
Foundry Service of CMOS MEMS Processes and the Case Study of the Flow Sensor



Abstract
:1. Introduction
- Flow sensors have many emerging applications such as in oxygen respirators [61], leak detection [62], flow rate detection [59,60], gas supply control [58,63], air speed detection of wind tunnel [64], wind turbine [65,66,67,68], biomimetic flapping wing studies [69,70,71,72,73,74,75], etc. A robust and miniaturized instrument and measurement system is required to obtain accurate and reliable flow speed recordings of the above applications.
- The design configurations of flow sensors are quite different from other mechanical sensors such as pressure sensors and inertial sensors [78]. Their requirement about the post-process was different from other MEMS sensors as well. By including this case study, one can complete the addressing of CMOS MEMS foundry technology.
2. CMOS MEMS Foundry Service
2.1. Early Development of CMOS MEMS
2.2. Educational CMOS Foundry Service Provided by TSRI
3. Post-Processes of CMOS MEMS Devices
4. Case Study of Flow Sensor Using UMC 0.18 µm CMOS MEMS Process
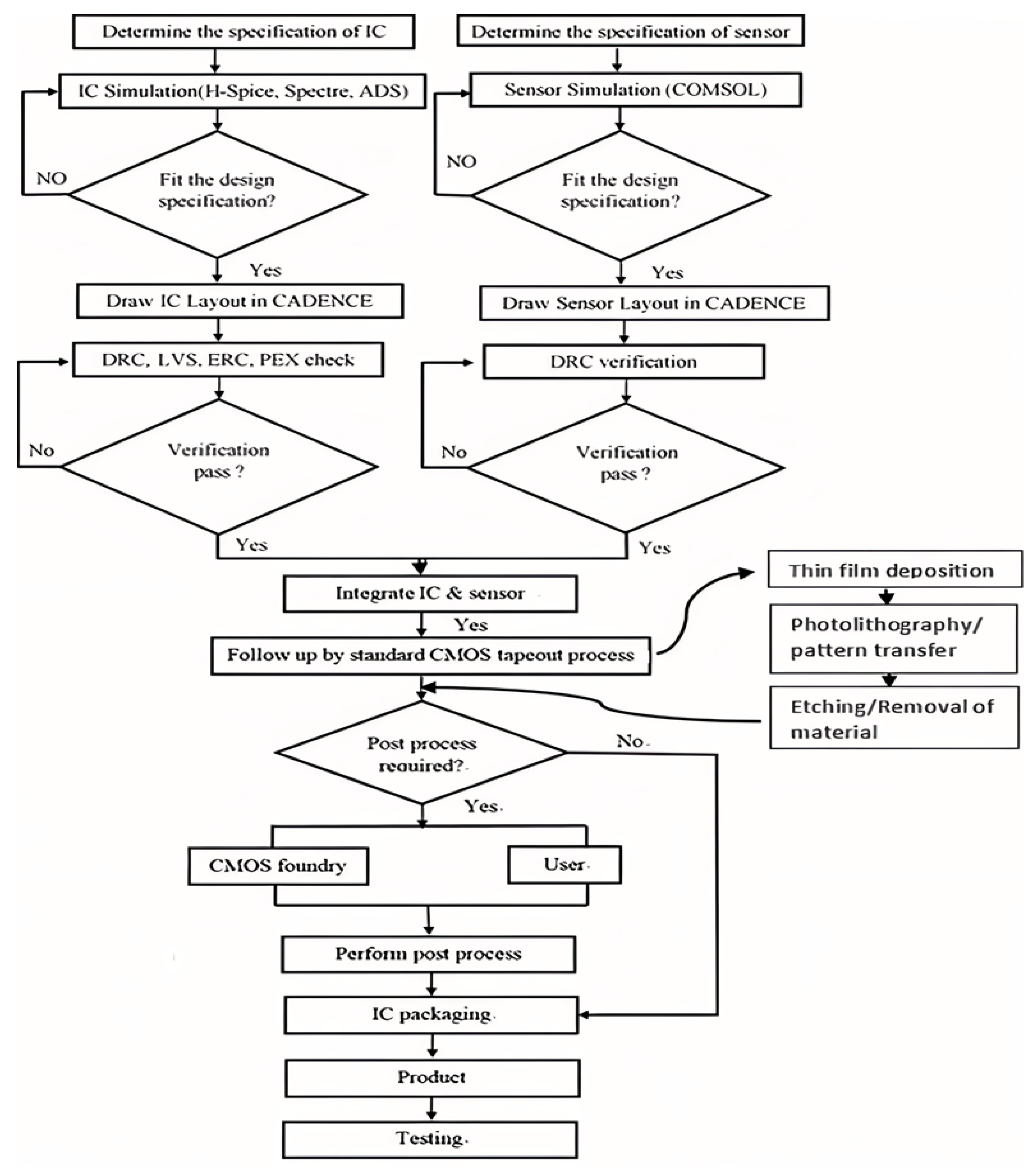
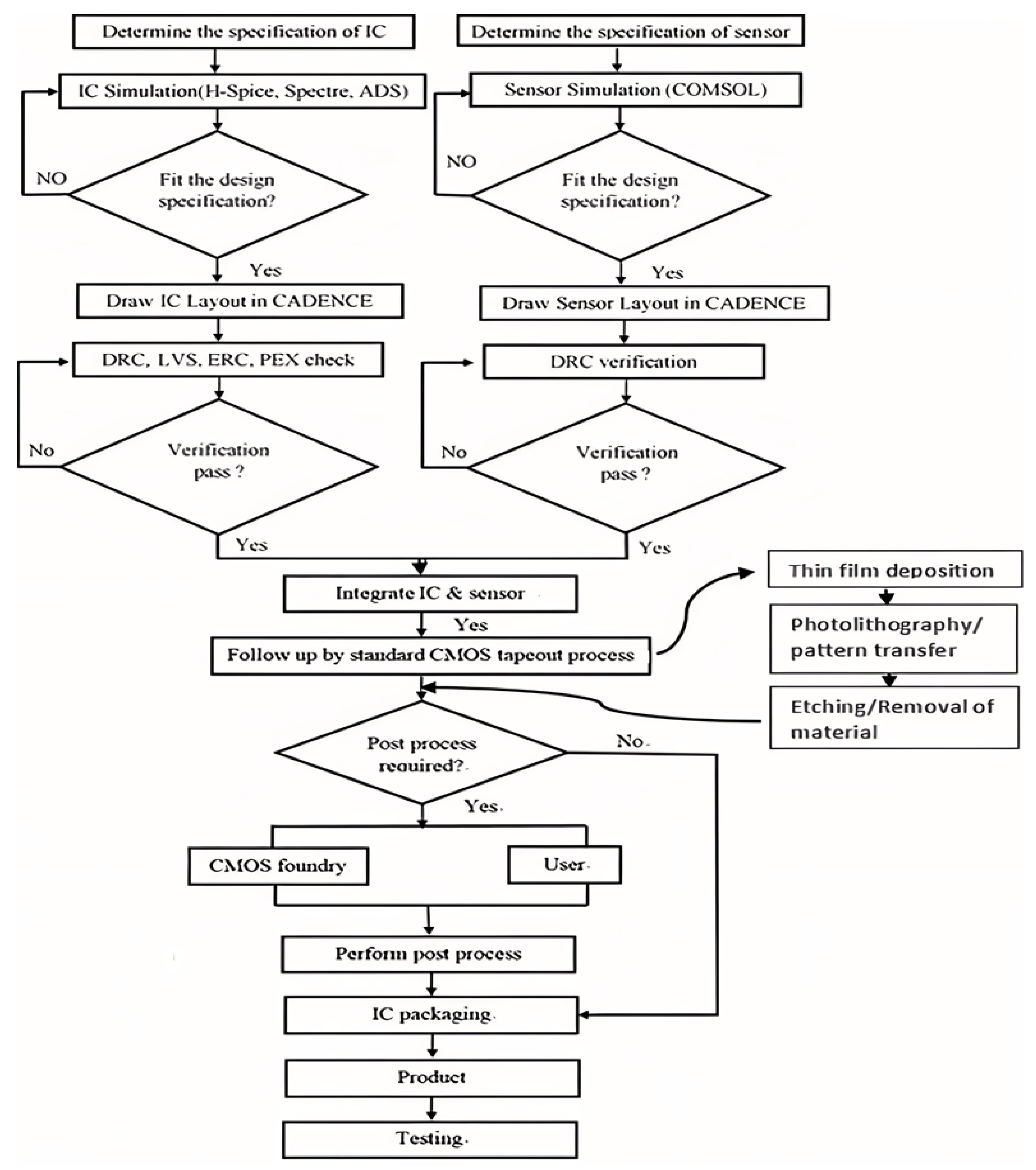
4.1. CMOS MEMS Sensor Design Flow
4.2. Flow Sensor Design
4.3. Instrumentation Amplifier Design
5. Results and Discussions
5.1. Smaller Device Size
5.2. Less Power Consumption
5.3. Enhancing the Sensing Sensitivity by On-Chip Amplifiers
5.4. Other Technical Issues of CMOS MEMS Process
5.4.1. Residual Stress and Resistivity of the CMOS Layers
5.4.2. Monolithic Integration of MEMS and CMOS Circuits
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Acknowledgments
Conflicts of Interest
References
- Feynman, R.P. There’s plenty of room at the bottom. Eng. Sci. 1959, 23, 22–36. [Google Scholar]
- Shockley, W. The Theory of p-n Junctions in Semiconductors and p-n Junction Transistors. Bell Syst. Tech. J. 1949, 28, 435–489. [Google Scholar] [CrossRef]
- Bardeen, J.; Brattain, W.H. Physical principles involved in transistor action. Phys. Rev. 1949, 75, 1208. [Google Scholar] [CrossRef]
- Ghodssi, R.; Lin, P. MEMS Materials and Processes Handbook; Springer Science & Business Media: Berlin/Heidelberg, Germany, 2011; Volume 1. [Google Scholar]
- Smith, C.S. Piezoresistance effect in germanium and silicon. Phys. Rev. 1954, 94, 42. [Google Scholar] [CrossRef]
- Petersen, K.E. Silicon as a mechanical material. Proc. IEEE 1982, 70, 420–457. [Google Scholar] [CrossRef]
- Nathanson, H.C.; Newell, W.E.; Wickstrom, R.A.; Davis, J.R. The resonant gate transistor. IEEE Trans. Electron Devices 1967, 14, 117–133. [Google Scholar] [CrossRef]
- Faggin, F.; Hoff, M.E.; Mazor, S.; Shima, M. The History of the 4004. IEEE Micro. 1996, 16, 10–20. [Google Scholar] [CrossRef]
- Fan, L.-S.; Tai, Y.-C.; Muller, R.S. IC-processed electrostatic micromotors. Sens. Actuators 1989, 20, 41–47. [Google Scholar] [CrossRef] [Green Version]
- Muller, R.; Conragan, J. Transducer action in a metal-insulator-piezoelectric-semiconductor trIODE. Appl. Phys. Lett. 1965, 6, 83–85. [Google Scholar] [CrossRef]
- Sangster, F.L.J.; Teer, K. Bucket-brigade electronics: New possibilities for delay, time-axis conversion, and scanning. IEEE J. Solid-State Circuits 1969, 4, 131–136. [Google Scholar] [CrossRef]
- Boyle, W.S.; Smith, G.E. Charge coupled semiconductor devices. Bell Syst. Tech. J. 1970, 49, 587–593. [Google Scholar] [CrossRef]
- Samaun, S.; Wise, K.; Nielsen, E.; Angell, J. An IC piezoresistive pressure sensor for biomedical instrumentation. In Proceedings of the 1971 IEEE International Solid-State Circuits Conference, Digest of Technical Papers, Philadelphia, PA, USA, 17–19 February 1971; pp. 104–105. [Google Scholar]
- Terry, S.C.; Jerman, J.H.; Angell, J.B. A gas chromatographic air analyzer fabricated on a silicon wafer. IEEE Trans. Electron Devices 1979, 26, 1880–1886. [Google Scholar] [CrossRef]
- Wise, K.D.; Angell, J.B.; Starr, A. An integrated-circuit approach to extracellular microelectrodes. IEEE Trans. Biomed. Eng. 1970, 17, 238–247. [Google Scholar] [CrossRef] [Green Version]
- Borky, J.; Wise, K.D. Integrated signal conditioning for silicon pressure sensors. IEEE Trans. Electron Devices 1979, 26, 1906–1910. [Google Scholar] [CrossRef]
- Matsuo, T.; Wise, K.D. An integrated field-effect electrode for biopotential recording. IEEE Trans. Biomed. Eng. 1974, BME-21, 485–487. [Google Scholar] [CrossRef]
- Najafi, K.; Wise, K.; Mochizuki, T. A high-yield IC-compatible multichannel recording array. IEEE Trans. Electron Devices 1985, 32, 1206–1211. [Google Scholar] [CrossRef]
- Yoon, E.; Wise, K.D. A multi-element monolithic mass flowmeter with on-chip CMOS readout electronics. In Proceedings of the IEEE 4th Technical Digest on Solid-State Sensor and Actuator Workshop, Island, SC, USA, 4–7 June 1990; pp. 161–164. [Google Scholar]
- Ko, W.H.; Bao, M.-H.; Hong, Y.-D. A high-sensitivity integrated-circuit capacitive pressure transducer. IEEE Trans. Electron Devices 1982, 29, 48–56. [Google Scholar] [CrossRef]
- Ko, W.H.; Hynecek, J.; Boettcher, S.F. Development of a miniature pressure transducer for biomedical applications. IEEE Trans. Electron Devices 1979, 26, 1896–1905. [Google Scholar] [CrossRef]
- Wen, C.-C.; Chen, T.; Zemel, J. Gate-controlled diodes for ionic concentration measurement. IEEE Trans. Electron Devices 1979, 26, 1945–1951. [Google Scholar]
- Lundström, K.; Shivaraman, M.; Svensson, C. A hydrogen-sensitive Pd-gate MOS transistor. J. Appl. Phys. 1975, 46, 3876–3881. [Google Scholar] [CrossRef]
