1. Introduction
Fatigue is defined as a type of failure caused by a repeated load that does not exceed the point of failure in a single occurrence [
1]. The way materials react and break down when subjected to repetitive stresses, such as mechanical or thermal loads, is communicated using engineering language. Fatigue damage is identified by the nucleation, coalescence, and stable propagation of cracks that can result in the material either yielding or fracturing in a brittle manner. Fatigue also refers to the development and propagation of cracks in a material caused by cyclic loading. With each cycle of loading, an expanding fatigue crack frequently leaves striations on particular areas of the fracture surface [
2]. Fatigue damage holds a dominant status as a life-limiting issue for most structural components subjected to varying stress in service situations [
3]. Defects arise in structural components during the manufacturing, fabrication, assembly, repair, and maintenance stages. Fatigue is predicted to account for at least half of all mechanical failures [
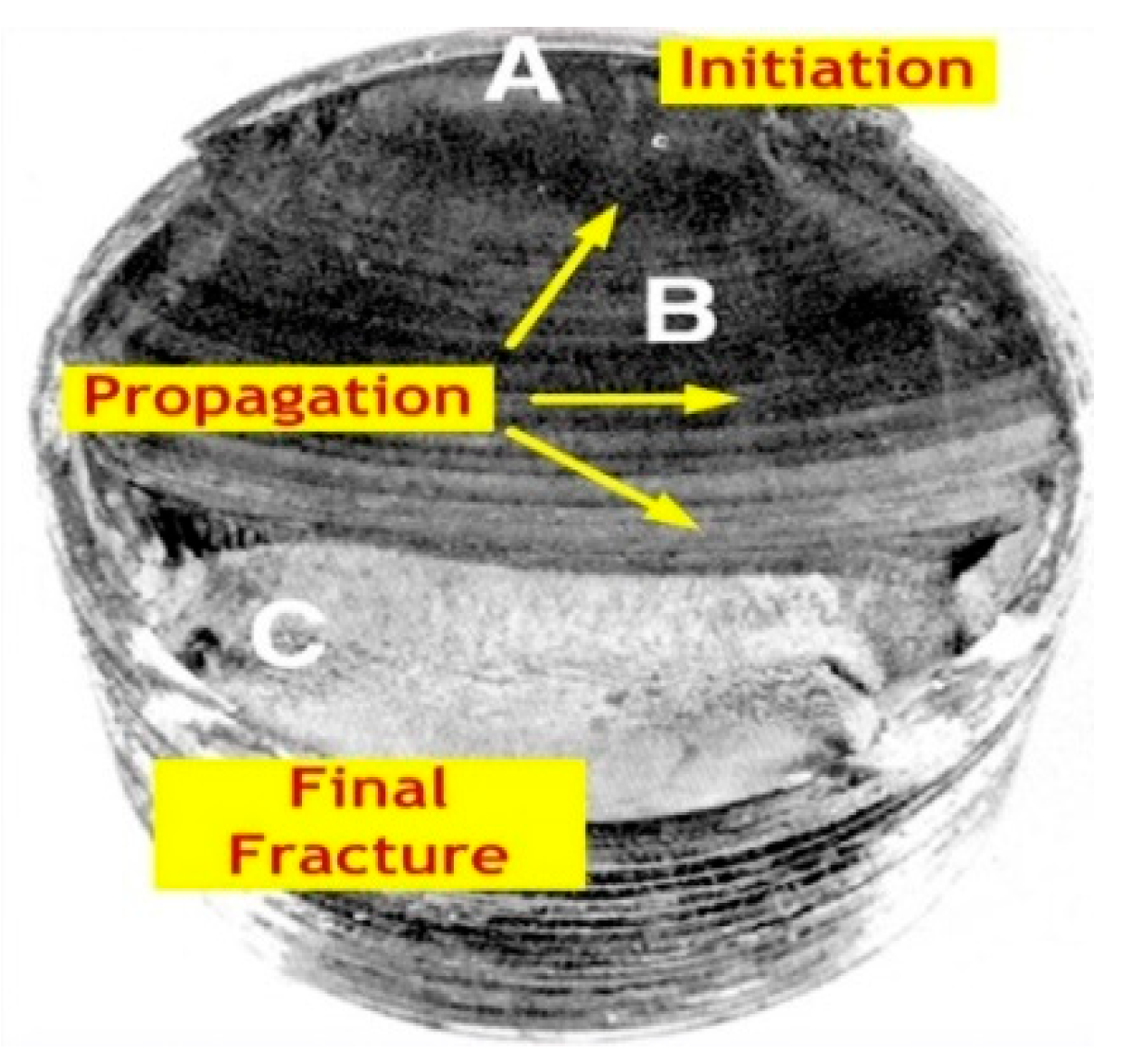
2]. A bolt fatigue failure caused by repeated unidirectional bending is illustrated in
Figure 1. The failure began at the thread root at A, spread throughout the cross-section as indicated by beach markings at B, and ended in the final fracture part as shown by C [
4].
Crack spreading with a constant-amplitude load occurs very rarely in real applications for cyclic structures. To describe the rate of fracture propagation under conditions of constant-amplitude loading, a number of crack propagation models have been created, including the Paris law and the Forman/Mettu crack growth equation [
5]. Variable-amplitude loading frequently results in load sequence effects compared to constant-amplitude loading, which may accelerate, retard, or stop crack propagation [
6]. Small fatigue cracking is also a cause of crack growth [
7]. In addition to the fact that the propagation of small fatigue fractures consumes a significant percentage of the overall fatigue life, the behavior of small fatigue cracks is crucial because it determines which fatigue regimes are safe and which are potentially dangerous. The probability of small cracks being elastic-plastic, as opposed to linear elastic, is greater due to the significantly high ratio of fatigue strength to yield strength. Thus, the ratio between the length of the plastic zone and the fracture length increases [
8].
