
Glass Surface Modification Was Induced by the Combination of Coating Technology and Femtosecond Laser Assisted Chemical Etching

Abstract
:1. Introduction
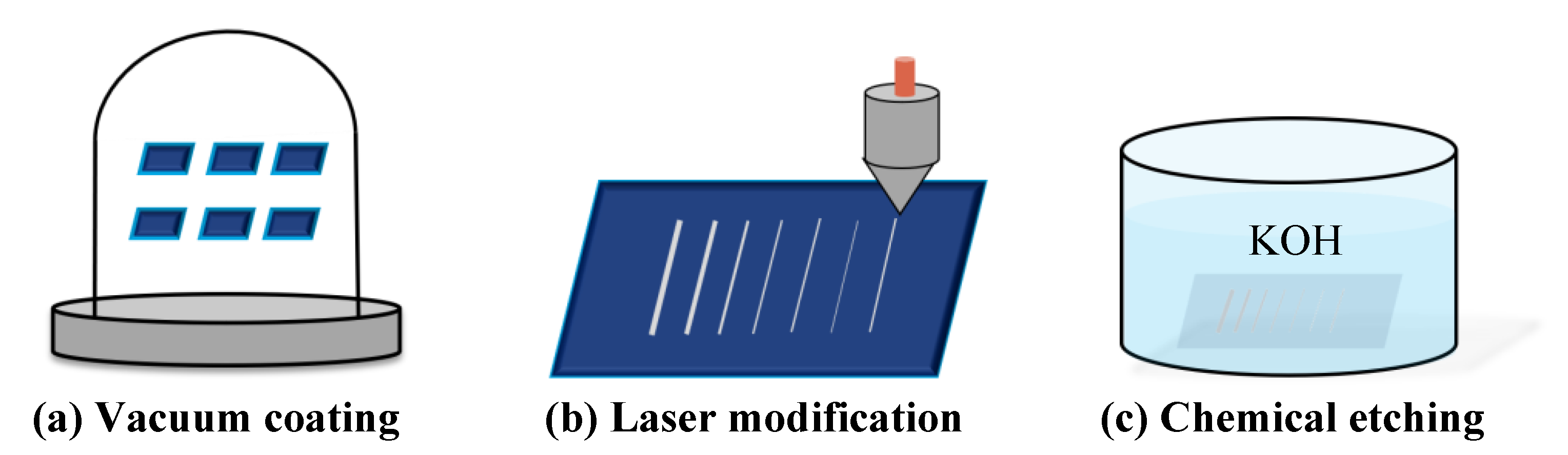
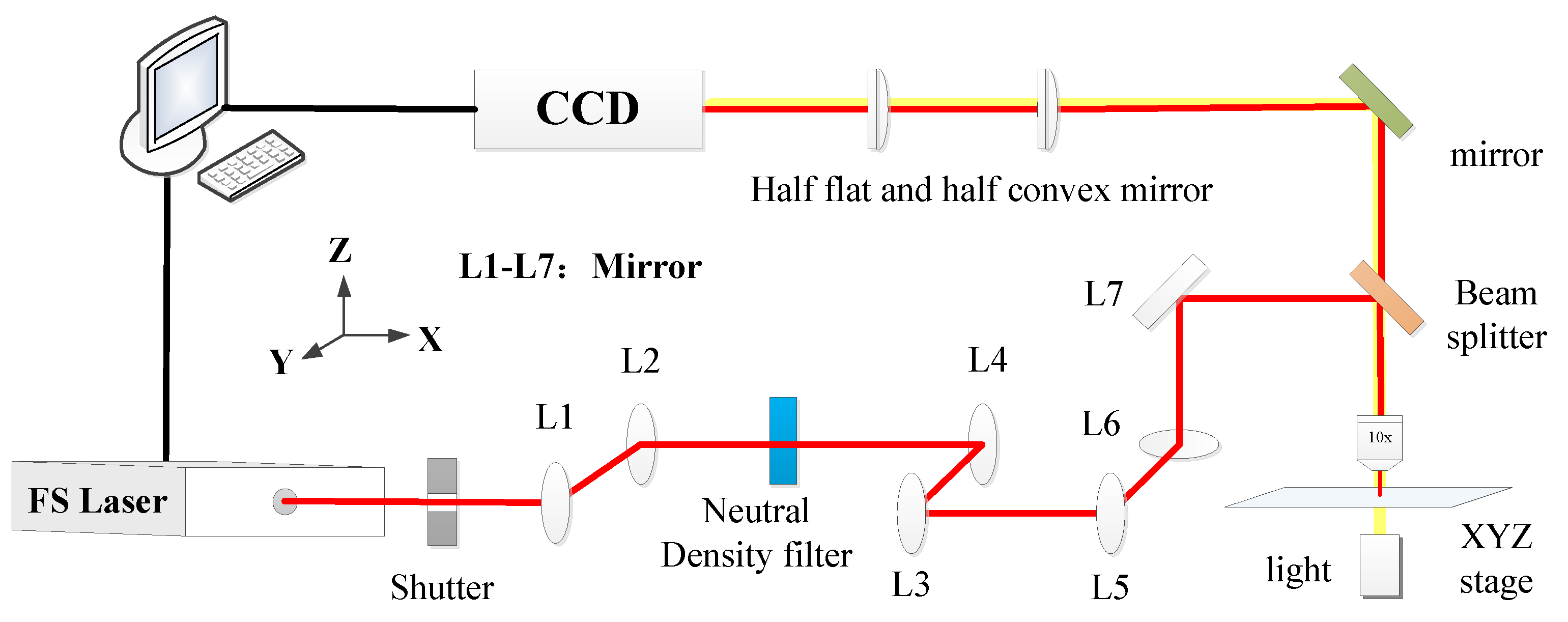
2. Materials and Methods
3. Results
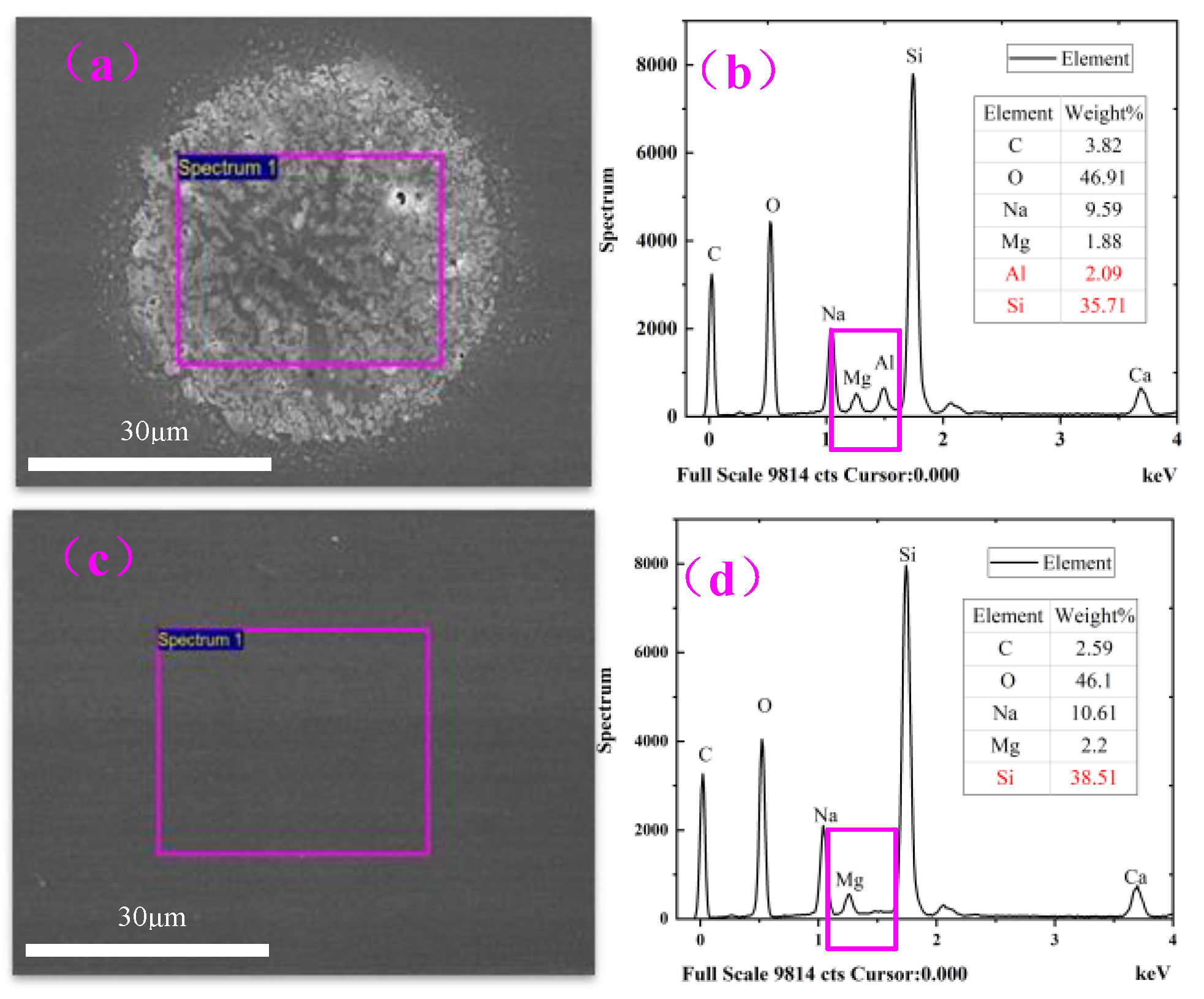
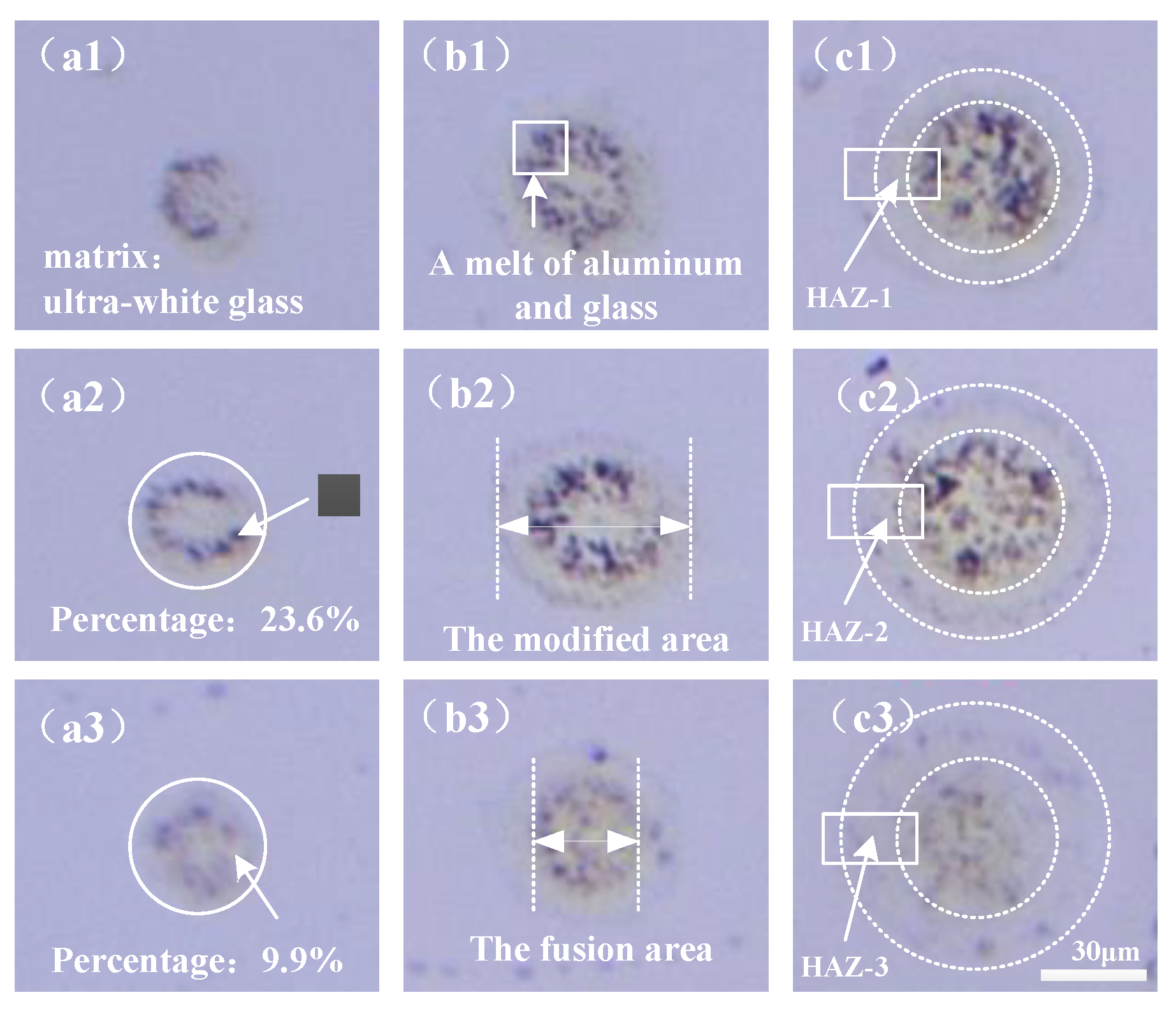
3.1. Laser Induced Modification of Ultra–White Glass
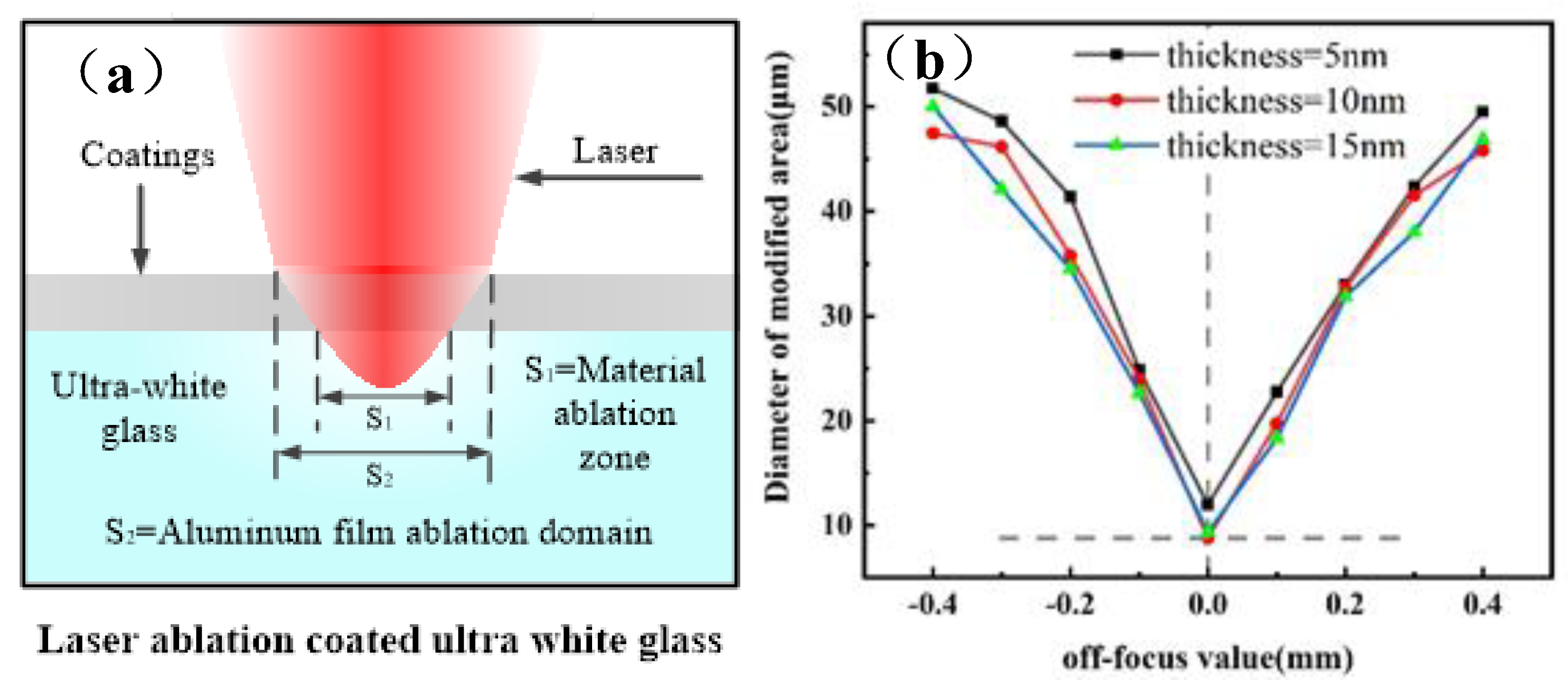
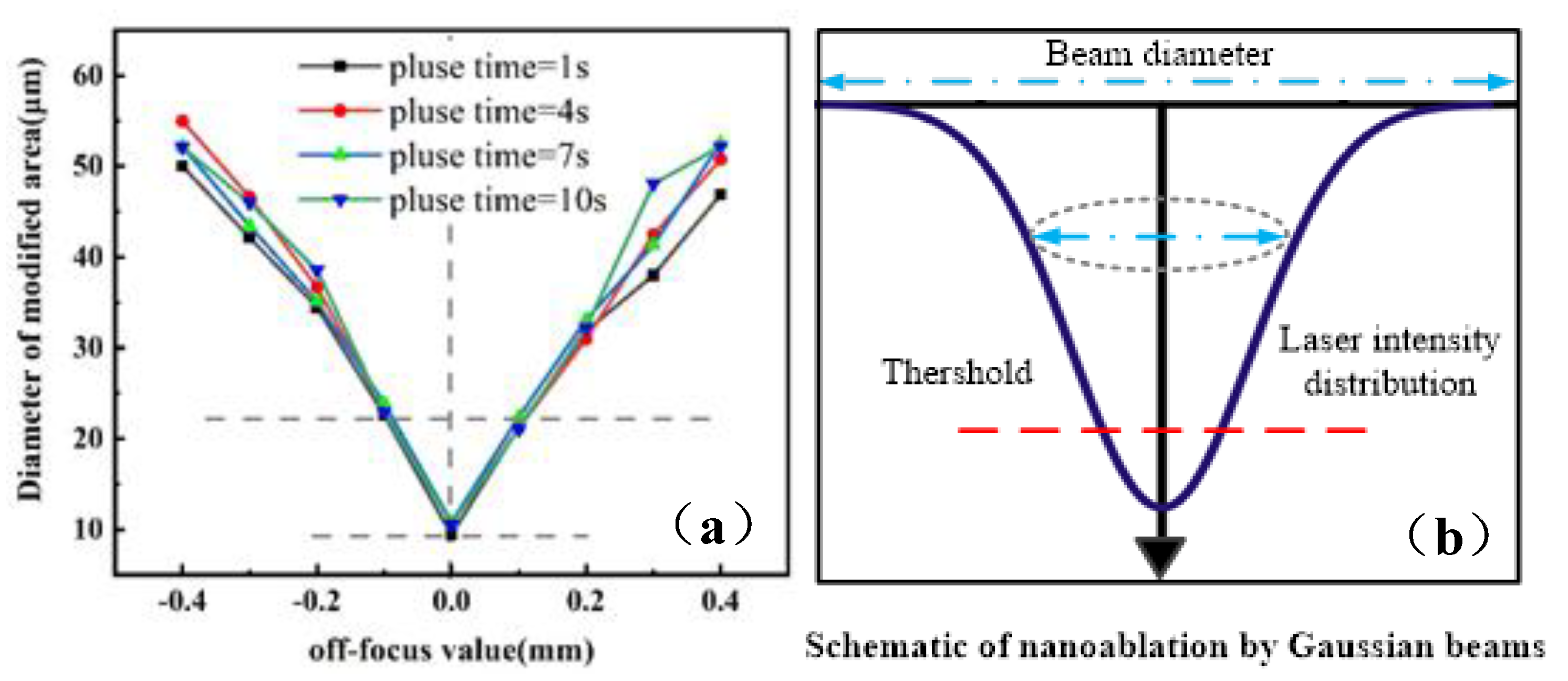
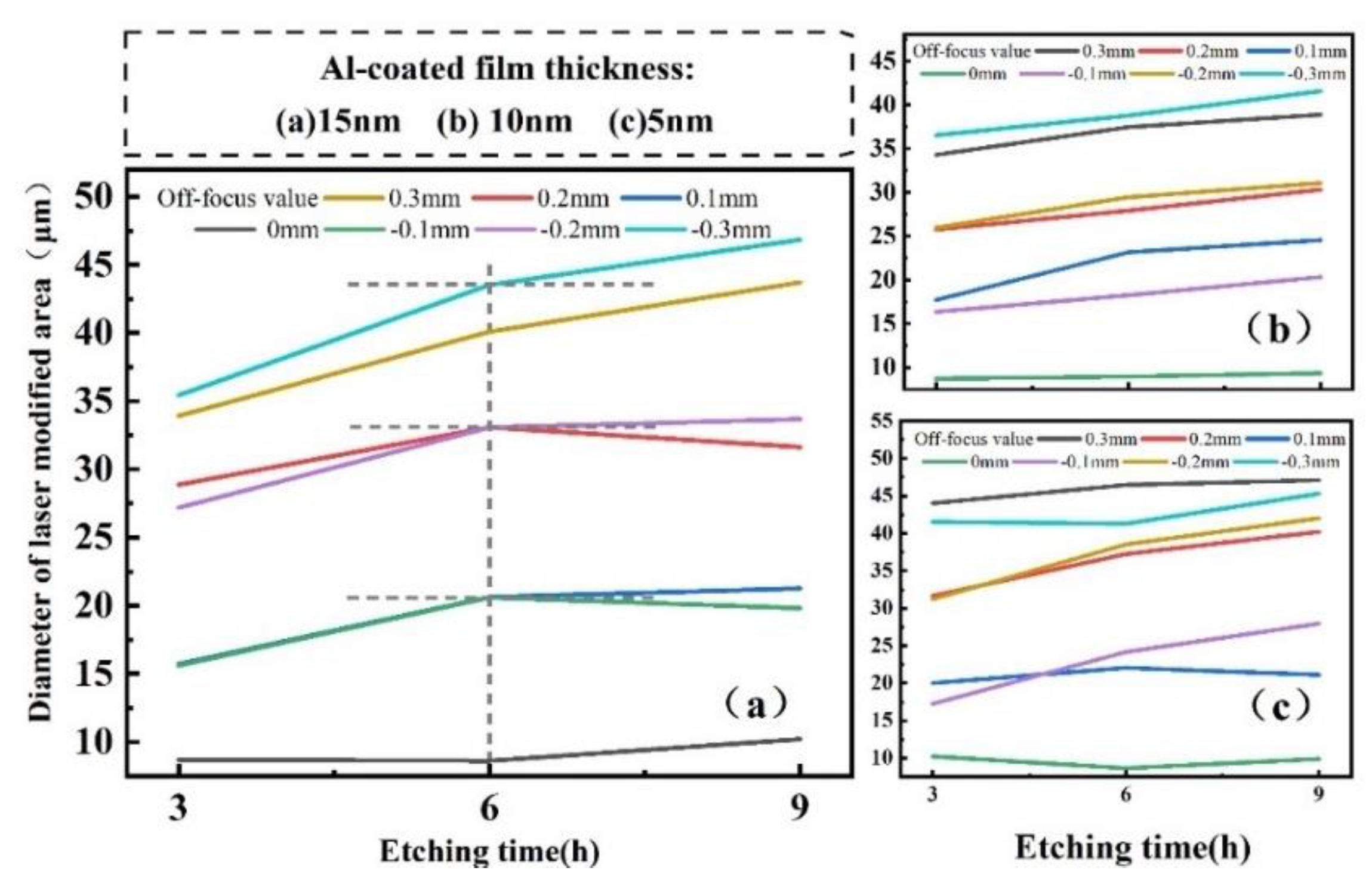
3.2. The Influence of Different Parameters on the Morphology of Craters
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Peters, D.; Drallmeier, J.; Bristow, D.A. Sensing and Control in Glass Additive Manufacturing. Mechatronics 2018, 56, 188–197. [Google Scholar] [CrossRef]
- Zhang, X.W.; Zhang, Y.Q.; Li, M. Ultra-White Glass. CN Patent CN102092941 B[P], 14 November 2012. [Google Scholar]
- Huang, L.; Cao, Y.; Jia, F.; Lei, Y. Study on the stability of gas film in electrochemical discharge machining of ultra-white glass micro array holes. Microsyst. Technol. 2019, 26, 947–955. [Google Scholar] [CrossRef]