- Fischer, A.C.; Forsberg, F.; Lapisa, M.; Bleiker, S.J.; Stemme, G.; Roxhed, N.; Niklaus, F. Integrating mems and ics. Microsyst. Nanoeng. 2015, 1, 1–16. [Google Scholar] [CrossRef] [Green Version]
- Senturia, S. Microfabricated structures for the measurement of mechanical properties and adhesion of thin films. In Proceedings of the Proc Transducers, Tokyo, Japan, 2–5 June 1987; pp. 11–16. [Google Scholar]
- Van Putten, A.; Middelhoek, S. Integrated silicon anemometer. Electron. Lett. 1974, 10, 425–426. [Google Scholar] [CrossRef]
- Bergveld, P. Development of an ion-sensitive solid-state device for neurophysiological measurements. IEEE Trans. Biomed. Eng. 1970, 17, 70–71. [Google Scholar] [CrossRef]
- Reyntjens, S.; Puers, R. A review of focused ion beam applications in microsystem technology. J. Micromechanics Microengineering 2001, 11, 287. [Google Scholar] [CrossRef]
- Baltes, H.; Göpel, W.; Hesse, J. Sensors, Update 9; Wiley-VCH: Weinheim, Germany, 2001; Volume 9. [Google Scholar]
- Göpel, W.; Anderson, J.; Frankel, D.; Jaehnig, M.; Phillips, K.; Schäfer, J.; Rocker, G. Surface defects of TiO2 (110): A combined XPS, XAES and ELS study. Surf. Sci. 1984, 139, 333–346. [Google Scholar] [CrossRef]
- Göpel, W.; Rocker, G.; Feierabend, R. Intrinsic defects of Ti O 2 (110): Interaction with chemisorbed O2, H2, CO, and CO2. Phys. Rev. B 1983, 28, 3427. [Google Scholar] [CrossRef]
- Krötz, G.; Möller, H.; Eickhoff, M.; Zappe, S.; Ziermann, R.; Obermeier, E.; Stoemenos, J. Heteroepitaxial growth of 3C-SiC on SOI for sensor applications. Mater. Sci. Eng. B 1999, 61, 516–521. [Google Scholar] [CrossRef]
- Obermeier, E.; Kopystynski, P. Polysilicon as a material for microsensor applications. Sens. Actuators A Phys. 1992, 30, 149–155. [Google Scholar] [CrossRef]
- Shaw, K.A.; Zhang, Z.L.; MacDonald, N.C. SCREAM I: A single mask, single-crystal silicon, reactive ion etching process for microelectromechanical structures. Sens. Actuators A Phys. 1994, 40, 63–70. [Google Scholar] [CrossRef]
- Dai, C.-L.; Lu, S.-S.; Chang, P.-Z. Design and processing of integrated micro accel-erometers using standard cmos process. J. Chin. Inst. Eng. 1997, 20, 47–55. [Google Scholar] [CrossRef]
- Qu, H. CMOS MEMS fabrication technologies and devices. Micromachines 2016, 7, 14. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Dai, C.-L.; Chang, P.-Z. In-situ micro strain gauges for measuring residual strain of three CMOS thin films using only one maskless post-processing step. J. Chin. Inst. Eng. 1997, 20, 539–548. [Google Scholar] [CrossRef]
- Tsai, Z.-Y.; Shih, P.-J.; Tsai, Y.-C.; Dai, C.-L. Manufacturing and Testing of Radio Frequency MEMS Switches Using the Complementary Metal Oxide Semiconductor Process. Sensors 2021, 21, 1396. [Google Scholar] [CrossRef] [PubMed]
- Baltes, H.; Brand, O.; Hierlemann, A.; Lange, D.; Hagleitner, C. CMOS MEMS-present and future. In Proceedings of the Technical Digest, MEMS 2002 IEEE International Conference, Fifteenth IEEE International Conference on Micro Electro Mechanical Systems (Cat. No. 02CH37266), Las Vegas, NV, USA, 24–24 January 2002; pp. 459–466. [Google Scholar]
- Wang, H.-J.; Cheng, T.-Y.; Huang, C.-C.; Su, C.-Y.; Dai, C.-L.; Tsai, Y.-C. High sensitivity and flexible fabric strain sensor based on electrochemical graphene. Jpn. J. Appl. Phys. 2021, 60, SCCD04. [Google Scholar] [CrossRef]
- Baltes, H. CMOS as sensor technology. Sens. Actuators A Phys. 1993, 37, 51–56. [Google Scholar] [CrossRef]
- Baltes, H.; Brand, O. CMOS-based microsensors and packaging. Sens. Actuators A Phys. 2001, 92, 1–9. [Google Scholar] [CrossRef]
- Baltes, H. CMOS micro electro mechanical systems. Sens. Mater. 1997, 9, 331–346. [Google Scholar]
- Baltes, H.; Brand, O.; Fedder, G.K.; Hierold, C.; Korvink, J.G.; Tabata, O. Cmos-Mems; John Wiley & Sons: Hoboken, NJ, USA, 2013. [Google Scholar]
- Baltes, H.; Brand, O.; Fedder, G.K.; Hierold, C.; Korvink, J.G.; Tabata, O. CMOS-MEMS: Advanced Micro and Nanosystems, Volume 2. CMOS-MEMS: Adv. Micro Nanosyst. 2005, 2, 608. [Google Scholar]
- Baltes, H.; Koll, A.; Lange, D. The CMOS MEMS nose-fact or fiction? In Proceedings of the ISIE’97, IEEE International Symposium on Industrial Electronics, Guimaraes, Portugal, 7–11 July 1997; Volume 151, pp. SS152–SS157. [Google Scholar]
- Baltes, H.; Paul, O.; Korvink, J.; Schneider, M.; Buhler, J.; Schneeberger, N.; Jaeggi, D.; Malcovati, P.; Hornung, M.; Hiberli, A. IC MEMs Microtransducers. In Proceedings of the International Electron Devices Meeting, Technical Digest, San Francisco, CA, USA, 8–11 December 1996; pp. 521–524. [Google Scholar]
- Hagleitner, C.; Hierlemann, A.; Lange, D.; Kummer, A.; Kerness, N.; Brand, O.; Baltes, H. Smart single-chip gas sensor microsystem. Nature 2001, 414, 293–296. [Google Scholar] [CrossRef]
- Bousse, L.; De Rooij, N.F.; Bergveld, P. Operation of chemically sensitive field-effect sensors as a function of the insulator-electrolyte interface. IEEE Trans. Electron Devices 1983, 30, 1263–1270. [Google Scholar] [CrossRef]
- Popovic, R.S. Hall Effect Devices; CRC Press: Boca Raton, FL, USA, 2003. [Google Scholar]
- Eaton, W.P.; Smith, J.H. Micromachined pressure sensors: Review and recent developments. Smart Mater. Struct. 1997, 6, 530. [Google Scholar] [CrossRef]
- Dudaicevs, H.; Kandler, M.; Manoli, Y.; Mokwa, W.; Spiegel, E. Surface micromachined pressure sensors with integrated CMOS read-out electronics. Sens. Actuators A Phys. 1994, 43, 157–163. [Google Scholar] [CrossRef]
