
Multi-Objective Optimization of Plastics Thermoforming

 , , ,
, , , 
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Thermoforming
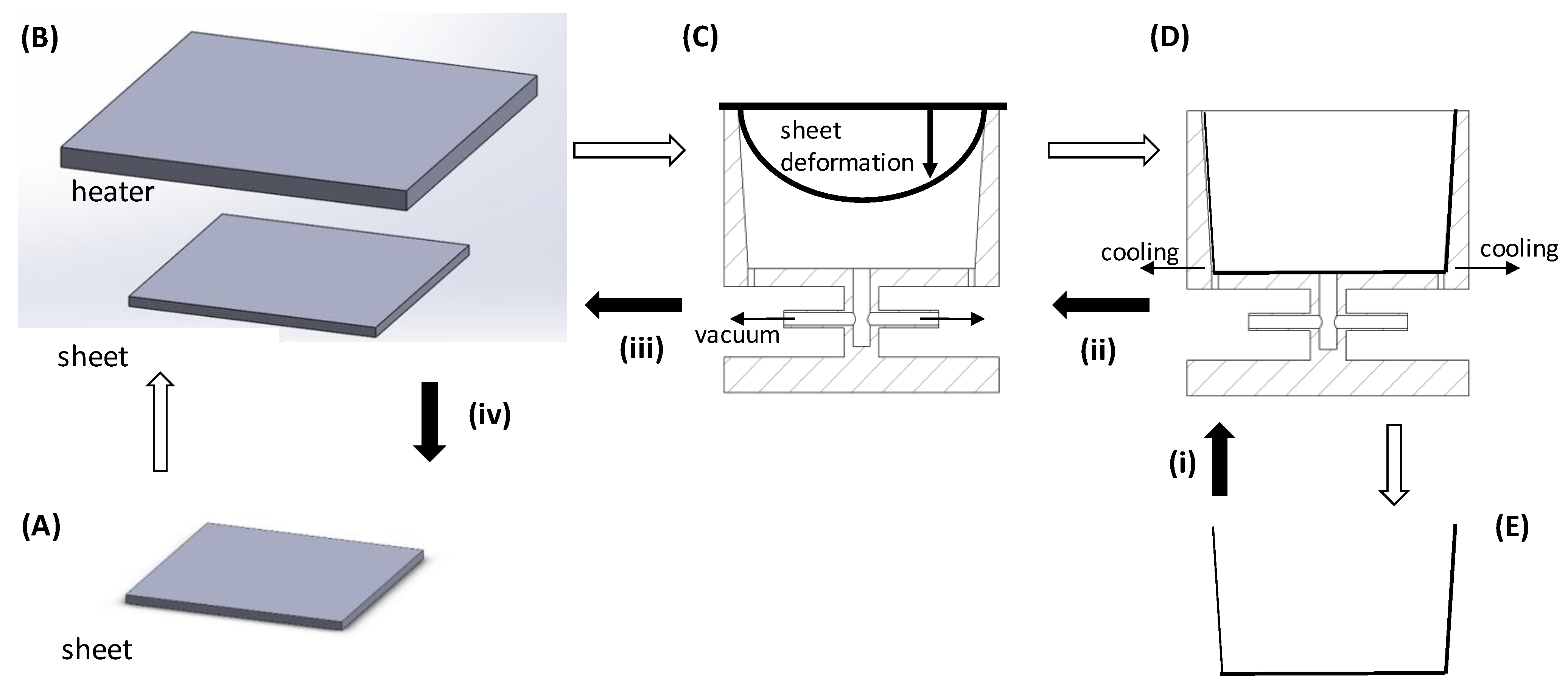
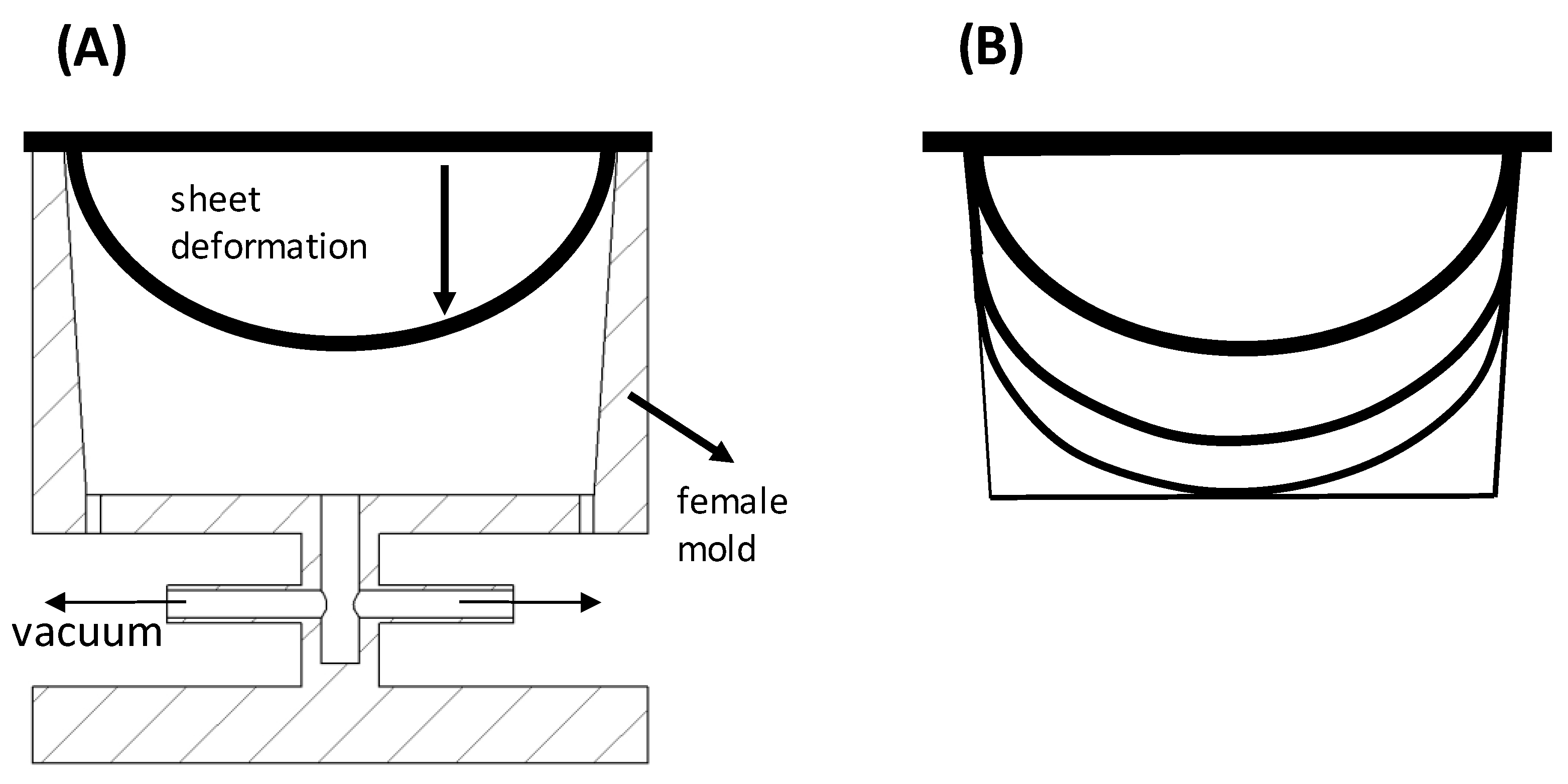
2.1. The Process
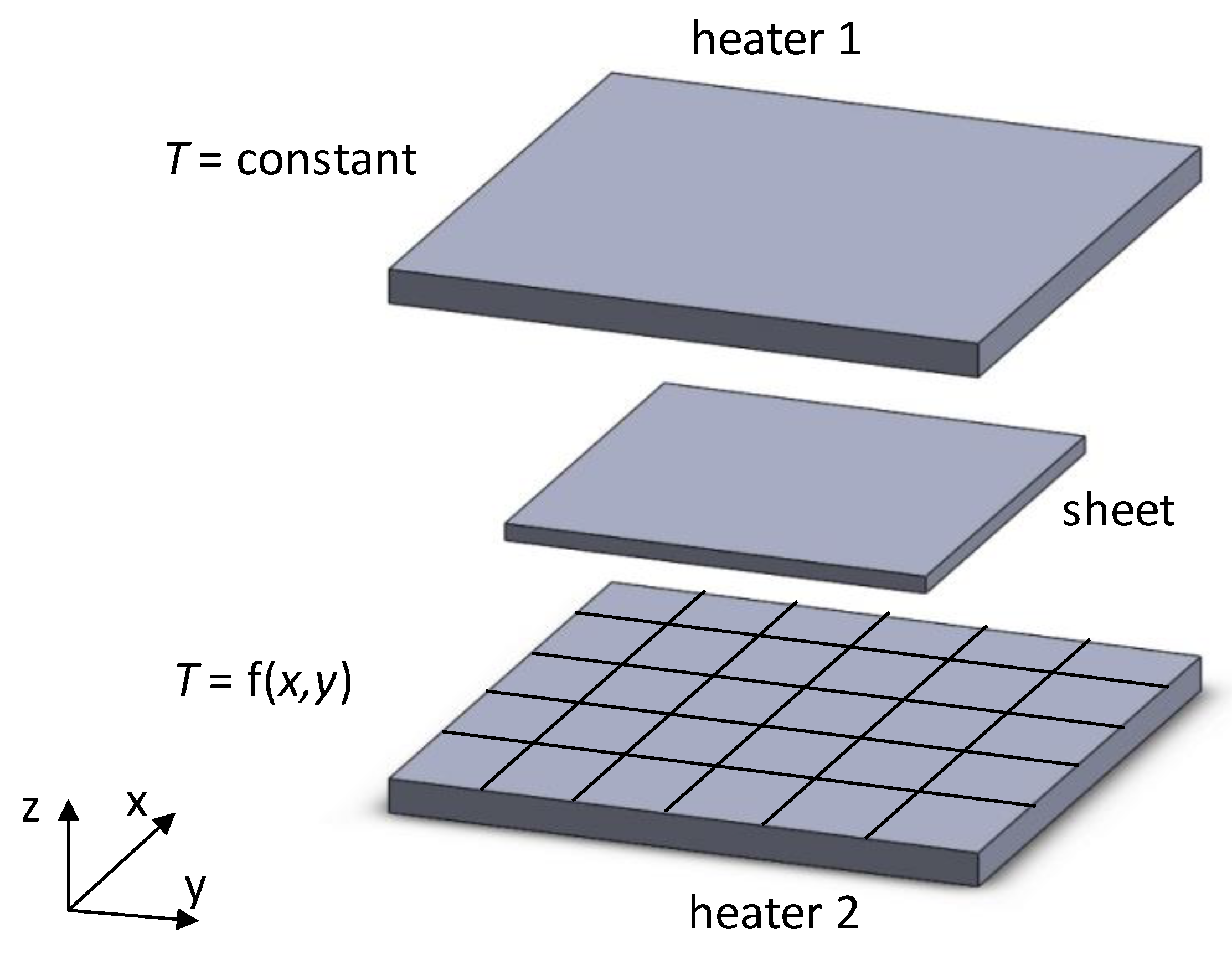
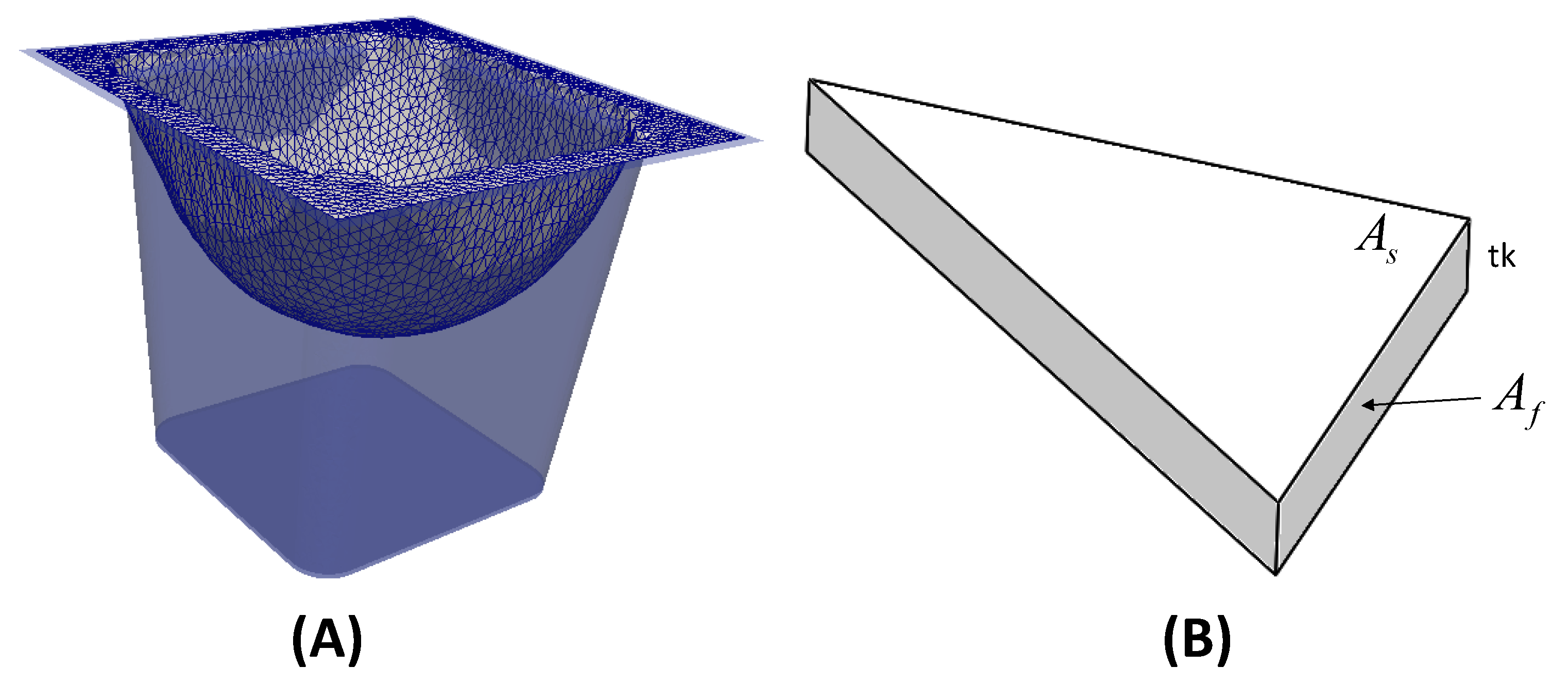
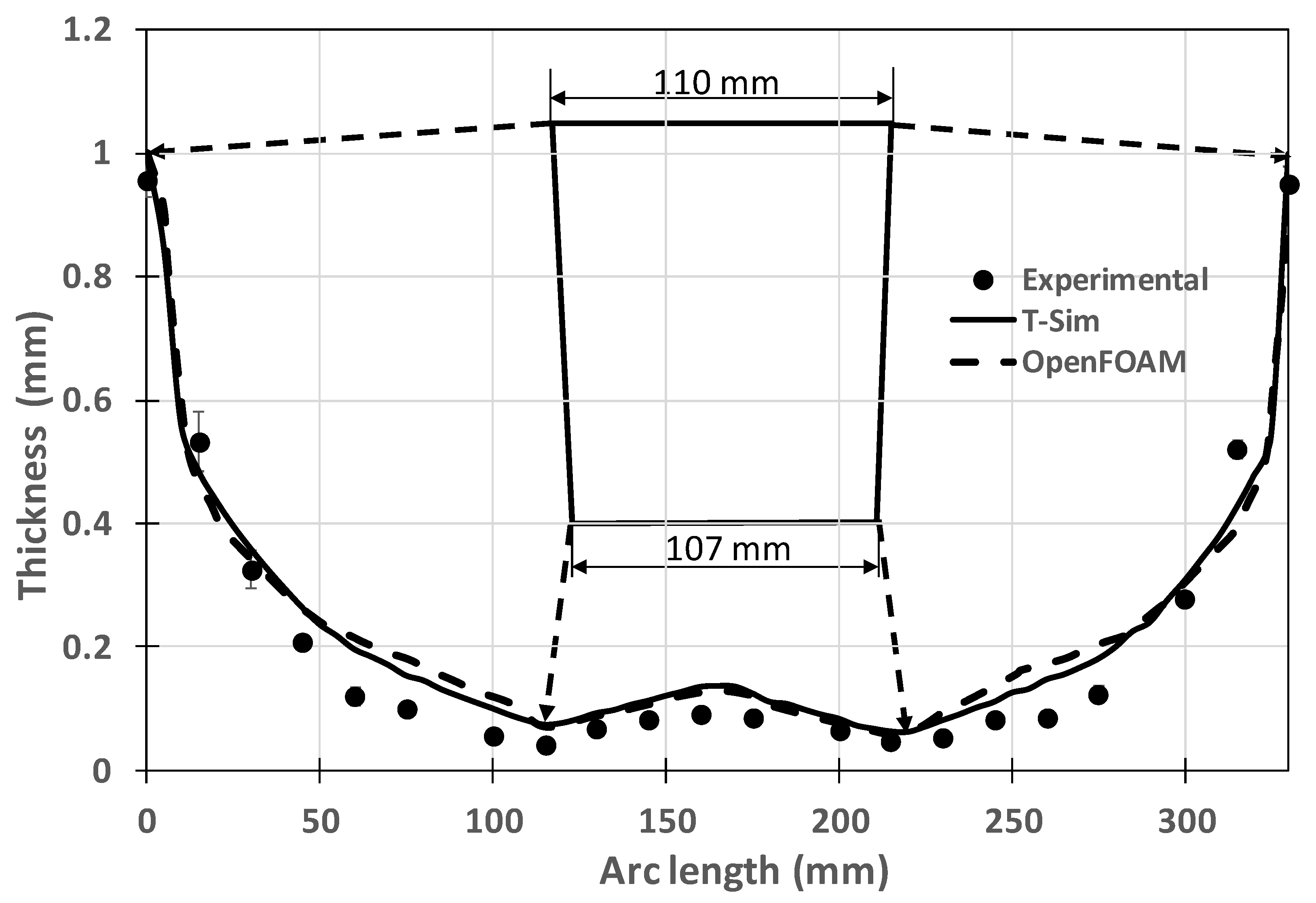
2.2. Numerical Modeling
2.3. Experimental Assessment
3. Multi-Objective Optimization
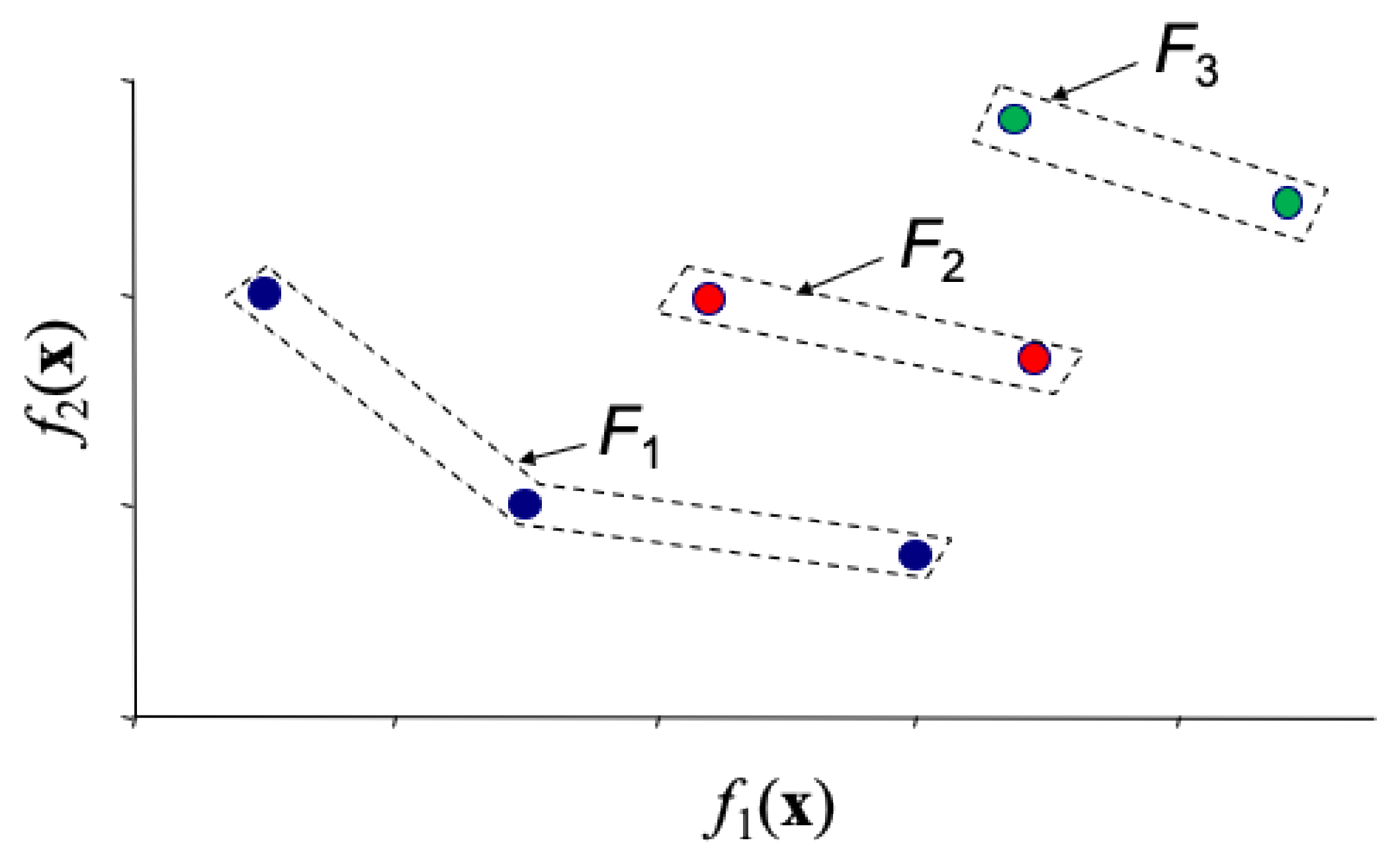
3.1. Multi-Objective Evolutionary Algorithms
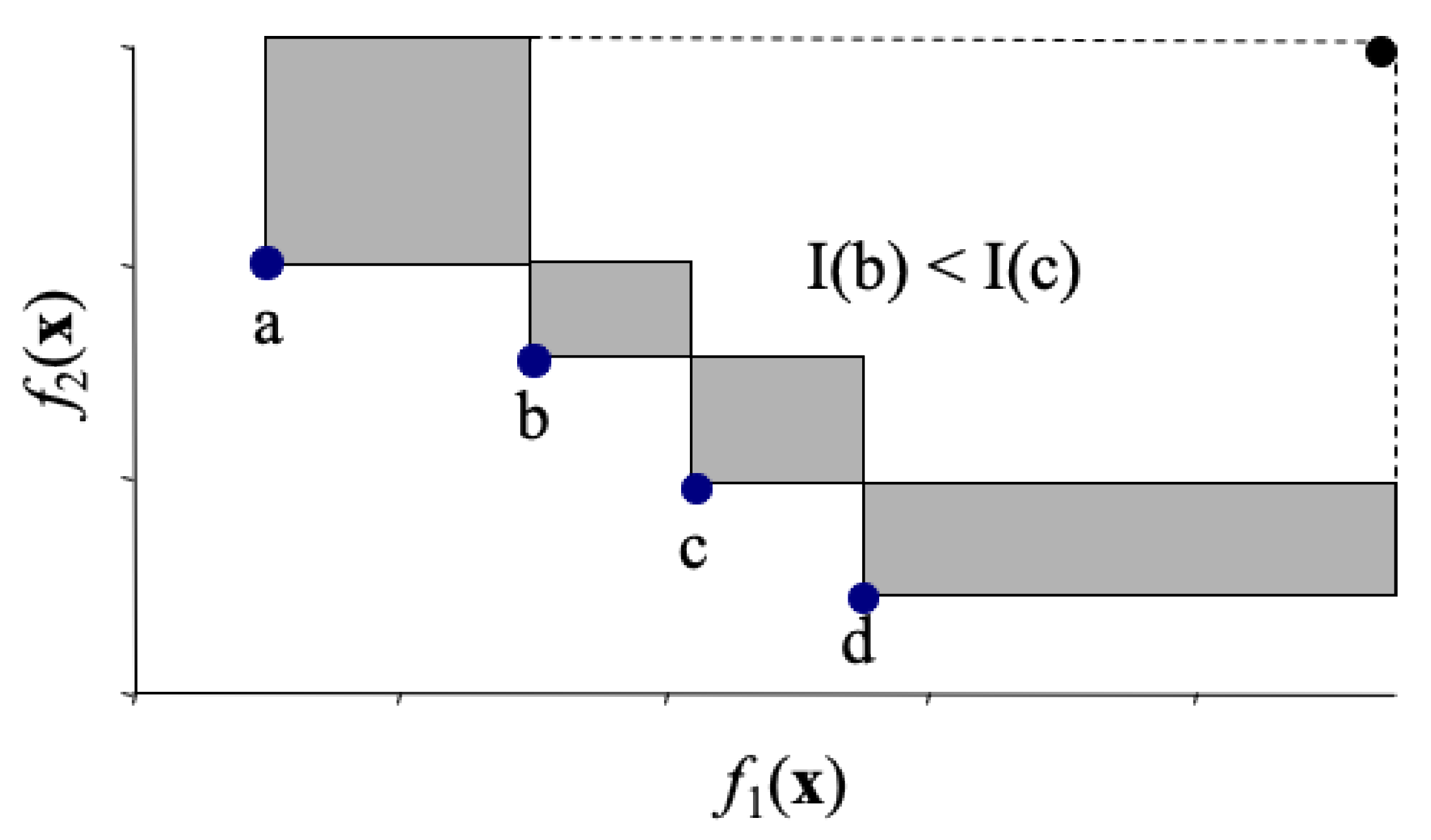
3.2. SMS-EMOA
| Algorithm 1 SMS-EMOA |
| % Initialize population at random with individuals |
| Repeat |
| % generate offspring by genetic operators |
| % select best individuals |
| Repeat until the stopping criterion is fulfilled |
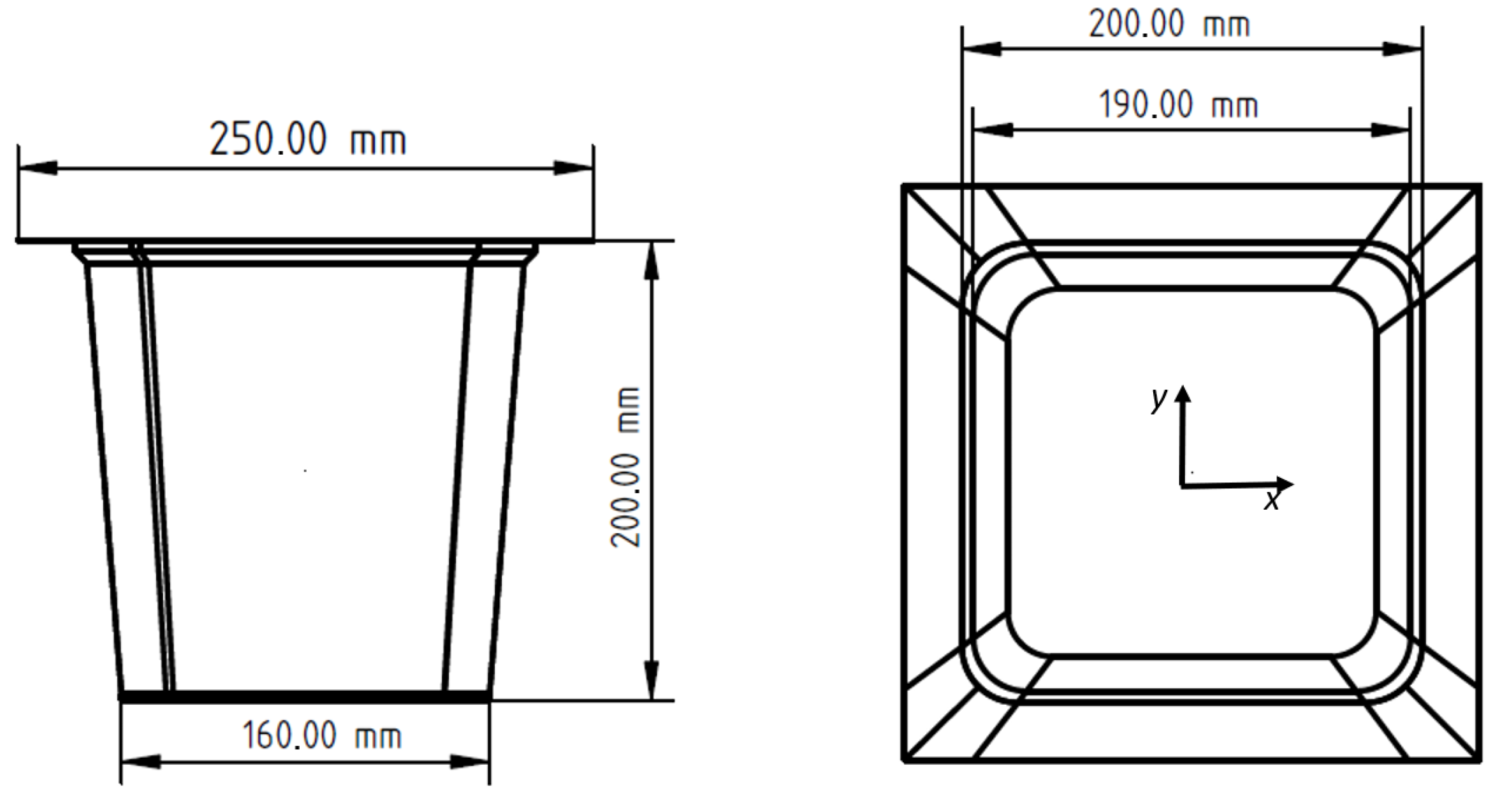
4. Case Study
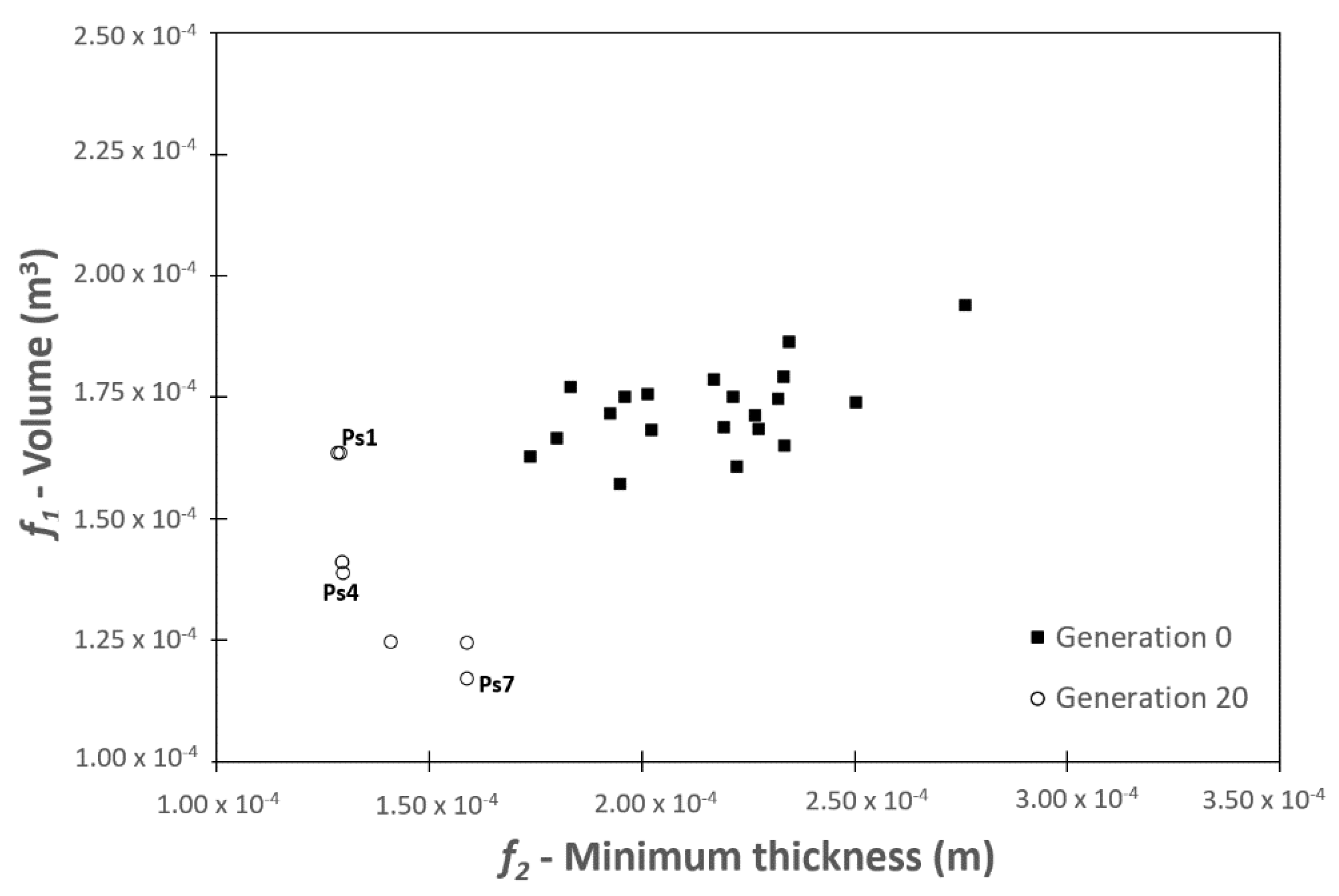
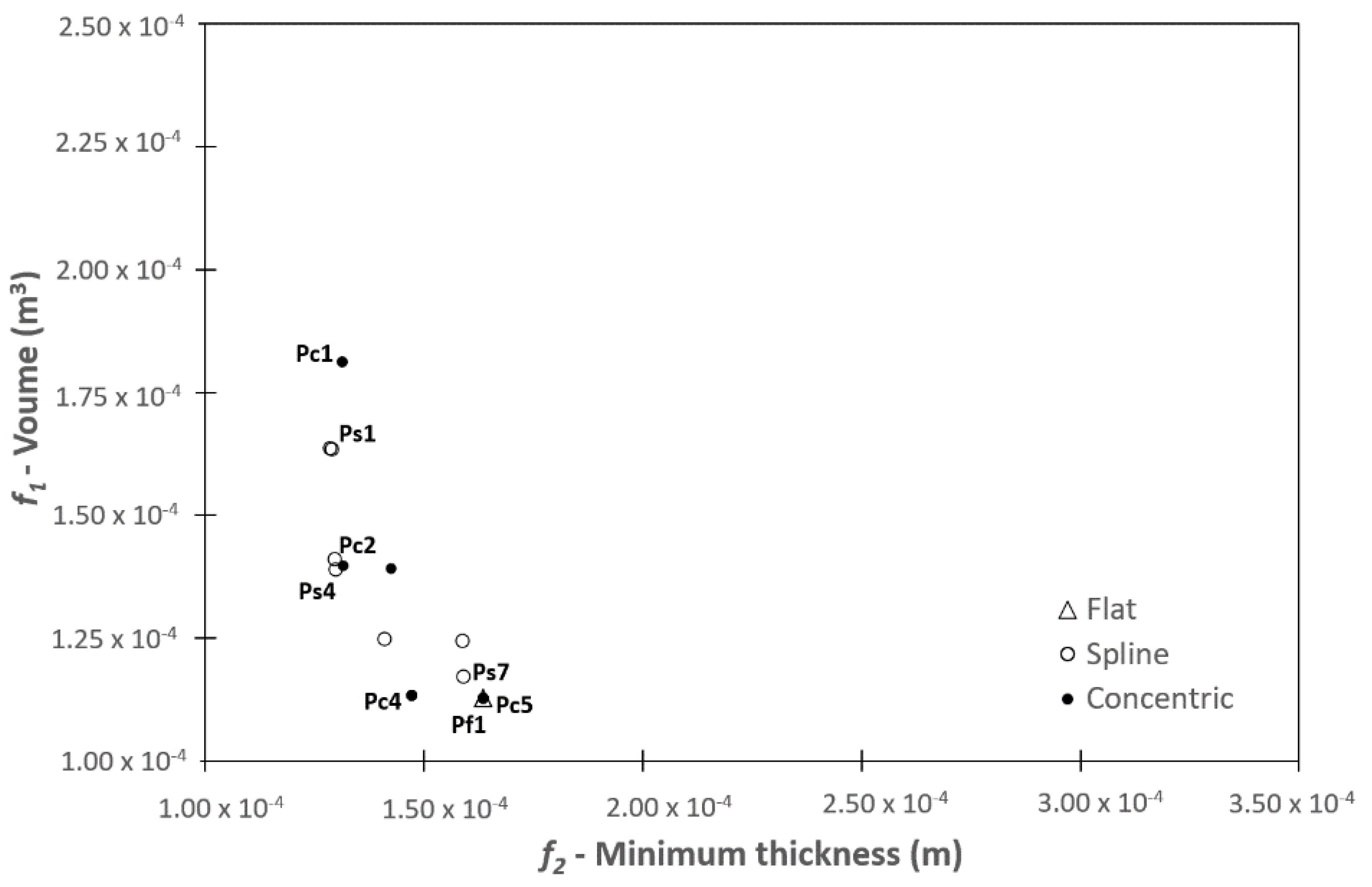
4.1. The Optimization Problem to Solve
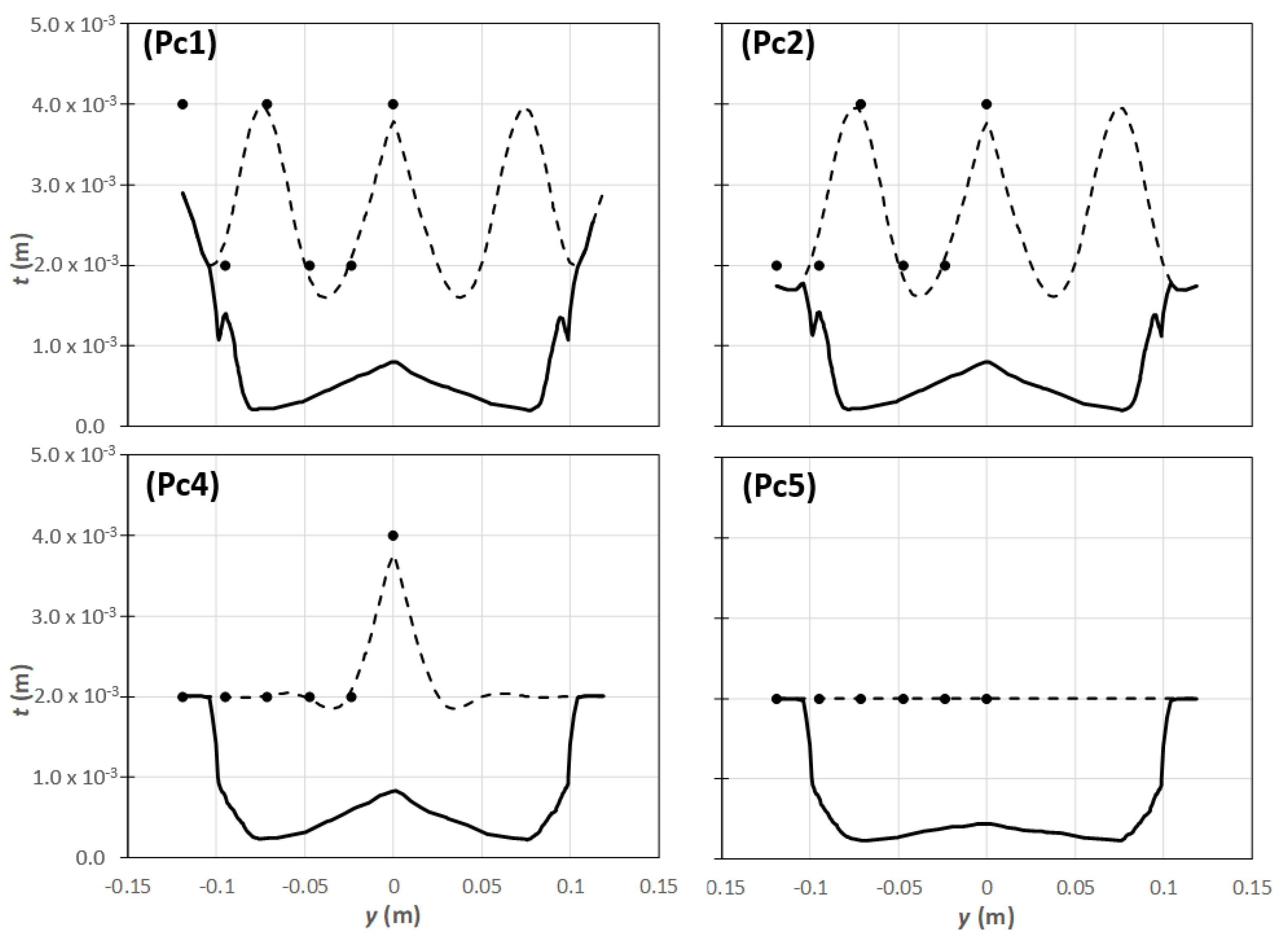
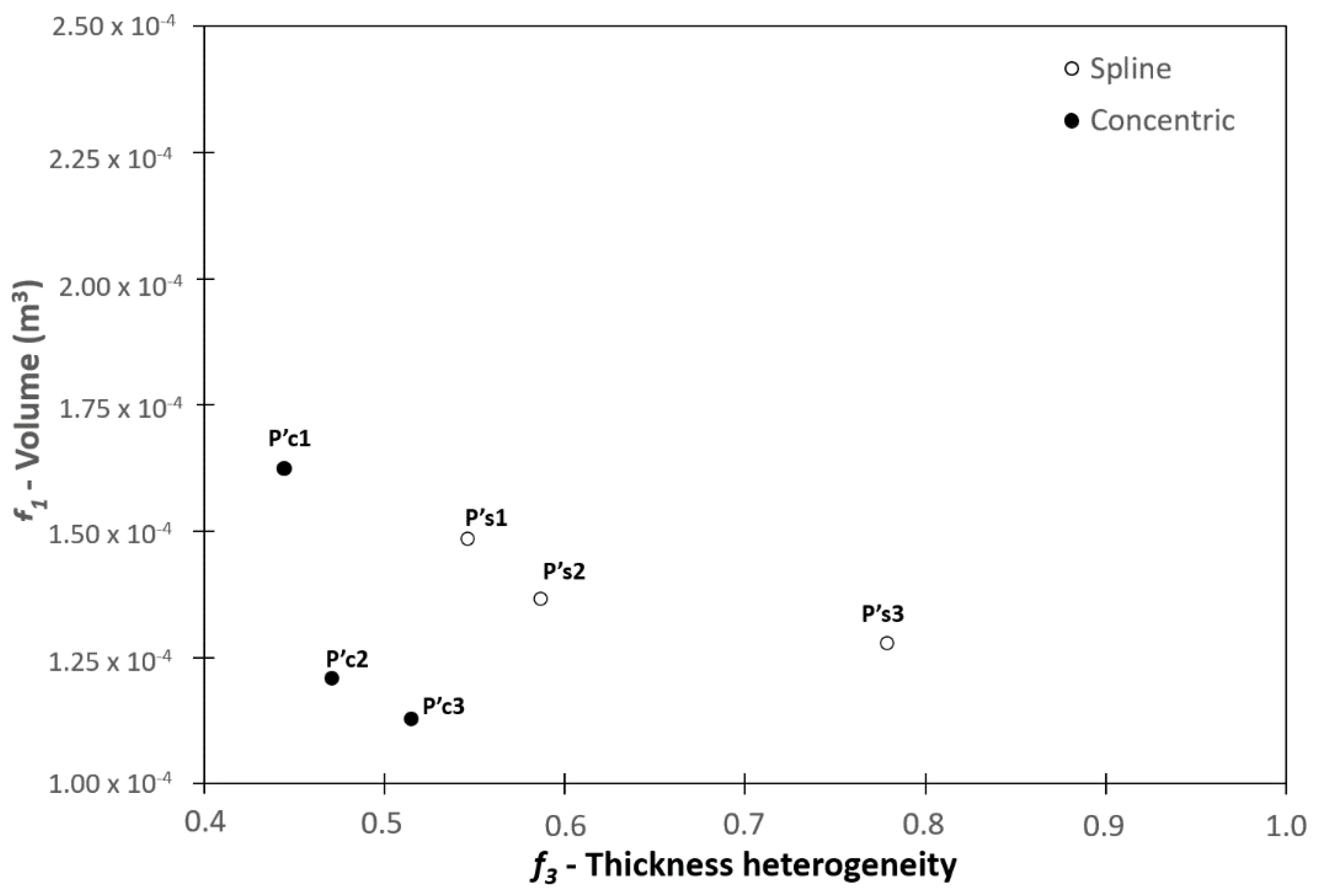
4.2. Results and Discussion
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Yang, C.; Hung, S.-W. Modeling and Optimization of a Plastic Thermoforming Process. J. Reinf. Plast. Compos. 2004, 23, 109–121. [Google Scholar] [CrossRef]
- Chang, Y.-Z.; Wen, T.-T.; Liu, S.-J. Derivation of optimal processing parameters of polypropylene foam thermoforming by an artificial neural network. Polym. Eng. Sci. 2004, 45, 375–384. [Google Scholar] [CrossRef]
