
Omega Phase Formation and Mechanical Properties of Ti–1.5 wt.% Mo and Ti–15 wt.% Mo Alloys after High-Pressure Torsion

 ,
, 
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
3. Results
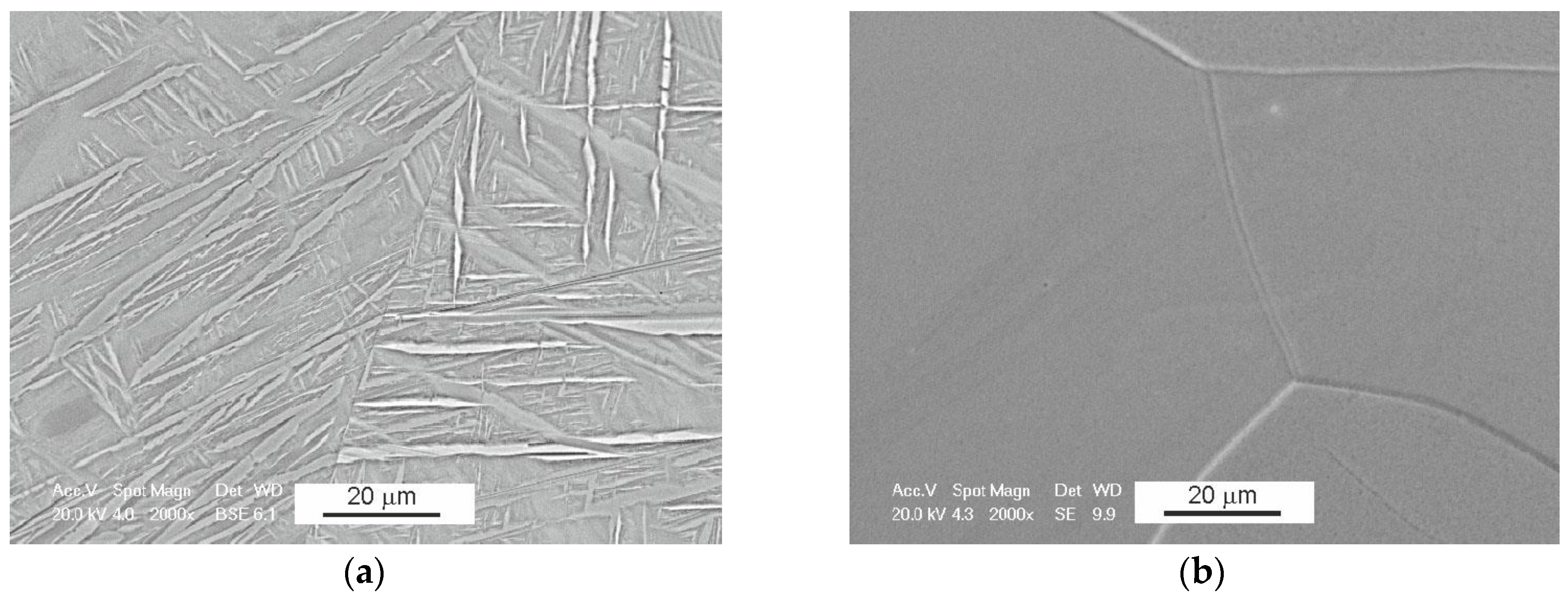
3.1. Microstructure and Phase Composition of Samples after Annealing
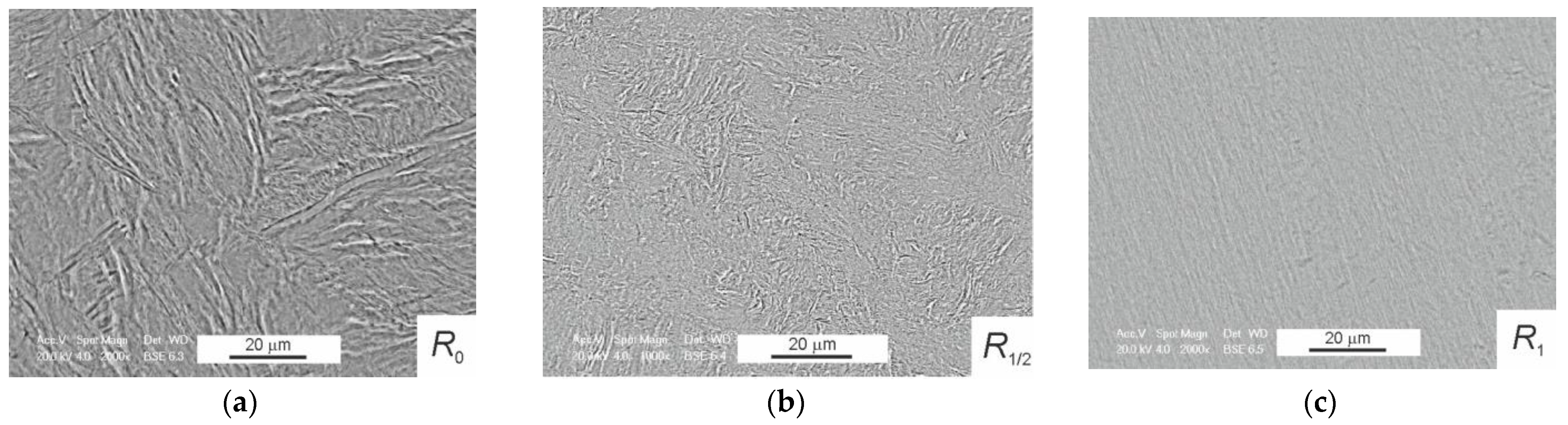
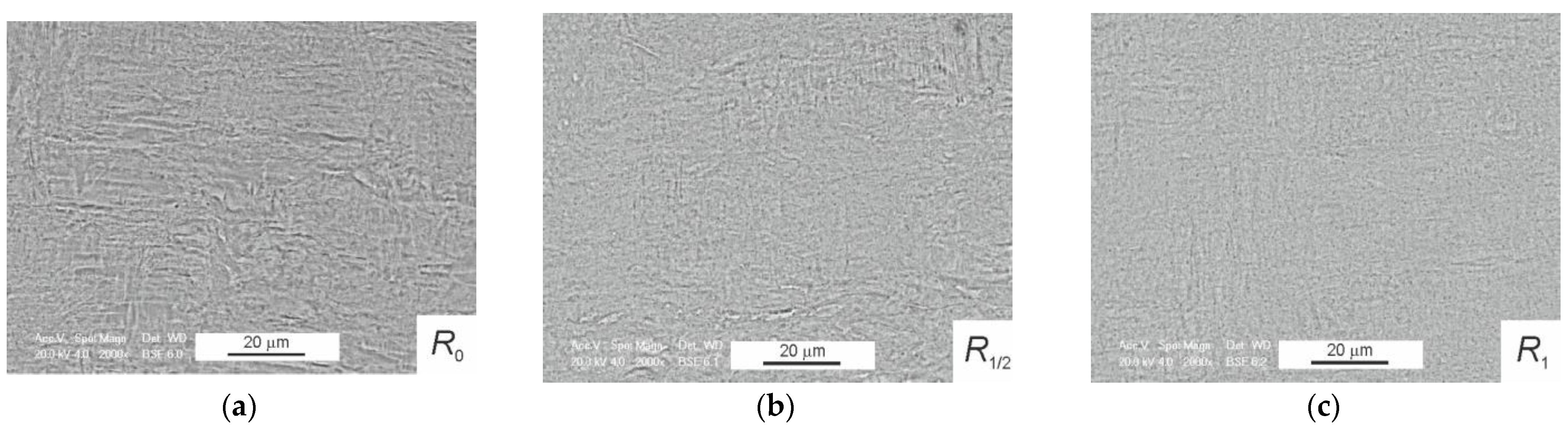
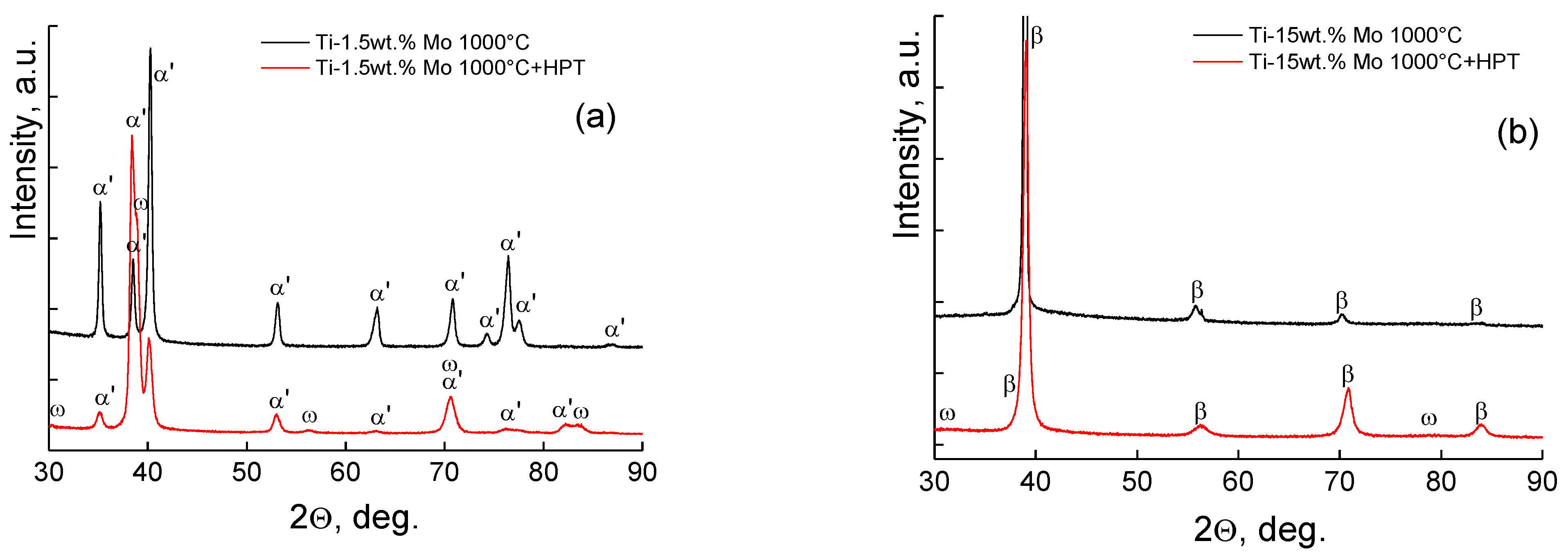
3.2. Microstructure and Phase Composition of Samples after Annealing and HPT
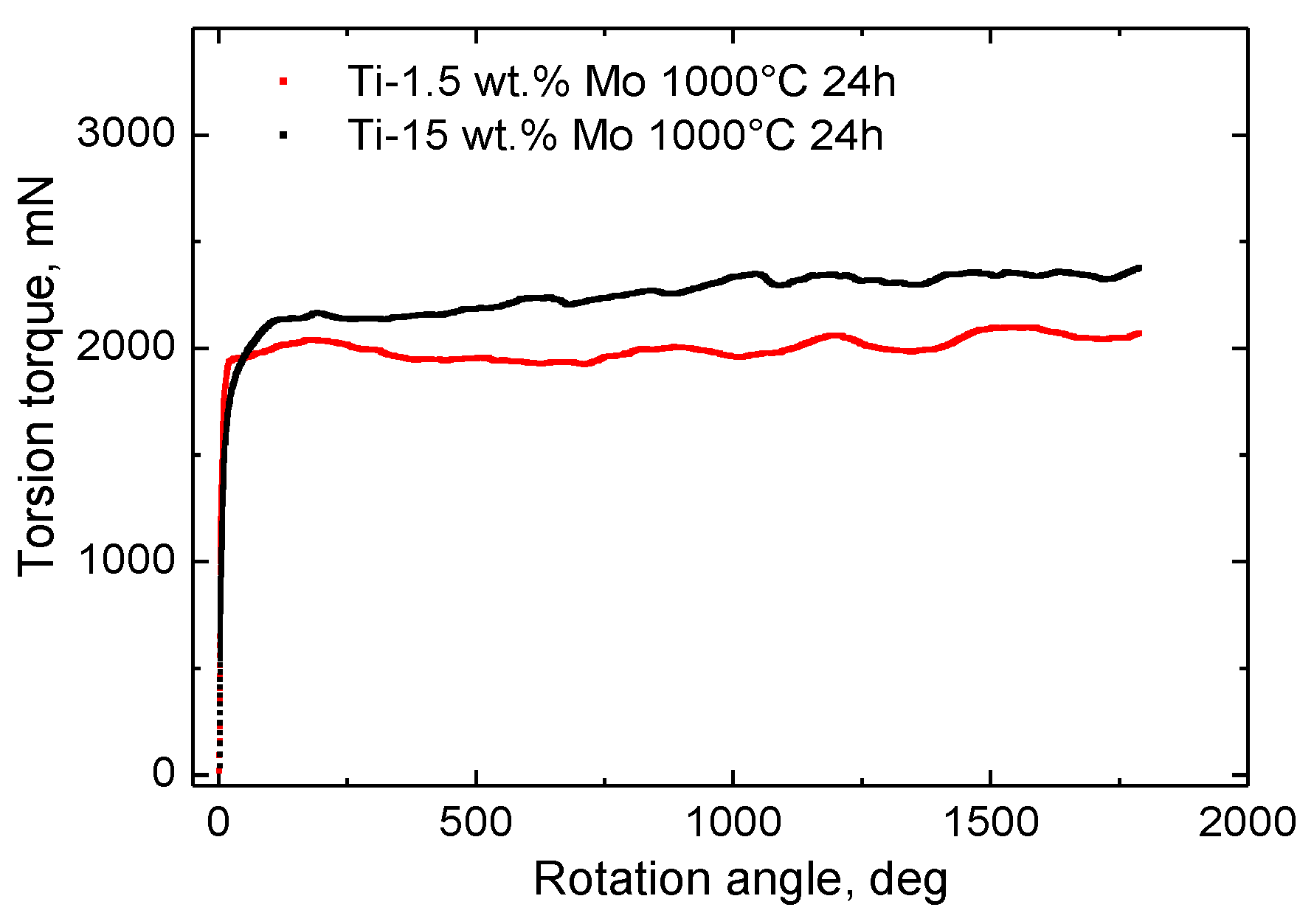
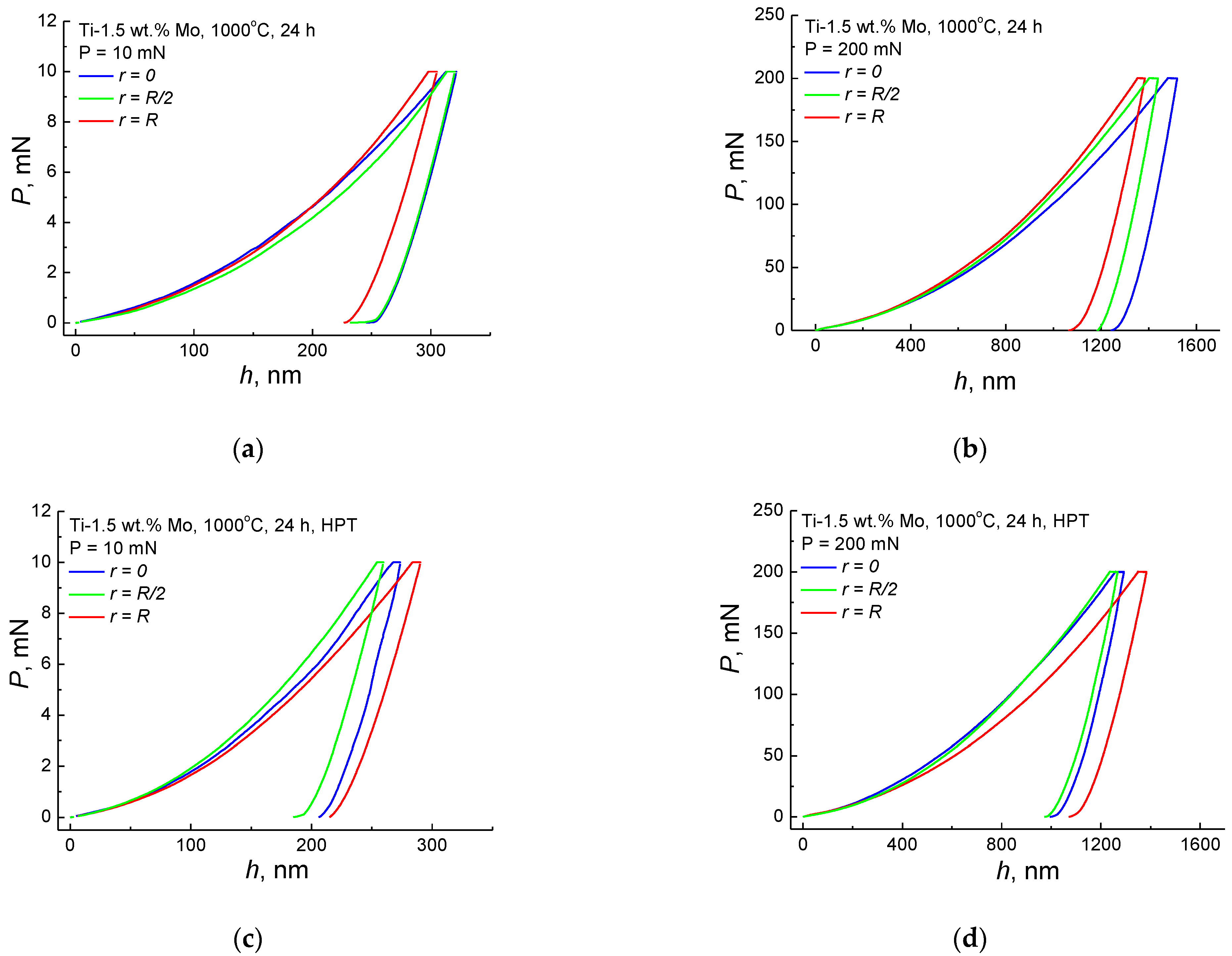
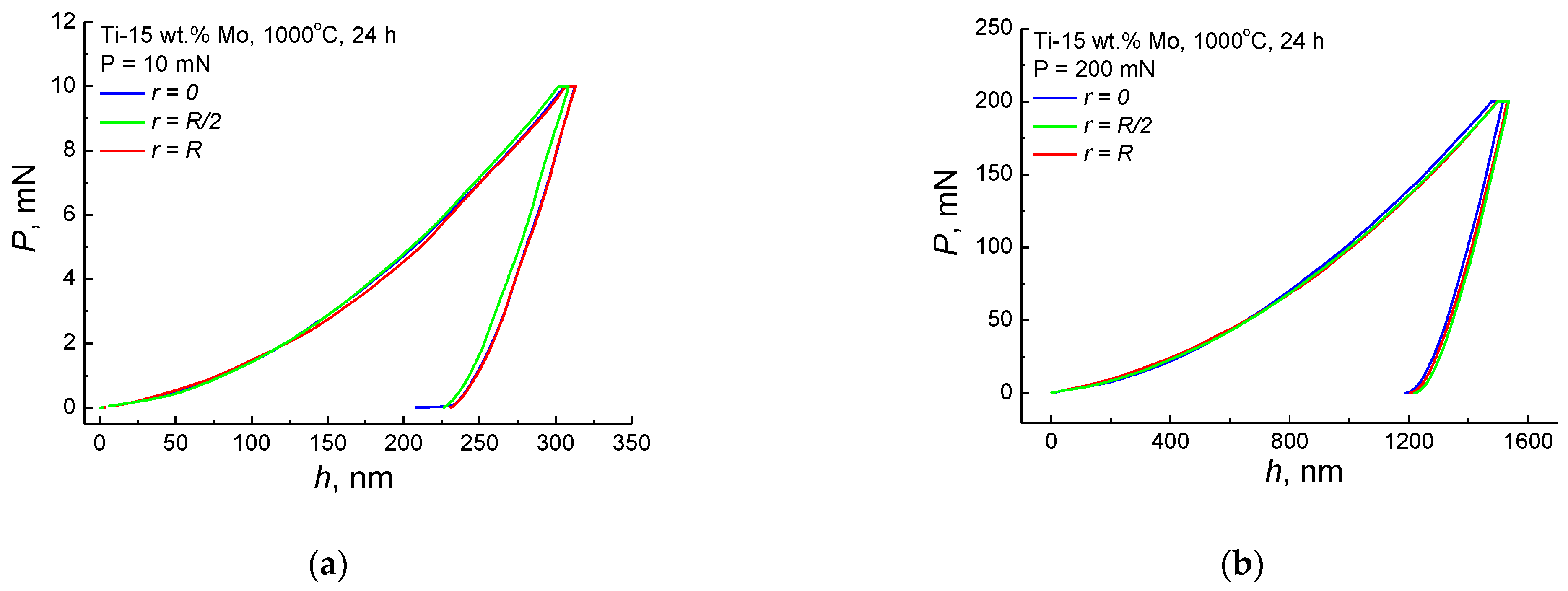
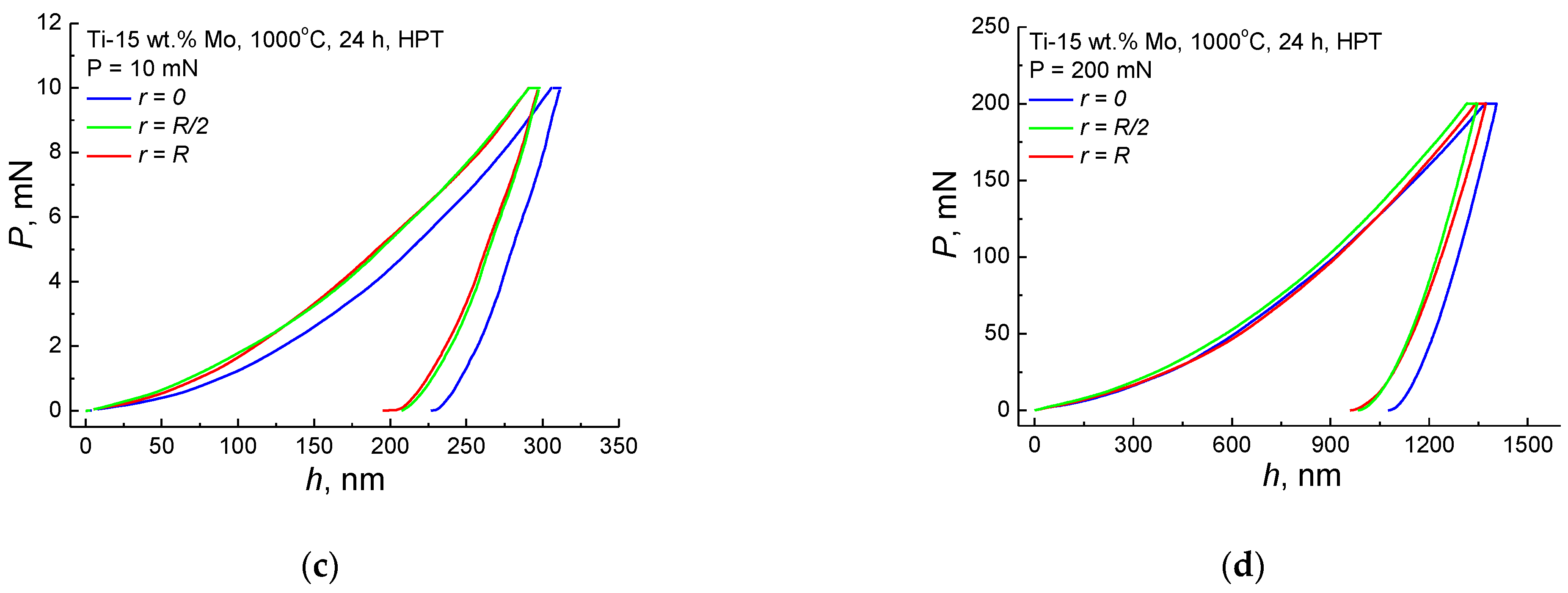
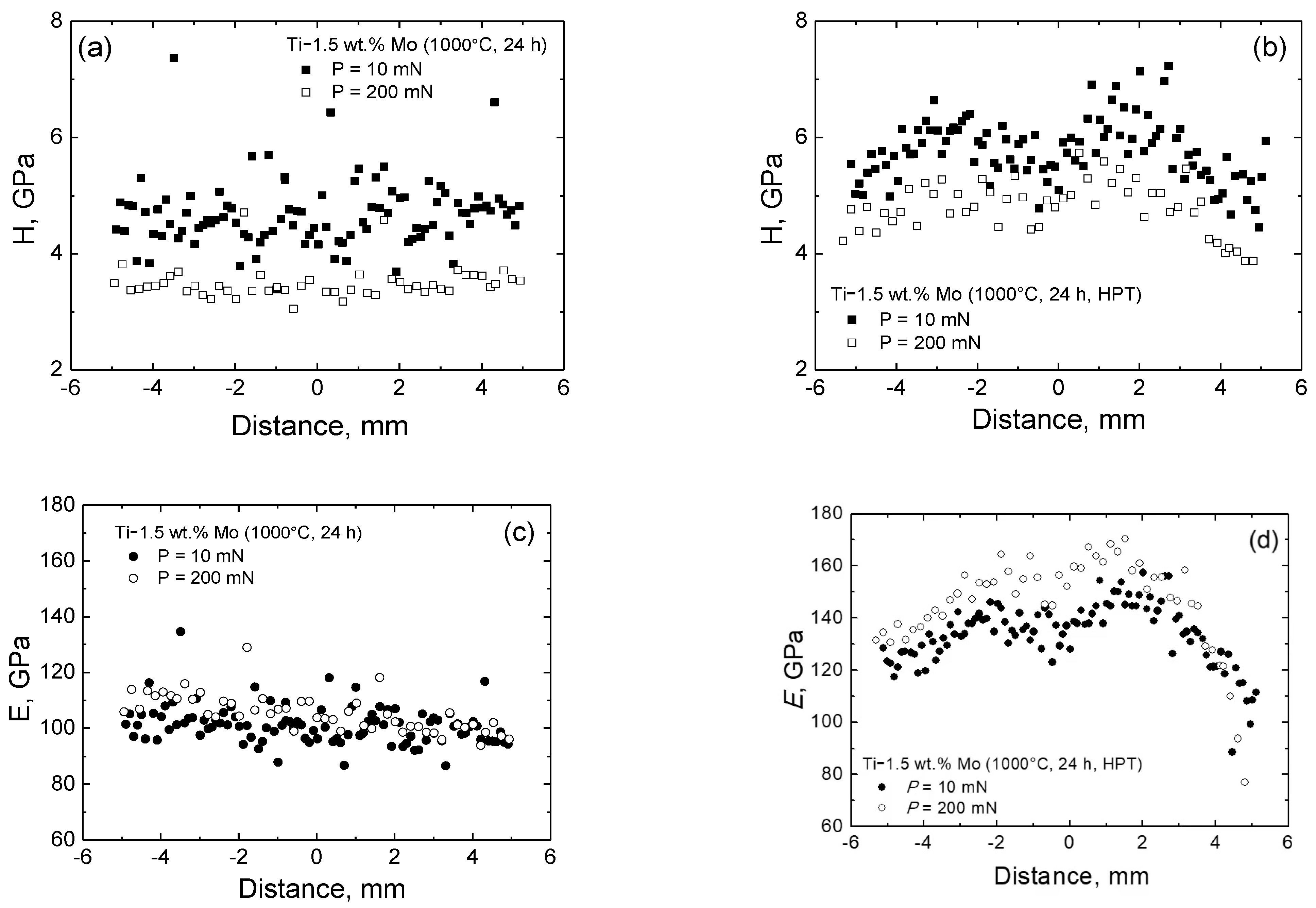
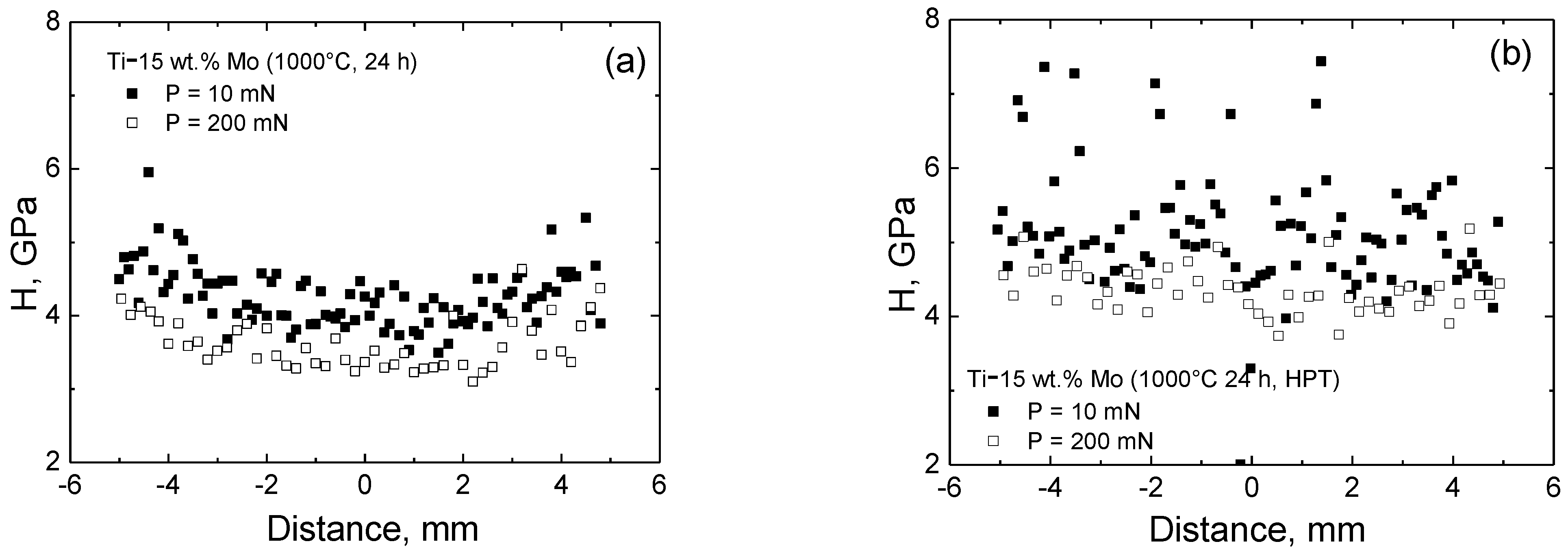
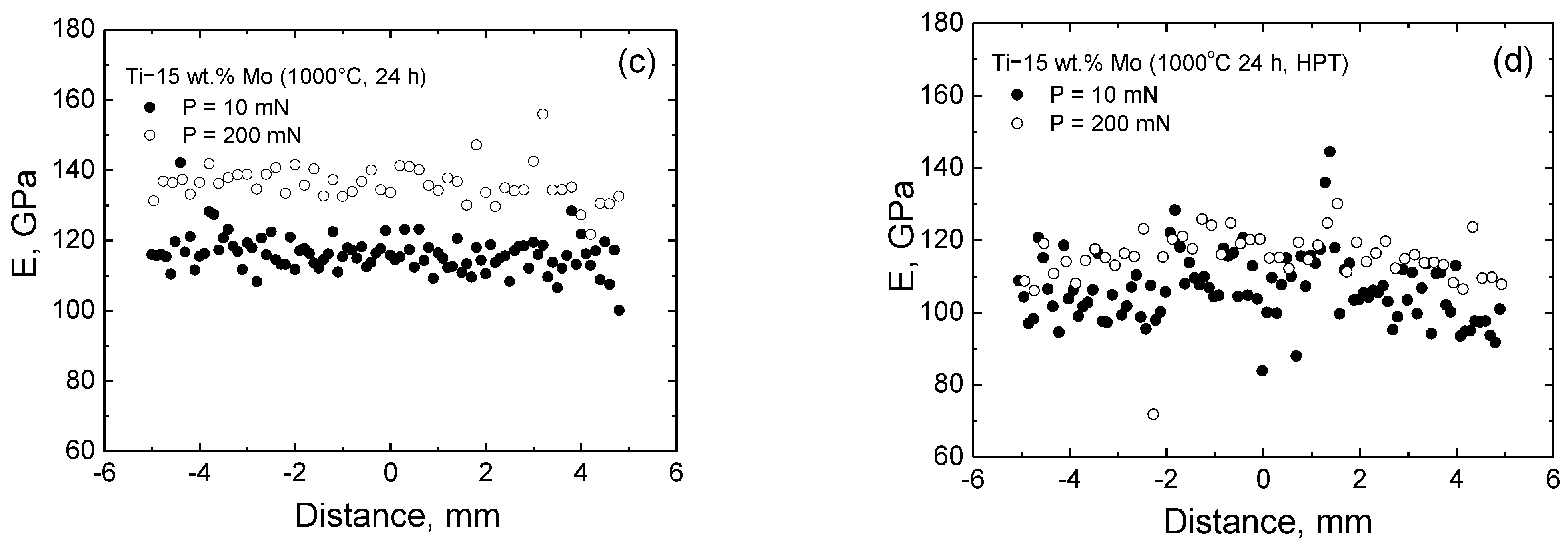
3.3. HPT and Indentation
4. Discussion
5. Conclusions
- (1)
- The volume fraction of the ω-phase was about 64 and 13 % for Ti–1.5 wt.% Mo and Ti–15 wt.% Mo alloys, respectively.
- (2)
- Measurements of micro- and nanohardness along the diameter of deformed samples showed an increase in hardness in both alloys by about 1 GPa compared to the initial state. This fact can be explaineds by the refinement of the microstructure, the increase in the volume fraction of interphase and intergrain boundaries, and the formation of a metastable high-pressure ω-phase.
- (3)
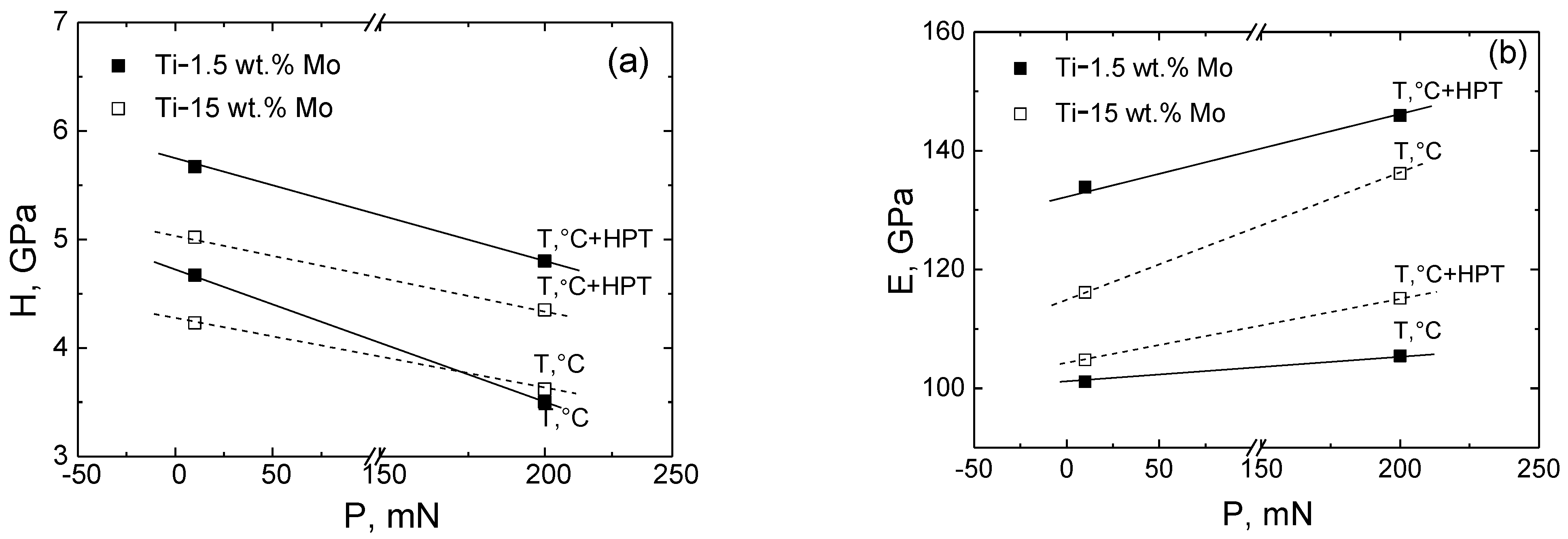
