

Enzymatic Recovery of Glucose from Textile Waste



Abstract
1. Introduction
2. Materials and Methods
3. Results
3.1. Discussions of Technological Constraints
3.2. Environmental and Safety Considerations
4. Discussion
4.1. Technological Constraints
4.2. Environmental and Safety and Storing Considerations
4.3. Energy and Other Requirements
5. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Amaral, M.C.D.; Zonatti, W.F.; Silva, K.L.D.; Karam Junior, D.; Amato Neto, J.; Baruque-Ramos, J. Industrial textile recycling and reuse in Brazil: Case study and considerations concerning the circular economy. Gestão Produção 2018, 25, 431–443. [Google Scholar] [CrossRef]
- Suen, D.W.-S.; Chan, E.M.-H.; Lau, Y.-Y.; Lee, R.H.-P.; Tsang, P.W.-K.; Ouyang, S.; Tsang, C.-W. Sustainable Textile Raw Materials: Review on Bioprocessing of Textile Waste via Electrospinning. Sustainability 2023, 15, 11638. [Google Scholar] [CrossRef]
- Cho, E.J.; Lee, Y.G.; Song, Y.; Kim, H.Y.; Nguyen, D.-T.; Bae, H.-J. Converting textile waste into value-added chemicals: An integrated bio-refinery process. Environ. Sci. Ecotechnol. 2023, 15, 100238. [Google Scholar] [CrossRef]
- Haslinger, S.; Hummel, M.; Anghelescu-hakala, A.; Määttänen, M.; Sixta, H. Upcycling of cotton polyester blended textile waste to new man-made cellulose fibers. Waste Manag. 2019, 97, 88–96. [Google Scholar] [CrossRef]
- Karthik, T.; Gopalakrishnan, D. Environmental analysis of textile value chain: An overview. In Roadmap to Sustainable Textiles and Clothing: Environmental and Social Aspects of Textiles and Clothing Supply Chain; Muthu, S.S., Ed.; Springer: Singapore, 2014; pp. 153–188. ISBN 978-981-287-109-1. [Google Scholar] [CrossRef]
- Aneja, A.; Kupka, K.; Militký, J.; Venkataraman, M. Kinetics of Hydrolytic Depolymerization of Textile Waste Containing Polyester. Fibers 2024, 12, 82. [Google Scholar] [CrossRef]
