
Research on Cooling and Dust Removal Technology of Circulating Airflow in Metal Mine Working Face

Abstract
1. Introduction
2. Theoretical Analysis
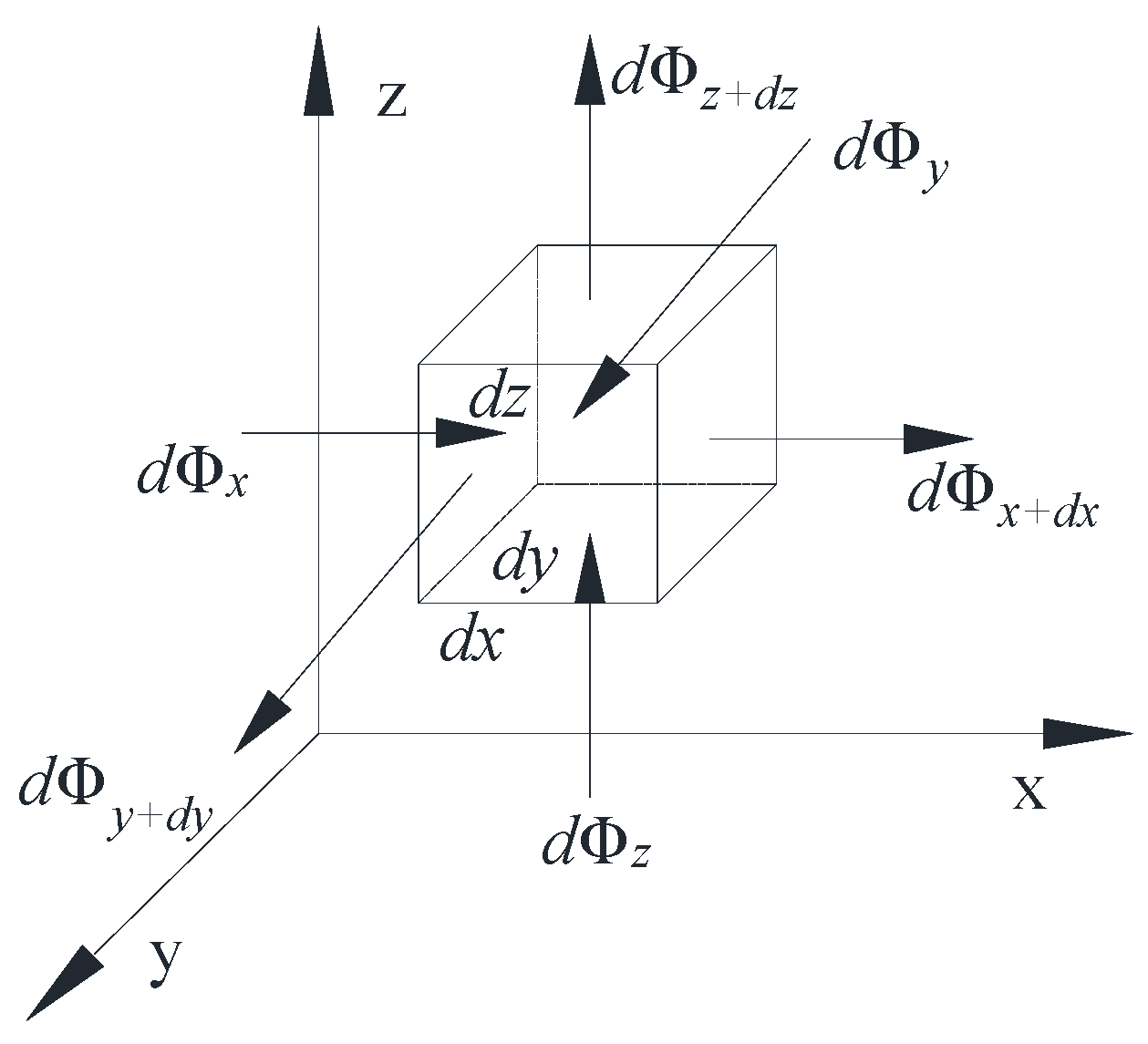
2.1. Differential Equations for Thermal Conductivity of the Surrounding Rock
2.2. Circulation Ventilation Wind Pressure Formula
2.3. Temperature Calculation Formula Under Circulating Ventilation
2.4. Calculation of Air Supply in the Tunnelling Passage
2.5. Theoretical Analysis of Spent Air Reuse Equipment Parameters
3. Modelling
3.1. Numerical Simulation of Control Equations
3.1.1. Continuity and N-S Equations
3.1.2. Heat Transfer Equation
3.1.3. DPM Model
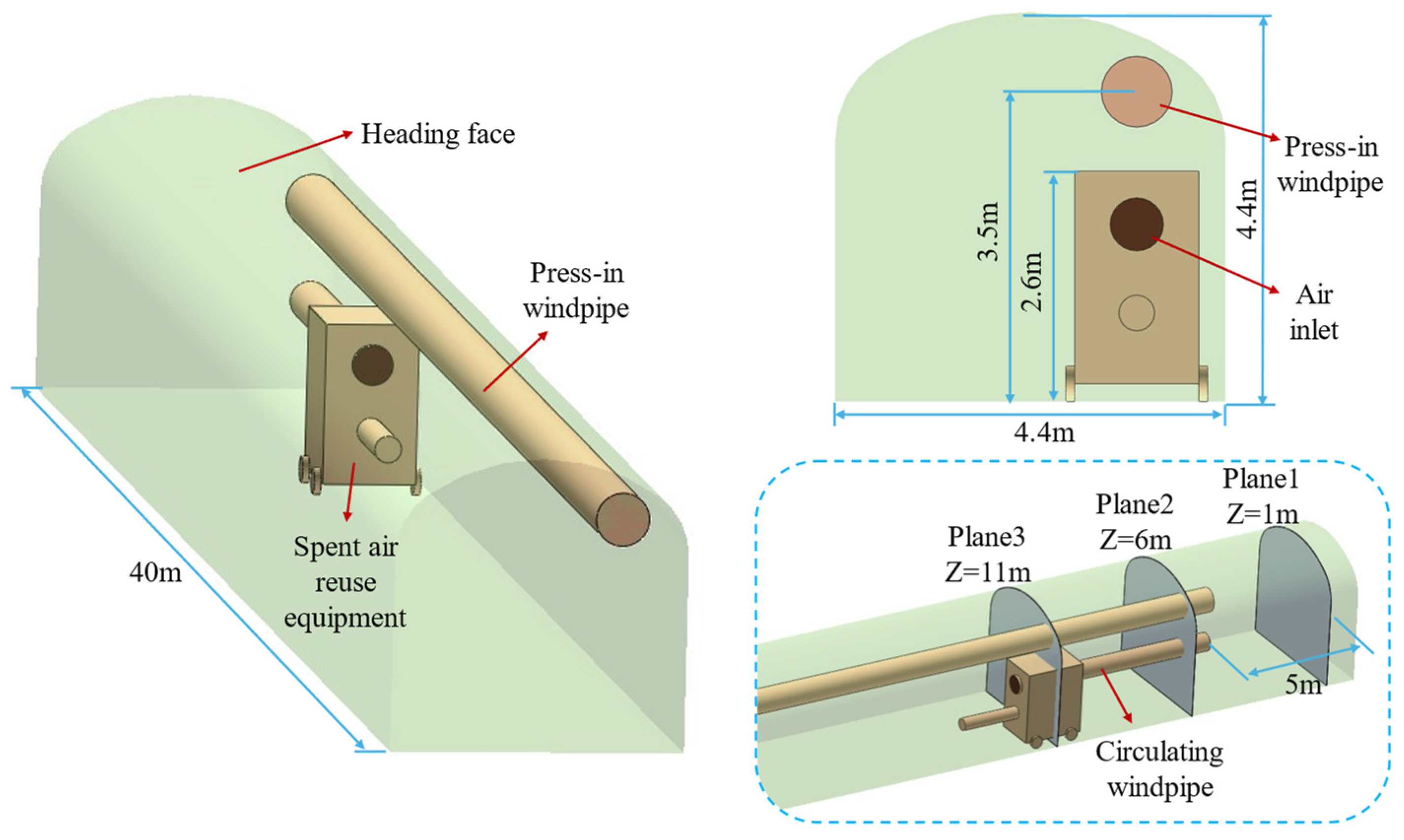
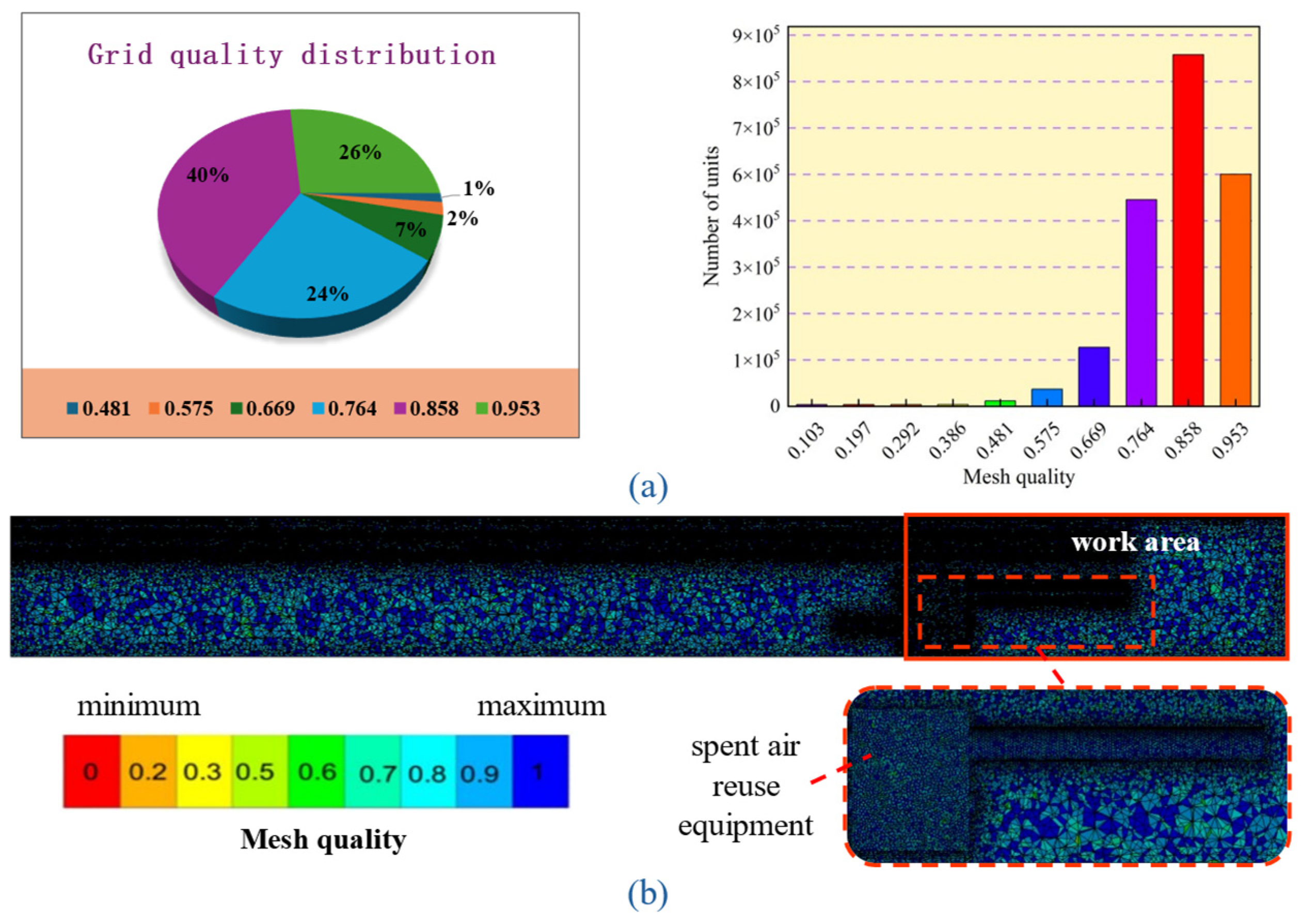
3.2. Modelling and Meshing
3.3. Verification of Temperature Simulation Results of Heading Face
4. Results and Discussion
4.1. Analysis of the Simulation Results of the Tunnel Wind Flow Field
