
Toward Autonomous Production of mRNA-Therapeutics in the Light of Advanced Process Control and Traditional Control Strategies for Chromatography



 and
and 
Abstract
:1. Introduction
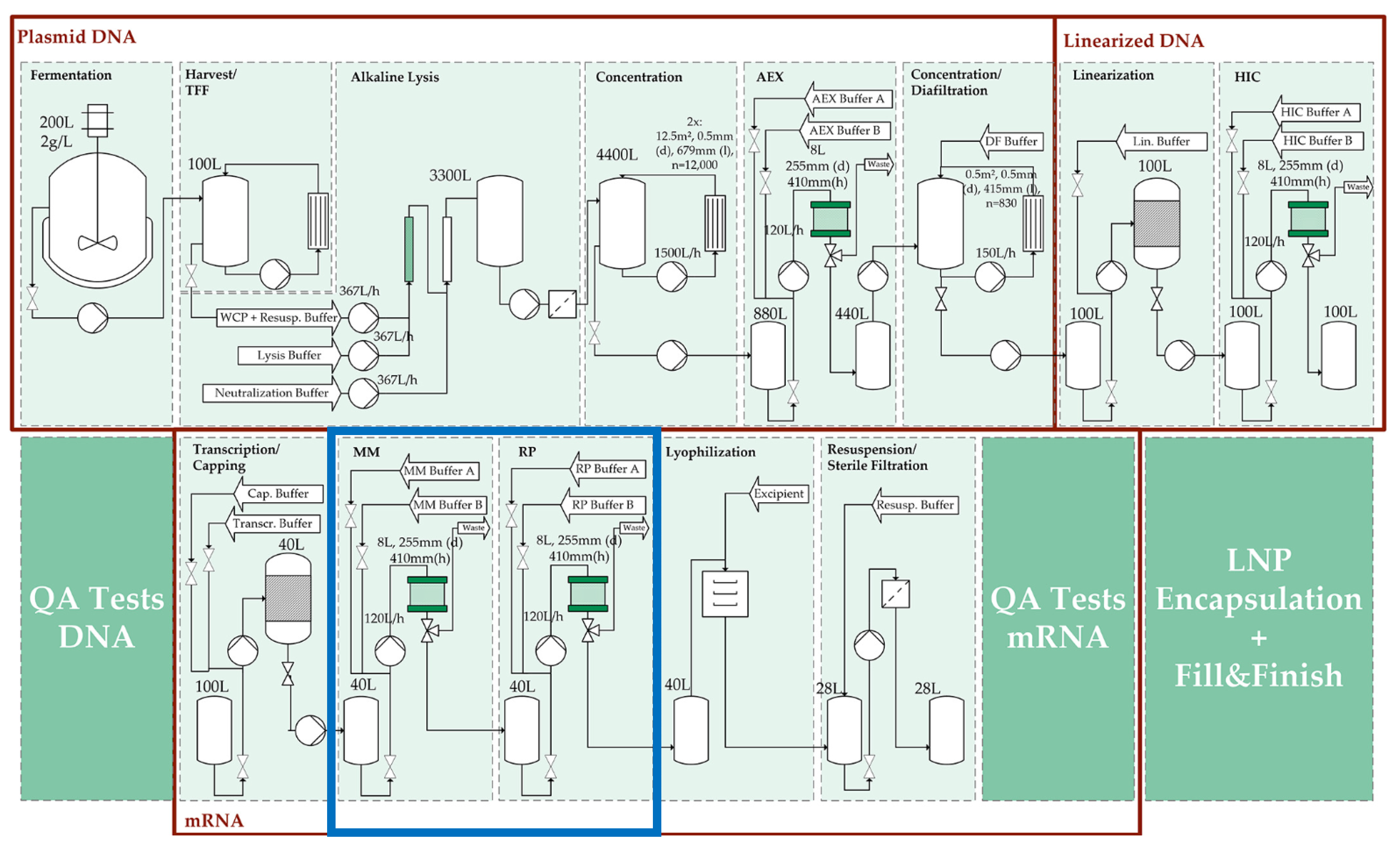
1.1. Process Overview
1.2. Contol Approach for Chromatography
2. Materials and Methods
2.1. QbD-Based Process Design
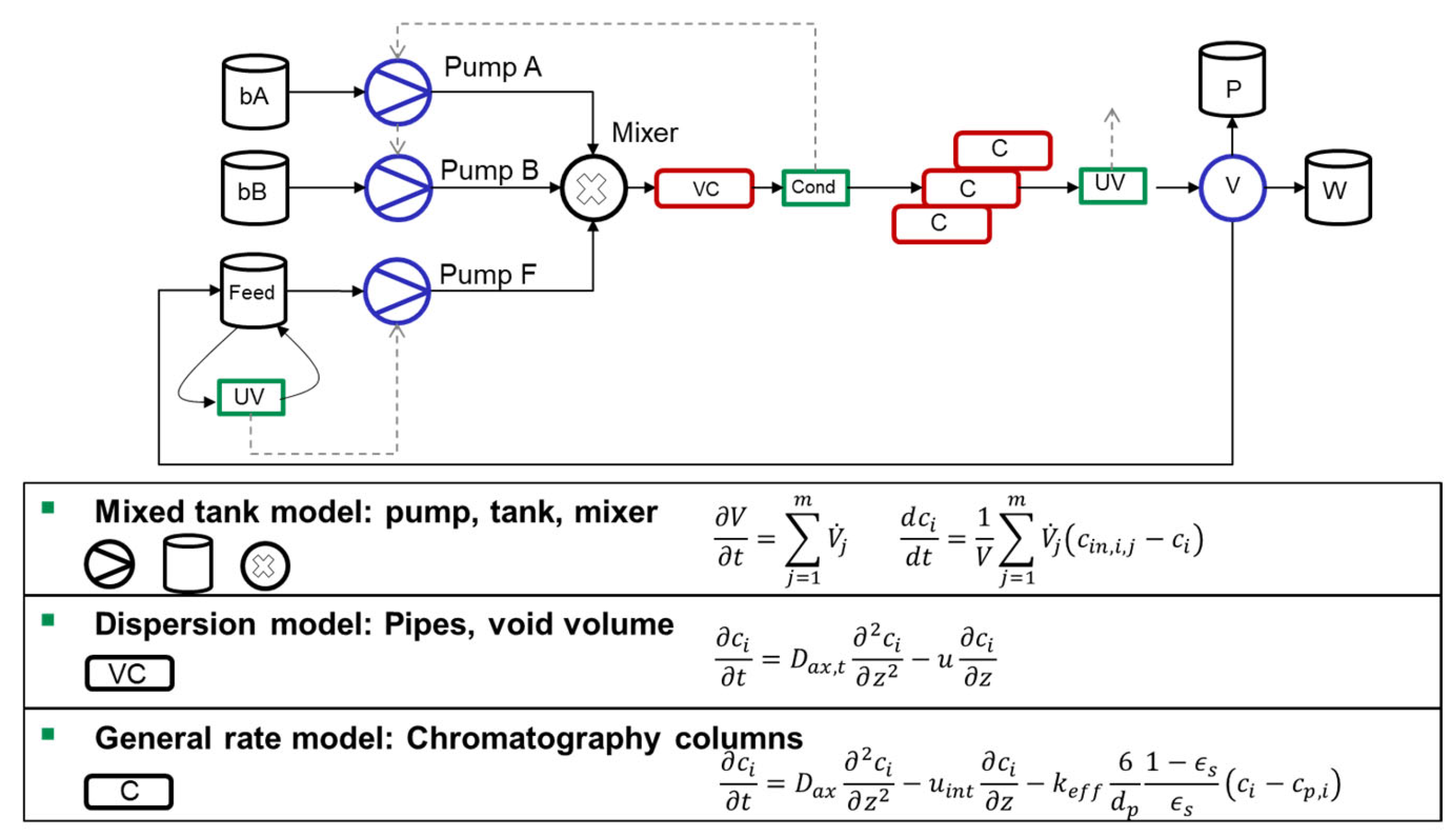
2.2. Process Model
2.2.1. Continuous Twin Column Chromatography Model (CTCC)
