
An Improved Discrete Bat Algorithm for Multi-Objective Partial Parallel Disassembly Line Balancing Problem

 , , , and
, , , and
Abstract
1. Introduction
- A mathematical model of PPDLBP is constructed with the aims to maximize disassembly profit and minimize the number of required worker skills.
- We design two methods for updating individuals: “Priority Preserve Order Crossover” (PPX) operator, which focuses on preserving order, and mutation operator based on precursor task sequences. We propose an IDBA based on the Pareto dominance relationship, selecting the optimal population using the non-dominance principle to guide the algorithm towards the best solution. To maintain global optimization properties, the random flight mode of bats and the flight mode near the optimal solution are mapped to operations with crossover and mutation functions. In this way, IDBA combines the Pareto dominance principle, effectively enhancing the optimization performance of the algorithm.
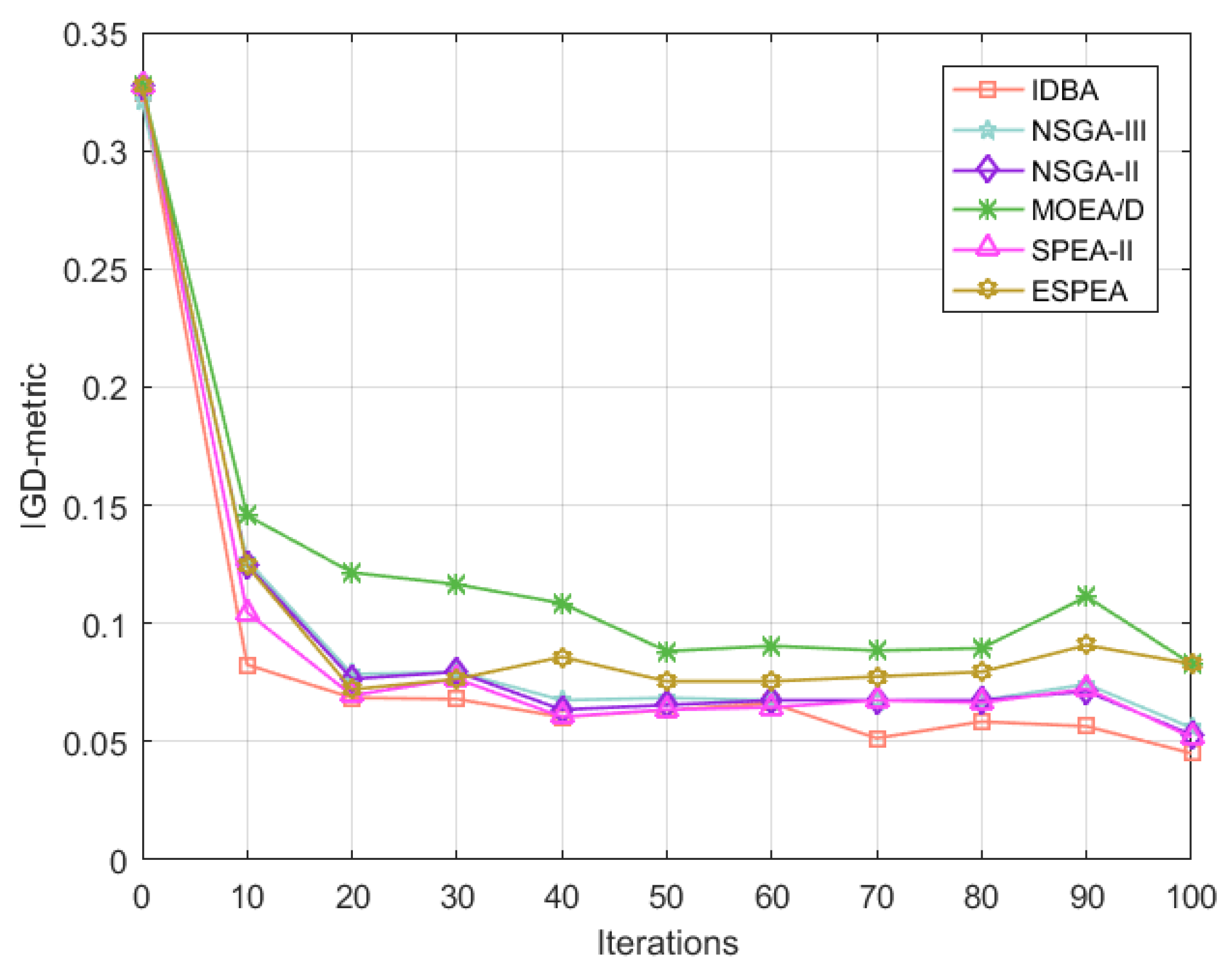
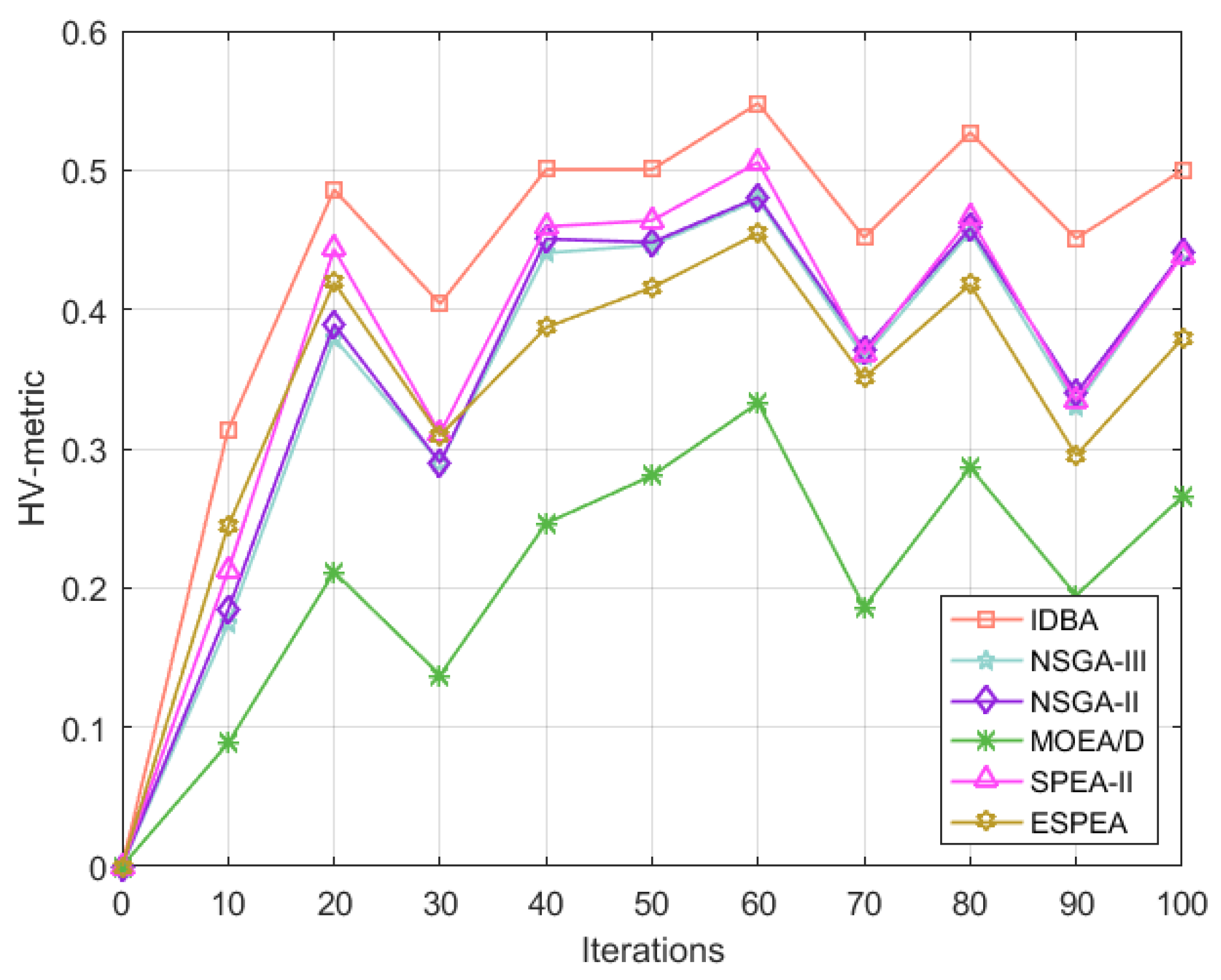
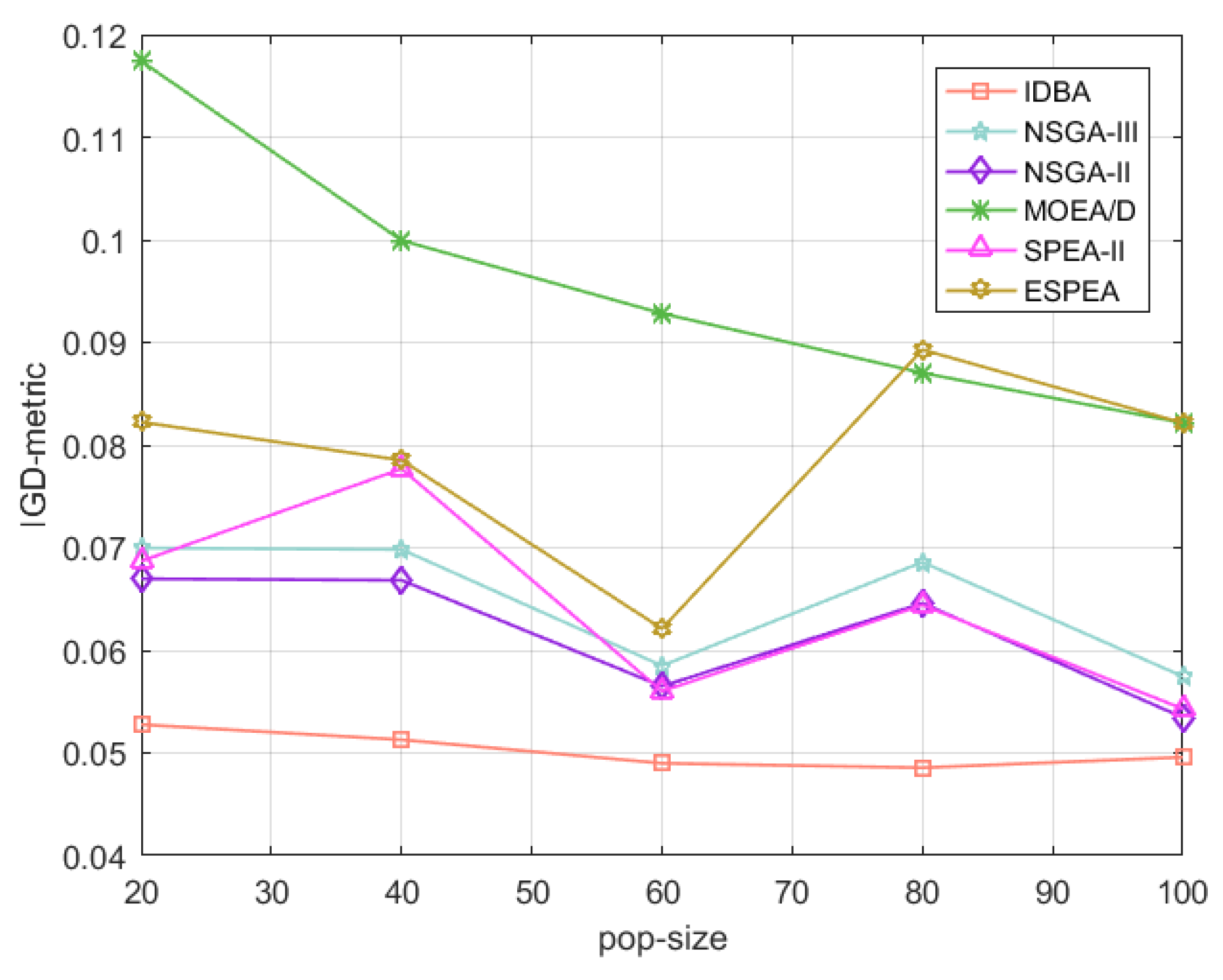
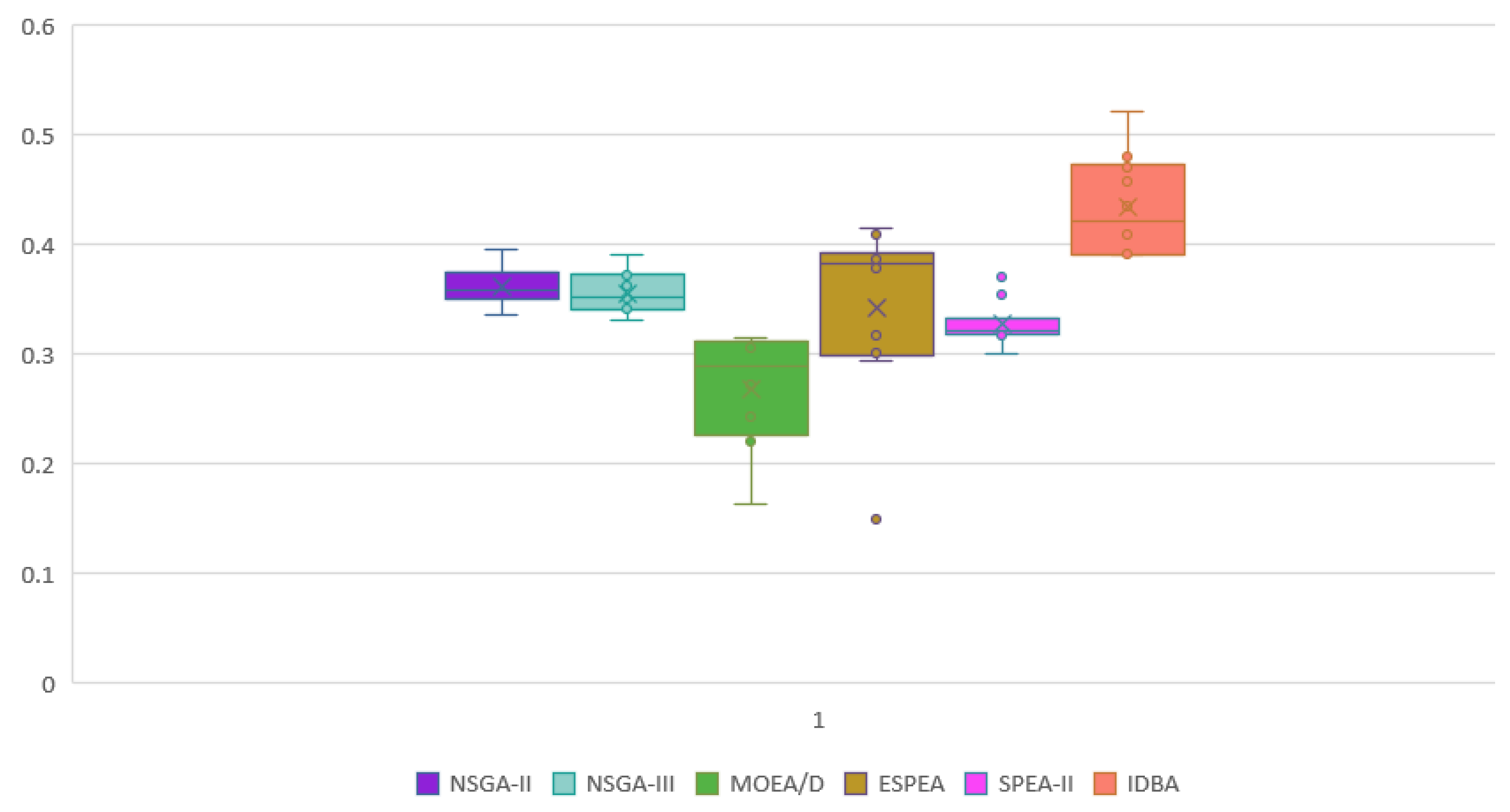
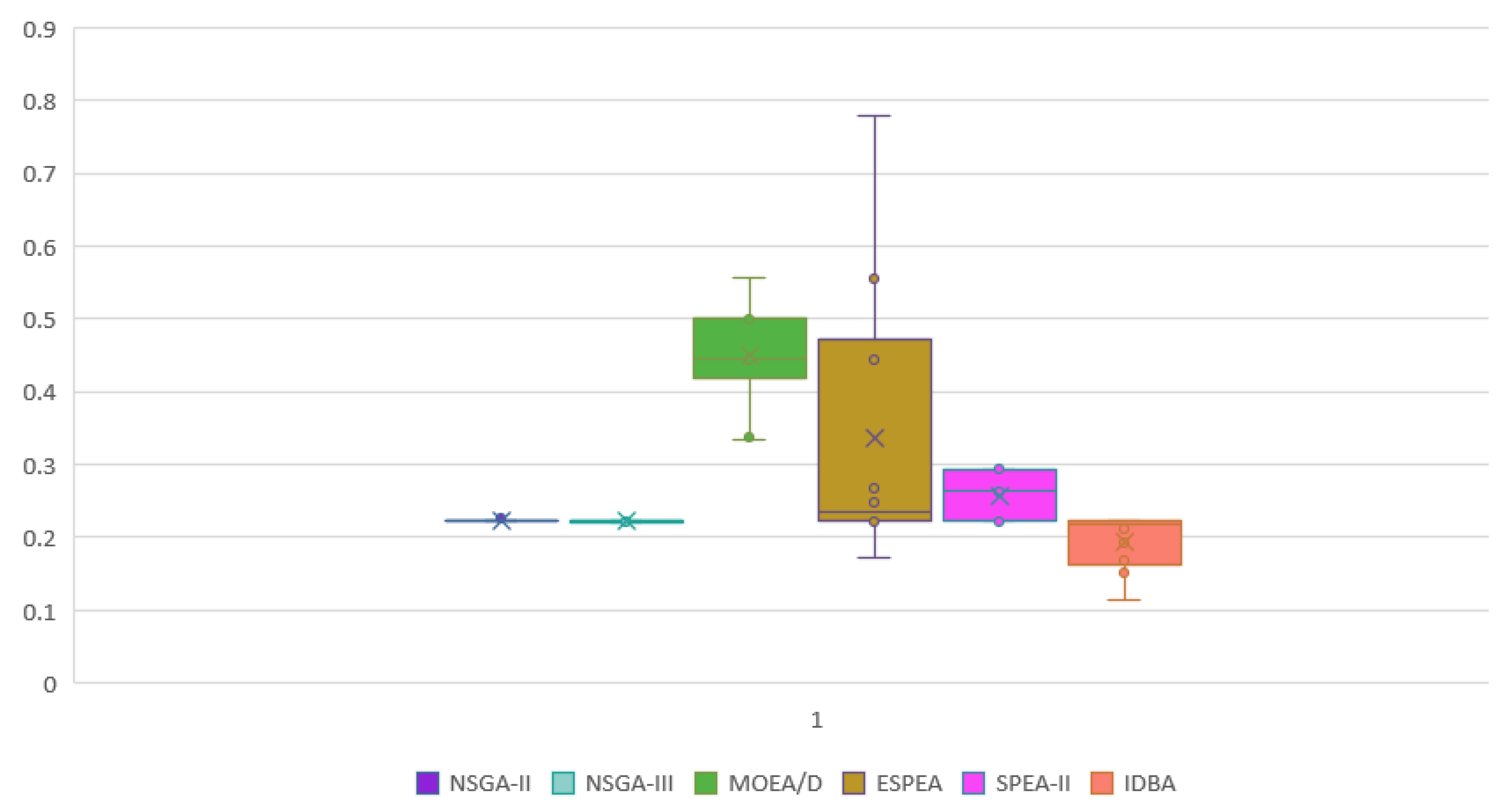
- The effectiveness of IDBA on PPDLBP is validated in comparison with Nondominated Sorting Genetic Algorithm II (NSGA-II) [38], Nondominated Sorting Genetic Algorithm III (NSGA-III) [39], Strength Pareto Evolutionary Algorithm II (SPEA-II) [40], Electrostatic Potential Energy Evolutionary Algorithm (ESPEA) [41], and Multi-Objective Evolutionary Algorithm based on Decomposition (MOEA/D) [42]. The results indicate that IDBA outperforms five heuristic peers, which proves its high efficiency in solving real disassembly instances.