- Chang, P.-Z.; Dai, C.-L. Microstructural fabrication for measuring residual strains of CMOS thin films. Int. J. Jpn. Soc. Precis. Eng. 1999, 33, 135–140. [Google Scholar]
- Chang, C.; Dai, C.L.; Chen, J.Y.; Chen, H.; Yen, K.; Chiou, J.H.; Chang, P.Z. A wideband electrostatic microwave switch fabricated by surface micromachining. J. Chin. Inst. Eng. 2000, 23, 781–787. [Google Scholar] [CrossRef]
- Tsai, C.-C.; Li, Z.-H.; Lin, Y.-T.; Lu, M.S.-C. A closed-loop controlled CMOS MEMS biaxial scanning mirror for projection displays. IEEE Sens. J. 2019, 20, 242–249. [Google Scholar] [CrossRef]
- Pornsin-Sirirak, N.; Liger, M.; Tai, Y.-C.; Ho, S.; Ho, C.-M. Flexible parylene-valved skin for adaptive flow control. In Proceedings of the Technical Digest, MEMS 2002 IEEE International Conference, Fifteenth IEEE International Conference on Micro Electro Mechanical Systems (Cat. No. 02CH37266), Las Vegas, NV, USA, 24–24 January 2002; pp. 101–104. [Google Scholar]
- Xu, Y.; Tai, Y.-C.; Huang, A.; Ho, C.-M. IC-integrated flexible shear-stress sensor skin. J. Microelectromechanical Syst. 2003, 12, 740–747. [Google Scholar]
- Xu, Y.; Chiu, C.-W.; Jiang, F.; Lin, Q.; Tai, Y.-C. A MEMS multi-sensor chip for gas flow sensing. Sens. Actuators A Phys. 2005, 121, 253–261. [Google Scholar] [CrossRef]
- Xu, W.; Song, K.; Ma, S.; Gao, B.; Chiu, Y.; Lee, Y.-K. Theoretical and experimental investigations of thermoresistive micro calorimetric flow sensors fabricated by CMOS MEMS technology. J. Microelectromechanical Syst. 2016, 25, 954–962. [Google Scholar] [CrossRef]
- Ahmed, M.; Xu, W.; Mohamad, S.; Duan, M.; Lee, Y.-K.; Bermak, A. Integrated CMOS-MEMS flow sensor with high sensitivity and large flow range. IEEE Sens. J. 2017, 17, 2318–2319. [Google Scholar] [CrossRef]
- Liao, S.-H.; Chen, W.-J.; Lu, M.S.-C. A CMOS MEMS capacitive flow sensor for respiratory monitoring. IEEE Sens. J. 2013, 13, 1401–1402. [Google Scholar] [CrossRef]
- Xu, W.; Wang, X.; Zhao, X.; Ke, Z.; Lee, Y.-K. An integrated CMOS MEMS gas flow sensor with detection limit towards micrometer per second. In Proceedings of the 2020 IEEE 33rd International Conference on Micro Electro Mechanical Systems (MEMS), Vancouver, Canada, 18–22 January 2020; pp. 200–203. [Google Scholar]
- Shen, W.-C.; Shih, P.-J.; Tsai, Y.-C.; Hsu, C.-C.; Dai, C.-L. Low-concentration ammonia gas sensors manufactured using the CMOS–MEMS technique. Micromachines 2020, 11, 92. [Google Scholar] [CrossRef] [Green Version]
- Barlow, J.B.; Rae, W.H.; Pope, A. Low-Speed Wind Tunnel Testing; John Wiley & Sons: Hoboken, NJ, USA, 1999. [Google Scholar]
- Benedetti, M.; Fontanari, V.; Zonta, D. Structural health monitoring of wind towers: Remote damage detection using strain sensors. Smart Mater. Struct. 2011, 20, 055009. [Google Scholar] [CrossRef]
- Yang, W.; Tavner, P.J.; Crabtree, C.J.; Feng, Y.; Qiu, Y. Wind turbine condition monitoring: Technical and commercial challenges. Wind. Energy 2014, 17, 673–693. [Google Scholar] [CrossRef] [Green Version]
- Pedersen, M.M.; Larsen, T.J.; Madsen, H.A.; Larsen, G.C. Using wind speed from a blade-mounted flow sensor for power and load assessment on modern wind turbines. Wind. Energy Sci. 2017, 2, 547–567. [Google Scholar] [CrossRef] [Green Version]
- Leu, T.; Yu, J.; Miau, J.; Chen, S. MEMS flexible thermal flow sensors for measurement of unsteady flow above a pitching wind turbine blade. Exp. Therm. Fluid Sci. 2016, 77, 167–178. [Google Scholar] [CrossRef]
- Yang, L.-J. The micro-air-vehicle Golden Snitch and its figure-of-8 flapping. J. Appl. Sci. Eng. 2012, 15, 197–212. [Google Scholar]
- Wei, G.; Bi, Y.; Li, X.; Xu, D.; Xu, W.; Yang, L.-J.; Qin, Y.; Guo, H.; Zhao, X.; Chen, X. Self-powered hybrid flexible nanogenerator and its application in bionic micro aerial vehicles. Nano. Energy 2018, 54, 10–16. [Google Scholar] [CrossRef]
- Yang, L.-J.; Tasupalli, C.; Waikhom, R.; Panchal, N. Soap Film Visualization of a 10 cm-Span Flapping Wing. Fluids 2021, 6, 361. [Google Scholar] [CrossRef]
- Yang, L.-J.; Esakki, B. Flapping Wing Vehicles: Numerical and Experimental Approach; CRC Press: Boca Raton, FL, USA, 2021. [Google Scholar]
- Yang, L.-J.; Esakki, B.; Chandrasekhar, U.; Hung, K.-C.; Cheng, C.-M. Practical flapping mechanisms for 20 cm-span micro air vehicles. Int. J. Micro Air Veh. 2015, 7, 181–202. [Google Scholar] [CrossRef] [Green Version]
- Yang, L.-J.; Esakki, B.; Waikhom, R. Inertial Effect on the Time-Averaged Lift of Flapping Wings. J. Appl. Sci. Eng. 2020, 23, 357–359. [Google Scholar]
- Yang, L.-J.; Waikhom, R.; Wang, W.-C.; Jabaraj Joseph, V.; Esakki, B.; Kumar Unnam, N.; Li, X.-H.; Lee, C.-Y. Check-valve design in enhancing aerodynamic performance of flapping wings. Appl. Sci. 2021, 11, 3416. [Google Scholar] [CrossRef]
- Ahmed, M.; Xu, W.; Mohamad, S.; Boussaid, F.; Lee, Y.-K.; Bermak, A. Fully integrated bidirectional CMOS-MEMS flow sensor with low power pulse operation. IEEE Sens. J. 2019, 19, 3415–3424. [Google Scholar] [CrossRef]
- Fang, Z.; Li, A.I.; Wang, H.; Zhang, R.; Mai, X.; Pan, T. <? covid19?> AmbuBox: A Fast-Deployable Low-Cost Ventilator for COVID-19 Emergent Care. SLAS TECHNOLOGY: Transl. Life Sci. Innov. 2020, 25, 573–584. [Google Scholar] [CrossRef] [PubMed]
- Javed, Y.; Mansoor, M.; Shah, I.A. A review of principles of MEMS pressure sensing with its aerospace applications. Sens. Rev. 2019, 39, 652–664. [Google Scholar] [CrossRef]
- Fraga, M.; Pessoa, R. Progresses in Synthesis and Application of SiC Films: From CVD to ALD and from MEMS to NEMS. Micromachines 2020, 11, 799. [Google Scholar] [CrossRef]