2.2.2. Periodic Countercurrent Chromatography (PCC)
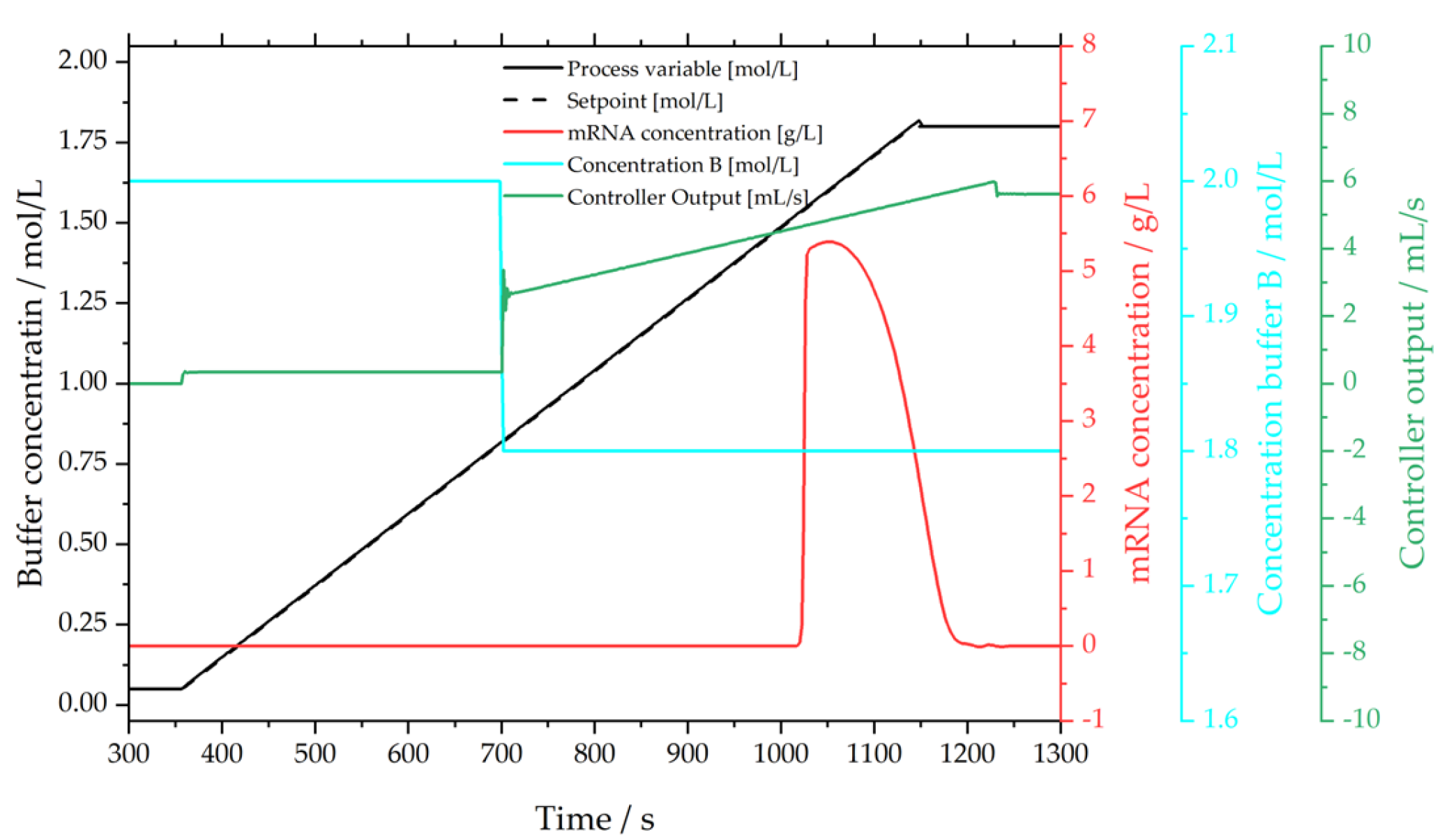
2.3. Proportional-Integral-Derivative (PID) Control
2.4. Quality Management Tools
3. Results
3.1. Critical Process Parameter Identification
3.2. Continuous Twin Column Chromatography (CTCC)
3.2.1. One-Factor-at-a-Time (OFAT)
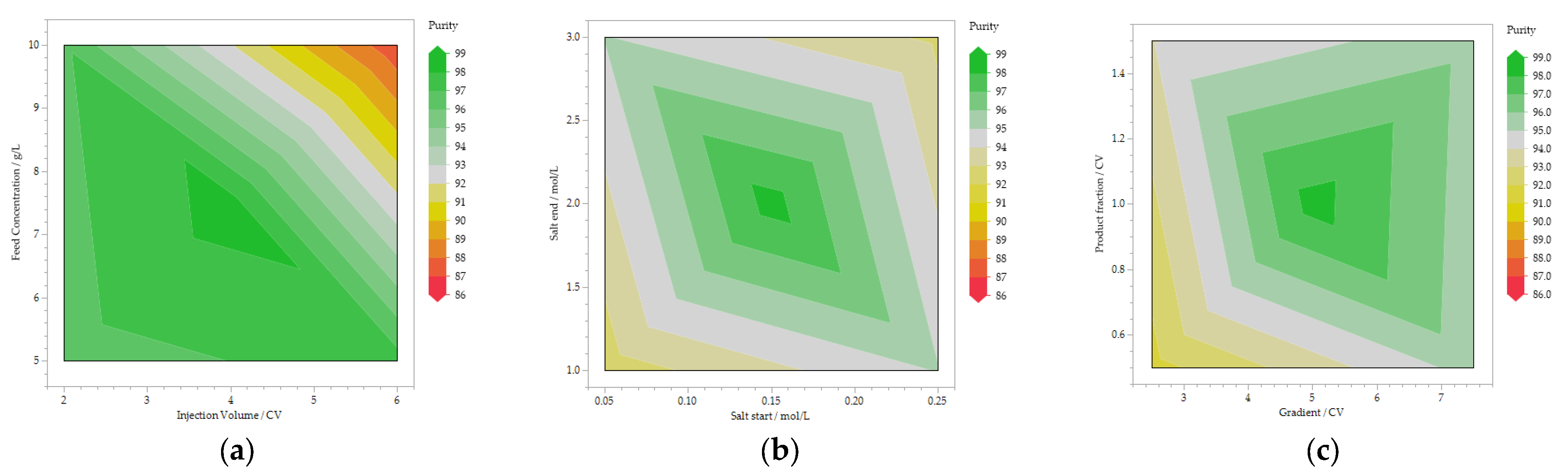
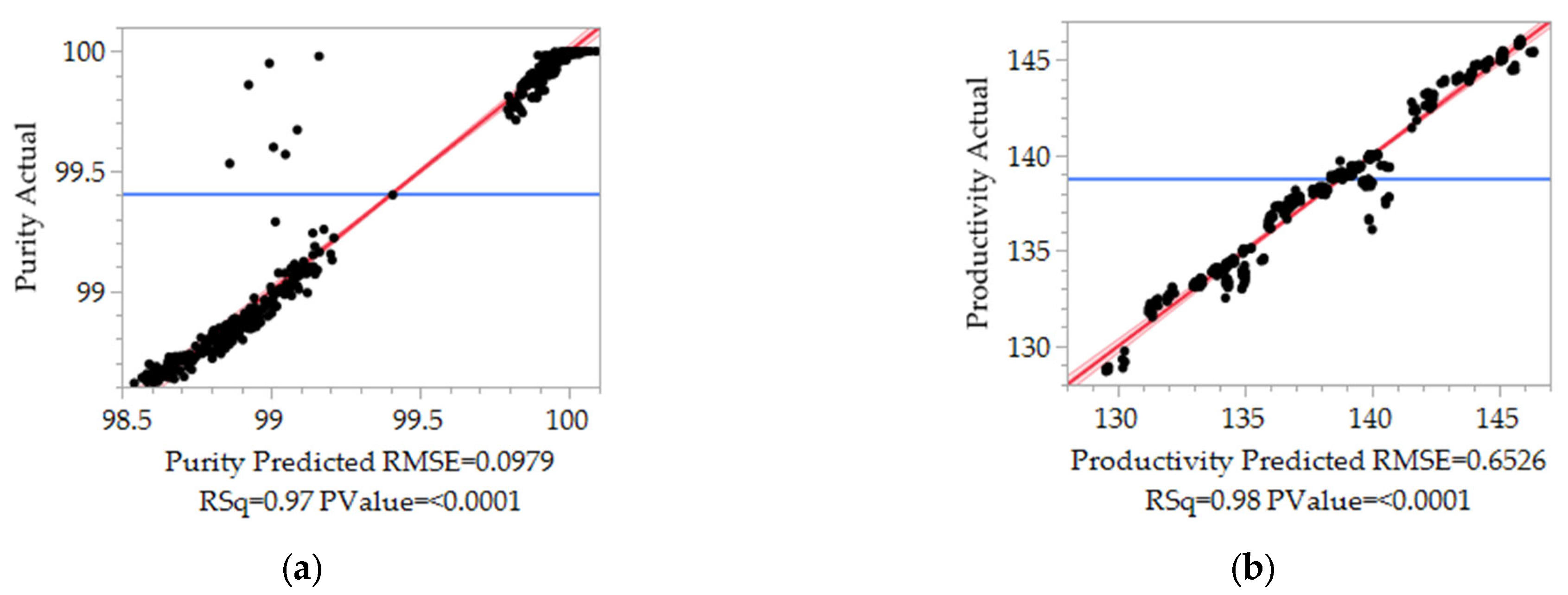
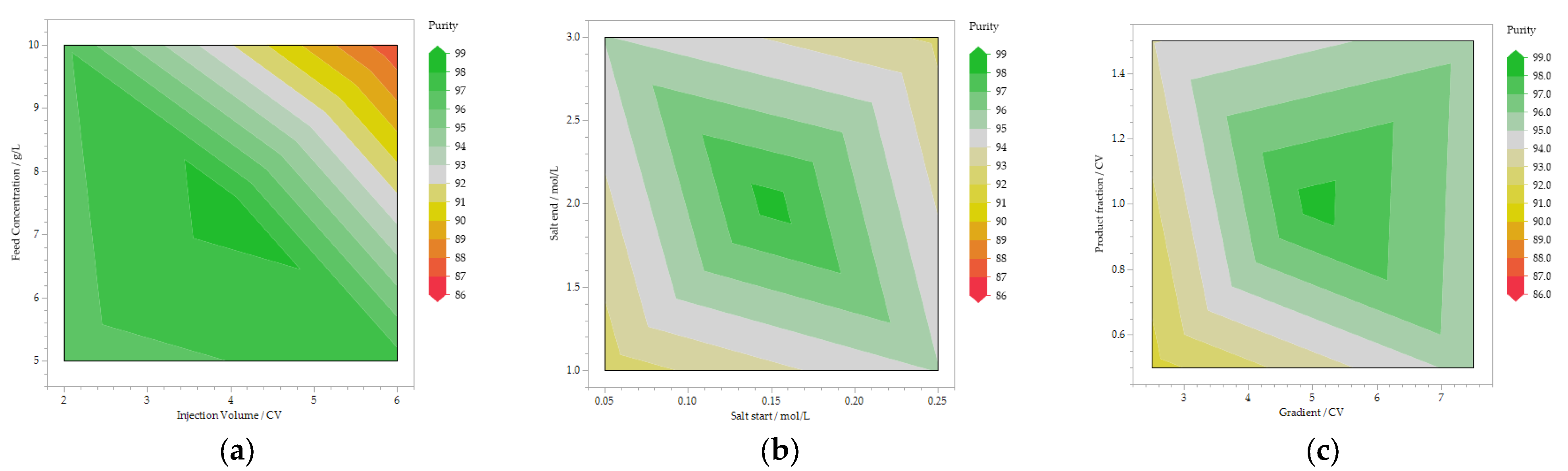
