
Solving Logistical Challenges in Raw Material Reception: An Optimization and Heuristic Approach Combining Revenue Management Principles with Scheduling Techniques

Abstract
1. Introduction
2. Literature Review
3. Problem Description
4. Methodology and Mathematical Model
4.1. Stage 1—Arrival Time Planning and Timeslot Allocation (Del-1)
- Calculation of priority and segmentation of all deliveries in the list of planned deliveries.
- Assignment of an arrival time at the gate according to the priority of each delivery.
- Calculation of the reception cost for deliveries for all possible time slots and docks (a delivery can only be assigned to docks that handle the type of product being transported and to time slots starting after its arrival at the docks).
- Assignment of a timeslot and dock to each delivery based on a cost-minimization criterion.
- Historical delivery information—data related to the punctuality of planned arrival times from the truck’s previous deliveries to the processing center.
- Number of additional deliveries on the same day—a truck can perform multiple deliveries on the same day. This results in trucks making more than one delivery being given higher priority to ensure they have enough time to complete all their deliveries. The value for this criterion decreases with each delivery the truck completes and corresponds to the number of remaining deliveries (e.g., for a truck with three planned deliveries, the value for this criterion would be 2 for the first delivery, 1 for the second, and 0 for the final delivery).
- Delivery characteristics—these include the origin of the delivery, whether the truck transports the maximum possible load, and whether the type of product being transported is acceptable for the production lines. These factors are binary (0 or 1). For example, if the truck carries the maximum load, this factor assumes a value of 1; otherwise, it is 0.
4.2. Stage 2—Real Allocation of Deliveries (Del)
- Calculation of the revised priority and segmentation accordingly;
- Computation of the waiting queue at the gate (addition of new arrivals to the existing waiting queue);
- Assignment of a timeslot at the gate to the best candidate in the waiting queue;
- Computation of the waiting queue at the docks (addition of new arrivals to the existing waiting queue);
- Allocation of time slots at the docks to the best candidates for each type of product;
- Verification of the stopping condition (when the timeslot at the gate exceeds the closing hour and there are no deliveries in the waiting queue). If true, stop; otherwise, return to step 1.
- If the number of deliveries in the next timeslot is less than the number of available production lines for a specific product type, it is possible to assign one of the deliveries to a production line in the next timeslot. In this case, it is necessary to check whether the waiting cost is lower than the cost of moving the delivery with the smallest weight to the next timeslot. If the waiting cost is lower, the lower-priority delivery remains in the waiting queue. Conversely, if moving the goods is less expensive, the delivery with the smallest weight is assigned to the stockyard, and the rest are assigned to production lines.
- If the number of deliveries is equal to or exceeds the number of available production lines, all deliveries are assigned to docks in the current timeslot, as the same situation would occur in the next timeslot if a delivery were left waiting.
5. Case Study, Scenarios and Dataset
5.1. Case Study
5.2. Scenarios Created
- FIFO (unplanned): The baseline method, which serves as the point of comparison, is the simple FIFO scenario, in which all deliveries are unplanned. In this scenario, as the booking phase or priority-based reception is not applied, the lack of planning means that deliveries can only be unloaded into the stockyard.
- FIFO (planned): After distributing deliveries throughout the day, delays are calculated based on the difference between the planned arrival time and the actual arrival time. In this model, it was established that planned deliveries can be unloaded both onto production lines and in the stockyard, whereas unplanned deliveries can only be unloaded in the stockyard.
- Priority (unplanned): In this case, the dataset used is the same as in the FIFO scenario with unplanned deliveries, but the processing of deliveries is handled differently. In this model, all deliveries can be unloaded either onto production lines or in the stockyard.
- Priority (planned): The final scenario corresponds to the combination of the developed priority-based model, that is, booking of time slots and docks in the first stage, followed by the final allocation according to the priority level in the second stage.
5.3. Dataset
5.3.1. General Dataset
5.3.2. Reception Dataset
5.3.3. Priority Model Parameters
- —Historical performance of the last 15 deliveries.
- —Number of remaining deliveries to be completed by the truck.
- —Match between the transported product and the products accepted by the production lines.
- —Delivery originating from a priority source (e.g., maritime ports).
- —Truck carrying a maximum load.
- Deliveries with priority values below 0.3 are classified as low priority.
- Deliveries with priority values between 0.3 and 0.6 are classified as medium priority.
- Deliveries with priority values above 0.6 are classified as high priority.