- Jahan, M.P.; Perveen, A.; Rumsey, A.M. A review on the conventional, non-conventional, and hybrid micromachining of glass. Mach. Sci. Technol. 2019, 23, 264–338. [Google Scholar] [CrossRef]
- Park, B.J.; Choi, Y.J.; Chu, C.N. Prevention of exit crack in micro drilling of soda-lime glass. CIRP Ann. Manuf. Technol. 2002, 51, 347–350. [Google Scholar] [CrossRef]
- Kim, H.H.; Chung, S.C. Optimization of diamond micro-drilling processes in glass machining. In Proceedings of the ASPE 22nd Annual Meeting, Dallas, TX, USA, 14–19 October 2007. [Google Scholar]
- Sun, X.Q.; Masuzawa, T.; Fujino, M. Micro ultrasonic machining and its applications in MEMS. Sens. Actuators A Phys. 1996, 57, 159–164. [Google Scholar] [CrossRef]
- Egashira, K.; Masuzawa, T. Microultrasonic machining by the application of workpiece vibration. CIRP Ann. Manuf. Technol. 1999, 48, 131–134. [Google Scholar] [CrossRef]
- Yan, B.H.; Wang, A.C.; Huang, C.Y.; Huang, F.Y. Study of precision micro-holes in borosilicate glass using micro EDM combined with micro ultrasonic vibration machining. Int. J. Mach. Tools Manuf. 2002, 42, 1105–1112. [Google Scholar] [CrossRef]
- West, J.; Jadhav, A. ECDM methods for fluidic interfacing through thin glass substrates and the formation of spherical microcavities. J. Micromech. Microeng. 2007, 17, 403–409. [Google Scholar] [CrossRef]
- Lee, E.S.; Howard, D.; Liang, E.; Collins, S.D.; Smith, R.L. Removable tubing interconnects for glass-based micro-fluidic systems made using ECDM. J. Micromech. Microeng. 2004, 14, 535–541. [Google Scholar] [CrossRef]
- Cao, X.D.; Kim, B.H.; Chu, C.N. Micro-structuring of glass with features less than 100 mm by electrochemical discharge machining. Precis. Eng. 2009, 33, 459–465. [Google Scholar] [CrossRef]
- Zhang, Z.; Liu, W.; Song, Z. Particle size and surfactant effects on chemical mechanical polishing of glass using silica-based slurry. Appl. Opt. 2010, 49, 5480–5485. [Google Scholar] [CrossRef] [PubMed]
