Hot Isostatic Pressing of Aluminum–Silicon Alloys Fabricated by Laser Powder-Bed Fusion

 ,
,  , , and
, , and
Abstract
1. Introduction
2. Experimental
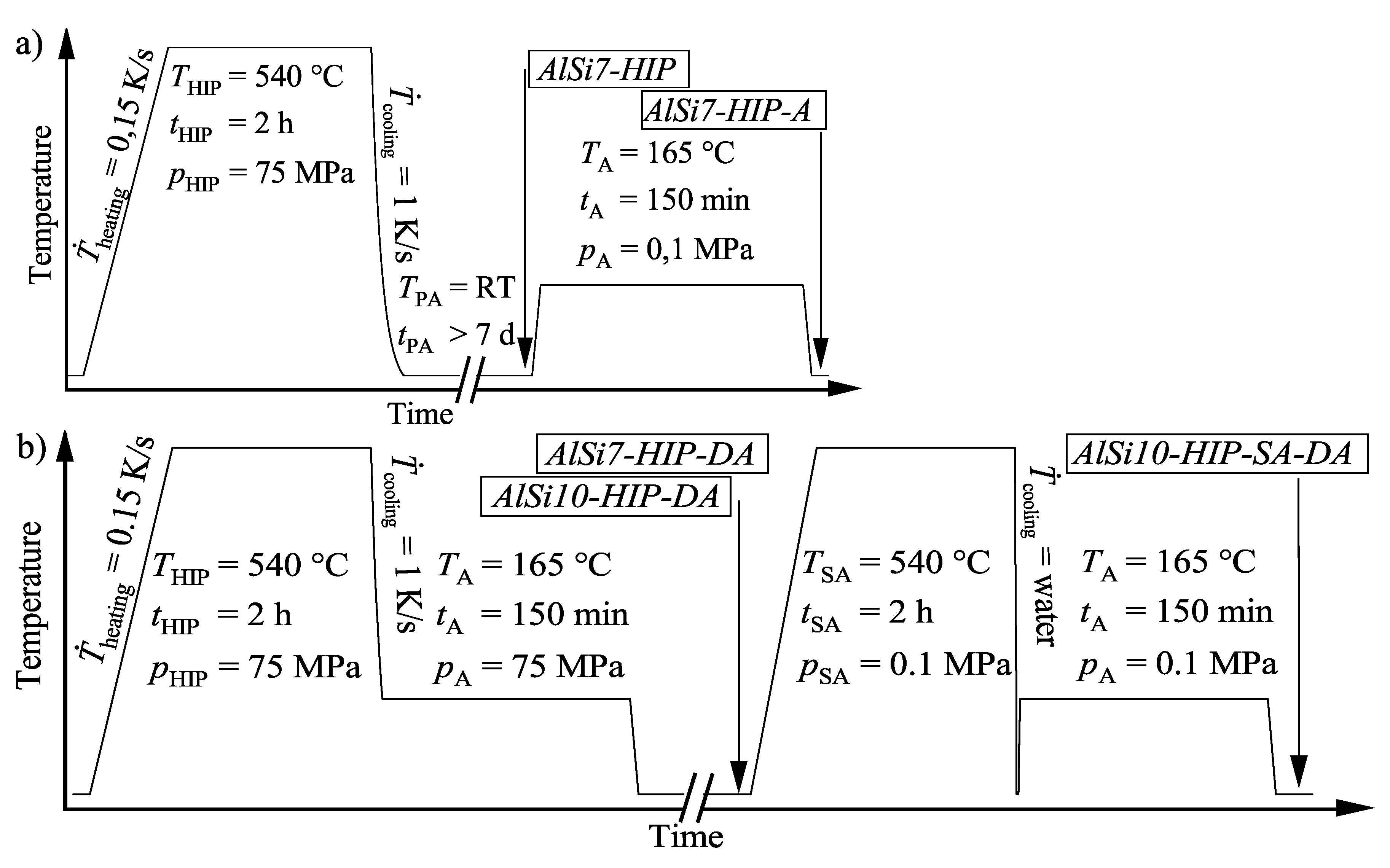
2.1. HIP Process and Heat Treatment
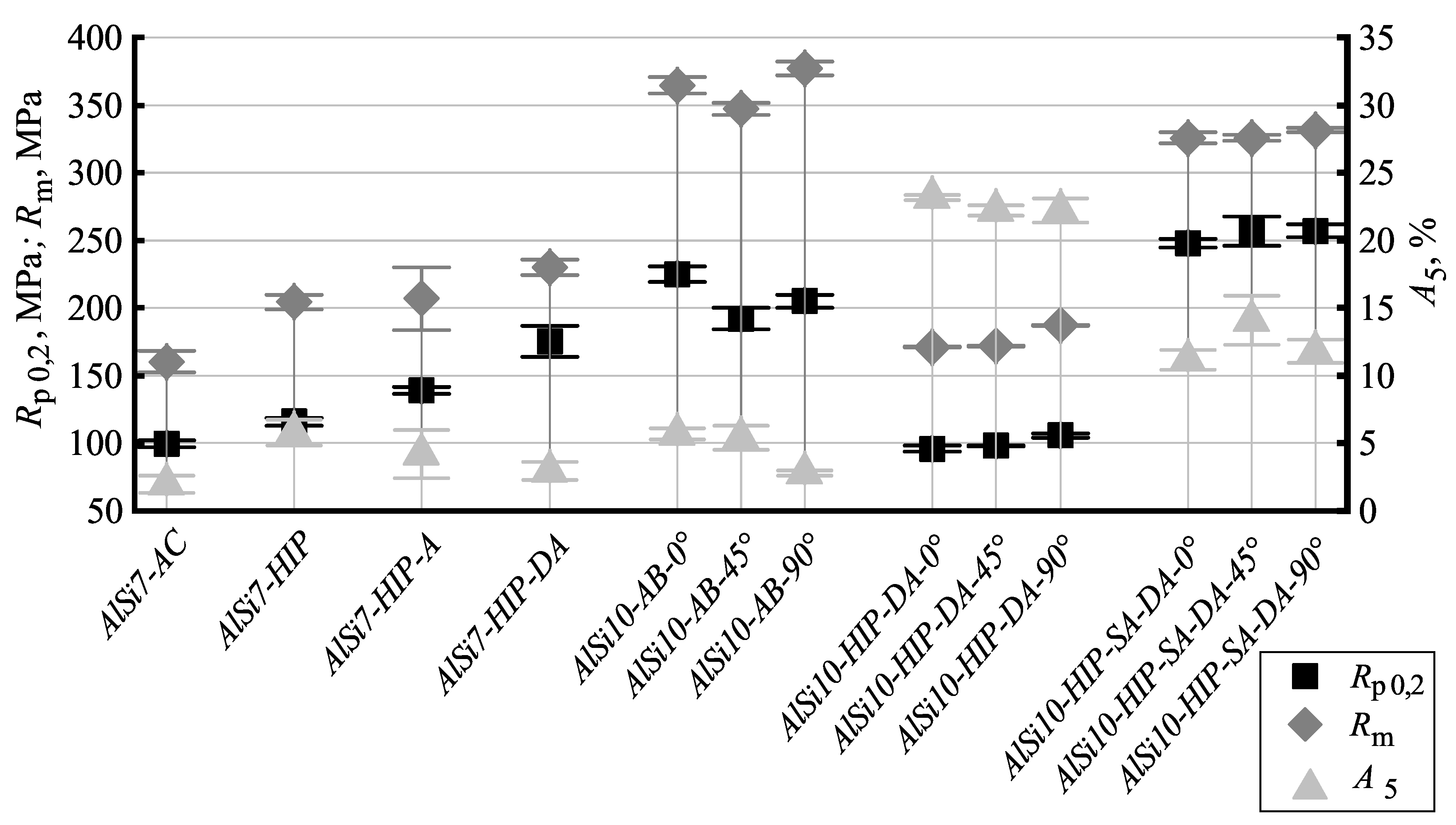
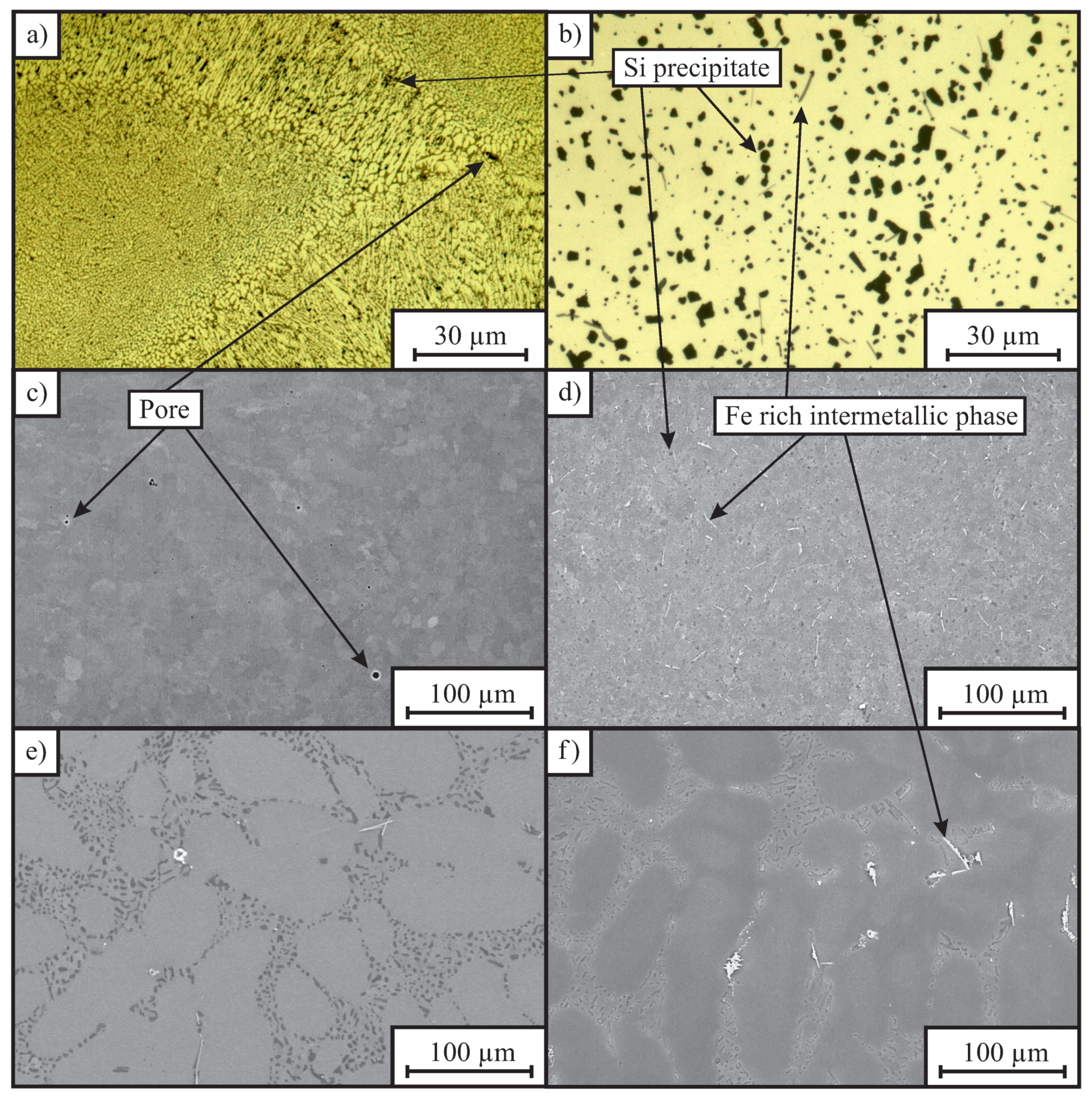
3. Results and Discussion
4. Summary and Outlook
Author Contributions
Funding
Conflicts of Interest
References
- Brummer, M.; Hoffmann, H.; Werner, E. Heat Treatment of Aluminum Castings Combined with Hot Isostatic Pressing. In Proceedings of the 12th International Conference on Aluminium Alloys, Yokohama, Japan, 5–9 September 2010; Kumai, S., Umezawa, O., Takayama, Y., Tsuchida, T., Sato, T., Eds.; The Japan Institute of Light Metals: Yokohama, Japan, 2010; pp. 1095–1100. [Google Scholar]
- Wang, Q.G.; Davidson, C.J. Solidification and precipitation behaviour of Al-Si-Mg casting alloys. J. Mater. Sci. 2001, 36, 739–750. [Google Scholar] [CrossRef]
- Graf, W. HIP und Wärmebehandlung von Aluminiumguss—Zwei Prozesse werden neu kombiniert. Z. Werkst. Wärmebehandlung Fert. 2008, 63, 168–173. [Google Scholar] [CrossRef]
- Jacobs, M.H. The structure of the metastable precipitates formed during ageing of an Al–Mg–Si alloy. Philos. Mag. 1972, 26, 1–13. [Google Scholar] [CrossRef]
- Edwards, G.A.; Stiller, K.; Dunlop, G.L.; Couper, M.J. The precipitation sequence in Al–Mg–Si alloys. Acta Mater. 1998, 46, 3893–3904. [Google Scholar] [CrossRef]
- Dutta, I.; Allen, S.M. A calorimetric study of precipitation in commercial aluminium alloy 6061. J. Mater. Sci. Lett. 1991, 10, 323–326. [Google Scholar] [CrossRef]