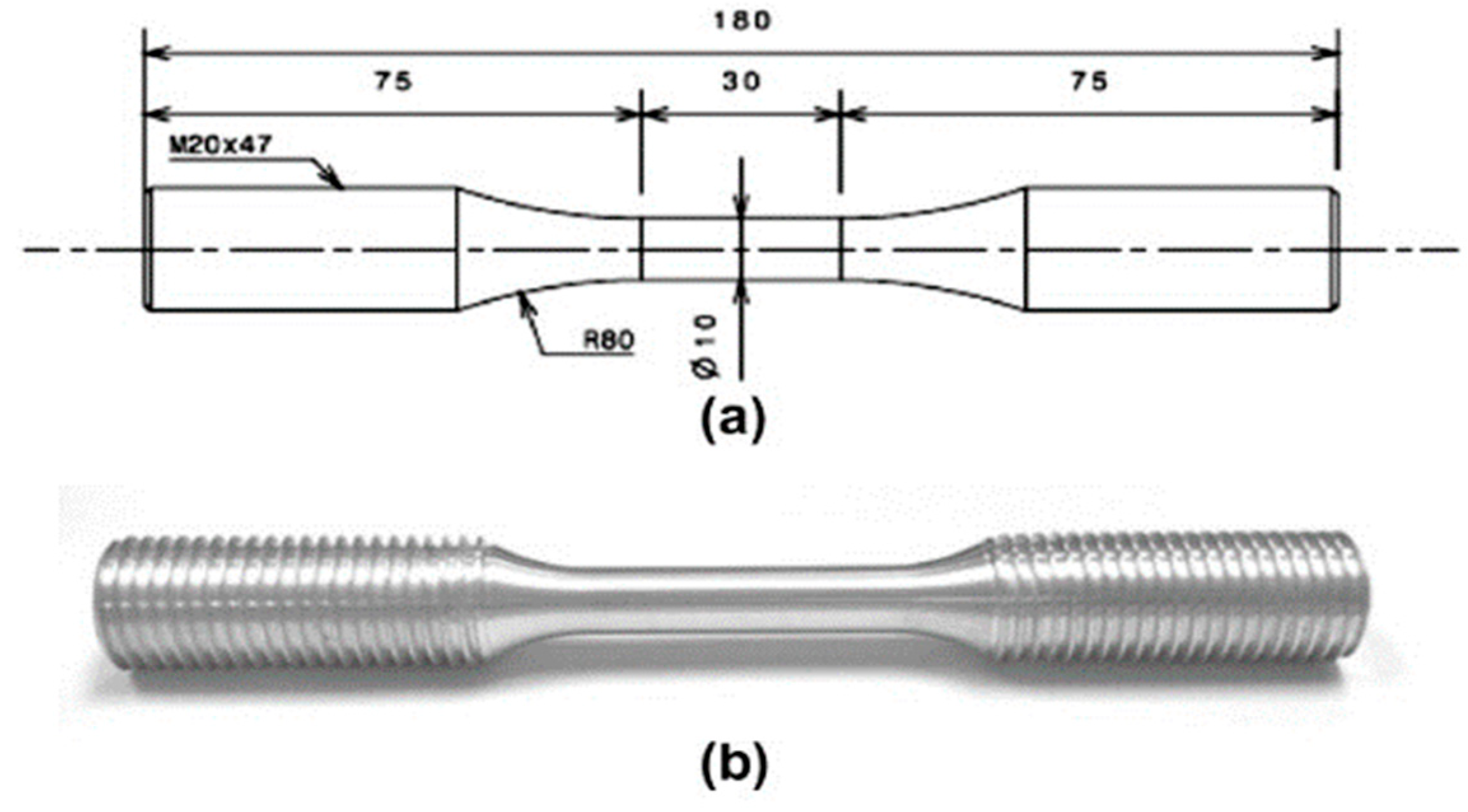
A fullyreversed cyclic axial loading condition is used to primarily examine the fatigue life utilizing cylindrical specimens [
9]. A considerable amount of research has been devoted to predicting the onset and propagation of fatigue cracks to estimate the approximate number of cycles until specimen failure. Fatigue life has two stages: the initiation phase when a minor fracture first appears, and the propagation phase when the crack expands to a critical size and causes specimen failure. The growth prediction method establishes a correlation between fatigue damage and the number of cycles with respect to fatigue life [
10].
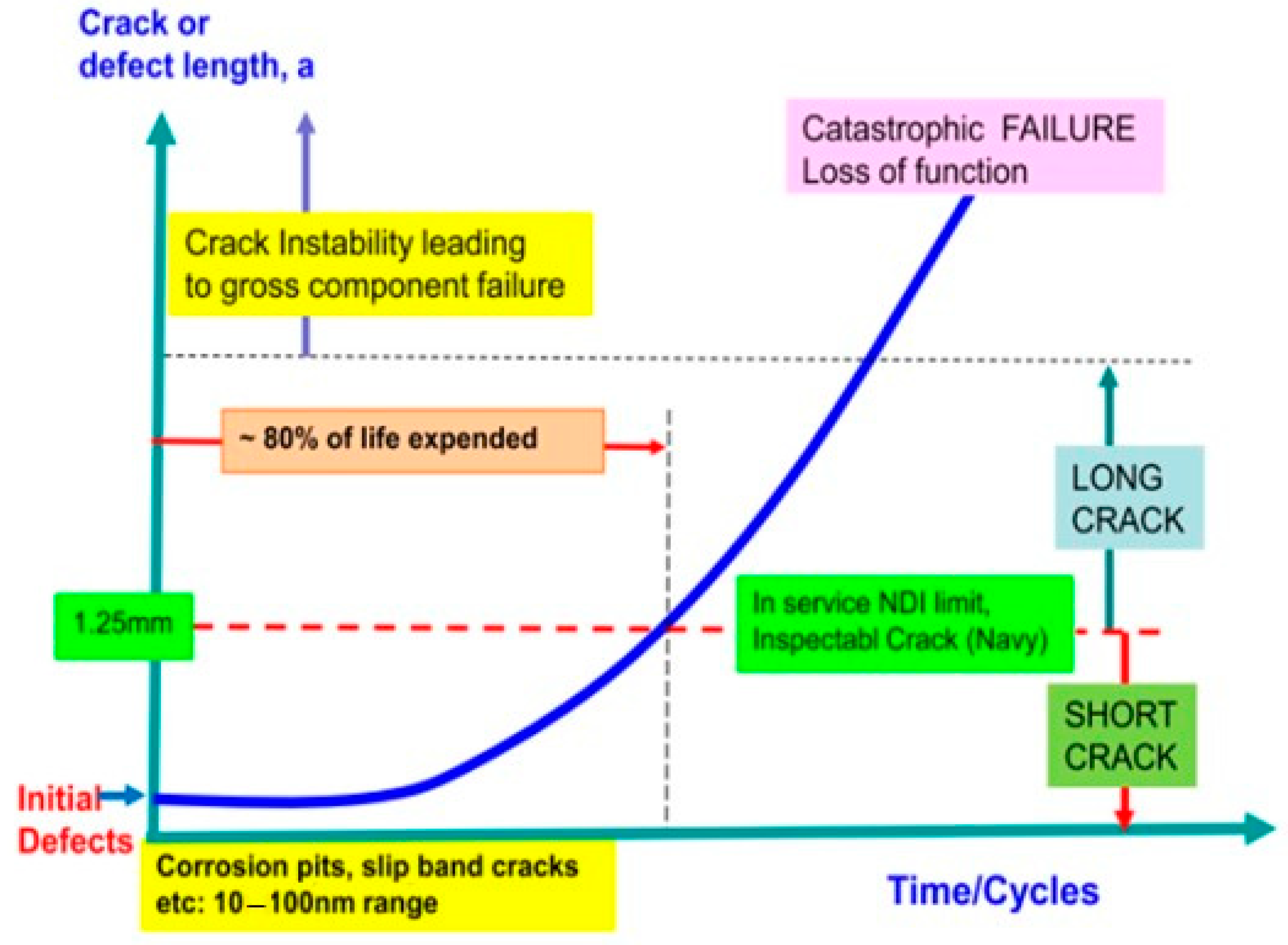
Figure 2 depicts the progress of damage from the beginning of a crack to eventual failure. The length of each of these stages is affected by a variety of parameters, including the load, surroundings, and stress concentration [
11].
Structural failure caused by fatigue is a prevalent reason for malfunction in various mechanical parts. Understanding the factors that affect the fatigue life of a component is essential to designing reliable and safe structures. This paper discusses some of the key factors that affect the fatigue life of a component [
12].