- It was shown that the values of hardness (H) and Young’s modulus (E) depend on the applied load on the indenter. The higher the applied load, the lower the H and the higher the E. It has been shown that HPT leads to an increase in E for an alloy with a lower molybdenum content by 30% and to a decrease in E for an alloy with a high molybdenum content by 9%. Such a difference in the behavior of the Young’s modulus is associated with the presence of a ω-phase, the Young’s modulus of which exceeds the Young’s moduli of the α/α’ and β phases. The high proportion of the ω-phase in the alloy with 1.5wt.% Mo correlates with the increase of the E parameter.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Asl, M.S.; Delbari, S.A.; Azadbeh, M.; Namini, A.S.; Mehrabian, M.; Nguyen, V.-H.; Van Le, Q.; Shokouhimehr, M.; Mohammadia, M. Nanoindentational and conventional mechanical properties of spark plasma sintered Ti–Mo alloys. J. Mater. Res. Technol. 2020, 9, 10647–10658. [Google Scholar]
- Moshokoa, N.; Raganya, L.; Obadele, B.A.; Machaka, R.; Makhatha, M.E. Microstructural and mechanical properties of Ti-Mo alloys designed by the cluster plus glue atom model for biomedical application. Int. J. Adv. Manuf. Technol. 2020, 111, 1237–1246. [Google Scholar] [CrossRef]
- Verestiuc, L.; Spataru, M.-C.; Baltatu, M.S.; Butnaru, M.; Solcan, C.; Sandu, A.V.; Voiculescu, I.; Geanta, V.; Vizureanu, P. New Ti–Mo–Si materials for bone prosthesis applications. J. Mech. Behav. Biomed. Mater. 2021, 113, 104198. [Google Scholar] [CrossRef]