- Andersen, S.J.; Zandbergen, H.W.; Jansen, C.; Tundal, U.; Reiso, O. The crystal structure of the beta” phase in Al–Mg–Si alloys. Acta Mater. 1998, 46, 3283–3298. [Google Scholar] [CrossRef]
- Prashanth, K.G.; Scudino, S.; Klauss, H.J.; Surreddi, K.B.; Löber, L.; Wang, Z.; Chaubey, A.K.; Kühn, U.; Eckert, J. Microstructure and mechanical properties of Al–12Si produced by selective laser melting: Effect of heat treatment. Mater. Sci. Eng. A 2014, 590, 153–160. [Google Scholar] [CrossRef]
- Hitzler, L.; Schoch, N.; Heine, B.; Merkel, M.; Hall, W.; Öchsner, A. Compressive behaviour of additively manufactured AlSi10Mg. Mater. Werkst. 2018, 49, 683–688. [Google Scholar] [CrossRef]
- Hafenstein, S.; Werner, E.; Wilzer, J.; Theisen, W.; Weber, S.; Sunderkötter, C.; Bachmann, M. Influence of temperature and tempering conditions on thermal conductivity of hot work tool steels for hot stamping applications. Steel Res. Int. 2015, 86, 1628–1635. [Google Scholar] [CrossRef]
- Hafenstein, S.; Werner, E.; Wilzer, J.; Theisen, W.; Weber, S.; Sunderkötter, C.; Bachmann, M. Einfluss der Temperatur und des Vergütungszustands auf die Wärmeleitfähigkeit von Warmarbeitsstählen für das Presshärten. HTM J. Heat Treat. Mater. 2017, 72, 81–86. [Google Scholar] [CrossRef]
- Hitzler, L.; Merkel, M.; Hall, W.; Öchsner, A. A Review of Metal Fabricated with Laser- and Powder-Bed Based Additive Manufacturing Techniques: Process, Nomenclature, Materials, Achievable Properties, and its Utilization in the Medical Sector. Adv. Eng. Mater. 2018, 20, 1700658. [Google Scholar] [CrossRef]
- Hitzler, L.; Janousch, C.; Schanz, J.; Merkel, M.; Mack, F.; Öchsner, A. Non-destructive evaluation of AlSi10Mg prismatic samples generated by Selective Laser Melting: Influence of manufacturing conditions. Mater. Werkst. 2016, 47, 564–581. [Google Scholar] [CrossRef]
