Distributed Manufacturing of Flexible Products: Technical Feasibility and Economic Viability



Abstract
:
1. Introduction
2. Materials and Methods
3. Results
4. Discussion
4.1. Technical Quality and 3-D Printing Challenges with Flexible Material
4.2. Economic Analysis of Distributed Manufacturing with Flexible Materials
4.3. Recycling Flexible Materials
4.4. Labor Costs in a Distributed Manufacturing Context
4.5. Limitations and Future Work
5. Conclusions
Supplementary Materials
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Tryon, R.M. Household Manufactures in the United States 1640–1860: A Study in Industrial History; University of Chicago Press: Chicago, IL, USA, 1917. [Google Scholar]
- Sokoloff, K.; Villaflor, G. The Market for Manufacturing Workers. In The Market for Manufacturing Workers during Early Industrialization: The American Northeast, 1820 to 1860; Goldin, C., Rockoff, H., Eds.; University of Chicago Press: Chicago, IL, USA, 1992. [Google Scholar]
- Hounshell, D. From American System to Mass Production, 1800–1932; Johns Hopkins University Press: Baltimore, MD, USA, 1984. [Google Scholar]
- Fine, C.; Freund, R. Economic Analysis of Product-Flexible Manufacturing System Investment Decisions; Massachusetts Institute of Technology: Cambridge, MA, USA, 1986; pp. 1757–1786. [Google Scholar]
- Wilson, J. Henry Ford vs. Assembly Line Balancing. Int. J. Prod. Res. 2013, 52, 757–765. [Google Scholar] [CrossRef]
- Kravis, I.; Lipsey, R. Towards an Explanation of National Price Levels; Working Paper Series 1034; National Bureau of Economic Research: Cambridge, MA, USA, 1982. [Google Scholar]
- Lipsey, R. Challenges to Home- and Host-Country Effects of Foreign Direct Investment. In Challenges to Globalization: Analyzing the Economics; Baldwin, R.E., Winters, A., Eds.; University of Chicago Press: Chicago, IL, USA, 2004. [Google Scholar]
- Bain, J. Economies of Scale, Concentration and the Condition of Entry in Twenty Manufacturing Industries. Am. Econ. Rev. 1954, 44, 15–39. [Google Scholar]
- Scan, B. How to Make (almost) Anything. The Economist, 2005. Available online: http://www.economist.com/node/4031304 (accessed on 11 October 2017).
- Gershenfeld, N. How to Make almost Anything: The Digital Fabrication Revolution. 2012. Available online: http://cba.mit.edu/docs/papers/12.09.FA.pdf (accessed on 28 October 2017).
- Markillie, P. A Third Industrial Revolution. The Economist, 2012. Available online: http://www.economist.com/node/21552901 (accessed on 11 October 2017).
- Gwamuri, J.; Wittbrodt, B.; Anzalone, N.; Pearce, J. Reversing the Trend of Large Scale and Centralization in Manufacturing: The Case of Distributed Manufacturing of Customizable 3-D-Printable Self-Adjustable Glasses. Chall. Sustain. 2014, 2, 30–40. [Google Scholar] [CrossRef]
- Wittbrodt, B.; Laureto, J.; Tymrak, B.; Pearce, J. Distributed Manufacturing with 3-D Printing: A Case Study of Recreational Vehicle Solar Photovoltaic Mounting Systems. J. Frugal Innov. 2015, 1, 1–7. [Google Scholar] [CrossRef]
- Wohler, T. Wohlers Report 2016: 3D Printing and Additive Manufacturing State of the Industry Annual Worldwide Progress Report; Wohlers Associates Inc.: Fort Collins, CO, USA, 2016. [Google Scholar]
- Anderson, P.; Sherman, C.A. A discussion of new business models for 3D printing. Int. J. Technol. Mark. 2007, 2, 280–294. [Google Scholar] [CrossRef]
- Laplume, A.; Petersen, B.; Pearce, J. Global value chains from a 3D printing perspective. J. Int. Bus. Stud. 2016, 47, 595–609. [Google Scholar] [CrossRef]
- Laplume, A.; Anzalone, G.; Pearce, J. Open-source, self-replicating 3-D printer factory for small-business manufacturing. Int. J. Adv. Manuf. Technol. 2015, 85, 633–642. [Google Scholar] [CrossRef]
- Weber, S. The Success of Open Source; Harvard University Press: Cambridge, MA, USA, 2004. [Google Scholar]
- Gibb, A.; Abadie, S. Building Open Source Hardware: DIY Manufacturing for Hackers and Makers, 1st ed.; Addison-Wesley Professional: Boston, MA, USA, 2014. [Google Scholar]
- Sells, E.; Bailard, S.; Smith, Z.; Bowyer, A.; Olliver, V. RepRap: The Replicating Rapid Prototyper-Maximizing Customizability by Breeding the Means of Production 2010. In Proceedings of the World Conference on Mass Customization and Personalization, Cambridge, MA, USA, 7–10 October 2007. [Google Scholar]
- Jones, R.; Haufe, P.; Sells, E.; Iravani, P.; Olliver, V.; Palmer, C.; Bowyer, A. RepRap-the Replicating Rapid Prototyper. Robotica 2011, 29, 177–191. [Google Scholar] [CrossRef]
- Bowyer, A. 3D Printing and Humanity’s First Imperfect Replicator. 3D Print. Addit. Manuf. 2014, 1, 4–5. [Google Scholar] [CrossRef]
- Pearce, J. Building Research Equipment with Free, Open-Source Hardware. Science 2012, 337, 1303–1304. [Google Scholar] [CrossRef] [PubMed]
- Pearce, J. Open-Source Lab: How to Build Your Own Hardware and Reduce Research Costs, 1st ed.; Elsevier: Waltham, MA, USA, 2014. [Google Scholar]
- Baden, T.; Chagas, A.; Marzullo, T.; Prieto-Godino, L.; Euler, T. Open Laware: 3-D Printing Your Own Lab Equipment. PLoS Biol. 2015, 13, e1002086. [Google Scholar]
- Blua, A. A New Industrial Revolution: The Brave New World of 3D Printing. Radio Free Europe/Radio Liberty. 2013. Available online: http://www.rferl.org/content/printing-3d-new-industrial-revolution/24949765.html (accessed on 11 October 2017).