2. Problem Description
2.1. Problem Statement
2.2. Model Assumptions
- There are two disassembly lines. The preset cycle time of the two disassembly lines can be different.
- The walking time of workers between the two disassembly lines is ignored.
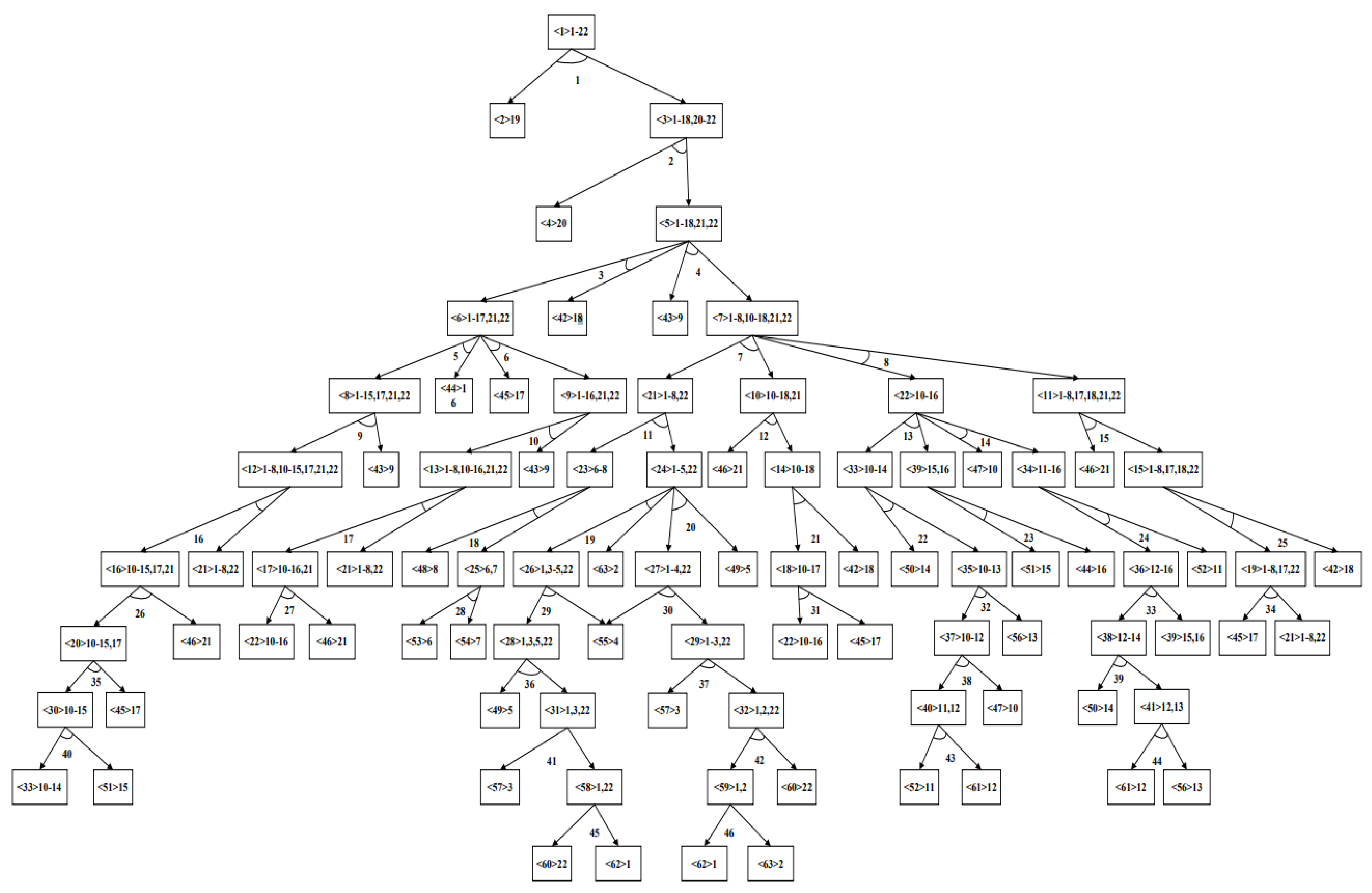
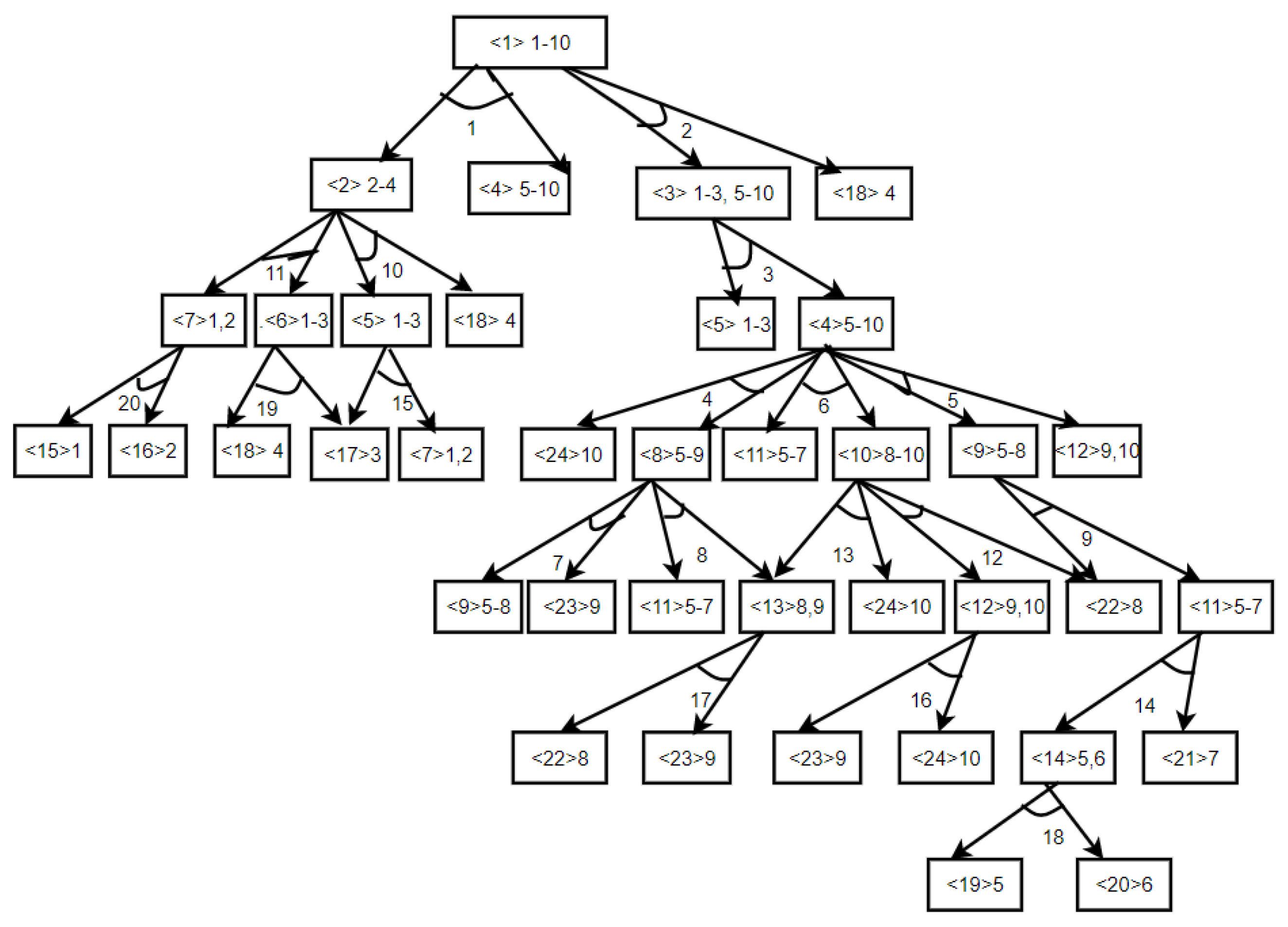
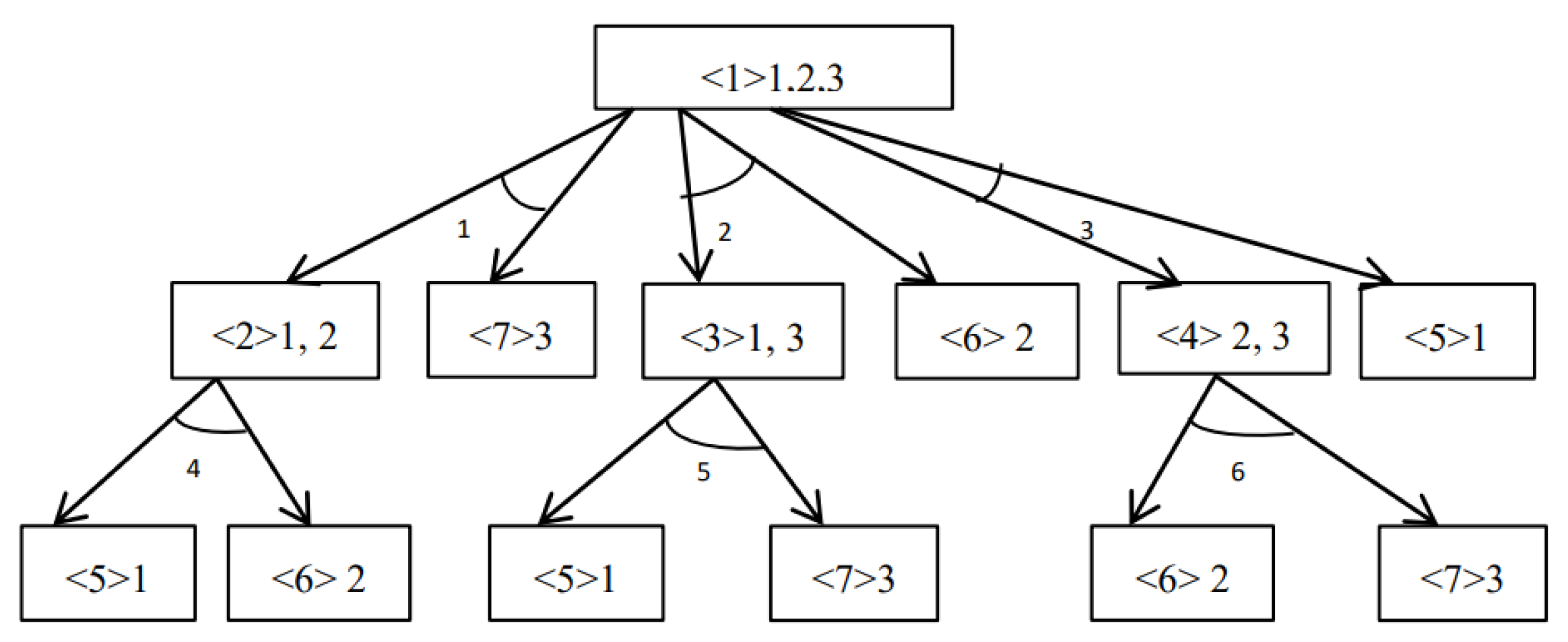
- The AND-OR graph, precedence relationship matrix, and incidence matrix of each product are known.
- The disassembly time of each task is given.
2.3. Notations
2.4. Mathematical Model
3. Improved Discrete Bat Algorithm
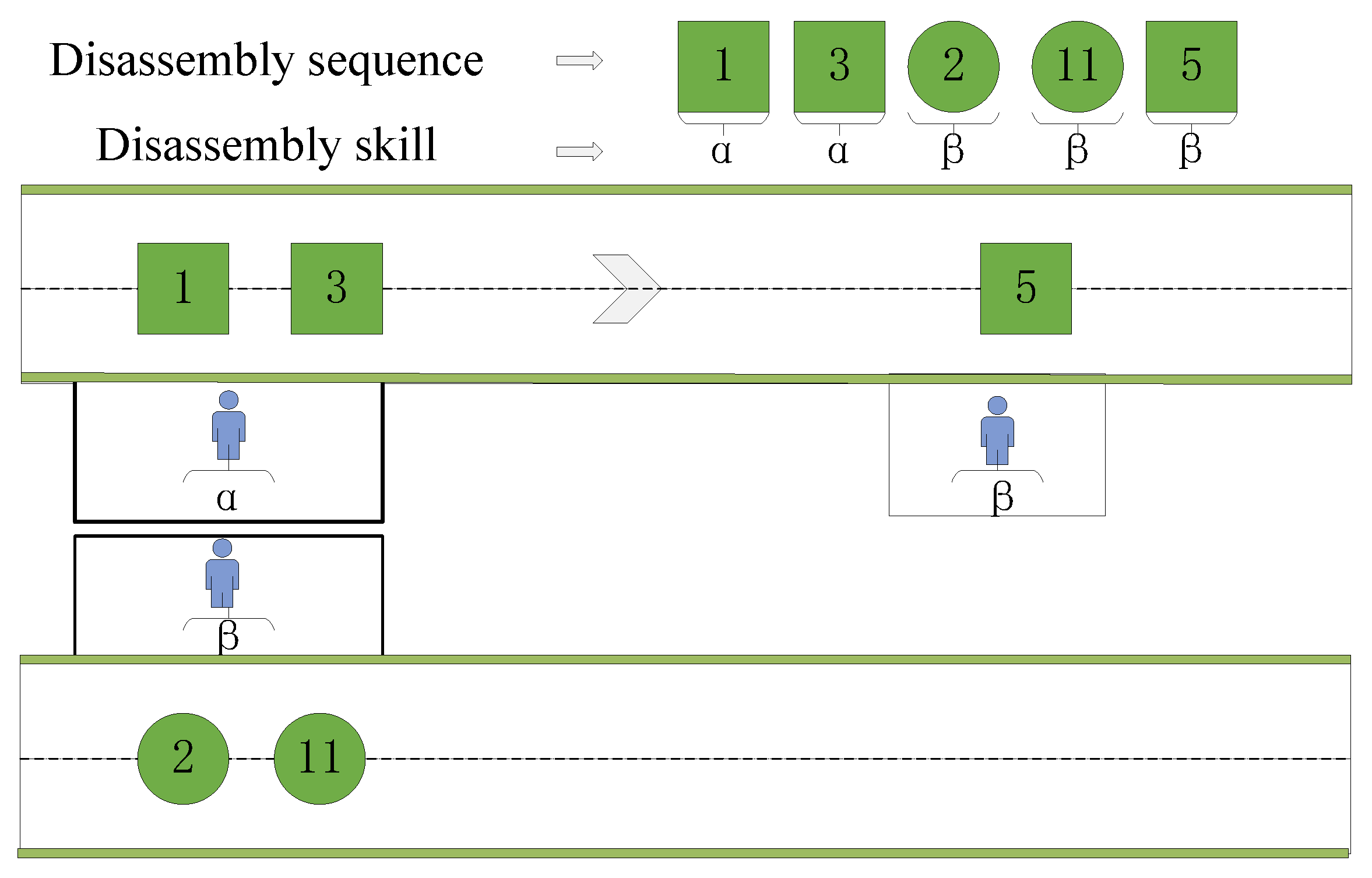
3.1. Encoding
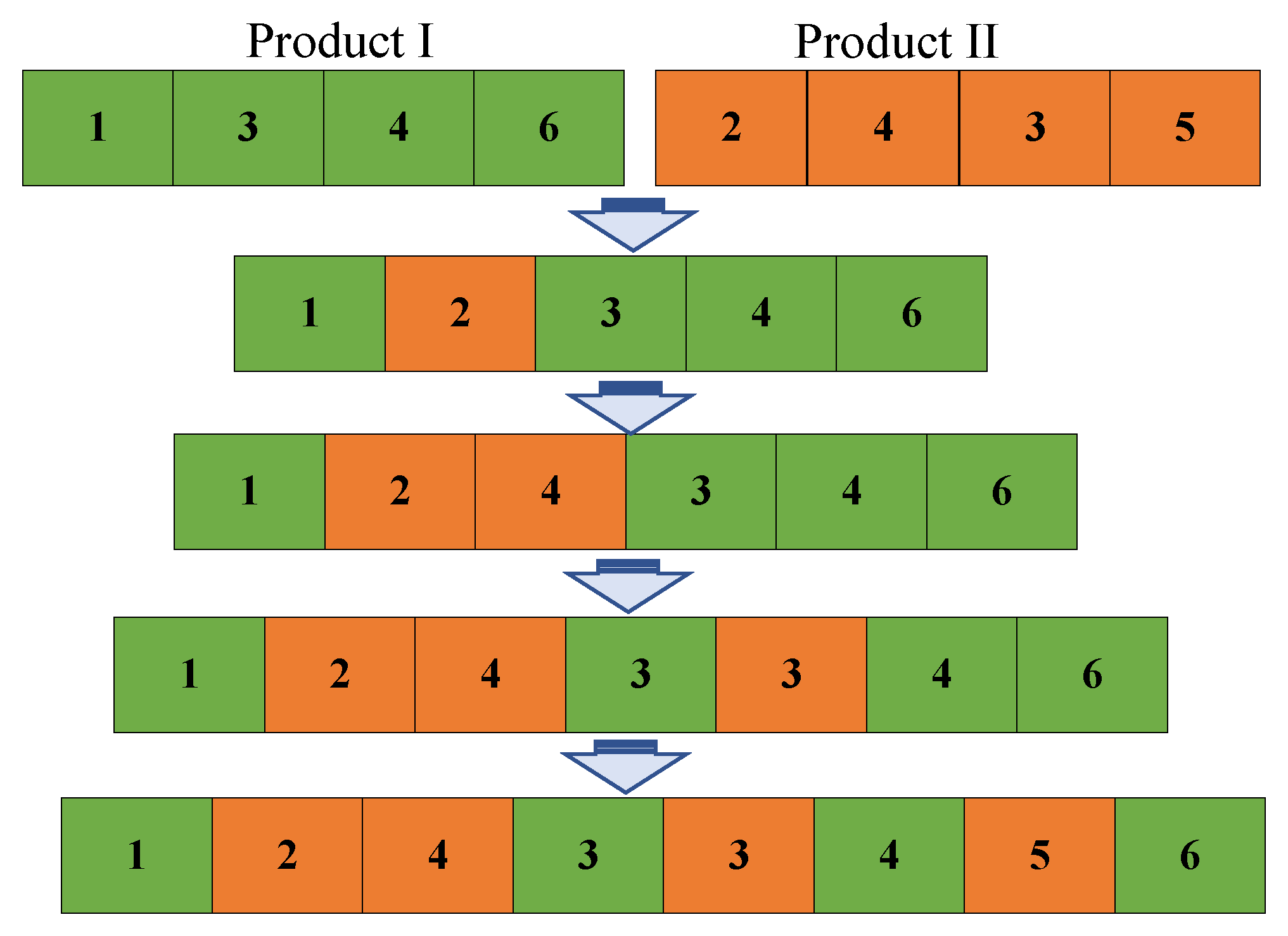
3.2. Generating Feasible Solution
| Algorithm 1: Generating feasible solution |
| Input: Products I and II |
| Output: |
| Begin |
|
| End |
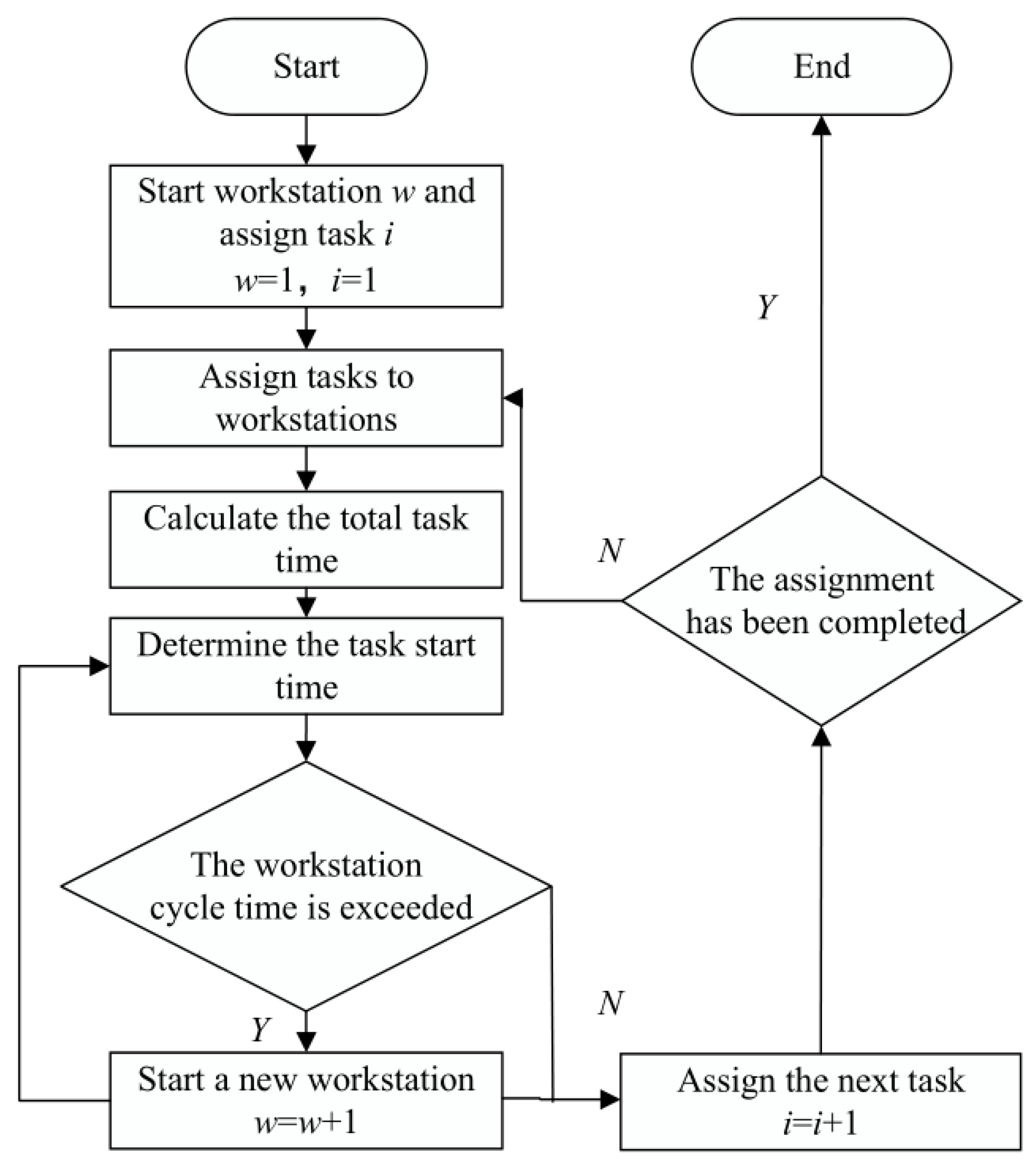
3.3. Decoding
3.4. Population Initialization
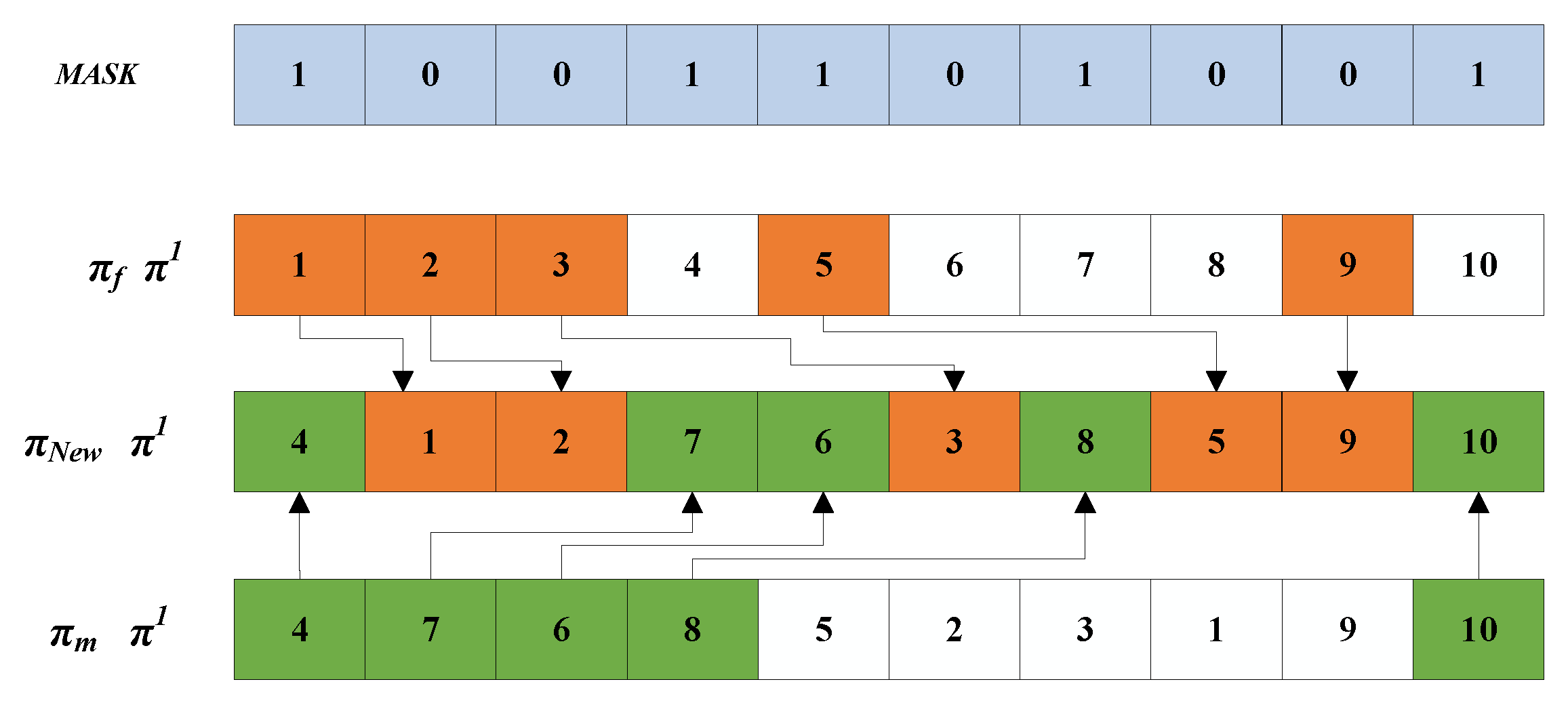
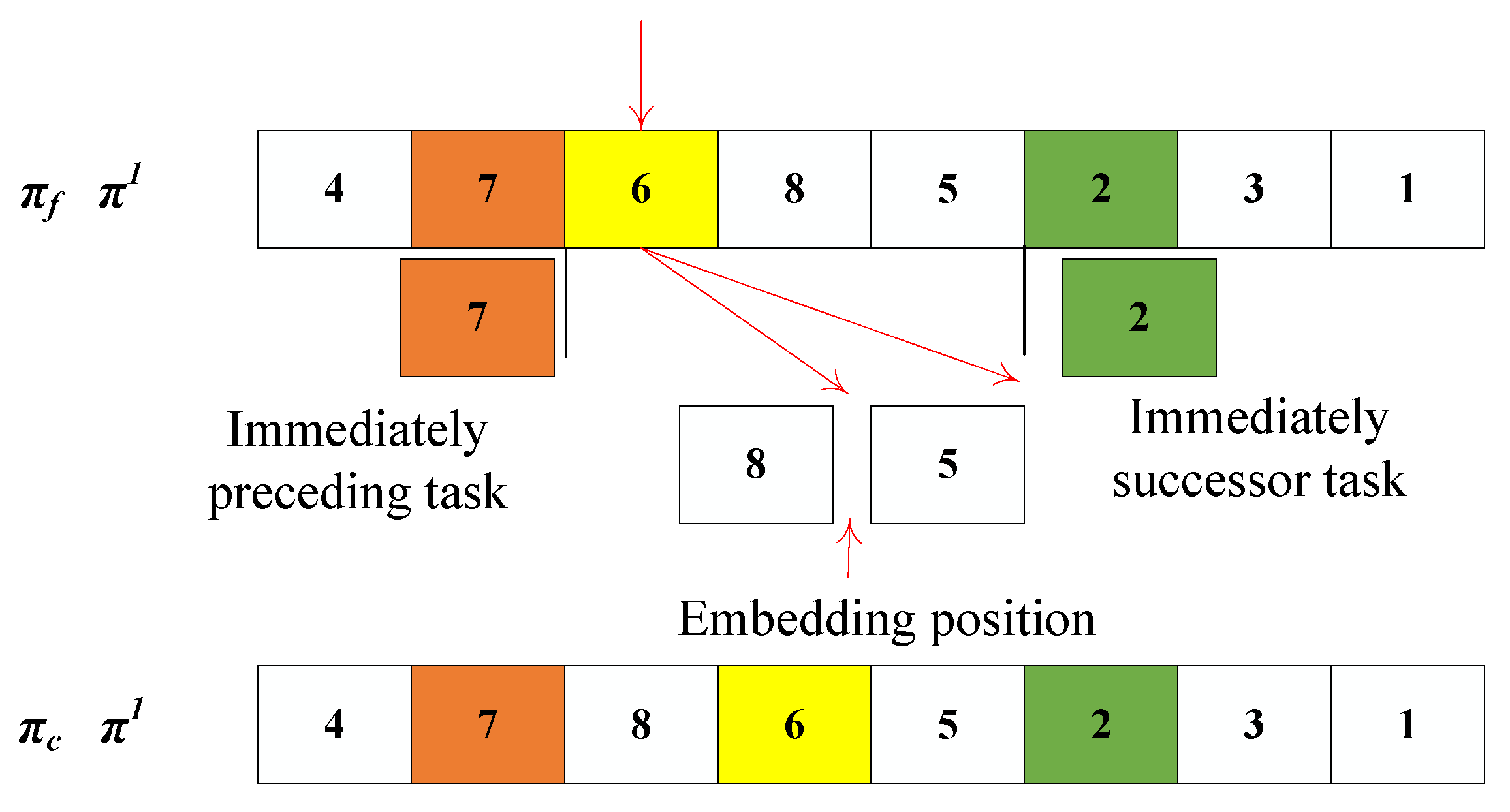
3.5. Update of Individuals
| Algorithm 2: PPX operator |
| Input : , , MASK. |
| Output: . |
| Begin |
|
| End |
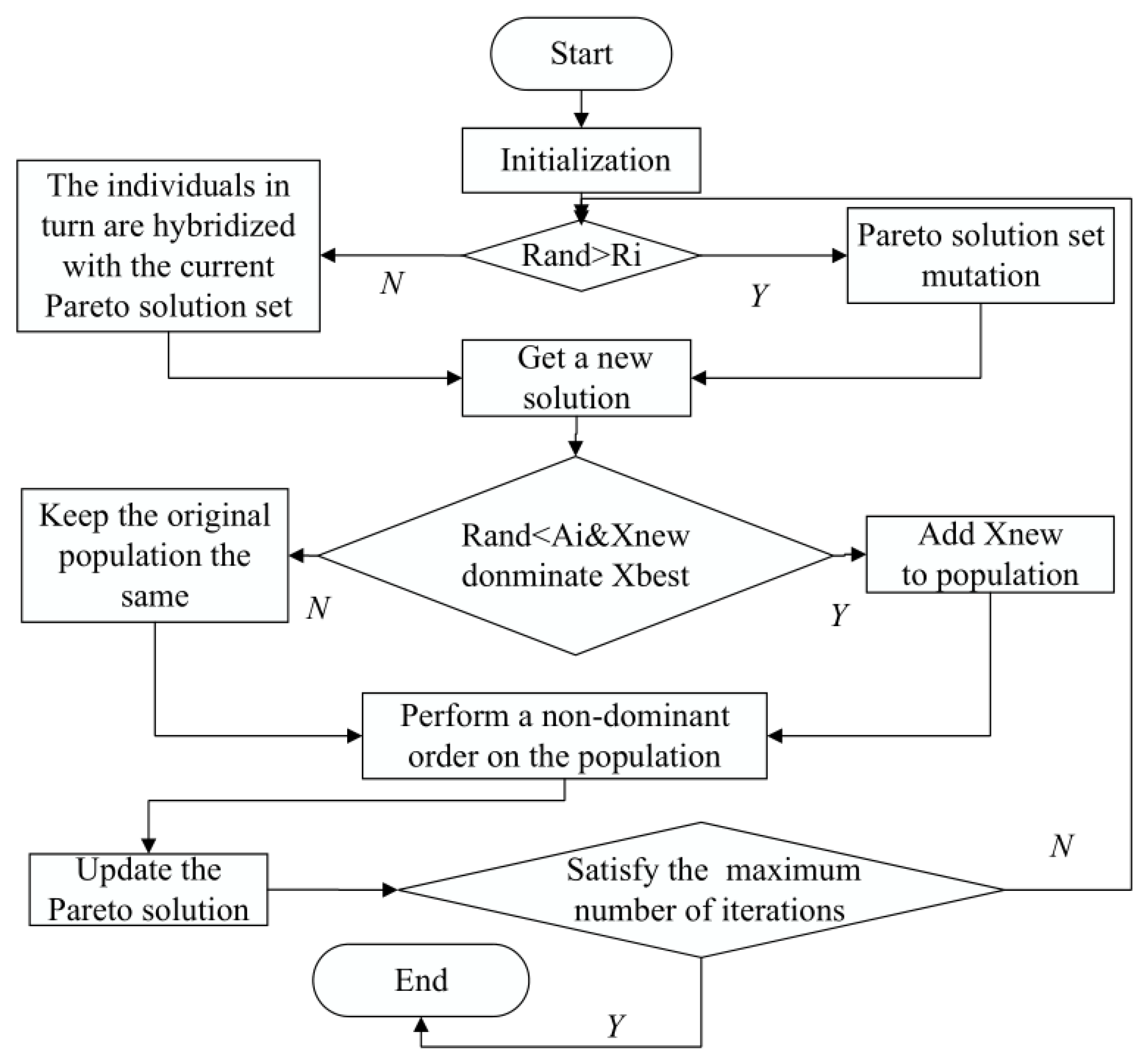
3.6. Population Update Strategy
4. Experiments
4.1. Experimental Design
4.2. Experimental Results and Analysis
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Qi, L.; Su, Y.; Zhou, M.; Abusorrah, A. A State-Equation-Based Backward Approach to a Legal Firing Sequence Existence Problem in Petri Nets. IEEE Trans. Syst. Man Cybern. Syst. 2023, 53, 4968–4979. [Google Scholar] [CrossRef]
- Cui, X.; Guo, X.; Zhou, M.; Wang, J.; Qin, S.; Qi, L. discrete whale optimization algorithm for disassembly line balancing with carbon emission constraint. IEEE Robot. Autom. Lett. 2023, 8, 3055–3061. [Google Scholar] [CrossRef]
- Qin, S.; Zhang, S.; Wang, J.; Liu, S.; Guo, X.; Qi, L. Multi-objective Multi-verse Optimizer for Multi-robotic U-shaped Disassembly Line Balancing Problems. IEEE Trans. Artif. Intell. 2023, 5, 882–894. [Google Scholar] [CrossRef]
- Liang, J.; Guo, S.; Du, B.; Li, Y.; Guo, J.; Yang, Z.; Pang, S. Minimizing energy consumption in multi-objective two-sided disassembly line balancing problem with complex execution constraints using dual-individual simulated annealing algorithm. J. Clean. Prod. 2021, 284, 125418. [Google Scholar] [CrossRef]
- Qin, S.; Li, J.; Wang, J.; Guo, X.; Liu, S.; Qi, L. A Salp Swarm Algorithm for Parallel Disassembly Line Balancing Considering Workers With Government Benefits. IEEE Trans. Comput. Soc. Syst. 2023, 11, 282–291. [Google Scholar] [CrossRef]