- Aboulkhair, N.T.; Maskery, I.; Tuck, C.; Ashcroft, I.; Everitt, N.M. The microstructure and mechanical properties of selectively laser melted AlSi10Mg: The effect of a conventional T6-like heat treatment. Mater. Sci. Eng. A 2016, 667, 139–146. [Google Scholar] [CrossRef]
- Aboulkhair, N.T.; Simonelli, M.; Parry, L.; Ashcroft, I.; Tuck, C.; Hague, R. 3D printing of Aluminium alloys: Additive Manufacturing of Aluminium alloys using selective laser melting. Prog. Mater. Sci. 2019, 106, 100578. [Google Scholar] [CrossRef]
- Hitzler, L.; Janousch, C.; Schanz, J.; Merkel, M.; Heine, B.; Mack, F.; Hall, W.; Öchsner, A. Direction and location dependency of selective laser melted AlSi10Mg specimens. J. Mater. Process. Technol. 2017, 243, 48–61. [Google Scholar] [CrossRef]
- Hitzler, L.; Charles, A.; Öchsner, A. The Influence of Post-Heat-Treatments on the Tensile Strength and Surface Hardness of Selective Laser Melted AlSi10Mg. Defect Diffus. Forum 2016, 370, 171–176. [Google Scholar] [CrossRef]
- Heilgeist, S.; Hitzler, L.; Javanbakht, Z.; Merkel, M.; Heine, B.; Öchsner, A. The Influence of Post-Heat Treatments on the Tensile Strength and Surface Hardness of Selectively Laser-Melted AlSi10Mg. Mater. Werkst. 2019, 50, 546–552. [Google Scholar] [CrossRef]
- Sert, E.; Schuch, E.; Hitzler, L.; Werner, E.; Öchsner, A.; Merkel, M. Tensile strength performance with determination of Poisson’s ratio of additively manufactured AlSi10Mg samples. Mater. Werkst. 2019, 50, 539–545. [Google Scholar] [CrossRef]