- Zhang, C.; Anzalone, N.C.; Faria, R.P.; Pearce, J.M. Open-source 3D-printable optics equipment. PLoS ONE 2013, 8, e59840. [Google Scholar] [CrossRef] [PubMed]
- Coakley, M.; Hurt, D.E. 3D Printing in the Laboratory: Maximize Time and Funds with Customized and Open-Source Labware. J. Lab. Autom. 2016, 21, 489–495. [Google Scholar] [CrossRef] [PubMed]
- Pearce, J. Quantifying the Value of Open Source Hardware Development. Mod. Econ. 2015, 6, 1–11. [Google Scholar] [CrossRef]
- Pearce, J.M. Return on investment for open source scientific hardware development. Sci. Public Policy 2016, 43, 192–195. [Google Scholar] [CrossRef]
- Wittbrodt, B.; Glover, A.; Laureto, J.; Anzalone, G.; Oppliger, D.; Irwin, J.; Pearce, J. Life-Cycle Economic Analysis of Distributed Manufacturing with Open-Source 3-D Printers. Mechatronics 2013, 23, 713–726. [Google Scholar] [CrossRef]
- Petersen, E.E.; Pearce, J. Emergence of Home Manufacturing in the Developed World: Return on Investment for Open-Source 3-D Printers. Technologies 2017, 5, 7. [Google Scholar] [CrossRef]
- Petersen, E.E.; Kidd, R.W.; Pearce, J.M. Impact of DIY Home Manufacturing with 3D Printing on the Toy and Game Market. Technologies 2017, 5, 45. [Google Scholar] [CrossRef]
- Goehrke, S.A. 3D Printing Toys Isn’t All Fun & Games: Michigan Tech & MyMini Factory Discuss New Study Detailing 3D Printed Disruption. 3DPrint, 2017. Available online: https://3dprint.com/181805/michigan-tech-mmf-3dp-toys/ (accessed on 31 August 2017).
- Pearce, J.M. A novel approach to obviousness: An algorithm for identifying prior art concerning 3-D printing materials. World Pat. Inf. 2015, 42, 13–18. [Google Scholar] [CrossRef]
- TPE. Available online: https://www.alibaba.com/product-detail/80-Shore-A-modified-Products-tpe_60672730143.html?spm=a2700.7724838.2017115.15.69775a6dj9bEPl (accessed on 7 October 2017).
- TPU. Available online: https://www.alibaba.com/product-detail/widely-used-flame-retardant-raw-material_1738309676.html?spm=a2700.7724857.main07.244.5eebb766wX8NjL (accessed on 7 October 2017).
- “NinjaTek Technical Specifications,” NinjaTek. April 2016. Available online: https://ninjatek.com/products/filaments/ninjaflex/ (accessed on 28 August 2017).
- Price Compare 3D Printing Materials. Available online: http://www.3ders.org/pricecompare/ (accessed on 28 August 2017).
- NinjaFlex Flexible 3D Printing Filament, Fenner Drives. Available online: http://www.fennerdrives.com/product-lines/_/3d/ (accessed on 28 August 2017).
- Baechler, C.; DeVuono, M.; Pearce, J.M. Distributed recycling of waste polymer into RepRap feedstock. Rapid Prototyp. J. 2013, 19, 118–125. [Google Scholar] [CrossRef]
- Modify Greg’s Extruder for Flexible Material. Instructables, 12 May 2016. Available online: http://www.instructables.com/id/Modify-Gregs-Extruder-for-Flexible-Material/ (accessed on 30 August 2017).
- Millsaps, B.B. Flexion Extruder: Take a Lower-Performing 3D Printer to the Industrial Level. 26 July 2016. Available online: https://3dprint.com/143704/flexion-extruder-industrial/ (accessed on 28 August 2017).