- Lütjering, G.; Williams, J.C. Titaniu, 2nd ed.; Springer: Berlin/Heidelberg, Germany, 2007; p. 454. [Google Scholar]
- Sun, W.; Tan, A.W.Y.; Marinescu, I.; Toh, W.Q.; Liu, E. Adhesion, tribological and corrosion properties of cold-sprayed CoCrMo and Ti6Al4V coatings on 6061-T651 Al alloy. Surf. Coat. Technol. 2017, 326, 291–298. [Google Scholar] [CrossRef]
- Kumar, S.T.; Devi, S.P.; Krithika, C.; Raghavan, R.N. Review of metallic biomaterials in dental applications. J. Pharm. Bioallied Sci. 2020, 12, S14–S19. [Google Scholar] [CrossRef]
- Navarro, M.; Michiardi, A.; Castaño, O.; Planell, J.A. Biomaterials in orthopaedics. J. R. Soc. Interface 2008, 5, 1137–1158. [Google Scholar] [CrossRef]
- Zhang, W.; Liu, Y.; Wu, H.; Song, M.; Zhang, T.; Lan, X.; Yao, T. Elastic modulus of phases in Ti-Mo alloys. Mater. Charact. 2015, 106, 302–307. [Google Scholar] [CrossRef]
- Ho, W.F.; Ju, C.P.; Lin, J.H.C. Structure and properties of cast binary Ti-Mo alloys. Biomaterials 1999, 20, 2115–2122. [Google Scholar] [CrossRef]
- Zhou, Y.-L.; Luo, D.-M. Microstructures and mechanical properties of Ti–Mo alloys cold-rolled and heat treated. Mater. Charact. 2011, 62, 931–937. [Google Scholar] [CrossRef]
- Lu, X.; Zhang, D.; Xu, W.; Yu, A.; Zhang, J.; Tamaddon, M.; Zhang, J.; Qu, X.; Liu, C.; Su, B. The effect of Cu content on corrosion, wear and tribocorrosion resistance of Ti-Mo-Cu alloy for load-bearing bone implants. Corros. Sci. 2020, 177, 109007. [Google Scholar] [CrossRef]
