
What’s Hot and What’s Not—A Simulation-Based Methodology for Fire Risk Assessment in Lead-Acid Battery Manufacturing




Abstract
1. Introduction
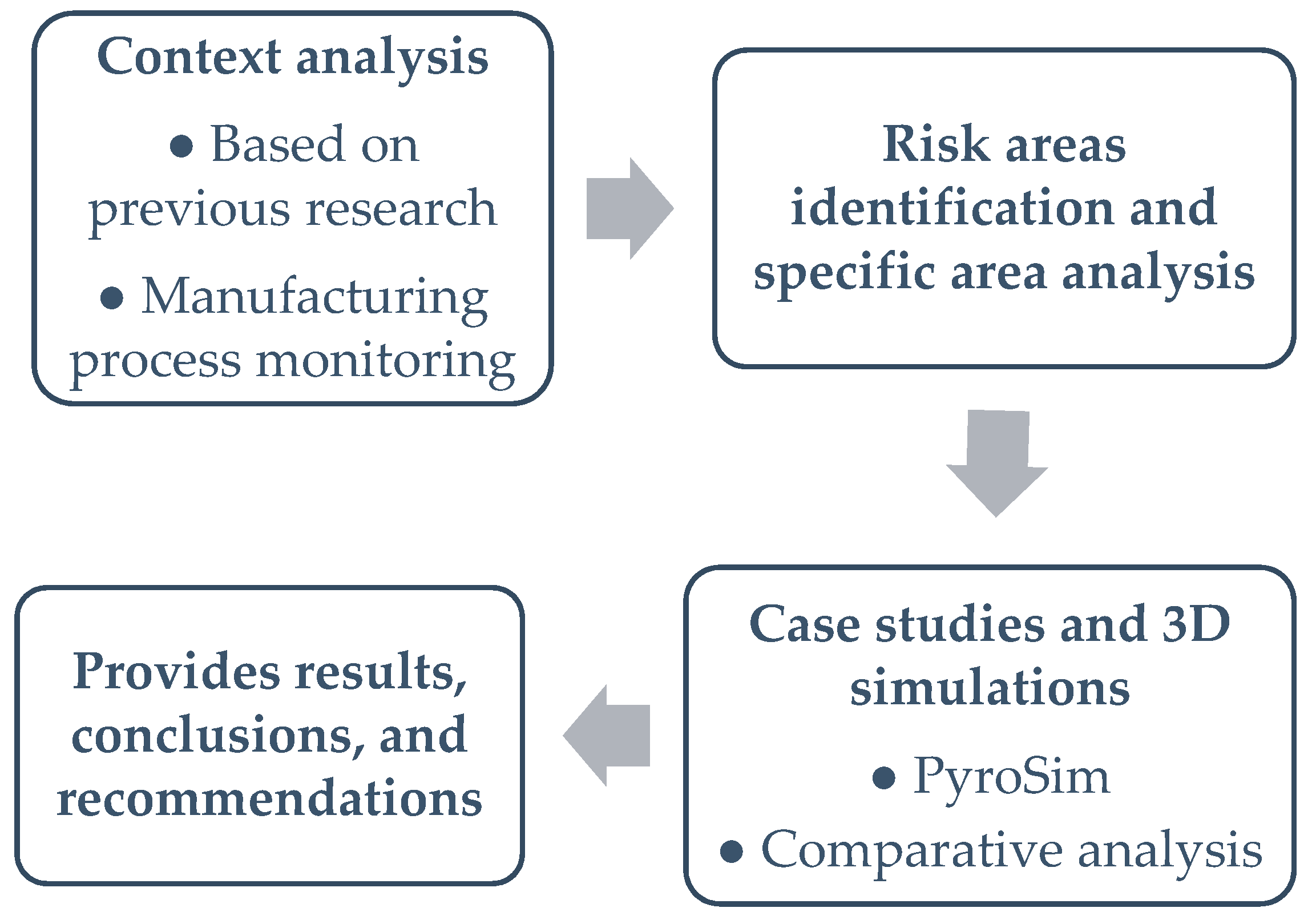
2. Materials and Methods
3. Results
3.1. Lead-Acid Batteries and Manufacturing Process Description
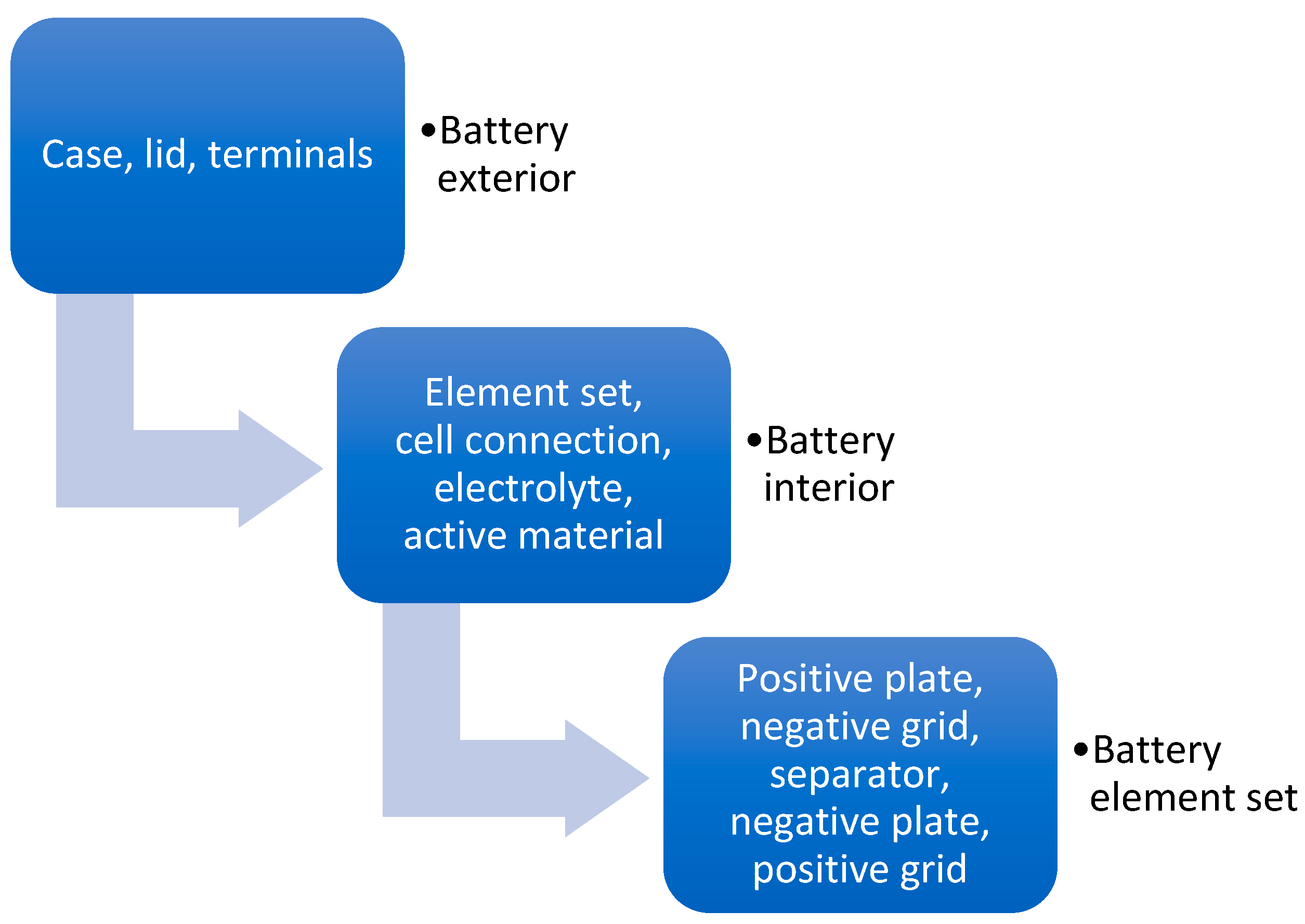
3.1.1. Car Lead-Acid Batteries—Overview
- OCV—(Open Circuit Voltage);
- Battery Capacity—defined as the amount of energy provided over a specific time period [17]. This is rated at 20 h (C20) and measured in ampere-hours (Ah), according to ISO EN 50342 standards [18]. The battery’s capacity is linked to the quantity of active mass applied to the plates and is determined by the manufacturer during the development phase;
- CCA (Cold Cranking Amps)—defined as the maximum amount of current that the battery can provide at a temperature of −18 °C for 30 s [19]. The starting current is linked to the active surface area that reacts during the electrochemical process. This theoretically means that the more plates a battery contains, the higher its CCA value.