3.2.2. Design and Control Space
3.3. Periodic Countercurrent Chromatgrapyh (PCC)
3.3.1. One-Factor-at-a-Time (OFAT)
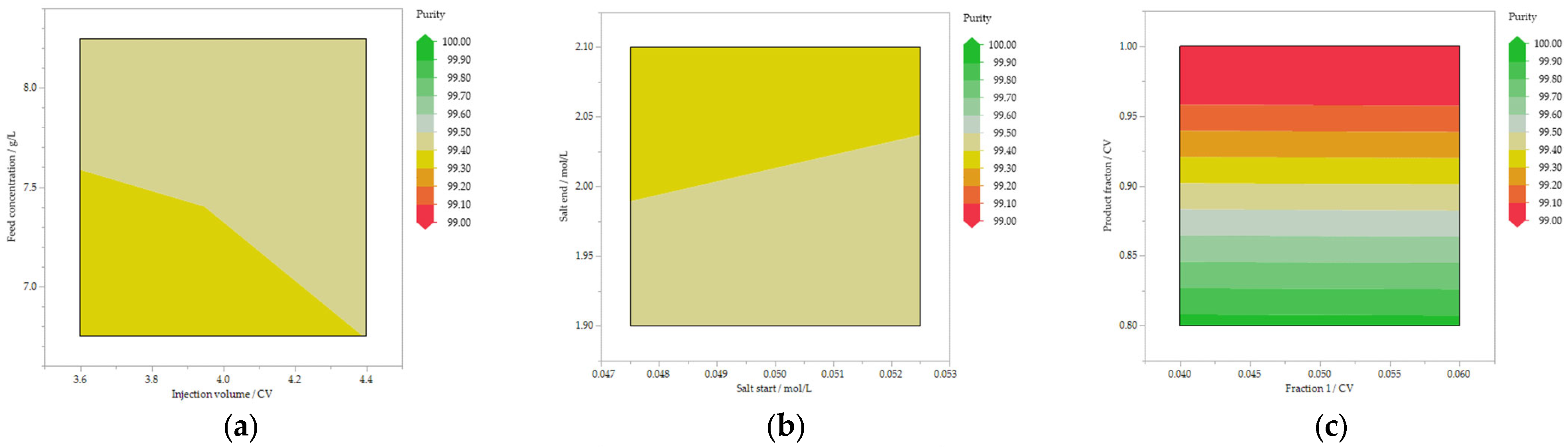
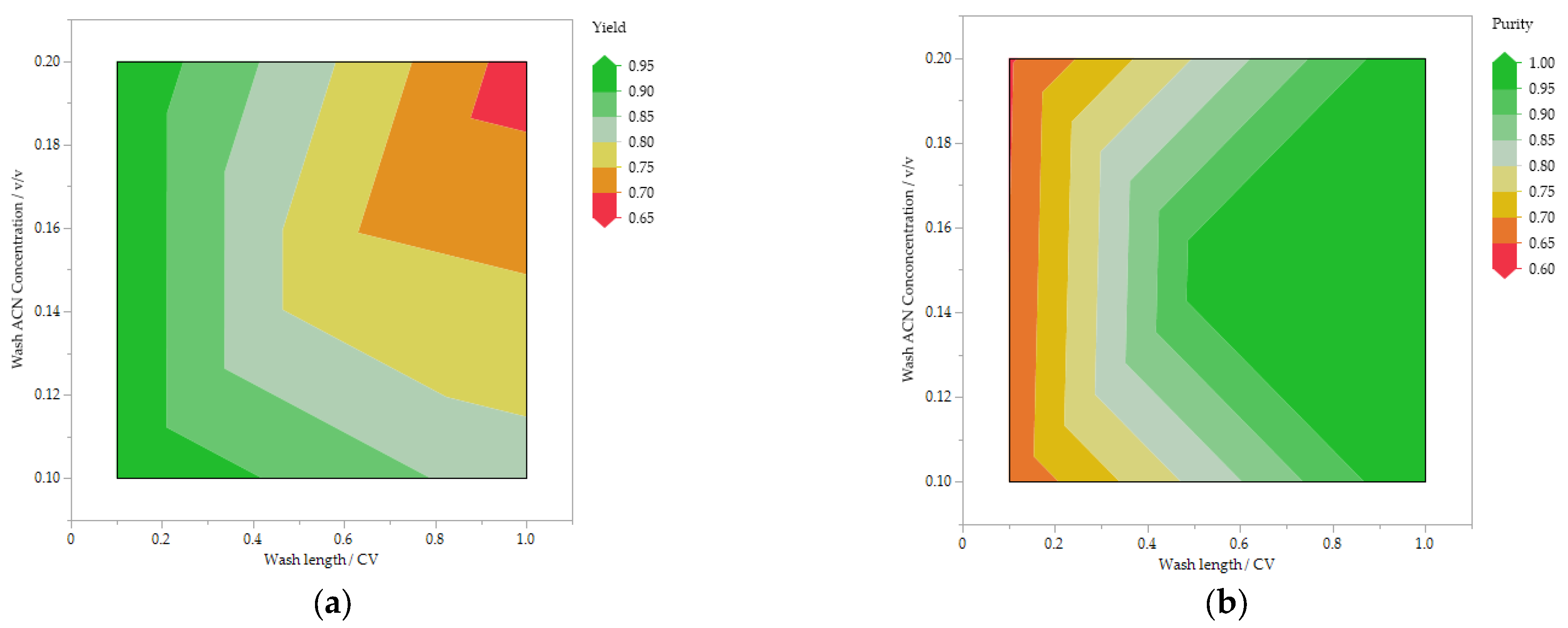
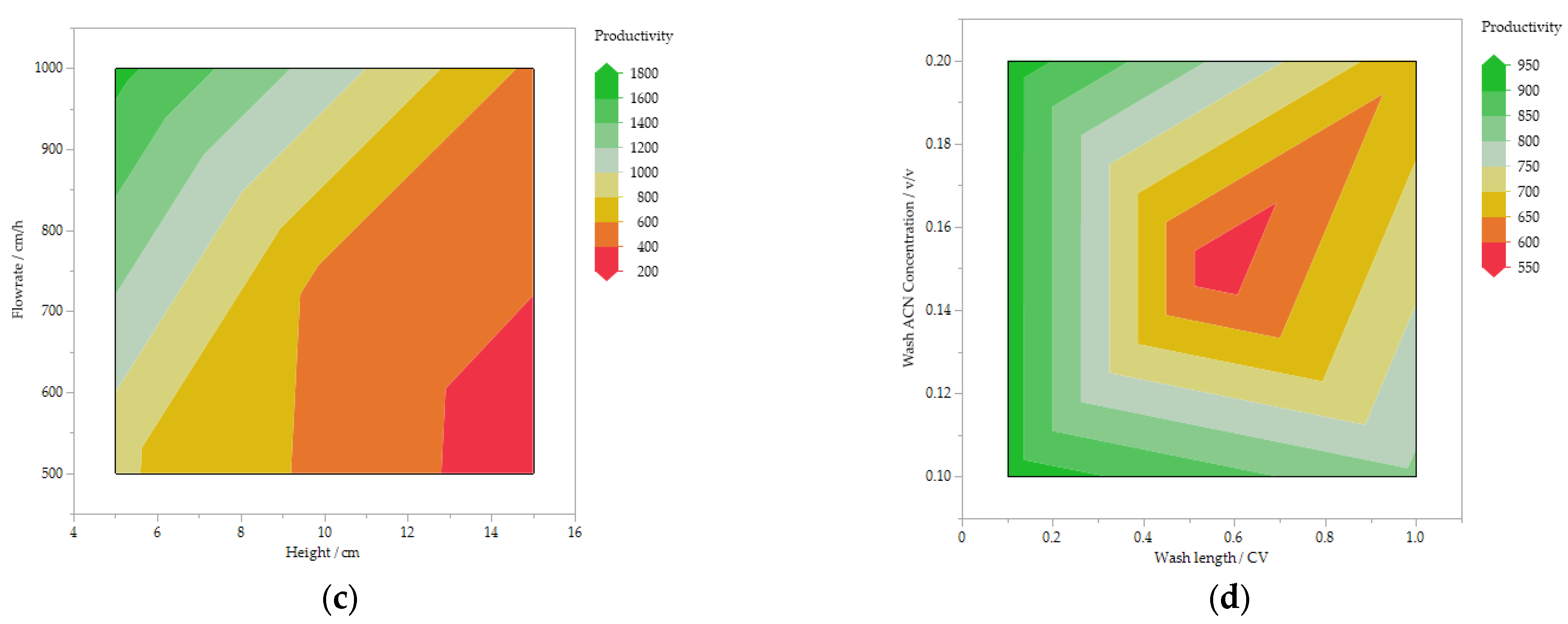
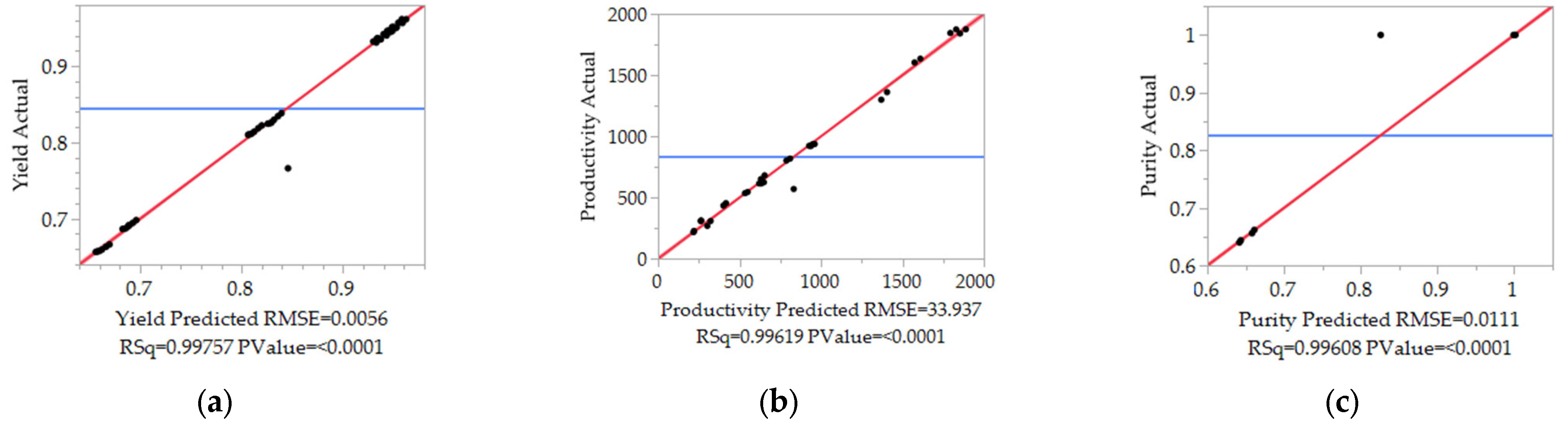
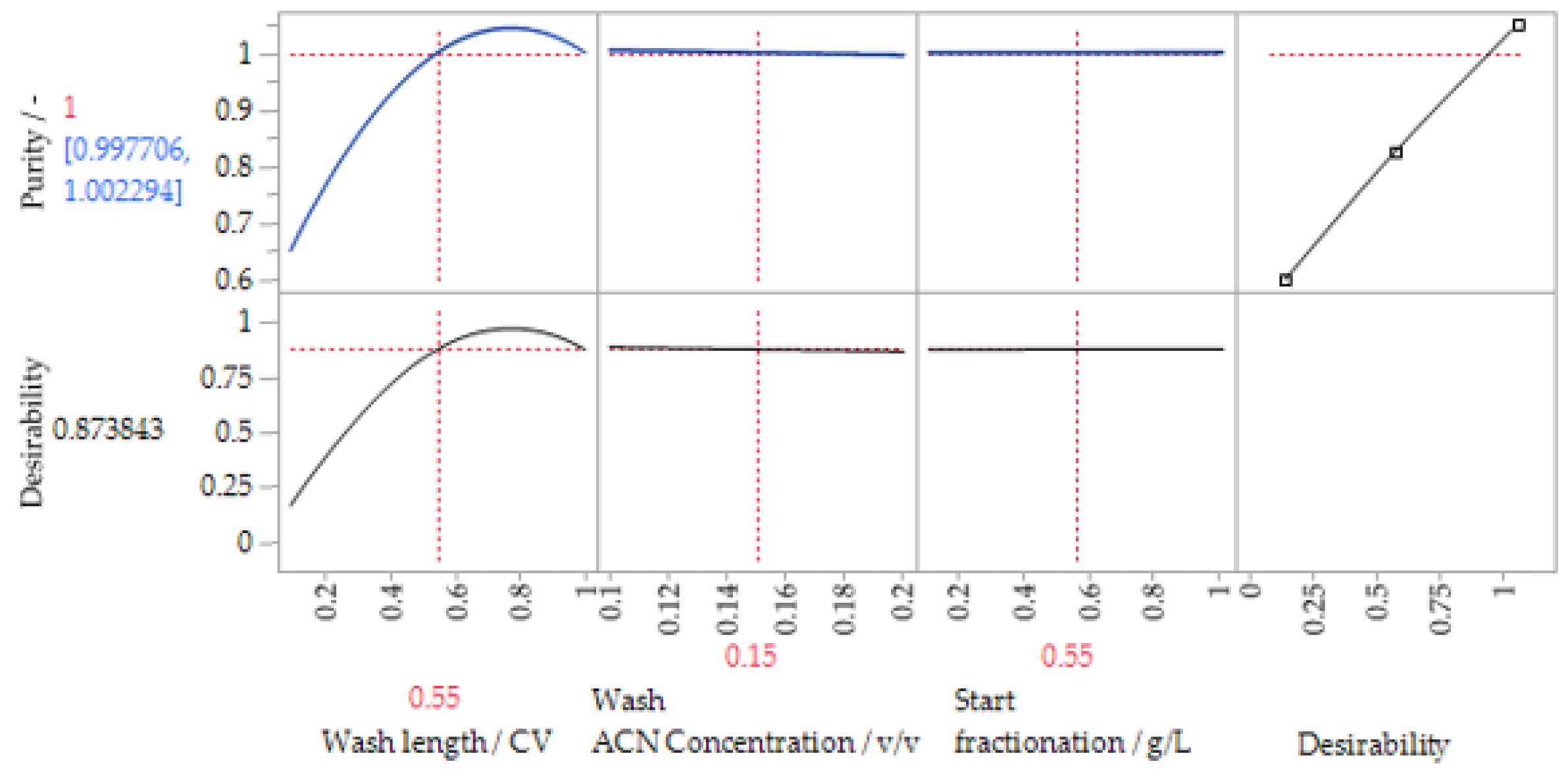
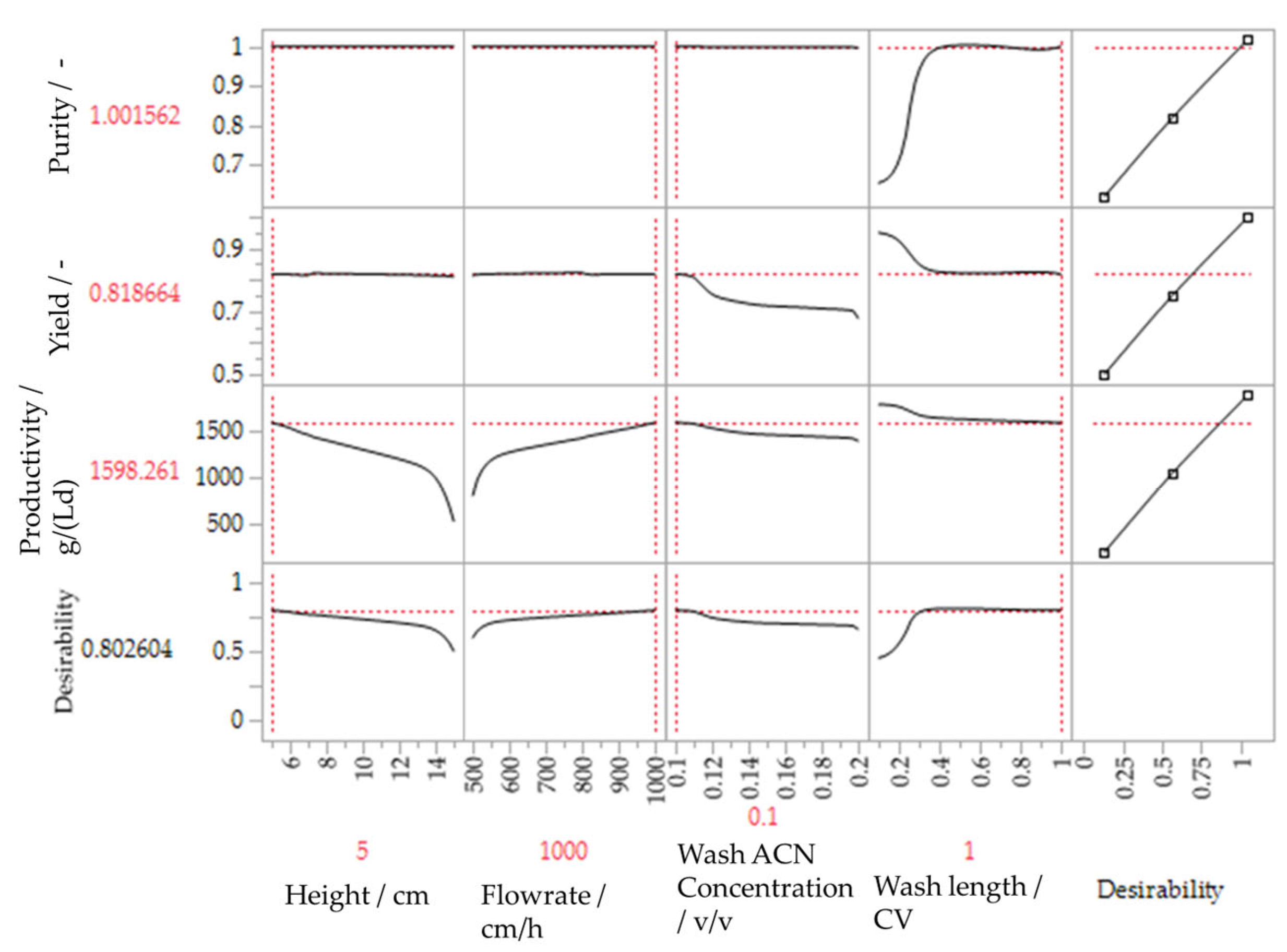
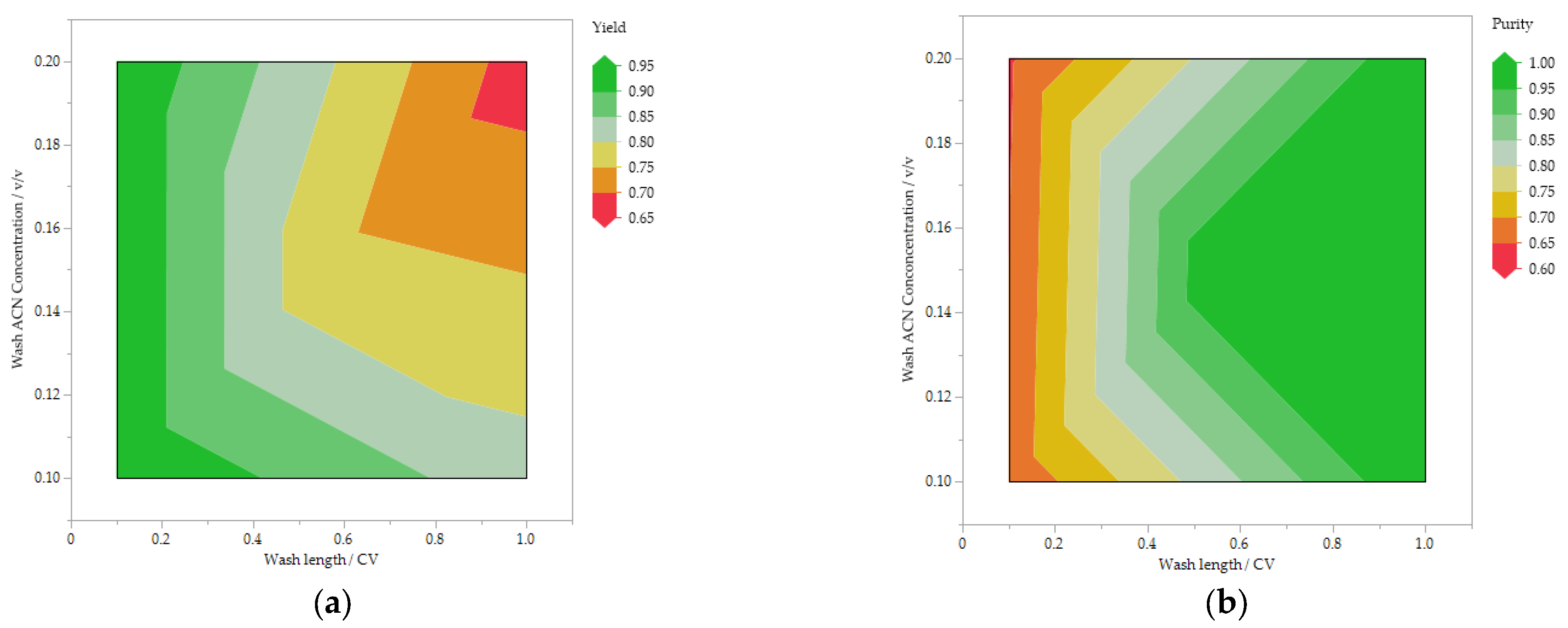
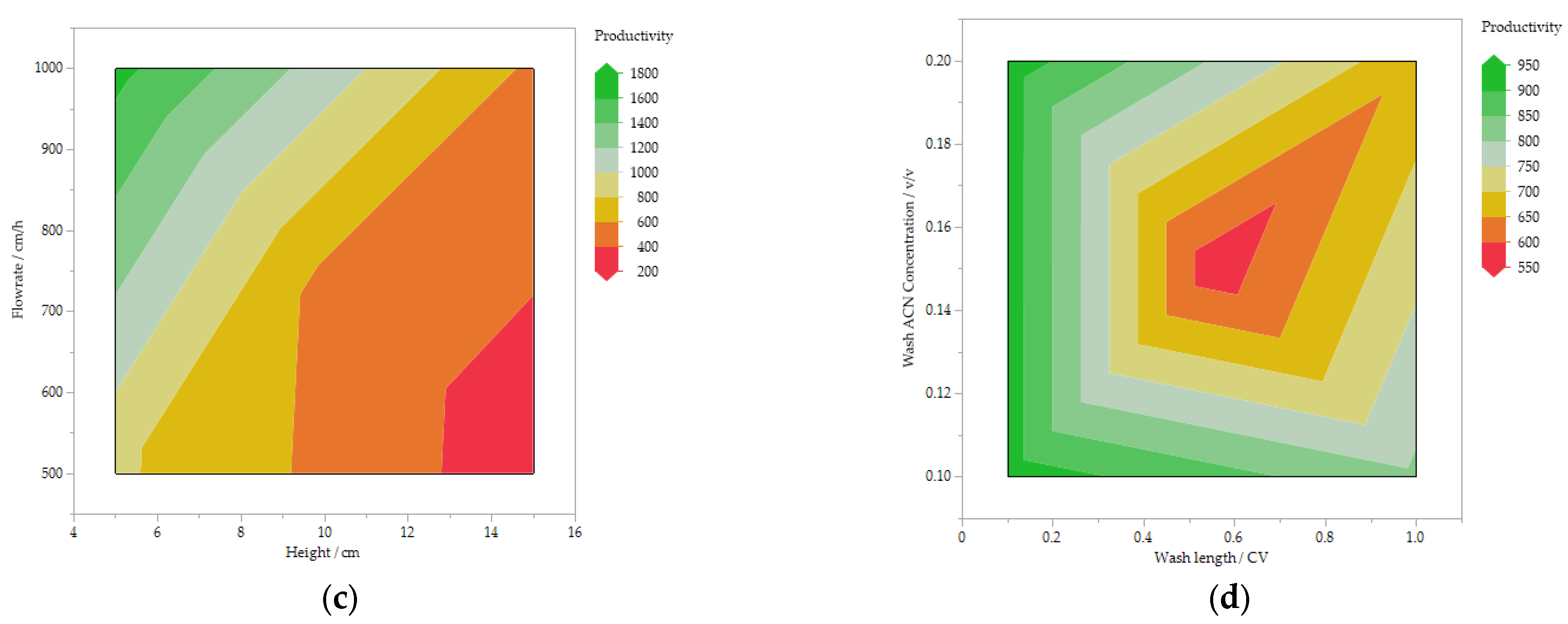
