




Numerical Simulation Study on the Flow Properties of Materials for Plugging While Drilling in MWD

 ,
,
Abstract
:1. Introduction
2. Methods
2.1. Governing Equations of the Particle Model
2.1.1. Particle Motion
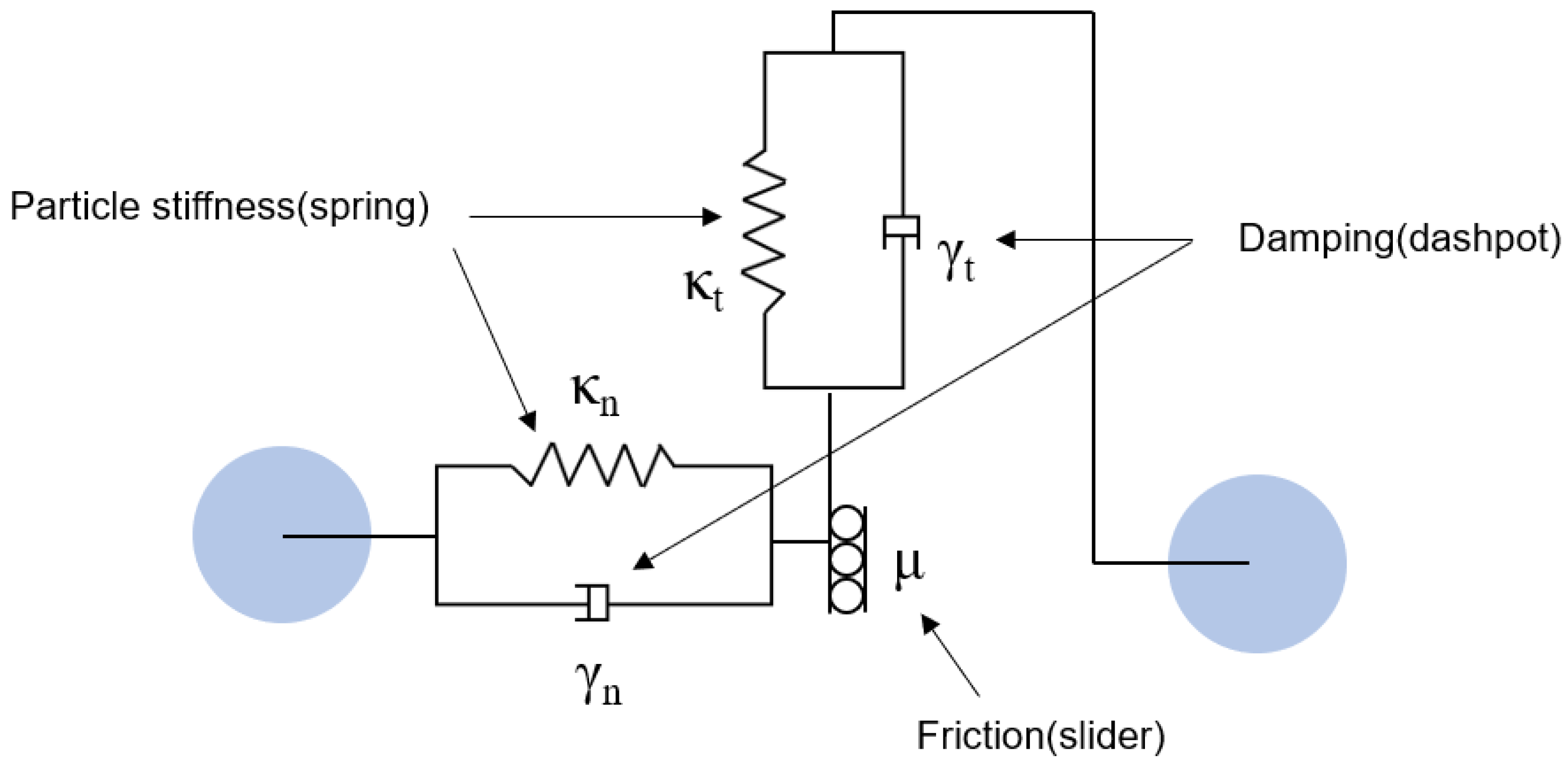
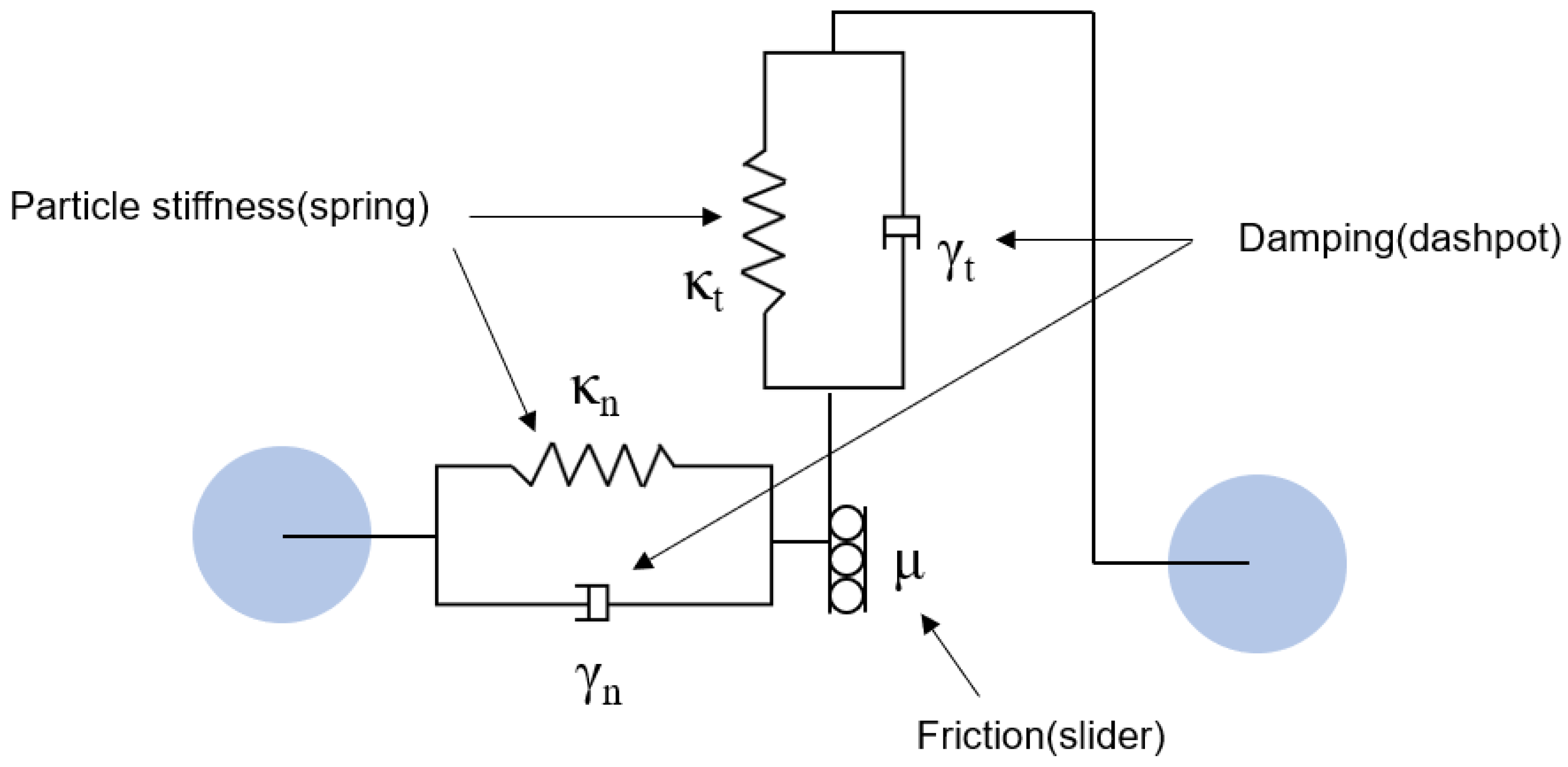
2.1.2. Contact Force Models
Normal Force
Tangential Force
