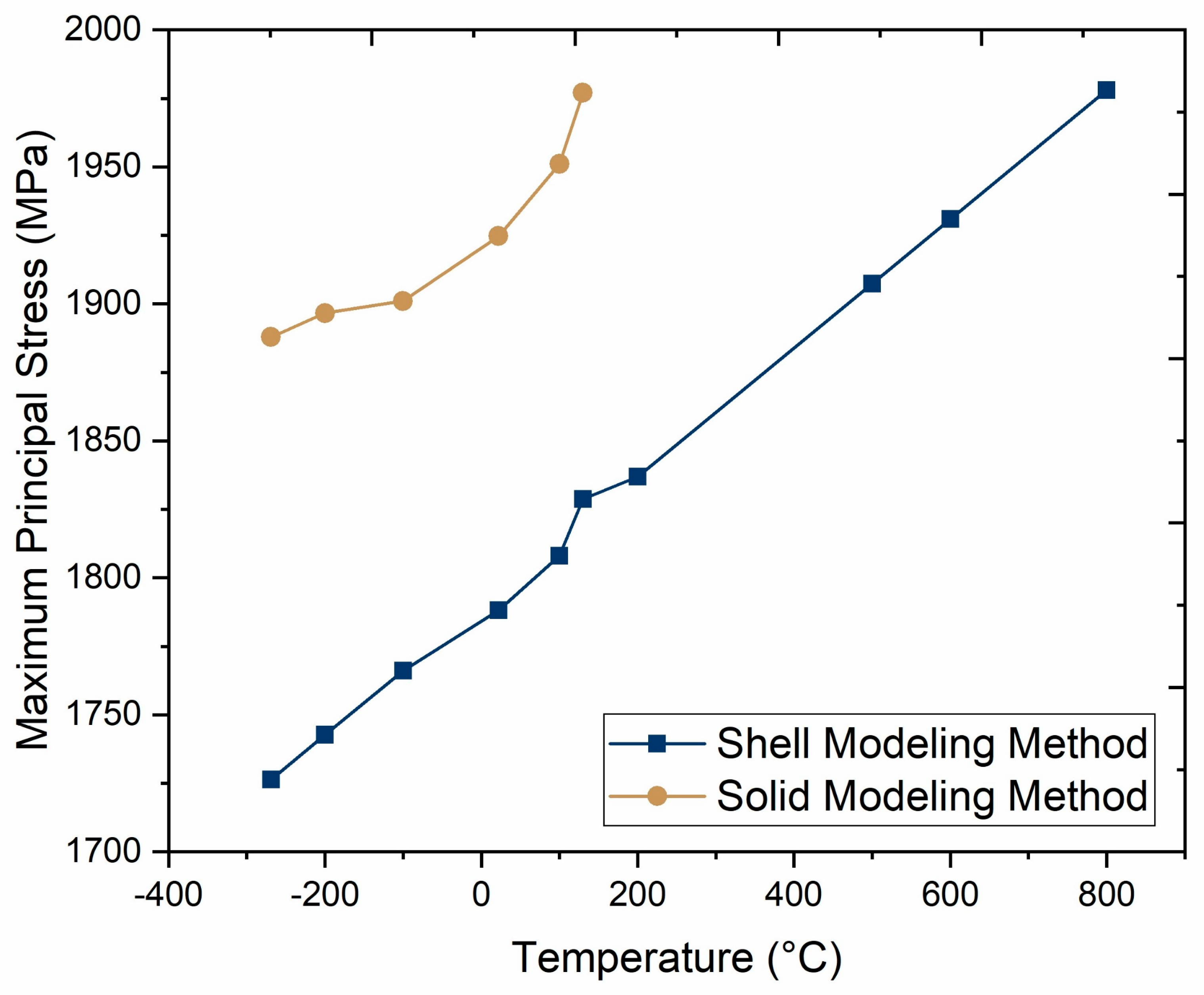
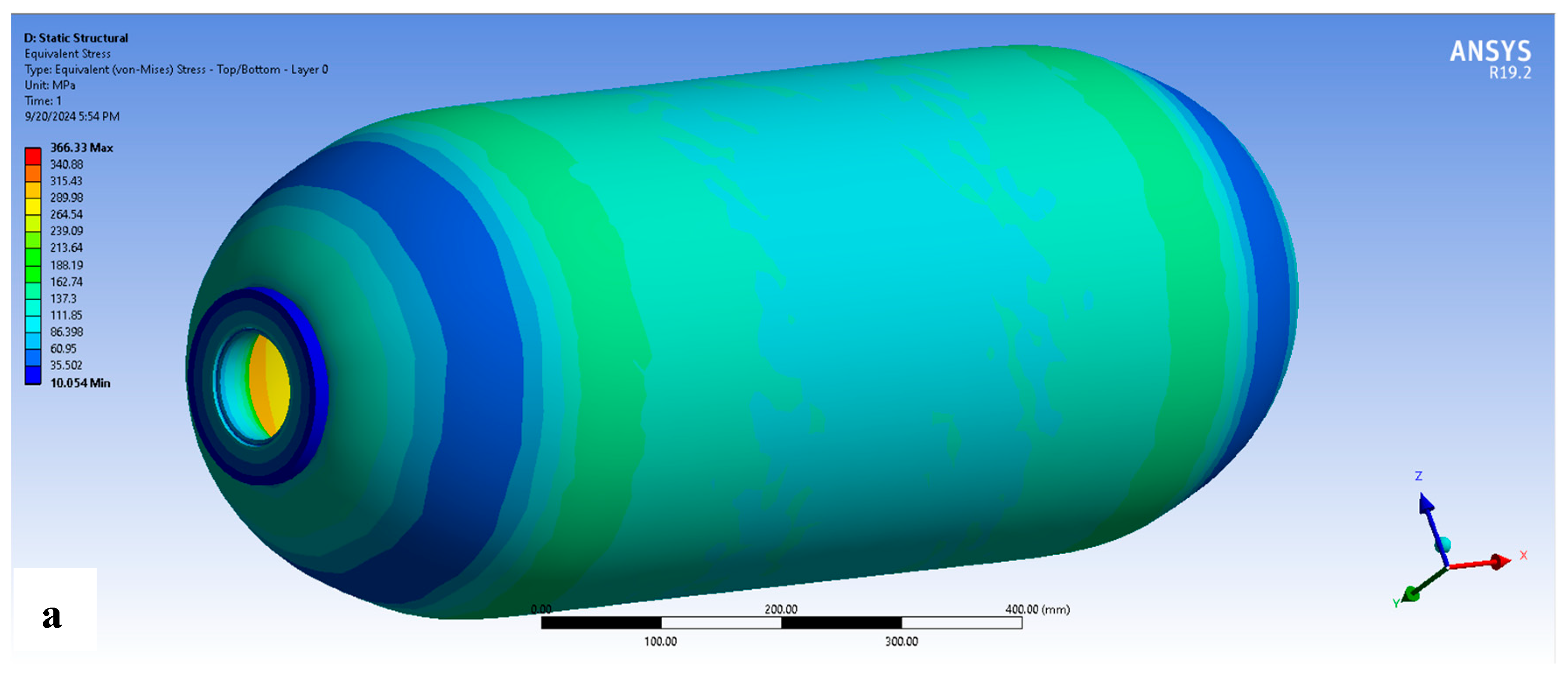
Another analysis was conducted to determine the most efficient modeling method for the composite part and to ensure the accuracy of the mechanical response obtained from the studied FEM across different temperatures. The maximum principal stress of the Type 4 CPVs at a 70 MPa internal pressure and atmospheric pressure over a temperature range was analyzed using both solid and shell composite modeling methods (
Figure 18). This study was performed with a composite mesh element size of 15 mm and a 5 mm mesh element size for the Nylon 6 liner. The temperature range spanned from −269 °C to 800 °C, with 800 °C being the temperature at which the maximum principal stress reached the ultimate tensile stress (UTS) of the CFRE unidirectional prepreg composite material (1979 MPa), theoretically indicating failure.
It was clearly observed that the shell composite modeling method offered a more efficient analysis compared with the solid composite modeling method. The shell composite modeling method demonstrated stable behavior across the studied temperature conditions. In contrast, the solid composite modeling method reached composite failure when the maximum principal stress attained its UTS at a much lower temperature of 130 °C, while the shell composite modeling method only reached composite failure at a much higher temperature of 800 °C.
These results reveal the stable and efficient analysis resulted from employing the shell modeling method for composite parts, which enables studying the mechanical behavior of the composite material over a wide range of service conditions.
