1. Introduction
Assembly is the ultimate technical link during the manufacturing process of an aero-engine. Especially for the multistage stacking rotors typically represented by the high-pressure compressor of an aero-engine, their assembly quality may have a direct effect on the stability of an aero-engine in high-speed operation [
1,
2,
3]. Excessive misalignment and unbalance of a multistage rotor caused by improper assembly may give rise to complicated vibration and noise during rotating [
4,
5,
6]. Therefore, the coaxiality and unbalance are two important indexes to evaluate the assembly quality of an aero-engine.
Limited to the conventional assembly technology for an aero-engine, testing and dismounting need to be repeatedly conducted in most cases, making sure that the two indexes of the coaxiality and unbalance can be satisfied simultaneously [
7,
8]. Without a doubt, such a cumbersome process requires a long time and also a high cost. Therefore, reasonable assembly optimization methods or error control approaches should be developed to improve the one-time assembly acceptance rate and assembly efficiency of an aero-engine.
Many assembly error analyses and optimization methods for the multistage rotors of an aero-engine have been proposed in the current studies. The main focus in the initial studies was mainly on the control of the accumulative geometric errors formed in the assembly processes. Matrix transmission was first applied to the error analysis in multistage assemblies by Whitney et al. [
9]. Furthermore, Mantripragada and Whitney [
10] proposed a state transition model to control the accumulative geometric errors in mechanical assemblies. On the basis of the above model, Chase et al. [
11] also considered small kinematic adjustments in the tolerance analysis of the two-dimensional (2D) and three-dimensional (3D) mechanical assemblies. Hussain et al. [
12] put forward the concept of “straight-build assembly” for the first time, and developed an accumulative eccentricity error control model for a 2D axisymmetric multistage rotor. Moreover, the root mean square of the eccentricity errors of the 2D rotors at every stage was used to represent the assembly accumulative error by Hussain et al. [
13]. Furthermore, Hussain et al. [
14] compared the accumulative eccentricity errors calculated by five different assembly strategies. Their numeral results verified the advantage of the “straight-build assembly” again. Yang et al. [
15] proposed another assembly optimization strategy of “parallelism-build assembly” based on the above 2D assembly error control model. Compared with the “straight-build assembly”, the “parallelism-build assembly” had better effect on the optimization of the accumulative angle error. The 2D assembly error control model used in Ref. [
12] was further modified into a 3D model by Yang et al. [
16]. Then, in combination with tolerance analysis, it is assumed that the critical dimensions of the rotors at different stages are in normal distribution within a specified tolerance zone; the accumulative eccentricity error of a multistage rotor was predicted by a Monte Carlo method. Yang et al. [
17] also probed into how quantitative distribution of circumferential assembly orientations affects accumulative eccentricity error of an assembly. In addition, Yang et al. [
18] proposed a probability density function for accumulative eccentricity error of the last-stage rotor. Their calculated results were proved to be highly consistent with that by using the Monte Carlo method. Jin et al. [
19] established an assembly error analysis model concerned with partial parallel chains for an aero-engine. In order to minimize the accumulative eccentricity error and verticality error for a multistage rotor, Sun et al. [
20] developed an assembly optimization model by using a neural network.
In essence, all the optimization methods and models described in the studies above fall into a field of the tolerance analysis. These methods are more suitable for the tolerance allocation in the design phase of the parts of an aero-engine. However, the optimal assembly angles of the rotors at each stage could not be directly obtained by these methods. Wang et al. [
21] proposed an optimization model for the coaxiality error of a multistage rotor. Taking the coaxiality error as the optimization objective, the optimal assembly angles of each rotor were obtained. Furthermore, the sensitivity of the coaxiality error to the optimal assembly angles of a multistage rotor was analyzed by Sun et al. [
22].
In addition, the control of the geometric errors of a multistage rotor alone may not be able to completely suppress the vibration, and the control of unbalance is more critical. Liu et al. [
23] proposed an assembly optimization method to minimize the unbalance of a multistage rotor. However, the center-of-mass coordinates of each rotor were not obtained by actual measurement in this study. In order to overcome this defect, Sun et al. [
24] used a vertical dynamic balancing machine to measure the mass attributes of rotors at different stages; on this basis, an assembly approach was proposed for the purpose of optimizing both the coaxiality and unbalance of a multistage rotor. Piskin et al. [
25] proposed an unbalance optimization method for turbine blades by using the ant colony algorithm.