2.2. Governing Equations of the Fluid Model
2.3. Particle-Fluid Interaction Forces
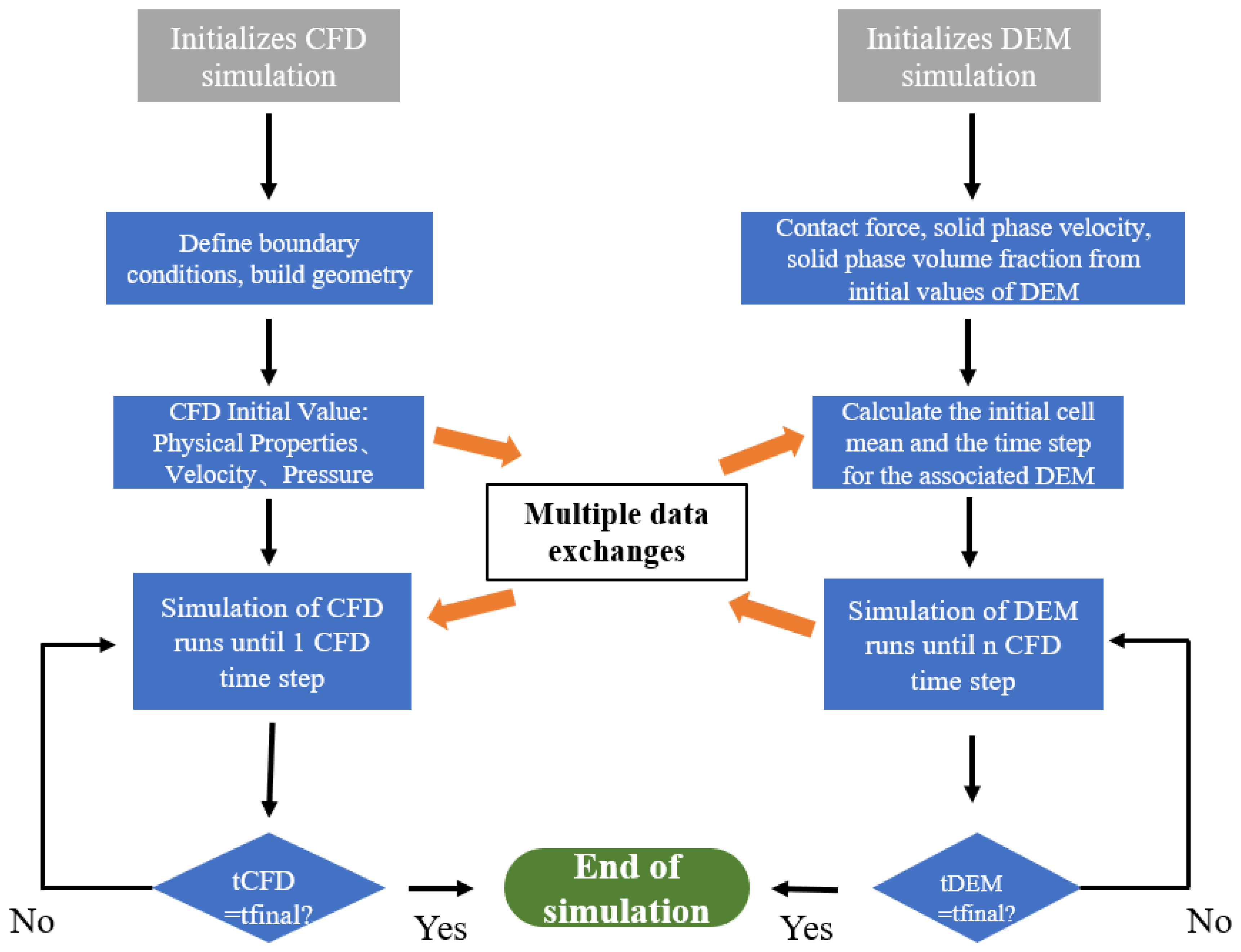
2.4. Coupling Algorithm
3. Numerical Model
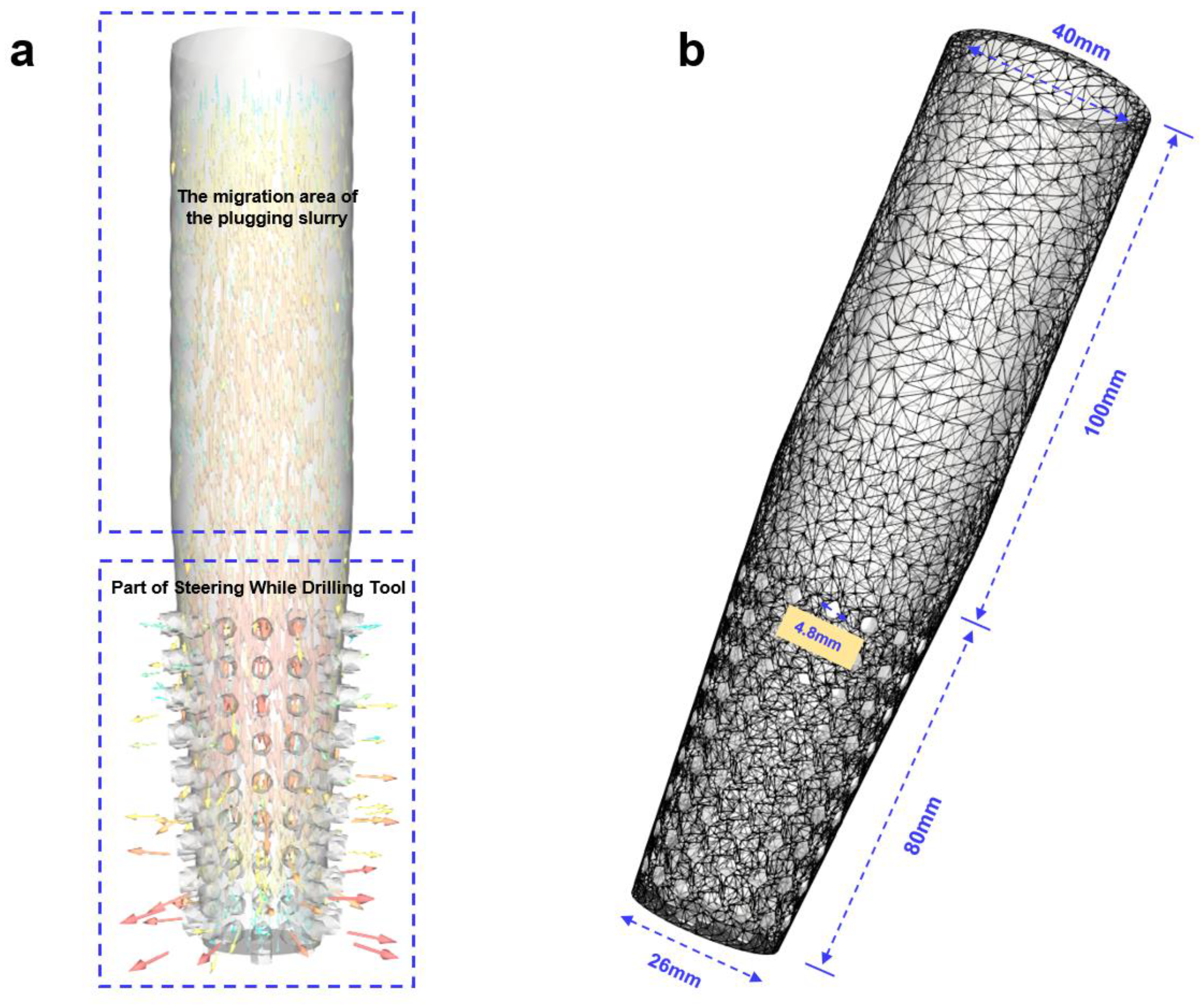
3.1. Architecture of the Model
3.2. Setting of Boundary Conditions
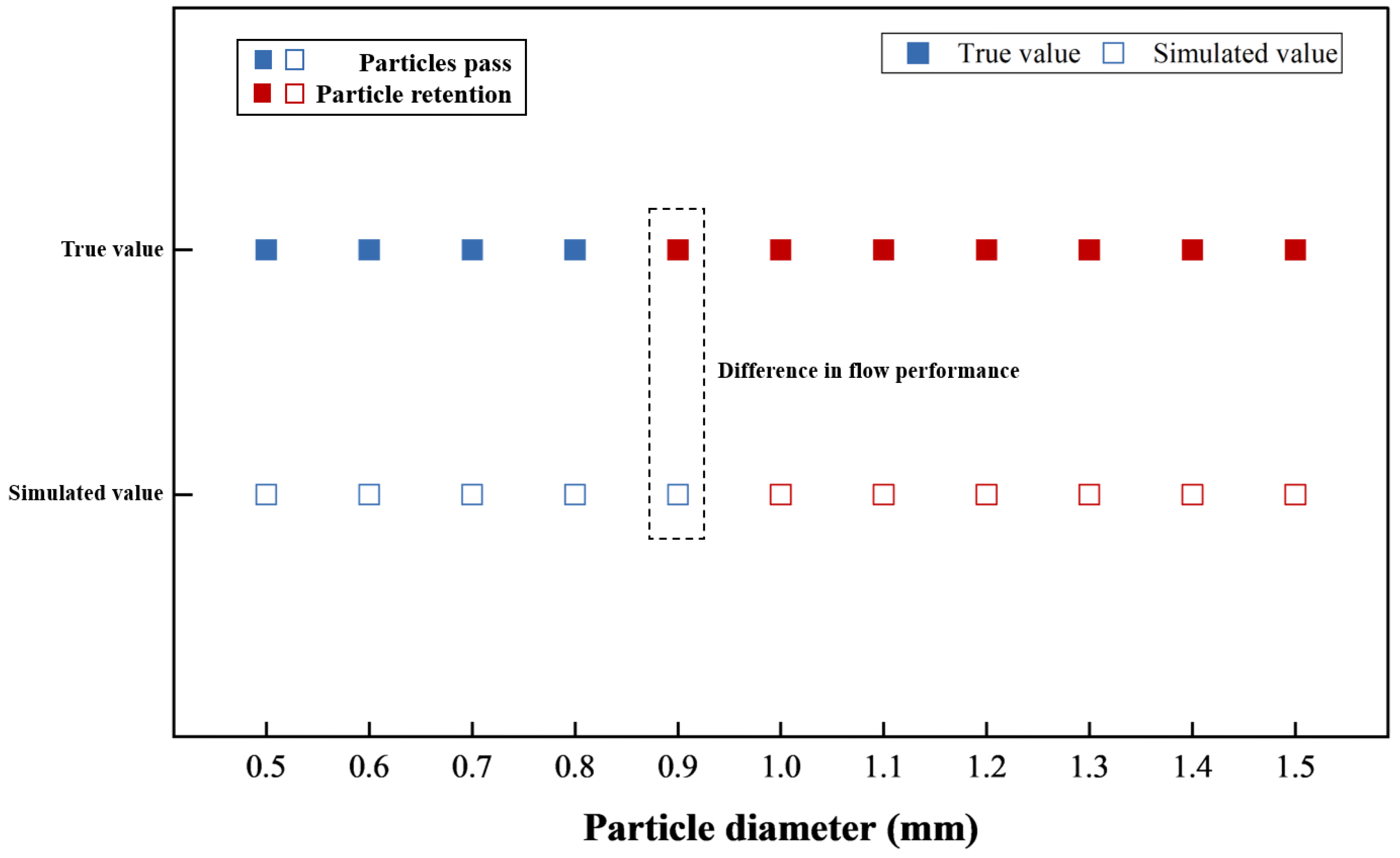
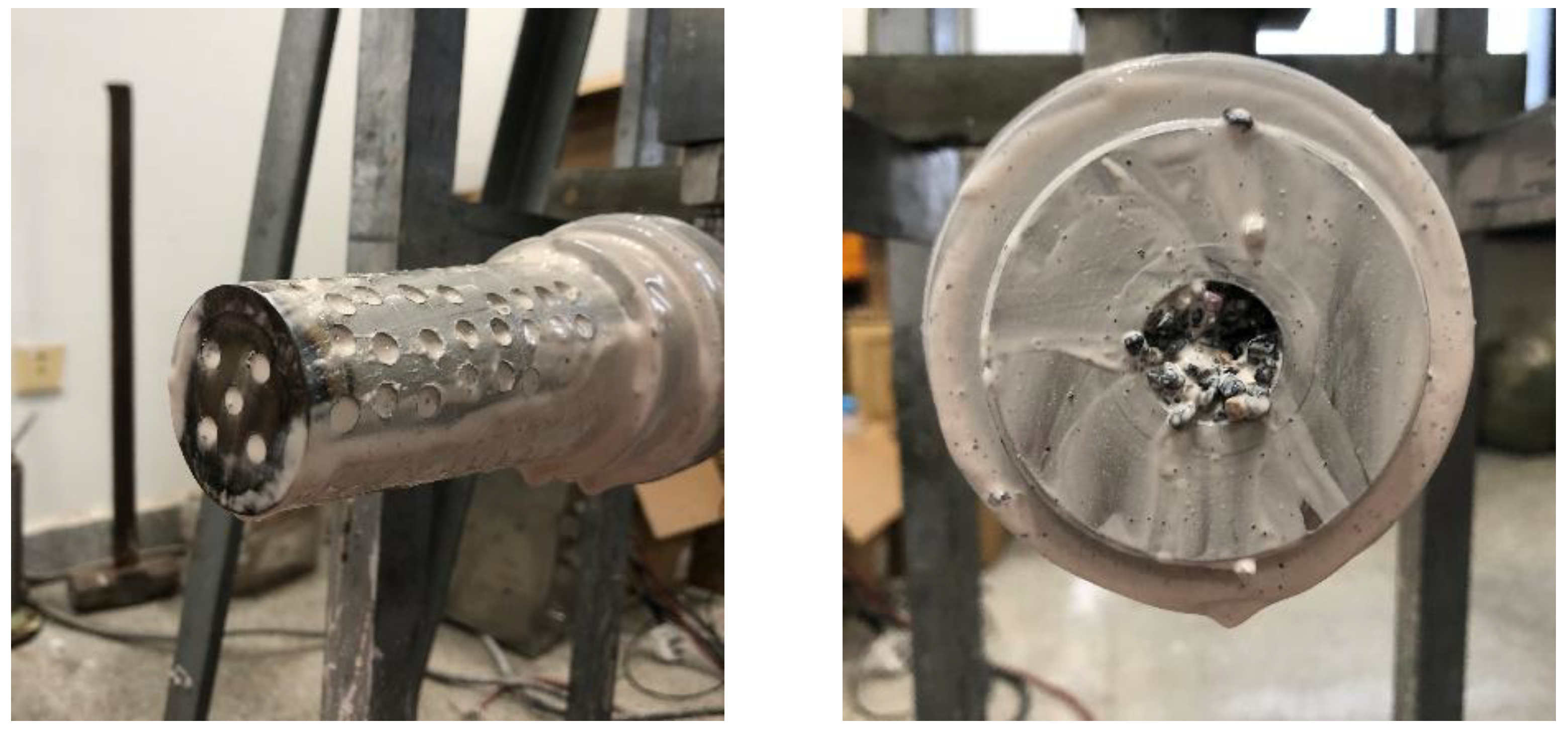
3.3. Validation of the Model