- Mohan, P.; Rajak, D.K.; Pruncu, C.I.; Behera, A.; Amigo-Borras, V.; Elshalakany, A.B. Influence of β-phase stability in elemental blended Ti-Mo and Ti-Mo-Zr alloys. Micron 2021, 142, 102992. [Google Scholar] [CrossRef] [PubMed]
- Kilmametov, A.; Ivanisenko, Y.; Straumal, B.B.; Mazilkin, A.A.; Gornakova, A.S.; Kriegel, M.J.; Fabrichnaya, O.B.; Rafaja, D.; Hahn, H. Transformations of α’ martensite in Ti–Fe alloys under high pressure torsion. Scr. Mater. 2017, 136, 46–49. [Google Scholar] [CrossRef]
- Edalati, K.; Matsuda, J.; Arita, M.; Daio, T.; Akiba, E.; Horita, Z. Mechanism of activation of TiFe intermetallics for hydrogen storage by severe plastic deformation using high-pressure torsion. Appl. Phys. Lett. 2013, 103, 143902. [Google Scholar] [CrossRef]
- Edalati, K.; Matsubara, E.; Horita, Z. Processing pure Ti by high-pressure torsion in wide ranges of pressure and strain. Metall. Mater. Trans. A 2009, 40, 2079–2086. [Google Scholar] [CrossRef]
- Edalati, K.; Daio, T.; Arita, M.; Lee, S.; Horita, Z.; Togo, A.; Tanaka, I. High pressure torsion of titanium at cryogenic and room temperatures: Grain size effect on allotropic phase transformation. Acta Mater. 2014, 68, 207–213. [Google Scholar] [CrossRef]
- Deng, G.Y.; Bhattacharjee, T.; Chong, Y.; Zheng, R.; Bai, Y.; Shibata, A.; Tsuji, N. Characterization of microstructure with different Fe addition processed by severe plastic deformation and subsequent annealing. IOP Conf. Ser. Mater. Sci. Eng. 2017, 194, 012020. [Google Scholar] [CrossRef]