- To, M.H.; Uisan, K.; Ok, Y.S.; Pleissner, D.; Lin, C.S.K. Recent trends in green and sustainable chemistry: Rethinking textile waste in a circular economy. Curr. Opin. Green Sustain. Chem. 2019, 20, 1–10. [Google Scholar] [CrossRef]
- Zamani, B.; Svanstrom, M.; Peters, G.; Rydberg, T. A Carbon Footprint of Textile Recycling: A Case Study in Sweden. J. Ind. Ecol. 2015, 19, 676–687. [Google Scholar] [CrossRef]
- Bianchi, S.; Bartoli, F.; Bruni, C.; Fernandez-Avila, C.; Rodriguez-Turienzo, L.; Mellado-Carretero, J.; Spinelli, D.; Coltelli, M.-B. Opportunities and Limitations in Recycling Fossil Polymers from Textiles. Macromol 2023, 3, 120–148. [Google Scholar] [CrossRef]
- Ruuth, E.; Sanchis-Sebastiá, M.; Larsson, P.T.; Teleman, A.; Jiménez-Quero, A.; Delestig, S.; Sahlberg, V.; Salén, P.; Sanchez Ortiz, M.; Vadher, S.; et al. Reclaiming the Value of Cotton Waste Textiles: A New Improved Method to Recycle Cotton Waste Textiles via Acid Hydrolysis. Recycling 2022, 7, 57. [Google Scholar] [CrossRef]
- Li, X.; Hu, Y.; Du, C.; Ki Lin, C.S. Recovery of Glucose and Polyester from Textile Waste by Enzymatic Hydrolysis. Waste Biomass Valorization 2019, 10, 3763–3772. [Google Scholar] [CrossRef]
- Prado, K.; Gonzales, D.; Spinacé, M.A.S. Recycling of viscose yarn waste through one-step extraction of nanocellulose. Int. J. Biol. Macromol. 2019, 136, 729–737. [Google Scholar] [CrossRef] [PubMed]
- Navone, L.; Moffitt, K.; Hansen, K.-A.; Blinco, J.; Payne, A.; Speight, R. Closing the textile loop: Enzymatic fibre spearation and recycling of wool/polyester fabric blends. Waste Manag. 2020, 102, 149–160. [Google Scholar] [CrossRef]
- Thapa, S.; Mishra, J.; Arora, N.; Mishra, P.; Li, H.; O’Hair, J.; Bhatti, S.; Zhou, S. Microbial cellulolytic enzymes: Diversity and biotechnology with reference to lignocellulosic biomass degradation. Rev. Environ. Sci. Bio/Technol. 2020, 19, 621–648. [Google Scholar] [CrossRef]