- Fraga, M.A.; Pessoa, R.S.; Massi, M.; Maciel, H.S. Applications of SiC-based thin films in electronic and MEMS devices. Phys. Technol. Silicon Carbide Devices 2012, 1, 313–336. [Google Scholar]
- Zhai, Y.; Li, H.; Tao, Z.; Cao, X.; Yang, C.; Che, Z.; Xu, T. Design, fabrication and test of a bulk SiC MEMS accelerometer. Microelectron. Eng. 2022, 260, 111793. [Google Scholar] [CrossRef]
- Wright, N.; Horsfall, A. SiC sensors: A review. J. Phys. D Appl. Phys. 2007, 40, 6345. [Google Scholar] [CrossRef]
- Fan, J.; Chu, P.K. Silicon Carbide Nanostructures: Fabrication, Structure, and Properties; Springer: Berlin/Heidelberg, Germany, 2014. [Google Scholar]
- Nakata, S.; Uesugi, A.; Sugano, K.; Rossi, F.; Salviati, G.; Lugstein, A.; Isono, Y. Strain engineering of core–shell silicon carbide nanowires for mechanical and piezoresistive characterizations. Nanotechnology 2019, 30, 265702. [Google Scholar] [CrossRef]
- Sciuto, A.; Calcagno, L.; Mazzillo, M.; Mello, D.; Barbarino, P.P.; Zimbone, M.; D’Arrigo, G. 4H-SiC pn Junction-Based Near IR Photon Source. IEEE Sens. J. 2020, 21, 1504–1509. [Google Scholar] [CrossRef]
- Saddow, S.E. Silicon Carbide Biotechnology: A Biocompatible Semiconductor for Advanced Biomedical Devices and Applications; Elsevier: Amsterdam, The Netherlands, 2012. [Google Scholar]
- Yang, L.-J.; Lin, W.-Z.; Yao, T.-J.; Tai, Y.-C. Photo-patternable gelatin as protection layers in low-temperature surface micromachinings. Sens. Actuators A Phys. 2003, 103, 284–290. [Google Scholar] [CrossRef]
- Wang, H.-H.; Hsu, C.-W.; Liao, W.-H.; Yang, L.-J.; Dai, C.-L. Micro pressure sensors of 50 μm size fabricated by a standard CMOS foundry and a novel post process. In Proceedings of the 19th IEEE International Conference on Micro Electro Mechanical Systems, Istanbul, Turkey, 22–26 January 2006; pp. 578–581. [Google Scholar]
- Yang, L.-J.; Lin, T.-Y. A PDMS-based thermo-pneumatic micropump with Parylene inner walls. Microelectron. Eng. 2011, 88, 1894–1897. [Google Scholar] [CrossRef]
- Yang, L.; Hsieh, K.; Chiou, J.; Chen, J.; Chang, C.; Chang, P. Fabrication of 3-D microcoils with ferromagnetic cores using a standard CMOS process. Sens. Mater. 1999, 11, 359–368. [Google Scholar]
- Yang, L.-J.; Lai, C.-C.; Dai, C.-L.; Chang, P.-Z. A piezoresistive micro pressure sensor fabricated by commercial DPDM CMOS process. J. Appl. Sci. Eng. 2005, 8, 67–73. [Google Scholar]
- Dai, C.-L. In situ electrostatic microactuators for measuring the Young’s modulus of CMOS thin films. J. Micromechanics Microengineering 2003, 13, 563. [Google Scholar] [CrossRef]
- Xu, W.; Wang, X.; Chiu, Y.; Lee, Y.-K. High Sensitivity and Wide Dynamic Range Thermoresistive Micro Calorimetric Flow Sensor with CMOS MEMS Technology. IEEE Sens. J. 2019, 20, 4104–4111. [Google Scholar] [CrossRef]
- Xu, W.; Wang, X.; Zhao, X.; Lee, Y.-K. Two-dimensional CMOS MEMS thermal flow sensor with high sensitivity and improved accuracy. J. Microelectromechanical Syst. 2020, 29, 248–254. [Google Scholar] [CrossRef]
- Djuzhev, N.; Ryabov, V.; Demin, G.; Makhiboroda, M.; Evsikov, I.; Pozdnyakov, M.; Bespalov, V. Measurement system for wide-range flow evaluation and thermal characterization of MEMS-based thermoresistive flow-rate sensors. Sens. Actuators A Phys. 2021, 330, 112832. [Google Scholar] [CrossRef]
- Waikhom, R.; Yang, L.-J.; Shih, H.-Y.; Kuo, C.-R. Self-heating CMOS flow sensor. In Proceedings of the 2021 21st International Conference on Solid-State Sensors, Actuators and Microsystems (Transducers), Online, 20–25 June 2021; pp. 1279–1282. [Google Scholar]
- Xu, W.; Yang, L.-J.; Lee, Y.-K. CMOS Compatible MEMS Air Velocity Sensor With Improved Sensitivity and Linearity for Human Thermal Comfort Sensing Applications. IEEE Sens. J. 2021, 21, 23872–23879. [Google Scholar]
- Chen, W.-R.; Tsai, Y.-C.; Shih, P.-J.; Hsu, C.-C.; Dai, C.-L. Magnetic micro sensors with two magnetic field effect transistors fabricated using the commercial complementary metal oxide semiconductor process. Sensors 2020, 20, 4731. [Google Scholar] [CrossRef]
- Hsieh, C.-H.; Dai, C.-L.; Yang, M.-Z. Fabrication and characterization of CMOS-MEMS magnetic microsensors. Sensors 2013, 13, 14728–14739. [Google Scholar] [CrossRef] [PubMed]
- Lin, Y.-N.; Dai, C.-L. Micro magnetic field sensors manufactured using a standard 0.18-μm CMOS process. Micromachines 2018, 9, 393. [Google Scholar] [CrossRef] [Green Version]
- Tseng, J.-Z.; Shih, P.-J.; Hsu, C.-C.; Dai, C.-L. A three-axis magnetic field microsensor fabricated utilizing a CMOS process. Appl. Sci. 2017, 7, 1289. [Google Scholar] [CrossRef] [Green Version]
- Wu, C.-H.; Shih, P.-J.; Tsai, Y.-C.; Dai, C.-L. Manufacturing and Characterization of Three-Axis Magnetic Sensors Using the Standard 180 nm CMOS Technology. Sensors 2021, 21, 6953. [Google Scholar] [CrossRef]
- Dai, C.-L.; Liu, M.-C.; Chen, F.-S.; Wu, C.-C.; Chang, M.-W. A nanowire WO3 humidity sensor integrated with micro-heater and inverting amplifier circuit on chip manufactured using CMOS-MEMS technique. Sens. Actuators B Chem. 2007, 123, 896–901. [Google Scholar] [CrossRef]
- Hu, Y.-C.; Dai, C.-L.; Hsu, C.-C. Titanium dioxide nanoparticle humidity microsensors integrated with circuitry on-a-chip. Sensors 2014, 14, 4177–4188. [Google Scholar] [CrossRef] [Green Version]
- Lin, Y.-C.; Hong, P.-H.; Yeh, S.-K.; Chang, C.-C.; Fang, W. Monolithic integration of pressure/humidity/temperature sensors for CMOS-MEMS environmental sensing hub with structure designs for performances enhancement. In Proceedings of the 2020 IEEE 33rd International Conference on Micro Electro Mechanical Systems (MEMS), Vancouver, BC, Canada, 18–22 January 2020; pp. 54–57. [Google Scholar]