- Leite, W.D.O.; Rubio, J.C.C.; Cabrera, F.M.; Carrasco, A.; Hanafi, I. Vacuum Thermoforming Process: An Approach to Modeling and Optimization Using Artificial Neural Networks. Polymers 2018, 10, 143. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Leite, W.; Rubio, J.; Mata, F.; Hanafi, I.; Carrasco, A. Dimensional and Geometrical Errors in Vacuum Thermoforming Prod-ucts: An Approach to Modeling and Optimization by Multiple Response Optimization. Meas. Sci. Rev. 2018, 18, 113–122. [Google Scholar] [CrossRef] [Green Version]
- Sasimowski, E. The use of utility function for optimization of thermoforming. Polimery 2018, 63, 807–814. [Google Scholar] [CrossRef]
- Wang, C.-H.; Nied, H.F. Temperature Optimization for Improved Thickness Control in Thermoforming. J. Mater. Process. Manuf. Sci. 1999, 8, 113–126. [Google Scholar] [CrossRef]
- Bordival, M.; Andrieu, S.; Schmidt, F.; Maoult, Y.L.; Monteix, S. Optimization of Infrared Heating System for the Ther-Moforming Process. In Proceedings of the ESAFORM 2005-8th ESAFORM Conference on Material Forming, Cluj-Napoca, Romania, 27–29 April 2005; hal-01788422. pp. 925–928. [Google Scholar]
- Chy, M.M.; Boulet, B. A Conjugate Gradient Method for the Solution of the Inverse Heating Problem in Thermoforming. In Proceedings of the IEEE Industry Applications Society Annual Meeting, Houston, TX, USA, 3–7 October 2010; pp. 1–8. [Google Scholar]