3.3.2. Failure Detection Under Extreme Conditions for Type 4 CPVs
To study the potential failure of the Type 4 CPVs, such as plastic deformation of the liner or delamination of the composite layers, under extreme space conditions, an accurate numerical analysis was essential. Employing the optimal mesh element sizes of 5 mm for the Nylon 6 liner and 15 mm for composite layers, according to the undertaken mesh quality study, and utilizing the shell composite modeling method, the failure detection study was carried out. The studied extreme space conditions included the influence of an external absolute vacuum and a temperature change from cryogenic to high temperatures on the mechanical performances of both the Nylon 6 liner and the composite shell of the Type 4 CPVs.
The maximum principal stress criterion is a straightforward approach for predicting material failure. It assumes that failure occurs when the maximum principal stress reaches the ultimate tensile strength (UTS) of the material.
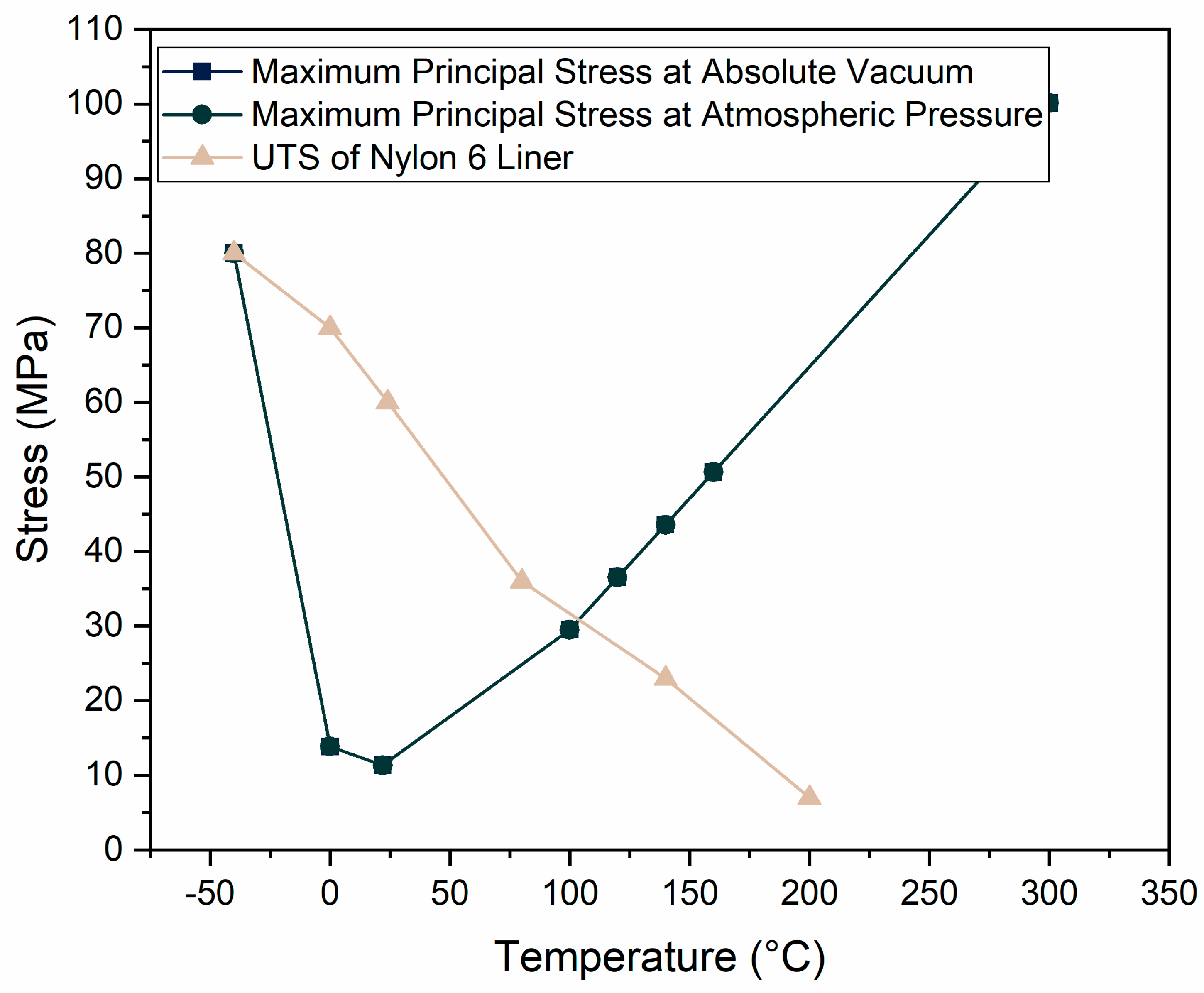
Figure 19 shows the behavior of the maximum principal stress of the Nylon 6 liner of the Type 4 CPVs at a 55 MPa internal pressure over a range of temperatures (−40 to 300 °C) at both atmospheric and absolute vacuum pressures compared with its UTS [
34]. The results indicate that the Nylon 6 liner safely operated within the temperature range of −40 to 100 °C, as its maximum principal stress remained below its UTS in this temperature range.