- Yang, M.-Z.; Dai, C.-L.; Lin, W.-Y. Fabrication and characterization of polyaniline/PVA humidity microsensors. Sensors 2011, 11, 8143–8151. [Google Scholar] [CrossRef] [Green Version]
- Yang, M.-Z.; Dai, C.-L.; Lu, D.-H. Polypyrrole porous micro humidity sensor integrated with a ring oscillator circuit on chip. Sensors 2010, 10, 10095–10104. [Google Scholar] [CrossRef] [Green Version]
- Yang, M.-Z.; Dai, C.-L.; Wu, C.-C. Sol-gel zinc oxide humidity sensors integrated with a ring oscillator circuit on-a-chip. Sensors 2014, 14, 20360–20371. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Liao, W.-Z.; Dai, C.-L.; Yang, M.-Z. Micro ethanol sensors with a heater fabricated using the commercial 0.18 μm CMOS process. Sensors 2013, 13, 12760–12770. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Liu, M.-C.; Dai, C.-L.; Chan, C.-H.; Wu, C.-C. Manufacture of a polyaniline nanofiber ammonia sensor integrated with a readout circuit using the CMOS-MEMS technique. Sensors 2009, 9, 869–880. [Google Scholar] [CrossRef] [Green Version]
- Yang, M.-Z.; Dai, C.-L. Ethanol microsensors with a readout circuit manufactured using the CMOS-MEMS technique. Sensors 2015, 15, 1623–1634. [Google Scholar] [CrossRef] [Green Version]
- Yang, M.-Z.; Dai, C.-L.; Shih, P.-J. An acetone microsensor with a ring oscillator circuit fabricated using the commercial 0.18 μm CMOS Process. Sensors 2014, 14, 12735–12747. [Google Scholar] [CrossRef] [Green Version]
- Dai, C.L.; Chang, P.Z. A CMOS surface micromachined pressure sensor. J. Chin. Inst. Eng. 1999, 22, 375–380. [Google Scholar] [CrossRef]
- Dai, C.-L.; Kao, P.-H.; Tai, Y.-W.; Wu, C.-C. Micro FET pressure sensor manufactured using CMOS-MEMS technique. Microelectron. J. 2008, 39, 744–749. [Google Scholar] [CrossRef]
- Dai, C.-L.; Lu, P.-W.; Chang, C.; Liu, C.-Y. Capacitive micro pressure sensor integrated with a ring oscillator circuit on chip. Sensors 2009, 9, 10158–10170. [Google Scholar] [CrossRef] [Green Version]
- Dai, C.-L.; Lu, P.-W.; Wu, C.-C.; Chang, C. Fabrication of wireless micro pressure sensor using the CMOS process. Sensors 2009, 9, 8748–8760. [Google Scholar] [CrossRef] [Green Version]
- Shih, H.-Y.; Hsin, C.-T.; Yang, C.-W.; Chen, H.-L.; Kuo, J.-Y. A CMOS MEMS Pressure Sensor for Blood Pulse and Pressure Measurement Applications. In Proceedings of the 2021 International Symposium on Intelligent Signal Processing and Communication Systems (ISPACS), Hualien, Taiwan, 16–19 November 2021; pp. 1–2. [Google Scholar]
- Chen, Y.-W.; Wu, C.-C.; Hsu, C.-C.; Dai, C.-L. Fabrication and testing of thermoelectric CMOS-MEMS microgenerators with CNCs film. Appl. Sci. 2018, 8, 1047. [Google Scholar] [CrossRef] [Green Version]
- Kao, P.-H.; Shih, P.-J.; Dai, C.-L.; Liu, M.-C. Fabrication and characterization of CMOS-MEMS thermoelectric micro generators. Sensors 2010, 10, 1315–1325. [Google Scholar] [CrossRef] [Green Version]
- Lee, W.-L.; Shih, P.-J.; Hsu, C.-C.; Dai, C.-L. Fabrication and characterization of flexible thermoelectric generators using micromachining and electroplating techniques. Micromachines 2019, 10, 660. [Google Scholar] [CrossRef] [Green Version]
- Peng, S.-W.; Shih, P.-J.; Dai, C.-L. Manufacturing and characterization of a thermoelectric energy harvester using the CMOS-MEMS technology. Micromachines 2015, 6, 1560–1568. [Google Scholar] [CrossRef] [Green Version]
- Yang, M.-Z.; Wu, C.-C.; Dai, C.-L.; Tsai, W.-J. Energy harvesting thermoelectric generators manufactured using the complementary metal oxide semiconductor process. Sensors 2013, 13, 2359–2367. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Chia, B.T.; Chang, D.-R.; Liao, H.-H.; Yang, Y.-J.; Shih, W.-P.; Chang, F.-Y.; Fan, K.-C. Temperature sensor array using flexible substrate. In Proceedings of the 2007 IEEE 20th International Conference on Micro Electro Mechanical Systems (MEMS), Hyogo, Japan, 21–25 January 2007; pp. 589–592. [Google Scholar]
- Lee, C.-Y.; Lee, S.-J.; Hu, Y.-C.; Shih, W.-P.; Fan, W.-Y.; Chuang, C.-W. Real time monitoring of temperature of a micro proton exchange membrane fuel cell. Sensors 2009, 9, 1423–1432. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Lee, C.-Y.; Lee, S.-J.; Shih, W.-P.; Lin, C.-H.; Chang, C.-C.; Chang, P.-Z. Fabrication of micro temperature sensor and heater in a stainless steel-based micro reformer. In Proceedings of the 2009 4th IEEE International Conference on Nano/Micro Engineered and Molecular Systems, Shenzhen, China, 5–8 January 2009; pp. 172–175. [Google Scholar]
- Shih, W.-P.; Tsao, L.-C.; Lee, C.-W.; Cheng, M.-Y.; Chang, C.; Yang, Y.-J.; Fan, K.-C. Flexible temperature sensor array based on a graphite-polydimethylsiloxane composite. Sensors 2010, 10, 3597–3610. [Google Scholar] [CrossRef] [PubMed]
- Yang, W.-B.; Lin, Y.-Y.; Lo, Y.-L. Analysis and design considerations of static CMOS logics under process, voltage and temperature variation in 90nm CMOS process. In Proceedings of the 2014 International Conference on Information Science, Electronics and Electrical Engineering, Sapporo, Japan, 26–28 April 2014; pp. 1653–1656. [Google Scholar]
- Yang, W.-B.; Lin, Y.-Y.; Wang, C.-H.; Chang, K.-N.; Chen, C.-H.; Lo, Y.-L. Analysis and design considerations of static CMOS logics under process, voltage and temperature variation in UMC 0.18 µm CMOS process. In Proceedings of the 2015 International Symposium on Intelligent Signal Processing and Communication Systems (ISPACS), Nusa Dua Bali, Indonesia, 9–12 November 2015; pp. 57–61. [Google Scholar]