- Chy, M.M.; Boulet, B.; Haidar, A. A Model Predictive Controller of Plastic Sheet Temperature for a Thermoforming Process. In Proceedings of the 2011 American Control Conference, San Francisco, CA, USA, 29 June–1 July 2011; pp. 4410–4415. [Google Scholar]
- Li, Z.; Heo, K.; Seol, S. Time-dependent Optimal Heater Control in Thermoforming Preheating Using Dual Optimization Steps. Int. J. Precis. Eng. Manuf. 2008, 9, 51–56. [Google Scholar]
- Li, Z.-Z.; Ma, G.; Xuan, D.-J.; Seol, S.-Y.; Shen, Y.-D. A study on control of heater power and heating time for thermoforming. Int. J. Precis. Eng. Manuf. 2010, 11, 873–878. [Google Scholar] [CrossRef]
- Erchiqui, F.; Nahas, N.; Nourelfath, M.; Souli, M. Metaheuristic algorithms for optimisation of infrared heating in thermoforming process. Int. J. Metaheuristics 2011, 1, 199–221. [Google Scholar] [CrossRef]
- Bachir Cherif, K.; Rebaine, D.; Erchiqui, F.; Fofana, I. Metaheuristics as a Solving Approach for the Infrared Heating in the Thermoforming Process; GERAD HEC, GERAD-G-2015-139; GERAD: Montreal, QC, Canada, 2015. [Google Scholar]
- Cherif, K.B.; Rebaine, D.; Erchiqui, F.; Fofana, I.; Nahas, N. Numerically Optimizing the Distribution of the Infrared Radiative Energy on a Surface of a Thermoplastic Sheet Surface. J. Heat Transf. 2018, 140, 102101. [Google Scholar] [CrossRef]