- Yousef, S.; Tatariants, M.; Tichonovas, M.; Kliucininkas, L.; Lukošiūtė, S.I.; Yan, L. Sustainable green technology for recovery of cotton fibers and polyester from textile waste. J. Clean. Prod. 2020, 254, 120078. [Google Scholar] [CrossRef]
- Karell, E.; Niinimaki, K. Addressing the Dialogue between Design, Sorting and Recycling in a Circular Economy. Des. J. 2019, 22, 997–1013. [Google Scholar] [CrossRef]
- De la Motte, H.; Hasani, M.; Brelid, H.; Westman, G. Molecular characterization of hydrolyzed cationized nanocrystalline cellulose, cotton cellulose and softwood kraft pulp using high resolution 1D and 2D NMR. Carbohydr. Polym. 2011, 85, 738–746. [Google Scholar] [CrossRef]
- Patti, A.; Cicala, G.; Acierno, D. Eco-Sustainability of the Textile Production: Waste Recovery and Current Recycling in the Composites World. Polymers 2021, 13, 134. [Google Scholar] [CrossRef]
- Piribauer, B.; Bartl, A. Textile recycling processes, state of the art and current developments: A mini review. Waste Manag. Res. 2019, 37, 112–119. [Google Scholar] [CrossRef] [PubMed]
- Pino, M.S.; Rodríguez-Jasso, R.M.; Michelin, M.; Flores-Gallegos, A.C.; Morales-Rodriguez, R.; Teixeira, J.A.; Ruiz, H.A. Bioreactor design for enzymatic hydrolysis of biomass under the biorefinery concept. Chem. Eng. J. 2018, 347, 119–136. [Google Scholar] [CrossRef]
- Esteve-Turrillas, F.A.; De la Guardia, M. Environmental impact of Recover cotton in textile industry. Resour. Conserv. Recycl. 2017, 116, 107–115. [Google Scholar] [CrossRef]
- Sandin, G.; Peters, G.M. Environmental impact of textile reuse and recycling—A review. J. Clean. Prod. 2018, 184, 353–365. [Google Scholar] [CrossRef]
- Cura, K.; Rintala, N.; Kamppuri, T.; Saarimäki, E.; Heikkilä, P. Textile Recognition and Sorting for Recycling at an Automated Line Using Near Infrared Spectroscopy. Recycling 2021, 6, 11. [Google Scholar] [CrossRef]
- Riba, J.R.; Cantero, R.; Canals, T.; Puig, R. Circular economy of post-consumer textile waste: Classification through infrared spectroscopy. J. Clean. Prod. 2020, 272, 123011. [Google Scholar] [CrossRef]