According to the current research status of the assembly optimization methods for an aero-engine described above, the development of the assembly error propagation model, the selection of the optimization datum during assembly and the construction of the objective function were the three main works in the existing assembly optimization methods. The detailed shortcomings existing in the above three aspects in current studies were summarized as follows:
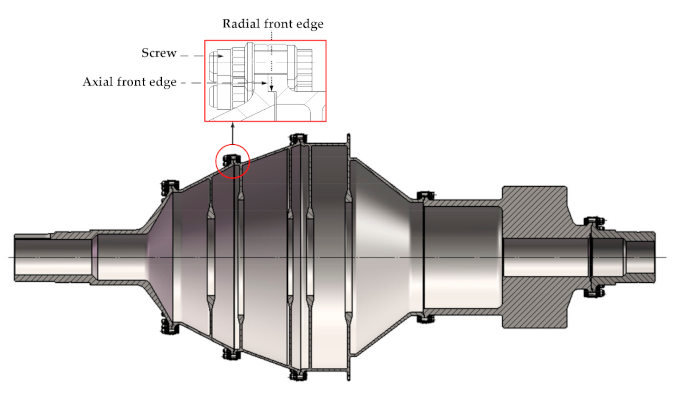
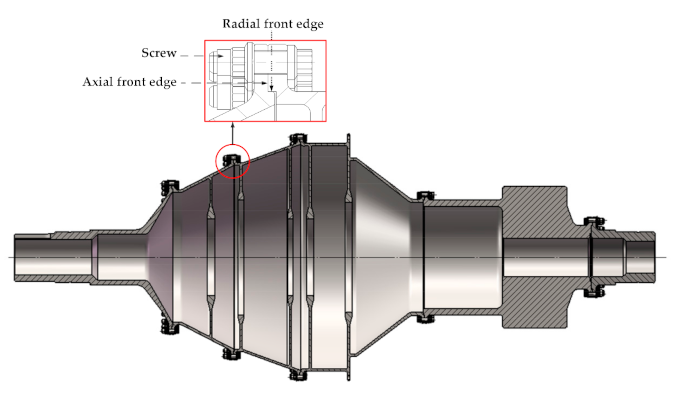
The distributed and calibrated angles of the mounting screw holes of each rotor were not considered in the existing assembly error propagation models;