- Altenpohl, D. Aluminium und Aluminiumlegierungen; Reine und Angewandte Metallkunde in Einzeldarstellungen; Springer: Berlin/Heidelberg, Germany, 2013; Volume 19. [Google Scholar]
- Hafenstein, S.; Werner, E. Simultaneous hot isostatic pressing and solution annealing of aluminum cast alloys followed by instantaneous aging at elevated temperatures. IOP Conf. Ser. Mater. Sci. Eng. 2018, 416, 012084. [Google Scholar] [CrossRef]
- Hitzler, L.; Hafenstein, S.; Mendez Martin, F.; Clemens, H.; Sert, E.; Öchsner, A.; Merkel, M.; Werner, E. Heat Treatments and Critical Quenching Rates in Additively Manufactured Al-Si-Mg Alloys. Materials 2020, 13, 720. [Google Scholar] [CrossRef]
- Sundquist, B.E. The effect of alloying elements and pressure on the growth of pearlite. Acta Metall. 1969, 17, 967–978. [Google Scholar] [CrossRef]
- Mehrer, H. Diffusion in Solids: Fundamentals, Methods, Materials, Diffusion-Controlled Processes; Springer Series in Solid-State Sciences; Springer: Berlin/Heidelberg, Germany, 2007; Volume 155. [Google Scholar]
- Bhadeshia, H.; Honeycombe, R.W.K. Steels: Microstructure and Properties, 3rd ed.; Butterworth-Heinemann, Elsevier: Oxford, UK, 2007. [Google Scholar]
- Hafenstein, S.; Brummer, M.; Ahlfors, M.; Werner, E. Combined hot Isostatic pressing and heat treatment of aluminum A356 cast alloys. HTM J. Heat Treat. Mater. 2016, 71, 117–124. [Google Scholar] [CrossRef]
- Hafenstein, S.; Brummer, M.; Ahlfors, M.; Werner, E. Kombiniertes Heißisostatisches Pressen (HIP) und Wärmebehandlung von einer A356 Aluminiumgusslegierung. Giess. Prax. 2016, 7–8, 316–321. [Google Scholar]
- Hafenstein, S. Heißisostatisches Pressen von Aluminiumgusslegierungen mit Integrierter Wärmebehandlung; Springer Vieweg: Berlin/Heidelberg, Germany, 2019. [Google Scholar]