6. Results
6.1. Cost Indicators Results
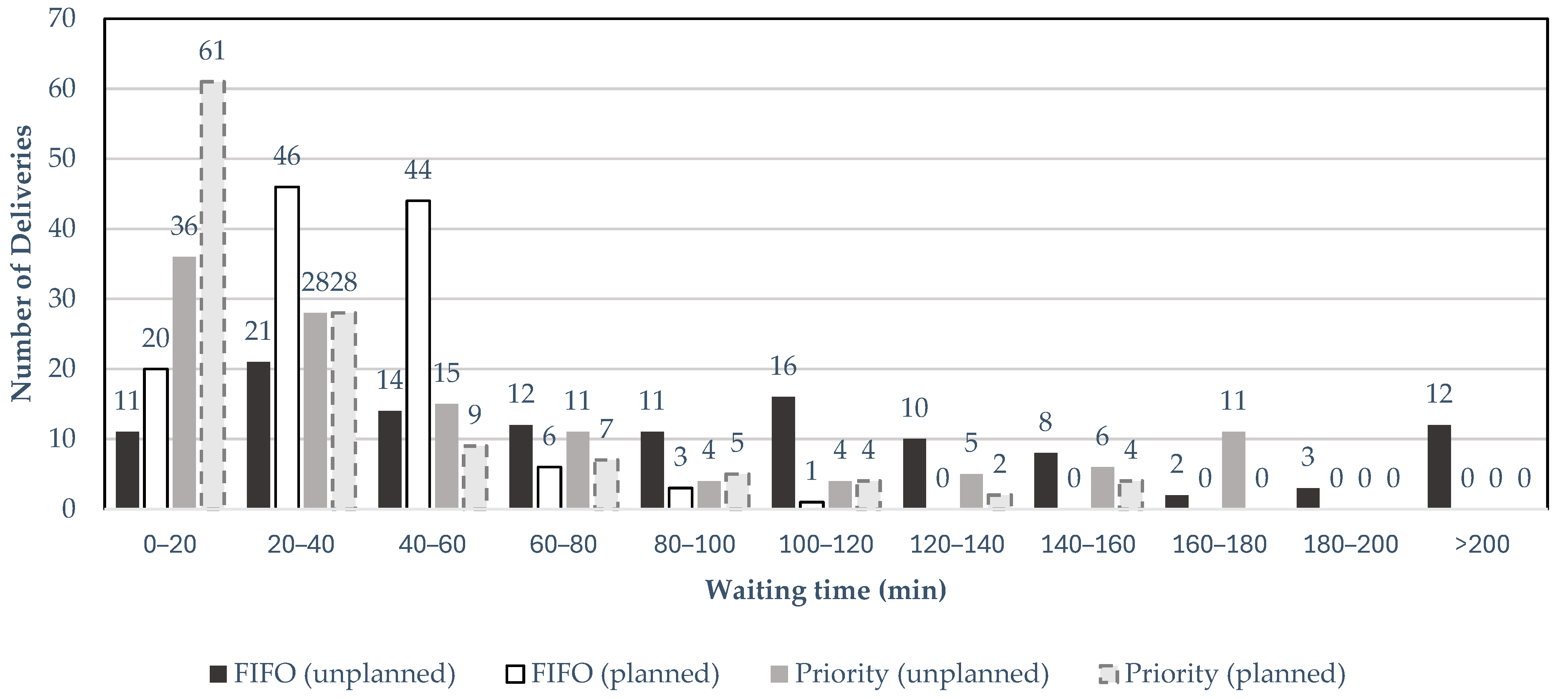
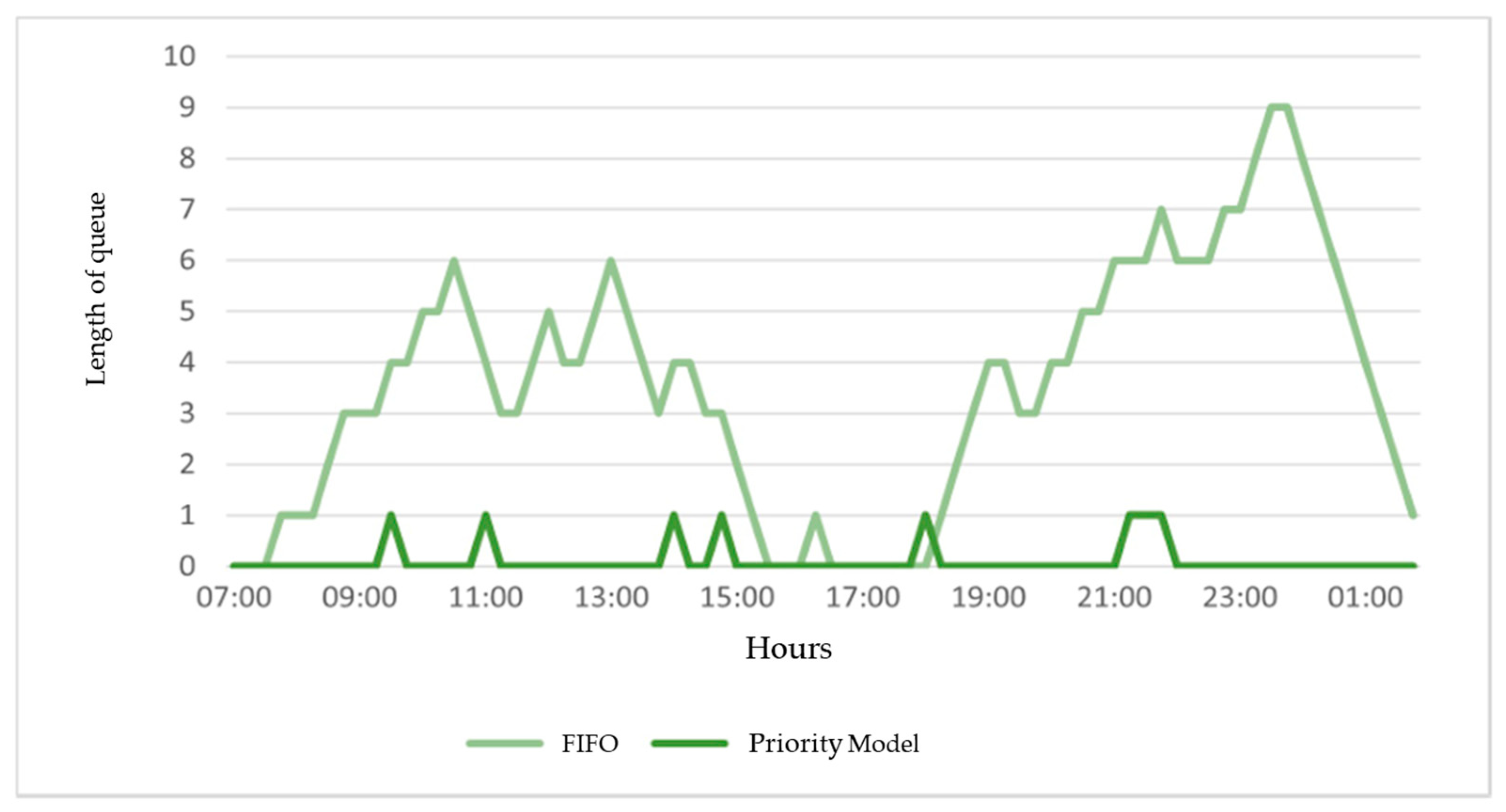
6.2. Time Indicators Results
6.3. Allocation Indicators Results
6.4. Results Summary
7. Conclusions and Discussion
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Palmgren, M.; Rönnqvist, M.; Värbrand, P. A near-exact method for solving the log-truck scheduling problem. Int. Trans. Oper. Res. 2004, 11, 447–464. [Google Scholar] [CrossRef]
- Malladi, K.; Sowlati, T. Optimization of operational level transportation planning in forestry: A review. Int. J. For. Eng. 2017, 28, 198–210. [Google Scholar] [CrossRef]
- Carlsson, D.; Rönnqvist, M. Backhauling in forest transportation: Models, methods, and practical usage. Can. J. For. Res. 2007, 37, 2612–2623. [Google Scholar] [CrossRef]
- Rönnqvist, M. Optimization in forestry. Math. Program. 2003, 97, 267–284. [Google Scholar] [CrossRef]
- Abdelmagid, A.; Gheith, M.; Eltawil, A. A Binary Integer Programming Formulation and Solution for Truck Appointment Scheduling and Reducing Truck Turnaround Time in Container Terminals. In Proceedings of the 2020 7th International Conference on Industrial Engineering and Applications, Bangkok, Thailand, 16–21 April 2020. [Google Scholar]
- Murty, K.; Wan, Y.; Liu, J.; Tseng, M.; Leung, E.; Lai, K.-K.; Chiu, H. Hongkong International Terminals Gains Elastic Capacity Using a Data-Intensive Decision-Support System. Interfaces 2005, 35, 61–75. [Google Scholar] [CrossRef]
- Gorin, T.; Brunger, W.; White, M. No-show forecasting: A blended cost-based, PNR-adjusted approach. J. Revenue Pricing Manag. 2006, 5, 188–206. [Google Scholar] [CrossRef]
- Frank, M.; Friedemann, M.; Schröder, A. Principles for simulations in revenue management. J. Revenue Pricing Manag. 2008, 7, 7–16. [Google Scholar] [CrossRef]
- Buffa, F.P.; Munn, J.R. A Recursive Algorithm for Order Cycle-time that Minimizes Logistics Cost. J. Oper. Res. Soc. 1989, 40, 367–377. [Google Scholar] [CrossRef]
- Audy, J.-F.; Rönnqvist, M.; D’Amours, S.; Yahiaoui, A.-E. Planning methods and decision support systems in vehicle routing problems for timber transportation: A review. Int. J. For. Eng. 2022, 34, 143–167. [Google Scholar] [CrossRef]