- Kim, D.; Ahn, Y.; Lee, S.; Kim, Y. Voltage pulse frequency and duty ratio effects in an electrochemical discharge micro-drilling process of Pyrex glass. Int. J. Mach. Tools Manuf. 2006, 46, 1064–1067. [Google Scholar] [CrossRef]
- Nikumb, S.; Chen, Q.; Li, C.; Reshef, H.; Zheng, H.Y.; Qui, H.; Low, D. Precision glass machining, drilling and profile cutting by short pulse lasers. Thin Solid Film. 2004, 477, 216–221. [Google Scholar] [CrossRef] [Green Version]
- Agarwal, A.; Tomozawa, M. Surface and bulk structural relaxation kinetics of silica glass. J. Non-Cryst. Solids 1997, 209, 264–272. [Google Scholar] [CrossRef]
- Juodkazis, S.; Nishi, Y.; Misawa, H. Femtosecond laser-assisted formation of channels in sapphire using KOH solution. Phys. Status Solidi (RRL)-Rapid Res. Lett. 2008, 2, 275–277. [Google Scholar] [CrossRef]
- Fukata, N.; Yamamoto, Y.; Murakami, K. In situ spectroscopic measurement of transmitted light related to defect formation in SiO2 during femtosecond laser irradiation. Appl. Phys. Lett. 2003, 83, 3495–3497. [Google Scholar] [CrossRef] [Green Version]