- Lulzbot Mini. Available online: https://www.lulzbot.com/store/printers/lulzbot-mini (accessed on 29 August 2017).
- Mearian, L. Review: Lulzbot Mini 3D Printer Delivers Outstanding Details, Computerworld. 14 January 2015. Available online: http://www.computerworld.com/article/2868817/review-lulzbot-mini-3d-printer-delivers-outstanding-details.html (accessed on 28 August 2017).
- Flexystruder Extruder. Available online: https://www.lulzbot.com/store/tool-heads/lulzbot-mini-flexystruder-tool-head-v2 (accessed on 29 August 2017).
- Kraft, C. Review: Lulzbot FlexyStruder Flexible Filament Extruder, Make: 7 July 2014. Available online: http://makezine.com/2014/07/07/review-lulzbot-flexystruder-flexible-filament-extruder/ (accessed on 30 August 2017).
- Hoffman, T. LulzBot Mini 3D Printer. PCMAG. 2015. Available online: http://www.pcmag.com/article2/0,2817,2476575,00.asp (accessed on 28 August 2017).
- Kill A Watt Meter—Electricity Usage Monitor. Available online: http://www.p3international.com/products/p4400.html (accessed on 28 August 2017).
- Cura Lulzbot Edition. Available online: https://www.lulzbot.com/cura (accessed on 7 October 2017).
- FreeCAD. Available online: https://www.freecadweb.org/ (accessed on 7 October 2017).
- OSF Repository of Designs for Project. Available online: https://osf.io/crfxn/ (accessed on 11 October 2017).
- Steve, W. Flexible and Breathable Insole. Available online: https://www.thingiverse.com/thing:523543 (accessed on 7 October 2017).
- Daniel, N. BMX Grip (NinjaFlex). Available online: https://www.thingiverse.com/thing:179161 (accessed on 7 October 2017).
- Vincent, M. CASIO F-91W Watch Strap—FLEXISMART. Available online: https://www.thingiverse.com/thing:1031006 (accessed on 7 October 2017).
- Adafruit. iPhone 5/5S Flex Bumper. Available online: https://www.thingiverse.com/thing:238466 (accessed on 7 October 2017).
- Jimmac. GoPro Session Skin. Available online: https://www.thingiverse.com/thing:1643022 (accessed on 7 October 2017).
- Google Shopping. Available online: https://www.google.com/shopping?hl=en (accessed on 7 October 2017).
- Electric Power Monthly, Energy Information Administration, 24 August 2017. Available online: https://www.eia.gov/electricity/monthly/epm_table_grapher.php?t=epmt_5_6_a (accessed on 28 August 2017).
- Personal Communication Mike Crotti, 28 September 2017 and NinjaFlex Chemical Resistance Guide. Available online: https://ninjatek.com/wp-content/uploads/2016/05/NinjaFlex_CR.pdf (accessed on 28 October 2017).
- Dougherty, D. The maker movement. Innovations 2012, 7, 11–14. [Google Scholar] [CrossRef]
- Peppler, K.; Bender, S. Maker movement spreads innovation one project at a time. Phi Delta Kappan 2013, 95, 22–27. [Google Scholar] [CrossRef]
- Foster, M.C.H. An ethos of sharing in the maker community. Age 2014, 24, 1. [Google Scholar]
- Mohomed, I.; Dutta, P. THE Age of DIY and Dawn of the Maker Movement. GetMob. Mob. Comput. Commun. 2015, 18, 41–43. [Google Scholar] [CrossRef]
- Oehlberg, L.; Willett, W.; Mackay, W.E. Patterns of physical design remixing in online maker communities. In Proceedings of the 33rd Annual ACM Conference on Human Factors in Computing Systems, Seoul, Korea, 18–23 April 2015; ACM: New York, NY, USA; pp. 639–648. [Google Scholar]
- Michele Moorefield-Lang, H. Makers in the library: Case studies of 3D printers and maker spaces in library settings. Libr. Hi Tech 2014, 32, 583–593. [Google Scholar] [CrossRef]
- Tanenbaum, J.G.; Williams, A.; Desjardins, A.; Tanenbaum, K. Democratizing technology: Pleasure, utility and expressiveness in DIY and maker practice. In Proceedings of the SIGCHI Conference on Human Factors in Computing Systems, Paris, France, 27 April–2 May 2013; ACM: New York, NY, USA; pp. 2603–2612. [Google Scholar]
- Schelly, C.; Anzalone, G.; Wijnen, B.; Pearce, J.M. Open-source 3-D printing technologies for education: Bringing additive manufacturing to the classroom. J. Vis. Lang. Comput. 2015, 28, 226–237. [Google Scholar] [CrossRef]
- Mota, C. The rise of personal fabrication. In Proceedings of the 8th ACM Conference on Creativity and Cognition, Atlanta, GA, USA, 3–6 November 2011; ACM: New York, NY, USA; pp. 279–288. [Google Scholar]