- Hafenstein, S.; Werner, E. Pressure dependence of age-hardenability of aluminum cast alloys and coarsening of precipitates during hot isostatic pressing. Mater. Sci. Eng. A 2019, 757, 62–69. [Google Scholar] [CrossRef]
- Hafenstein, S.; Werner, E. Direct aging of a hot isostatically pressed A356 aluminum cast alloy. Mater. Sci. Eng. A 2019, 768, 138417. [Google Scholar] [CrossRef]
- Murali, S.; Arunkumar, Y.; Chetty, P.V.J.; Raman, K.S.; Murthy, K.S.S. The effect of preaging on the delayed aging of Al–7Si–0.3Mg. JOM 1997, 49, 29–33. [Google Scholar] [CrossRef]
- Carrera, E.; Alejandro, G.J.; Talamantes, S.J.; Colás, R. Effect of the delay in time between cooling and aging in heat-treated cast aluminum alloys. Metall. Mater. Trans. B 2011, 42, 1023–1030. [Google Scholar] [CrossRef]
- Zhen, L.; Kang, S.B. The effect of pre-aging on microstructure and tensile properties of Al–Mg–Si alloys. Scr. Mater. 1997, 36, 1089–1094. [Google Scholar] [CrossRef]
- Tammas-Williams, S.; Withers, P.J.; Todd, I.; Prangnell, P.B. Porosity regrowth during heat treatment of hot isostatically pressed additively manufactured titanium components. Scr. Mater. 2016, 122, 72–76. [Google Scholar] [CrossRef]
- Wang, Z.; Shi, Y.; Li, R.; Wei, Q.; Liu, J.H. Manufacturing AISI316L Components via Selective Laser Melting Coupled with Hot Isostatic Pressing. Mater. Sci. Forum 2011, 675–677, 853–856. [Google Scholar] [CrossRef]
- Lavery, N.P.; Cherry, J.; Mehmood, S.; Davies, H.; Girling, B.; Sackett, E.; Brown, S.G.R.; Sienz, J. Effects of hot isostatic pressing on the elastic modulus and tensile properties of 316L parts made by powder bed laser fusion. Mater. Sci. Eng. A 2017, 693, 186–213. [Google Scholar] [CrossRef]