- Wang, C.T.; Fox, A.G.; Langdon, T.G. Microstructural evolution in ultrafinegrained titanium processed by high-pressure torsion under different pressures. J. Mater. Sci. 2014, 49, 6558–6564. [Google Scholar] [CrossRef]
- Sinha, S.; Sahu, V.K.; Beura, V.; Sonkusare, R.; Kalsar, R.; Das, A.K.L.; Basu, J.; Gurao, N.P.; Biswas, K. Initial texture dependence of nanocrystalline omega phase formation during high pressure torsion of commercially pure titanium. Mater. Sci. Eng. A 2021, 802, 140687. [Google Scholar] [CrossRef]
- Zaher, G.; Lomakin, I.; Enikeev, N.; Jouen, S.; Saiter-Fourcin, A.; Sauvage, X. Influence of strain rate and Sn in solid solution on the grain refinement and crystalline defect density in severely deformed Cu. Mater. Today Commun. 2021, 26, 101746. [Google Scholar] [CrossRef]
- Oliver, W.C.; Pharr, G.M. Measurement of hardness and elastic modulus by instrumented indentation: Advances in understanding and refinements to methodology. J. Mater. Res. 2004, 19, 3–20. [Google Scholar] [CrossRef]
- Golovin, Y.I.; Tyurin, A.I.; Aslanyan, E.G.; Pirozhkova, T.S.; Vasyukov, V.M. The physical and mechanical properties and local deformation micromechanisms in materials with different dependence of hardness on the depth of print. Phys. Solid State 2017, 59, 1803–1811. [Google Scholar] [CrossRef]