- Erchiqui, F. Application of genetic and simulated annealing algorithms for optimization of infrared heating stage in ther-moforming process. Appl. Therm. Eng. 2018, 128, 1263–1272. [Google Scholar] [CrossRef]
- Throne, J.L. Technology of Thermoforming; Hanser Publishers: Munich, Germany, 1966. [Google Scholar]
- DiRaddo, R.W.; Meddad, A. Sensitivity of operating conditions and material properties for thermoforming process. Plast. Rubber Compos. 2000, 29, 163–167. [Google Scholar] [CrossRef]
- Duarte, F.M.; Covas, J. On the Use of the Heating Stage to Control the Thickness Distribution in Thermoformed Parts. Int. Polym. Process. 2004, 19, 186–198. [Google Scholar] [CrossRef]
- Duarte, F.; Covas, J.A. IR sheet heating in roll fed thermoforming: Part 1-Solving direct and inverse heating problems. Plast. Rubber Compos. 2002, 31, 307–317. [Google Scholar] [CrossRef]
- Schmidt, F.M.; Le Maoult, Y.; Monteix, S. Modelling of infrared heating of thermoplastic sheet used in thermoforming process. J. Mater. Process. Technol. 2003, 143, 225–231. [Google Scholar] [CrossRef]
- McCool, R.; Martin, P.J. The role of process parameters in determining wall thickness distribution in plug-assisted thermoforming. Polym. Eng. Sci. 2010, 50, 1923–1934. [Google Scholar] [CrossRef]