- Yang, W.-B.; Shih, H.-Y.; Lin, Y.-Y.; Hong, M.-H.; Wang, C.-H.; Lo, Y.-L. A 1.8-V 4.36-ppm/° C-TC bandgap reference with temperature variation calibration. In Proceedings of the 2013 International SoC Design Conference (ISOCC), Pusan, Korea, 17–19 November 2013; pp. 103–106. [Google Scholar]
- Yang, L.-J.; Huang, T.-W.; Chang, P.-Z. CMOS microelectromechanical bandpass filters. Sens. Actuators A Phys. 2001, 90, 148–152. [Google Scholar] [CrossRef]
- Chen, W.-C.; Fang, W.; Li, S.-S. A generalized CMOS-MEMS platform for micromechanical resonators monolithically integrated with circuits. J. Micromechanics Microengineering 2011, 21, 065012. [Google Scholar] [CrossRef]
- Li, M.-H.; Chen, C.-Y.; Li, C.-S.; Chin, C.-H.; Li, S.-S. Design and characterization of a dual-mode CMOS-MEMS resonator for TCF manipulation. J. Microelectromechanical Syst. 2014, 24, 446–457. [Google Scholar] [CrossRef]
- Tseng, S.-H.; Lu, M.S.; Wu, P.-C.; Teng, Y.-C.; Tsai, H.-H.; Juang, Y.-Z. Implementation of a monolithic capacitive accelerometer in a wafer-level 0.18 µm CMOS MEMS process. J. Micromechanics Microengineering 2012, 22, 055010. [Google Scholar] [CrossRef]
- Hornbeck, L.J. Deformable-mirror spatial light modulators. In Proceedings of the Spatial Light Modulators and Applications III, San Diego, CA, USA, 17–18 August 1987; pp. 86–103. [Google Scholar]
- Yun, W.; Howe, R.T.; Gray, P.R. Surface micromachined, digitally force-balanced accelerometer with integrated CMOS detection circuitry. In Proceedings of the Technical Digest IEEE Solid-State Sensor and Actuator Workshop, Hilton Head, SC, USA, 22–25 June 1992; pp. 126–131. [Google Scholar]
- Franke, A.; Bilic, D.; Chang, D.; Jones, P.; King, T.-J.; Howe, R.; Johnson, G. Post-CMOS integration of germanium microstructures. In Proceedings of the Technical Digest, IEEE International MEMS 99 Conference, Twelfth IEEE International Conference on Micro Electro Mechanical Systems (Cat. No. 99CH36291), Orlando, FL, USA, 21 January 1999; pp. 630–637. [Google Scholar]
- Huang, W.-L.; Ren, Z.; Lin, Y.-W.; Chen, H.-Y.; Lahann, J.; Nguyen, C.T.-C. Fully monolithic CMOS nickel micromechanical resonator oscillator. In Proceedings of the 2008 IEEE 21st International Conference on Micro Electro Mechanical Systems, Tucson, AZ, USA, 13–17 January 2008; pp. 10–13. [Google Scholar]
- Wojciechowski, K.; Olsson, R.; Tuck, M.; Roherty-Osmun, E.; Hill, T. Single-chip precision oscillators based on multi-frequency, high-Q aluminum nitride MEMS resonators. In Proceedings of the TRANSDUCERS 2009–2009 International Solid-State Sensors, Actuators and Microsystems Conference, Denver, CO, USA, 21–25 June 2009; pp. 2126–2130. [Google Scholar]
- Narducci, M.; Yu-Chia, L.; Fang, W.; Tsai, J. CMOS MEMS capacitive absolute pressure sensor. J. Micromechanics Microengineering 2013, 23, 055007. [Google Scholar] [CrossRef]
- Uranga, A.; Sobreviela, G.; Barniol, N.; Marigo, E.; Tay-Wee-Song, C.; Shunmugam, M.; Zainuddin, A.; Kumar-Kantimahanti, A.; Madhaven, V.; Soundara-Pandian, M. Dual-clock with single and monolithical 0-level vacuum packaged MEMS-on-CMOS resonator. In Proceedings of the 2015 28th IEEE International Conference on Micro Electro Mechanical Systems (MEMS), Estoril, Portugal, 18–22 January 2015; pp. 1004–1007. [Google Scholar]
- Michalik, P.; Fernández, D.; Wietstruck, M.; Kaynak, M.; Madrenas, J. Experiments on MEMS Integration in 0.25 μm CMOS Process. Sensors 2018, 18, 2111. [Google Scholar] [CrossRef] [Green Version]
- Maluf, N.; Williams, K. An Introduction to Microelectromechanical Systems Engineering; Artech House: Norwood, MA, USA, 2004. [Google Scholar]
- Dalola, S.; Cerimovic, S.; Kohl, F.; Beigelbeck, R.; Schalko, J.; Ferrari, V.; Marioli, D.; Keplinger, F.; Sauter, T. MEMS thermal flow sensor with smart electronic interface circuit. IEEE Sens. J. 2012, 12, 3318–3328. [Google Scholar] [CrossRef]
- Xu, W.; Wang, X.; Wang, R.; Xu, J.; Lee, Y.-K. CMOS MEMS thermal flow sensor with enhanced sensitivity for heating, ventilation, and air conditioning application. IEEE Trans. Ind. Electron. 2020, 68, 4468–4476. [Google Scholar] [CrossRef]
- Song, Y.; Dhar, S.; Feldman, L.C.; Chung, G.; Williams, J. Modified Deal Grove model for the thermal oxidation of silicon carbide. J. Appl. Phys. 2004, 95, 4953–4957. [Google Scholar] [CrossRef]
- Gennissen, P.; Bartek, M.; French, P.; Sarro, P. Bipolar-compatible epitaxial poly for smart sensors: Stress minimization and applications. Sens. Actuators A Phys. 1997, 62, 636–645. [Google Scholar] [CrossRef]
- Greek, S.; Ericson, F.; Johansson, S.; Fürtsch, M.; Rump, A. Mechanical characterization of thick polysilicon films: Young’s modulus and fracture strength evaluated with microstructures. J. Micromechanics Microengineering 1999, 9, 245. [Google Scholar] [CrossRef]
- De Sagazan, O.; Denoual, M.; Guil, P.; Gaudin, D.; Bonnaud, O. Micro-electro-mechanical systems fast fabrication by selective thick polysilicon growth in epitaxial reactor. Microsyst. Technol. 2006, 12, 953–958. [Google Scholar] [CrossRef]
- Young, D.J.; Du, J.; Zorman, C.A.; Ko, W.H. High-temperature single-crystal 3C-SiC capacitive pressure sensor. IEEE Sens. J. 2004, 4, 464–470. [Google Scholar] [CrossRef]
- Moronuki, N.; Kojima, M.; Kakuta, A. Single-crystal SiC thin-film produced by epitaxial growth and its application to micro-mechanical devices. Thin Solid Film. 2008, 516, 5344–5348. [Google Scholar] [CrossRef]