- Golovin, Y.I.; Tyurin, A.I.; Iunin, Y.L. Strain-rate sensitivity of the hardness of crystalline materials under dynamic nanoindentation. Dokl. Physic 2003, 48, 505–508. [Google Scholar] [CrossRef]
- Kilmametov, A.; Ivanisenko, Y.; Mazilkin, A.; Straumal, B.; Gornakova, A.; Fabrichnaya, O.; Kriegel, M.; Rafaja, D.; Hahn, H. The α→ω and β→ω phase transformations in Ti-Fe alloys under high-pressure torsion. Acta Mater. 2018, 144, 337–351. [Google Scholar] [CrossRef]
- Straumal, B.B.; Kilmametov, A.R.; Kucheev, Y.O.; Kurmanaeva, L.; Ivanisenko, Y.; Baretzky, B.; Korneva, A.; Zięba, P.; Molodov, D.A. Phase transitions during high pressure torsion of Cu–Co alloys. Mater. Lett. 2014, 118, 111–114. [Google Scholar] [CrossRef]
- Straumal, B.B.; Kilmametov, A.R.; Ivanisenko, Y.; Mazilkin, A.A.; Kogtenkova, O.A.; Kurmanaeva, L.; Korneva, A.; Zięba, P.; Baretzky, B. Phase transitions induced by severe plastic deformation: Steady-state and equifinality. Int. J. Mater. Res. 2015, 106, 657–664. [Google Scholar]
- Permyakova, E.; Glezer, A.M.; Kovalev, A.I.; Vakhrushev, V.O. Three-stage evolution of the structure and the effect of nonadditive hardening of layered composites of amorphous alloys under high-pressure torsion. JETP Lett. 2021, 113, 471–476. [Google Scholar] [CrossRef]
- Shen, D.P.; Zhou, H.B.; Tong, W.P. Influence of deformation temperature on the microstructure and thermal stability of HPT-consolidated Cu-1%Nb alloys D. J. Mater. Res. Technol. 2019, 8, 6396–6399. [Google Scholar]