Comprehensive Overview of Fatigue Analysis
In the realm of engineering, fatigue analysis emerges as an essential discipline for ensuring the reliability and safety of numerous structures and components exposed to cyclic loading. The consequences of fatigue failure are severe, encompassing financial setbacks, infrastructure deterioration, and potential harm to individuals or loss of life. Hence, fatigue analysis assumes paramount importance in safeguarding the longevity and structural integrity of diverse engineering components and structures. Fundamental ideas regulating the behavior of materials under cyclic loading are at the core of fatigue analysis. The S–N curve, fatigue life, fatigue crack initiation and propagation, and stress concentration constitute major roles in fatigue analysis. Differences in microstructure, composition, loading conditions, and environmental factors all influence the fatigue characteristics of materials. The metals mainly link to the microstructural features, including grain boundaries, defects, and metallurgical phases. In the present scenario, fatigue analysis is characterized by analytical and experimental methods like finite element analysis, strain life and stress life tests, rotary bending tests, non-destructive testing such as ultrasonic testing, and magnetic particle inspection that monitors fatigue damage. Fatigue analysis is crucial for enhancing engineering systems’ safety, reliability, and longevity amidst challenges posed by cyclic loading. It achieves this by advancing our comprehension of fatigue mechanisms, developing predictive models, and implementing effective mitigation strategies.
In this paper, an extensive review of fatigue life analysis of mechanical and structural components has been presented. Particular emphasis will be given to the effects of temperature, residual stress, hardness, hardfacing, and different mechanical properties. This paper also discusses crack initiation and propagation that lead to the failure of components. The subsequent sections of the article are organized as follows. In
Section 1, an introduction to fatigue life and a comprehensive overview of fatigue analysis are presented.
Section 2 concerns problems related to fatigue.
Section 3 emphasizes the effect of different parameters on fatigue life.
Section 4 presents the effect of mechanical properties on the fatigue life of structural components.
Section 5 presents the evaluation and development of fatigue life from the early 1990s to 2024.
Section 6 delves into recent research focal points and prospective future development in fatigue analysis, while
Section 7 provides a summary of conclusions.
2. Problems Related to Fatigue
Failures caused by fatigue can lead to significant consequences, ranging from minor malfunctions to devastating accidents [
2]. According to certain authors, two distinct types of materials are identified: the first type is fatigue cracks that initiate from the surface due to slip bands across the entire fatigue range and lack inclusions or internal imperfections, while the second type demonstrates fatigue behavior in the very high-cycle fatigue regime characterized by internal crack initiations induced by any form of volume imperfections [
13]. Metallurgical flaws are introduced during manufacturing operations such as forging, machining, cladding, and heat treatment. Micro cracks are mainly induced and propagated via cyclic loading, which leads to failure. Material flaws such as inclusions, voids, and porosities act as starting points for fatigue cracks to develop. In aluminum alloys, it is widely recognized that fatigue cracks predominantly originate from inclusions [
4,
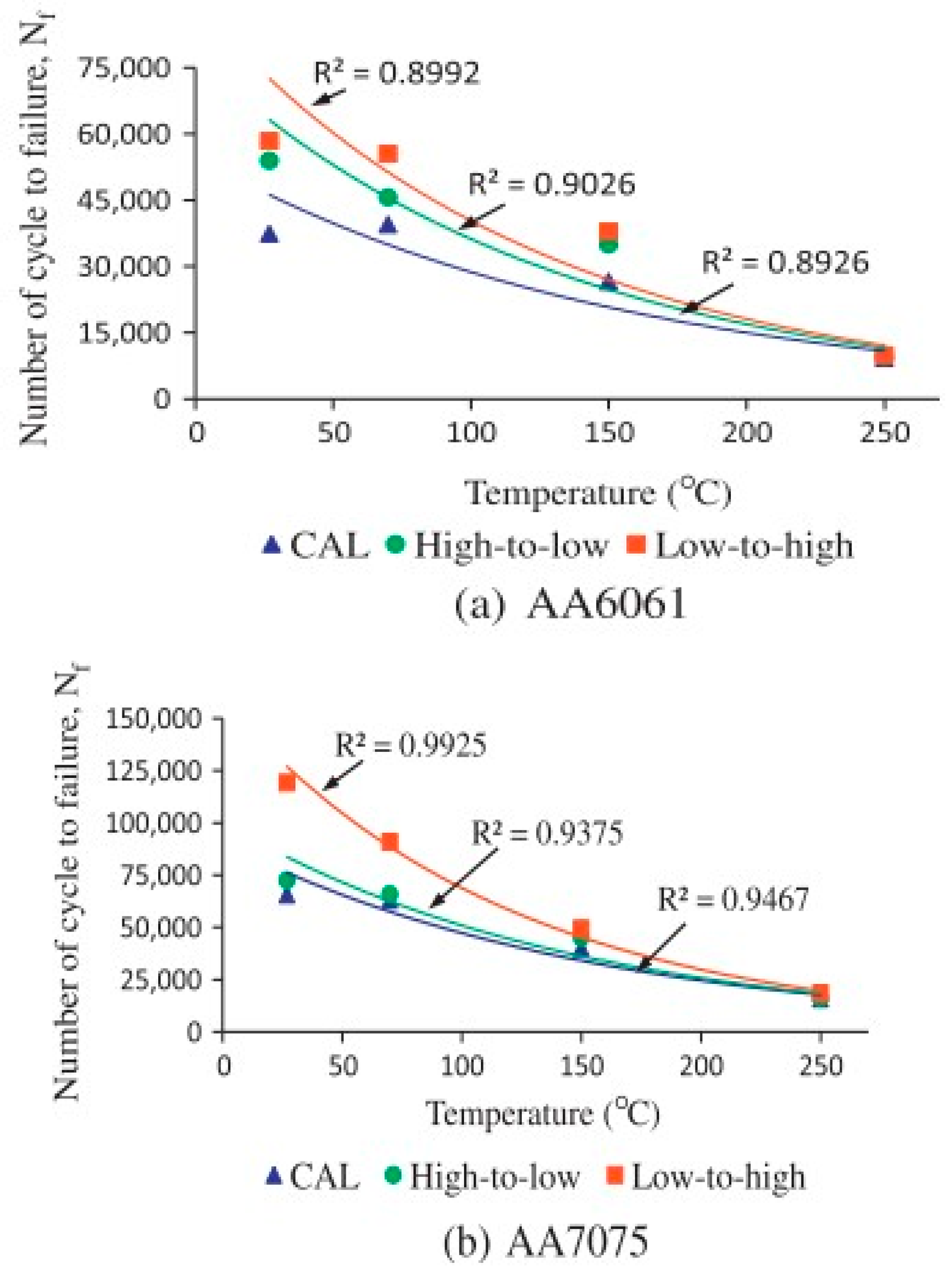
6]. High and variable temperatures are also a reason for material flaws. At high temperatures, AA6061 is not preferable for automobile components. Wear loss is high at low temperatures due to low contact stresses [
14]. The surface condition significantly influences the fatigue life of parts. Elevated surface roughness results in the formation of intermittent small gaps, leading to stress concentration and consequently shortening fatigue life [
15,
16]. High-stress concentrations such as notches, fillets, and sharp corners are also prone to fatigue failure. Residual stresses created during manufacturing processes accelerate the beginning and propagation of fatigue cracks. Residual stresses introduce complex stress states in materials, which can lead to unpredictable fatigue behavior. Stress corrosion cracking and hydrogen embrittlement exemplify environmentally assisted cracking mechanisms that can be exacerbated by residual tensile stresses. These mechanisms can lead to diminished fatigue life and accelerate fatigue crack propagation, particularly in severe environments [
17,
18,
19,
20]. The interaction between applied stresses and residual stresses can result in stress concentrations, multiaxial loading conditions, and non-uniform stress distributions, making fatigue life prediction challenging. Hardfacing has both positive and negative effects on fatigue life [
15,
21]. Significant residual stresses are often imparted onto the component during the application of hardfacing materials, such as through thermal spraying or welding [
22]. These residual stresses can act as potential sites for the initiation and propagation of cracks, thereby reducing the fatigue life of the component. Stress concentration sites can emerge at the interface between the hardfacing layer and the underlying material. These localized areas of elevated stress, stemming from the stress concentration, heighten the component’s vulnerability to the initiation and propagation of fatigue cracks [
23,
24,
25,
26]. An uneven distribution of carbon in the parent structure during the carburization of steel can result in the hardening of its surface and the development of small cracks [
7,
27]. Failures in shafts almost always start on the surface, usually at locations where mechanical or metallurgical stress concentrations increase local strains [
28,
29]. The aforementioned factors are primary contributors, but there are numerous others that can also diminish the fatigue life and lead to component failure.
