
Improving the Efficiency of the Bowden Cable Terminal Injection Process for the Automotive Industry


 ,
,  , ,
, ,  and
and
Abstract
:1. Introduction
2. Methods and Problem Characterization
2.1. Objectives and Requirements
2.2. Process Characterization
2.3. Existing Problems
3. Results
3.1. Pre-Design
3.2. Workstation Interventions
3.3. Validation of the Mold Structure
3.4. Validation of the Produced Components
3.5. Process Description
3.6. Results
3.6.1. Raw Material Waste
- Saving on the BX726 production line
- Investment in changing existing lines
- Implementation in new projects
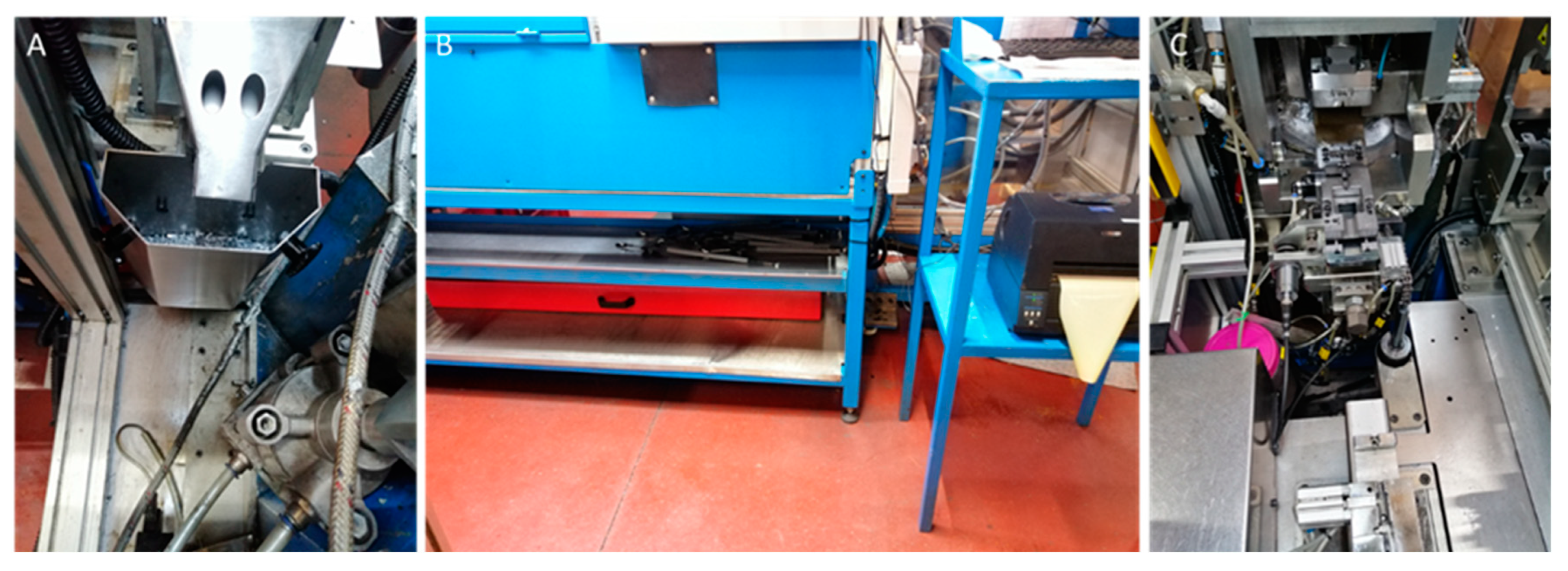
3.6.2. Dedicated Sprue Collection
3.6.3. Final Product Quality Improvement
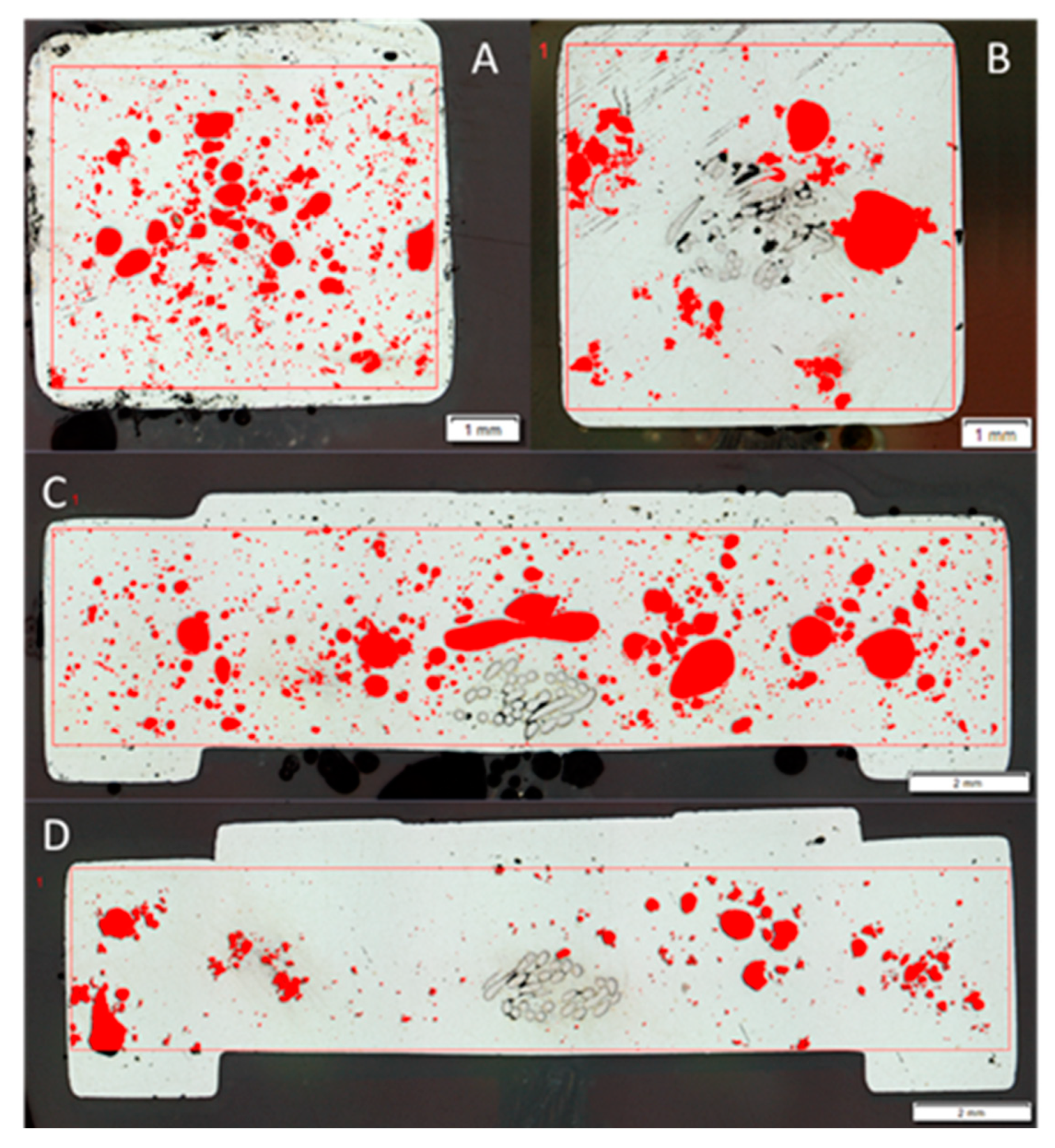
- Microstructure analysis