Failure theories, like maximum principal stress theory, are used to analyze structures in order to ascertain the material’s durability under the given loading circumstances. Although the maximum principal stress theory method can provide a basic understanding of failure, it has limitations when applied to composite materials, especially pressure vessels. Composite materials have different mechanical properties in different directions. The maximum principal stress criterion does not fully account for this anisotropy, leading to potential inaccuracies. Composite materials can fail through various mechanisms, such as fiber fracture, matrix cracking, or delamination.
The number of layers, the strength of the layer-to-layer bond, and the fiber orientations of the composite material with respect to the applied load are some of the possible factors that must be taken into consideration during the composite shell’s design.
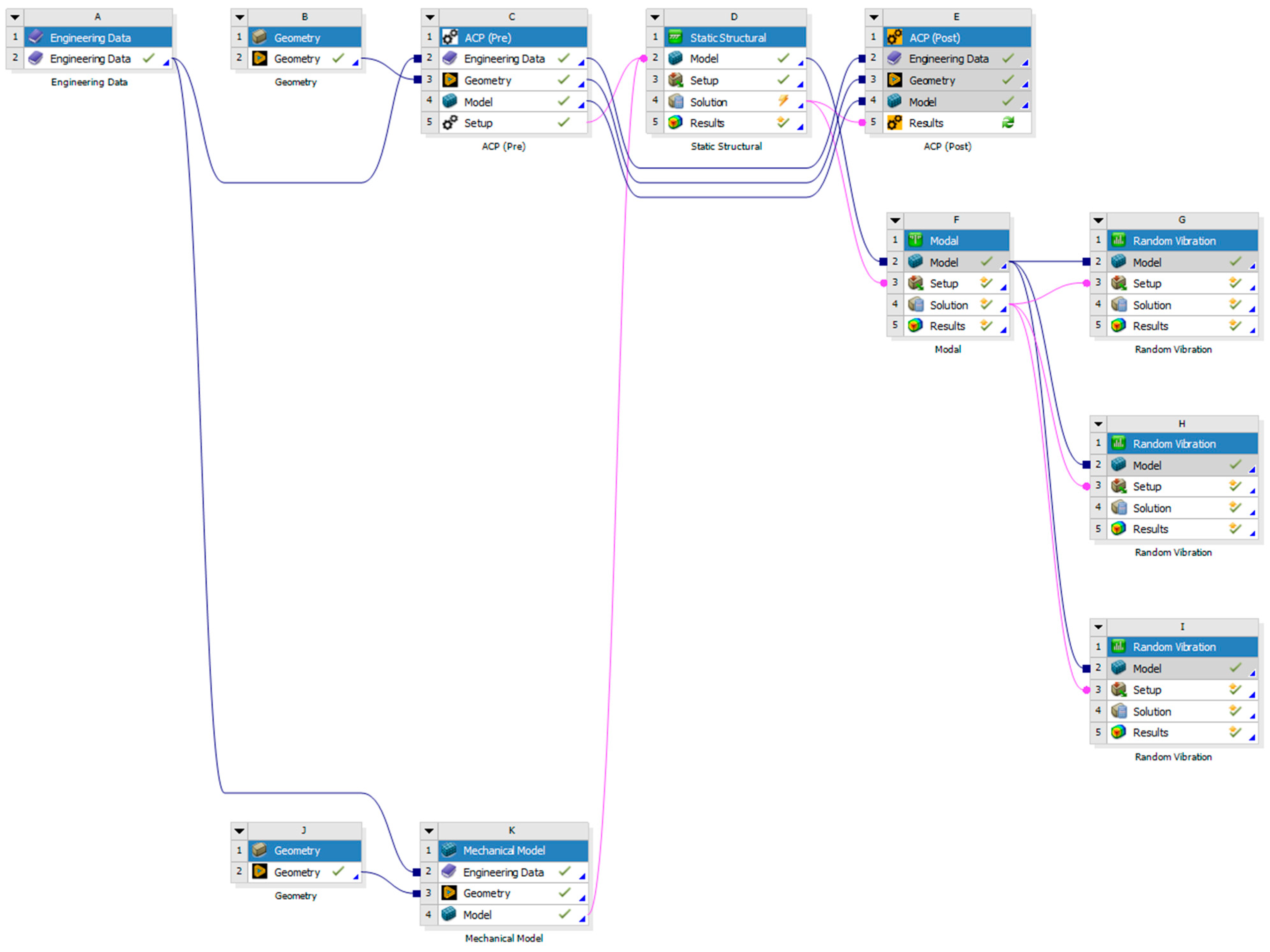
The fiber-stacking sequence and winding angles of each lamination in the composite shell were modeled using Ansys Composite Pre/Post (ACP (Pre)), while the advanced analysis findings were performed using specific failure tools in Ansys ACP (Post), an add-on module for Ansys.