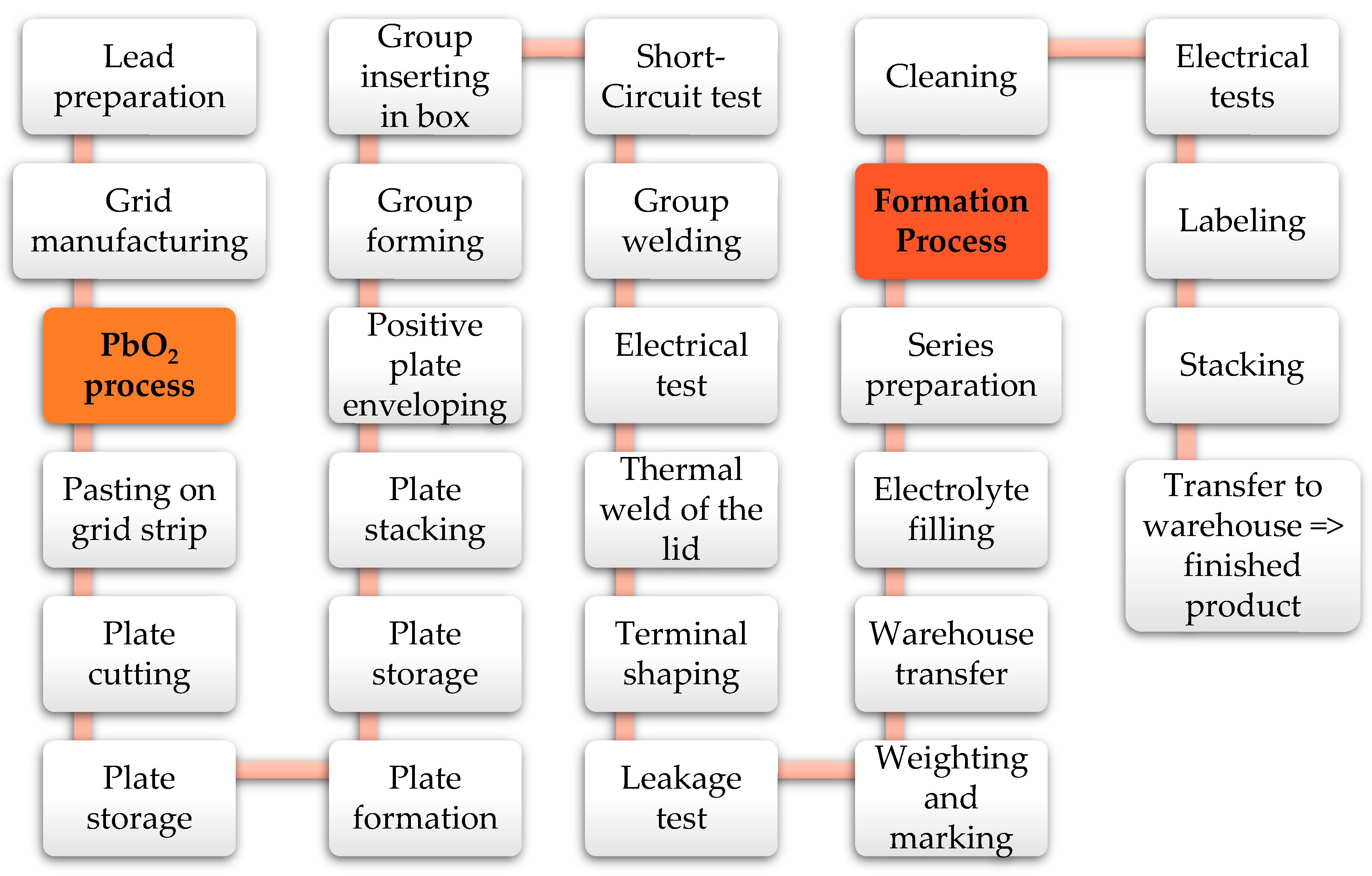
3.1.2. Manufacturing Process Description
3.2. Case Studies for the Fire Risk Areas
- Formation in open air, on shelves—the most basic and least efficient type;
- Formation in tank cells with water cooling;
- Formation with electrolyte recirculation—the most advanced one.
- Internal battery defect;
- Electrolyte filling problems;
- Empty battery or empty battery cells due to formation process problems;
- Foaming on the cooling water surface;
- Cooling water level problems;
- Electrolyte recirculation system problems;
- Cables or connection worn or wrongly connected.