4. Results and Discussion
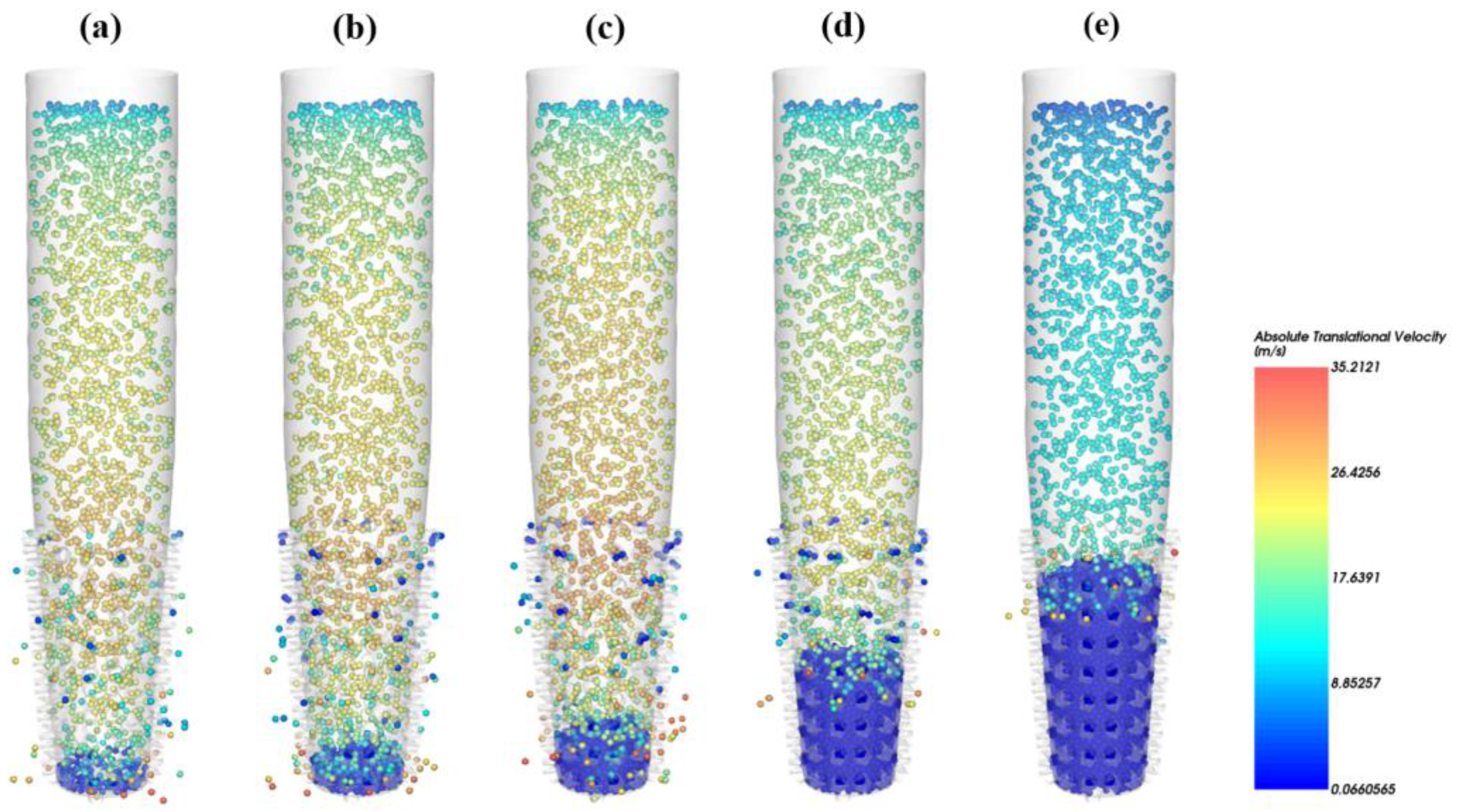
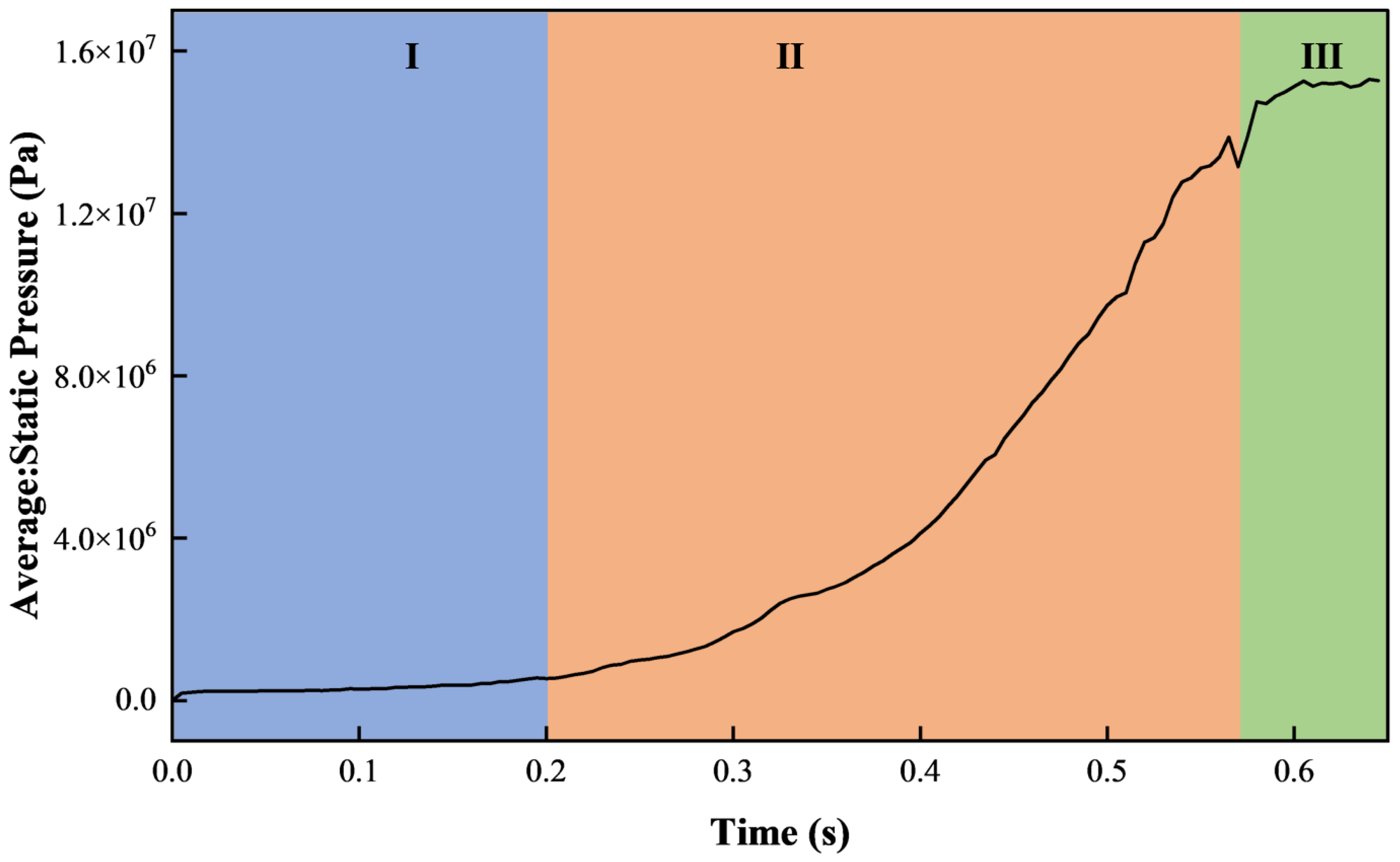
4.1. Circulation Process of LCMs in Mud Screen
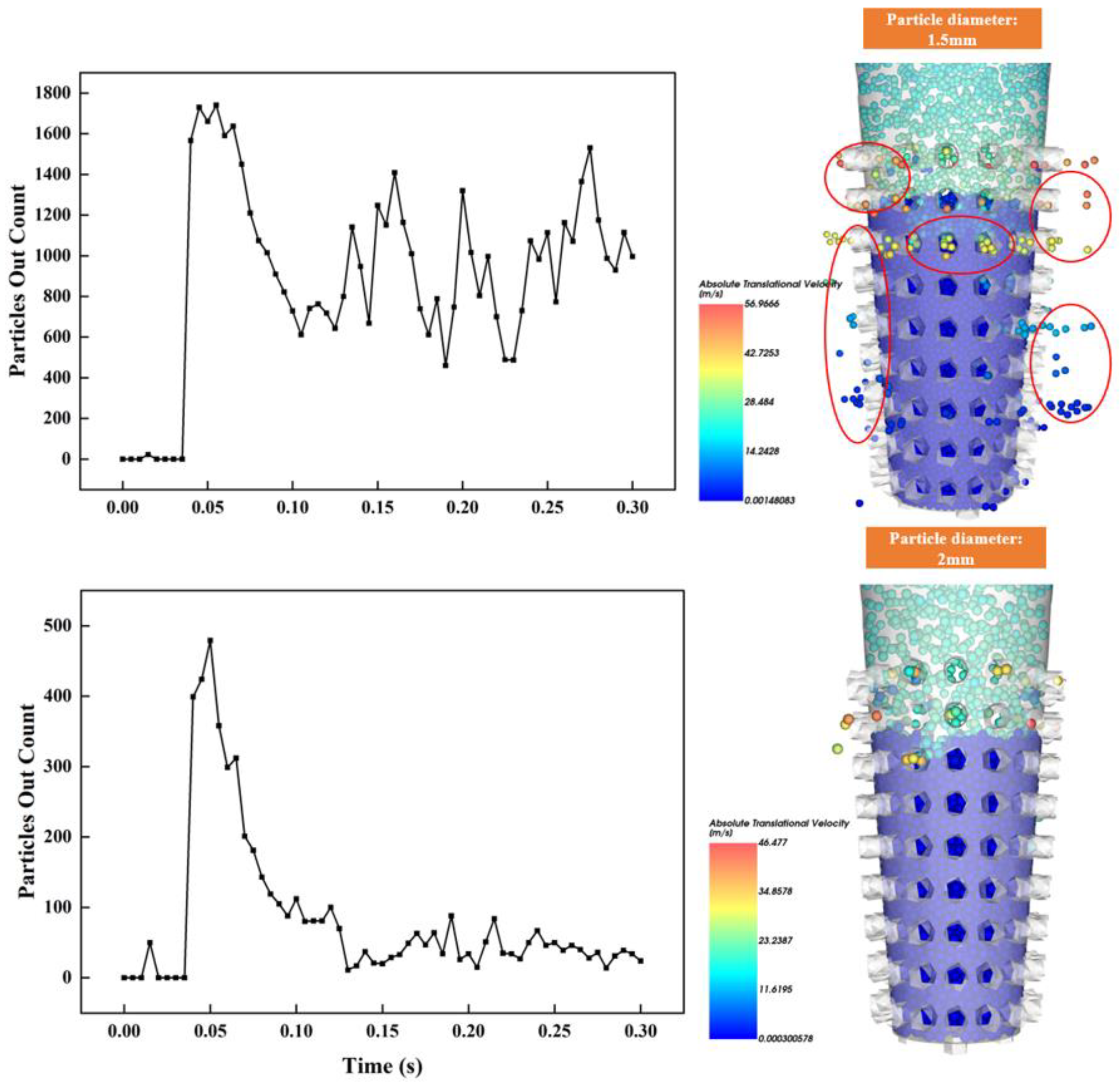
4.2. Effect of Particle Size of LCMs on Flow Properties
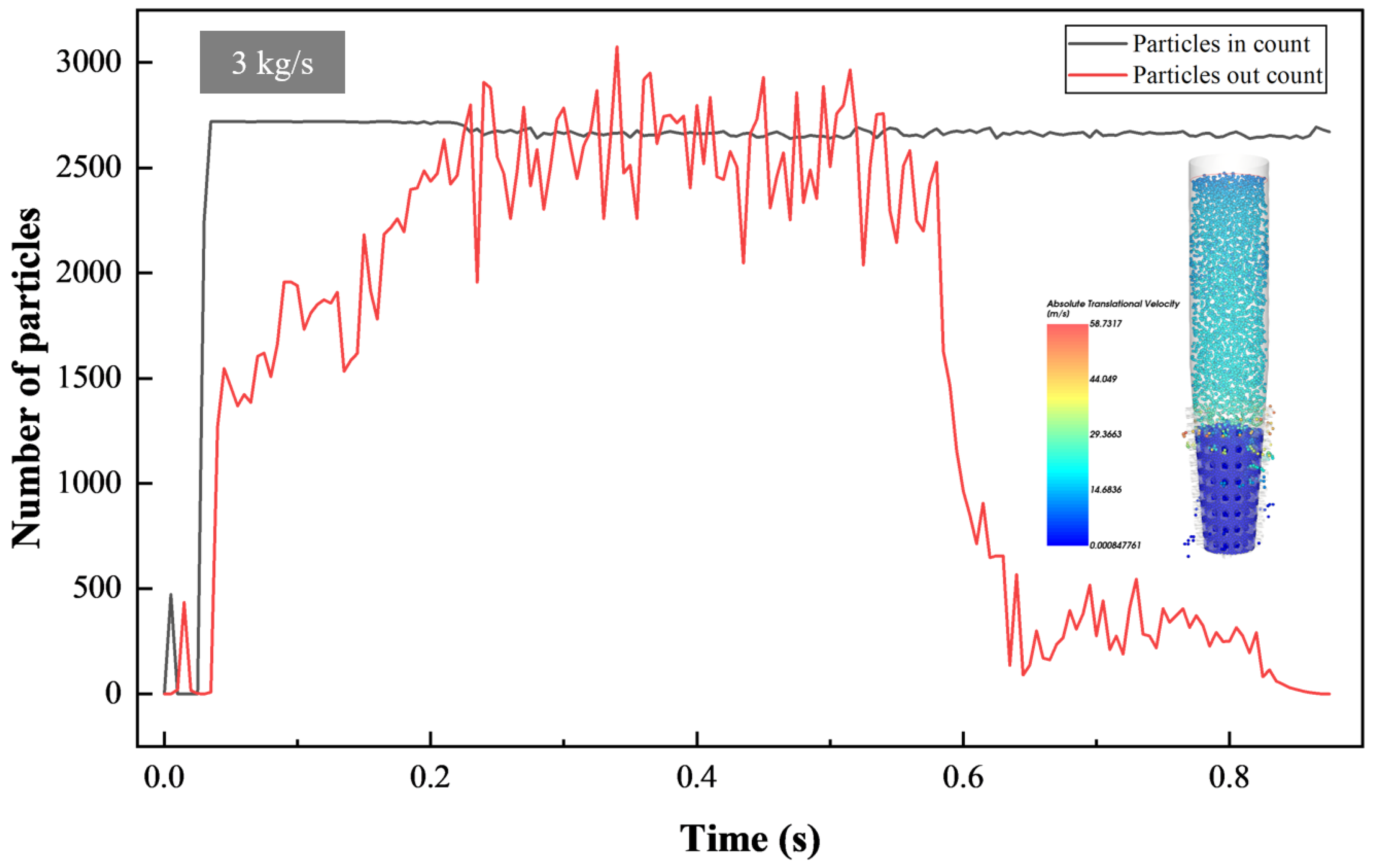
4.3. Influence of Mass Flow of LCMS on Flow Properties