4. Effect of Mechanical Properties on Fatigue Life of the Structural Components
Nguyen et al. [
86] investigated the impact of tensile and bending loads on the fatigue life of welded structures. An arithmetic model was employed to investigate several weld geometry characteristics, such as the flank angle, weld toe undercut, weld toe radius, plate thickness, and misalignment. The linear elastic fracture approach was used to forecast the fatigue crack growth rates of the weld shapes. The study focused on ASTM A36 structural steel due to its numerous applications in welded structures. Static and fatigue tests were conducted to examine various parameters such as load, displacement, strain, frequency, and number of cycles. The fatigue life of butt-welded joints can be significantly improved by minimizing or eliminating the undercut tip radius at the weld toes [
87]. Although welding results in tensile residual stresses that can decrease fatigue life and weaken structures, the fatigue life and strength of welded joints can be increased by surface treatment processes such as surface peening or tensile pre-loading. The mathematical model used in this research can accurately calculate the combined effects of the butt weld geometry parameters and residual stresses [
88]. The study concluded that reducing the tip radius from 0.35 to 0.05 increased the fatigue life by 12%. The fatigue life of the welded joint was reduced by 58.3% and 75%, respectively, when compared to an undercut-free union and a flush ground-welded plate. Butt joint fatigue occurred regardless of the degree of misalignment, and strength was reduced from 10% to 60% when subjected to mixed loading.
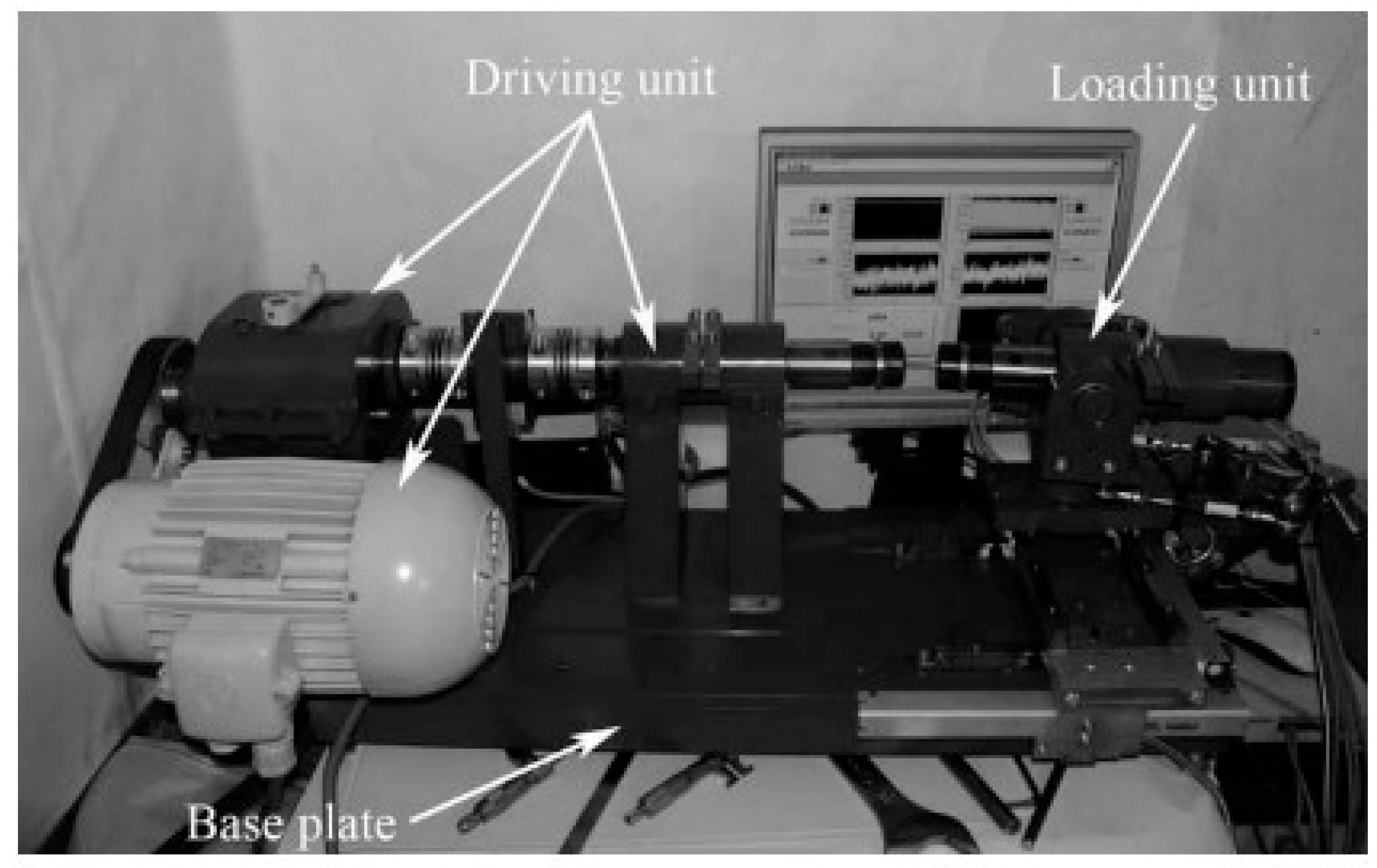
Knez et al. [
89] performed the rotary bending test for the prediction of the low fatigue life cycle of S1100Q steel. The rotary bending test was performed on a new machine, as shown in
Figure 15, which consisted of three main parts, namely the driving unit, loading, unit, and driving unit, which enables it to set the rotation frequency in the range of 0.3 to 60 Hz. A low-cycle fatigue test was conducted on twelve samples with different strain rates. The Coffin–Manson method was employed to determine the fatigue life periods, and the Ramberg–Osgood law was utilized to calculate the stress distribution. Based on the experiment [
90], it was observed that the stress generated on rotating bending was 18.18% lower than that of axial tension and 30.76% lower than that of static tension. The fatigue life cycle observed with the rotating bending test was 20,000 at 0.004ε
a. The estimated rotating bending fatigue life cycle was 20,000 at 0.002ε
a, which is equal to the estimated axial tension fatigue life. The axial fatigue life of S1100Q was approximately 4000 at 0.004ε
a, which was 80% less than that of the estimated axial fatigue life and rotating bending fatigue life; due to specimen buckling, overall strain is usually restricted to 1%.