The IRF is another more precise failure criterion that is frequently applied to composite materials using Ansys ACP (Post) because of its high safety limits.
The IRF represents the ratio between the maximum applied load that can be imposed on the structure and the ultimate strength the material can withstand without failure. If the IRF value is less than 1, the vessel is considered safe because the applied load is below the material’s ultimate strength. However, if the IRF value exceeds 1, the vessel is deemed unsafe, as this indicates that the applied load surpasses the material’s strength.
Although, according to maximum principal stress theory, the designed Type 4 CPVs with 26 composite layers were safe at a 70 MPa internal pressure (as shown in
Figure 16,
Figure 17 and
Figure 18), the maximum principal stress values were lower than the ultimate tensile strength (UTS) of the carbon fiber-reinforced epoxy (CFRE) prepreg composite (1979 MPa).
However, using the IRF failure criterion showed that the 26 layers were insufficient for the applied 70 MPa pressure, as the calculated IRF values from the FEM study exceeded 1, indicating potential failure. To address this, a redesign was performed using an iterative technique, which revealed that 64 layers, with each layer measuring 0.5 mm, were the minimum number of composite layers required to achieve an IRF value less than 1.
Additionally, the internal hydrogen pressure was set to 55 MPa, which corresponded to a safety factor of 1.5 over the 35 MPa operating pressure. This was used instead of applying a safety factor of 2, as permitted by the ASME Boiler and Pressure Vessel Code [
25], to avoid unnecessarily increasing the number of composite layers and overall weight while ensuring that the IRF was reduced below one.
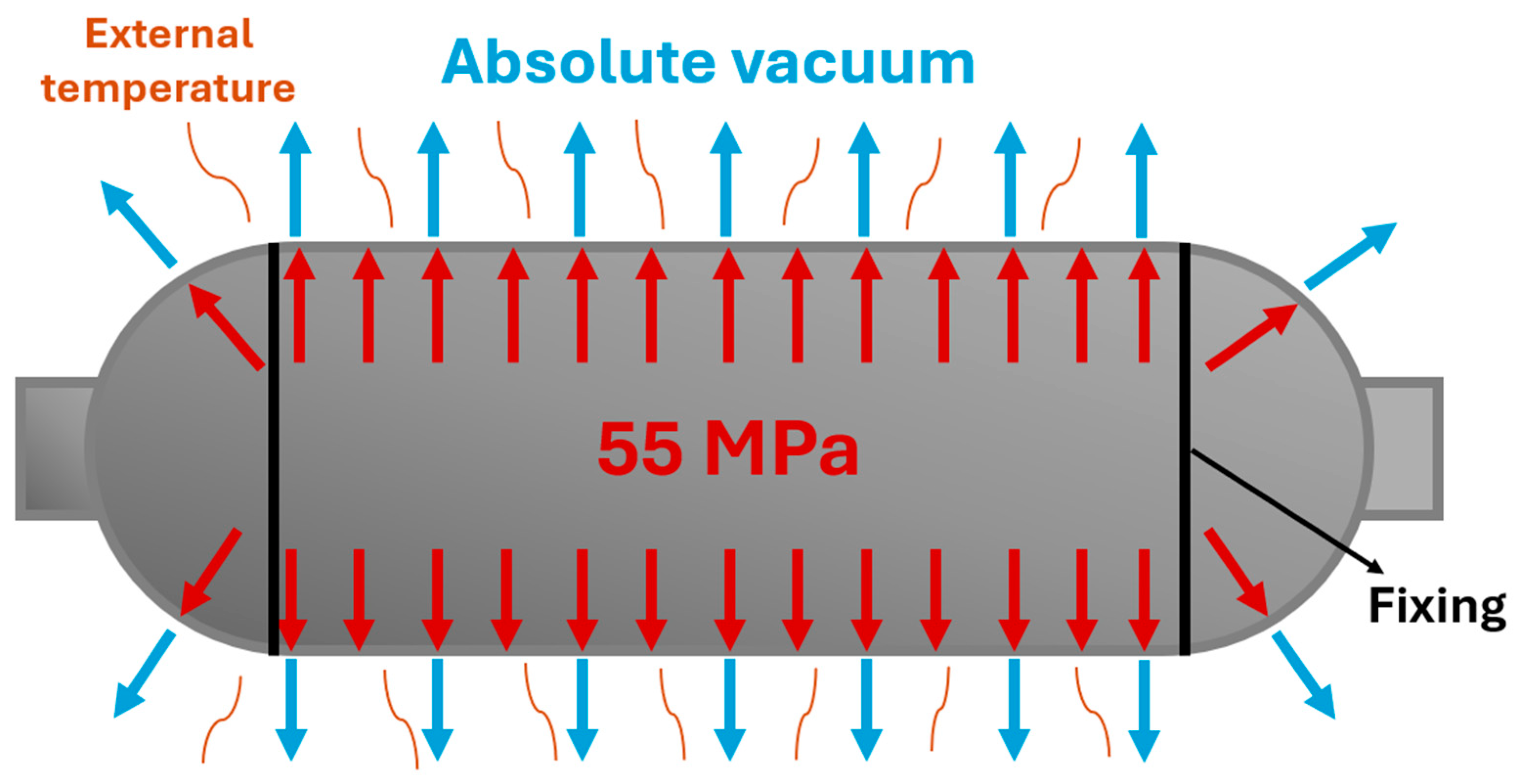
As one of the extreme conditions for space applications is the external vacuum environment, the effect of applying an external vacuum, as opposed to atmospheric pressure, was examined on both the maximum principal stress and IRF values over a temperature range from −40 °C to 300 °C.