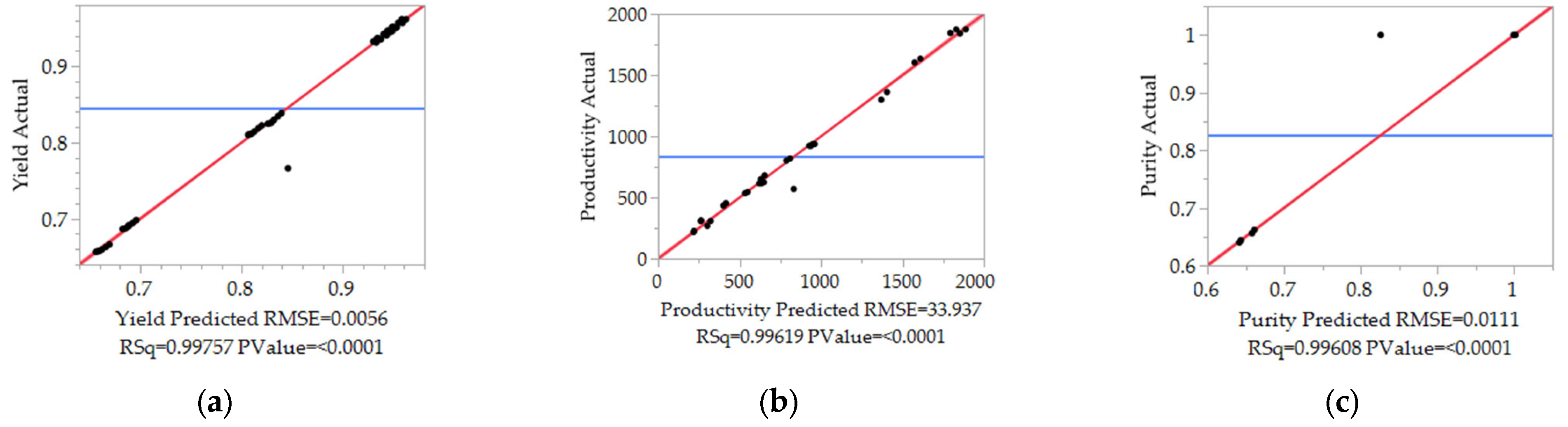
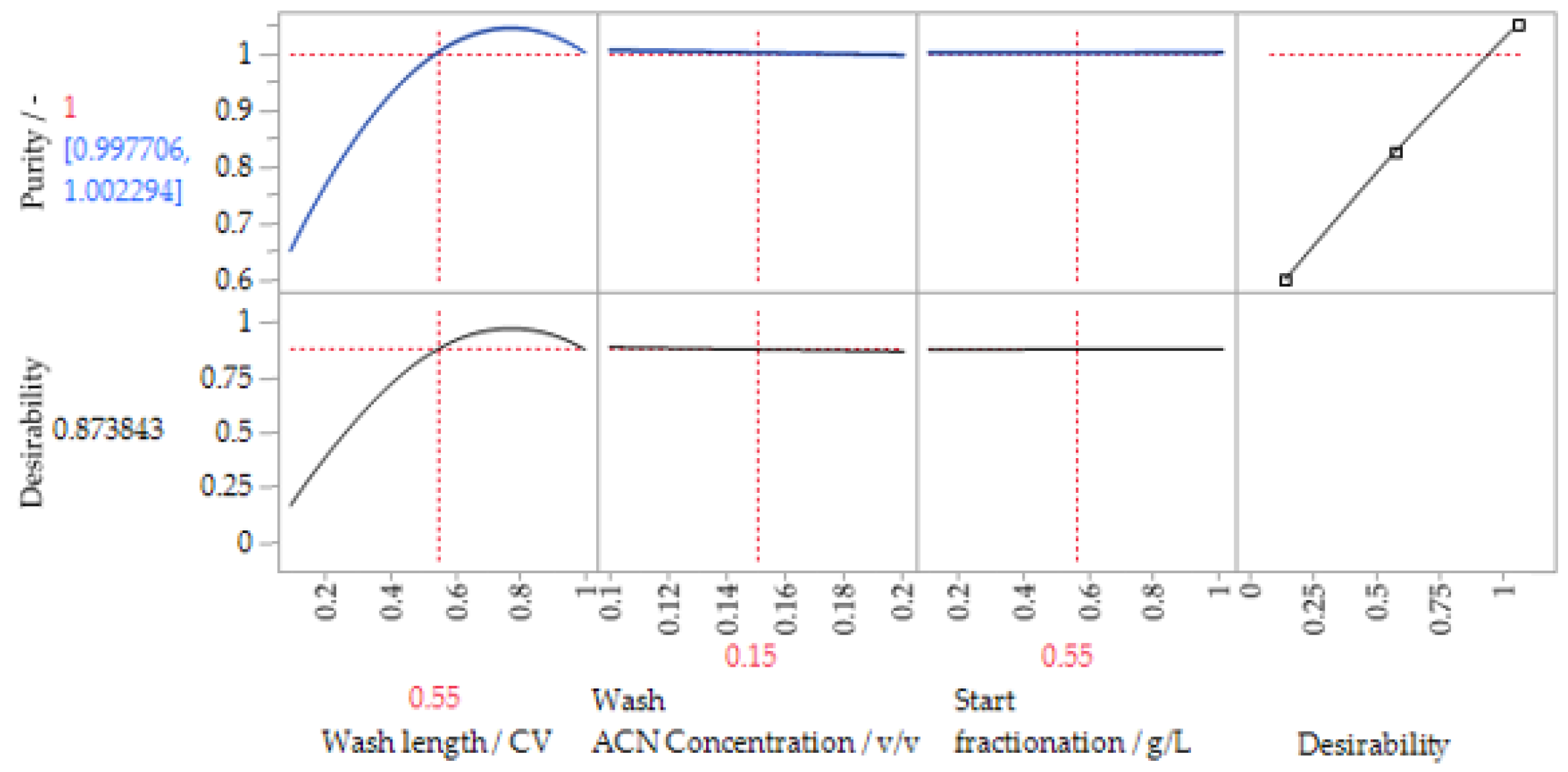
3.3.2. Design and Control Space
3.4. Control Strategy
4. Discussion
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- BioNTech. Pfizer and BioNTech Announce Omicron-Adapted COVID-19 Vaccine Candidates Demonstrate High Immune Response Against Omicron; BioNTech: Mainz, Germany; New York, NY, USA, 2022. [Google Scholar]
- Moderna. Moderna Announces Omicron-Containing Bivalent Booster Candidate mRNA-1273.214 Demonstrates Superior Antibody Response Against Omicron; Moderna: Cambridge, MA, USA, 2022. [Google Scholar]
- BioNTech. BioNTech Introduces First Modular mRNA Manufacturing Facility to Promote Scalable Vaccine Production in Africa; BioNTech: Mainz, Germany, 2022. [Google Scholar]
- Schmidt, A.; Helgers, H.; Vetter, F.L.; Juckers, A.; Strube, J. Digital Twin of mRNA-Based SARS-COVID-19 Vaccine Manufacturing towards Autonomous Operation for Improvements in Speed, Scale, Robustness, Flexibility and Real-Time Release Testing. Processes 2021, 9, 748. [Google Scholar] [CrossRef]
- Štrancar, A. High Yield mRNA Production Process from E. coli to Highly Pure mRNA. 2020. Available online: https://www.biaseparations.com/en/library/seminars-webinars/1098/high-yield-mrna-production-process-from-ecoli-to-highly-pure-mrna (accessed on 6 July 2022).