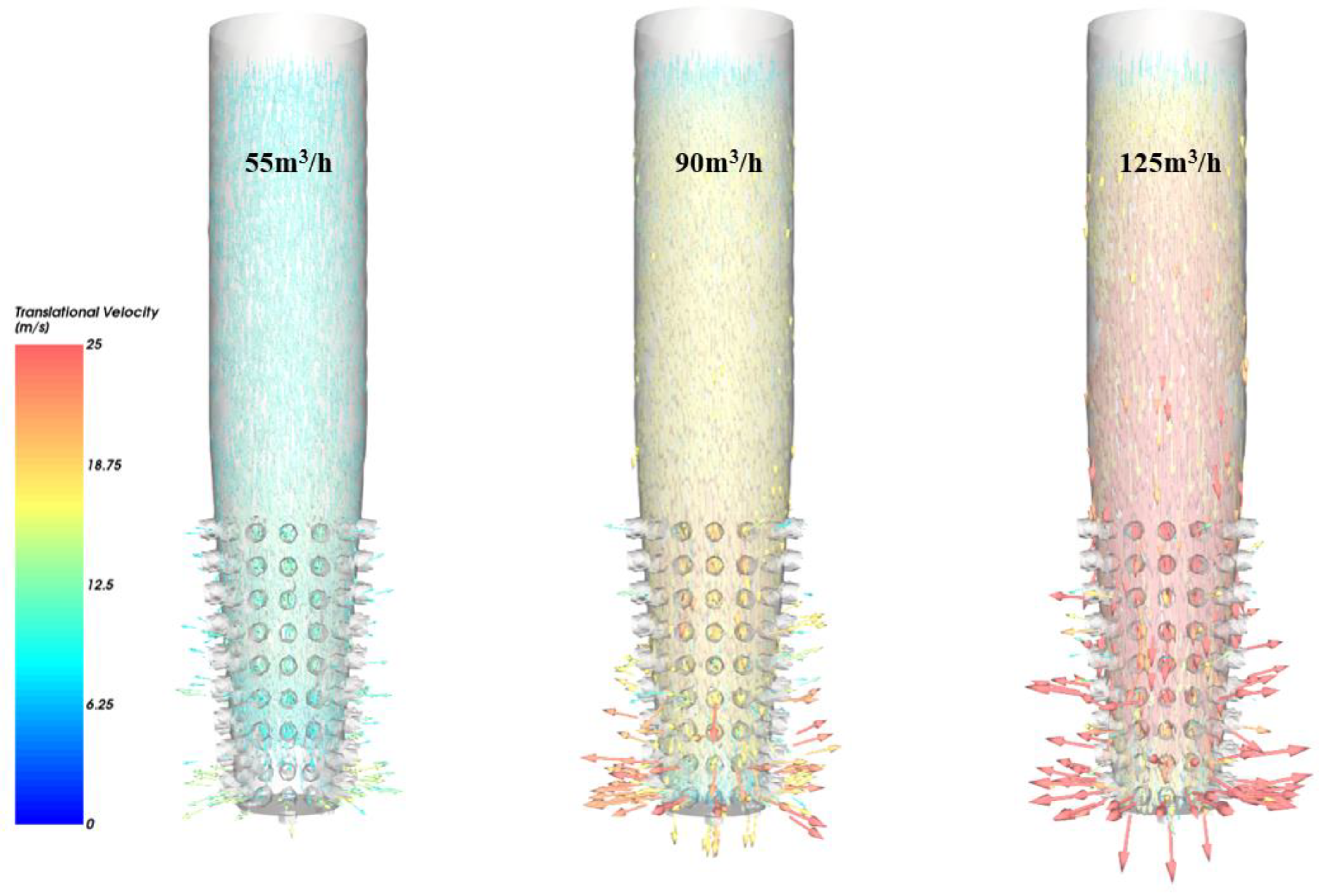
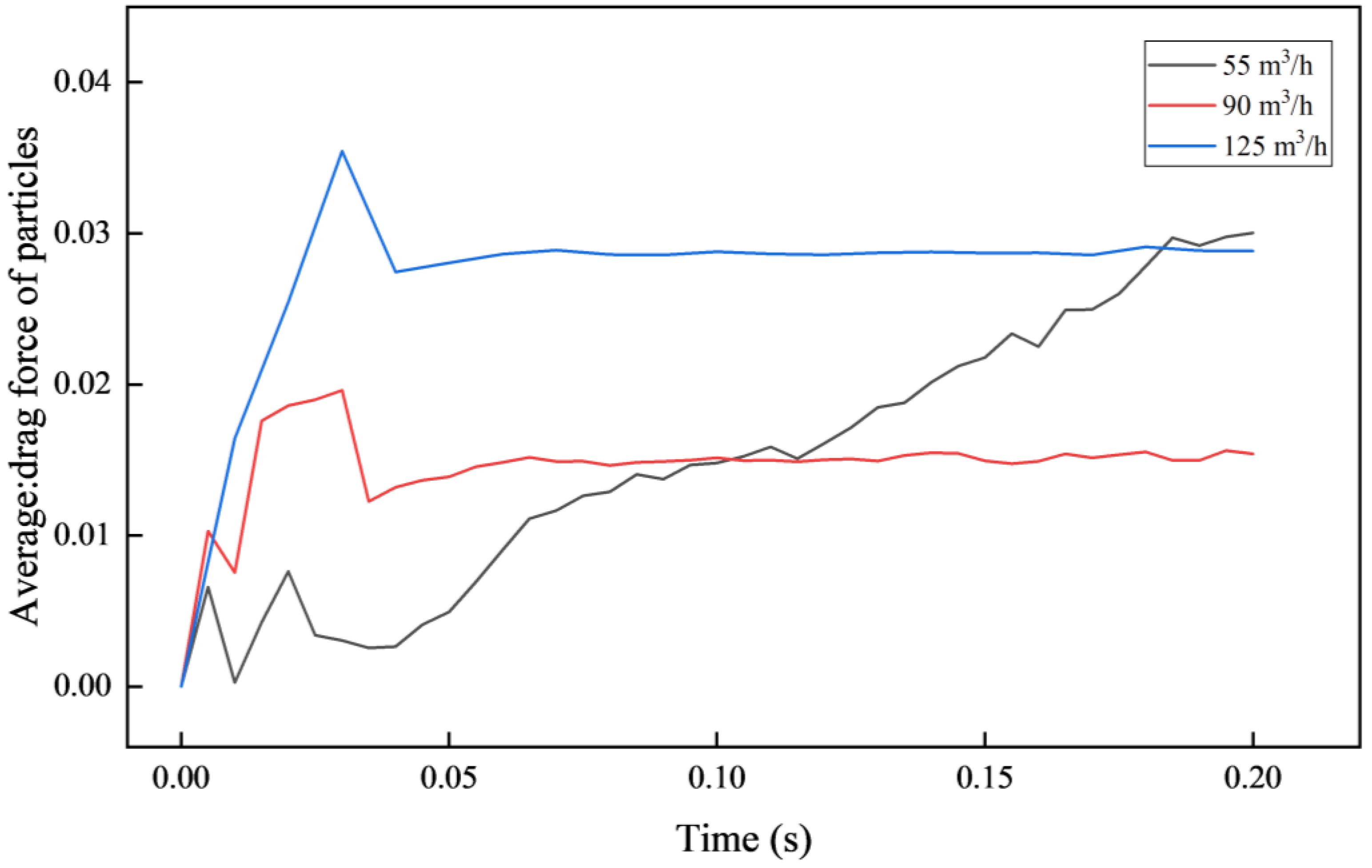
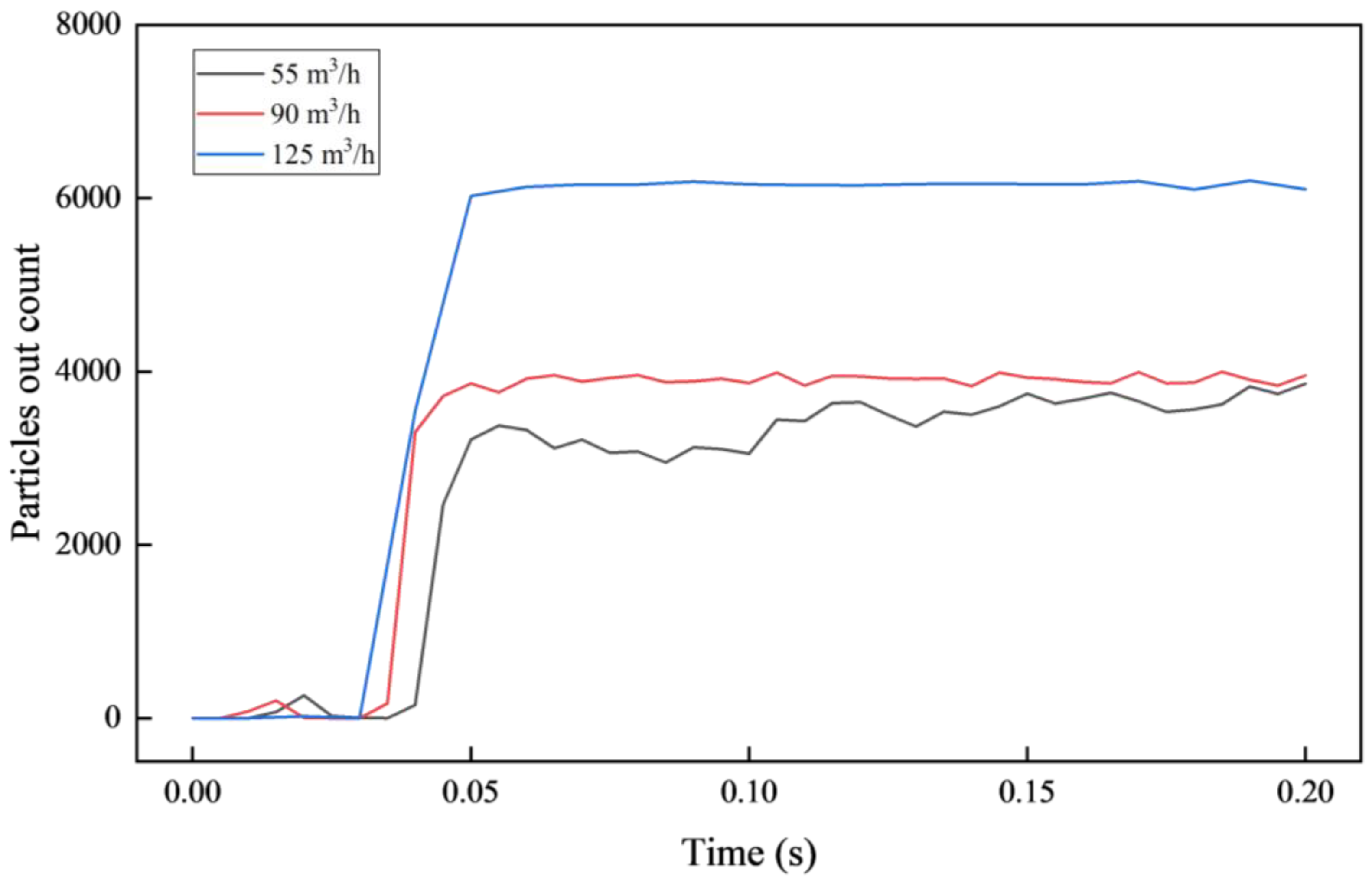
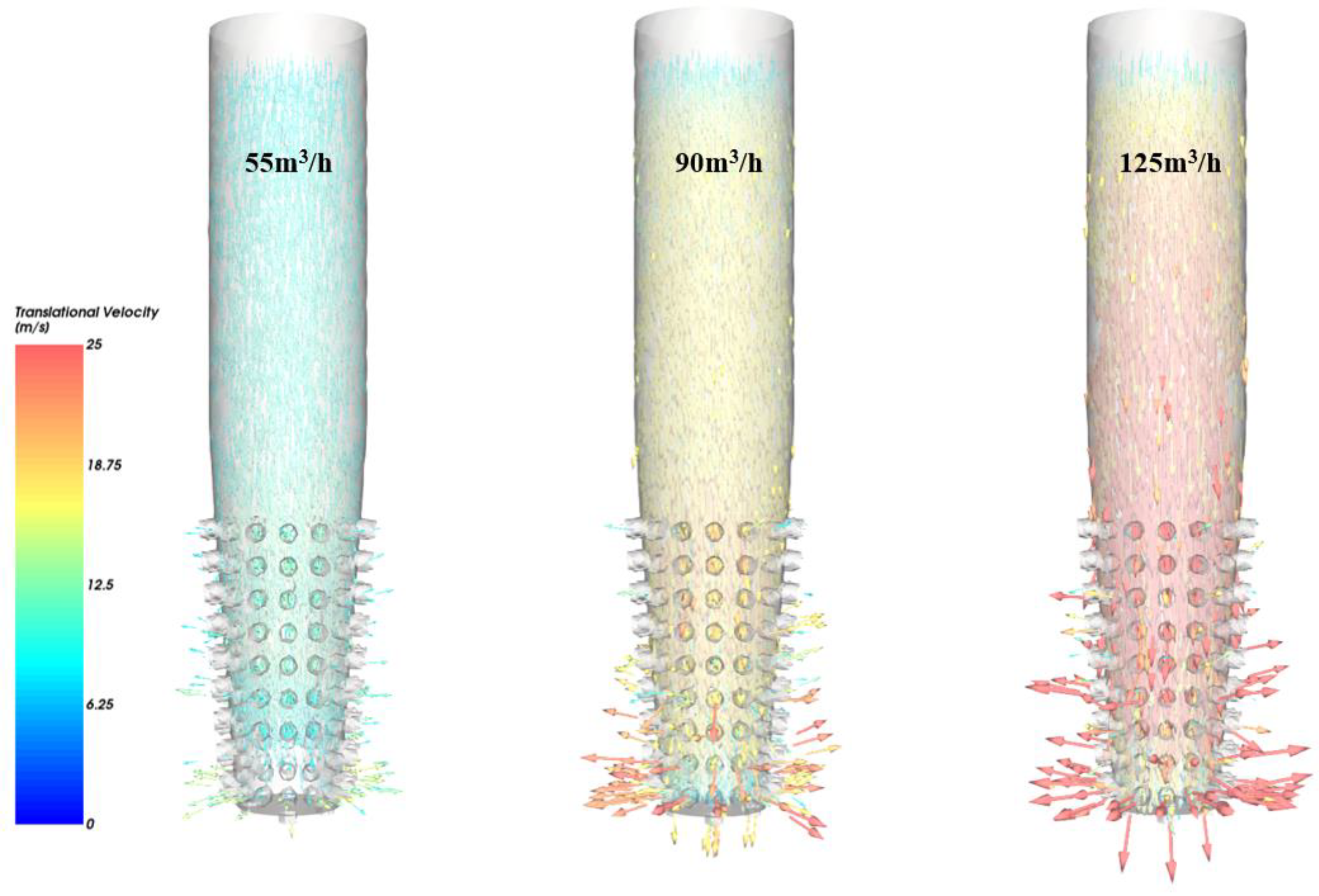
4.4. Influence of Fluid Displacement on Flow Properties
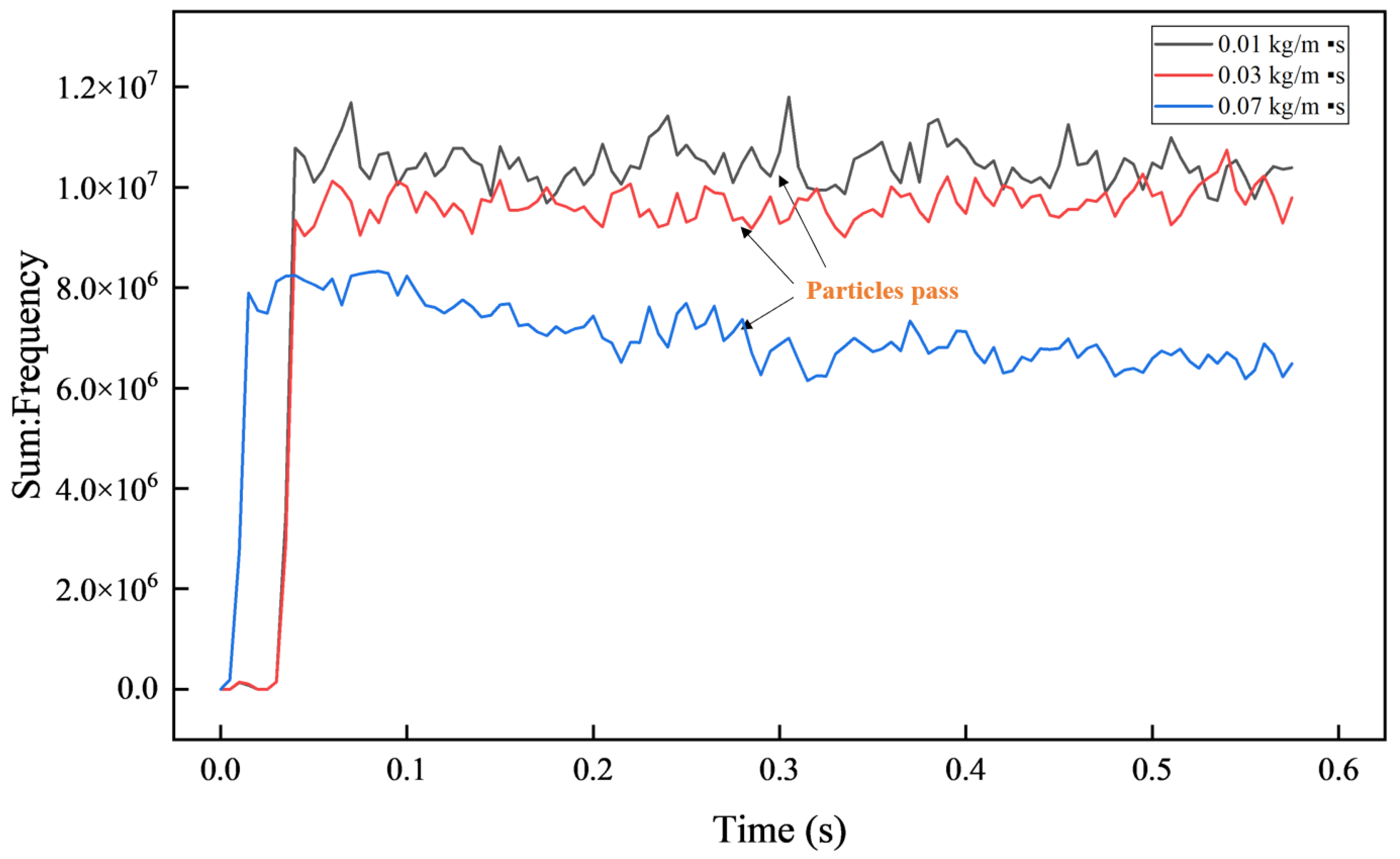
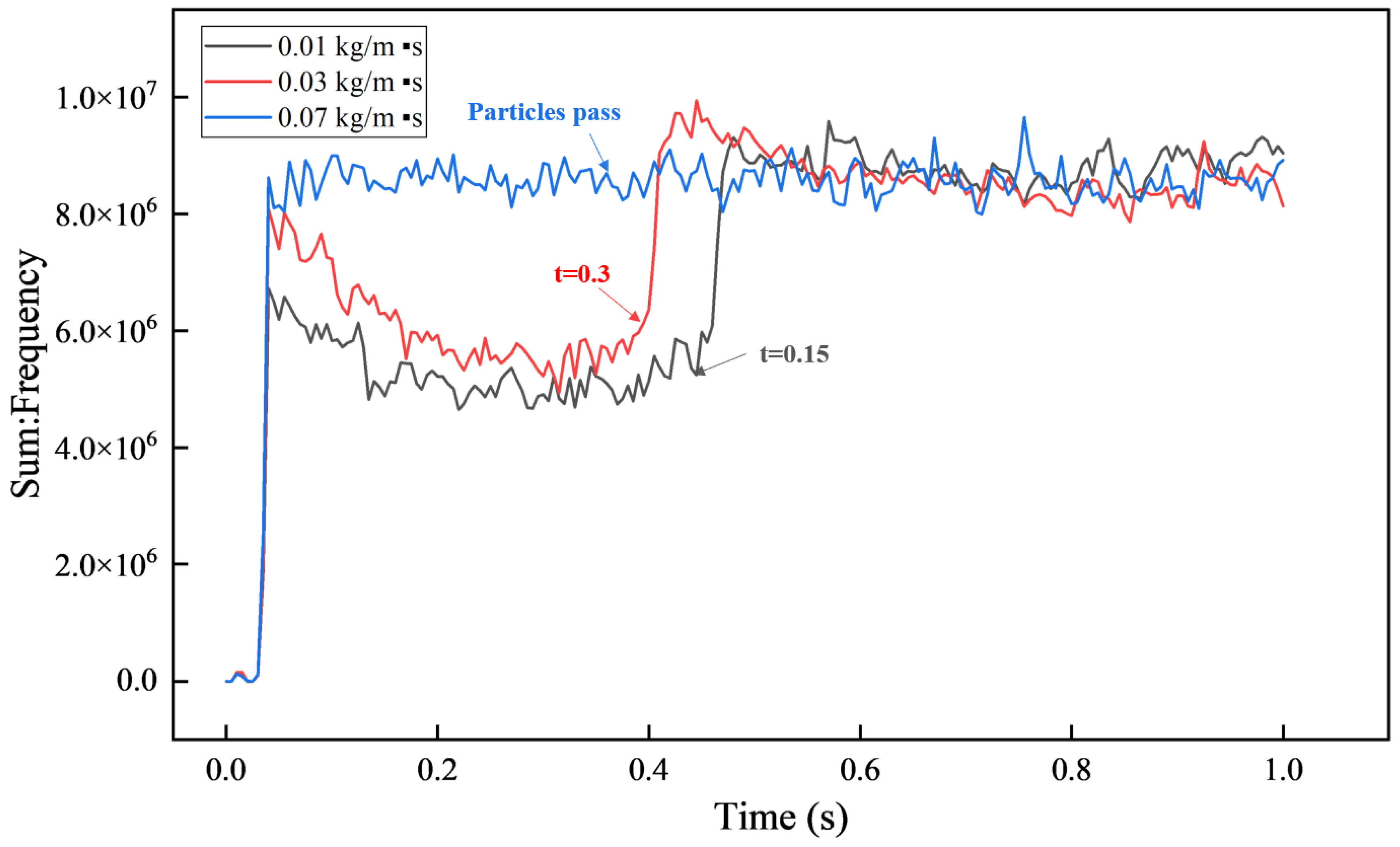
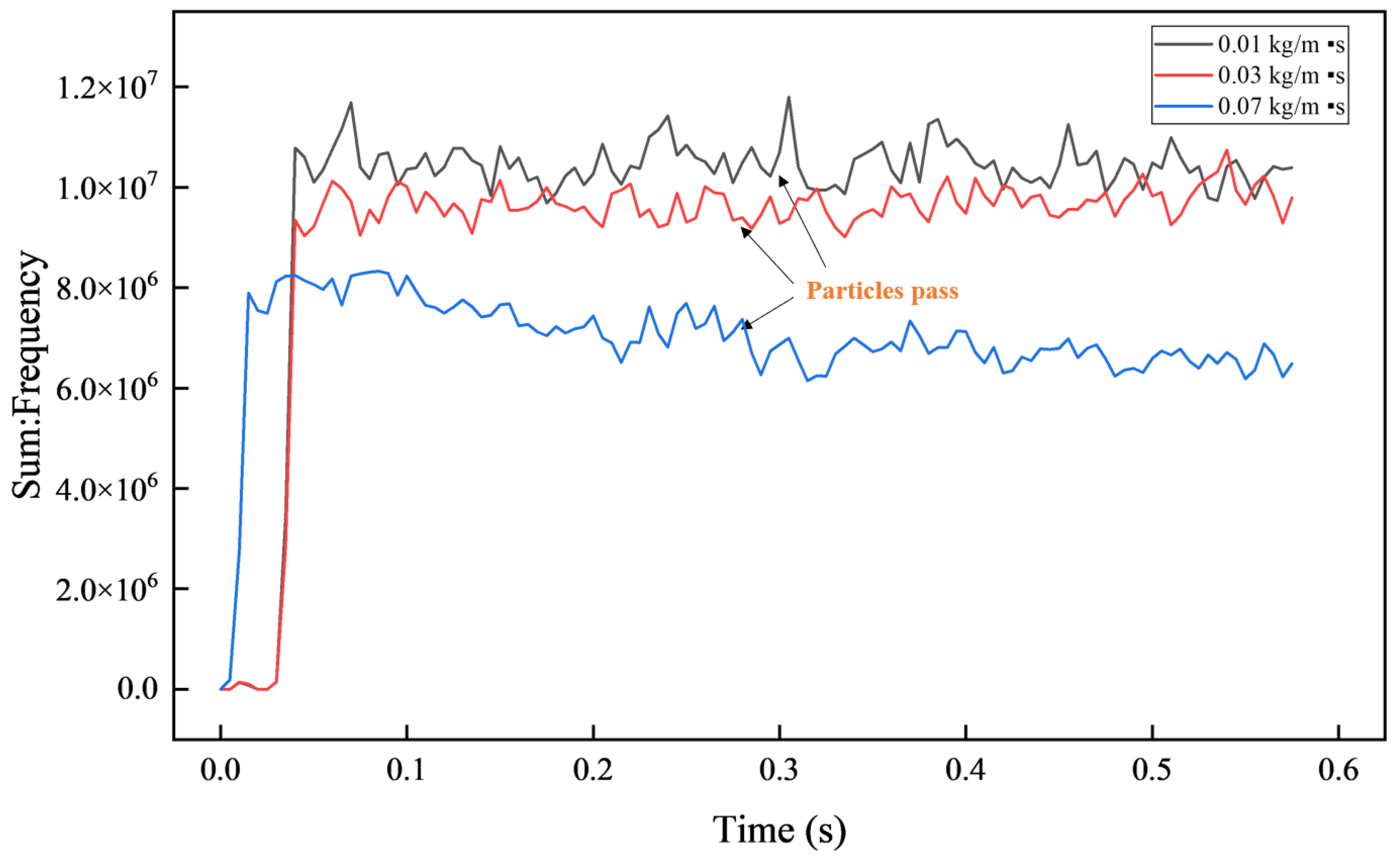
4.5. Influence of Fluid Viscosity on Flow Properties
