

Two-Step Optimal-Setting Control for Reagent Addition in Froth Flotation Based on Belief Rule Base


Abstract
:1. Introduction
2. Process Description and Analysis of Reagent Addition
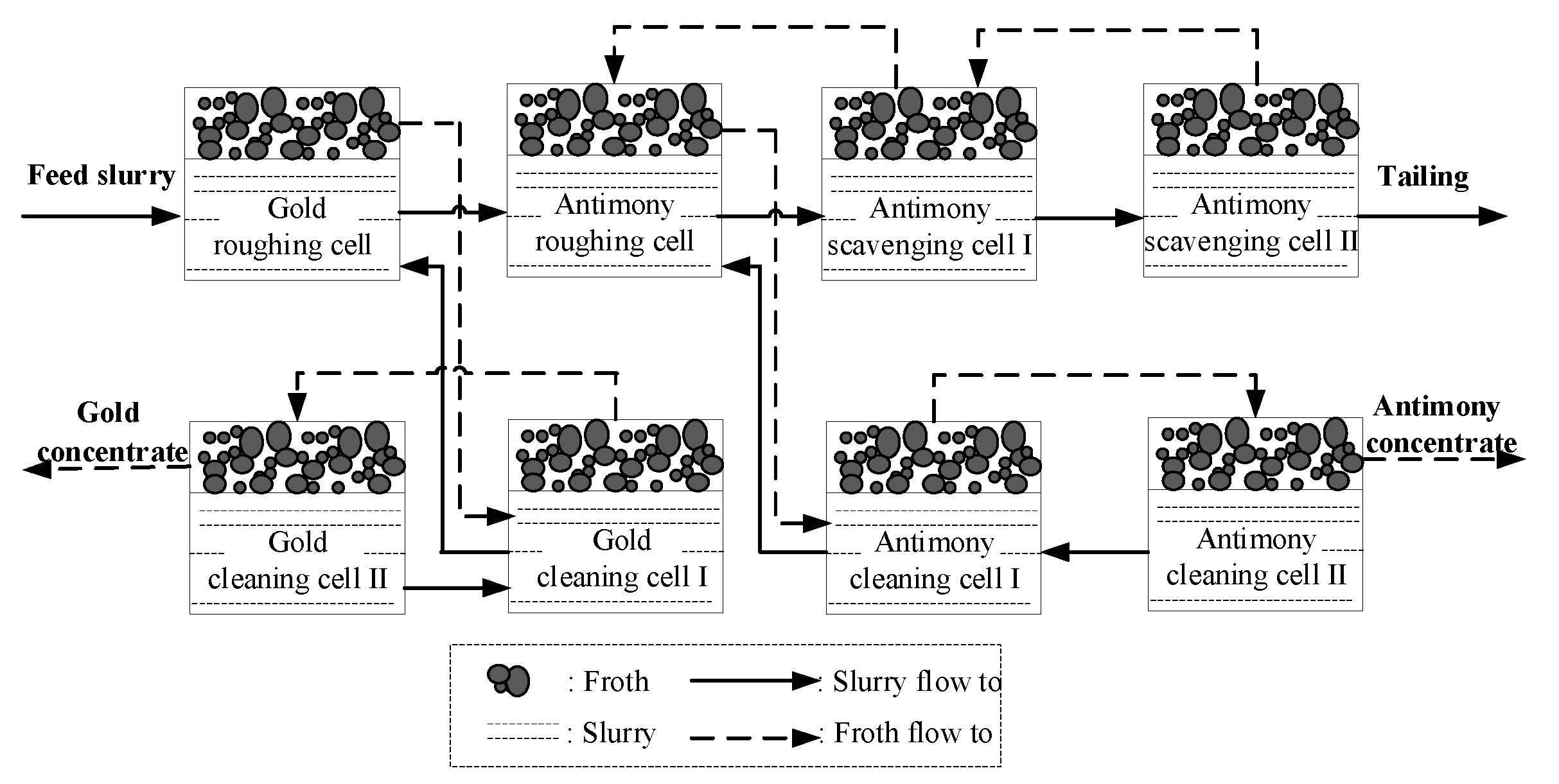
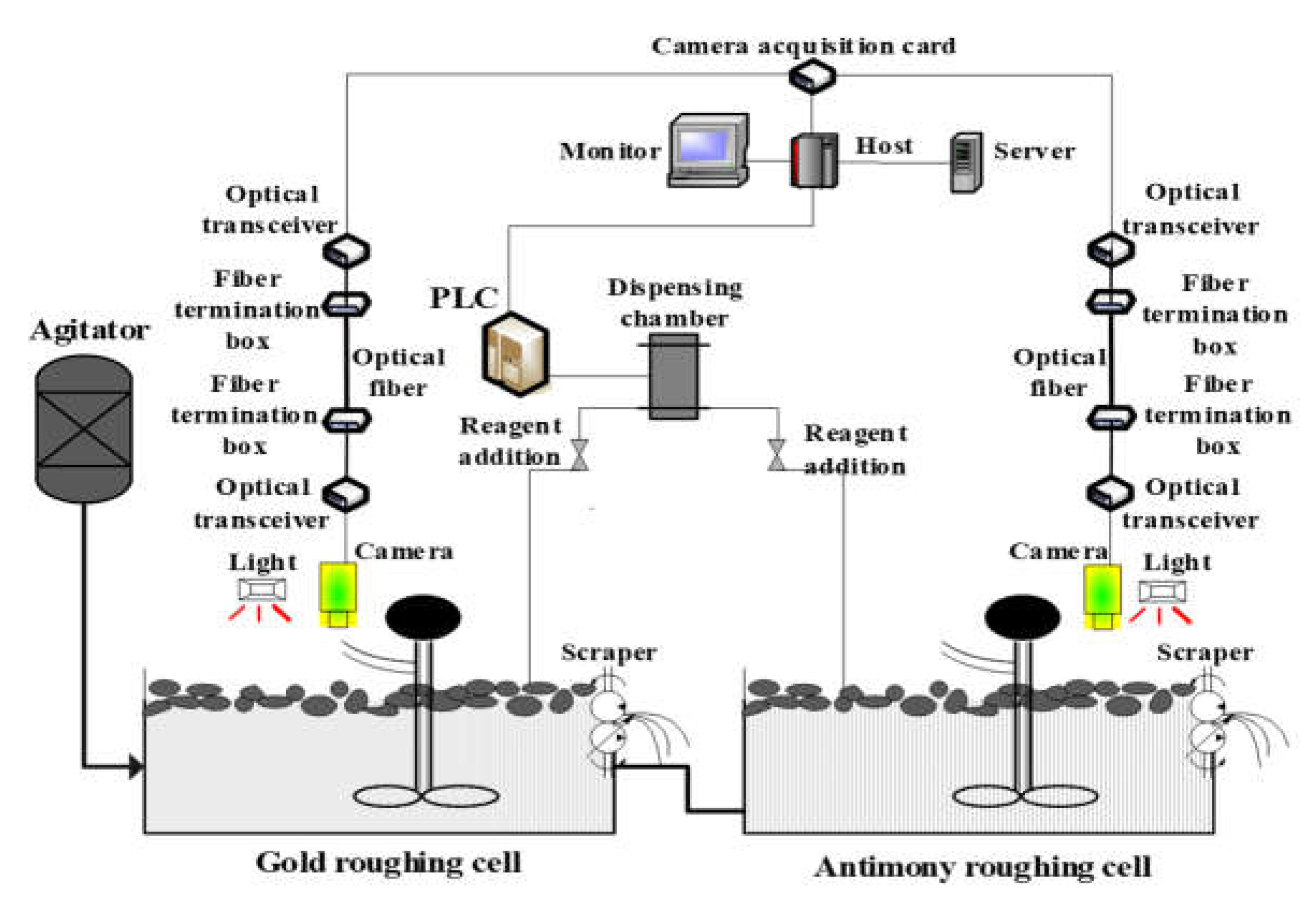
2.1. Process Description
2.2. Reagent Addition Analysis
2.2.1. Ore Properties
2.2.2. Slurry Flow Rate and Slurry Density
2.2.3. Froth Features
2.3. Challenges and Difficulties in Reagent Addition
- Uncertainties in the process, including uncertainties caused by immeasurable ore properties, complicated and unclear mechanisms [15], intricate relationships and unknown correlations between the variables, and large measurement errors contained in the data. These introduce a large amount of uncertainty to reagent addition.
- The frequent changing of ore properties is a significant issue, which causes difficulty in many flotation plants because good ore resources are eventually exhausted [16,20]. As in many other flotation processes, when the feed grade does not significantly change in gold-antimony flotation, working conditions are relatively stable and the flotation process is easy to control. On the contrary, the difficulty of reagent addition control increases.
- The pH value and process indices are key feedback control measures. However, they cannot be measured online or even at a very low frequency. Therefore, froth features are mainly used as feedback and operator experience becomes more important.