- Von der Mülbe, F.; Reidel, L.; Ketterer, T.; Gontcharova, L.; Bauer, S.; Pascolo, S.; Probst, J.; Schmid, A. Method for Producing RNA. U.S. Patent 10,017,826, 10 July 2018. [Google Scholar]
- Schmidt, A.; Helgers, H.; Vetter, F.L.; Juckers, A.; Strube, J. Fast and Flexible mRNA Vaccine Manufacturing as a Solution to Pandemic Situations by Adopting Chemical Engineering Good Practice—Continuous Autonomous Operation in Stainless Steel Equipment Concepts. Processes 2021, 9, 1874. [Google Scholar] [CrossRef]
- Zobel-Roos, S.; Schmidt, A.; Mestmäcker, F.; Mouellef, M.; Huter, M.; Uhlenbrock, L.; Kornecki, M.; Lohmann, L.; Ditz, R.; Strube, J. Accelerating Biologics Manufacturing by Modeling or: Is Approval under the QbD and PAT Approaches Demanded by Authorities Acceptable Without a Digital-Twin? Processes 2019, 7, 94. [Google Scholar] [CrossRef]
- Helgers, H.; Hengelbrock, A.; Schmidt, A.; Strube, J. Digital Twins for Continuous mRNA Production. Processes 2021, 9, 1967. [Google Scholar] [CrossRef]
- GenScript ProBio. Accelerating Vaccine Development against COVID-19. 2020. Available online: https://www.genscriptprobio.com/gsfiles/techfiles/GPB-COVID19-GMP%20plasmid-GPB_052020.pdf (accessed on 8 July 2022).
- Kis, Z.; Kontoravdi, C.; Shattock, R.; Shah, N. Resources, Production Scales and Time Required for Producing RNA Vaccines for the Global Pandemic Demand. Vaccines 2020, 9, 3. [Google Scholar] [CrossRef]
- Klatt, K.-U.; Hanisch, F.; Dünnebier, G.; Engell, S. Model-based optimization and control of chromatographic processes. Comput. Chem. Eng. 2000, 24, 1119–1126. [Google Scholar] [CrossRef]
- Toumi, A.; Engell, S. Optimization-based control of a reactive simulated moving bed process for glucose isomerization. Chem. Eng. Sci. 2004, 59, 3777–3792. [Google Scholar] [CrossRef]
- Engell, S.; Toumi, A. Optimisation and control of chromatography. Comput. Chem. Eng. 2005, 29, 1243–1252. [Google Scholar] [CrossRef]
- Grossmann, C.; Ströhlein, G.; Morari, M.; Morbidelli, M. Optimizing model predictive control of the chromatographic multi-column solvent gradient purification (MCSGP) process. J. Process Control 2010, 20, 618–629. [Google Scholar] [CrossRef]
- Espinoza, D.; Andersson, N.; Nilsson, B. Binary separation control in preparative gradient chromatography using iterative learning control. J. Chromatogr. A 2022, 1673, 463078. [Google Scholar] [CrossRef]
- Armstrong, A.; Horry, K.; Cui, T.; Hulley, M.; Turner, R.; Farid, S.S.; Goldrick, S.; Bracewell, D.G. Advanced control strategies for bioprocess chromatography: Challenges and opportunities for intensified processes and next generation products. J. Chromatogr. A 2021, 1639, 461914. [Google Scholar] [CrossRef]
- European Medicines Agency. ICH Guideline Q11 on Development And Manufacture of Drug Substances (Chemical Entities and Biotechnological/Biological Entities); European Medicines Agency: Amsterdam, The Netherlands, 2012. [Google Scholar]
- European Medicines Agency. ICH Guideline Q8 (R2) on Pharmaceutical Development; European Medicines Agency: Amsterdam, The Netherlands, 2017. [Google Scholar]
- CMC Biotech Working Group. A-Mab: A Case Study in Bioprocess Development. 2009. Available online: https://qbdworks.com/storage/2014/06/A-MabCaseStudyVersion.pdf (accessed on 8 July 2022).
- Guiochon, G.; Felinger, A.; Shirazi, D.G.; Katti, A.M. Fundamentals of Preparative and Nonlinear Chromatography, 2nd ed.; Elsevier Academic Press: Amsterdam, The Netherlands; ISBN 9780123705372.
- Papathanasiou, M.M.; Steinebach, F.; Stroehlein, G.; Müller-Späth, T.; Nascu, I.; Oberdieck, R.; Morbidelli, M.; Mantalaris, A.; Pistikopoulos, E.N. A control strategy for periodic systems–application to the twin-column MCSGP. In 12th International Symposium on Process Systems Engineering and 25th European Symposium on Computer Aided Process Engineering; Elsevier: Amsterdam, The Netherlands, 2015; pp. 1505–1510. ISBN 9780444634290. [Google Scholar]
- Aumann, L.; Morbidelli, M. A continuous multicolumn countercurrent solvent gradient purification (MCSGP) process. Biotechnol. Bioeng. 2007, 98, 1043–1055. [Google Scholar] [CrossRef] [PubMed]
- Persson, O.; Andersson, N.; Nilsson, B. Design of two-column batch-to-batch recirculation to enhance performance in ion-exchange chromatography. J. Chromatogr. A 2018, 1531, 112–121. [Google Scholar] [CrossRef]
- Ziegler, J.G.; Nichols, N.B. Optimum Settings for Automatic Controllers. J. Dyn. Syst. Meas. Control 1993, 115, 220–222. [Google Scholar] [CrossRef]
- Zacher, S.; Reuter, M. Regelungstechnik für Ingenieure; Springer Fachmedien Wiesbaden: Wiesbaden, Germany, 2017; ISBN 978-3-658-17631-0. [Google Scholar]
- Chien, K.L.; Hrones, J.; Reswick, J.B. On the Automatic Control of Generalized Passive Systems. Trans. Am. Soc. Mech. Eng. 1952, 74, 175–185. [Google Scholar] [CrossRef]
- Ishikawa, K. Guide to Quality Control, 13th ed; Asian Productivity Organization: Tokyo, Japan, 1996; ISBN 92-833-1036-5. [Google Scholar]
- Vetter, F.L.; Zobel-Roos, S.; Strube, J. PAT for Continuous Chromatography Integrated into Continuous Manufacturing of Biologics towards Autonomous Operation. Processes 2021, 9, 472. [Google Scholar] [CrossRef]
- Zobel-Roos, S.; Mouellef, M.; Ditz, R.; Strube, J. Distinct and Quantitative Validation Method for Predictive Process Modelling in Preparative Chromatography of Synthetic and Bio-Based Feed Mixtures Following a Quality-by-Design (QbD) Approach. Processes 2019, 7, 580. [Google Scholar] [CrossRef]
- Helling, C.; Dams, T.; Gerwat, B.; Belousov, A.; Strube, J. Physical characterization of column chromatography: Stringent control over equipment performance in biopharmaceutical production. Trends Chromatogr. 2013, 8, 55–71. [Google Scholar]
- Zobel-Roos, S.; Mouellef, M.; Siemers, C.; Strube, J. Process Analytical Approach towards Quality Controlled Process Automation for the Downstream of Protein Mixtures by Inline Concentration Measurements Based on Ultraviolet/Visible Light (UV/VIS) Spectral Analysis. Antibodies 2017, 6, 24. [Google Scholar] [CrossRef]
- Mendhe, R.; Thukkaram, M.; Patil, N.; Rathore, A.S. Comparison of PAT based approaches for making real-time pooling decisions for process chromatography-use of feed forward control. J. Chem. Technol. Biotechnol. 2015, 90, 341–348. [Google Scholar] [CrossRef]