- Fox, S. Third Wave Do-It-Yourself (DIY): Potential for prosumption, innovation, and entrepreneurship by local populations in regions without industrial manufacturing infrastructure. Technol. Soc. 2014, 39, 18–30. [Google Scholar] [CrossRef]
- Gebler, M.; Uiterkamp, A.; Visser, C. A global sustainability perspective on 3D printing technologies. Energy Policy 2014, 74, 158–167. [Google Scholar] [CrossRef]
- Webster, F.E., Jr. Determining the characteristics of the socially conscious consumer. J. Consum. Res. 1975, 2, 188–196. [Google Scholar] [CrossRef]
- Schwepker, C., Jr.; Cornwell, T. An examination of ecologically concerned consumers and their intention to purchase ecologically packaged products. J. Public Policy Mark. 1991, 10, 77–101. [Google Scholar]
- Roberts, J. Green Consumers in the 1990s: Profile and Implications for Advertising. J. Bus. Res. 1996, 36, 217–231. [Google Scholar] [CrossRef]
- Minton, A.; Rose, R. The effects of environmental concern on environmentally friendly consumer behavior: An exploratory study. J. Bus. Res. 1997, 40, 37–48. [Google Scholar] [CrossRef]
- Roberts, J.A.; Bacon, D.R. Exploring the subtle relationships between environmental concern and ecologically conscious consumer behavior. J. Bus. Res. 1997, 40, 79–89. [Google Scholar] [CrossRef]
- Laroche, M.; Bergeron, J.; Barbaro-Forleo, G. Targeting consumers who are willing to pay more for environmentally friendly products. J. Consum. Mark. 2001, 18, 503–520. [Google Scholar] [CrossRef]
- The Global, Socially Conscious Consumer. Available online: http://www.nielsen.com/us/en/insights/news/2012/the-global-socially-conscious-consumer.html (accessed on 12 September 2016).
- Kreiger, M.; Pearce, J. Environmental life cycle analysis of distributed three-dimensional printing and conventional manufacturing of polymer products. ACS Sustain. Chem. Eng. 2013, 1, 1511–1519. [Google Scholar] [CrossRef]
- Kreiger, M.; Pearce, J. Environmental impacts of distributed manufacturing from 3-D printing of polymer components and products. In MRS Proceedings; Cambridge University Press: Cambridge, UK, 2013; Volume 1492, pp. 85–90. [Google Scholar]
- Richardson, M.; Elliott, S.; Haylock, B. This home is a factory: Implications of the Maker movement on urban environments. Craft Plus Des. Enq. 2013, 5, 141–163. [Google Scholar]
- Kietzmann, J.; Pitt, L.; Berthon, P. Disruptions, decisions, and destinations: Enter the age of 3-D printing and additive manufacturing. Bus. Horiz. 2015, 58, 209–215. [Google Scholar] [CrossRef]
- Srai, J.S.; Kumar, M.; Graham, G.; Phillips, W.; Tooze, J.; Ford, S.; Beecher, P.; Raj, B.; Gregory, M.; Tiwari, M.K.; et al. Distributed manufacturing: scope, challenges and opportunities. Int. J. Prod. Res. 2016, 54, 6917–6935. [Google Scholar] [CrossRef]
- 3D Printing Service on Demand. Available online: https://www.makexyz.com/ (accessed on 28 October 2017).
- 3D HUBS. Available online: https://www.3dhubs.com/ (accessed on 28 October 2017).
- Zhong, S.; Pearce, J.M. Tightening the loop on the circular economy: Coupled distributed recycling and manufacturing with recyclebot and RepRap 3-D printing. Resour. Conserv. Recycl. 2018, 128, 48–58. [Google Scholar] [CrossRef]
- Kreiger, M.; Anzalone, G.C.; Mulder, M.L.; Glover, A.; Pearce, J.M. Distributed recycling of post-consumer plastic waste in rural areas. MRS Online Proc. Libr. Arch. 2013, 1492, 91–96. [Google Scholar] [CrossRef]
- Kreiger, M.A.; Mulder, M.L.; Glover, A.G.; Pearce, J.M. Life cycle analysis of distributed recycling of post-consumer high density polyethylene for 3-D printing filament. J. Clean. Prod. 2014, 70, 90–96. [Google Scholar] [CrossRef]
- Zhong, S.; Rakhe, P.; Pearce, J.M. Energy Payback Time of a Solar Photovoltaic Powered Waste Plastic Recyclebot System. Recycling 2017, 2, 10. [Google Scholar] [CrossRef]
- Chong, S.; Pan, G.T.; Khalid, M.; Yang, T.C.K.; Hung, S.T.; Huang, C.M. Physical characterization and pre-assessment of recycled high-density polyethylene as 3D printing material. J. Polym. Environ. 2017, 25, 136–145. [Google Scholar] [CrossRef]
- Sanchez, F.A.C.; Boudaoud, H.; Hoppe, S.; Camargo, M. Polymer recycling in an open-source additive manufacturing context: Mechanical issues. Addit. Manuf. 2017, 17, 87–105. [Google Scholar] [CrossRef]
- Recyclebot Filament Extruder. Available online: http://www.appropedia.org/Recyclebot (accessed on 10 October 2017).