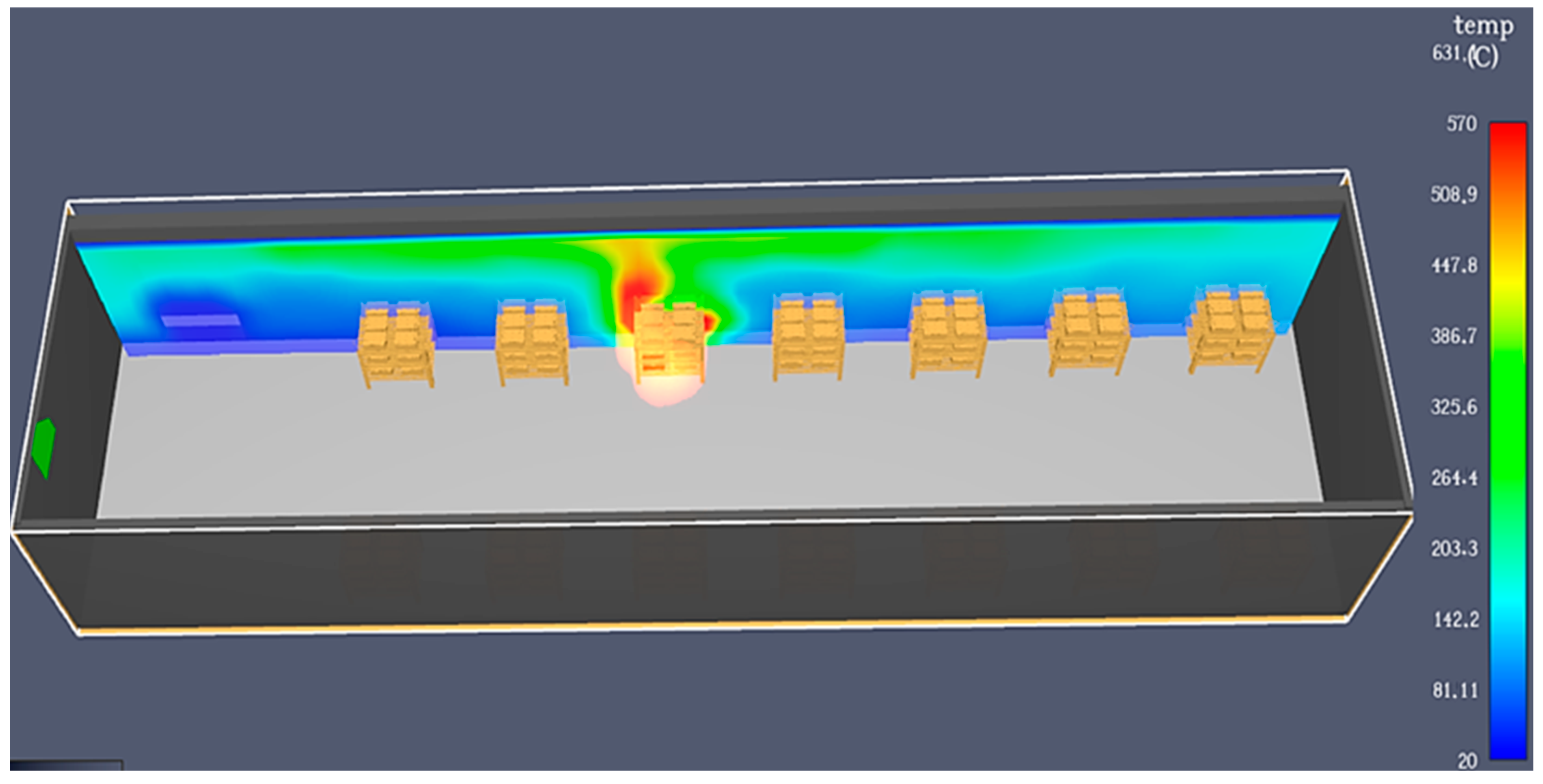
3.2.1. Fire Risks in the Battery Formation Process—In Open Air, on Shelves
3.2.2. Fire Risks in the Battery Formation Process—Formation in Tanks with Water Cooling
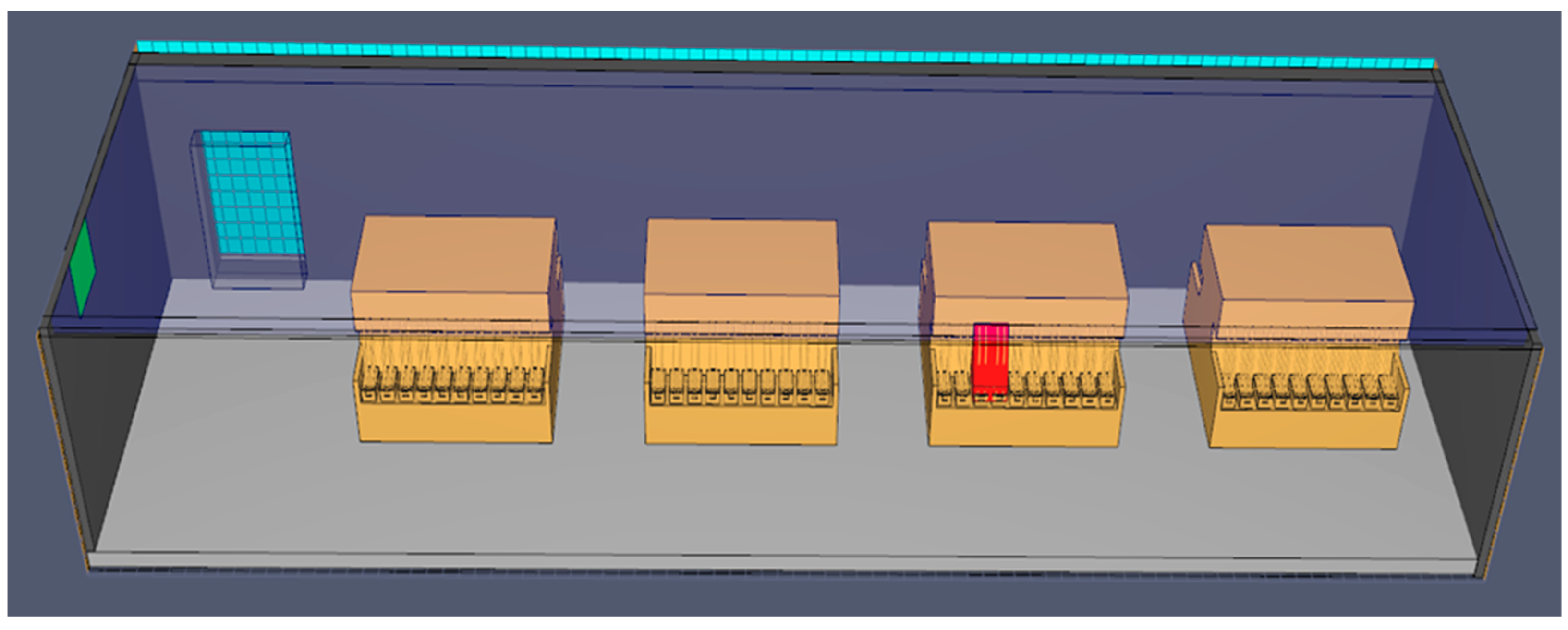
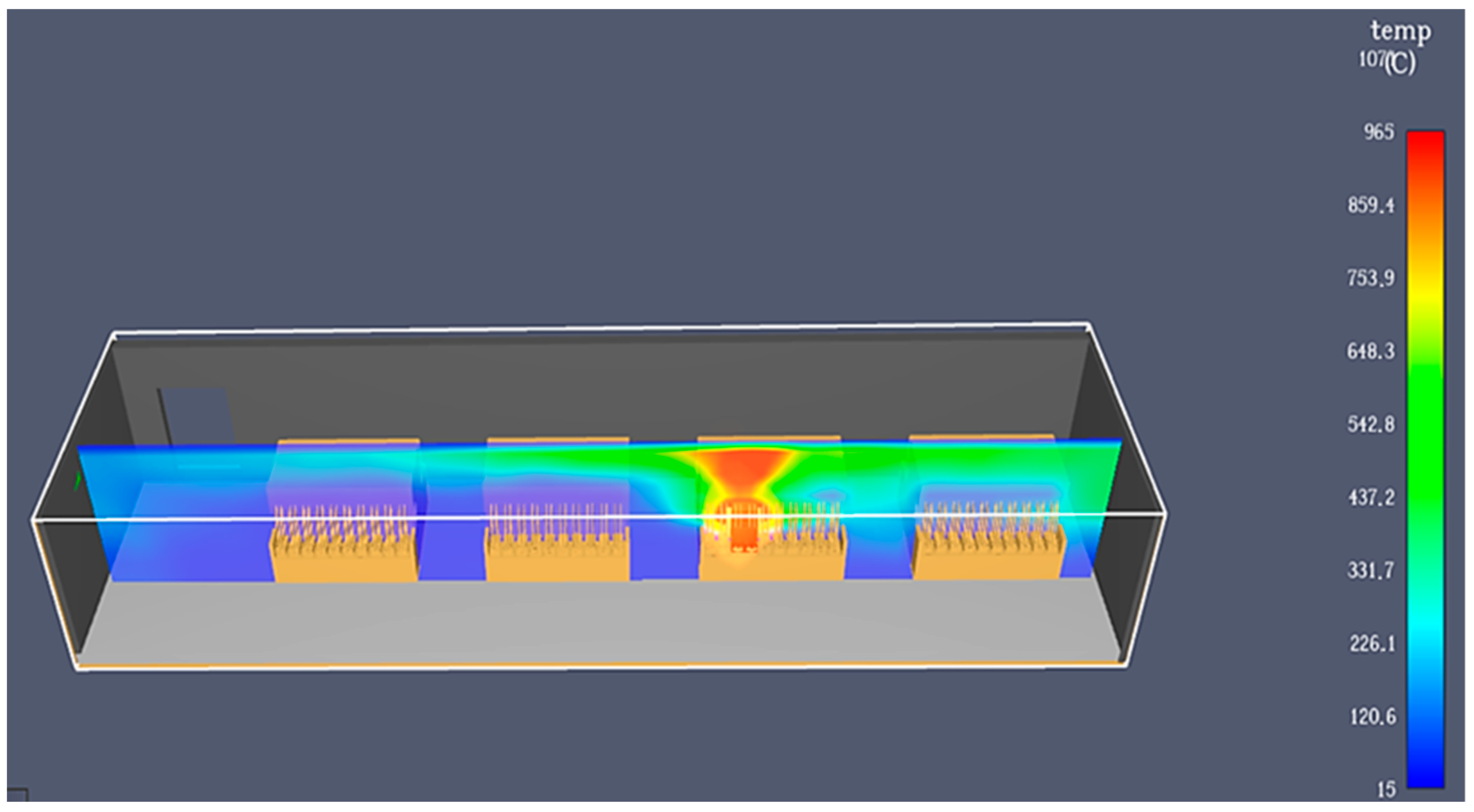
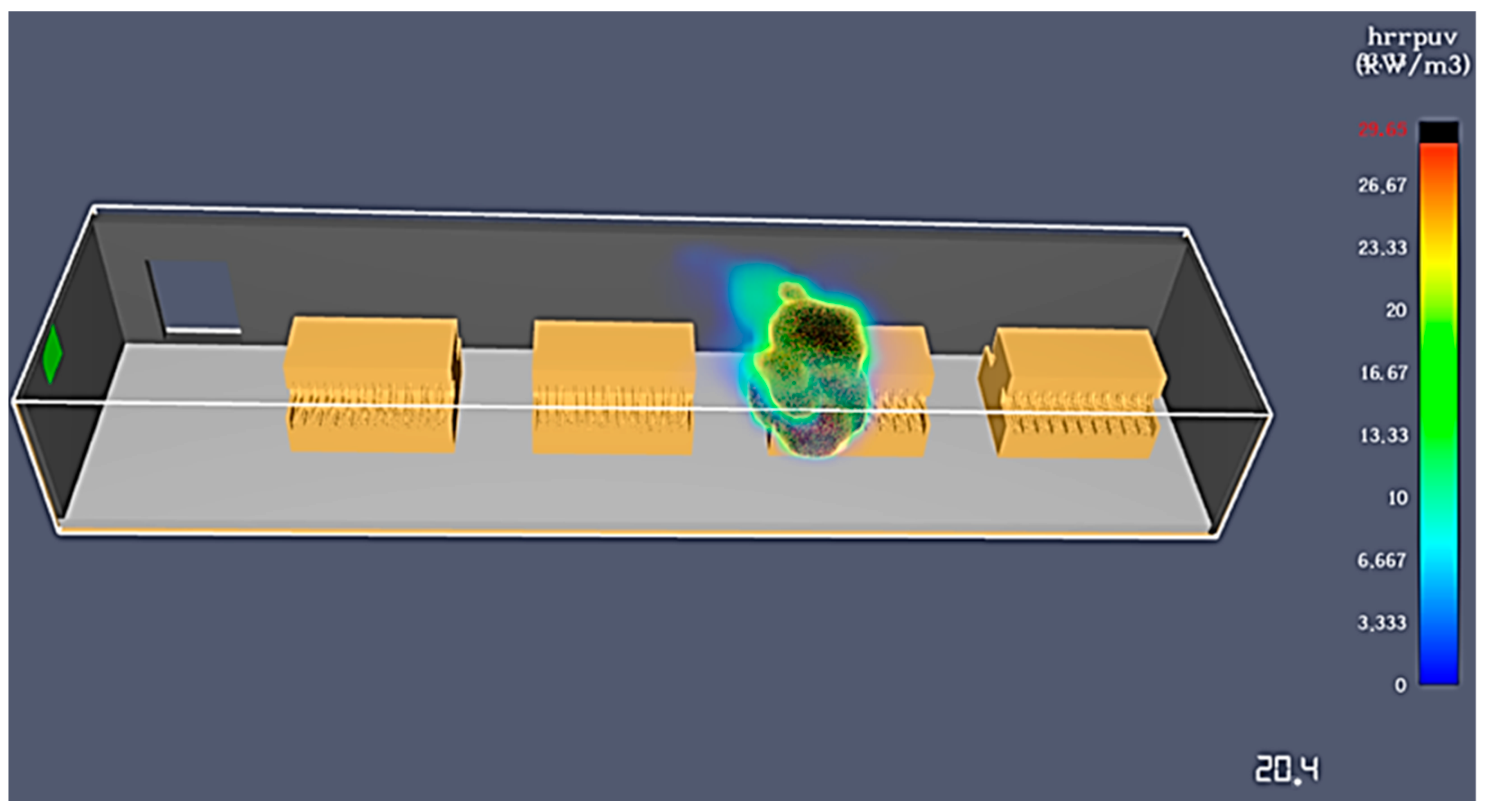
3.2.3. Fire Risks in the Battery Formation Process—Formation with Electrolyte Recirculation
3.2.4. Fire Risks in the Lead Oxide Manufacturing Process
3.2.5. Fire Risks in the Auxiliary Processes
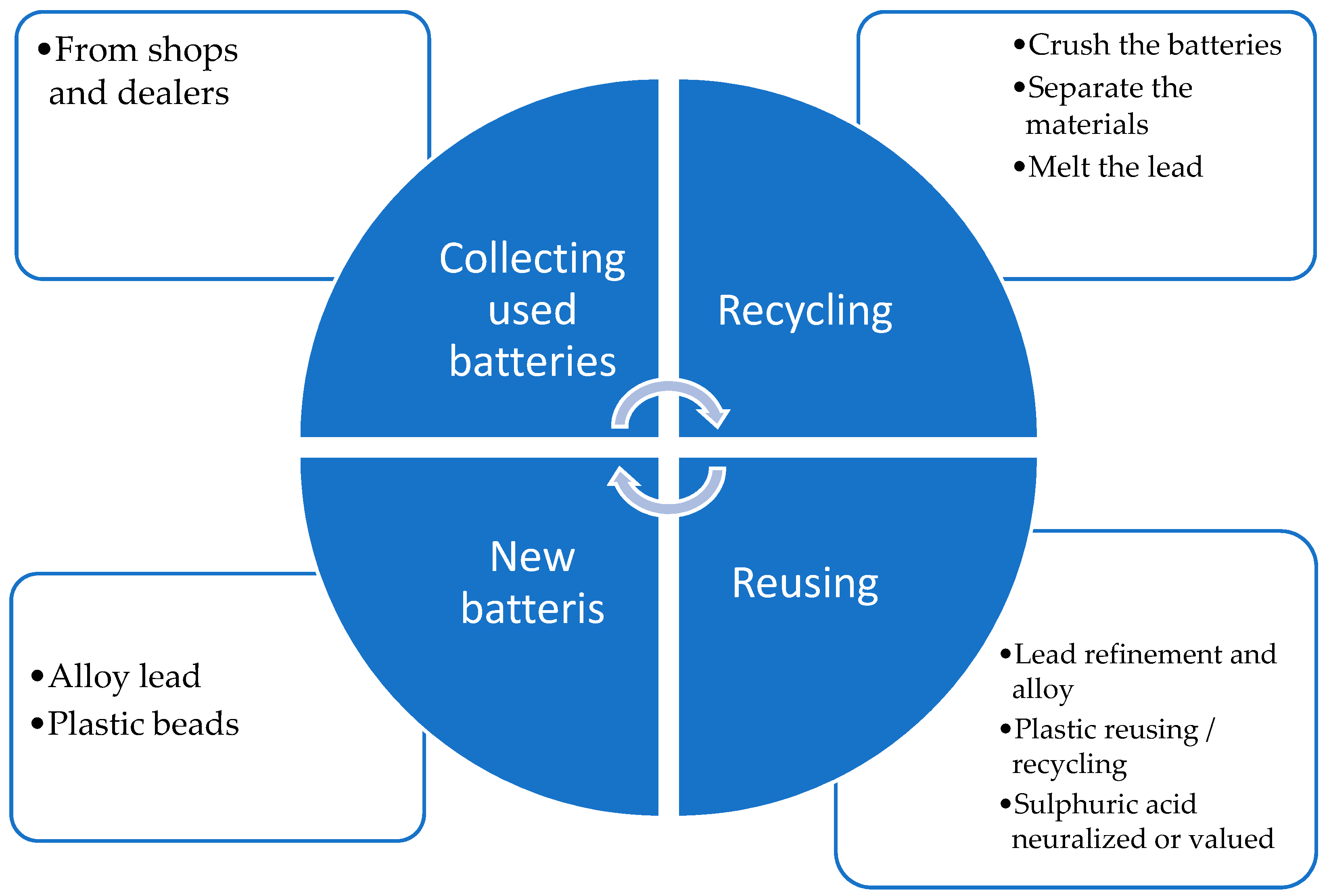
3.2.6. Fire Risks in the Recycling Process
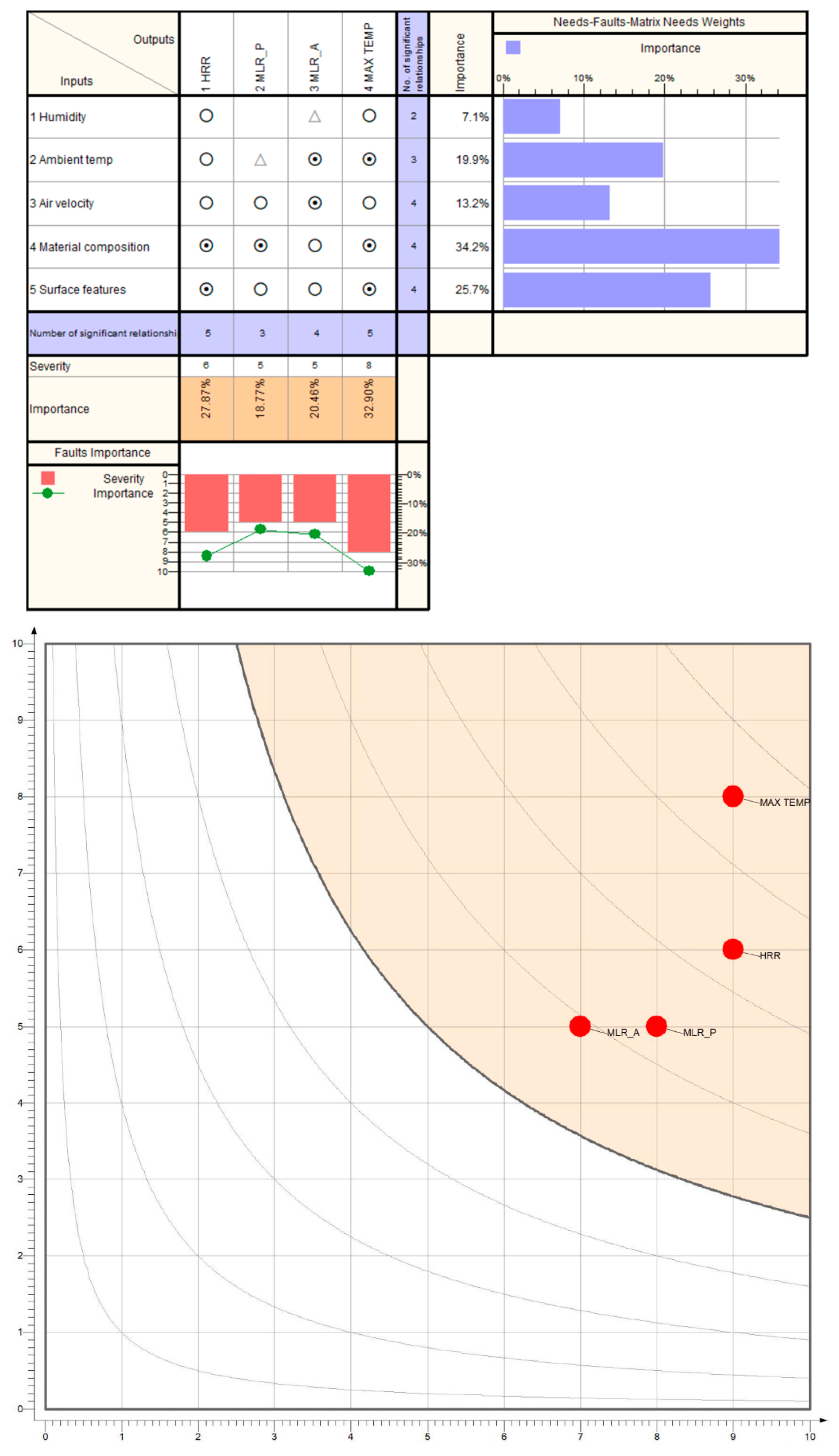
4. Discussion
4.1. Discussions of the Case Studies
- The same surface of the manufacturing area: 26,000 × 6200 × 4000 mm3 (L × W × H);
- The same type of batteries: Heavy Duty batteries, C type (M16);
- The same battery box and lid materials: polypropylene;
- The same simulation end time: 60 s;
- The same ramp-up time on the burning area: t2 = 20 s;
- The same Heat Release Rate Per Area: 1000 kW/m2;
- The same maximum air debit of the exhaust system: 15 m3/h;
- The same geometry of the vents: circular with a radius of 200 mm;
- The same position of the vent;
- The same positions and dimensions of the access doors—important for the air flow.
- Cooling type: with air (natural flow)/with recirculated water (in tanks)/with recirculated electrolyte;