3. Optimal-Setting Control for Reagent Addition
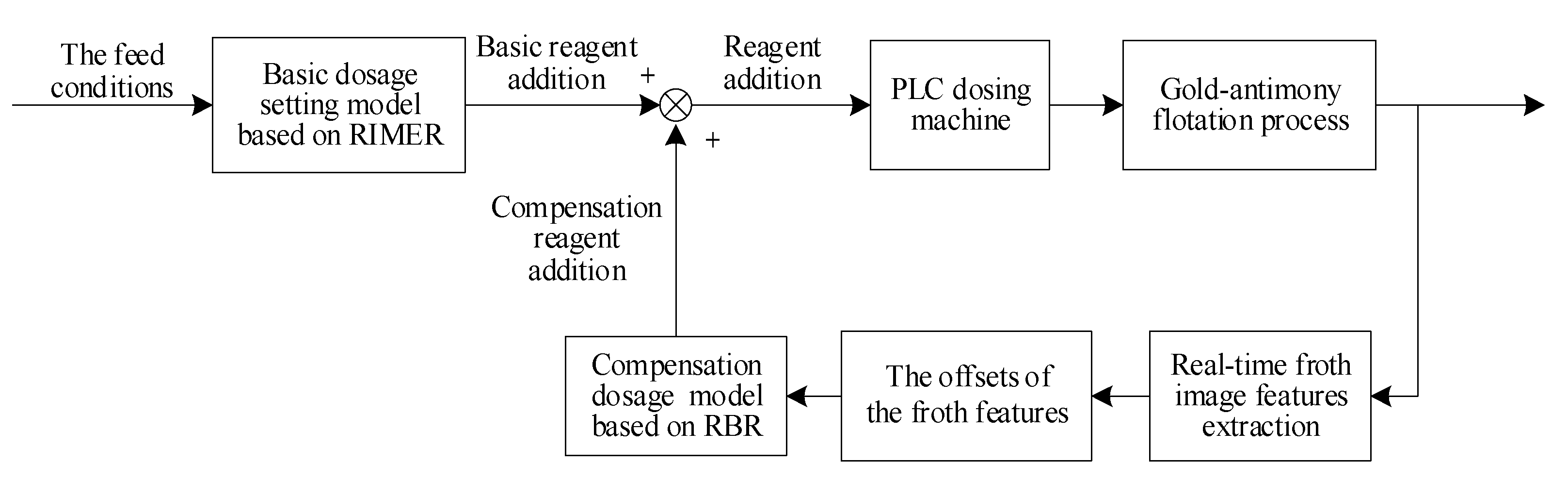
3.1. Optimal-Setting Control Strategy of Reagent Addition
3.2. Reagent Addition Pre-Setting Based on RIMER
3.2.1. BRB Structure and Representation for Basic Reagent Addition Pre-Setting
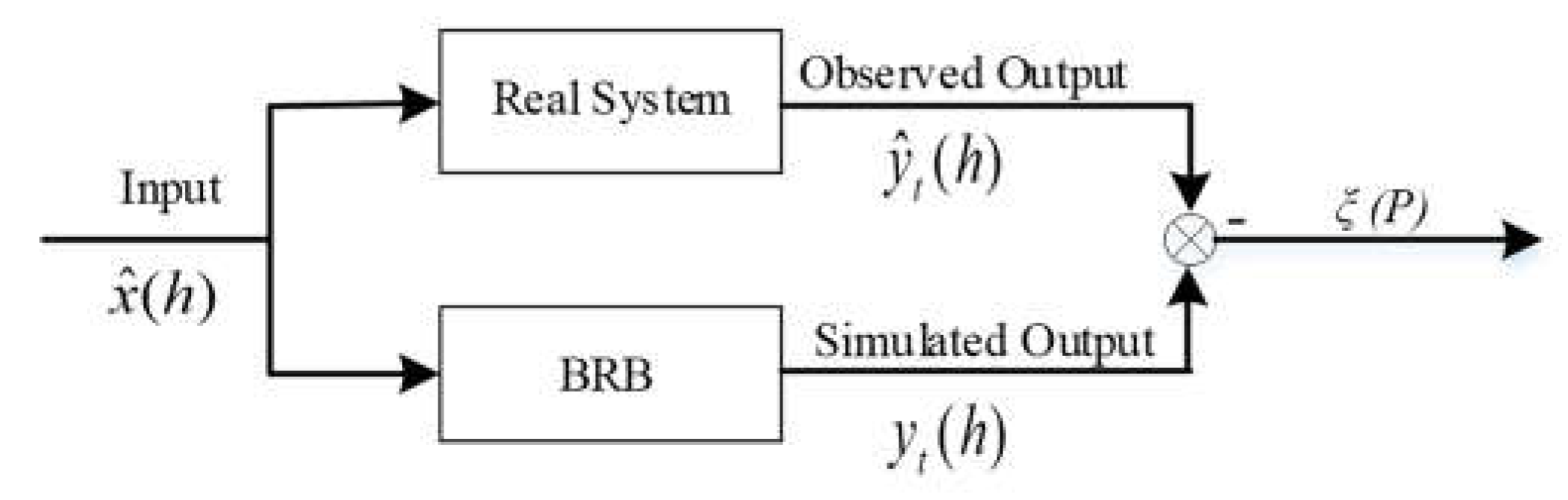
3.2.2. Belief Rule Inference Using the ER Approach
- Step 1
- Calculate the individual matching degree.
- Step 2
- Calculate the activation weights.
- Step 3
- Synthesize the activated rules.
- Step 4
- Calculate the expected output.