- Huynh, N.; Walton, C. Robust Scheduling of Truck Arrivals at Marine Container Terminals. J. Transp. Eng. 2008, 134, 347–353. [Google Scholar] [CrossRef]
- Huynh, N. Reducing Truck Turn Times at Marine Terminals with Appointment Scheduling. Transp. Res. Rec. 2009, 2100, 47–57. [Google Scholar] [CrossRef]
- Quante, R.; Meyr, H.; Fleischmann, M. Revenue management and demand fulfillment: Matching applications, models, and software. OR Spectr. 2009, 31, 31–62. [Google Scholar] [CrossRef]
- Kuyumcu, A.; Yildirim, U.; Hyde, A.; Shanaberger, S.; Hsiao, K.; Donahoe, S.; Wu, S.; Murray, M.; Maron, M. Revenue Management Delivers Significant Revenue Lift for Holiday Retirement. Interfaces 2018, 48, 7–23. [Google Scholar] [CrossRef]
- Talluri, K.T.; van Ryzin, G.J. The Theory and Practice of Revenue Management; International Series in Operations Research & Management Science; Springer US: New York, NY, USA, 2005; ISBN 978-1-4020-7933-7. [Google Scholar]
- Chen, G.; Yang, Z. Optimizing time windows for managing export container arrivals at Chinese container terminals. Marit. Econ. Logist. 2010, 12, 111–126. [Google Scholar] [CrossRef]
- Xiaoju, Z.; Zeng, Q.; Chen, W. Optimization Model For Truck Appointment In Container Terminals. Procedia-Soc. Behav. Sci. 2013, 96, 1938–1947. [Google Scholar] [CrossRef]
- Phan, M.-H.; Kim, K. Negotiating truck arrival times among trucking companies and a container terminal. Transp. Res. Part E Logist. Transp. Rev. 2015, 75, 132–144. [Google Scholar] [CrossRef]
- Antram: Novo Regulamento de Pesos e Dimensões. 2017. Available online: https://antram.pt/attachments/legislacao/DL%20132-2017.pdf (accessed on 1 September 2020).



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Article | Objective | Decision | Solution Method |
|---|---|---|---|
| [5] | Delay Cost Minimization | Allocation to timeslot | ---- |
| [6] | Penalties Minimization | Definition of the number of slots per timeslot | ------- |
| [11] | Truck number maximization served by timeslot | Definition of the number of slots per timeslot | Heuristic |
| [12] | Cost Minimization | IAS—Duration of the timeslot; BAS—Number of slots within each timeslot | ---- |
| [16] | Cost Minimization | Allocation and ideal duration of time slots | Heuristic |