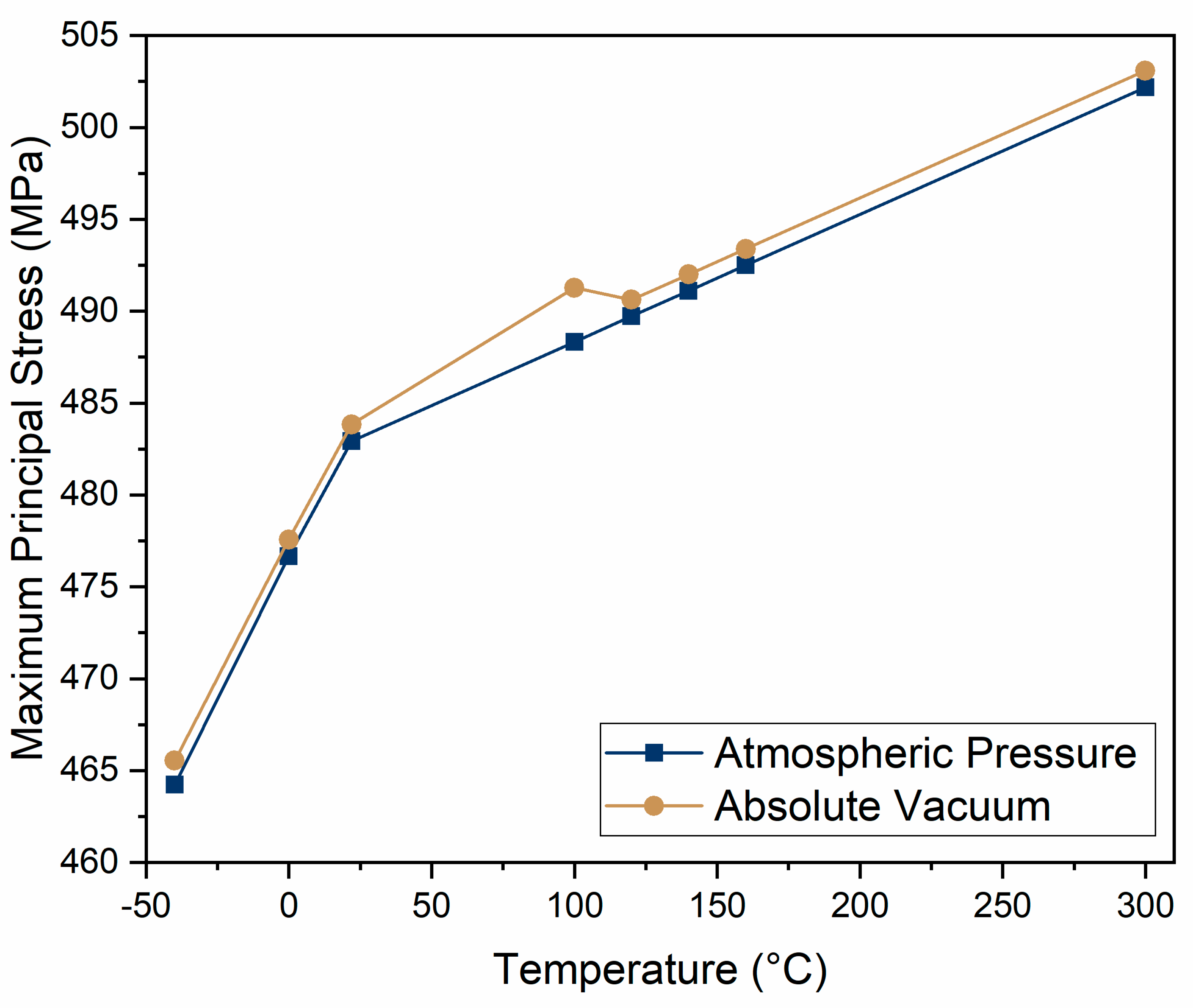
Figure 20 presents the behavior of maximum principal stress for the composite shell, which was composed of 64 layers, of the Type 4 CPVs with a Nylon 6 liner at a 55 MPa internal pressure under both atmospheric and external absolute vacuum conditions over a range of temperatures (−40 to 300 °C). As observed, the atmospheric pressure and absolute vacuum environments showed comparable influences on the maximum principal stress.