4.2. Analysis of the Change Rule of Dust in the Alley and the Effect of Dust Removal
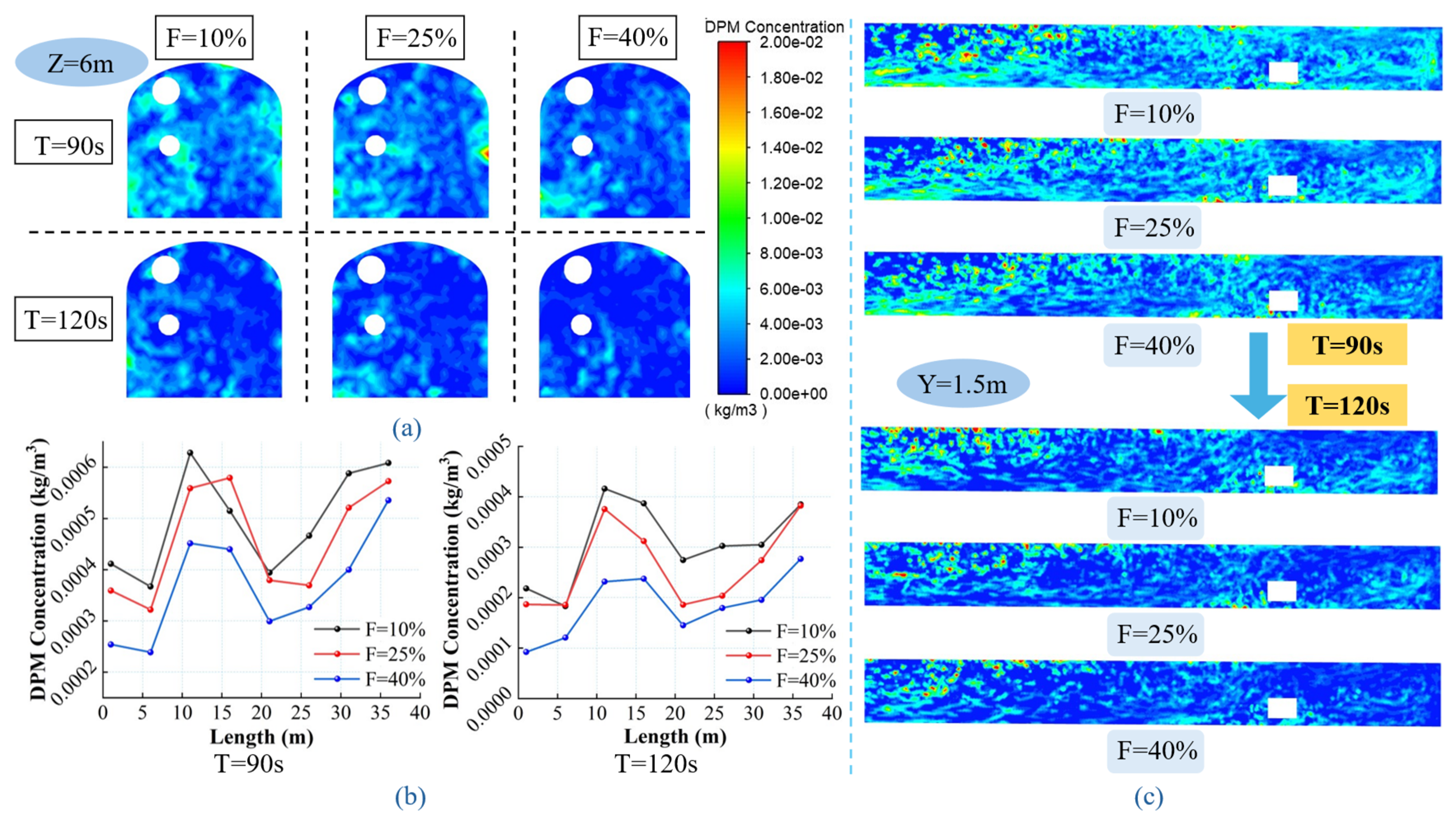
4.2.1. Influence of Circulation Rate on Dust Removal Effect
4.2.2. Influence of Equipment Outlet Position Zm on the Effect of Dust Removal in the Roadway
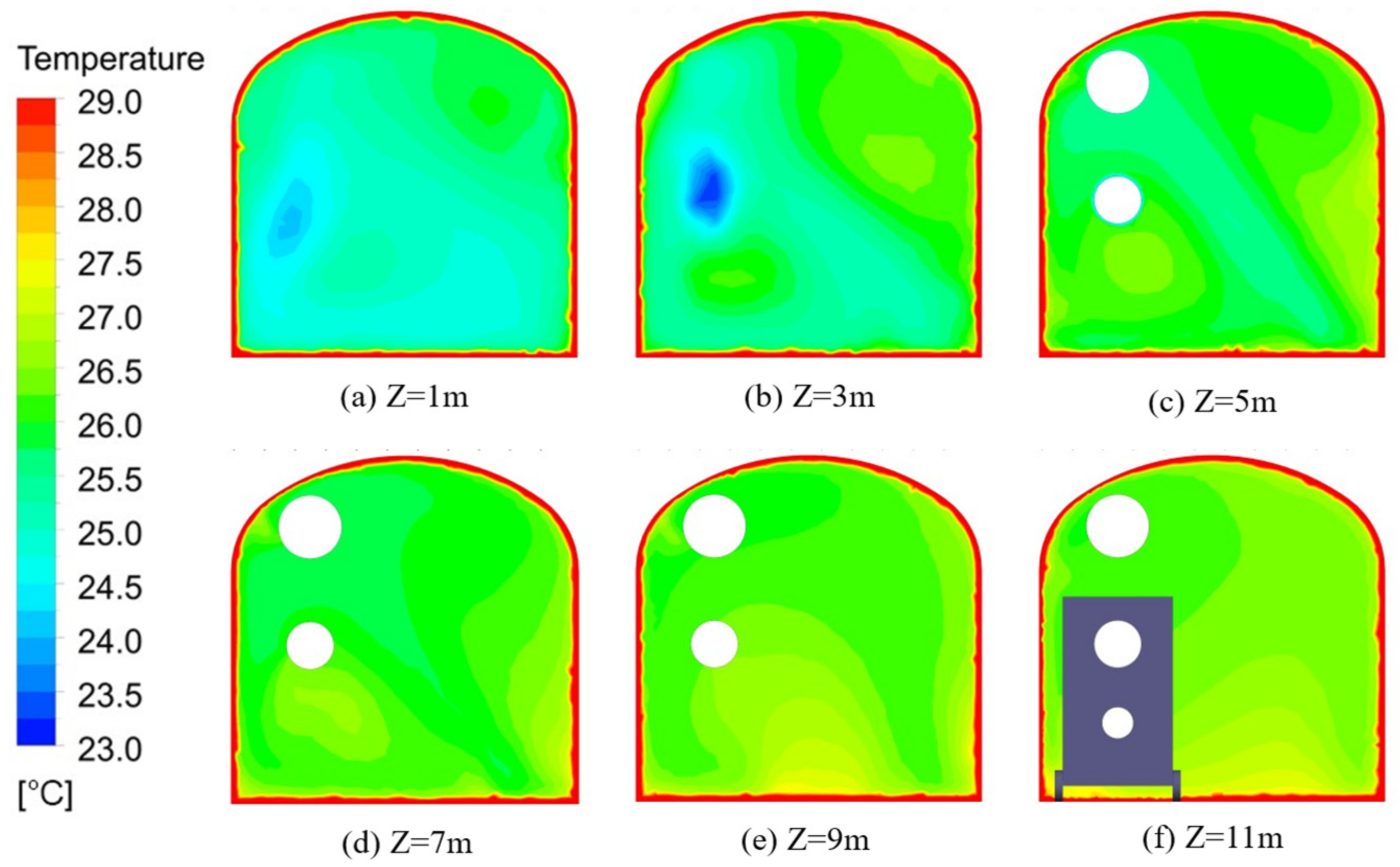
4.3. Characterisation of the Temperature Field Distribution in the Tunnel
4.4. Influence of Different Equipment Parameters on the Air Temperature of the Tunnel
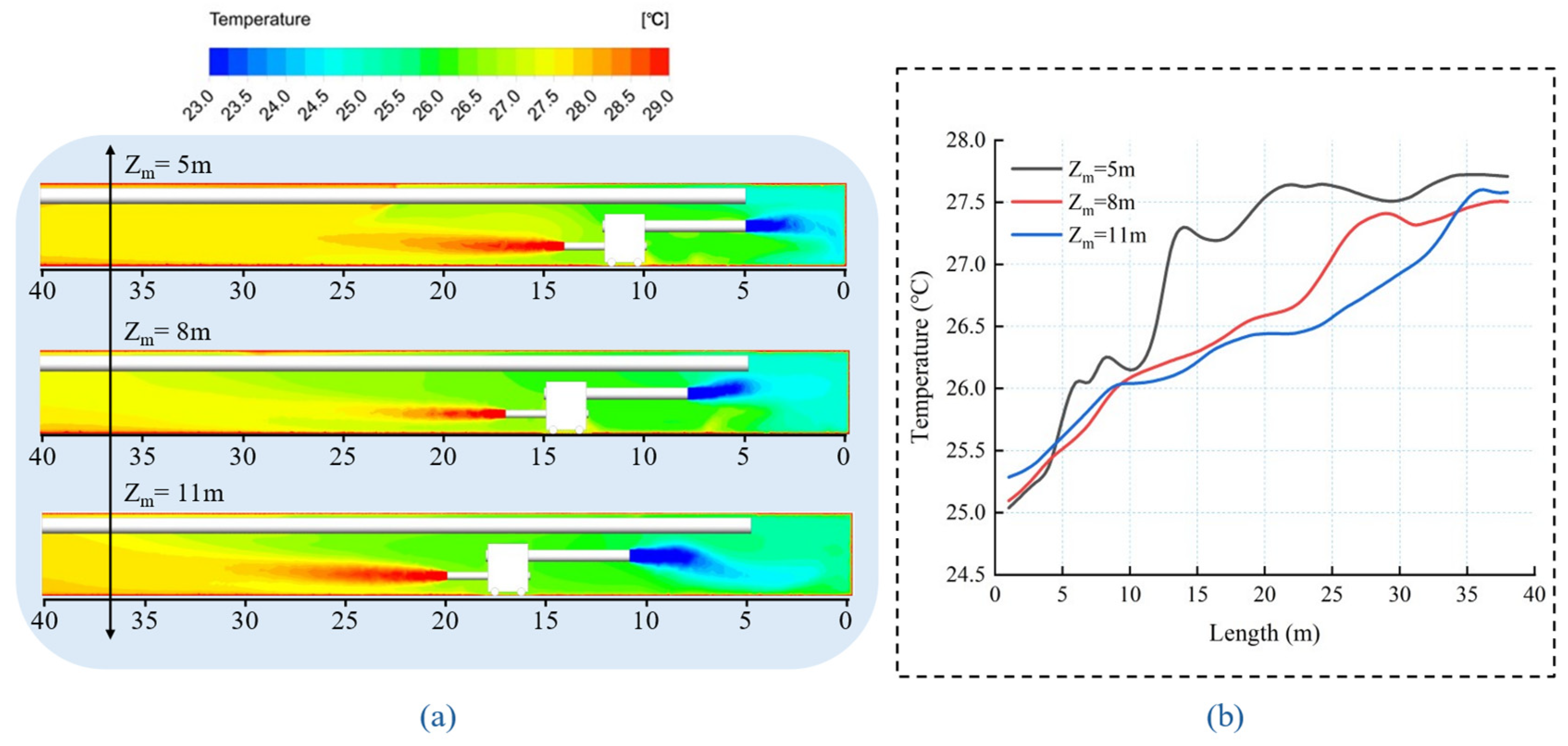
4.4.1. Influence of Equipment Outlet Location Zm on the Air Temperature of the Roadway
4.4.2. Influence of Circulation Rate on Cooling Effect
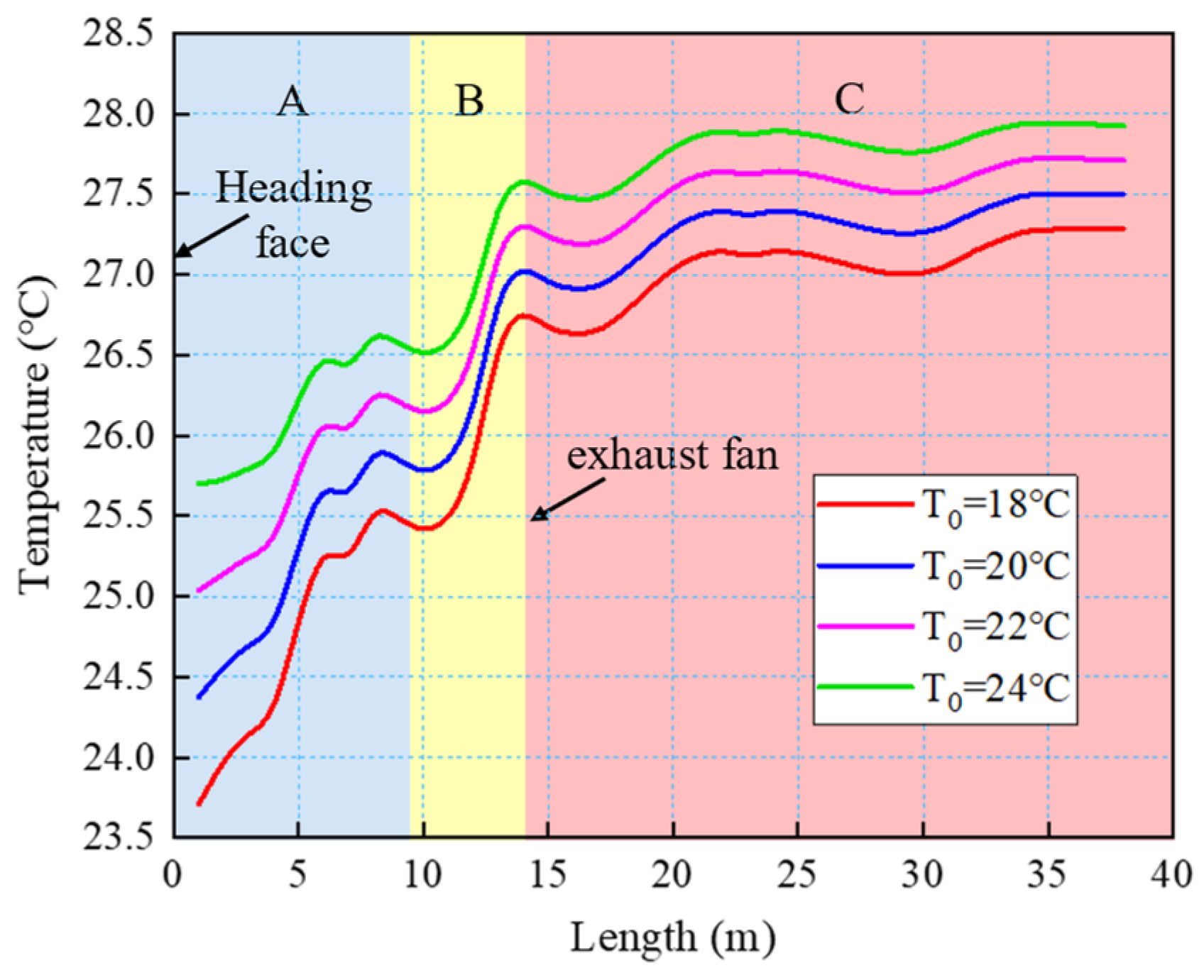
4.4.3. Influence of Equipment Outlet Air Temperature T0 on the Cooling of the Roadway
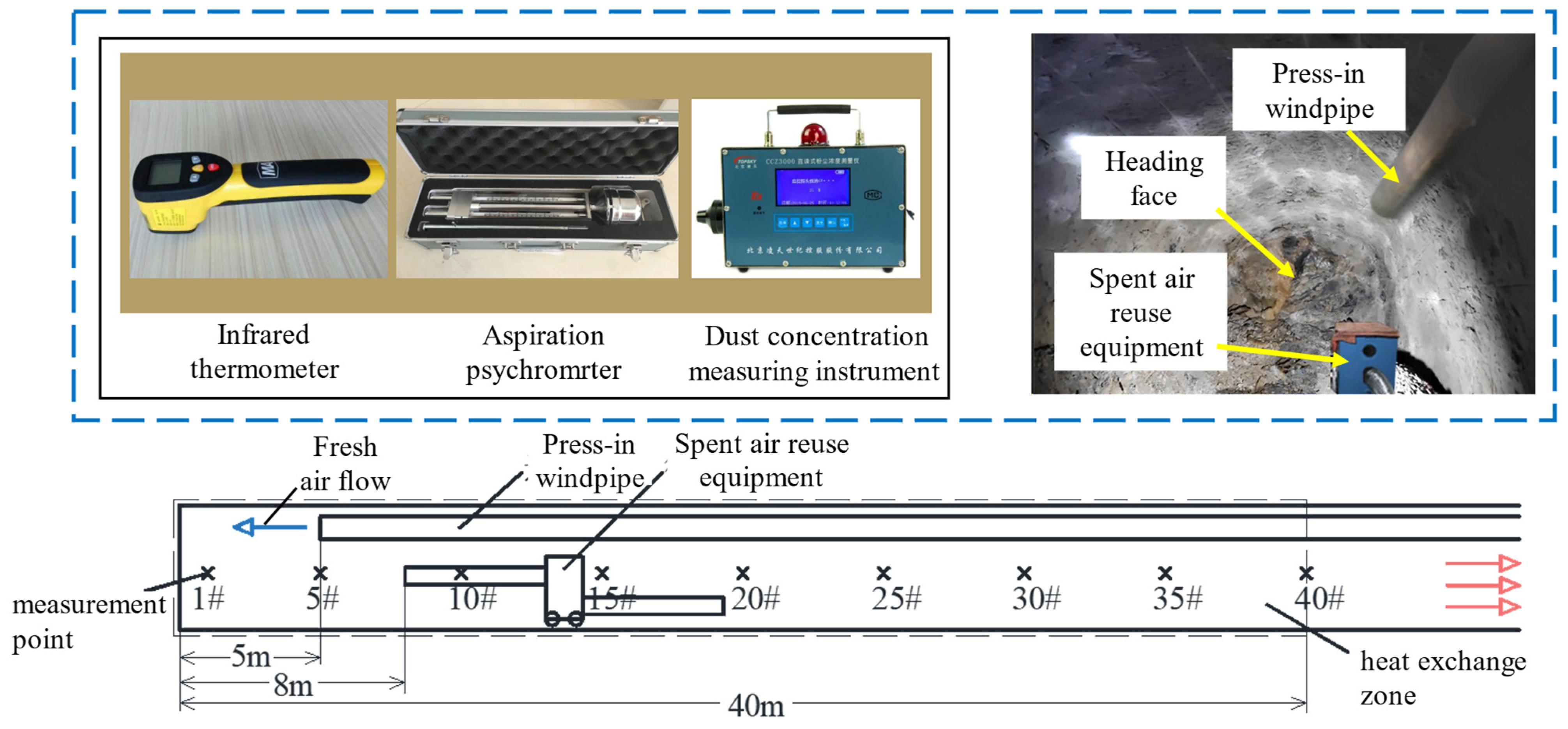
5. Engineering Applications
6. Conclusions and Outlook
6.1. Conclusions
- (1)