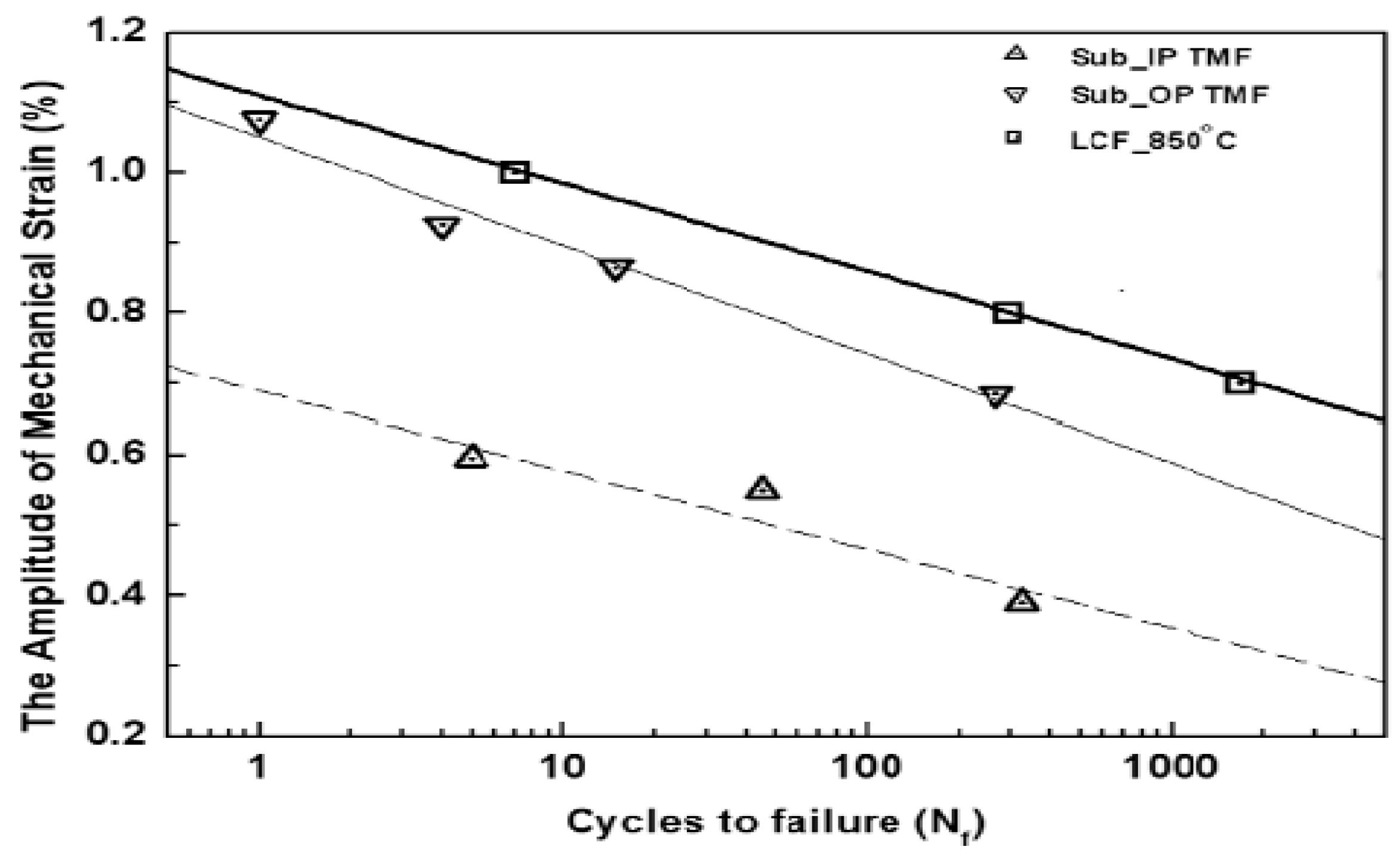
Lee et al. [
91] calculated the low cycle fatigue and thermo mechanical fatigue life of Ni-base super alloy for high-speed rotating parts in aerospace and automobile applications [
92]. Cylindrical types of specimens were made up of Ni-based super alloy GTD-111 for testing. A tensile test for LCF was performed at room temperature and 850 °C on hydraulic machines. IP-TMF (in-phase thermo mechanical testing) and OP-TMF (out-phase thermo mechanical testing) tensile tests were performed using a furnace, cooling, and control system.
The TMF test was conducted over a temperature range of 400 °C to 800 °C, with a 20 min break between cycles. The IP-TMF test showed temperature-dependent strain, while the OP-TMF test exhibited a decrease in strain as temperature increased. During the tensile experiment, the specimen exhibited a tensile strength of 1140 MPa at ambient temperatures and 1120 MPa at 850 °C. The yield strength at room temperature was 1020 MPa, whereas at 850 °C, it was reduced to 830 MPa. At higher temperatures, the yield strength of GTD-111 decreased by 20% while the strain increased by 33%, leading to the material’s ductility.
Figure 16 shows that at high temperatures, the IP and OP-TMF tests had shorter fatigue lives than the LCF test. Because of the high temperature in the tensile zone, the IP-TMF test had a shorter life cycle than the OP-TMF test.
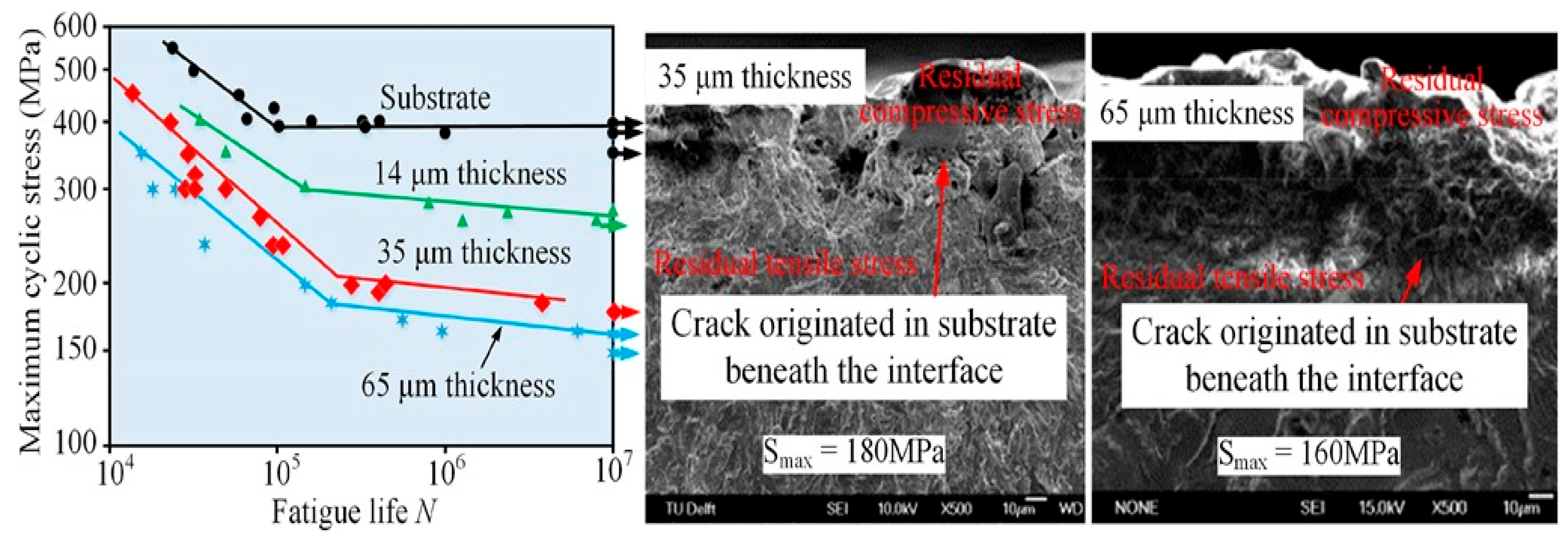
Li et al. [
93] developed a cladding alloy to repair the deep pits in nodular cast iron. Previously, nodular cast iron had a low tensile strength in the interface region and shrunk at a lower temperature. The higher residual stress values were also a big problem, which was a cause of the initiation of cracks. Fe-36Ni alloy and NiCu alloy were used as cladding powder in this experiment because of their low expansion coefficient. A scanning electron microscope and optical microscope were used to characterize the microstructure. It predicted that there is no crack visible in the interface region of the cladded alloy. The value of thermal expansion of the substrate region was 17.40% less than that of the cladding region at low temperatures (100–200 °C) and high temperatures (1000 °C). The average microhardness was 30.43% lower than that of the Ni-Cu layer of the substrate material and the same as the Fe-36Ni layer. Minimizing the thermal expansion coefficient effectively reduced the occurrence of cracks during the repair of deep pits in nodular cast iron.