- Burning surface: complete battery and neighbors/the part of the battery from the water surface/the battery, the neighbors, the connection hoses, and the formation module;
- The position, the arrangement of batteries, and their number in the production area.
4.2. Discussions of Fire Safety Regulations
- Performing periodic training for all employees, based on working procedures and safety regulations;
- Conducting practical exercises with employees;
- Designing evacuation plans and making them available in all rooms;
- Installing emergency lighting;
- Installing manual triggers and alarm systems
- Installing fire and smoke detection systems, depending on the company type and size;
- Installing fire extinguishers on all floors and in all production areas;
- Installing vents for smoke control;
- Installing automated fire-extinguishing systems (mandatory only for large companies);
- Installing fire hydrants (mandatory only for large companies);
- Having their own firefighting team (mandatory only for large companies);
- Hiring dedicated and qualified employees in charge of fire safety.
5. Conclusions
- Automated fire management systems;
- Fire sensors for smoke detection in problematic areas—these sensors send a signal to the fire management system and trigger an alarm at the fire station;
- Thermal detection cameras connected to the fire management system—these issue an alert when maximum temperature values are exceeded and are useful for formation with electrolyte recirculation;
- Water temperature sensors—useful for formation in tanks cooled with water;
- AI systems for fire detection in the initial phase;
- Automated fire-extinguishing systems mounted on the ceiling.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Zinveli, A.; Tareq, S.; Popescu, S. Literature review concerning safety risk assessment in collaborative environments. In Proceedings of the 22nd International Conference of Nonconventional Technologies, Bistrita, Romania, 16–18 November 2023. [Google Scholar]
- Zinveli, A.; Dragomir, M. A case study in improving the safety of collaborative tasks in the automotive industry. In Proceedings of the 22nd International Conference of Nonconventional Technologies, Bistrita, Romania, 16–18 November 2023. [Google Scholar]
- Zinveli, A.; Dragomir, M. Risk assessment in collaborative tasks: A comparative analysis—Qualitative method and quantitative method. In Advances in Manufacturing IV; Springer Nature: Cham, Switzerland, 2024; pp. 68–79. [Google Scholar] [CrossRef]
- Yuasa Bullish on Future Global Auto Market for Lead Batteries, Batteries International Magazine. Available online: https://www.batteriesinternational.com/2024/03/21/yuasa-bullish-on-future-global-auto-market-for-lead-batteries/# (accessed on 21 March 2024).