- Roos, S.; Sandin, G.; Zamani, B.; Peters, G.; Svanström, M. Will Clothing Be Sustainable? Clarifying Sustainable Fashion. In Textiles and Clothing Sustainability. Textile Science and Clothing Technology; Muthu, S., Ed.; Springer: Singapore, 2017; pp. 1–45. [Google Scholar] [CrossRef]
- Jalil, M.H.; Shaharuddin, S.S. Consumer purchase behavior of eco-fashion clothes as a trend to reduce clothing waste. Int. J. Innov. Technol. Explor. Eng. 2019, 8, 4224–4233. [Google Scholar] [CrossRef]
- Umar, A.; Khan, M.S.; Alam, S.; Zekker, I.; Burlakovs, J.; dC Rubin, S.S.; Bhowmick, G.D.; Kallistova, A.; Pimenov, N.; Zahoor, M. Synthesis and Characterization of Pd-Ni Bimetallic Nanoparticles as Efficient Adsorbent for the Removal of Acid Orange 8 Present in Wastewater. Water 2021, 13, 1095. [Google Scholar] [CrossRef]
- Jabeen, S.; Sufaid Khan, M.; Khattak, R.; Zekker, I.; Burlakovs, J.; Rubin, S.S.d.; Ghangrekar, M.M.; Kallistova, A.; Pimenov, N.; Zahoor, M.; et al. Palladium-Supported Zirconia-Based Catalytic Degradation of Rhodamine-B Dye from Wastewater. Water 2021, 13, 1522. [Google Scholar] [CrossRef]
- Tsimnadis, K.; Kyriakopoulos, G.L.; Arabatzis, G.; Zervas, E. Waste collection and treatment networks with source separation from Mobile Green Points (MGP): Citizens awareness and spatial planning for the collection of clean recyclable materials. IOP Conf. Ser. Earth Environ. Sci. 2022, 1123, 012069. [Google Scholar] [CrossRef]
- Kumar, A.; Singh, S.; Gupta, R.K. Optimization of Alkaline Pretreatment for Enhancing Enzymatic Hydrolysis of Cotton Textile Waste. J. Clean. Prod. 2020, 264, 121738. [Google Scholar] [CrossRef]
- Martinez, E.; Rodriguez, P.; Garcia, A. Mechano-Biological Pretreatment of Textiles for Enhanced Glucose Production via Enzymatic Hydrolysis. Bioresour. Technol. 2022, 335, 125268. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Interval (Days) | Glucose Concentration Recycled, mmol/L | Standard Deviation | Coefficient (%) |