Masaki et al. [
94] conducted a fatigue test to determine thefatigue crack point and static strength of extruded Mg-Al-Z composites. The fatigue tests were performed on three different Mg-Al-Zn alloys. Commercially, three different types of extruded magnesium alloys, namely AZ31, AZ61, and AZ80, were utilized. The 6 mm-width specimen was used to test fatigue strength, while the 5 mm-width specimen was used to study the fatigue life. The fatigue strength of AZ31 was 90 MPa at 10
8 cycles, which was the same as the 0.2% compressive proof stress of the material. AZ61 had a fatigue strength of 150 MPa at 10
8 cycles. The fatigue crack occurred after 8 × 10
8 cycles with a stress amplitude of 130 MPa, equivalent to the material’s compressive stress. AZ80 had a fatigue strength of 140 MPa at 10
8 cycles. It was also observed that the tensile and compressive properties of AZ80 were higher than those of AZ61. Based on the stress amplitude, the maximum fatigue life cycles of AZ31, AZ61, and AZ80 were 1.18 × 10
8, 0.89 × 10
8, and 1.04 × 10
8 at 90 MPa, 150 MPa, and 140 MPa, respectively.
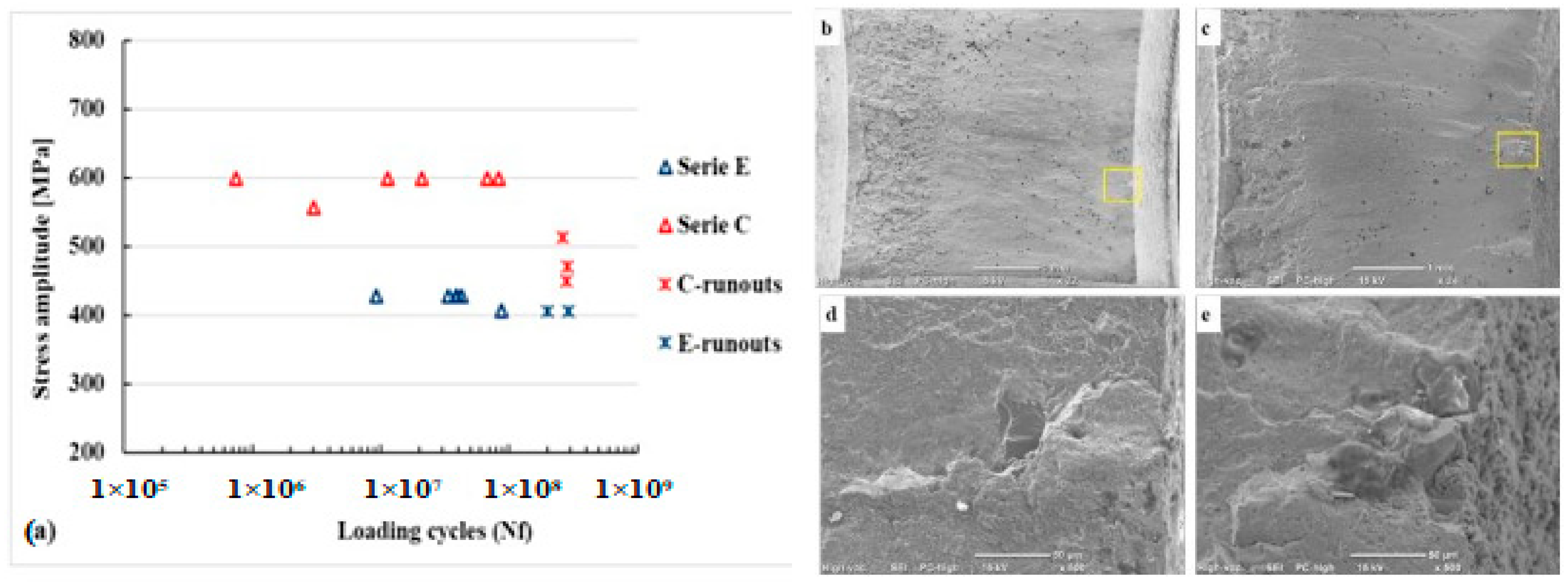
Zhang et al. [
95] performed a fatigue test on Cr-coated SS316 and investigated the failure mechanism. The mechanism of fatigue crack initiation consisted of surface extrusion and intrusion. A flat dogbone-shape specimen was prepared using an SS316 sheet [
96]. The fatigue test was conducted on two groups of stainless steel; the uncoated specimen was considered in the first group, while a thin layer of polycrystalline Chromium coating specimen was considered inthe second group. The bending rotating test was performed on an LFE-150 fatigue testing machine [
97] with a variable motor speed at a 20 Hz frequency. The fatigue life cycle of the chromium-coated specimen at a lower stress amplitude (260 MPa) was 2 × 10
6 cycles more than the uncoated specimen. However, at a high-stress amplitude (460 MPa), the fatigue life of the uncoated specimen was longer than that of the Cr-coated specimen. The density of the polycrystalline chromium coating and the height of the surface extrusion increased as the stress amplitude increased. It was reported that the fatigue life initially improved due to the coating.
Ding et al. [
98] conducted a fatigue test on TC17 specimens, both with and without scratches, and also analyzed the wear and tear damage parameters using Murakami’s hypothesis. They found that the presence of micromechanical scratches reduced the fatigue life of TC17 in the high-cyclefatigue zone. A new approach was proposed by the study, which defines fatigue damage from microscopic scratches as the square root of the triangle area of the scratch section. The proposed model demonstrated a good correlation between experimental and predicted data.
Hu et al. [
99] evaluated the effect of selective laser melting technology on Ti-6Al-4V. The selective laser melting technology leads to lower fatigue life. The lower fatigue life is mainly due to manufacturing defects and the lack of fusion defects. It was also found that the low porosity, random distribution of defect size, and position also lead to lower fatigue life. The resistance to fatigue life was found using numerical modeling, in which the stress intensity factor was considered. The account of stress intensity factor also considered defect size and location, which were responsible for the lower fatigue life. In contrast, the nominal stress amplitude could not show resistance to fatigue life.
Kim et al. [
100] provided recommendations on the design of a 78 kW agricultural tractor gearbox and calculated the fatigue life of the spiral bevel gear. The fatigue life was estimated for the three bevel gear specimens at five different sites, and an accelerated life test was conducted under static load conditions for sites 1 and 2. Ploughing and rotary tilling were performed at site 3 with an area of 4000 m
2, while ballet work was completed atsite 4 with an area of 14,400 m
2, and loader work was completed at site 5 with an area of 4000 m
2. The outcomes demonstrated that the fatigue life of the spiral bevel gear was 214 times longer under integrated equivalent loads and 9400 times longer under plough-equivalent loads when compared to the rated load. These findings may be useful in optimizing the design of tractor gearbox spiral bevel gears, taking into account the field-equivalent load.