- Pistolesi, F.; Lazzerini, B. TeMA: A Tensorial Memetic Algorithm for Many-Objective Parallel Disassembly Sequence Planning in Product Refurbishment. IEEE Trans. Ind. Inform. 2019, 15, 3743–3753. [Google Scholar] [CrossRef]
- Liang, W.; Zhang, Z.; Zeng, Y.; Yin, T.; Wu, T. Modeling and optimization of parallel disassembly line balancing problem with parallel workstations. IEEE Trans. Ind. Inform. 2023, 19, 10684–10692. [Google Scholar] [CrossRef]
- Guo, X.; Zhou, M.; Liu, S.; Qi, L. Multiresource-constrained selective disassembly with maximal profit and minimal energy consumption. IEEE Trans. Autom. Sci. Eng. 2020, 18, 804–816. [Google Scholar] [CrossRef]
- Bentaha, M.; Dolgui, A.; Battaïa, O.; Riggs, R.J.; Hu, J. Profit-oriented partial disassembly line design: Dealing with hazardous parts and task processing times uncertainty. Int. J. Prod. Res. 2018, 56, 7220–7242. [Google Scholar] [CrossRef]
- Çil, Z.; Mete, S.; Serin, F. Robotic disassembly line balancing problem: A mathematical model and ant colony optimization approach. Appl. Math. Model 2020, 86, 335–348. [Google Scholar] [CrossRef]
- Rickli, J.; Camelio, J. Multi-objective partial disassembly optimization based on sequence feasibility. J. Manuf. Syst. 2013, 32, 281–293. [Google Scholar] [CrossRef]
- Pistolesi, F.; Lazzerini, B.; Mura, M.; Dini, G. EMOGA: A Hybrid Genetic Algorithm With Extremal Optimization Core for Multiobjective Disassembly Line Balancing. IEEE Trans. Ind. Inform. 2018, 14, 1089–1098. [Google Scholar] [CrossRef]
- Wang, K.; Li, X.; Gao, L.; Garg, A. Partial disassembly line balancing for energy consumption and profit under uncertainty. Robot.-Comput.-Integr. Manuf. 2019, 59, 235–251. [Google Scholar] [CrossRef]
- Wang, K.; Li, X.; Gao, L.; Li, P. Modeling and Balancing for Disassembly Lines Considering Workers With Different Efficiencies. IEEE Trans. Cybern. 2022, 52, 758–771. [Google Scholar] [CrossRef] [PubMed]
- Yin, T.; Zhang, Z.; Wu, T.; Zeng, Y.; Zhang, Y.; Liu, J. Multimanned partial disassembly line balancing optimization considering end-of-life states of products and skill differences of workers. J. Manuf. Syst. 2023, 66, 107–126. [Google Scholar] [CrossRef]
- Xiang, D.; Lin, S.; Wang, X.; Liu, G. Checking missing-data errors in cyber-physical systems based on the merged process of Petri nets. IEEE Trans. Ind. Inform. 2023, 19, 3047–3056. [Google Scholar] [CrossRef]
- Edis, E.; Edis, R.; Ilgin, M. Mixed integer programming approaches to partial disassembly line balancing and sequencing problem. Comput. Oper. Res. 2022, 138, 105559. [Google Scholar] [CrossRef]