5. Conclusions
- (1)
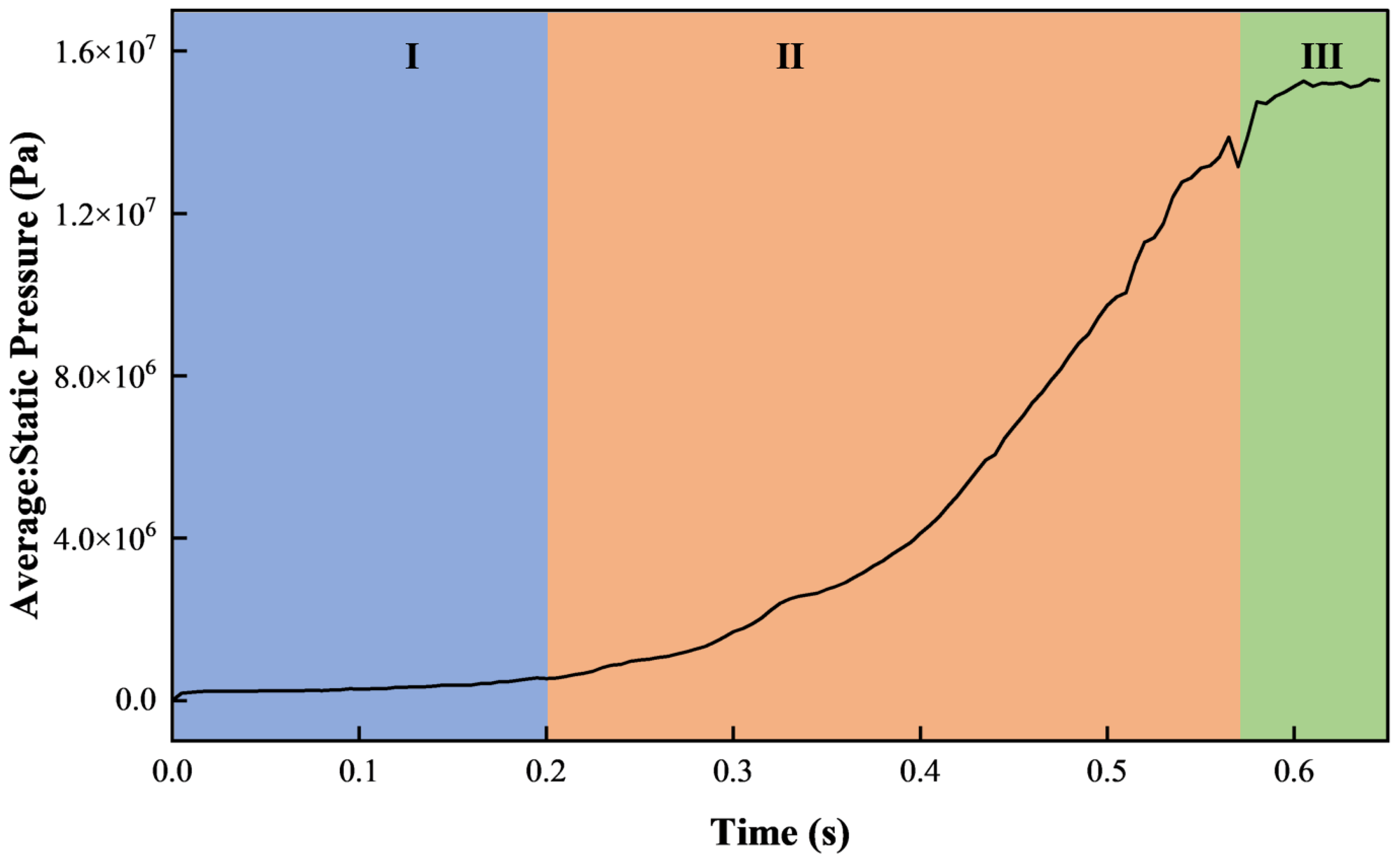
- The migration process of LCMs in the mud screen can be divided into three stages, including I, the migration of LCMS. II, Retention of LCMS. III, LCMS stacking. Among them, the retention stage of LCM dominates the clogging degree of LCMs to mud screen.
- (2)
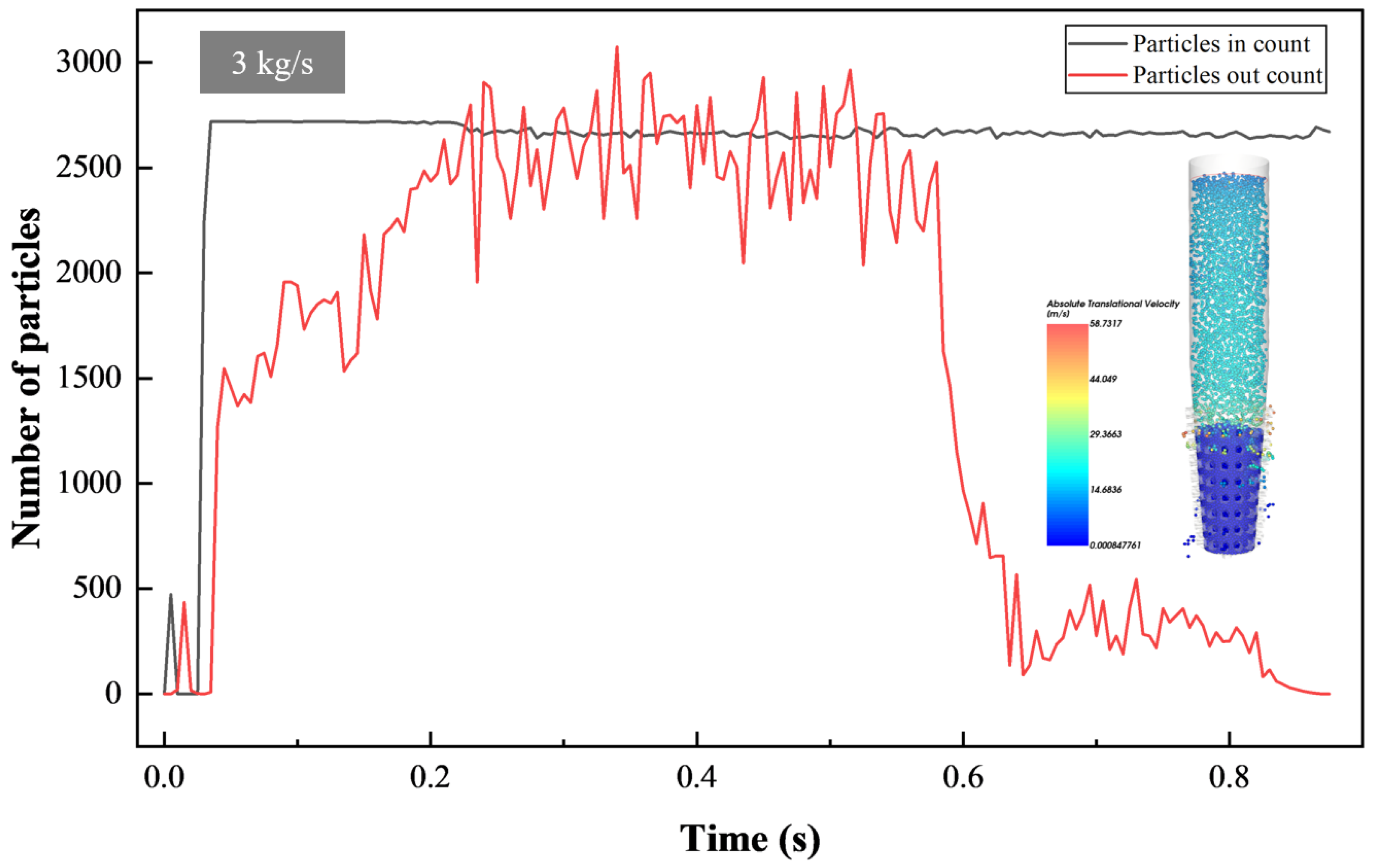
- The retention behavior of LCMs can be divided into two types. One is derived from the bridging of LCMs with larger particle size in the pores of the mud screen, thereby hindering the subsequent overflow of LCMs. Another source is that the difference between the entry speed and the overflow speed of LCMs causes the accumulation of LCMs in the mud screen.