- DIN EN 1706:2010. Aluminium und Aluminiumlegierungen—Gussstücke—Chemische Zusammensetzung und mechanische Eigenschaften; Deutsche Fassung; DIN e.V.: Berlin, Germany, December 2013. [Google Scholar]
- DIN 50125. Prüfung metallischer Werkstoffe—Zugproben; Deutsche Fassung; DIN e.V.: Berlin, Germany, 2016. [Google Scholar]
- DIN EN ISO 6506-2. Metallische Werkstoffe—Härteprüfung nach Brinell—Teil 2: Überprüfung und Kalibrierung der Prüfmaschinen; Deutsche Fassung; DIN e.V.: Berlin, Germany, April 2016. [Google Scholar]
- Schindelbacher, G. Einfluss unterschiedlicher Porosität auf die mechanischen Eigenschaften der Legierung GD-AlSi9Cu3. Giess. Prax. 1993, 19, 381–392. [Google Scholar]
- Skrinsky, Y. Einfluß von heiß- und Kaltisostatischem Pressen auf die Statischen Mechanischen Werkstoffkennwerte von Gußteilen aus Aluminiumlegierungen. Ph.D. Thesis, Otto-von-Guericke-Universität, Magdeburg, Germany, 2002. [Google Scholar]
- Hitzler, L.; Hirsch, J.; Schanz, J.; Heine, B.; Merkel, M.; Hall, W.; Öchsner, A. Fracture toughness of selective laser melted AlSi10Mg. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2019, 233, 615–621. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
| Cast Alloy AlSi7Mg0.3 (A356) | L-PBF Alloy AlSi10Mg0.3 | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Element | wt.-% | Deviation wt.-% | wt.-% | Deviation wt.-% | ||||||
| Si | 7.323 | ± | 0.008 | 11.114 | ± | 0.250 | ||||
| Fe | 0.125 | ± | 0.002 | 0.178 | ± | 0.005 | ||||
| Cu | 0.022 | ± | 0.001 | 0.004 | ± | 0.003 | ||||
| Mn | 0.029 | ± | 0.001 | 0.006 | ± | 0.001 | ||||