| [17] | Waiting Time Minimization | Number of slots in each time-window | Heuristic |
| [18] | Cost Minimization | Allocation of time slots to deliveries | Exact |
| This work | Daily Reception Cost Minimization | Allocation of deliveries to time slots at delivery docks | Heuristic |
| Input Data | |
|---|---|
| for unplanned deliveries | |
| —Available time slots, including for available time slots at gates and for available time slots at docks | |
| Time slots duration at gate (min) | |
| Time slots duration at docks (min) | |
| Open hour at docks (in hours and min, such as 19:25) | |
| Closing hour at docks (in hours and min, such as 19:25) | |
| Open hour at gates (in hours and min, such as 19:25) | |
| Closing hour at gate (in hours and min, such as 19:25) | |
| (min) | |
| (natural numbers) | |
| Waiting time cost (€/min) | |
| Cost of moving raw material within transformation centers (€/ton) | |
| Parameters for priority method | |
| Number of segments for classifying planned delivery | |
| Percentage of available time slots which are left unused/free to handle non-planned delivery lines. | |
| is the number of priorities | |
| Limit of segments priority | |
| Acceptable delay/advance for on-time delivery (min) | |
| Maximum delivery delay that does not lower segmentation (min) | |
| Priority weight used for recalculation of the index of delay priority | |
| Others | |
| (in hours and min, such as 19:25) | |
| (in hours and min, such as 19:25) | |
| planned (in hours and min, such as 19:25) | |
(in hours and min, such as 19:25) | |
| (ton) | |
| (€) |
| Constant | Value |
|---|---|
| Input Data: | |
| = {1,2,……6} | |
| V | = {1,2……120} |
| = 7 min | |
| = 15 min | |
| = 360 (corresponds to 06:00) | |
| = 420 (corresponds to 07:00) | |
| = 1260 (corresponds to 21:00) | |
| = 10 min | |
| = 0.51 €/min | |
| = 0.35 €/min | |
| Parameters for model | |
| 3 (low, medium and high priority) | |
| 10% | |
| 4 min | |
| 30 min | |
| 0.5 |
| Cost (€) | FIFO (Unplanned) | FIFO (Planned) | Priority (Unplanned) | Priority (Planned) |
|---|---|---|---|---|
| Gate | 3287.97 | 1589.67 | 3287.97 | 1589.67 |
| Docks | 2482.17 | 702.27 | 715.02 | 488.07 |
| Total Waiting Time | 5770.14 | 2291.94 | 4002.99 | 2077.74 |
| Movement | 1317.40 | 671.65 | 371.00 | 270.20 |