- The spent air reuse equipment significantly affects the cooling and dust removal of tunnel airflow. By establishing a physical model and using Fluent 2020 R2 software for simulation, the temperature in the tunnel working area was effectively controlled by the equipment. The dry bulb temperature within the refrigeration space does not exceed 26.3 °C, and the average temperature within the working area, at a height of 1.1 m to 1.7 m, ranges from 25.5 °C to 26.1 °C. The temperature distribution at different positions along the roadway cross-section shows that the cooling equipment has a positive effect on cooling the working area. After the equipment is activated, the airflow in the tunnel changes, and a circulating airflow is formed between the heading face and the equipment. After the equipment absorbs and purifies part of the dust-laden airflow, it returns clean air to the work area, accelerating the reduction of dust concentration. Due to the equipment’s absorption of a large amount of dust, the dust concentration on the return air side of the roadway is significantly reduced.
- (2)
- The parameters of the equipment have a significant impact on the cooling and dust removal effects. The lower the temperature of the air from the cooling equipment, the greater the temperature difference between the cold and hot air in the roadway. The faster the heat exchange rate, the better the cooling effect. When the air temperature is reduced from 24 °C to 18 °C, the temperature of the working face decreases significantly, with a reduction of approximately 0.6 °C for every 2 °C drop. After careful consideration, setting T0 = 22 °C better meets the cooling needs, balancing both the cooling effect and energy consumption. When using different outlet positions (Zm), the temperature in front of the working area is the lowest when Zm = 5 