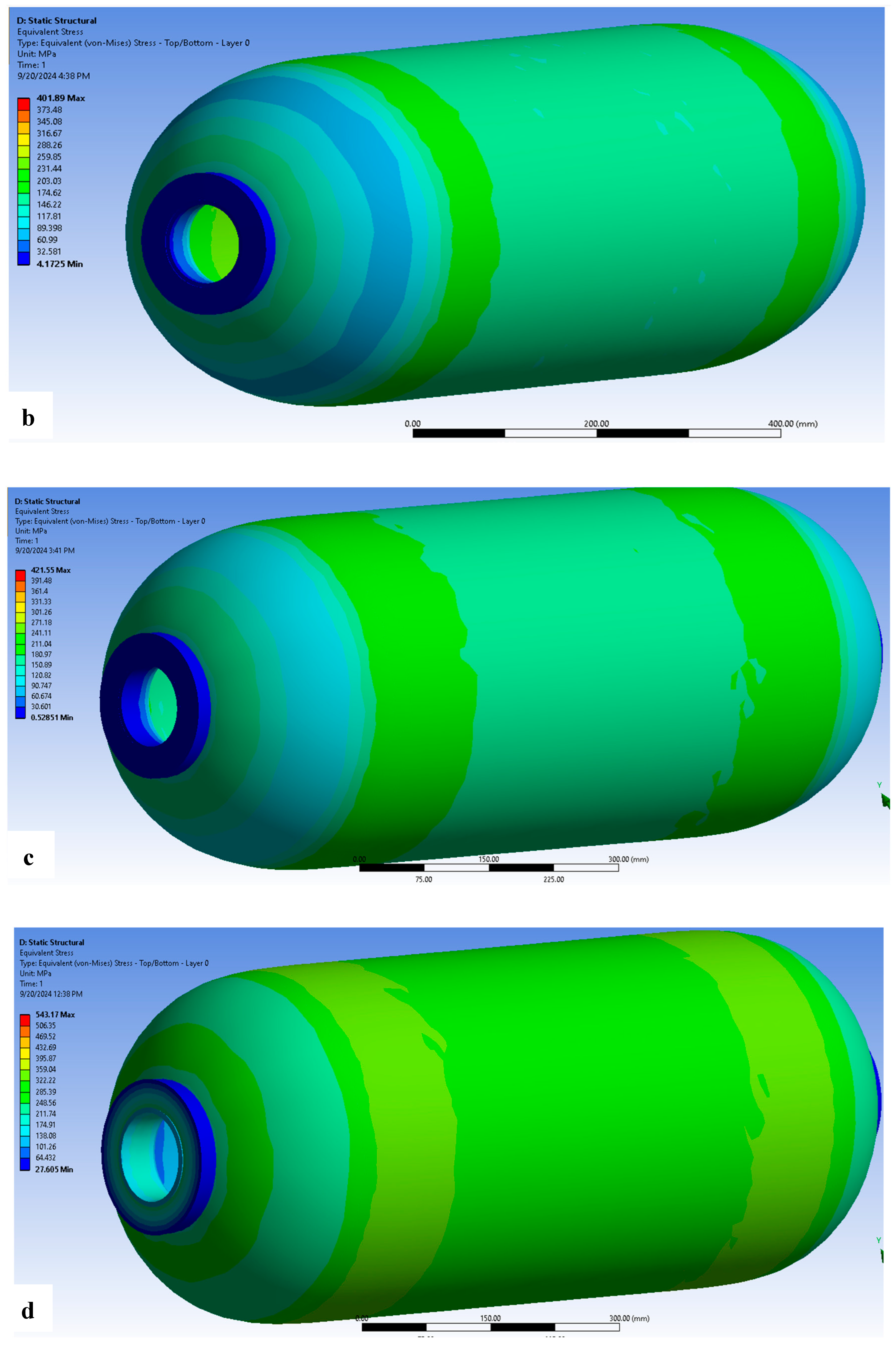
The influence of the external absolute vacuum environment versus the atmospheric pressure on the IRF value was also examined over a range of temperatures (−40 to 300 °C), as presented in
Figure 21. The results confirm the negligible influence of the external absolute vacuum environment in the current case. The same behavior of the negligible influence of the external absolute vacuum environment as compared with the atmospheric pressure environment was observed in the liner’s maximum principal stress (
Figure 19), composite maximum principal stress (
Figure 20), and IRF failure analyses (
Figure 21).
It is important to note that one atmospheric pressure represents 0.101325 MPa, and an absolute vacuum represents zero pressure. Given these comparable values, their influence on the mechanical performance of the PVs with a 55 MPa internal pressure was expected to be similar.
As a summary of the previous data, the safe operating range of the Type 4 CPVs was found to be between 10 and 100 °C.
As observed from