- Feeley, S.R.; Wijnen, B.; Pearce, J.M. Evaluation of potential fair trade standards for an ethical 3-D printing filament. J. Sustain. Dev. 2014, 7, 1. [Google Scholar] [CrossRef]
- Hunt, E.; Zhang, C.; Anzalone, N.; Pearce, J. Polymer Recycling Codes for Distributed Manufacturing with 3-D Printers. Resour. Conserv. Recycl. 2015, 97, 24–30. [Google Scholar] [CrossRef]
- McDonald, M. (McDunnough Inc.). Personal communication, 17 August 2017. [Google Scholar]
- Cruz, F.; Lanza, S.; Boudaoud, H.; Hoppe, S.; Camargo, M. Polymer Recycling and Additive Manufacturing in an Open Source context: Optimization of processes and methods. In Proceedings of the 2015 Annual International Solid Freeform Fabrication Symposium—An Additive Manufacturing Conference, Austin, TX, USA, 10–12 August 2015; pp. 10–12. [Google Scholar]
- Ebreo, A.; Hershey, J.; Vining, J. Reducing solid waste linking recycling to environmentally responsible consumerism. Environ. Behav. 1999, 31, 107–135. [Google Scholar] [CrossRef]
- Energy Information Administration (EIA)—An Agency of US Department of Energy (DoE). Electricity U.S. Data. Available online: www.eia.doe.gov/fuelelectric.html (accessed on 28 October 2017).
- European Commission. Eurostat, Environment and Energy. Available online: http://epp.eurostat.ec.europa.eu (accessed on 28 October 2017).
- Gwamuri, J.; Franco, D.; Khan, K.Y.; Gauchia, L.; Pearce, J.M. High-Efficiency Solar-Powered 3-D Printers for Sustainable Development. Machines 2016, 4, 3. [Google Scholar] [CrossRef]
- King, D.L.; Babasola, A.; Rozario, J.; Pearce, J.M. Development of mobile solar photovoltaic powered open-source 3-D printers for distributed customized manufacturing in off-grid communities. Chall. Sustain. 2014, 2, 18–27. [Google Scholar]
- MakerFlex. Available online: https://www.makergeeks.com/collections/maker-flex-2–85mm/products/maker-flex-3d-filament-flysky-blue-1kg-285mm?variant=47817341135 (accessed on 7 October 2017).
- Sainsmart TPE. Available online: https://www.amazon.com/SainSmart-1-75mm-Flexiable-Printers-Filament/dp/B019C3EUKG (accessed on 7 October 2017).
- PolyFlex. Available online: http://www.polymaker.com/shop/polyflex/ (accessed on 7 October 2017).
- Leigh, S.J.; Bradley, R.J.; Purssell, C.P.; Billson, D.R.; Hutchins, D.A. A simple, low-cost conductive composite material for 3D printing of electronic sensors. PLoS ONE 2012, 7, e49365. [Google Scholar] [CrossRef] [PubMed]
- Leigh, S.J.; Purssell, C.P.; Billson, D.R.; Hutchins, D.A. Using a magnetite/thermoplastic composite in 3D printing of direct replacements for commercially available flow sensors. Smart Mater. Struct. 2014, 23, 095039. [Google Scholar] [CrossRef]
- Carrico, J.D.; Traeden, N.W.; Aureli, M.; Leang, K.K. Fused filament 3D printing of ionic polymer-metal composites (IPMCs). Smart Mater. Struct. 2015, 24, 125021. [Google Scholar] [CrossRef]
- Matsuzaki, R.; Ueda, M.; Namiki, M.; Jeong, T.K.; Asahara, H.; Horiguchi, K.; Nakamura, T.; Todoroki, A.; Hirano, Y. Three-dimensional printing of continuous-fiber composites by in-nozzle impregnation. Sci. Rep. 2016, 6, 23058. [Google Scholar] [CrossRef] [PubMed]
- Laureto, J.J.; Pearce, J.M. Open Source Multi-Head 3D Printer for Polymer-Metal Composite Component Manufacturing. Technologies 2017, 5, 36. [Google Scholar] [CrossRef]