4. Conclusions
- The capability to inject 95% of the company products with one standardized type of mold structure led to the reduction of downtime. The improved mold structure was the result of an iterative process combining FEM and SWOT analyses until a suitable solution was obtained.
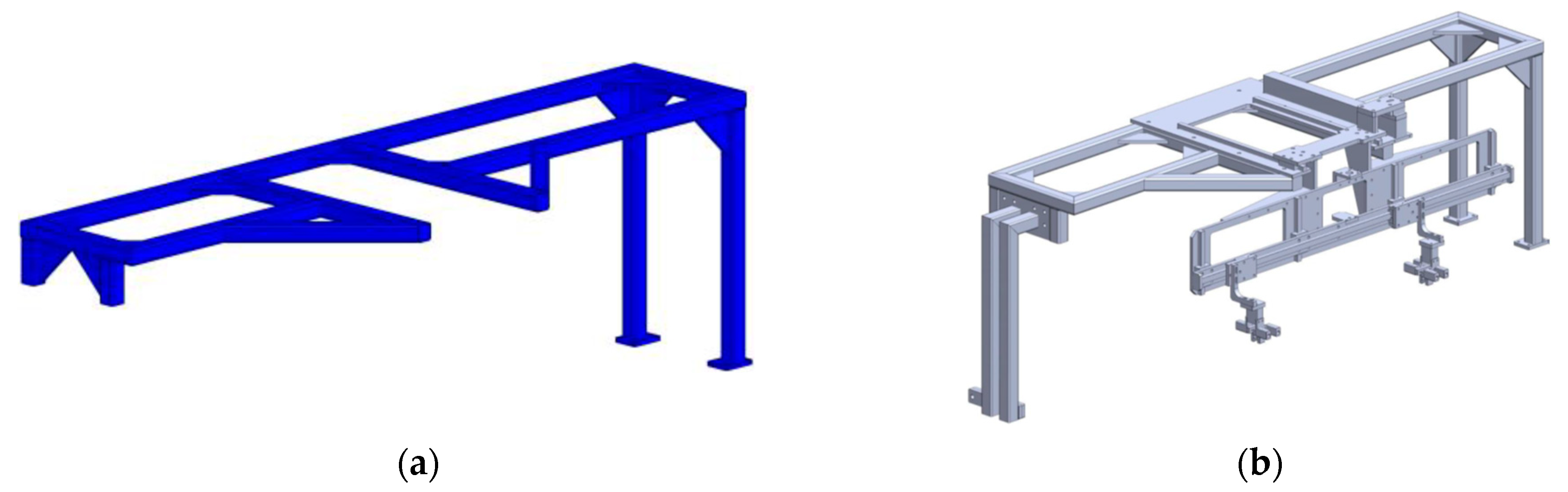
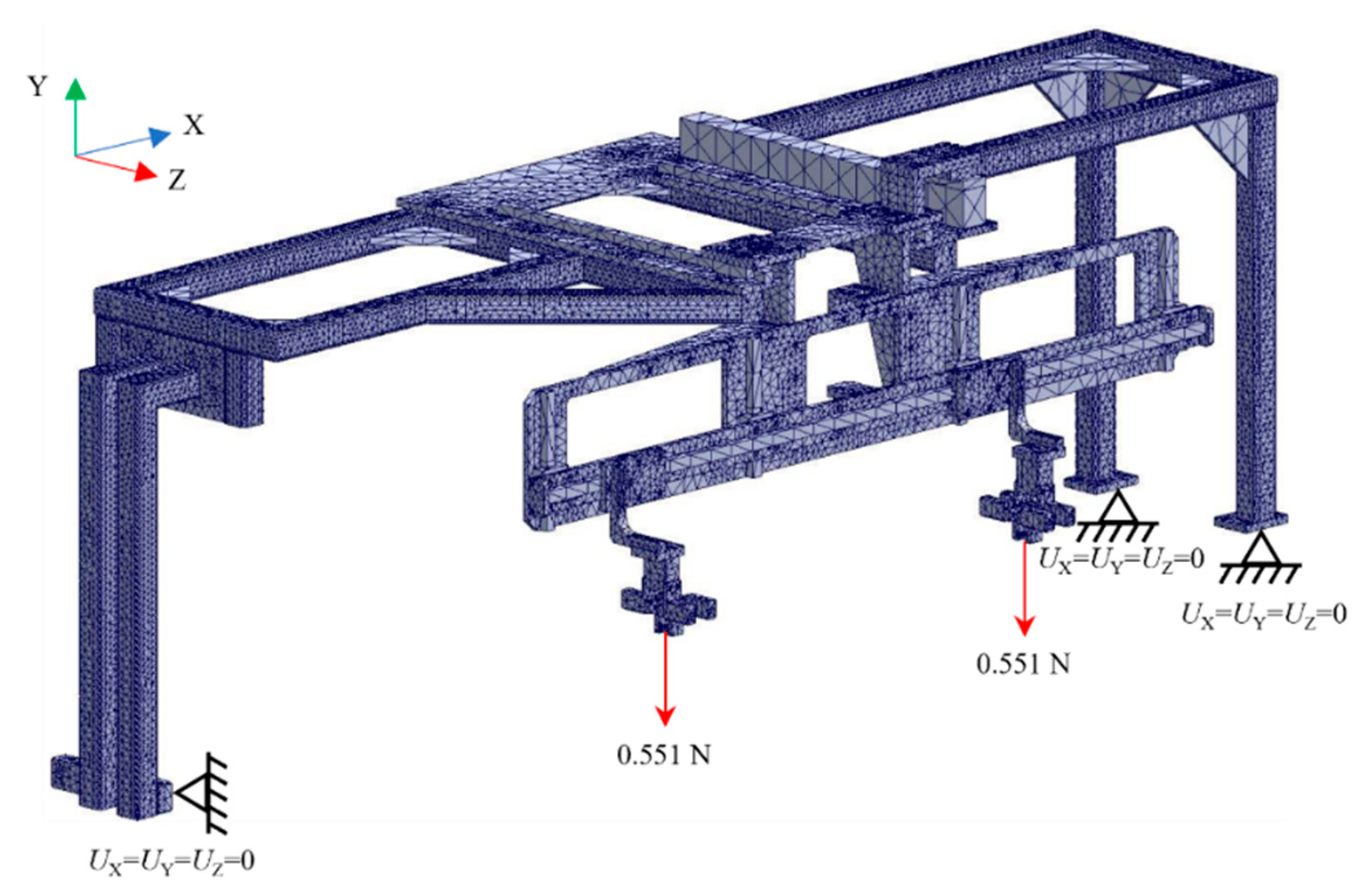