3.2.3. BRB Parameter Optimization
3.3. Feedback Compensation Model of Reagent Addition Based Froth Features
4. Data Validation and Experimental Analysis
4.1. Simulation Results Using Process Data
4.1.1. Validation of the BRB-Based RIMER
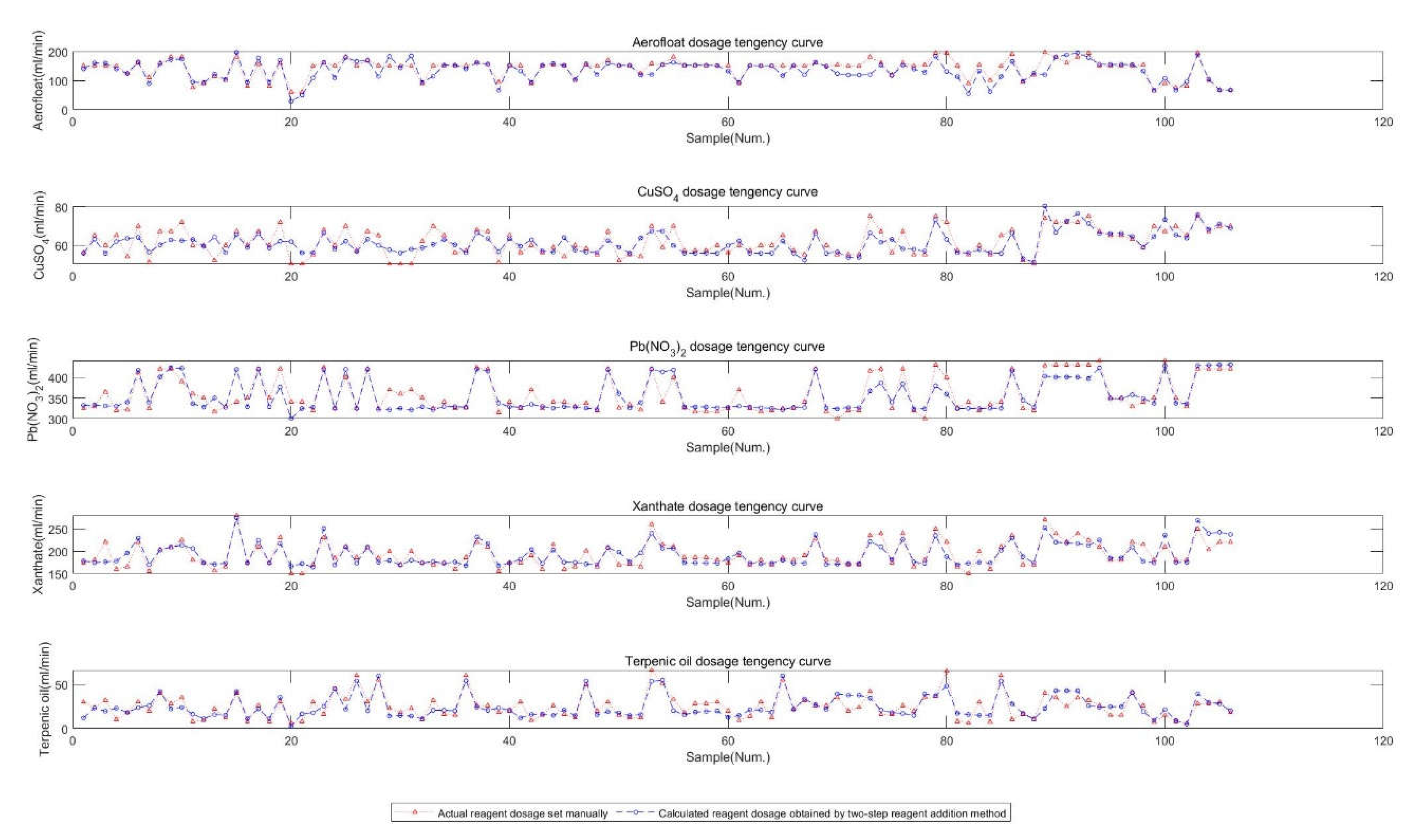
4.1.2. Validation of the Two-Step Reagent Addition Strategy
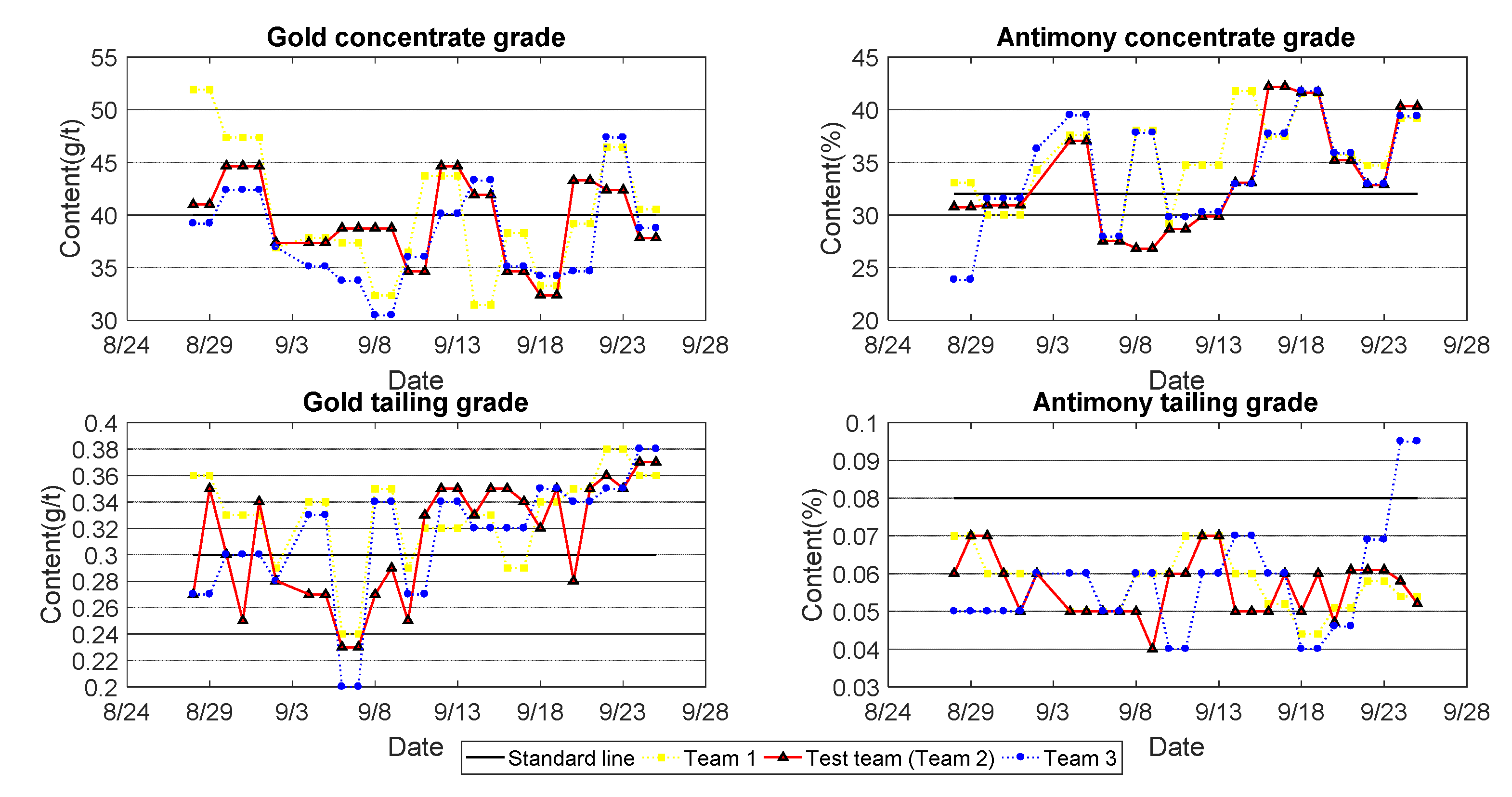
4.2. Industrial Test Results
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Ata, S. Phenomena in the froth phase of flotation—A review. Int. J. Miner. Processing 2012, 102, 1–12. [Google Scholar] [CrossRef]
- Bergh, L.G.; Yianatos, J.B. The long way toward multivariate predictive control of flotation processes. J. Process Control 2011, 21, 226–234. [Google Scholar] [CrossRef]
- Moolman, D.W.; Aldrich, C.; Van Deventer, J.S.; Stange, W.W. Digital image processing as a tool for on-line monitoring of froth in flotation plants. Miner. Eng. 1994, 7, 1149–1164. [Google Scholar] [CrossRef]
- Rath, S.S.; Sahoo, H.; Das, B. Optimization of flotation variables for the recovery of hematite particles from BHQ ore. Int. J. Miner. Metall. Mater. 2013, 20, 605–611. [Google Scholar] [CrossRef]
- Azizi, D.; Gharabaghi, M.; Saeedi, N. Optimization of the coal flotation procedure using the Plackett–Burman design methodology and kinetic analysis. Fuel Process. Technol. 2014, 128, 111–118. [Google Scholar] [CrossRef]
- Vieceli, N.; Durão, F.O.; Guimarães, C.; Nogueira, C.A.; Pereira, M.F.C.; Margarido, F. Grade-recovery modelling and optimization of the froth flotation process of a lepidolite ore. Int. J. Miner. Process. 2016, 157, 184–194. [Google Scholar] [CrossRef]
- Wang, X.L.; Lu, M.Y.; Wei, S.M.; Xie, Y.F. Multi-objective optimization based optimal setting control for industrial double-stream alumina dige. J. Cent. South Univ. 2022, 29, 173–185. [Google Scholar] [CrossRef]
- Chuk, D.; Kuchen, B.R. Supervisory control of flotation columns using multi-objective optimization. Miner. Eng. 2011, 24, 1545–1555. [Google Scholar] [CrossRef]
- Barrozo, M.A.S.; Lobato, F.S. Multi-objective optimization of column flotation of an igneous phosphate ore. Int. J. Miner. Process. 2016, 146, 2–89. [Google Scholar] [CrossRef]
- Jahedsaravani, A.; Marhaban, M.H.; Massinaei, M.; Saripan, M.I.; Noor, S.B. Froth-based modeling and control of a batch flotation process. Int. J. Miner. Process. 2016, 146, 90–96. [Google Scholar] [CrossRef]