m, reaching 25 °C; however, the cooling range is small. When Zm = 11 m, the cooling range is larger, but the temperature of the working area is higher. Meanwhile, the average dust concentration at the heading face is lowest when Zm = 8 m. Therefore, setting Zm to 8 m from the working face achieves better cooling and dust removal effects. When the circulation rate (F) is 40%, the average dust concentration in the roadway section between 1 m and 36 m is lower than when the circulation rate is 10% or 20%. The best cooling effect is achieved when the circulation rate is 40%, with the temperature at the measurement point 1 m away from the roadway face reaching 24.5 °C, which was the lowest temperature in the working area. Considering both the cooling and dust removal effects, the optimal parameters for the equipment are as follows: air outlet temperature (T0) = 22 °C, outlet position (Zm) = 8 m, and circulation rate (F) = 40%.
- (3)
- When the spent air reuse equipment is adopted in the heading face, the temperature of the measuring point in front of the heading face is significantly reduced compared with the previous one, and the temperature within the range of 15 m from the working face has been reduced by 3–3.5 °C, with the lowest temperature as low as 25.1 °C, the relative humidity of the measurement point 1 m away from the working face has been reduced from 90.6% to 70.2%, and the average dust removal efficiency was calculated to be 44.9%, which significantly improves the working environment.
6.2. Outlook
- (1)
- The numerical simulation in this study simplifies the parameters of the underground environment, and in the future, we can explore the precise matching of the parameters of spent air reuse equipment under different working conditions to realise the more precise control of the temperature of the heading face.