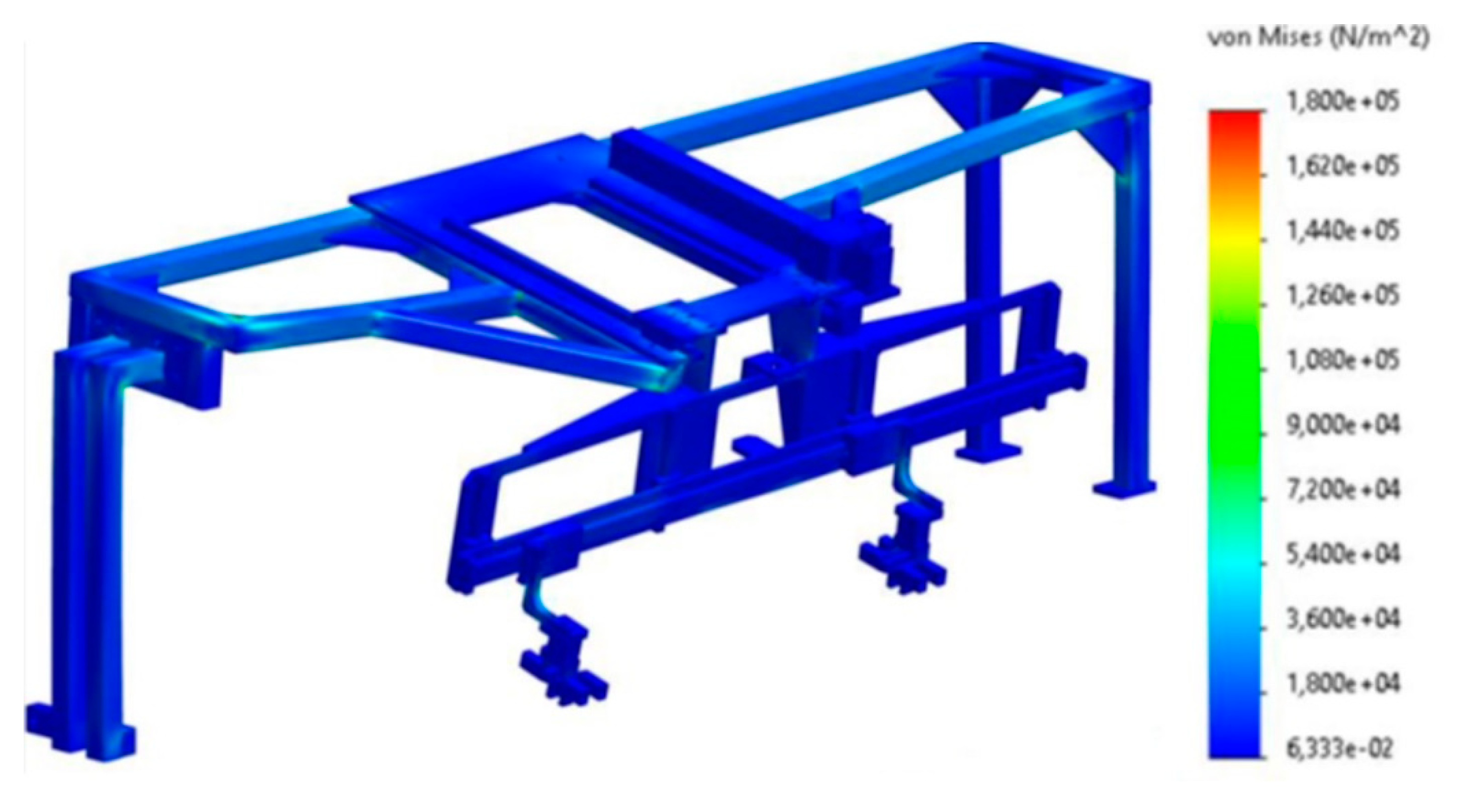
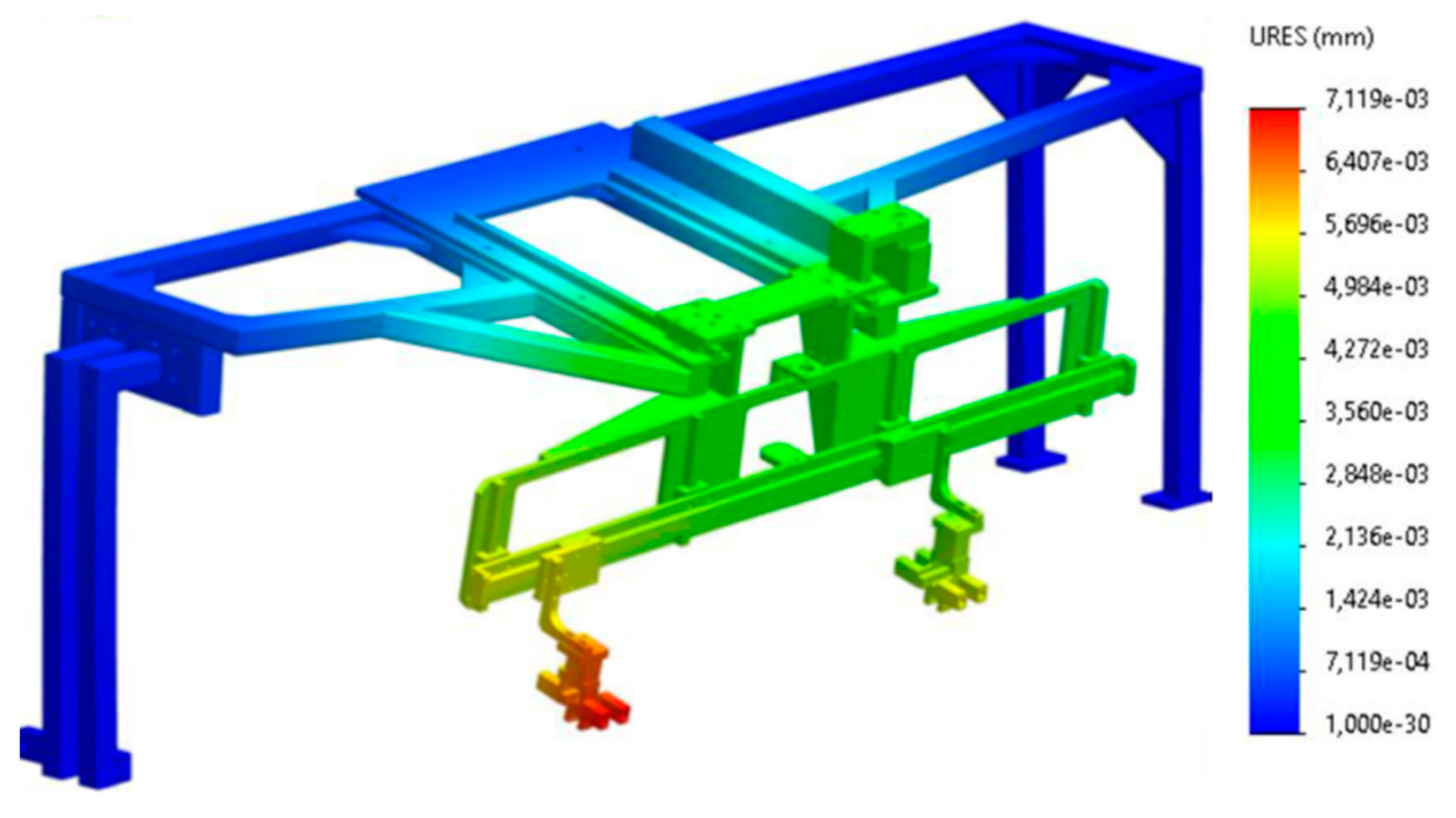
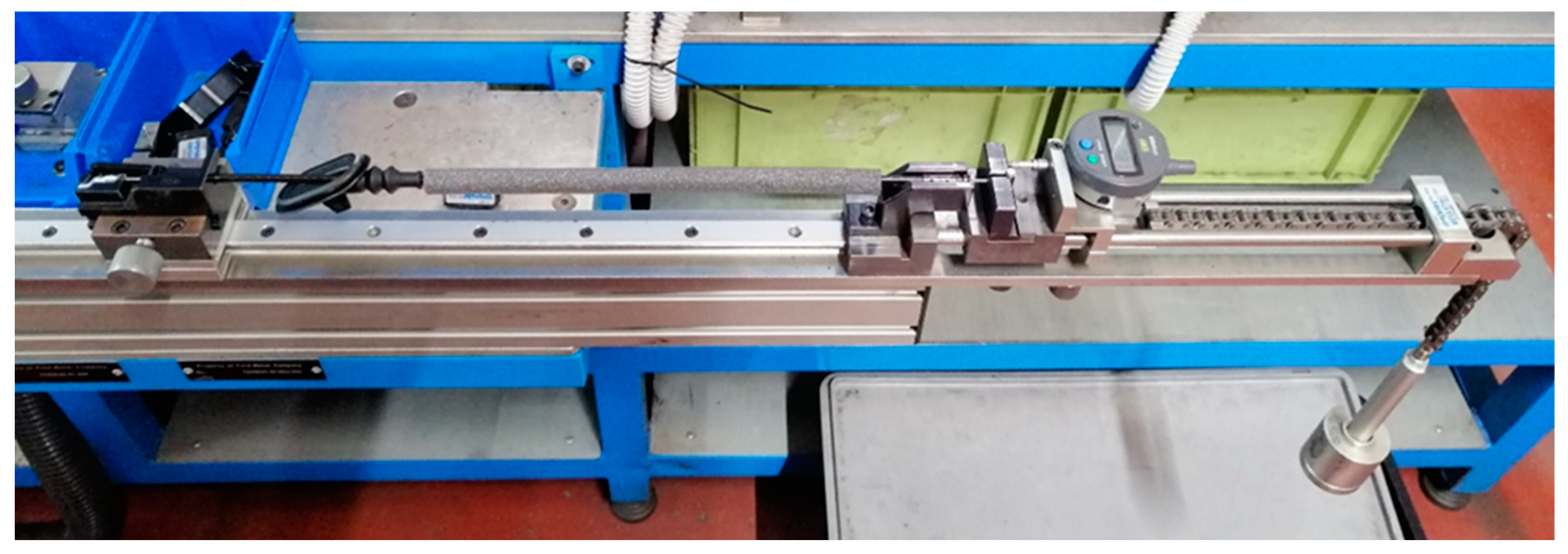
- As the mold structure was modified and improved, it required further improvements to the measuring kit, namely the front and back positioning fixtures, which ensure the correct location of the control cable throughout the injection process. A similar approach was followed for the structure of the robotic manipulator, which transports the control cables from the injection station to the sprue removal station.
- In all the previous cases, the number of fabricated components was minimal, while existing components were modified slightly by machining; hence, maintaining compatibility with the other production lines operating in the company.