- Zhang, J.; Tang, Z.H.; Ai, M.X.; Gui, W.H. Nonlinear modeling of the relationship between reagent dosage and flotation froth surface image by Hammerstein-Wiener model. Miner. Eng. 2018, 120, 19–28. [Google Scholar] [CrossRef]
- Zhu, J.; Gui, W.; Yang, C.; Xu, H.; Wang, X. Probability density function of bubble size based reagent dosage predictive control for copper roughing flotation. Control. Eng. Pract. 2014, 29, 1–12. [Google Scholar] [CrossRef]
- Zhang, S.; Gao, X.W. A digital twin dosing system for iron reverse flotation. J. Manuf. Syst. 2022, 63, 238–249. [Google Scholar] [CrossRef]
- Kaartinen, J.; Hätönen, J.; Hyötyniemi, H.; Miettunen, J. Machine-vision based control of zinc flotation-A case study. Control Eng. Pract. 2006, 14, 1455–1466. [Google Scholar] [CrossRef]
- Xie, Y.; Wu, J.; Xu, D.; Yang, C.; Gui, W. Reagent Addition Control for Stibium Rougher Flotation Based on Sensitive Froth Image Features. IEEE Trans. Ind. Electron. 2017, 64, 4199–4206. [Google Scholar] [CrossRef]
- Cao, B.F.; Xie, Y.F.; Yang, C.H.; Gui, W.H.; Li, J.Q. Reagent Dosage Control for the Antimony Flotation Process Based on Froth Size Pdf Tracking and an Index Predictive Model. J. Min. Sci. 2019, 55, 452–468. [Google Scholar] [CrossRef]
- Yang, J.B.; Liu, J.; Wang, J.; Sii, H.S.; Wang, H.W. Belief rule-base inference methodology using the evidential reasoning approach-RIMER. IEEE Trans. Syst. Man Cybern.-Part A: Syst. Hum. 2006, 36, 266–285. [Google Scholar] [CrossRef]
- Yang, J.B. Rule and utility based evidential reasoning approach for multi-attribute decision analysis under uncertainties. Eur. J. Oper. Res. 2001, 131, 31–61. [Google Scholar] [CrossRef]
- Yang, J.B.; Xu, D.L. On the evidential reasoning algorithm for multiple attribute decision analysis under uncertainty. IEEE Trans. Syst. Man Cybern.-Part A: Syst. Hum. 2002, 32, 289–304. [Google Scholar] [CrossRef]
- Ignatkina, V.A.; Shepeta, E.D.; Samatova, L.A.; Bocharov, V.A. An Increase in Process Characteristics of Flotation of Low-Grade Fine-Disseminated Scheelite Ores. Russ. J. Non-Ferr. Met. 2020, 60, 609–616. [Google Scholar] [CrossRef]
- Geng, Z.X.; Chai, T.Y.; Yue, H. A method of hybrid intelligent optimal setting control for flotation process. In Proceedings of the 2008 7th World Congress on Intelligent Control and Automation, Chongqing, China, 25–27 June 2018; pp. 4713–4718. [Google Scholar]