- Abe, T.; Reed, M.L. Low strain sputtered polysilicon for micromechanical structures. In Proceedings of the Ninth International Workshop on Micro Electromechanical Systems, San Diego, CA, USA, 11–15 February 1996; pp. 258–262. [Google Scholar]
- Honer, K.A.; Kovacs, G.T. Integration of sputtered silicon microstructures with pre-fabricated CMOS circuitry. Sens. Actuators A Phys. 2001, 91, 386–397. [Google Scholar] [CrossRef]
- Ledermann, N.; Baborowski, J.; Muralt, P.; Xantopoulos, N.; Tellenbach, J.-M. Sputtered silicon carbide thin films as protective coating for MEMS applications. Surf. Coat. Technol. 2000, 125, 246–250. [Google Scholar] [CrossRef]
- Inoue, S.; Namazu, T.; Tawa, H.; Niibe, M.; Koterazawa, K. Stress control of a-SiC films deposited by dual source dc magnetron sputtering. Vacuum 2006, 80, 744–747. [Google Scholar] [CrossRef]
- Bhatt, V.; Chandra, S. Silicon dioxide films by RF sputtering for microelectronic and MEMS applications. J. Micromechanics Microengineering 2007, 17, 1066. [Google Scholar] [CrossRef]
- Hoivik, N.D.; Elam, J.W.; Linderman, R.J.; Bright, V.M.; George, S.M.; Lee, Y. Atomic layer deposited protective coatings for micro-electromechanical systems. Sens. Actuators A Phys. 2003, 103, 100–108. [Google Scholar] [CrossRef]
- Yang, W.S.; Kang, S.W. Comparative study on chemical stability of dielectric oxide films under HF wet and vapor etching for radiofrequency microelectromechanical system application. Thin Solid Film. 2006, 500, 231–236. [Google Scholar] [CrossRef]
- Rahman, M.M.; Tero, R.; Urisu, T. Shrinking of spin-on-glass films induced by synchrotron radiation and its application to three-dimensional microfabrications. Jpn. J. Appl. Phys. 2004, 43, 3941. [Google Scholar] [CrossRef]
- Yasseen, A.A.; Cawley, J.D.; Mehregany, M. Thick glass film technology for polysilicon surface micromachining. J. Microelectromechanical Syst. 1999, 8, 172–179. [Google Scholar] [CrossRef]
- Liu, R.H.; Vasile, M.J.; Beebe, D.J. The fabrication of nonplanar spin-on glass microstructures. J. Microelectromechanical Syst. 1999, 8, 146–151. [Google Scholar] [CrossRef]
- Yang, L.-J.; Kang, S.-W. The SOI-like method of reducing the die size of bulk-micromachined sensors. Sens. Mater. 2002, 14, 023–034. [Google Scholar]
- Middelhoek, S. Celebration of the tenth transducers conference: The past, present and future of transducer research and development. Sens. Actuators A Phys. 2000, 82, 2–23. [Google Scholar] [CrossRef]
- Aydogan, C.; Hofmann, M.; Lenk, C.; Volland, B.; Rangelow, I.W.; Bicer, M.; Alaca, B.E.; Ates, O.; Torun, H.; Yalcinkaya, A.D. Fabrication of optical nanodevices through field-emission scanning probe lithography and cryogenic etching. In Proceedings of the Novel Patterning Technologies, San Jose, CA, USA, 16 July 2018; p. 105841G. [Google Scholar]
- Franke, A.E.; Heck, J.M.; King, T.-J.; Howe, R.T. Polycrystalline silicon-germanium films for integrated microsystems. J. Microelectromechanical Syst. 2003, 12, 160–171. [Google Scholar] [CrossRef]
- Chang, P.-Z.; Yang, L.-J. A method using V-grooves to monitor the thickness of silicon membrane with m resolution. J. Micromechanics Microengineering 1998, 8, 182. [Google Scholar] [CrossRef]
- Hsu, C.-C.; Wu, M.-R.; Hung, S.-H.; Lee, J.-Y.; Wu, C.-C.; Dai, C.-L. Reusable enzymatic cuvette with heterodyne refractometer for in-vitro glucose concentration measurement. Opt. Eng. 2021, 60, 094101. [Google Scholar] [CrossRef]
- Hopkins, L.; Kelly, J.; Wexler, A.; Prasad, A. Particle image velocimetry measurements in complex geometries. Exp. Fluids 2000, 29, 91–95. [Google Scholar] [CrossRef]
- Nie, M.; Xia, Y.-H.; Yang, H.-S. A flexible and highly sensitive graphene-based strain sensor for structural health monitoring. Clust. Comput. 2019, 22, 8217–8224. [Google Scholar] [CrossRef]
- Sun, J.-B.; Qin, M.; Huang, Q.-A. Flip-chip packaging for a two-dimensional thermal flow sensor using a copper pillar bump technology. IEEE Sens. J. 2007, 7, 990–995. [Google Scholar] [CrossRef]
- Djuzhev, N.; Novikov, D.; Demin, G.; Ovodov, A.; Ryabov, V. An experimental study on MEMS-based gas flow sensor for wide range flow measurements. In Proceedings of the 2018 IEEE Sensors Applications Symposium (SAS), Seoul, South Korea, 12–14 March 2018; pp. 1–4. [Google Scholar]
- Yen, Y.-K.; Chiu, C.-Y. A CMOS MEMS-based membrane-bridge nanomechanical sensor for small molecule detection. Sci. Rep. 2020, 10, 1–8. [Google Scholar] [CrossRef]
- Chen, S.-J.; Chen, B. Research on a CMOS-MEMS infrared sensor with reduced graphene oxide. Sensors 2020, 20, 4007. [Google Scholar] [CrossRef]
- Lin, P.-S.; Shen, T.-W.; Chan, K.-C.; Fang, W. CMOS MEMS thermoelectric infrared sensor with plasmonic metamaterial absorber for selective wavelength absorption and responsivity enhancement. IEEE Sens. J. 2020, 20, 11105–11114. [Google Scholar] [CrossRef]
- Shen, T.-W.; Chang, K.-C.; Sun, C.-M.; Fang, W. Performance enhance of CMOS-MEMS thermoelectric infrared sensor by using sensing material and structure design. J. Micromechanics Microengineering 2019, 29, 025007. [Google Scholar] [CrossRef]
- Hou, H.; Huang, Q.; Liu, G.; Qiao, G. Enhanced performances of CMOS-MEMS thermopile infrared detectors using novel thin film stacks. Infrared Phys. Technol. 2019, 102, 103058. [Google Scholar] [CrossRef]
- Göktaş, H. Towards an Ultra-Sensitive Temperature Sensor for Uncooled Infrared Sensing in CMOS–MEMS Technology. Micromachines 2019, 10, 108. [Google Scholar] [CrossRef] [Green Version]
- Ejeian, F.; Azadi, S.; Razmjou, A.; Orooji, Y.; Kottapalli, A.; Warkiani, M.E.; Asadnia, M. Design and applications of MEMS flow sensors: A review. Sens. Actuators A Phys. 2019, 295, 483–502. [Google Scholar] [CrossRef]