- Marathe, D.; Rokade, D.; Busher, A.L.; Jadhav, K.; Mahajan, S.; Ahmad, Z.; Gupta, S.; Kulkarni, S.; Juvekar, V.; Lele, A. Effect of Plug Temperature on the Strain and Thickness Distribution of Components Made by Plug Assist Thermoforming. Int. Polym. Process. 2016, 31, 166–178. [Google Scholar] [CrossRef]
- Martin, P.; Duncan, P. The role of plug design in determining wall thickness distribution in thermoforming. Polym. Eng. Sci. 2007, 47, 804–813. [Google Scholar] [CrossRef]
- Sasimowski, E. A pressure-bubble vacuum forming process for polystyrene sheet. Adv. Sci. Technol. Res. J. 2017, 11, 180–186. [Google Scholar] [CrossRef]
- Ayadi, A.; Lacrampe, M.-F.; Krawczak, P. Bubble assisted vacuum thermoforming: Considerations to extend the use of in-situ stereo-DIC measurements to stretching of sagged thermoplastic sheets. Int. J. Mater. Form. 2019, 13, 59–76. [Google Scholar] [CrossRef]
- Schmidt, R.L.; Carley, J.F. Biaxial stretching of heat-softened plastic sheets using an inflation technique. Int. J. Eng. Sci. 1975, 13, 563–578. [Google Scholar] [CrossRef]
- Tuković, Ž.; Karač, A.; Cardiff, P.; Jasak, H.; Ivanković, A. OpenFOAM Finite Volume Solver for Fluid-Solid Interaction. Trans. FAMENA 2018, 42, 1–31. [Google Scholar] [CrossRef]
- Atmani, O.; Abbès, F.; Li, Y.; Batkam, S.; Abbès, B. Experimental investigation and constitutive modelling of the deformation behaviour of high impact polystyrene for plug-assisted thermoforming. Mech. Ind. 2020, 21, 607. [Google Scholar] [CrossRef]