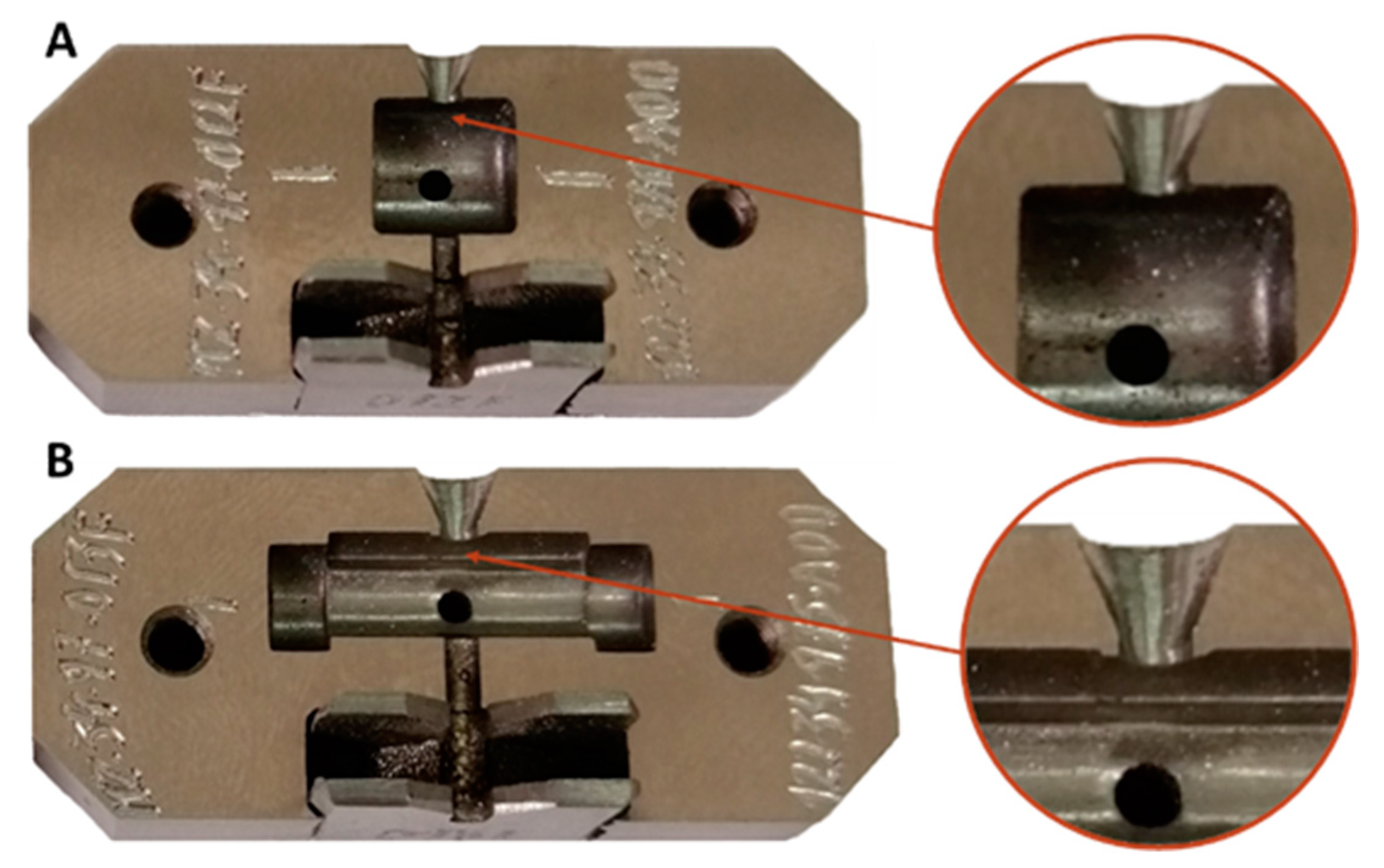
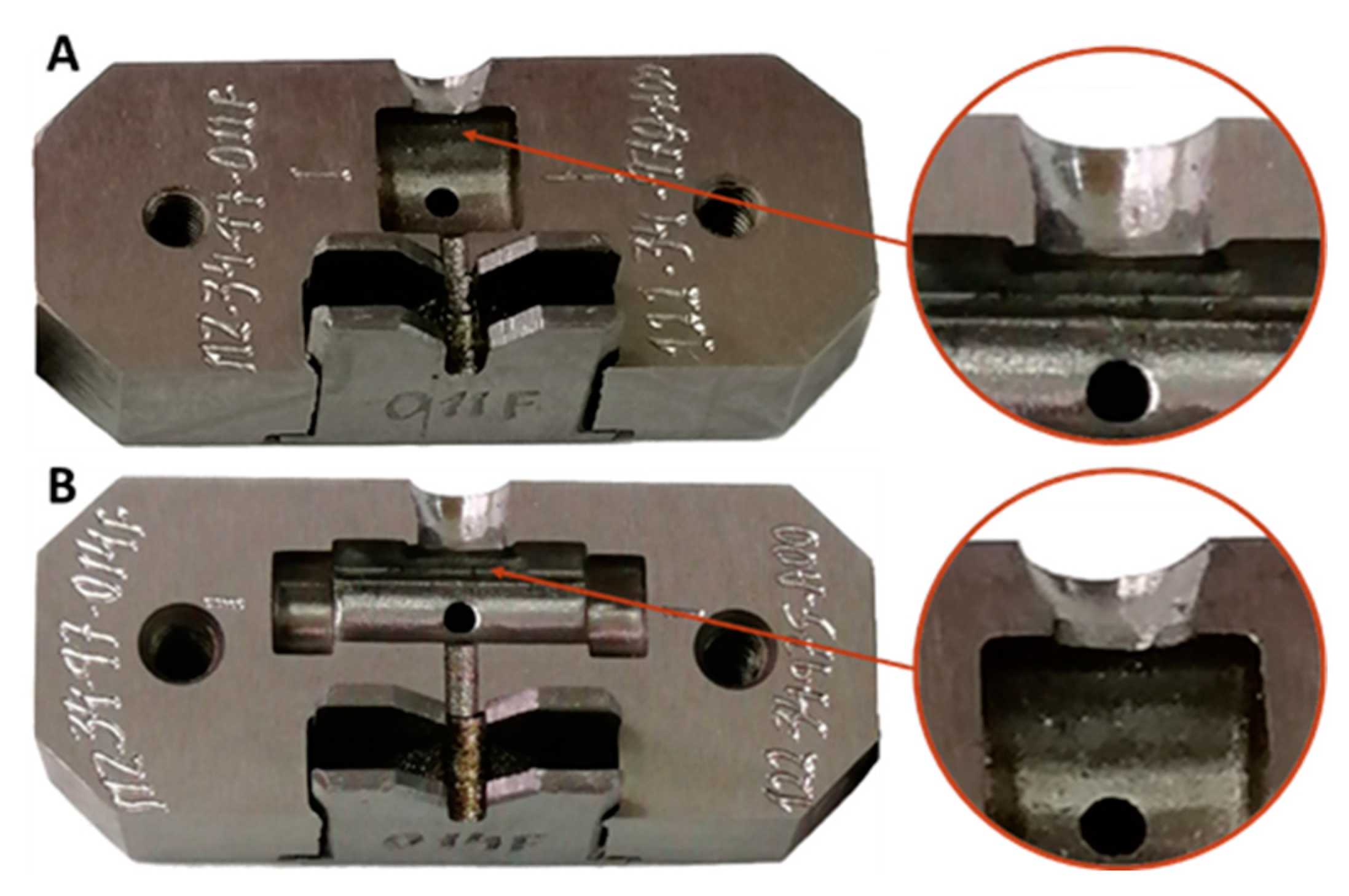
- Establishing the cause of the random size and consequent behavior of the sprues before the improvements were done. Once the cause was found, the mold and mold structures were fine-tuned to produce a controlled sprue size, also reflected in a controlled behavior of the sprues.
- The reduction of the sprue size led to the improvement of the terminal strength, which improved the quality of the control cables produced. The control of the sprue size means that the cooling rate of the terminal was also controlled; additionally, a smaller sprue mass indicates faster cooling rates, which lead to a stronger microstructure.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Senthilkumar, C.B.; Nallusamy, S. Enrichment of quality rate and output level in a medium scale manufacturing industry by implementation of appropriate quality tools. Mater. Today Proc. 2021, 37, 817–822. [Google Scholar] [CrossRef]
- Cheng, G.; Li, L. Joint optimization of production, quality control and maintenance for serial-parallel multistage production systems. Reliab. Eng. Syst. Saf. 2020, 204, 107–146. [Google Scholar] [CrossRef]
- Ishikawa, K. What is Total Quality Control? The Japanese Way; Prentice Hall: Hoboken, NJ, USA, 1985. [Google Scholar]
- Westcott, R.T.; Duffy, G.L. The Certified Quality Improvement Associate Handbook; ASQ Quality Press: Milwaukee, WI, USA, 2014. [Google Scholar]
- Kogawa, A.C.; Salgado, H.R.N. Quality tools for a successful strategic management. Int. J. Bus. Process Integr. Manag. 2017, 8, 153–159. [Google Scholar] [CrossRef]
- Wilson, C. Brainstorming and Beyond: A User-Centered Design Method; Morgan Kaufmann: Cambridge, MA, USA, 2013. [Google Scholar]
- Rodrigues, H.; Silva, F.J.G.; Morgado, L.G.; Sá, J.C.; Ferreira, L.P.; Campilho, R.D.S.G. A novel computer application for scrap reporting and data management in the manufacturing of components for the automotive industry. Procedia Manuf. 2020, 51, 1319–1326. [Google Scholar] [CrossRef]
- Silva, F.J.; Campilho, R.D.; Ferreira, L.P.; Pereira, M.T. Establishing guidelines to improve the high-pressure die casting process of complex aesthetics parts. In Transdisciplinary Engineering Methods for Social Innovation of Industry 4.0; IOS Press: Amsterdam, The Netherlands, 2018; Volume 7, pp. 887–896. [Google Scholar]
- Gürel, E.; Tat, M. SWOT analysis: A theoretical review. J. Int. Soc. Res. 2017, 10, 994–1006. [Google Scholar] [CrossRef]