- Chen, Y.W.; Yang, J.B.; Xu, D.L.; Zhou, Z.J.; Tang, D.W. Inference analysis and adaptive training for belief-rule based systems. Expert Syst. Appl. 2011, 38, 12845–12860. [Google Scholar] [CrossRef]
- Yang, C.H.; Zhou, K.J.; Mou, X.M.; Gui, W.H. Froth color and size measurement method for flotation based on computer vision. Chin. J. Sci. Instrum. 2009, 30, 717–721. (In Chinese) [Google Scholar]
- Han, J.; Yang, C.H.; Zhou, X.J.; Gui, W.H. A two-stage state transition algorithm for constrained engineering optimization problems. Int. J. Control. Autom. Syst. 2018, 16, 522–534. [Google Scholar] [CrossRef]
- Nair, V.; Hinton, G.E. Rectified linear units improve restricted Boltzmann machines. In Proceedings of the International Conference on Machine Learning, Haifa, Israel, 21–24 June 2010; pp. 807–814. [Google Scholar]
- Sun, Y.; Wang, X.; Tang, X. Deeply learned face representations are sparse, selective, and robust. In Proceedings of the IEEE Conference on Computer Vision and Pattern Recognition, Boston, MA, USA, 7–12 June 2015; pp. 2892–2900. [Google Scholar]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Antecedent Attributes | PS | PM | PL |
|---|---|---|---|
| Feed grade (%) | 2.05 | 2.29 | 2.47 |
| Slurry flow rate (t/h) | 10 | 12 | 14 |
| Slurry density (%) | 25 | 31 | 37 |
| Consequent Attributes | PS | PM | PL |
|---|---|---|---|
| Xanthate | 570 | 590 | 620 |
| CuSO4 | 400 | 415 | 430 |
| Na2S | 1020 | 1092 | 1200 |
| Na2CO3 | 900 | 1015 | 1250 |
| Terpenic oil | 8 | 13 | 18 |
| Antecedent Attributes | PVS | PS | PM | PL | PVL |
|---|---|---|---|---|---|
| Feed grade (%) | 1 | 1.41 | 1.73 | 2.11 | 2.76 |
| Slurry flow rate(t/h) | - | 10 | 12 | 14 | - |
| Slurry density (%) | - | 25 | 31 | 37 | - |
| Consequent Attributes | PVS | PS | PM | PL | PVL |
|---|---|---|---|---|---|
| Xanthate | 150 | 180 | 210 | 250 | 300 |
| Aerofloat | 60 | 90 | 130 | 170 | 200 |
| CuSO4 | 50 | 57 | 65 | 72 | 80 |
| Pb (NO3)2 | 300 | 330 | 370 | 410 | 440 |
| Terpenic oil | 6 | 23 | 40 | 59 | 88 |
| Gray Level | Hue | Froth Variance | Froth Size |
|---|---|---|---|
| [86, 128] | [100, 215] | [760, 2180] | [440, 1400] |
| Regulating Direction | Aerofloat | Pb (NO3)2 | Xanthate | Terpenic Oil | CuSO4 |
|---|---|---|---|---|---|
| Gray level | Inverse | Direct | Direct | Inverse | Direct |
| Hue | Direct | No impact | No impact | Inverse | Direct |