- Duarte, F.M. Study and Optimization of Plastics Sheet Thermoforming. Ph.D. Thesis, University of Minho, Guimarães, Portugal, 2003. [Google Scholar]
- Ghobadnam, M.; Mosaddegh, P.; Rejani, M.R.; Amirabadi, H.; Ghaei, A. Numerical and experimental analysis of HIPS sheets in thermoforming process. Int. J. Adv. Manuf. Technol. 2014, 76, 1079–1089. [Google Scholar] [CrossRef]
- Bernard, C.A.; Correia, J.P.M.; Bahlouli, N.; Ahzi, S. Numerical Simulation of Plug-Assisted Thermoforming Process: Application to Polystyrene. Key Eng. Mater. 2013, 554–557, 1602–1610. [Google Scholar] [CrossRef]
- Oueslati, Z.; Rachik, M.; Lacrampe, M.F. Transversely Isotropic Hyperelastic Constitutive Models for Plastic Thermoforming Simulation. Key Eng. Mater. 2013, 554–557, 1715–1728. [Google Scholar] [CrossRef]
- Patil, J.P.; Nandedkar, V.; Saha, S.; Mishra, S. A numerical approach on achieving uniform thickness distribution in pressure thermoforming. Manuf. Lett. 2019, 21, 24–27. [Google Scholar] [CrossRef]
- Cha, J.; Kim, M.; Park, D.; Go, J.S. Experimental determination of the viscoelastic parameters of K-BKZ model and the influence of temperature field on the thickness distribution of ABS thermoforming. Int. J. Adv. Manuf. Technol. 2019, 103, 985–995. [Google Scholar] [CrossRef] [Green Version]
- O’Connor, C.P.J.; Martin, P.J.; Sweeney, J.; Menary, G.; Caton-Rose, P.; Spencer, P.E. Simulation of the plug-assisted ther-moforming of polypropylene using a large strain thermally coupled constitutive model. J. Mater. Process. Technol. 2013, 213, 1588–1600. [Google Scholar] [CrossRef]