|---|---|---|---|
| 1st | 2.2 | 0.083 | n.a. |
| 2nd | 4.4 | 0.14 | n.a. |
| 3rd | 7.2 | n.a. | 2.5 |
| 4th | 11.1 | n.a. | 3.0 |
| 5th | 18.1 | n.a. | 2.6 |
| Glucose Concentration, mmol/L | |||||
|---|---|---|---|---|---|
| 1st Day | 2nd Day | 3rd Day | 4th Day | 5th Day | |
| Blank CT with no NaOH | 0.50 | 0.56 | 4.8 | * | * |
| Blank L with no NaOH | 0.59 | 0.56 | 21.7 | * | * |
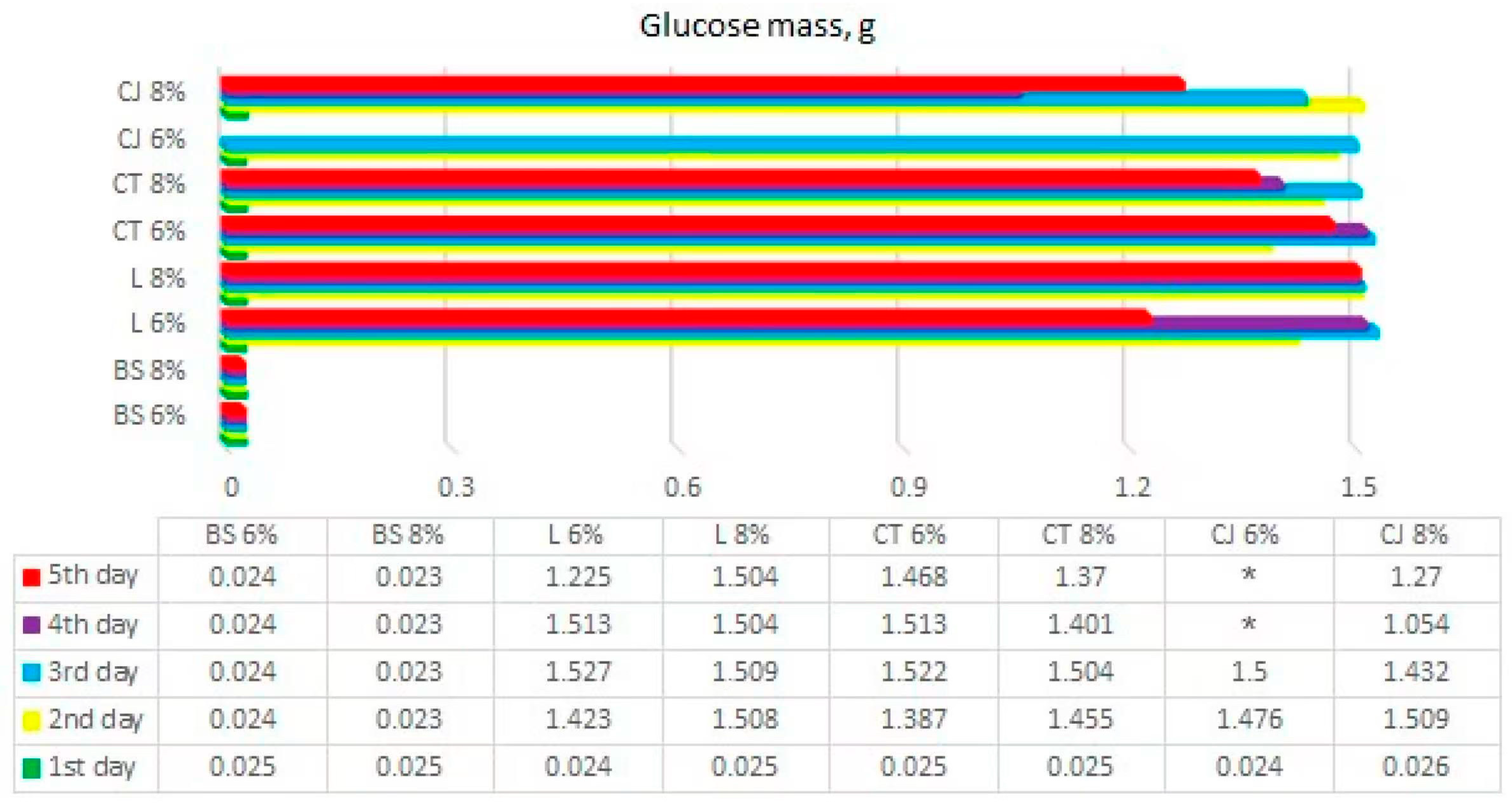
| Glucose mass, g | |||||
| Blank CT with no NaOH | 0.023 | 0.025 | 0.216 | * | * |
| Blank L with no NaOH | 0.027 | 0.025 | 0.917 | * | * |
| Turbidity of the samples, NTU | |||||
| Blank CT with no NaOH | 48 | 97 | 72 | * | |
| Blank L with no NaOH | 13 | 13 | 5 | * | * |
| Color intensity, NTU | |||||
| Blank CT with no NaOH | 82.75 | 371.88 | 120.64 | ||
| Blank L with no NaOH | 19.94 | 85.74 | 362.91 | ||
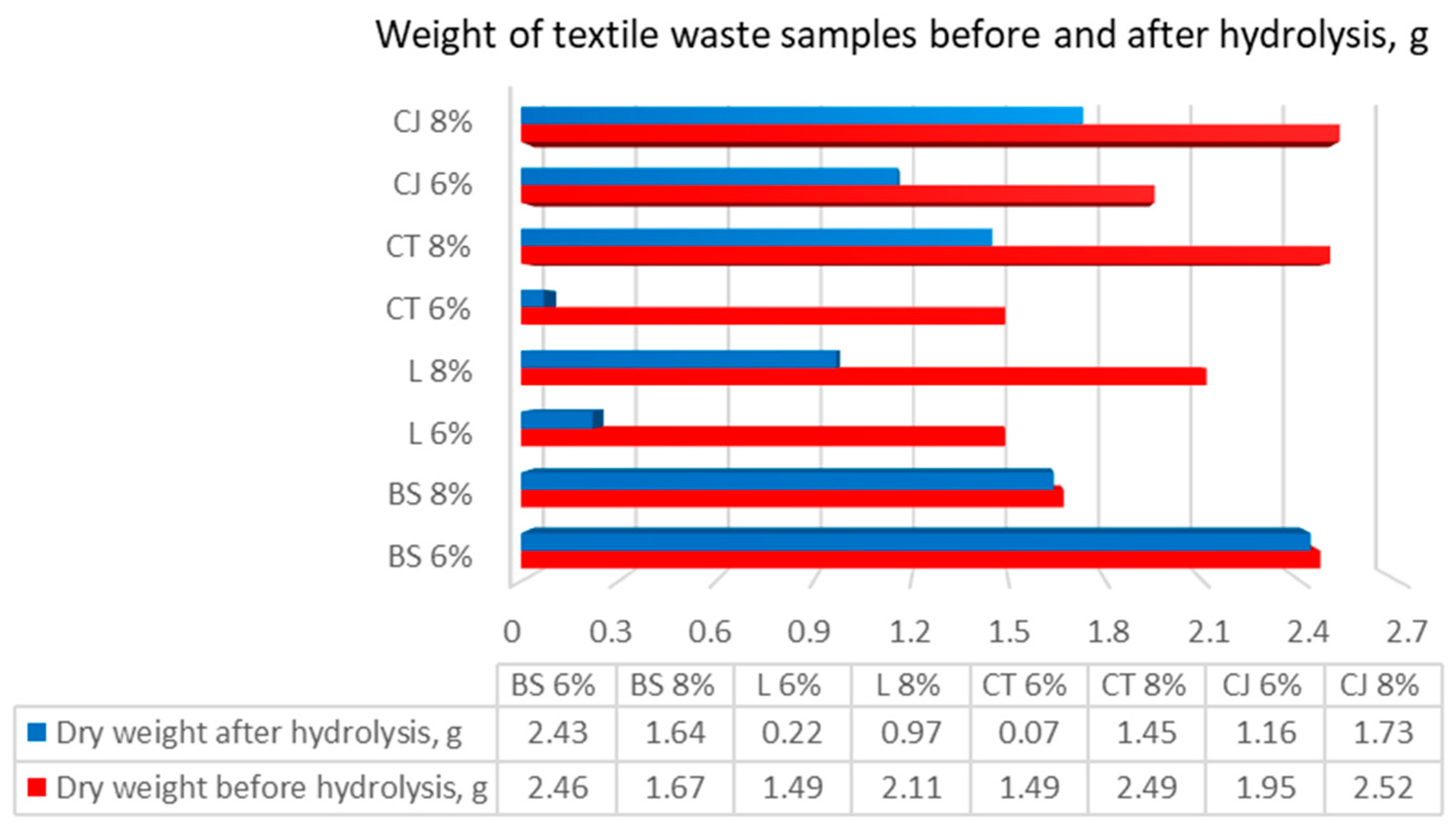
| Weight of textile waste samples before and after hydrolysis | |||||
| Dry weight before hydrolysis, g | Dry weight after hydrolysis, g | Loss of weight, % | |||
| Blank CT with no NaOH | 2.829 | 2.696 | 5 | ||
| Blank L with no NaOH | 2.753 | 1.754 | 36 | ||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Valentukeviciene, M.; Zekker, I.; Juozapaviciute, G. Enzymatic Recovery of Glucose from Textile Waste. Processes 2025, 13, 1165. https://doi.org/10.3390/pr13041165
Valentukeviciene M, Zekker I, Juozapaviciute G. Enzymatic Recovery of Glucose from Textile Waste. Processes. 2025; 13(4):1165. https://doi.org/10.3390/pr13041165
Chicago/Turabian StyleValentukeviciene, Marina, Ivar Zekker, and Giedre Juozapaviciute. 2025. "Enzymatic Recovery of Glucose from Textile Waste" Processes 13, no. 4: 1165. https://doi.org/10.3390/pr13041165
APA StyleValentukeviciene, M., Zekker, I., & Juozapaviciute, G. (2025). Enzymatic Recovery of Glucose from Textile Waste. Processes, 13(4), 1165. https://doi.org/10.3390/pr13041165