| Size average | Inverse | Direct | Direct | Inverse | Direct |
| Size variance | Inverse | Direct | Direct | Inverse | Direct |
| Froth Image Offset Features | Limit Interval | Quantified Values of the Offsets |
|---|---|---|
| (−∞,−G) | −1 | |
| [−G, G] | 0 | |
| (G, ∞) | +1 | |
| (−∞,−H) | −1 | |
| [−H, H] | 0 | |
| (H, ∞) | +1 | |
| (−∞,−SI) | −1 | |
| [−SI, SI] | 0 | |
| (SI, ∞) | +1 | |
| (−∞,−ST) | −1 | |
| [−ST, ST] | 0 | |
| (ST, ∞) | +1 |
| Rule Number | Antecedent Combinations | Consequent Combinations |
|---|---|---|
| 1 | {−1, −1, −1, −1} | {−8, −10, −15, −19, −1} |
| 2 | {−1, −1, −1, 1} | {−6, −5, −7, −10, 1} |
| … | … | … |
| 30 | {1, 1, 1, 1} | {9, 11, 13, 21, 1} |
| Rule Number | Antecedent Combinations | Consequent Combinations |
|---|---|---|
| 1 | {−1, −1, −1, −1} | {−7, −3, −10, −3, 3} |
| 2 | {−1, −1, −1, 0} | {−5, −2, −9, −3, 2} |
| … | … | … |
| 64 | {1, 1, 1, 1} | {6, 4, 9, 4, −3} |
| Parameter | maxiter | SE | α | β | γ | δ | fc | ρ | ||
|---|---|---|---|---|---|---|---|---|---|---|
| Value | 2000 | 30 | 1→1 × 10−4 | 1 | 1 | 1 | 2 | 0.5 | 2 | 1 × 1015 |
| Reagents | Models | 1st Fold | 2nd Fold | 3rd Fold | 4th Fold | 5th Fold | Average |
|---|---|---|---|---|---|---|---|
| Aerofloat | STA–BRB | 15.3701 | 21.9176 | 38.0190 | 30.4753 | 18.3651 | 24.8294 ± 8.3137 |
| GA–BRB | 37.7464 | 44.0030 | 43.6809 | 48.5918 | 36.5925 | 42.1229 ± 4.4170 | |
| LSSVM | 18.2392 | 23.8585 | 42.4241 | 35.8771 | 26.1069 | 29.3012 ± 8.6908 | |
| ANN | 32.0001 | 31.0447 | 47.7837 | 37.3782 | 30.0784 | 35.6570 ± 6.5694 | |
| CuSO4 | STA–BRB | 2.4147 | 4.1319 | 5.2300 | 6.3337 | 4.2473 | 4.4715 ± 1.2992 |
| GA–BRB | 3.6412 | 6.2606 | 5.7204 | 6.8840 | 5.0710 | 5.5154 ± 1.1118 | |
| LSSVM | 3.0779 | 4.6264 | 5.6036 | 6.3849 | 4.8574 | 4.9100 ± 1.1042 | |
| ANN | 2.9007 | 5.4778 | 5.5336 | 7.1541 | 4.9284 | 5.1989 ± 1.3688 | |
| Pb (NO3)2 | STA–BRB | 11.9266 | 20.5610 | 24.8828 | 27.9151 | 22.1760 | 21.4923 ± 5.3960 |
| GA–BRB | 20.0284 | 34.4166 | 33.3875 | 36.8127 | 33.8412 | 31.6973 ± 5.9528 | |
| LSSVM | 15.1808 | 24.2642 | 27.1562 | 30.5738 | 25.0962 | 24.4542 ± 5.1224 | |
| ANN | 19.8953 | 37.5139 | 34.6553 | 34.8208 | 28.3920 | 31.0554 ± 6.3323 | |
| Xanthate | STA–BRB | 9.6745 | 19.5528 | 21.2272 | 27.2837 | 17.8153 | 19.1107 ± 5.6955 |
| GA–BRB | 12.7571 | 26.8369 | 26.8290 | 36.1249 | 23.6919 | 25.2480 ± 7.5070 | |