- Rosenzweig, N.; Narkis, M.; Tadmor, Z. Wall thickness distribution in thermoforming. Polym. Eng. Sci. 1979, 19, 946–951. [Google Scholar] [CrossRef]
- Miettinen, K. Nonlinear Multiobjective Optimization; Springer: Berlin/Heidelberg, Germany, 1998; Volume 12. [Google Scholar]
- Deb, K.; Pratap, A.; Agarwal, S.; Meyarivan, T. A fast and elitist multiobjective genetic algorithm: NSGA-II. In IEEE Transactions on Evolutionary Computation; Springer: Berlin/Heidelberg, Germany, 2002; Volume 6, pp. 182–197. [Google Scholar]
- Zitzler, E.; Laumanns, M.; Thiele, L. SPEA2: Improving the strength Pareto evolutionary algorithm. TIK-Report 2001, 103. [Google Scholar] [CrossRef]
- Li, H.; Zhang, Q. Multiobjective optimization problems with complicated Pareto sets, MOEA/D and NSGA-II. IEEE Trans. Evol. Comput. 2009, 13, 284–302. [Google Scholar] [CrossRef]
- Zitzler, E.; Künzli, S. Indicator-based selection in multiobjective search. In Proceedings of the Conference on Parallel Problem Solving from Nature, Birmingham, UK, 18–22 September 2004. [Google Scholar]
- Beume, N.; Naujoks, B.; Emmerich, M. SMS-EMOA: Multiobjective selection based on dominated hypervolume. Eur. J. Oper. Res. 2007, 181, 1653–1669. [Google Scholar] [CrossRef]