- Boero, M.; Oshiyama, A.; Silvestrelli, P.L.; Murakami, K. Free energy molecular dynamics simulations of pulsed-laser-irradiated SiO2: Si–Si bond formation in a matrix of SiO2. Appl. Phys. Lett. 2005, 86, 201910. [Google Scholar] [CrossRef] [Green Version]
- Miura, K.; Shimotsuma, Y.; Sakakura, M. Feratosecond fluorescence spectroscopy and near-field spectroscopy of water-soluble tetra(4-sulfonatophenyl) porphyrin and its J-aggregate. J. Photo Chem. Photobiol. A-Chem. 2006, 178, 192–200. [Google Scholar] [CrossRef]
- Liu, H.; Lin, W.; Hong, M. Hybrid laser precision engineering of transparent hard materials: Challenges, solutions and applications. Light Sci. Appl. 2021, 10, 162. [Google Scholar] [CrossRef]
- Corbari, C.; Champion, A.; Gecevičius, M.; Beresna, M.; Bellouard, Y.; Kazansky, P.G. Femtosecond versus picosecond laser machining of nano-gratings and micro-channels in silica glass. Opt. Express 2013, 21, 3946. [Google Scholar] [CrossRef] [Green Version]
- Bellouard, Y.; Colomb, T.; Depeursinge, C.; Dugan, M.; Said, A.A.; Bado, P. Nanoindentation and birefringence measurements on fused silica specimen exposed to low-energy femtosecond pulses. Opt. Express 2006, 14, 8360. [Google Scholar] [CrossRef] [Green Version]
- Du, K.; Jiang, L.; Li, X.; Zhang, H.; Wang, A.; Yao, Z.; Pan, C.; Wang, Z.; Li, M.; Grigoropoulos, C.P.; et al. Chemical etching mechanisms and crater morphologies pre-irradiated by temporally decreasing pulse trains of femtosecond laser. Appl. Surf. Sci. 2018, 10, 272. [Google Scholar] [CrossRef]
- Chen, L. Femtosecond Laser-Induced Periodic Structures on the ITO Film and Glass Surface and Laser Processesing of Cooling Holes in Turbine Blade. Ph.D. Dissertation, East China Normal University, Shanghai, China, 2021. [Google Scholar]
- Xu, L.; Wang, L.; Chen, H.Y.; Wang, X.; Chen, F.Y.; Lyu, B.H.; Hang, W.; Zhao, W.H.; Yuan, J.L. Effects of pH values and H2O2 concentrations on the chemical enhanced shear dilatancy polishing of tungsten. Micromachines 2022, 13, 762. [Google Scholar] [CrossRef] [PubMed]