- (3)
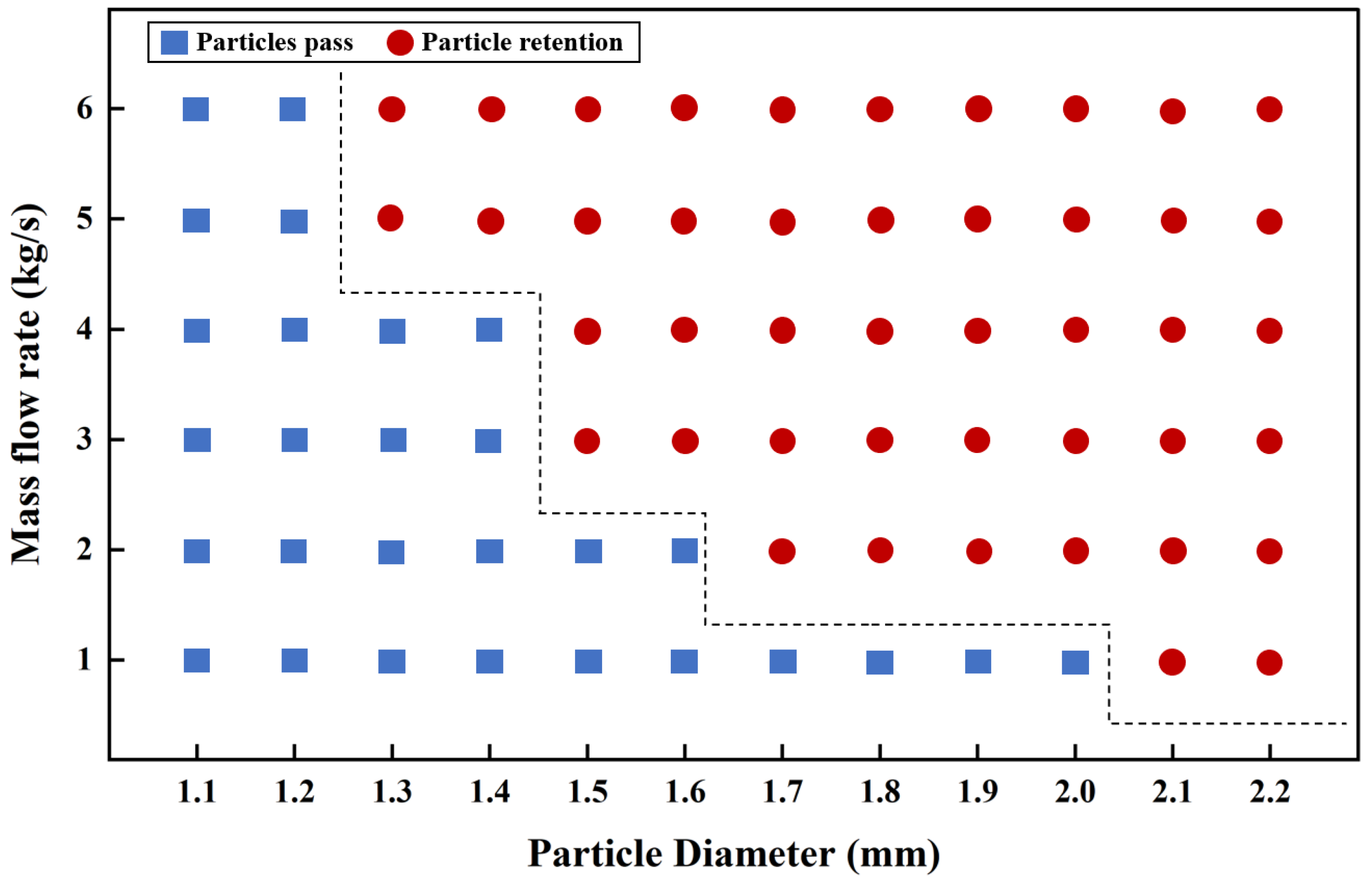
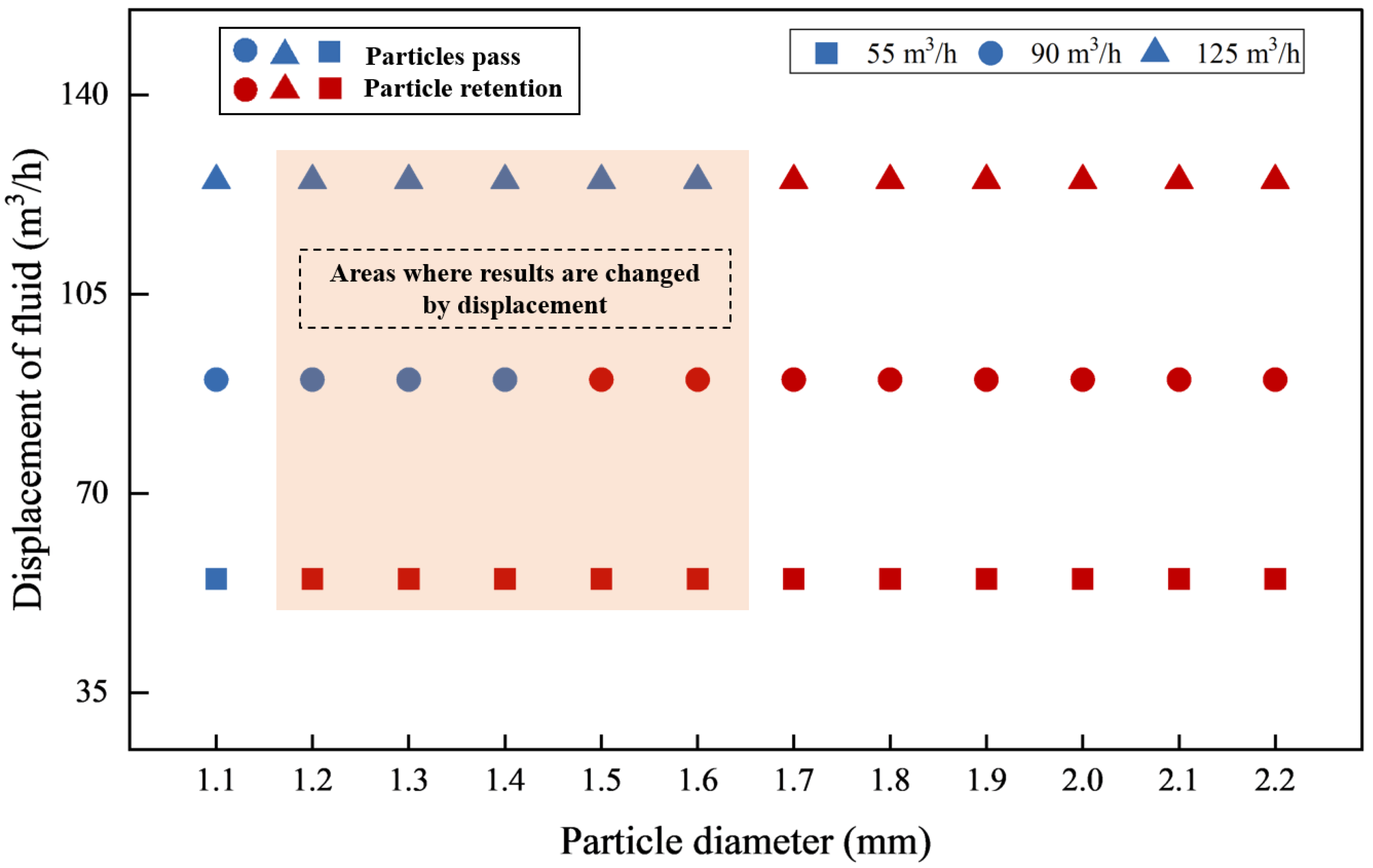
- Mud screen requires that the particle size of LCMs needs to be controlled at 2 mm or less. When the particle size of LCMs is less than 1.2 mm, the results of the mass flow convection performance of LCMs do not change much. When the particle size of LCMs ranges from 1.2 mm to 2 mm, the mass flow of LCMs needs to be paid attention to because it dramatically affects the flow properties of LCMs.
- (4)
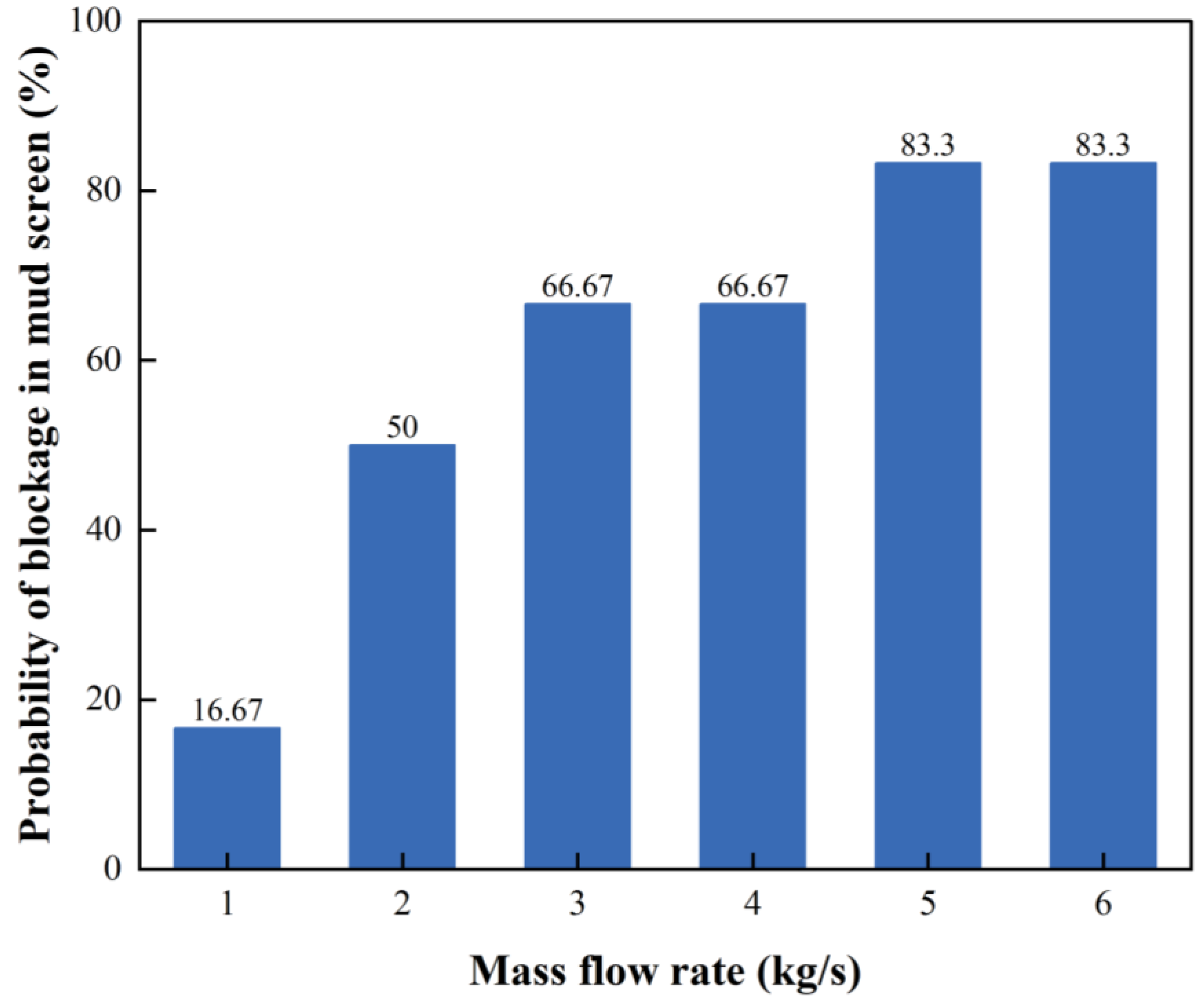
- The flow properties of LCMs are favorable for fluid at high displacement. It helps LCMs achieve higher overflow speed. Low displacement results in more severe clogging of the mud screen by LCMs. The increase of fluid viscosity reduces the collision frequency of LCMs with the tool, and the overflow of LCMs from the holes is more orderly. Therefore, in the MWD construction, optimizing the viscosity and displacement of the drilling fluid can reduce the probability of the mud screen being blocked.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Sun, J.; Bai, Y.; Cheng, R.; Lyu, K.; Liu, F.; Feng, J.; Lei, S.; Zhang, J.; Hao, H. Research progress and prospect of plugging technologies for fractured formation with severe lost circulation. Pet. Explor. Dev. 2021, 48, 732–743. [Google Scholar] [CrossRef]
- Pu, L.; Xu, P.; Xu, M.; Song, J.; He, M. Lost circulation materials for deep and ultra-deep wells: A review. J. Pet. Sci. Eng. 2022, 214, 110404. [Google Scholar] [CrossRef]
- Yan, C.; Deng, J.; Yu, B.; Li, W.; Chen, Z.; Hu, L.; Li, Y. Borehole stability in high-temperature formations. Rock Mech. Rock Eng. 2014, 47, 2199–2209. [Google Scholar] [CrossRef]
- Meng, M.; Chen, P.; Ren, R. Statistic evaluation of failure criteria in wellbore stability with temperature effects. Fuel 2019, 252, 730–752. [Google Scholar] [CrossRef]
- Feng, Y.; Cai, W.; Deng, J.; Lin, H.; Xie, T.; Chu, M. Application of geomechanics modeling in the study of fluid loss mechanism of fractured reservoirs in Bohai Bay, China. J. Pet. Sci. Eng. 2022, 212, 110297. [Google Scholar] [CrossRef]
- Izyurov, V.; Kharitonov, A.; Semenikhin, I.; Korsunov, E.; Gassan, A.; Tikhonov, E.; Jadan, G.; Stashko, V.; Blagonadeshniy, I.; Manikhin, A.; et al. Selecting Bridging Agents’ Particle Size Distribution for Optimum Plugging While Drilling in Permeable Zones. In Proceedings of the SPE Russian Petroleum Technology Conference, Moscow, Russia, 22 October 2019; OnePetro: Richardson, TX, USA, 2019. [Google Scholar]
- Zhai, K.; Yi, H.; Liu, Y.; Geng, Y.; Fan, S.; Zhu, D. Experimental evaluation of the shielded temporary plugging system composed of calcium carbonate and acid-soluble preformed particle gels (ASPPG) for petroleum drilling. Energy Fuels 2020, 34, 14023–14033. [Google Scholar] [CrossRef]
- Lu, C.; Zhang, T.; Zhao, H. Improving the application depth of electromagnetic measurement while drilling (EM-MWD) systems by receiving signals from adjacent wells. J. Appl. Geophys. 2021, 195, 104468. [Google Scholar] [CrossRef]
- Shinmoto, Y. A case study on downhole measurement to monitor drilling hazards in integrated ocean drilling program (IODP) expedition 314. In Proceedings of the OCEANS 2008-MTS/IEEE Kobe Techno-Ocean, Kobe, Japan, 28 May 2008; IEEE: Manhattan, NY, USA, 2008; pp. 1–8. [Google Scholar] [CrossRef]
- Valerio, A.; Carvalho G, L. MWD and MPD System Combination Successfully Manages Ultra-High LCM Concentrations and Cement Slurries in Loss Scenarios. In Proceedings of the SPE International Conference and Exhibition on Formation Damage Control, Lafayette, LA, USA, 12 February 2020; OnePetro: Richardson, TX, USA, 2020. [Google Scholar] [CrossRef]
- Reckmann, H.; Jogi, P.; Kpetehoto, F.T.; Chandrasekaran, S.; Macpherson, J.D. MWD failure rates due to drilling dynamics. In Proceedings of the IADC/SPE Drilling Conference and Exhibition, New Orleans, LA, USA, 2 February 2010; OnePetro: Richardson, TX, USA, 2010. [Google Scholar] [CrossRef]
- Kuyken, C.; van der Plas, K.; Frederiks, K.; Williams, M.; Cockburn, C. Developing and Using Slimhole Rotary Steerable Systems in the North Sea Changing the Economics of Mature Asset Drilling. In Proceedings of the SPE Offshore Europe Oil and Gas Exhibition and Conference, Aberdeen, UK, 2 September 2003; OnePetro: Richardson, TX, USA, 2003. [Google Scholar] [CrossRef]
- Han, G.Z.; Ai, C. In Proceedings of the Applications of Mud Pulse MWD/LWD System in Bakken Formation, North Dakota, USA. In Proceedings of the Applied Mechanics and Materials, Bangkok, Thailand, 21–22 June 2013; Trans Tech Publications Ltd.: Bäch, Switzerland, 2013; Volume 415, pp. 672–676. [Google Scholar] [CrossRef]
- Hussain, S.; Huelvan, Y.; Adams, W. Measurement while drilling, logging while drilling, and rotary steerable systems performance, benefits, and challenges in managed pressure drilling and underbalanced drilling. In Proceedings of the SPE Bergen one day seminar, Bergen, Norway, 2 April 2014; OnePetro: Richardson, TX, USA, 2014. [Google Scholar] [CrossRef]
- Attong, D.J.; Singh, U.B.; Teixeira, G. Successful use of a modified MWD tool in a high-concentration LCM mud system. SPE Drill. Complet. 1995, 10, 22–26. [Google Scholar] [CrossRef]
- Klotz, C.; Bond, P.R.; Wassermann, I.; Priegnitz, S. A new mud pulse telemetry system for enhanced MWD/LWD applications. In Proceedings of the IADC/SPE Drilling Conference, Orlando, FL, USA, 4 March 2008; OnePetro: Richardson, TX, USA, 2008. [Google Scholar] [CrossRef]
- Hache, J.M.; Till, P. New-generation retrievable MWD tool delivers superior performance in harsh drilling environments. In Proceedings of the SPE/IADC Drilling Conference, Amsterdam, The Netherlands, 27 February 2001; OnePetro: Richardson, TX, USA, 2001. [Google Scholar] [CrossRef]