Abdullah et al. [
101] compared the fatigue life of leaf springs for various road load strain conditions (highway, campus, and rural) using reliability and hazard assessment parameters. The leaf springs were broken due to the high speed of the speed breakers. The failure mode of leaf springs was calculated using the Coffin–Manson, Morrow, and Smith–Watson–Topper (SWT) methods. The Coffin–Manson model’s fatigue life was longer than the other two models. According to the SWT approach, the fatigue life of a highway road is 99.70% and 99.62% higher than that of a campus road and rural road, respectively. The reliability cycle-until-failure danger rate’s 3D distribution contour was found to increase the leaf spring’s durability.
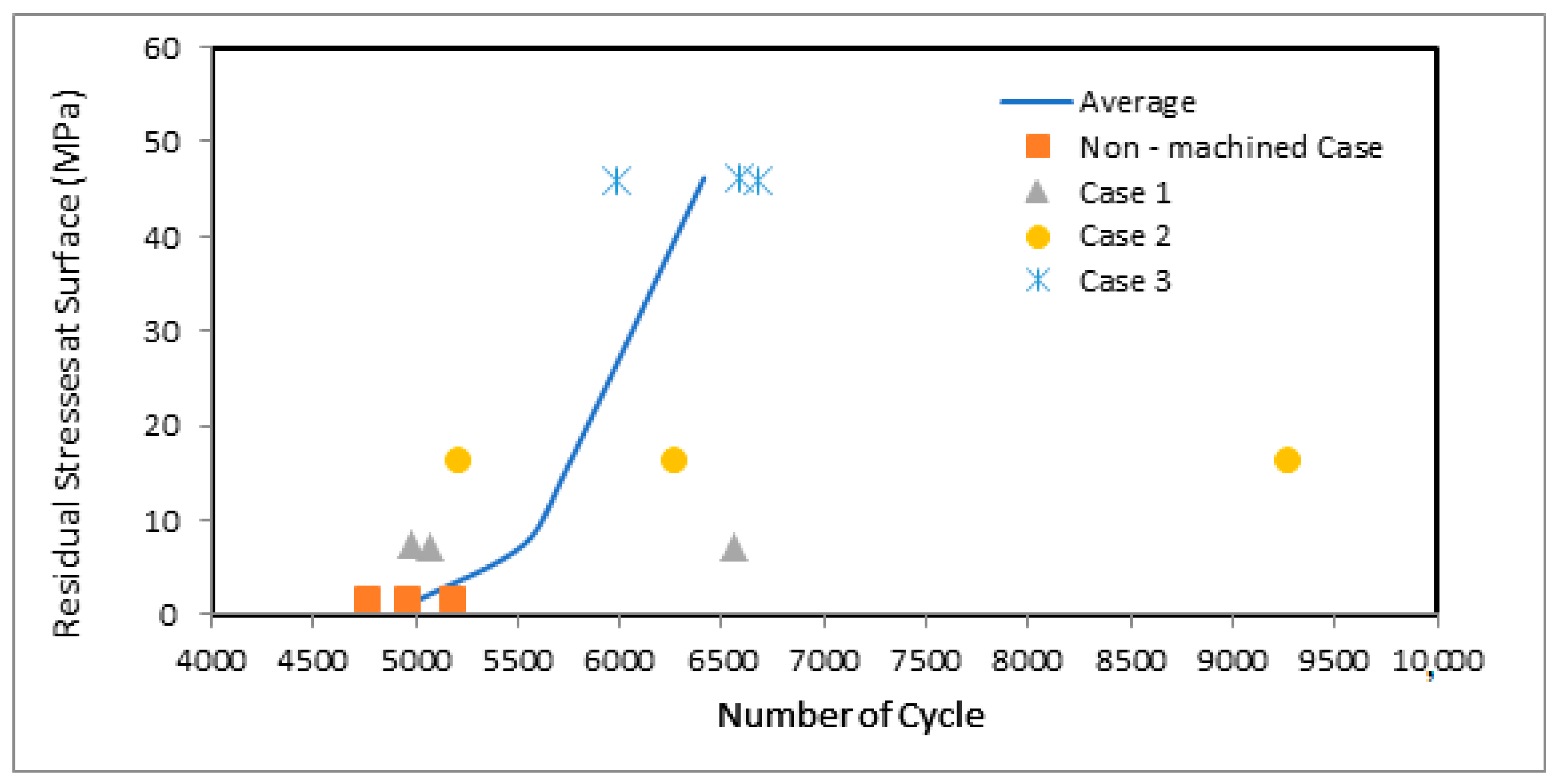
Berry et al. [
15] investigated the effect of residual stresses on the fatigue life of aluminum alloys. A specimen of an aluminum 7075 bar was made for the testing of the fatigue life cycle using a three-point bending test, as shown in
Figure 17. The three-point bending test was carried out three times on machined and un-machined surfaces. After the experiment, it was noted that the fatigue life had increased due to an increase in residual surface stresses. The fatigue life of the specimen depends on the crack initiation. The machined surface depicted the crack initiation at the corner of the surface, whereas the unmachined surface showed it at the center. As shown in
Figure 18, an increase in the residual stress surface led to a longer fatigue life in the machined surface specimen than in the unmachined surfaces.