- Özceylan, E.; Paksoy, T. Fuzzy mathematical programming approaches for reverse supply chain optimization with disassembly line balancing problem. J. Intell. Fuzzy Syst. 2014, 26, 1969–1985. [Google Scholar] [CrossRef]
- Koc, A.; Sabuncuoglu, I.; Erel, E. Two exact formulations for disassembly line balancing problems with task precedence diagram construction using an AND-OR graph. IIE Trans. 2009, 41, 866–881. [Google Scholar] [CrossRef]
- Budak, A. Sustainable reverse logistics optimization with triple bottom line approach: An integration of disassembly line balancing. J. Clean. Prod. 2020, 270, 122475. [Google Scholar] [CrossRef]
- Xiang, D.; Liu, G.; Yan, C.; Jiang, C. A guard-driven analysis approach of workflow net with data. IEEE Trans. Serv. Comput. 2021, 14, 1650–1661. [Google Scholar] [CrossRef]
- Xiang, D.; Zhao, F.; Liu, Y. DICER 2.0: A New Model Checker for Data-Flow Errors of Concurrent Software Systems. Mathematics 2021, 9, 966. [Google Scholar] [CrossRef]
- Ren, Y.; Zhang, C.; Zhao, F.; Tian, G.; Lin, W.; Meng, L.; Li, H. Disassembly line balancing problem using interdependent weights-based multi-criteria decision making and 2-Optimal algorithm. J. Clean. Prod. 2018, 174, 1475–1486. [Google Scholar] [CrossRef]
- Zhu, L.; Zhang, Z.; Wang, Y. A Pareto firefly algorithm for multi-objective disassembly line balancing problems with hazard evaluation. Int. J. Prod. Res. 2018, 56, 7354–7374. [Google Scholar] [CrossRef]
- Baygan, M.; Baygan, M. A new method for solving the open shop scheduling using imperialist competitive algorithm and tabu search with regard to maintenance of machine. In Proceedings of the 2015 2nd International Conference on Knowledge-Based Engineering and Innovation (KBEI), Tehran, Iran, 5–6 November 2015; pp. 972–977. [Google Scholar] [CrossRef]
- Roshani, A.; Roshani, A.; Roshani, A.; Salehi, M.; Esfandyari, A. A simulated annealing algorithm for multi-manned assembly line balancing problem. J. Manuf. Syst. 2013, 32, 238–247. [Google Scholar] [CrossRef]
- Elmahmoudi, F.; Abra, O.E.k.; Raihani, A.; Serrar, O.; Bahatti, L. GIS based Fuzzy Analytic Hierarchy Process for Wind Energy Sites Selection in Tarfaya Morocco. In Proceedings of the 2020 IEEE International Conference of Moroccan Geomatics (Morgeo), Casablanca, Morocco, 11–13 May 2020; pp. 1–5. [Google Scholar] [CrossRef]
- Avikal, S.; Mishra, P.; Jain, R. A Fuzzy AHP and PROMETHEE method-based heuristic for disassembly line balancing problems. Int. J. Prod. Res. 2014, 52, 1306–1317. [Google Scholar] [CrossRef]