- EU Ban on the Sale of New Petrol and Diesel Cars from 2035 Explained. Available online: https://www.europarl.europa.eu/topics/en/article/20221019STO44572/eu-ban-on-sale-of-new-petrol-and-diesel-cars-from-2035-explained (accessed on 25 March 2024).
- Recycling Process. Available online: https://www.rombat.ro/en/company/rebat/ (accessed on 26 March 2024).
- Feng, X.; Zhang, F.; Feng, J.; Jin, C.; Wang, H.; Xu, C.; Ouyang, M. Propagation dynamics of the thermal runaway front in large-scale lithium-ion batteries: Theoretical and experiment validation. Int. J. Heat Mass Transf. 2024, 225, 125393. [Google Scholar] [CrossRef]
- Chen, M.; Liu, J.; He, Y.; Yuen, R.; Wang, J. Study of the fire hazards of lithium-ion batteries at different pressures. Appl. Therm. Eng. 2017, 125, 1061–1074. [Google Scholar] [CrossRef]
- Funk, E.; Flecknoe-Brown, K.W.; Wijesekere, T.; Husted, B.P.; Andres, B. Fire extinguishment tests of electric vehicles in an open sided enclosure. Fire Saf. J. 2023, 141, 103920. [Google Scholar] [CrossRef]
- Hodges, J.L.; Salvi, U.; Kapahi, A. Design fire scenarios for hazard assessment of modern battery electric and internal combustion engine passenger vehicles. Fire Saf. J. 2024, 146, 104145. [Google Scholar] [CrossRef]
- Thunderhead Egnineering. Faster FDS Modeling with Professional Results. Available online: https://www.thunderheadeng.com/pyrosim (accessed on 10 April 2024).