- Zhilyaev, A.P.; Sergeev, S.N.; Langdon, T.G. Electron backscatter diffraction (EBSD) microstructure evolution in HPT copper annealed at a low temperature. J. Mater. Res. Technol. 2014, 3, 338–343. [Google Scholar]
- Panigrahi, A.; Bönisch, M.; Waitz, T.; Schafler, E.; Calin, M.; Eckert, J.; Skrotzki, W.; Zehetbauer, M. Phase transformations and mechanical properties of biocompatible Ti–16.1Nb processed by severe plastic deformation. J. Alloys. Comp. 2015, 628, 434–441. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Phase | Lattice Parameters (nm) | Phase Fraction (Vol. %) |
|---|---|---|---|
| Ti–1.5 wt.% Mo | (α′Ti)/(αTi) | a = 0.2949, c = 0.4680 | 100 |
| Ti–15 wt.% Mo | (βTi) | a = 0.3250 | 100 |
| Pure Ti [24] | (αTi) | a = 0.2954, c = 0.4690 | 100 |
| Alloy | Phase | Lattice Parameters (nm) | Phase Fraction (Vol. %) | Average Grain Size (nm) |
|---|---|---|---|---|
| Ti–1.5 wt.% Mo | (ωTi) | a = 0.4652, c = 0.2811 | 64 | 22 |
| (α′Ti) | a = 0.2949, c = 0.4686 | 36 | 31 | |
| Ti–15 wt.% Mo | (ωTi) | a = 0.4637, c = 0.2815 | 13 | 22 |
| (βTi) | a = 0.3256 | 87 | 30 | |
| Pure Ti [24] | (αTi) | a = 0.2959, c = 0.4690 | 40 | |
| (ωTi) | a = 0.4627, c = 0.2830 | 60 |
| Alloy | Treatment | Load (mN) | H, E | Average Values H, E (GPa) |
|---|---|---|---|---|
| Ti–1.5 wt.% Mo | annealing | 10 | H | 4.7 |
| 200 | 3.5 | |||
| annealing + HPT | 10 | 5.7 | ||
| 200 | 4.8 | |||
| annealing | 10 | E | 101.1 | |
| 200 | 105.5 | |||
| annealing + HPT | 10 | 133.9 | ||