- Nuchitprasitchai, S.; Roggemann, M.; Pearce, J.M. Factors effecting real-time optical monitoring of fused filament 3D printing. Prog. Addit. Manuf. 2017, 2, 133–149. [Google Scholar] [CrossRef]
- Nuchitprasitchai, S.; Roggemann, M.C.; Pearce, J.M. Three Hundred and Sixty Degree Real-Time Monitoring of 3-D Printing Using Computer Analysis of Two Camera Views. J. Manuf. Mater. Process. 2017, 1, 2. [Google Scholar] [CrossRef]
- Faes, M.; Abbeloos, W.; Vogeler, F.; Valkenaers, H.; Coppens, K.; Goedemé, T.; Ferraris, E. Process monitoring of extrusion based 3D printing via laser scanning. arXiv, 2016; arXiv:1612.02219. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
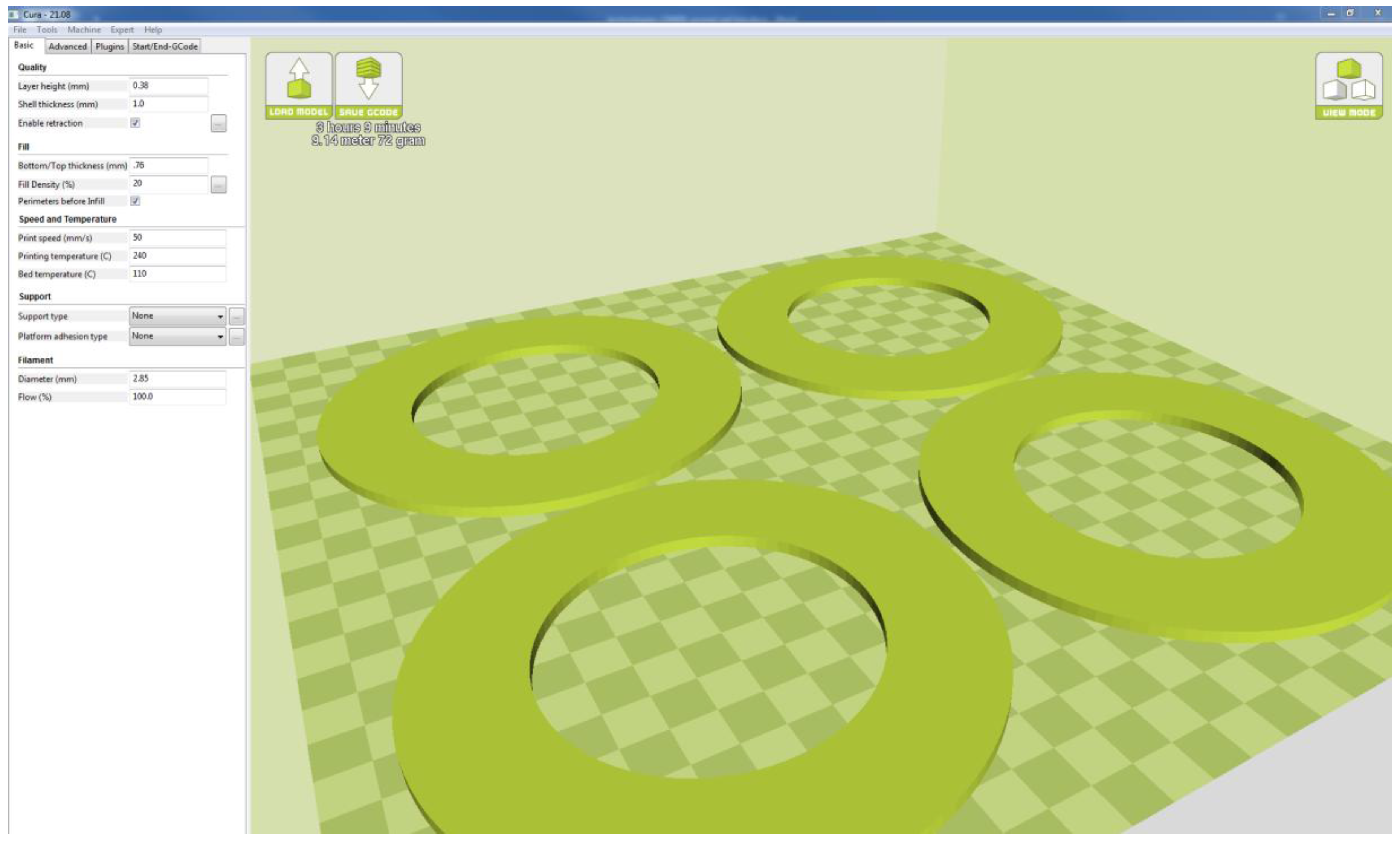
| Description | Setting |
|---|---|
| Layer Height | 250–400 microns |
| Infill Density | 20% |
| Extruder Temperature | 230 °C |
| Build Plate Temperature | 45 °C |
| Shell Thickness | 2 Perimeters |
| Print Speed | 14 mm/s |
| Pertinent Options | Retraction Enabled at 4 mm/s for 2 mm |
| Cooling Fan enabled after first layer | |
| PVA Glue stick on stock PEI build plate |
| Class | Item Description | Function | Layer Height (Microns) | Design Source |
|---|---|---|---|---|
| Automotive Parts | Ball Valve O-ring Small (1/2″) | Sealing an interface of two or more parts | 250 | [52] |
| Automotive Parts | Ball Valve O-ring Medium (7/8″) | Sealing an interface of two or more parts | 250 | [52] |
| Automotive Parts | Ball Valve O-ring Large (1-1/2″) | Sealing an interface of two or more parts | 250 | [52] |
| Automotive Parts | 2 1/2″ Gasket (Oil Resistant) | Sealing an interface | 325 | [52] |
| Automotive Parts | 15.5″ Drive Belt (Open Loop) | Transfer power for a custom length | 325 | [52] |
| Automotive Parts | 8″ Drive Belt (Closed Loop) | Transfer power for a 8″ Length | 325 | [52] |
| Medical Equipment | Medical Ventilator Bag | Force air into mouth of unconscious patient | 400 | [52] |
| Home Goods | Machine Vibration Dampening Feet | Reduce vibration noise of machines | 325 | [52] |
| Home Goods | Hammer Ergonomic Grip | Create a better grip for hammer | 400 | [52] |
| Medical Equipment | Shoe Heel Insole | Provides support for heel in shoes | 325 | [53] |
| Accessories | BMX Bicycle Grip | Grips on bicycle handlebars | 325 | [54] |
| Accessories | Casio Watch Strap | Strap for Casio Watch | 200 | [55] |
| Home Goods | Custom Ink Stamp | Create a stamp for any occasion | 200 | [52] |
| Home Goods | Custom Ice Cube Tray | Create an ice cube of any size or shape | 325 | [52] |
| Accessories | iPhone 5 Case | Bumper case for iPhone 5 | 325 | [56] |
| Accessories | Go Pro Session Camera Case | Case for GoPro Session | 325 | [57] |
| Home Goods | Custom “Living” Hinge | Hinge for cabinet that is in one piece | 200 | [52] |
| Item Description | Mass (g) | Material Cost (USD) | Print Time (min) | Energy Consumption (kWh) | Energy Cost (USD) | Operating Cost (USD) | Low Market Value (USD) | High Market Value (USD) | Savings Low (USD) | Savings High (USD) | Percent Change (Low) | Percent Change (High) |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Ball Valve O-ring Small (1/2″) | 0.1 | 0.01 | 2 | 0.01 | 0.01 | 0.02 | 0.18 | 1.59 | 0.16 | 1.57 | 90% | 99% |
| Ball Valve O-ring Medium (7/8″) | 0.2 | 0.02 | 5 | 0.01 | 0.01 | 0.03 | 0.1 | 4.39 | 0.07 | 4.36 | 73% | 99% |