| Mg | 0.345 | ± | 0.001 | 0.241 | ± | 0.005 | ||||
| Ni | 0.005 | ± | 0.001 | 0.005 | ± | 0.005 | ||||
| Zn | 0.088 | ± | 0.072 | 0.006 | ± | 0.006 | ||||
| Ti | 0.125 | ± | 0.003 | 0.010 | ± | 0.003 | ||||
| Al | balance | balance | ||||||||
| Scan Speed | Laser Power | Hatch Distance | Scan Vector Length | Rotation Angle | |
|---|---|---|---|---|---|
| [mm/s] | [W] | [mm] | [mm] | Increment [] | |
| Core | 1150 | 350 | 0.17 | 10 | 67 |
| Support | 900 | 350 | - | - | - |
| Preheating temperature of 200 C | |||||
| Layer thickness of 50 µm | |||||
| Argon environment | |||||
| Contour irradiation and limitation window deactivated | |||||
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hafenstein, S.; Hitzler, L.; Sert, E.; Öchsner, A.; Merkel, M.; Werner, E. Hot Isostatic Pressing of Aluminum–Silicon Alloys Fabricated by Laser Powder-Bed Fusion. Technologies 2020, 8, 48. https://doi.org/10.3390/technologies8030048
Hafenstein S, Hitzler L, Sert E, Öchsner A, Merkel M, Werner E. Hot Isostatic Pressing of Aluminum–Silicon Alloys Fabricated by Laser Powder-Bed Fusion. Technologies. 2020; 8(3):48. https://doi.org/10.3390/technologies8030048
Chicago/Turabian StyleHafenstein, Stephan, Leonhard Hitzler, Enes Sert, Andreas Öchsner, Markus Merkel, and Ewald Werner. 2020. "Hot Isostatic Pressing of Aluminum–Silicon Alloys Fabricated by Laser Powder-Bed Fusion" Technologies 8, no. 3: 48. https://doi.org/10.3390/technologies8030048
APA StyleHafenstein, S., Hitzler, L., Sert, E., Öchsner, A., Merkel, M., & Werner, E. (2020). Hot Isostatic Pressing of Aluminum–Silicon Alloys Fabricated by Laser Powder-Bed Fusion. Technologies, 8(3), 48. https://doi.org/10.3390/technologies8030048