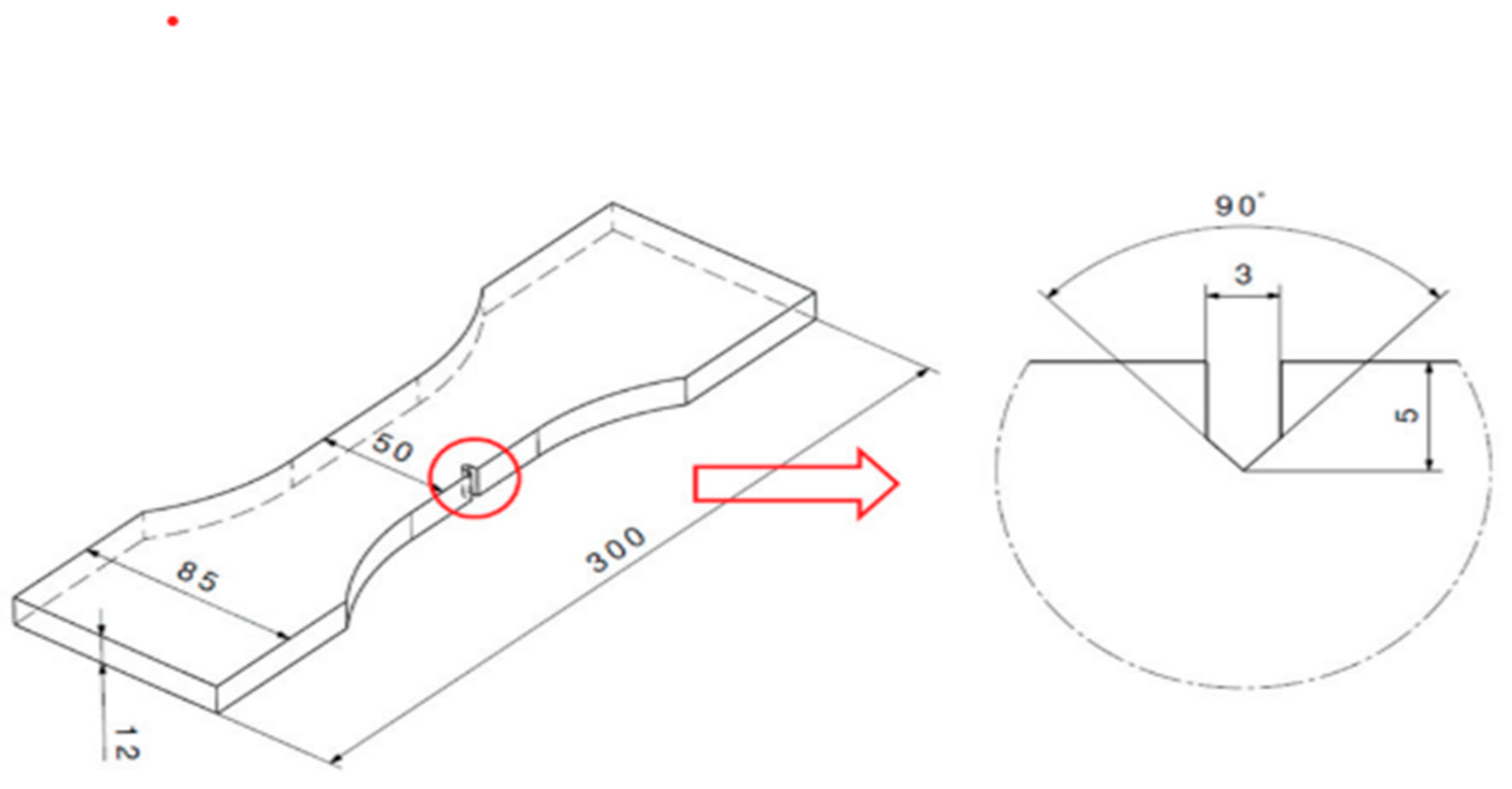
Simunek et al. [
6] conducted a fatigue test on flat mild steel S355 specimens with V-shaped and semi-elliptical notches subjected to continuous and varying amplitude loading. The study shows that the presence of beach markings inside the fractured area can speed up, slow down, or even stop crack propagation depending on the load sequence. Single-edge notch tension (SENT) specimens were used, with the V-notch wire eroded into one of the specimen’s edges, as shown in
Figure 19. Two crack gauges were installed on either side of the specimen’s surface, and the crack length offset was assumed to represent the observed value after pre-cutting for the numerical and analytical investigation [
98,
99]. The study performed two tests under constant-amplitude loading (CAL) at stress levels of 150 MPa and 100 MPa, respectively. Additionally, a synthetic test with variable-amplitude loading (VAL) was designed for both stress amplitudes, using block lengths of 20,000 load cycles for each alternating stress level, starting with the highest stress level. The residual service life obtained from the CAL test at 100 MPa was almost four times longer than that obtained from the test at 150 MPa. The VAL specimen had a higher start crack propagation rate than the equivalent CAL specimen at 150 MPa, which can be attributed to the slightly longer crack initiation in the CAL test specimen.
Wang et al. [
102] investigated the effect of lanthanum oxide on contact fatigue damage to ferrous alloy-coated wheel and rail specimens under oil lubrication conditions. Laser cladding was used to cover the Fe-based alloy, which makes the rails more resistant to wear. The utilization of lanthanum oxide offers ease of application and the ability to enhance the microstructure and grain boundary of cladding materials, making it advantageous. Untreated specimens of wheels and rails have numerous visible fatigue cracks, whereas specimens with no lanthanum oxide coating are identified by their fatigue cracks. On the other hand, specimens coated with lanthanum oxide do not have any visible fatigue cracks. When lubricated with oil, the addition of 1.2% lanthanum oxide in Fe-based alloys results in the wheel and rail samples having the most favorable fatigue resistance properties.
Tanaka and Mura [
103] investigated fatigue fracture initiation in ductile materials using slip plastic flow concepts. The dislocation dipole layers become free surfaces when the surface energy and the stored energy equalize, which happens when the fracture begins to form [
104,
105].
Yao et al. [
106] examined how damage caused by heat affected the dynamic fracture toughness. The experiment was conducted in a split Hopkinson pressure bar using mortar from notch specimens that had undergone heat treatment. X-ray computer tomography was used to assess chemically and thermally induced microcracks. The fracture hardness appeared to decline. This is because of the heat treatment and fracture damage, which together had the effects of microcracking, chemical alterations, and a decline in the binding property.
A. Zanichelli et al.’s [
107] research work involved the production and endurance testing of four types of specimens: plain specimens, sharp-notch specimens (with a root radius of 0.07 mm), circular-notch specimens (with a root radius of 2 mm), and blunt-notch specimens (with a root radius of 5 mm). The root mean square error method (TRMS) was utilized for accurate assessment. Overall TRMS values for plain and blunt-notched specimens were less than 2, while circular-notched specimens showed slightly higher values, and specimens with a sharp notch had values lower than 3, indicating satisfactory outcomes. Furthermore, it appears that the accuracy level remained largely unaffected by the load design. This observation underscores the robustness of the methodology, as it consistently delivered satisfactory results irrespective of specimen type, loading conditions, degree of multiaxiality, or non-proportionality.
S. Abazari et al. [
108] investigated the impact of the short-fiber concentration of Al
2O
3 on the high-cycle fatigue properties of AZ91D alloy. Their findings indicated that adding reinforcement improved the matrix’s fatigue strength. Moreover, they observed that composite crack initiation typically occurred at the sites of agglomerated reinforcing fibers. The fatigue crack was predominantly initiated along the highest shear stress and then propagated outward from the original cracked grain. It was noted that grain boundaries played a crucial role in impeding the spread of these microcracks. Furthermore, the particle size was found to influence microstructural fatigue parameters, and grain refinement was identified as a potential method to enhance fatigue performance.
Different methods can have varying effects on the fatigue life of components.
Table 6 shows some common methods and their advantages and disadvantages.
7. Conclusions
The fatigue life of components is affected by several factors, including residual stresses, hardness, temperature, and hardfacing. Designers and engineers must take these factors into account when designing components for high-cycle fatigue applications. Residual stresses can occur during the manufacturing process. During manufacturing, these internal stresses may result in a combination of both compressive and tensile stresses. Residual stresses have both positive and negative effects on the fatigue life of components. The presence of compressive residual stresses increases the fatigue life of components via the retardation of the formation of microcracks.
High temperatures significantly reduce the fatigue life of components, particularly in materials with low thermal conductivity. This is because elevated temperatures increase the rate of crack growth and lead to premature failure. In addition, thermal expansion and contraction generate residual stresses, which further reduce the fatigue life of components.
The hardness of materials has a significant effect on the fatigue life of structural components. Hard materials are more susceptible to fatigue failure because they have less ductility and are less able to absorb energy when they undergo cyclic loading. This is the cause of more rapid crack initiation and propagation, leading to a shorter fatigue life. On the other hand, materials that are too soft also have a shorter fatigue life because they are more prone to plastic deformation and experience more rapid crack growth.
The application of hardfacing generates residual stresses, which reduces the fatigue life of the component. The effectiveness of hardfacing depends on the specific application and loading conditions, particularly in high-stress applications. The type of hardfacing material also affects fatigue life. Some hardfacing materials such as chromium carbide provide excellent wear resistance but are prone to cracks under high-stress conditions, which reduce the fatigue life. Other materials such as nickel-based alloys have a better fatigue resistance but are more expensive to apply.
Future work should concentrate on developing new models and new technologies to predict the fatigue life and strength of various materials. This will be beneficial to broadening the fields of failure mode and fatigue analysis to further encompass different materials.






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}