Figure 21, although the maximum principal stress for the composite shell of the Type 4 CPVs was much lower than the ultimate tensile strength (UTS) of the CFRE composite material over the studied temperature range (as shown in
Figure 20), the IRF failure tool detected the failure of the CFRE composite at a maximum temperature of 300 °C and a minimum of 10 °C. These findings align with the specified CFRE composite operating temperature range from 10 to 300 °C, as stated by MatWeb [
35].
Ansys Failure Criteria incorporates more sophisticated models that address the limitations of simpler methods, like the maximum principal stress criterion. From the previous analysis, the failure criteria method was chosen as the best approach to identify the composite material failure, consistent with the findings of Pietropaoli [
23] and Riccio et al. [
24].
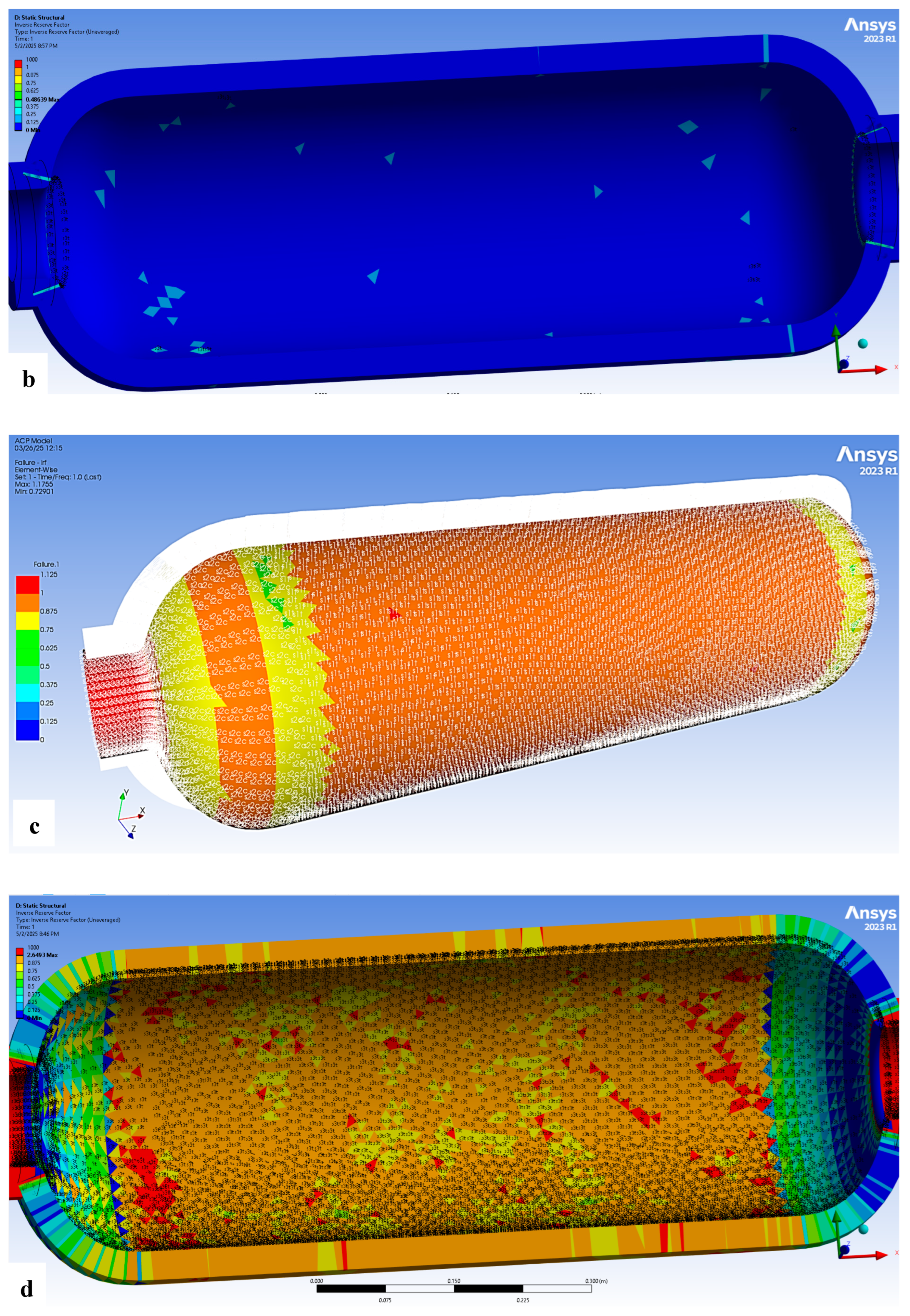
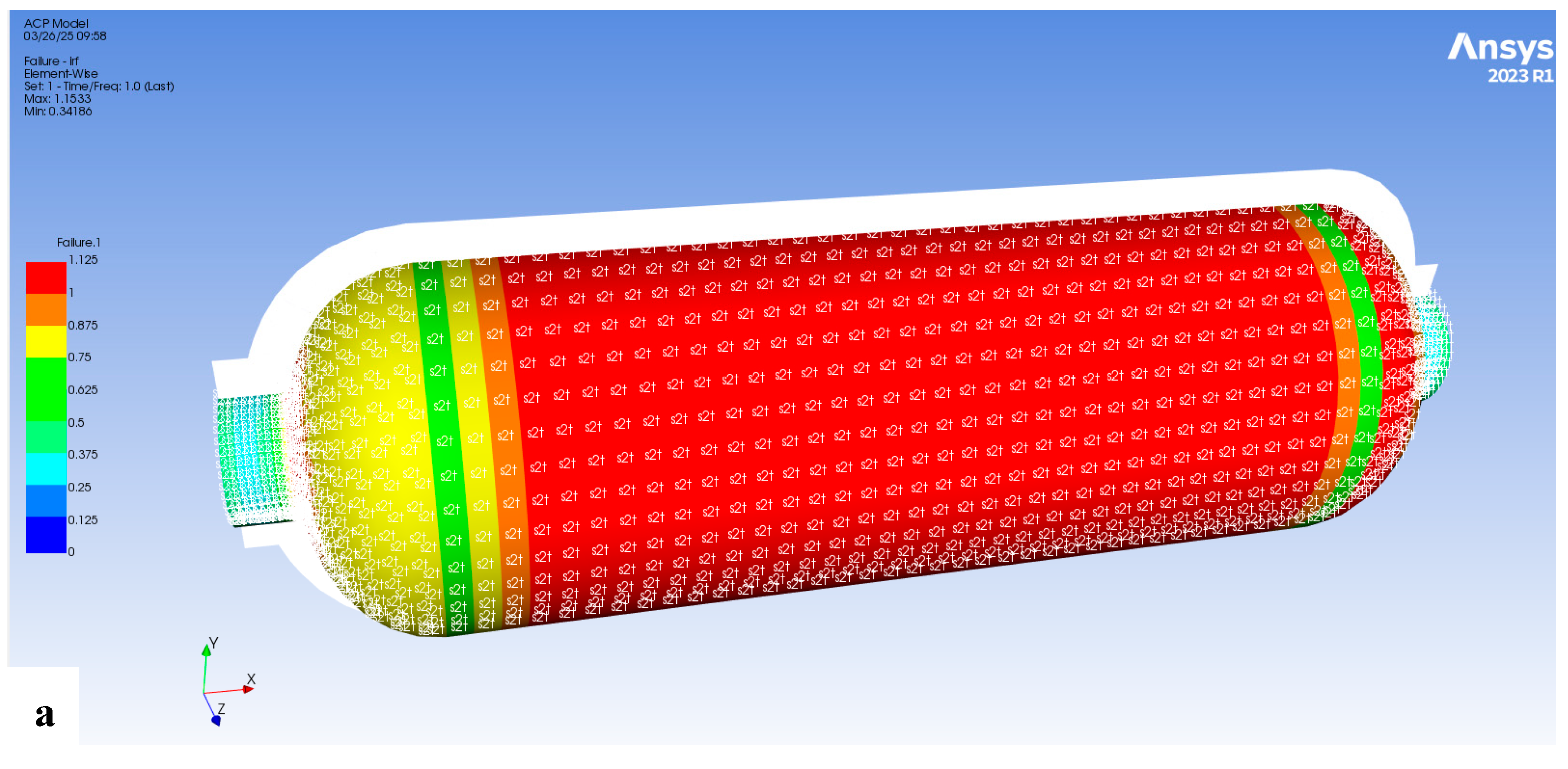
The composite failure modes for the Type 4 CPVs at a 55 MPa internal pressure under an absolute vacuum at 10 °C and 300 °C are presented in
Figure 22.