- Fu, Y.; Ma, X.; Gao, K.; Li, Z.; Dong, H. Multi-objective home health care routing and scheduling with sharing service via a problem-specific knowledge based artificial bee colony algorithm. IEEE Trans. Intell. Transp. Syst. 2023, 25, 1706–1719. [Google Scholar] [CrossRef]
- Li, H.; Gao, K.; Duan, P.; Li, J.; Zhang, L. An Improved Artificial Bee Colony Algorithm With Q-Learning for Solving Permutation Flow-Shop Scheduling Problems. IEEE Trans. Syst. Man, Cybern. Syst. 2023, 53, 2684–2693. [Google Scholar] [CrossRef]
- Yang, X. A new metaheuristic bat-inspired algorithm. In Nature Inspired Cooperative Strategies for Optimization (NICSO 2010); Springer: Berlin/Heidelberg, Germany, 2010; pp. 65–74. [Google Scholar]
- Lu, Y.; Jiang, T. Bi-population based discrete bat algorithm for the low-carbon job shop scheduling problem. IEEE Access 2019, 7, 14513–14522. [Google Scholar] [CrossRef]
- Liang, H.; Liu, Y.; Shen, Y.; Li, F.; Man, Y. A hybrid bat algorithm for economic dispatch with random wind power. IEEE Trans. Power Syst. 2018, 33, 5052–5061. [Google Scholar] [CrossRef]
- Priyanto, Y.T.K.; Maulana, M.F.; Giyantara, A. Dynamic economic dispatch using chaotic bat algorithm on 150kV Mahakam power system. In Proceedings of the 2017 International Seminar on Intelligent Technology and Its Applications (ISITIA), Surabaya, Indonesia, 28–29 August 2017; IEEE: Piscataway, NJ, USA, 2017; pp. 116–121. [Google Scholar]
- Rani, A.S.S.; Rajalaxmi, R. Unsupervised feature selection using binary bat algorithm. In Proceedings of the 2015 2nd International Conference on Electronics and Communication Systems (ICECS), Coimbatore, India, 26–27 February 2015; IEEE: Piscataway, NJ, USA, 2015; pp. 451–456. [Google Scholar]
- Senthilnath, J.; Kulkarni, S.; Benediktsson, J.A.; Yang, X. A Novel Approach for Multispectral Satellite Image Classification Based on the Bat Algorithm. IEEE Geosci. Remote Sens. Lett. 2016, 13, 559–603. [Google Scholar] [CrossRef]
- Zhu, Z.; Xu, Z.; Shen, W.; Yang, D. Selective Disassembly Sequence Planning Based on Genetic Bat Algorithm. J. Zhejiang Univ. Eng. Sci. 2018, 52, 2120–2127, 2135. [Google Scholar]
- Deb, K.; Pratap, A.; Agarwal, S.; Meyarivan, T. A fast and elitist multiobjective genetic algorithm: NSGA-II. IEEE Trans. Evolut. Comput. 2002, 6, 182–197. [Google Scholar] [CrossRef]
- Deb, K.; Jain, H. An Evolutionary Many-Objective Optimization Algorithm Using Reference-Point-Based Nondominated Sorting Approach, Part I: Solving Problems With Box Constraints. IEEE Trans. Evol. Comput. 2014, 18, 577–601. [Google Scholar] [CrossRef]