- Zhang, F. Thermodynamic basis of glass-metal sealing (Continued 3). Glass Enamel 1988, 1, 53–58. [Google Scholar]
- Duffie, J.A.; William, A.; Beckman. Solar Engineering of Thermal Processes; New York John Wiley & Son. Inc.: New York, NY, USA, 1991; pp. 35–39. [Google Scholar]
- Seidel, H.; Csepregi, L.; Heuberger, A.; Boumgortel, H. Anisotropic etching of crystalline silicon in alkaline solutions. J. Electrochem. Soc. 1990, 137, 3612–3626. [Google Scholar] [CrossRef]
- Wang, Q. Generation and Application of Micro Structures on Monocrystalline Silicon Fabricated by Femtosecond Laser Irradiation and Wet Etching. Ph.D. Dissertation, Shandong University, Jinan, China, 2021. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Aluminum Film Thickness (nm) | Laser Duration (s) | Laser Power (w) | Etching Time (h) |
|---|---|---|---|
| 5 | 1 | 1.0 | 3 |
| 10 | 4 | 0.8 | 6 |
| 15 | 7 | 0.6 | 9 |
| 10 | 0.4 |
| Aluminum Film Thickness (nm) | Slope | Intercept (μm2) | ||
|---|---|---|---|---|
| 5 | 778.29 | 1319.80 | 19.73 | 0.183 |
| 10 | 949.43 | 1068.10 | 21.79 | 0.325 |
| 15 | 1197.60 | 1285.80 | 24.47 | 0.342 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, Y.; Xia, B.; Han, S.; Li, C.; Wan, L. Glass Surface Modification Was Induced by the Combination of Coating Technology and Femtosecond Laser Assisted Chemical Etching. Processes 2022, 10, 1309. https://doi.org/10.3390/pr10071309
Wang Y, Xia B, Han S, Li C, Wan L. Glass Surface Modification Was Induced by the Combination of Coating Technology and Femtosecond Laser Assisted Chemical Etching. Processes. 2022; 10(7):1309. https://doi.org/10.3390/pr10071309
Chicago/Turabian StyleWang, Yu, Bo Xia, Shuai Han, Chunyang Li, and Lulu Wan. 2022. "Glass Surface Modification Was Induced by the Combination of Coating Technology and Femtosecond Laser Assisted Chemical Etching" Processes 10, no. 7: 1309. https://doi.org/10.3390/pr10071309
APA StyleWang, Y., Xia, B., Han, S., Li, C., & Wan, L. (2022). Glass Surface Modification Was Induced by the Combination of Coating Technology and Femtosecond Laser Assisted Chemical Etching. Processes, 10(7), 1309. https://doi.org/10.3390/pr10071309