- Zhao, X.; Qiu, Z.; Sun, B.; Liu, S.; Xing, X.; Wang, M. Formation damage mechanisms associated with drilling and completion fluids for deepwater reservoirs. J. Pet. Sci. Eng. 2019, 173, 112–121. [Google Scholar] [CrossRef]
- Zhang, T.; Zeng, X.; Guo, J.; Zeng, F.; Li, M. Numerical simulation on oil-water-particle flows in complex fractures of fractured-vuggy carbonate reservoirs. J. Pet. Sci. Eng. 2022, 208, 109413. [Google Scholar] [CrossRef]
- Ardekani, A.M.; Rangel, R.H. Numerical investigation of particle-particle and particle–wall collisions in a viscous fluid. J. Fluid Mech. 2008, 596, 437–466. [Google Scholar] [CrossRef]
- Wang, G.; Dong, M.; Wang, Z.; Ren, T.; Xu, S. Removing cuttings from inclined and horizontal wells: Numerical analysis of the required drilling fluid rheology and flow rate. J. Nat. Gas Sci. Eng. 2022, 102, 104544. [Google Scholar] [CrossRef]
- Casas, G.; De-Pouplana, I.; Gandikota, R.; Oñate, E. Numerical simulation of particle impact drilling (PID) systems: A one-way coupled approach. Comput. Part. Mech. 2022, 9, 735–757. [Google Scholar] [CrossRef]
- Feng, C.; Liu, W.; Gao, D. CFD simulation and optimization of slurry erosion of PDC bits. Powder Technol. 2022, 408, 117658. [Google Scholar] [CrossRef]
- Zakerian, A.; Sarafraz, S.; Tabzar, A.; Hemmati, N.; Shadizadeh, S.R. Numerical modeling and simulation of drilling cutting transport in horizontal wells. J. Pet. Explor. Prod. Technol. 2018, 8, 455–474. [Google Scholar] [CrossRef]
- Lin, C.; Taleghani, A.D.; Kang, Y.; Xu, C. A coupled CFD-DEM numerical simulation of formation and evolution of sealing zones. J. Pet. Sci. Eng. 2022, 208, 109765. [Google Scholar] [CrossRef]
- Kloss, C.; Goniva, C.; Hager, A.; Amberger, S.; Pirker, S. Models, algorithms and validation for opensource DEM and CFD–DEM. Prog. Comput. Fluid Dyn. Int. J. 2012, 12, 140–152. [Google Scholar] [CrossRef]
- Kanitz, M.; Grabe, J. Multiscale investigation of suffusion with coupled CFD-DEM-Influence of different drag force models. In Proceedings of the 2nd International Conference on the Material Point Method for Modelling Soil-Water-Structure Interaction, Cambridge, UK, 8–10 January 2019; Available online: https://onlinelibrary.wiley.com/doi/pdf/10.1002/nag (accessed on 20 August 2022).
- Wang, D.; You, Z.; Wang, M.; Li, Q.; Wu, L. Numerical investigation of proppant transport at hydraulic-natural fracture intersection. Powder Technol. 2022, 398, 117123. [Google Scholar] [CrossRef]
- Hertz, H. Über die Berührung fester elastischer Körper. J. Für Die Reine Angew. Math. 1882, 92, 22. [Google Scholar]
- Tsuji, Y.; Tanaka, T.; Ishida, T. Lagrangian numerical simulation of plug flow of cohesionless particles in a horizontal pipe. Powder Technol. 1992, 71, 239–250. [Google Scholar] [CrossRef]
- Mindlin, R.D.; Deresiewicz, H. Elastic Spheres in Contact Under Varying Oblique Forces. J. Appl. Mech. 1953, 20, 327–344. [Google Scholar] [CrossRef]
- Hærvig, J. On the Adhesive Behaviour of Micron-sized Particles in Turbulent Flow: A Numerical Study Coupling the Discrete Element Method and Large Eddy Simulations; Aalborg University Press: Aalborg, Denmark, 2017. [Google Scholar]
- Liu, D.; van Wachem, B.G.M.; Mudde, R.F.; Chen, X.; Ommen, J.R.V. An adhesive CFD-DEM model for simulating nanoparticle agglomerate fluidization. AIChE J. 2016, 62, 2259–2270. [Google Scholar] [CrossRef]
- Zhou, Z.Y.; Kuang, S.B.; Chu, K.W.; Yu, A.B. Discrete particle simulation of particle–fluid flow: Model formulations and their applicability. J. Fluid Mech. 2010, 661, 482–510. [Google Scholar] [CrossRef]
- Izyurov, V.; Kharitonov, A.; Semenikhin, I.; Korsunov, E.; Gassan, A.; Tikhonov, E.; Jadan, G.; Stashko, V.; Blagonadeshniy, I.; Manikhin, A.; et al. Lessons Learned from Formation Pressure Measurements While Drilling. In Proceedings of the SPWLA 45th Annual Logging Symposium, Noordwijk, The Netherlands, 6 June 2004; OnePetro: Richardson, TX, USA, 2004. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| DEM Parameters | Values | CFD Parameters | Values |
|---|---|---|---|
| Particle Size, d (m) | [1.1 × 10−3, 2.2 × 10−3] | The density of the fluid, ρf (g/cm3) | 1.3 |
| Particle Density, ρs (g/cm3) | 2.6 | The viscosity of the fluid, μf (kg/m·s) | [0.01, 0.07] |
| Particle Young’s Modulus, E (MPa) | 1.0 × 109 | Displacement of fluid, m3/h | [55, 125] |
| Poisson’s ratio of particles | 0.3 | Turbulence intensity | k-epsilon(2eqn) |
| Static Friction of Particle to particle, μs | 0.8 | Wall roughness constant | 1% |
| Dynamic Friction of Particle to particle, μr | 0.5 | Wall roughness height, h (mm) | 0.5 |
| Restitution Coefficient of Particle to particle | 0.3 | CFD time step, Δts (s) | 0.2 |
| Static Friction of Particle to boundary, μs | 0.9 | Acceleration of gravity, g (m/s2) | 10−3 |
| Dynamic Friction of Particle to boundary, μr | 0.5 | ||
| Restitution Coefficient of Particle to the boundary | 0.2 | ||
| Tangential Stiffness Ratio | 1 | ||
| DEM time step, Δts (s) | 5 × 10−3 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pu, L.; Xu, P.; Xu, M.; Zhou, J.; Liu, Q.; Song, J. Numerical Simulation Study on the Flow Properties of Materials for Plugging While Drilling in MWD. Processes 2022, 10, 1955. https://doi.org/10.3390/pr10101955
Pu L, Xu P, Xu M, Zhou J, Liu Q, Song J. Numerical Simulation Study on the Flow Properties of Materials for Plugging While Drilling in MWD. Processes. 2022; 10(10):1955. https://doi.org/10.3390/pr10101955
Chicago/Turabian StylePu, Lei, Peng Xu, Mingbiao Xu, Jun Zhou, Qinglin Liu, and Jianjian Song. 2022. "Numerical Simulation Study on the Flow Properties of Materials for Plugging While Drilling in MWD" Processes 10, no. 10: 1955. https://doi.org/10.3390/pr10101955
APA StylePu, L., Xu, P., Xu, M., Zhou, J., Liu, Q., & Song, J. (2022). Numerical Simulation Study on the Flow Properties of Materials for Plugging While Drilling in MWD. Processes, 10(10), 1955. https://doi.org/10.3390/pr10101955