| Total | 7087.54 | 2963.59 | 4373.99 | 2347.94 |
| Waiting Time (min) | FIFO (Unplanned) | FIFO (Planned) | Priority (Unplanned) | Priority (Planned) |
|---|---|---|---|---|
| Medium at gate | 53.73 | 25.98 | 53.73 | 25.98 |
| Medium at Docks | 40.56 | 11.48 | 11.68 | 7.98 |
| Medium Delivery | 94.28 | 37.45 | 65.41 | 33.95 |
| Maximum from delivery to delivery | 280.00 | 105.00 | 240.00 | 158.00 |
| FIFO (Unplanned) | FIFO (Planned) | Priority (Unplanned) | Priority (Planned) | |
|---|---|---|---|---|
| Gate | 22 | 16 | 22 | 16 |
| Stockyard | 20 | 9 | 15 | 9 |
| FIFO (Unplanned) | FIFO (Planned) | Priority (Unplanned) | Priority (Planned) | |
|---|---|---|---|---|
| Arrival | 2 | 6 | 2 | 6 |
| Processed at Gate | 22 | 7 | 22 | 7 |
| Processed at stockyards | 31 | 10 | 26 | 10 |
| FIFO (Unplanned) | FIFO (Planned) | Priority (Unplanned) | Priority (Planned) | |
|---|---|---|---|---|
| Occupancy gate (%) | 80.00 | 83.33 | 80.00 | 83.33 |
| Occupancy lines (%) | 0.00 | 33.33 | 50.00 | 55.95 |
| Occupancy stockyard (%) | 52.63 | 32.82 | 16.90 | 13.33 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gomes, R.; Silva, R.G.; Amorim, P. Solving Logistical Challenges in Raw Material Reception: An Optimization and Heuristic Approach Combining Revenue Management Principles with Scheduling Techniques. Mathematics 2025, 13, 919. https://doi.org/10.3390/math13060919
Gomes R, Silva RG, Amorim P. Solving Logistical Challenges in Raw Material Reception: An Optimization and Heuristic Approach Combining Revenue Management Principles with Scheduling Techniques. Mathematics. 2025; 13(6):919. https://doi.org/10.3390/math13060919
Chicago/Turabian StyleGomes, Reinaldo, Ruxanda Godina Silva, and Pedro Amorim. 2025. "Solving Logistical Challenges in Raw Material Reception: An Optimization and Heuristic Approach Combining Revenue Management Principles with Scheduling Techniques" Mathematics 13, no. 6: 919. https://doi.org/10.3390/math13060919
APA StyleGomes, R., Silva, R. G., & Amorim, P. (2025). Solving Logistical Challenges in Raw Material Reception: An Optimization and Heuristic Approach Combining Revenue Management Principles with Scheduling Techniques. Mathematics, 13(6), 919. https://doi.org/10.3390/math13060919