| Ball Valve O-ring Large (1-1/2″) | 1 | 0.09 | 12 | 0.01 | 0.01 | 0.1 | 0.18 | 4.49 | 0.08 | 4.39 | 46% | 98% |
| 2 1/2″ Gasket (Oil Resistant) | 17.4 | 1.51 | 145 | 0.13 | 0.02 | 1.52 | 5.99 | 8.95 | 4.47 | 7.43 | 75% | 83% |
| 15.5″ Drive Belt (Open Loop) | 13.4 | 1.16 | 95 | 0.09 | 0.01 | 1.17 | 6.29 | 8.9 | 5.12 | 7.73 | 81% | 87% |
| 8″ Drive Belt (Closed Loop) | 4.6 | 0.4 | 44 | 0.04 | 0.01 | 0.4 | 8.86 | 47 | 8.46 | 46.6 | 95% | 99% |
| Medical Ventilator Bag | 35.3 | 3.06 | 210 | 0.19 | 0.02 | 3.08 | 9.99 | 16 | 6.91 | 12.92 | 69% | 81% |
| Machine Vibration Dampening Feet | 3.6 | 0.31 | 22 | 0.02 | 0.01 | 0.32 | 5.72 | 14.95 | 5.4 | 14.63 | 94% | 98% |
| Hammer Ergonomic Grip | 47.2 | 4.09 | 225 | 0.21 | 0.03 | 4.11 | 8.81 | 17.14 | 4.7 | 13.03 | 53% | 76% |
| Shoe Heel Insole | 16.1 | 1.39 | 124 | 0.11 | 0.01 | 1.41 | 3.99 | 34.95 | 2.58 | 33.54 | 65% | 96% |
| BMX Bicycle Grip | 24 | 2.08 | 205 | 0.19 | 0.02 | 2.1 | 6 | 11.95 | 3.9 | 9.85 | 65% | 82% |
| Casio Watch Strap | 8.2 | 0.71 | 62 | 0.06 | 0.01 | 0.72 | 6.95 | 30.95 | 6.23 | 30.23 | 90% | 98% |
| Custom Ink Stamp | 4.8 | 0.42 | 30 | 0.03 | 0.01 | 0.43 | 4.99 | 30.99 | 4.56 | 30.56 | 91% | 99% |
| Custom Ice Cube Tray | 18.1 | 1.57 | 125 | 0.11 | 0.01 | 1.58 | 3.96 | 12.99 | 2.38 | 11.41 | 60% | 88% |
| iPhone 5 Case | 9.9 | 0.86 | 79 | 0.07 | 0.01 | 0.87 | 3.99 | 9.99 | 3.12 | 9.12 | 78% | 91% |
| Go Pro Session Camera Case | 6.3 | 0.55 | 55 | 0.05 | 0.01 | 0.55 | 5.95 | 19.99 | 5.4 | 19.44 | 91% | 97% |
| Custom “Living” Hinge | 5.1 | 0.44 | 45 | 0.04 | 0.01 | 0.45 | 1.13 | 14.99 | 0.68 | 14.54 | 60% | 97% |
| Item Description | Weight (g) | Material Cost (USD) | Print Time (min) | Energy Consumption (kWh) | Energy Cost (USD) | Operating Cost (USD) | Low Market Value (USD) | High Market Value (USD) | Savings Low (USD) | Savings High (USD) | Percent Change (Low) | Percent Change (High) |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Ball Valve O-ring Small (1/2″) | 0.2 | 0.01 | 2 | 0.01 | 0.01 | 0.02 | 0.18 | 1.59 | 0.16 | 1.57 | 89% | 99% |
| Ball Valve O-ring Medium (7/8″) | 0.2 | 0.01 | 4 | 0.01 | 0.01 | 0.02 | 0.1 | 4.39 | 0.08 | 4.37 | 80% | 99% |
| Machine Vibration Dampening Feet | 0.6 | 0.01 | 23 | 0.02 | 0.01 | 0.02 | 5.72 | 14.95 | 5.7 | 14.93 | 99% | 99% |
| Product | Functional Unit Test Results |
|---|---|
| O Rings | Tested to hold a vacuum with a mechanical vacuum pump, which was able to reach 8 mTorr (~0.01 mbar), which was the limit of the pump with no leaks. |
| Belts | Both closed and open loop belts were tested and continue to be tested on machinery such as versions of the recyclebot. No fatigue or breaking has occurred and the belts perform their function of transferring power from each of the motors to the individual assemblies without slipping. |
| Phone Case/Camera Case | Printed phone case has been tested during normal use for endurance and durability of the design and material for over a year of daily use with no visible signs of fatigue. |
| Hammer/Bike Grip | Prints fit on intended targets. Grip strength is improved and shows an improved operator comfort for repetitive use. |
| Ice Cube Tray | Held in water (e.g., prints are water tight) and created ice cubes in conventional freezer. No degradation observed after freezing and thawing cycles. |