- Zuliani, C.; Luque, J.; Falco, C.; Gardner, E.; De Luca, A.; Vincent, T.; Tripathy, S.; Ali, Z.; Udrea, F. Flow compensated gas sensing array for improved performances in breath-analysis applications. IEEE Sens. Lett. 2020, 4, 1–4. [Google Scholar] [CrossRef]
- Kim, B.H.; Li, K.; Kim, J.-T.; Park, Y.; Jang, H.; Wang, X.; Xie, Z.; Won, S.M.; Yoon, H.-J.; Lee, G. Three-dimensional electronic microfliers inspired by wind-dispersed seeds. Nature 2021, 597, 503–510. [Google Scholar] [CrossRef]
- Xu, W.; Wang, X.; Ke, Z.; Lee, Y.K. Bidirectional CMOS-MEMS Airflow Sensor with sub-mW Power Consumption and High Sensitivity. IEEE Trans. Ind. Electron. 2021, 99, 1. [Google Scholar] [CrossRef]
- Kovacs, G.T. Micromachined Transducers Sourcebook; WCB McGraw-Hill: New York, NY, USA, 1998. [Google Scholar]
- Glatzl, T.; Cerimovic, S.; Steiner, H.; Talic, A.; Beigelbeck, R.; Jachimowicz, A.; Sauter, T.; Keplinger, F. Hot-film and calorimetric thermal air flow sensors realized with printed board technology. J. Sens. Sens. Syst. 2016, 5, 283–291. [Google Scholar] [CrossRef] [Green Version]
- Shih, H.-Y.; Lin, S.-K.; Liao, P.-S. An $80\times $ Analog-Implemented Time-Difference Amplifier for Delay-Line-Based Coarse-Fine Time-to-Digital Converters in 0.18-$\mu $ m CMOS. IEEE Trans. Very Large Scale Integr. Syst. 2014, 23, 1528–1533. [Google Scholar] [CrossRef]
- Bowman, L.; Meindl, J.D. The packaging of implantable integrated sensors. IEEE Trans. Biomed. Eng. 1986, 33, 248–255. [Google Scholar] [CrossRef]
- Xu, W.; Pan, L.; Gao, B.; Chiu, Y.; Xu, K.; Lee, Y.-K. Systematic study of packaging designs on the performance of CMOS thermoresistive micro calorimetric flow sensors. J. Micromechanics Microengineering 2017, 27, 085001. [Google Scholar] [CrossRef]
- Liu, Y.-S.; Wen, K.-A. Monolithic Low Noise and Low Zero-g Offset CMOS/MEMS Accelerometer Readout Scheme. Micromachines 2018, 9, 637. [Google Scholar] [CrossRef] [Green Version]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Structure | Sacrificial | Interconnect | Process Technology | Applications | Year (Country) | References |
|---|---|---|---|---|---|---|
| SiO2 | nitride | Si | Bipolar, triple diffused | pressure sensors | 1979 (U.S.A) | [16] |
| polysilicon | oxide | silicon nitride | 4 mask single sided process | neuron probe | 1985 (U.S.A) | [18] |
| Al | oxide/nitride | Au, Cr | 3 µm double poly single metal (2P1M) | mass flow sensor | 1990 (U.S.A) | [19] |
| Al | photoresist | Al | 1 µm | spatial light modulators (SLMs) | 1990 (U.S.A) | [134] |
| polysilicon | oxide | W/TiN/TiSi2 | 3 µm | accelerometer | 1992 (U.S.A) | [135] |
| polysilicon | oxide/metal | metal | Bulk/surface micromachining | thermal capacitor | 1996/1997 | [43,47] |
| (Switzerland) | ||||||
| poly-SiGe | Ge or SiO2 | Al | 3 µm | CMOS gate | 1999 (U.S.A) | [136] |
| polysilicon | nitride | metal | 0.8 μm double poly double metal (2P2M) | accelerometer | 1997 (Taiwan) | [35] |
| (Al) | ||||||
| poly, Al, Si, Cu | nitride | via | 0.6 μm single poly triple metal (1P3M) | 3D micro coil | 1999 (Taiwan) | [90] |
| polysilicon | oxide | Al | 0.8 μm | pressure sensor | 1999 (Taiwan) | [113] |
| polysilicon | oxide | Al | 0.35 μm single poly quadruple metal (1P4M) | bandpass filter | 2001 (Taiwan) | [130] |
| nickel | oxide | TiN | 0.35 μm/65 nm | micromechanical resonator oscillator | 2008 (U.S.A) | [137] |
| AIN | Si | W/Ti/TiN | 0.35 μm | precision oscillators | 2009 (U.S.A) | [138] |
| Al | oxide | via | TSMC 0.35 μm | integrated resonator | 2011 (Taiwan) | [131] |
| Al | oxide | via | 0.35 μm | integrated resonator | 2014 (Taiwan) | [132] |
| polysilicon | oxide | via | 0.35 μm | flow sensor | 2020 | [94] |
| (Hong Kong) | ||||||
| n-type and n-type polysilicon | oxide | via | TSMC 0.35 μm | micro generator | 2013 (Taiwan) | [122] |
| polysilicon | photoresist | Al | 0.18 μm | capacitive accelerometer | 2012 (Taiwan) | [133] |
| Al | oxide | via | 0.18 μm | absolute pressure sensor | 2013 (Taiwan, | [139] |
| (Singapore) | ||||||
| bimetallic nitride | polymer | W | 0.18 μm | CMOS resonator | 2015 | [140] |
| (Malaysia) | ||||||
| AlCu | oxide | Ti/TiN | 0.25 μm back end of line (BEOL) | accelerometer | 2018 (Spain) | [141] |
| n-type silicon and p-type silicon | oxide | via | 0.18 μm | magnetic sensors | 2021 (Taiwan) | [102] |
| polysilicon, Al | oxide | via | 0.18 μm | flow sensor | 2021 (Taiwan) | [96] |
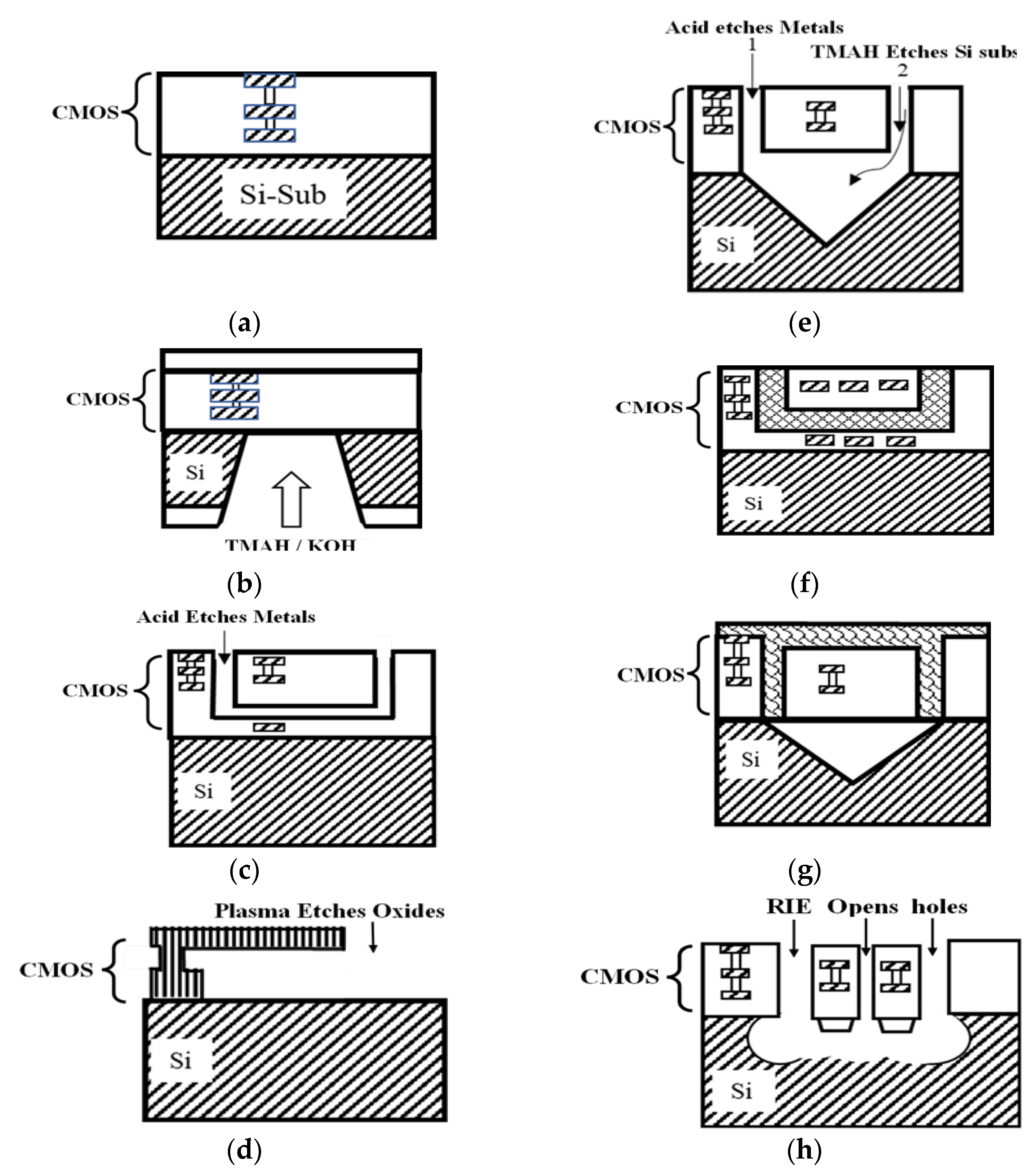
| Metal | Etchant | Formula |
|---|---|---|
| Ti-W alloy | (1) H2SO4: H2O2 | 3:1 |
| TiN-Al/Si/Cu-Ti | (2) H3PO4:HNO3:CH3COOH:H2O | 14:1:2:3 |
| silicon | (3) TMAH | 25% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, L.-J.; Waikhom, R.; Shih, H.-Y.; Lee, Y.-K. Foundry Service of CMOS MEMS Processes and the Case Study of the Flow Sensor. Processes 2022, 10, 1280. https://doi.org/10.3390/pr10071280
Yang L-J, Waikhom R, Shih H-Y, Lee Y-K. Foundry Service of CMOS MEMS Processes and the Case Study of the Flow Sensor. Processes. 2022; 10(7):1280. https://doi.org/10.3390/pr10071280
Chicago/Turabian StyleYang, Lung-Jieh, Reshmi Waikhom, Horng-Yuan Shih, and Yi-Kuen Lee. 2022. "Foundry Service of CMOS MEMS Processes and the Case Study of the Flow Sensor" Processes 10, no. 7: 1280. https://doi.org/10.3390/pr10071280
APA StyleYang, L.-J., Waikhom, R., Shih, H.-Y., & Lee, Y.-K. (2022). Foundry Service of CMOS MEMS Processes and the Case Study of the Flow Sensor. Processes, 10(7), 1280. https://doi.org/10.3390/pr10071280