- Zitzler, E.; Laumanns, M.; Thiele, L. SPEA2: Improving the strength Pareto evolutionary algorithm. TIK-Rep. 2001, 103. [Google Scholar]
- Braun, M.A.; Shukla, P.K.; Schmeck, H. Obtaining Optimal Pareto Front Approximations Using Scalarized Preference Information. In Proceedings of the 2015 Annual Conference on Genetic and Evolutionary Computation, Madrid, Spain, 11–15 July 2015; pp. 631–638. [Google Scholar]
- Zhang, Q.; Li, H. MOEA/D: A Multiobjective Evolutionary Algorithm Based on Decomposition. IEEE Trans. Evol. Comput. 2007, 11, 712–731. [Google Scholar] [CrossRef]
- Guo, X.; Zhang, Z.; Qi, L.; Liu, S.; Tang, Y.; Zhao, Z. Stochastic Hybrid Discrete Grey Wolf Optimizer for Multi-Objective Disassembly Sequencing and Line Balancing Planning in Disassembling Multiple Products. IEEE Trans. Autom. Sci. Eng. 2021, 19, 1744–1756. [Google Scholar] [CrossRef]
- Lu, Q.; Ren, Y.; Jin, H.; Meng, L.; Li, L.; Zhang, C.; Sutherland, J.W. A hybrid metaheuristic algorithm for a profit-oriented and energy-efficient disassembly sequencing problem. Robot. Comput. Integr. Manuf. 2020, 61, 101828. [Google Scholar] [CrossRef]
- Nowakowski, P. A novel, cost efficient identification method for disassembly planning of waste electrical and electronic equipment. J. Clean. Prod. 2018, 172, 2695–2707. [Google Scholar] [CrossRef]
- Osaba, E.; Yang, X.; Diaz, F.; Lopez-Garcia, P.; Carballedo, R. An improved discrete bat algorithm for symmetric and asymmetric Traveling Salesman Problems. Eng. Appl. Artif. Intell. 2016, 48, 59–71. [Google Scholar] [CrossRef]
- Luo, Q.; zhou, Y.; Xie, J.; Ma, M.; Li, L. Discrete Bat Algorithm for Optimal Problem of Permutation Flow Shop Scheduling. Sci. World J. 2014, 2014, 630280. [Google Scholar] [CrossRef] [PubMed]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Aspect | Description |
|---|---|
| Original Application | Designed to solve continuous problems, |
| mimicking the echolocation principle of bats. | |
| Discretization Handling | Some researchers have discretized the bat |
| algorithm to tackle real-world problems. | |
| Application Examples | Osaba et al. solved the Traveling Salesman |
| Problem, while Luo et al. addressed the | |
| Job Shop Scheduling Problem. | |
| Major Improvements | Designing adaptive composite optimization operators |
| to replace the original continuous formula expressions. | |
| Improvement Strategies | Mapping continuous speed and displacement |
| formulas to composite optimization operators. | |
| Multi-Objective Optimization | Utilizing the NSGA-II nondominated |
| sorting method and crowding distance strategy. |
| Product | Num. of Subassemblies | Num. of Tasks |