- (2)
- This study analyzes the cooling and dust removal effects of spent air reuse equipment but does not consider the impact of tunnel humidity. In the future, we can further investigate the influence of high temperatures, high humidity, and other adverse factors on the environment of the heading face and improve the circulation ventilation and cooling technology so that it can not only effectively lower the temperature but also play a greater role in protecting the health and safety of the workers.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Abbreviations
| The distance from the cold air outlet to the heading face | |
| The cold air outlet temperature | |
| Z | The distance to the heading face |
| F | The circulating airflow circulation rate |
| The fresh air volume |
References
- Xu, Y.; Li, Z.; Chen, Y.; Jia, M.; Zhang, M.; Li, R. Synergetic mining of geothermal energy in deep mines: An innovative method for heat hazard control. Appl. Therm. Eng. 2022, 210, 118398. [Google Scholar] [CrossRef]
- Sobolewski, A.; Młynarczyk, M.; Konarska, M.; Bugajska, J. The influence of air humidity on human heat stress in a hot environment. Int. J. Occup. Saf. Erg. 2021, 27, 226–236. [Google Scholar] [CrossRef] [PubMed]
- Dong, L. Research on the transformation technology of mine ventilation system. Inn. Mong. Coal Econ. 2022, 15, 44–46. [Google Scholar] [CrossRef]
- Nie, L.X.; Wang, F.Y. Application of controllable circulation ventilation system in low-gas mine. Coal Mine Saf. 2011, 42, 76–78. [Google Scholar] [CrossRef]
- Zhang, A.M.; Ye, Y.; Chen, Q.G. Thermal hazard control and cooling technology application in deep mines. China Min. Eng. 2024, 53, 72–78. [Google Scholar] [CrossRef]
- Saindon, J.P. Controlled Recirculation of Exhaust Ventilation in Canadian Mines; University of British Columbia: Vancouver, BC, Canada, 1987. [Google Scholar]
- Lee, R.D.; Longson, I. Controlled recirculation of mine air in working districts. Mine Vent. Soc. S. Afr. 1987, 40, 13–21. [Google Scholar]
- Longson, I.; Lee, R.D.; Lowndes, I.S. The Feasibility of Controlled Air Recirculation Around Operating Long Wall Coal Faces. In Proceedings of the 2nd U.S. Mine Ventilation Symposium, Reno, NV, USA, 23–25 September 1985; Mackay School of Mine University of Nevada: Reno, NV, USA, 1985. [Google Scholar]
- Baines, P. Auxiliary Ventilation Utilizing Recirculation. Colliery Guard. 1988, 1985, 236. [Google Scholar]
- Pickering, A.J.; Aldred, R. Controlled Recirculation of Ventilation a Means of Dust Control in Face Advance Headings. Min. Eng. 1977, 190, 329–345. [Google Scholar]
- Lei, Y. Numerical simulation of controlled recirculation ventilation technology in mine excavation faces. Coal Chem. Ind. 2021, 44, 94–96. [Google Scholar] [CrossRef]
- Jiang, Q.S.; Guo, J.N.; Li, Z.Y.; Peng, T. Applied research of controlled recirculation ventilation system in mine ore-pass systems. Hunan Nonferrous Met. 2024, 40, 77–80. [Google Scholar]
- Nie, X.X.; Zhao, H.R.; Fu, X.Y.; Gao, J.; Guo, J.P. Research on deep mine controlled recirculation ventilation system based on high airflow integrated purification technology. Met. Mine 2021, 2, 201–208. [Google Scholar] [CrossRef]
- Hu, Y.M. Effect analysis of controlled recirculation air application in low-gas mines. Energy Technol. Manag. 2019, 44, 17–18. [Google Scholar]
- Pritchard, C.J.; Scott, D.F.; Noll, J.D.; Voss, B.; Leonis, D. Investigation of induced recirculation during planned ventilation system maintenance. Min. Eng. 2014, 66, 43. [Google Scholar] [PubMed]
- Wang, W.; Zhang, C.; Yang, W.; Xu, H.; Li, S.; Li, C.; Ma, H.; Qi, G. In Situ Measurements and CFD Numerical Simulations of Thermal Environment in Blind Headings of Underground Mines. Processes 2019, 7, 313. [Google Scholar] [CrossRef]
- Wang, J.; Jiang, C.; Zhou, X.; Kang, J.; Yu, S.; Bai, G. Head-neck local ventilation mode for long-narrow mine working face. Sci. Rep. 2024, 14, 19663. [Google Scholar] [CrossRef] [PubMed]
- Sasmito, A.P.; Kurnia, J.C.; Birgersson, E.; Mujumdar, A.S. Computational evaluation of thermal management strategies in an underground mine. Appl. Therm. Eng. 2015, 90, 1144–1150. [Google Scholar] [CrossRef]
- Huang, C.H.; Li, Z.L.; Li, J.L.; Cheng, C.L. Heat dissipation effect analysis of mobile artificial cooling equipment in high-temperature blind headings. Min. Technol. 2022, 22, 135–138. [Google Scholar] [CrossRef]
- Wang, T.; Wei, Y.; Ou, S.; Jin, L.; Wang, S.; Liu, J.; Zhang, G.; Zhou, Y.; Lin, M. Multistage cooling system for temperature reduction of the working face in deep coal mines: A technical-economic evaluation. Case Stud. Therm. Eng. 2023, 45, 102908. [Google Scholar] [CrossRef]
- Zhang, C.; Yuan, S.; Zhang, N.; Li, C.; Li, H.; Yang, W. Dust-suppression and cooling effects of spray system installed between hydraulic supports in fully mechanized coal-mining face. Build. Environ. 2021, 204, 108106. [Google Scholar] [CrossRef]
- Zhang, Z.K. Simulation and application of air temperature in high temperature coal mining face. Sci. Technol. Innov. 2020, 12, 147–148. [Google Scholar]
- Li, Z.; Wang, J.; Xu, Y.; Li, G.; Yuan, T.; Zhang, M. Heat hazard control in excavation engineering: Numerical simulation of heat transfer characteristics of high temperature tunnel with movable thermal insulation layer. Therm. Sci. Eng. Prog. 2022, 34, 101393. [Google Scholar] [CrossRef]
- Toraño, J.; Torno, S.; Menéndez, M.; Gent, M. Auxiliary ventilation in mining roadways driven with roadheaders: Validated CFD modelling of dust behaviour. Tunn. Undergr. Space Technol. 2011, 26, 201–210. [Google Scholar] [CrossRef]
- Huang, Y.; Hu, H.; Li, B.; Zheng, X.; Long, Y.; Lv, C. Study on ore dust pollution diffusion and new dust removal system in drawing funnel operation of metal mine. Powder Technol. 2024, 448, 120242. [Google Scholar] [CrossRef]
- Ma, D.H.; Li, Z.M.; Zuo, C.; Tong, L.B.; Tang, Y.L. Numerical simulation and optimization study on dust-exhausting ventilation parameters in blind excavation tunnels. Min. Technol. 2023, 23, 217–221. [Google Scholar] [CrossRef]
- Li, Z.; Zhao, S.; Li, R.; Huang, Y.; Xu, Y.; Song, P. Increasing Oxygen Mass Fraction in Blind Headings of a Plateau Metal Mine by Oxygen Supply Duct Design: A CFD Modelling Approach. Math. Probl. Eng. 2020, 2020, 8541909. [Google Scholar] [CrossRef]
- Shen, Q.X. Numerical simulation of multi-dust-source excavation dust diffusion patterns based on Fluent. Min. Eng. 2024, 12, 765–772. [Google Scholar]
- Pu, H.; Xu, J.C.; Bian, Z.F.; Holger, S. Research status and progress of geothermal energy utilization in closed/abandoned mines. J. China Coal Soc. 2022, 47, 2243–2269. [Google Scholar] [CrossRef]
- Bai, Y.F.; Wang, A.Q.; Yang, Z.X. Research and application of mine controlled recirculation ventilation technology at Wangjiazhuang Mine. Shandong Coal Sci. Technol. 2005, 1, 60–61. [Google Scholar]
- GB 16423-2020; Safety Regulations for Metal and Non-Metal Mines. National Standard of China: Beijing, China, 2018; p. 44.