- Dyson, R.G. Strategic development and SWOT analysis at the University of Warwick. Eur. J. Oper. Res. 2004, 152, 631–640. [Google Scholar] [CrossRef]
- Karimi, M.; Niknamfar, A.H.; Niaki, S.T.A. An application of fuzzy-logic and grey-relational ANP-based SWOT in the ceramic and tile industry. Knowl.-Based Syst. 2019, 163, 581–594. [Google Scholar] [CrossRef]
- Ayar, M.S.; Ayar, V.S.; George, P.M. Simulation and experimental validation for defect reduction in geometry varied aluminium plates casted using sand casting. Mater. Today Proc. 2020, 27, 1422–1430. [Google Scholar] [CrossRef]
- Goenka, M.; Nihal, C.; Ramanathan, R.; Gupta, P.; Parashar, A.; Joel, J. Automobile Parts Casting-Methods and Materials Used: A Review. Mater. Today Proc. 2020, 22, 2525–2531. [Google Scholar] [CrossRef]
- Groover, M.P. Fundamentals of Modern Manufacturing: Materials, Processes, and Systems; John Wiley & Sons: New York, NY, USA, 2020. [Google Scholar]
- Anderson, B. Die Casting Engineering: A Hydraulic, Thermal and Mechanical Process; CRC Press: Boca Raton, FL, USA, 2005. [Google Scholar]
- Pinto, H.; Silva, F.J.G. Optimisation of Die Casting Process in Zamak Alloys. Procedia Manuf. 2017, 11, 517–525. [Google Scholar] [CrossRef]
- Campbell, J. Complete Casting Handbook: Metal Casting Processes, Metallurgy, Techniques and Design; Butterworth-Heinemann: Oxford, UK, 2015. [Google Scholar]
- Nunes, V.; Silva, F.J.G.; Andrade, M.F.; Alexandre, R.; Baptista, A.P.M. Increasing the lifespan of high-pressure die cast molds subjected to severe wear. Surf. Coat. Technol. 2017, 332, 319–331. [Google Scholar] [CrossRef]
- Swift, K.G.; Booker, J.D. Process Selection: From Design to Manufacture; Elsevier: Amsterdam, The Netherlands, 2003. [Google Scholar]
- Pinto, H.A.; Silva, F.J.G.; Martinho, R.P.; Campilho, R.D.S.G.; Pinto, A.G. Improvement and validation of Zamak die casting moulds. Procedia Manuf. 2019, 38, 1547–1557. [Google Scholar] [CrossRef]
- Chandrasekaran, R.; Campilho, R.D.S.G.; Silva, F.J.G. Reduction of scrap percentage of cast parts by optimizing the process parameters. Procedia Manuf. 2019, 38, 1050–1057. [Google Scholar] [CrossRef]
- Sun, J.; Le, Q.; Fu, L.; Bai, J.; Tretter, J.; Herbold, K.; Huo, H. Gas entrainment behavior of aluminum alloy engine crankcases during the low-pressure-die-casting process. J. Mater. Process. Technol. 2019, 266, 274–282. [Google Scholar] [CrossRef]