- PyroSim Software by Thunderhead Engineering, version 2023.3.1312, X64. Available online: https://support.thunderheadeng.com/release-notes/pyrosim/2023/2023-3-1312/ (accessed on 10 January 2025).
- Buchmann, I. Can the Lead-Acid Battery Compete in Modern Times? Available online: https://batteryuniversity.com/article/can-the-lead-acid-battery-compete-in-modern-times (accessed on 15 April 2024).
- Buchmann, I. BU-1501 Battery History. Available online: https://batteryuniversity.com/article/bu-1501-battery-history (accessed on 15 April 2024).
- Continental Battery Systems, Car Battery Evolution—From Old-Tech to MIXTECH. Available online: https://www.continentalbattery.com/blog/car-battery-evolution-from-old-tech-to-mixtech (accessed on 15 April 2024).
- Yakup, Ş.; Yıldırım, E.; Çağatay, A.; Enes, D.; Emre, K. Lead Acid Batteries for Micro Hybrid Electrical Vehicles—Influence of Different Type Expanders on the Performance of the negative plates. In Proceedings of the 5th International Anatolian Energy Symposium, Karadeniz Technical University, Trabzon, Turkey, 24–26 March 2021; Available online: https://www.researchgate.net/publication/357673614 (accessed on 15 April 2024).
- Buchmann, I. BU-904: How to Measure Capacity. Available online: https://batteryuniversity.com/article/bu-904-how-to-measure-capacity (accessed on 15 April 2024).
- EN 50342-1:2015; Lead Acid Starter Batteries—Part 1: General Requirements and Test Methods. CENELEC: Brussels, Belgium, 2015.
- Buchmann, I. BU-902a: How to Measure CCA. Available online: https://batteryuniversity.com/article/bu-902a-how-to-measure-cca (accessed on 15 April 2024).
- Buchmann, I. BU-1102: Abbreviations. Available online: https://batteryuniversity.com/article/bu-1102-abbreviations (accessed on 15 April 2024).
- EUROBAT. EUROBAT Battery Innovation Roadmap 2030 White Paper. Available online: https://www.eurobat.org/wp-content/uploads/2022/03/EUROBAT_Battery_Innovation_Roadmap_2030_White_Paper.pdf (accessed on 15 April 2024).
- EN 54-1:2021; Fire Detection and Fire Alarm Systems. Introduction. CENELEC: Brussels, Belgium, 2021.
- EN 54-7:2001; Smoke Detectors. Point Detectors Using Scattered Light, Transmitted Light, or Ionization. CENELEC: Brussels, Belgium, 2001.
- EN 54-22:2015; Resettable Line-Type Heat Detectors. CENELEC: Brussels, Belgium, 2015.
- EN 54-23:2010; Fire Alarm Devices. Visual Alarm Devices. CENELEC: Brussels, Belgium, 2010.