| LSSVM | 12.7162 | 20.5149 | 22.3708 | 28.9753 | 20.1887 | 20.9532 ± 5.1959 | |
| ANN | 23.8274 | 31.6031 | 29.7850 | 32.1390 | 22.0279 | 27.8765 ± 4.1545 | |
| Terpenic oil | STA–BRB | 8.3935 | 7.8431 | 10.4590 | 16.0375 | 11.0045 | 10.7475 ± 2.9021 |
| GA–BRB | 8.9985 | 9.9613 | 11.8657 | 19.1288 | 11.8228 | 12.3554 ± 3.5610 | |
| LSSVM | 8.7514 | 7.3935 | 12.7000 | 16.3499 | 10.4523 | 11.1294 ± 3.1557 | |
| ANN | 14.8050 | 9.0957 | 15.7766 | 17.9510 | 11.0339 | 13.7325 ± 3.2220 |
| Reagents | 1st Fold | 2nd Fold | 3rd Fold | 4th Fold | 5th Fold | Average |
|---|---|---|---|---|---|---|
| Aerofloat | 10.0498 | 17.3263 | 24.0008 | 21.6386 | 14.1372 | 17.4305 ± 5.0241 |
| CuSO4 | 2.0468 | 3.0460 | 4.2893 | 5.2921 | 3.7765 | 3.6901 ± 1.0998 |
| Pb (NO3)2 | 10.2426 | 16.1045 | 17.2852 | 19.4135 | 16.1904 | 15.8472 ± 3.0457 |
| Xanthate | 7.9539 | 15.1308 | 16.0834 | 20.5337 | 12.2117 | 14.3827 ± 4.1792 |
| Terpenic oil | 4.5212 | 5.4773 | 6.6492 | 12.5953 | 6.4852 | 7.1456 ± 2.8303 |
| Technical Index | Team 1 Cumulative Mean Value | Test Team (Team 2) Cumulative Mean Value | Team 3 Cumulative Mean Value | |
|---|---|---|---|---|
| Feed | Gold ore grade (g/t) | 2.27 | 2.34 | 2.38 |
| Antimony ore grade (%) | 1.60 | 1.55 | 1.61 | |
| Tailing and recovery | Gold recovery rate (%) | 86.37 | 87.49 | 87.61 |
| Tailing gold content (g/t) | 0.33 | 0.31 | 0.31 | |
| Antimony recovery rate (%) | 96.73 | 96.84 | 96.84 | |
| Tailing antimony content (%) | 0.05 | 0.05 | 0.05 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lu, F.; Gui, W.; Yang, C.; Wang, X. Two-Step Optimal-Setting Control for Reagent Addition in Froth Flotation Based on Belief Rule Base. Processes 2022, 10, 1933. https://doi.org/10.3390/pr10101933
Lu F, Gui W, Yang C, Wang X. Two-Step Optimal-Setting Control for Reagent Addition in Froth Flotation Based on Belief Rule Base. Processes. 2022; 10(10):1933. https://doi.org/10.3390/pr10101933
Chicago/Turabian StyleLu, Fanlei, Weihua Gui, Chunhua Yang, and Xiaoli Wang. 2022. "Two-Step Optimal-Setting Control for Reagent Addition in Froth Flotation Based on Belief Rule Base" Processes 10, no. 10: 1933. https://doi.org/10.3390/pr10101933
APA StyleLu, F., Gui, W., Yang, C., & Wang, X. (2022). Two-Step Optimal-Setting Control for Reagent Addition in Froth Flotation Based on Belief Rule Base. Processes, 10(10), 1933. https://doi.org/10.3390/pr10101933