- Emmerich, M.; Beume, N.; Naujoks, B. An EMO Algorithm Using the Hyper-Volume Measure as Selection Criterion. In Evolutionary Multi-Criterion Optimization; LNCS; Springer: Berlin, Germany, 2005; Volume 3410, pp. 62–76. [Google Scholar]
- Voß, T.; Hansen, N.; Igel, C. Improved step size adaptation for the MO-CMA-ES. In Proceedings of the 6th Annual Conference on Cyber and Information Security Research, Oak Ridge, TN, USA, 21–23 July 2010; Association for Computing Machinery (ACM): New York, NY, USA, 2010; pp. 487–494. [Google Scholar]



Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gaspar-Cunha, A.; Costa, P.; Galuppo, W.d.C.; Nóbrega, J.M.; Duarte, F.; Costa, L. Multi-Objective Optimization of Plastics Thermoforming. Mathematics 2021, 9, 1760. https://doi.org/10.3390/math9151760
Gaspar-Cunha A, Costa P, Galuppo WdC, Nóbrega JM, Duarte F, Costa L. Multi-Objective Optimization of Plastics Thermoforming. Mathematics. 2021; 9(15):1760. https://doi.org/10.3390/math9151760
Chicago/Turabian StyleGaspar-Cunha, António, Paulo Costa, Wagner de Campos Galuppo, João Miguel Nóbrega, Fernando Duarte, and Lino Costa. 2021. "Multi-Objective Optimization of Plastics Thermoforming" Mathematics 9, no. 15: 1760. https://doi.org/10.3390/math9151760
APA StyleGaspar-Cunha, A., Costa, P., Galuppo, W. d. C., Nóbrega, J. M., Duarte, F., & Costa, L. (2021). Multi-Objective Optimization of Plastics Thermoforming. Mathematics, 9(15), 1760. https://doi.org/10.3390/math9151760