| 200 | 145.9 | |||
| Ti–15 wt.% Mo | annealing | 10 | H | 4.2 |
| 200 | 3.6 | |||
| annealing + HPT | 10 | 5.0 | ||
| 200 | 4.4 | |||
| annealing | 10 | E | 116.1 | |
| 200 | 136.2 | |||
| annealing + HPT | 10 | 104.8 | ||
| 200 | 115.1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gornakova, A.S.; Korneva, A.; Tyurin, A.I.; Afonikova, N.S.; Kilmametov, A.R.; Straumal, B.B. Omega Phase Formation and Mechanical Properties of Ti–1.5 wt.% Mo and Ti–15 wt.% Mo Alloys after High-Pressure Torsion. Processes 2023, 11, 221. https://doi.org/10.3390/pr11010221
Gornakova AS, Korneva A, Tyurin AI, Afonikova NS, Kilmametov AR, Straumal BB. Omega Phase Formation and Mechanical Properties of Ti–1.5 wt.% Mo and Ti–15 wt.% Mo Alloys after High-Pressure Torsion. Processes. 2023; 11(1):221. https://doi.org/10.3390/pr11010221
Chicago/Turabian StyleGornakova, Alena S., Anna Korneva, Alexander I. Tyurin, Natalia S. Afonikova, Askar R. Kilmametov, and Boris B. Straumal. 2023. "Omega Phase Formation and Mechanical Properties of Ti–1.5 wt.% Mo and Ti–15 wt.% Mo Alloys after High-Pressure Torsion" Processes 11, no. 1: 221. https://doi.org/10.3390/pr11010221
APA StyleGornakova, A. S., Korneva, A., Tyurin, A. I., Afonikova, N. S., Kilmametov, A. R., & Straumal, B. B. (2023). Omega Phase Formation and Mechanical Properties of Ti–1.5 wt.% Mo and Ti–15 wt.% Mo Alloys after High-Pressure Torsion. Processes, 11(1), 221. https://doi.org/10.3390/pr11010221