- ISO 45001:2018; Occupational Health and Safety Management Systems—Requirements with Guidance for Use. International Organization for Standardization: Geneva, Switzerland, 2018.
- OHSAS 18001:2007; Occupational Health and Safety Management Systems—Requirements. British Standards Institution: London, UK, 2007.
- ISO 31000:2018; Risk Management—Guidelines. International Organization for Standardization: Geneva, Switzerland, 2018.







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Formation on Shelves | Formation in Tanks Cooled with Water | Formation with Electrolyte Recirculation |
|---|---|---|---|
| Maximum temperature | 570 [°C] | 420 [°C] | 965 [°C] |
| Maximum air velocity | 5.5 [m/s] | 4.5 [m/s] | 4 [m/s] |
| Soot visibility | 29.18 [m] | 28.82 [m] | 28.71 [m] |
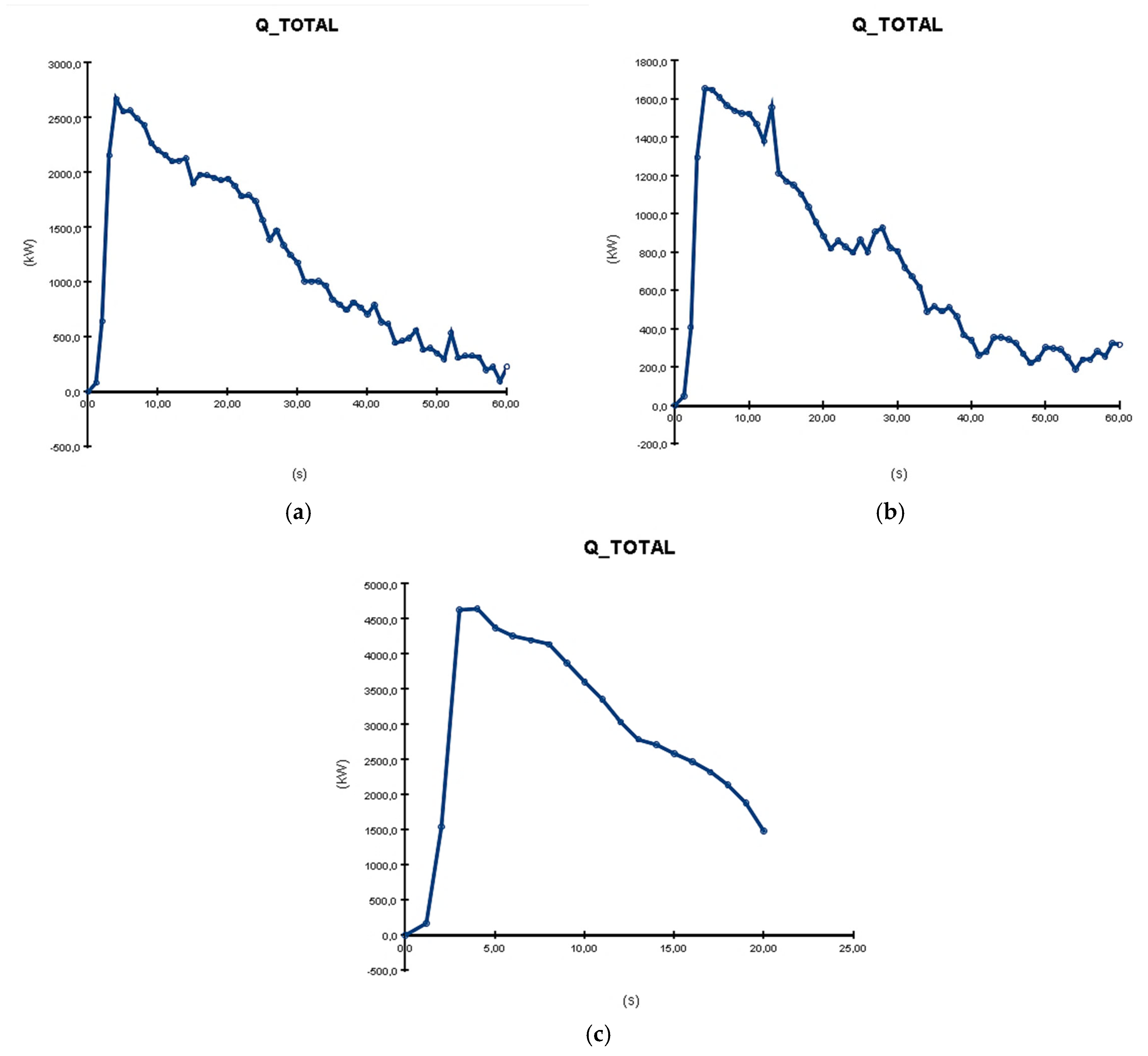
| Maximum HRR (Heat Release Rate) | 1366 [KW] | 373 [KW] | 2000 [KW] |
| Maximum Q_radi (heat radiated) | 2621 [KW] | 1805 [KW] | 4613 [KW] |
| Maximum Q_Conv (heat convection) | 5.8 [KW] | 2.95 [KW] | 107 [KW] |
| Minimum Q_Conv (heat convection) | −1667 [KW] | −987 [KW] | −1620 [KW] |
| Minimum Q_Cond (heat conducted) | −1097 [KW] | −703 [KW] | −1160 [KW] |
| Q_Total (total heat) | 2671 [KW] | 1666 [KW] | 4568 [KW] |
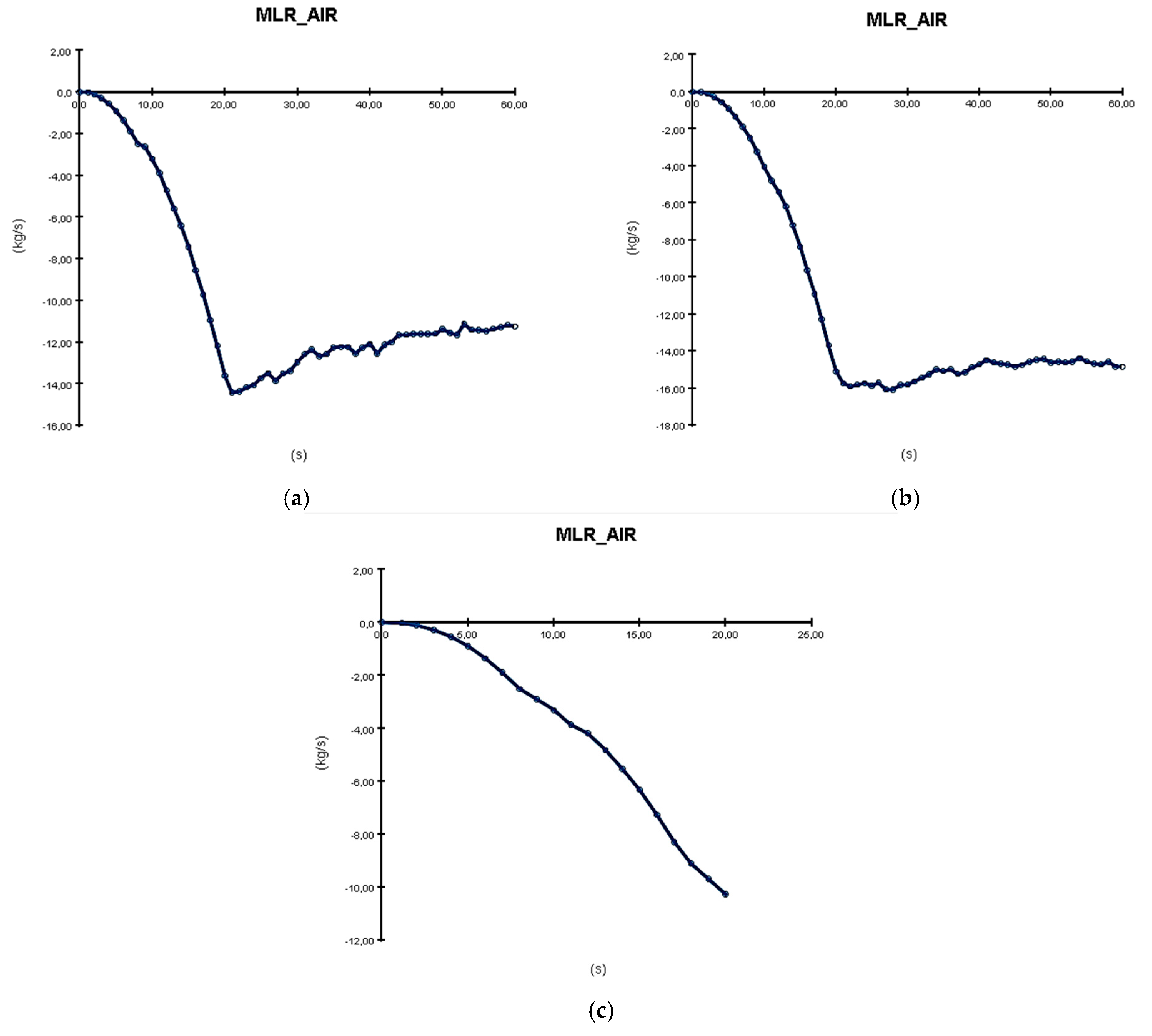
| MLR_air (Mass Loss Rate—Air) | −14.4 [Kg/s] | −15.83 [Kg/s] | −10.25 [Kg/s] |
| MLR_Polypropylene (Mass Loss Rate—Polypropylene) | 2.88 [Kg/s] | 1.51 [Kg/s] | 4.63 [Kg/s] |
| Simulation time (until the whole material is burned) | 60 [s] | 60 [s] | 20.4 [s] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zinveli, A.; Dragomir, M.; Dragomir, D. What’s Hot and What’s Not—A Simulation-Based Methodology for Fire Risk Assessment in Lead-Acid Battery Manufacturing. Processes 2025, 13, 837. https://doi.org/10.3390/pr13030837
Zinveli A, Dragomir M, Dragomir D. What’s Hot and What’s Not—A Simulation-Based Methodology for Fire Risk Assessment in Lead-Acid Battery Manufacturing. Processes. 2025; 13(3):837. https://doi.org/10.3390/pr13030837
Chicago/Turabian StyleZinveli, Ankidim, Mihai Dragomir, and Diana Dragomir. 2025. "What’s Hot and What’s Not—A Simulation-Based Methodology for Fire Risk Assessment in Lead-Acid Battery Manufacturing" Processes 13, no. 3: 837. https://doi.org/10.3390/pr13030837
APA StyleZinveli, A., Dragomir, M., & Dragomir, D. (2025). What’s Hot and What’s Not—A Simulation-Based Methodology for Fire Risk Assessment in Lead-Acid Battery Manufacturing. Processes, 13(3), 837. https://doi.org/10.3390/pr13030837