- Mouellef, M.; Szabo, G.; Vetter, F.L.; Siemers, C.; Strube, J. Artificial Neural Network for Fast and Versatile Model Parameter Adjustment Utilizing PAT Signals of Chromatography Processes for Process Control under Production Conditions. Processes 2022, 10, 709. [Google Scholar] [CrossRef]
- Mouellef, M.; Vetter, F.L.; Zobel-Roos, S.; Strube, J. Fast and Versatile Chromatography Process Design and Operation Optimization with the Aid of Artificial Intelligence. Processes 2021, 9, 2121. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Impact | Critical Quality Attribute (CQA) | Process Attribute |
|---|---|---|
| No Impact/Interaction | 1 | 1 |
| Minor Impact/Interaction | 4 | 2 |
| Major Impact/Interaction | 8 | 4 |
| Phase | Parameter | Range | Main Effect | Main Effect | Highest Main | Interaction | Interaction | Highest | Severity | |||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Min | Sim | Max | Unit | CQA (Purity) | PA (PR/Y) | Effect Score | CQA (Purity) | PA (PR/Y) | Interaction Score | |||
| All Phases | Column bed height | 8 | 10 | 12 | cm | 8 | 4 | 8 | 1 | 4 | 4 | 32 |
| Column diameter | 20 | 27 | 100 | cm | 1 | 1 | 1 | 4 | 4 | 4 | 4 | |
| Fluiddynamics: Dax | 0 | 0 | 0 | - | 8 | 4 | 8 | 8 | 4 | 8 | 64 | |
| Fluiddynamics: Epsilon | 0.3 | 0.36 | 0.4 | - | 8 | 2 | 8 | 4 | 2 | 4 | 32 | |
| Temperature | 20 | 22 | 25 | °C | 1 | 1 | 1 | 1 | 1 | 1 | 1 | |
| Pressure | 0 | 30 | bar | 1 | 1 | 1 | 1 | 1 | 1 | 1 | ||
| Equilibration | Flow rate | 100 | 300 | cm/h | 1 | 4 | 4 | 1 | 2 | 2 | 8 | |
| Buffer salt concentration | 0.05 | 0.05 | 0.25 | mol/L | 8 | 2 | 8 | 1 | 2 | 2 | 16 | |
| Loading | Flow rate | 100 | 300 | cm/h | 1 | 4 | 4 | 1 | 2 | 2 | 8 | |
| Salt concentration | 0.05 | 0.05 | 0.25 | mol/L | 1 | 8 | 8 | 1 | 2 | 2 | 16 | |
| Injection volume | 2 | 4 | 4 | CV | 8 | 2 | 8 | 1 | 2 | 2 | 16 | |
| Feed concentration | 4 | 7.5 | 7.5 | g/L | 8 | 2 | 8 | 1 | 2 | 2 | 16 | |
| Wash | Flow rate | 100 | 300 | cm/h | 1 | 2 | 2 | 1 | 2 | 2 | 4 | |
| Buffer salt concentration | 0.05 | 0.05 | 0.75 | mol/L | 8 | 2 | 8 | 1 | 2 | 2 | 16 | |
| Elution | Flow rate | 100 | 300 | cm/h | 1 | 2 | 2 | 4 | 2 | 4 | 8 | |
| Salt concentration start | 0.05 | 0.05 | 0.25 | mol/L | 8 | 4 | 8 | 8 | 4 | 8 | 64 | |
| Salt concentration end | 1.5 | 2 | 2 | mol/L | 8 | 4 | 8 | 8 | 4 | 8 | 64 | |
| Gradient | 3 | 5 | 10 | CV | 8 | 4 | 8 | 8 | 4 | 8 | 64 | |
| Start fractionation | 0.5 | 0.5 | 1.5 | g/L | 1 | 2 | 2 | 4 | 2 | 4 | 8 | |
| Volume product | 0.5 | 1 | 1.5 | CV | 8 | 4 | 8 | 8 | 4 | 8 | 64 | |
| Volume fraction 1 | 0 | 0.1 | 0.5 | CV | 8 | 4 | 8 | 8 | 4 | 8 | 64 | |
| Volume fraction 2 | 0 | 0.25 | 0.5 | CV | 8 | 2 | 8 | 1 | 2 | 2 | 16 | |
| Parameter | Min | Center | Max |
|---|---|---|---|
| /mL | 3.5 | 4 | 4.5 |
| /g/L | 6.5 | 7.5 | 8.5 |
| /g/L | 0.047 | 0.050 | 0.053 |
| /g/L | 1.9 | 2 | 2.1 |
| Gradient length/CV | 4.7 | 5 | 5.3 |
| Length fraction 1/CV | 0.04 | 0.05 | 0.06 |
| Product fraction/CV | 0.8 | 0.9 | 1 |
| Length fraction 2/CV | 0.25 | 0.3 | 0.35 |
| Epsilon/- | 0.3 | 0.35 | 0.4 |
| Phase | Parameter | Range | Main Effect | Main Effect | Highest Main | Interaction | Interaction | Highest | Severity | |||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Min | Sim | Max | Unit | CQA (Purity) | PA (PR/Y) | Effect Score | CQA (Purity) | PA (PR/Y) | Interaction Score | |||
| All Phases | Column bed height | 5 | 10 | 15 | cm | 1 | 4 | 4 | 4 | 2 | 4 | 16 |
| Column diameter | 15 | 17.8 | 30 | cm | 1 | 4 | 4 | 4 | 2 | 4 | 16 | |
| Fluiddynamics: Dax | 2 × 10−4 | 0 | 0.02 | - | 1 | 2 | 2 | 1 | 2 | 2 | 4 | |
| Fluiddynamics: Epsilon | 0.36 | 0.56 | 0.56 | - | 1 | 2 | 2 | 1 | 2 | 2 | 4 | |
| Temperature | 20 | 22 | 25 | °C | 1 | 1 | 1 | 1 | 1 | 1 | 1 | |
| Pressure | 0 | 30 | bar | 1 | 1 | 1 | 1 | 1 | 1 | 1 | ||
| Flow rate | 500 | 1000 | 1000 | cm/h | 1 | 4 | 4 | 1 | 4 | 4 | 16 | |
| Equilibration | Equilibration length | 0.1 | 0.5 | 1 | CV | 1 | 2 | 2 | 1 | 1 | 1 | 2 |
| Acetonitrile Conc | 0.1 | 0.13 | 0.15 | v/v | 1 | 1 | 1 | 1 | 1 | 1 | 1 | |
| Feed | Acetonitrile Conc | 0.1 | 0.13 | 0.15 | v/v | 1 | 2 | 2 | 1 | 1 | 1 | 2 |
| Feed concentration | 3 | 4.3 | 7 | g/L | 1 | 4 | 4 | 1 | 2 | 2 | 8 | |
| Switching criteria | 50 | 75 | 100 | % | 1 | 2 | 2 | 1 | 2 | 2 | 4 | |
| Wash | Wash length | 0 | 3 | 3 | CV | 8 | 4 | 8 | 1 | 2 | 2 | 16 |
| Acetonitrile Conc | 0.1 | 0.13 | 0.15 | v/v | 1 | 4 | 4 | 1 | 4 | 4 | 16 | |
| Gradient | Acetonitrile Conc Start | 0.1 | 0.13 | 0.15 | v/v | 1 | 2 | 2 | 1 | 1 | 1 | 2 |
| Acetonitrile Conc End | 0.3 | 0.35 | 0.4 | v/v | 1 | 1 | 1 | 1 | 1 | 1 | 1 | |
| Gradient | 0.1 | 1 | 1 | CV | 1 | 2 | 2 | 2 | 2 | 2 | 4 | |
| Start fractionation | 0.1 | 0.1 | 1 | g/L | 1 | 4 | 4 | 1 | 4 | 4 | 16 | |
| CQA/KPP | Batch | PCC |
|---|---|---|
| Purity | ||
| Yield | ||
| Productivity |
| CQA/KPP | Batch Process | CTCC | CTCC Soft Sensor/MPC |
|---|---|---|---|
| Purity | |||
| Yield | |||
| Productivity |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Vetter, F.L.; Zobel-Roos, S.; Mota, J.P.B.; Nilsson, B.; Schmidt, A.; Strube, J. Toward Autonomous Production of mRNA-Therapeutics in the Light of Advanced Process Control and Traditional Control Strategies for Chromatography. Processes 2022, 10, 1868. https://doi.org/10.3390/pr10091868
Vetter FL, Zobel-Roos S, Mota JPB, Nilsson B, Schmidt A, Strube J. Toward Autonomous Production of mRNA-Therapeutics in the Light of Advanced Process Control and Traditional Control Strategies for Chromatography. Processes. 2022; 10(9):1868. https://doi.org/10.3390/pr10091868
Chicago/Turabian StyleVetter, Florian Lukas, Steffen Zobel-Roos, José Paulo Barbosa Mota, Bernt Nilsson, Axel Schmidt, and Jochen Strube. 2022. "Toward Autonomous Production of mRNA-Therapeutics in the Light of Advanced Process Control and Traditional Control Strategies for Chromatography" Processes 10, no. 9: 1868. https://doi.org/10.3390/pr10091868
APA StyleVetter, F. L., Zobel-Roos, S., Mota, J. P. B., Nilsson, B., Schmidt, A., & Strube, J. (2022). Toward Autonomous Production of mRNA-Therapeutics in the Light of Advanced Process Control and Traditional Control Strategies for Chromatography. Processes, 10(9), 1868. https://doi.org/10.3390/pr10091868