- Xiu, Z.; Nie, W.; Yan, J.; Chen, D.; Cai, P.; Liu, Q.; Du, T.; Yang, B. Numerical simulation study on dust pollution characteristics and optimal dust control air flow rates during coal mine production. J. Clean. Prod. 2020, 248, 119197. [Google Scholar] [CrossRef]
- Zhao, Z.; Xu, H.; Liu, G.; Liu, F.; Wang, G. A robust numerical method for modeling ventilation through long tunnels in high temperature regions based on 1D pipe model. Tunn. Undergr. Space Technol. 2021, 115, 104050. [Google Scholar] [CrossRef]
- Guo, C.Q.; Tao, W.G.; Zhang, Y.R.; Zhao, X.S.; Miao, D.J. Optimization study on air cooler position and airflow parameters in coal mining face. Saf. Coal Mines 2024, 55, 84–90. [Google Scholar] [CrossRef]
- Patankar, N.A.; Joseph, D.D. Modeling and numerical simulation of particulate flows by the Eulerian–Lagrangian approach. International journal of multiphase flow. Int. J. Multiph. Flow 2001, 27, 1659–1684. [Google Scholar] [CrossRef]
- Xin, S.; Zhang, L.; Zhang, Q.; Wang, B.Q.; Jian, J.C. Research on cooling technology for ultra-long coal mining face. Coal Technol. 2017, 36, 98–100. [Google Scholar] [CrossRef]
- Miao, D.; Chen, X.; Ji, J.; Lv, Y.; Zhang, Y.; Sui, X. New Technology for Preventing and Controlling Air Leakage in Goaf Based on the Theory of Wind Flow Boundary Layer. Processes 2022, 10, 954. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Name | Type | Parameter Settings | Name | Type | Parameter Settings |
|---|---|---|---|---|---|
| Energy equation | On | / | Gravity | Y-axis direction | −9.81 |
| Turbulence equation | Realisable | Material | Rocks | Density 2600 kg/m3. Specific heat capacity 8.78 J/kg °C. Thermal conductivity 2 W/m °C | |
| Inlet boundary | Entrance type | Velocity inlet | Wall-boundary | Shear condition (physics) | No Slip |
| Velocity | 10 m/s | Temperature | 32 °C | ||
| Temperature | 25 °C | DPM | Reflect | ||
| Outlet boundary | Type of export | Pressure outlet | Solution method | Pressure-velocity coupling | Coupled |
| Gauge pressure (Pa) | 0 | Turbulent kinetic energy | Second-order windward | ||
| DPM | Escape | Turbulent diffusivity | Second-order windward | ||
| Discrete phase | Injection type | Surface | Dust parameters | Total flow rate | 0.02 kg/s |
| Material | Rocks | Minimum diameter/m | 8.5 × 10−7 | ||
| Diameter distribution | Rosin-rambler | Maximum diameter /m | 2.185 × 10−5 |
| Measurement Point | Pre-Application | Post-Application | ||||
|---|---|---|---|---|---|---|
| Temperature (°C) | Humidity (%) | Dust Concentration (g/m3) | Temperature (°C) | Humidity (%) | Dust Concentration (g/m3) | |
| 1# | 28.6 | 90.6 | 0.2623 | 25.1 | 70.2 | 0.1007 |
| 5# | 28.6 | 90.8 | 0.2158 | 25.4 | 72.4 | 0.1295 |
| 10# | 29 | 90.8 | 0.3926 | 25.9 | 74.3 | 0.1988 |
| 15# | 29.1 | 91.2 | 0.5053 | 26.1 | 76.1 | 0.2821 |
| 20# | 29.3 | 91.3 | 0.3224 | 26.4 | 77.43 | 0.1549 |
| 25# | 29.4 | 92.7 | 0.3050 | 27.0 | 84.3 | 0.1645 |
| 30# | 29.5 | 93.1 | 0.3589 | 27.2 | 85.8 | 0.2094 |
| 35# | 29.6 | 93.1 | 0.5052 | 27.2 | 87.4 | 0.3305 |
| 40# | 29.6 | 93 | 0.4395 | 27.3 | 88.7 | 0.2874 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Miao, D.; Feng, Q.; Zeng, W. Research on Cooling and Dust Removal Technology of Circulating Airflow in Metal Mine Working Face. Processes 2025, 13, 1374. https://doi.org/10.3390/pr13051374
Miao D, Feng Q, Zeng W. Research on Cooling and Dust Removal Technology of Circulating Airflow in Metal Mine Working Face. Processes. 2025; 13(5):1374. https://doi.org/10.3390/pr13051374
Chicago/Turabian StyleMiao, Dejun, Qian Feng, and Wanbao Zeng. 2025. "Research on Cooling and Dust Removal Technology of Circulating Airflow in Metal Mine Working Face" Processes 13, no. 5: 1374. https://doi.org/10.3390/pr13051374
APA StyleMiao, D., Feng, Q., & Zeng, W. (2025). Research on Cooling and Dust Removal Technology of Circulating Airflow in Metal Mine Working Face. Processes, 13(5), 1374. https://doi.org/10.3390/pr13051374