| Living Hinge | Flexible printed hinge out lived solid plastic counterpart from ABS, which was only able to tolerate a few loading-unloading cycles. |
| Vibration Dampening Feet | Vibration dampening feet made a human observable reduction in both noise and vibration on operating RepRap 3-D printers. |
| Watch Strap, Shoe Insole, Medical Ventilator | All products succesfully completed their intended tasks under short term usage. |
| Stamp | Stamp used for depositing logo onto paper, the ink did not react or degrade the stamp. NinjaFlex has been tested extensively by the manufacturer that indicates a high resistance to the following materials: soap, calcium solution saturated, freon 12, hydrogen disulfide 5%, Mr. Clean, sodium chloride saturated, synthestic perspiration, water, ASTM Fuel A, ASTM Oils #1, #2, and #3, butane, ethylene glycol (antifreeze), gasolene (100 octane), kerosene, oil, transmission Type A and turpentine [60]. |
| No. | Challenges | Suggested Research |
|---|---|---|
| 1 | Analysis of all commercially available flexible filaments (both types and color) | To determine if different types or brands of flexible filaments give a different part quality. |
| 2 | Flexible Filament Composites | Creating filament with TPE/TPU as the matrix and carbon fiber, metal and other additives for both mechanical reinforcement as well as other functional properties. |
| 3 | Further Flexible Parts Design | Continued work on identifying as well as designing more uses for flexible filaments. Examples include wearable technology and new types of hardware. |
| 4 | Lifetime of 3-D Printed Parts | The tests of the functional units provided here for products must be expanded to the function over a unit time. Durability studies for the flexible 3-D printed parts over the lifetime of replaced products or when warranted accelerated lifetime tests are needed. |
| 5 | Complex Products | Develop complex open source designs for products that use both flexible filament as well as other types of filaments (e.g., conductive) to make complex products (e.g., machines). |
| 6 | Quality Assurance | Develop automated system for ensuring the integrity of a flexible 3-D printed part during fabrication. |
| 7 | Likelihood of a Consumer Buying a 3-D Printer for Savings | Survey to determine if consumers would buy a 3-D printer primarily to offset purchases, determining MARR, discount rate, and other consumer preferences in this space as well as the use frequency for those that already own 3-D printers. |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Woern, A.L.; Pearce, J.M. Distributed Manufacturing of Flexible Products: Technical Feasibility and Economic Viability. Technologies 2017, 5, 71. https://doi.org/10.3390/technologies5040071
Woern AL, Pearce JM. Distributed Manufacturing of Flexible Products: Technical Feasibility and Economic Viability. Technologies. 2017; 5(4):71. https://doi.org/10.3390/technologies5040071
Chicago/Turabian StyleWoern, Aubrey L., and Joshua M. Pearce. 2017. "Distributed Manufacturing of Flexible Products: Technical Feasibility and Economic Viability" Technologies 5, no. 4: 71. https://doi.org/10.3390/technologies5040071
APA StyleWoern, A. L., & Pearce, J. M. (2017). Distributed Manufacturing of Flexible Products: Technical Feasibility and Economic Viability. Technologies, 5(4), 71. https://doi.org/10.3390/technologies5040071