|---|---|---|
| Hammer drill | 63 | 46 |
| Radio | 29 | 30 |
| Ballpoint pen of type-I | 15 | 13 |
| Ballpoint pen of type-II | 24 | 20 |
| Desk lamp | 7 | 6 |
| Case ID | Products | Num. of Subassemblies | Num. of Tasks |
|---|---|---|---|
| 1 | Hammer drill, pen-I, pen-I | 102 | 79 |
| 2 | Hammer drill, radio | 92 | 76 |
| 3 | Hammer drill, desk lamp | 70 | 52 |
| Case ID | Algorithm | IGD-Metric | IHV-Metric | Epsilon-Metric | |||
|---|---|---|---|---|---|---|---|
| Mean | t-Test | Mean | t-Test | Mean | t-Test | ||
| IDBA | 0.0379 | + | 0.5023 | + | 0.1157 | + | |
| NSGA-II | 0.0418 | + | 0.4523 | + | 0.1623 | + | |
| 1 | NSGA-III | 0.0419 | + | 0.4498 | + | 0.1754 | + |
| SPEA-II | 0.0451 | + | 0.4356 | + | 0.1557 | + | |
| ESPEA | 0.0470 | + | 0.3960 | + | 0.1765 | + | |
| MOEA/D | 0.0576 | + | 0.2822 | + | 0.3501 | + | |
| IDBA | 0.0808 | + | 0.6577 | + | 0.1798 | + | |
| NSGA-II | 0.1543 | + | 0.2520 | + | 0.4310 | + | |
| 2 | NSGA-III | 0.1601 | + | 0.1987 | + | 0.4818 | + |
| SPEA-II | 0.01445 | + | 0.2785 | + | 0.3952 | + | |
| ESPEA | 0.1510 | + | 0.2623 | + | 0.4168 | + | |
| MOEA/D | 0.1761 | + | 0.1349 | + | 0.5962 | + | |
| IDBA | 0.0939 | + | 0.4948 | + | 0.2543 | + | |
| NSGA-II | 0.1708 | + | 0.1674 | + | 0.4887 | + | |
| 3 | NSGA-III | 0.1710 | + | 0.1334 | + | 0.4814 | + |
| SPEA-II | 0.1557 | + | 0.1978 | + | 0.4234 | + | |
| ESPEA | 0.1705 | + | 0.1758 | + | 0.5005 | + | |
| MOEA/D | 0.1777 | + | 0.1271 | + | 0.5240 | + | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, Q.; Xing, Y.; Yao, M.; Wang, J.; Guo, X.; Qin, S.; Qi, L.; Huang, F. An Improved Discrete Bat Algorithm for Multi-Objective Partial Parallel Disassembly Line Balancing Problem. Mathematics 2024, 12, 703. https://doi.org/10.3390/math12050703
Zhang Q, Xing Y, Yao M, Wang J, Guo X, Qin S, Qi L, Huang F. An Improved Discrete Bat Algorithm for Multi-Objective Partial Parallel Disassembly Line Balancing Problem. Mathematics. 2024; 12(5):703. https://doi.org/10.3390/math12050703
Chicago/Turabian StyleZhang, Qi, Yang Xing, Man Yao, Jiacun Wang, Xiwang Guo, Shujin Qin, Liang Qi, and Fuguang Huang. 2024. "An Improved Discrete Bat Algorithm for Multi-Objective Partial Parallel Disassembly Line Balancing Problem" Mathematics 12, no. 5: 703. https://doi.org/10.3390/math12050703
APA StyleZhang, Q., Xing, Y., Yao, M., Wang, J., Guo, X., Qin, S., Qi, L., & Huang, F. (2024). An Improved Discrete Bat Algorithm for Multi-Objective Partial Parallel Disassembly Line Balancing Problem. Mathematics, 12(5), 703. https://doi.org/10.3390/math12050703