- Davis, J.R. Zinc and Zinc Alloys. In Metals Handbook, 2nd ed.; ASM International: Novelty, OH, USA, 1998; pp. 589–597. [Google Scholar]
- BDG. BDG Reference Sheet P202 [Internet]. 2010, p. 24. Available online: https://www.guss.de/fileadmin/user_upload/richtlinien/bdg-richtlinie_p_202_eng.pdf (accessed on 4 May 2022).
- Askeland, D.R. The Science and Engineering of Materials; Springer: Boston, MA, USA, 1996. [Google Scholar]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| ZAMAK’s Retail Price | 2.8 EUR/kg |
|---|---|
| Scrap ZAMAK’s retail price | 1.1 EUR/kg |
| Sprue mass reduction | 1.21 g |
| Total investment | 3970 EUR |
| BX726 production line’s annual average production [22,23,24,25] | 1,021,700 units |
| Number of Production Lines to Modify | 10 |
|---|---|
| Expected average investment per production line | 4000 EUR |
| Production line’s annual average production | 1,000,000 |
| Number of Projects to Be Implemented in 2022 | 3 |
|---|---|
| Number of projects to be implemented in 2023 | 10 |
| Production line’s annual average production | 1,000,000 |
| Sample | Porosity [%] | Pores | Pores Density [1/mm] | Porosity According to BDG P202 |
|---|---|---|---|---|
| A | 10.28 | 2437 | 81.12 | %15.0/ØL1.0 |
| B | 9.23 | 732 | 20.06 | %10.0/ØL1.8 |
| C | 12.6 | 2286 | 36.19 | %15.0/ØL2.8 |
| D | 5.56 | 1004 | 18.65 | %10.0/ØL1.3 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pereira, J.L.T.A.; Campilho, R.D.S.G.; Silva, F.J.G.; Sánchez-Arce, I.J.; Prakash, C.; Buddhi, D. Improving the Efficiency of the Bowden Cable Terminal Injection Process for the Automotive Industry. Processes 2022, 10, 1953. https://doi.org/10.3390/pr10101953
Pereira JLTA, Campilho RDSG, Silva FJG, Sánchez-Arce IJ, Prakash C, Buddhi D. Improving the Efficiency of the Bowden Cable Terminal Injection Process for the Automotive Industry. Processes. 2022; 10(10):1953. https://doi.org/10.3390/pr10101953
Chicago/Turabian StylePereira, José L. T. A., Raul D. S. G. Campilho, Francisco J. G. Silva, Isidro J. Sánchez-Arce, Chander Prakash, and Dharam Buddhi. 2022. "Improving the Efficiency of the Bowden Cable Terminal Injection Process for the Automotive Industry" Processes 10, no. 10: 1953. https://doi.org/10.3390/pr10101953
APA StylePereira, J. L. T. A., Campilho, R. D. S. G., Silva, F. J. G., Sánchez-Arce, I. J., Prakash, C., & Buddhi, D. (2022). Improving the Efficiency of the Bowden Cable Terminal Injection Process for the Automotive Industry. Processes, 10(10), 1953. https://doi.org/10.3390/pr10101953