At 10 °C, according to the maximum stress configuration of the composite failure tool in Ansys Workbench, “s2t” represents the mode of failure due to the second-direction tensile strength (
Figure 22a), indicating matrix failure. The critical area in the composite shell was located in the straight cylindrical part, suggesting safe burst behavior [
7]. At low temperatures (0–10 °C), the matrix became more brittle and stiffer, making it more prone to cracking under transverse tensile stresses, which is represented by “s2t”. This increased the risk of matrix microcracking or fiber–matrix debonding in the transverse direction. These results are consistent with previous findings, which suggests that composites exposed to low temperatures are prone to embrittlement and delamination damage [
36,
37].
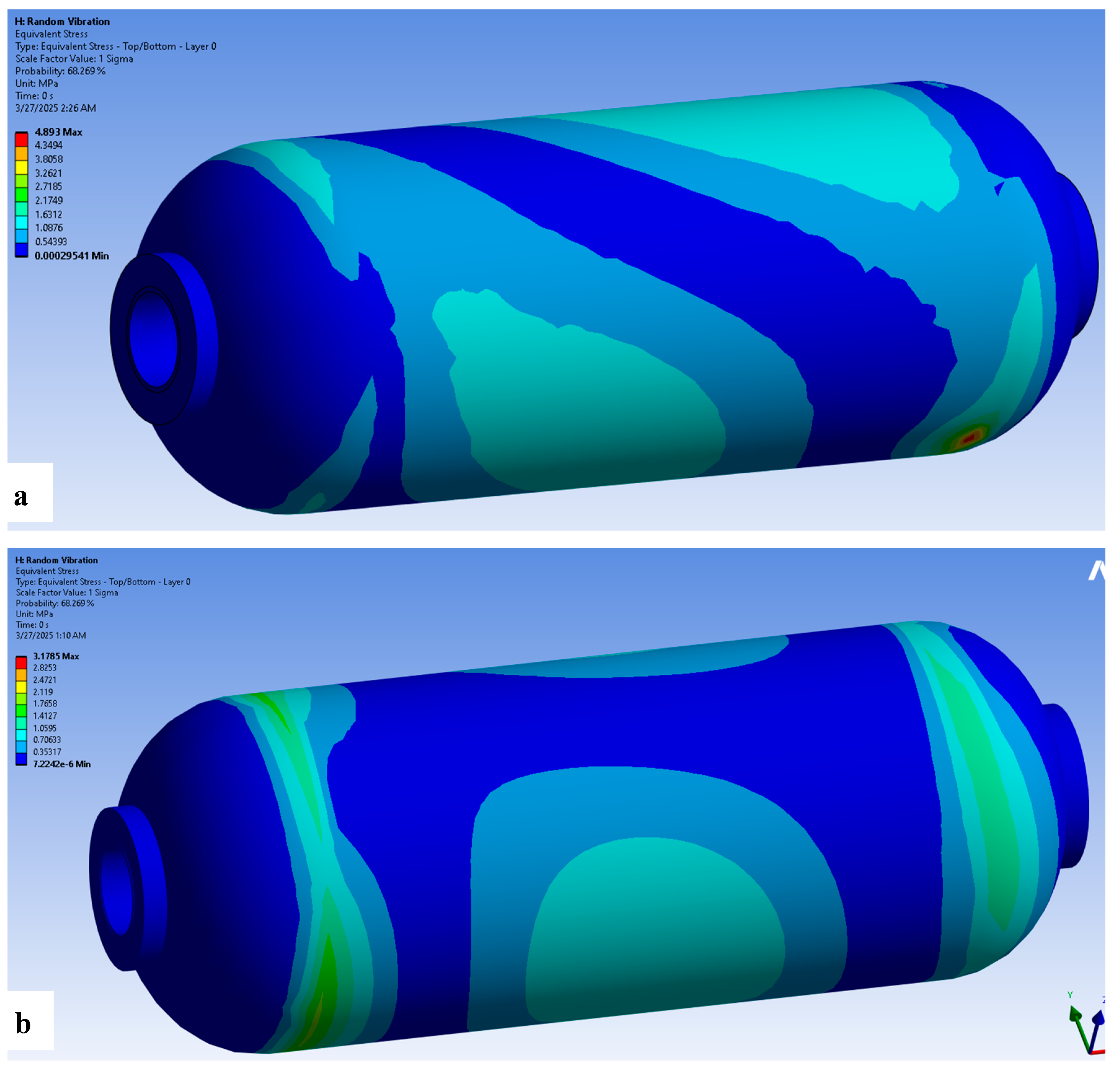
The composite failure tool was also used to detect the potential occurrence of delamination between the layers at 10 °C under the studied conditions. As shown in
Figure 22b, slight delamination was observed in isolated regions, indicating that the dominant composite failure mechanisms under these conditions were matrix failure and fiber–matrix debonding.
At 300 °C, according to the maximum stress configuration of the composite failure tool in Ansys Workbench, “s2c” represents the mode of failure due to the second-direction compressive strength of the dome part (
Figure 22c), indicating matrix failure. At elevated temperatures (300 °C), the polymer matrix softened or degraded. The dominant “s2c” failure mode represented a transverse direction compressive failure as the matrix softened, which reduced its ability to resist compressive loads. This led to fiber micro-buckling and delamination, which, in turn, reduced the stiffness and strength in the transverse (s2) direction, making it susceptible to compression-induced failure.
The compression failure “s2c’’ occurred earlier than the “s2t’’ tensile failure due to matrix softening. This proved that the temperature significantly affected the mode of composite failure.
“s1t” represents the mode of failure due to the first-direction tensile strength of the straight cylindrical part, indicating fiber failure, with the critical area in the neck. The “s1t” remained relatively stable at low temperatures because carbon fibers are less affected by cold temperatures. However, it started to degrade at high temperatures.
The composite failure tool was also employed to identify the possible circumstances of the layer delamination at 300 °C. Extensive delamination was observed throughout the vessel, as seen in
Figure 22d, indicating that matrix failure, fiber failure, and interlaminar delamination were the main composite failure modes at this temperature.






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}