It is unreasonable to equate the assembly datum for optimizing the unbalance with that for optimizing the coaxiality;
Heuristic algorithm should be applied to searching for the optimal mounting angles of the rotors at each stage in the process of the synchronous optimization of the coaxiality and unbalance.
In order to solve the above problems, an assembly method for a multistage rotor of an aero-engine is proposed to synchronously optimize the coaxality and unbalance in this paper. In
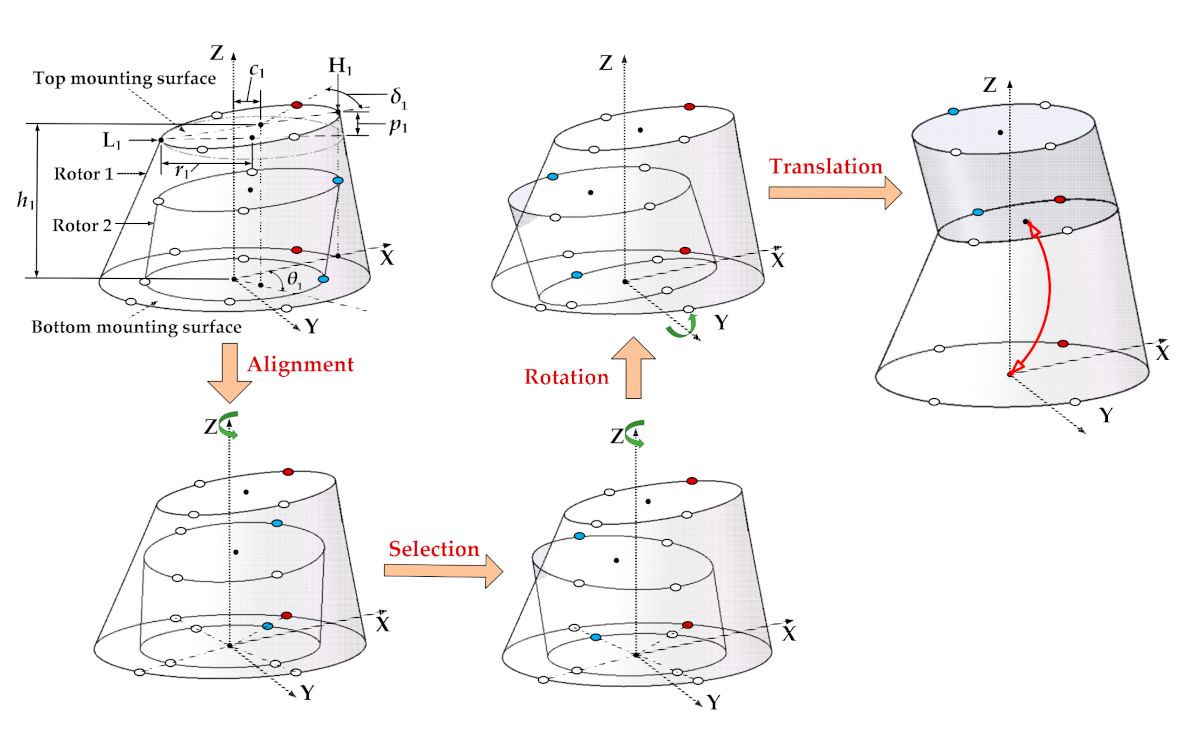
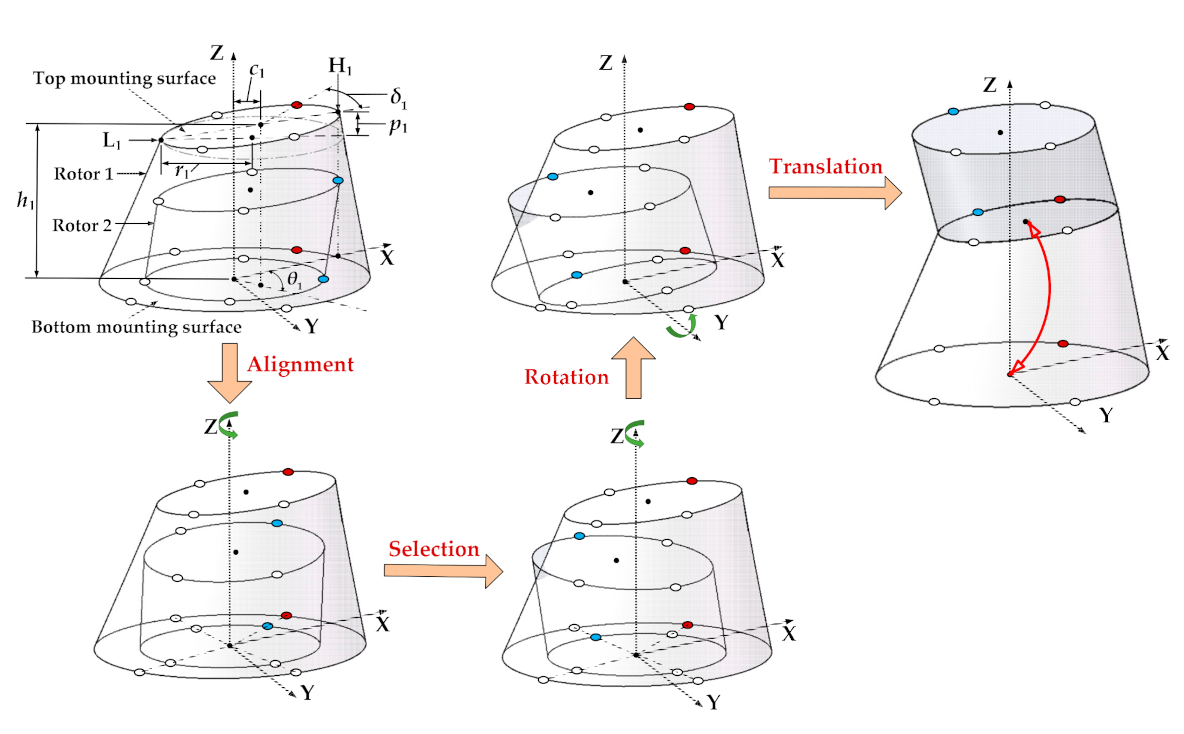
Section 2.1, we developed a coordinate transmission model to predict the coordinates of any points in the rotors at each stage after assembly. In
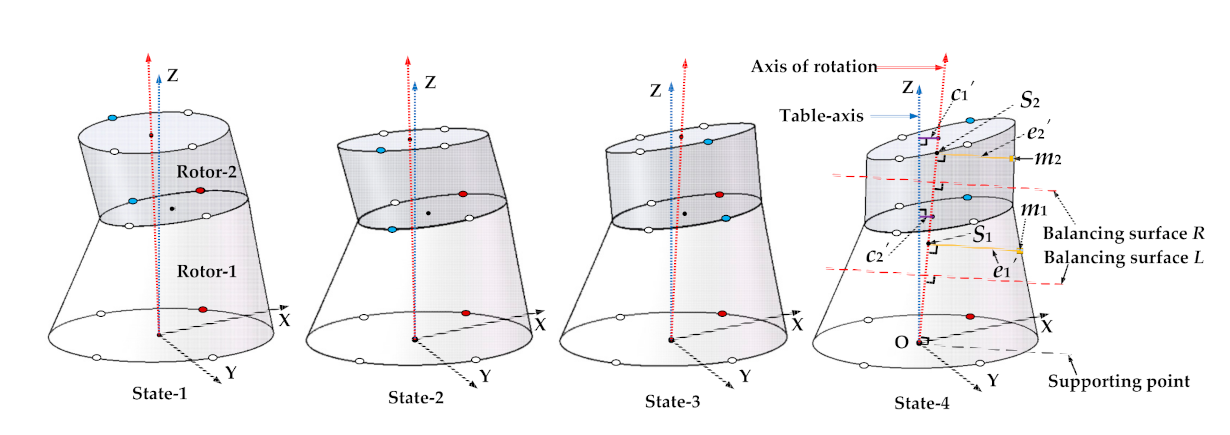
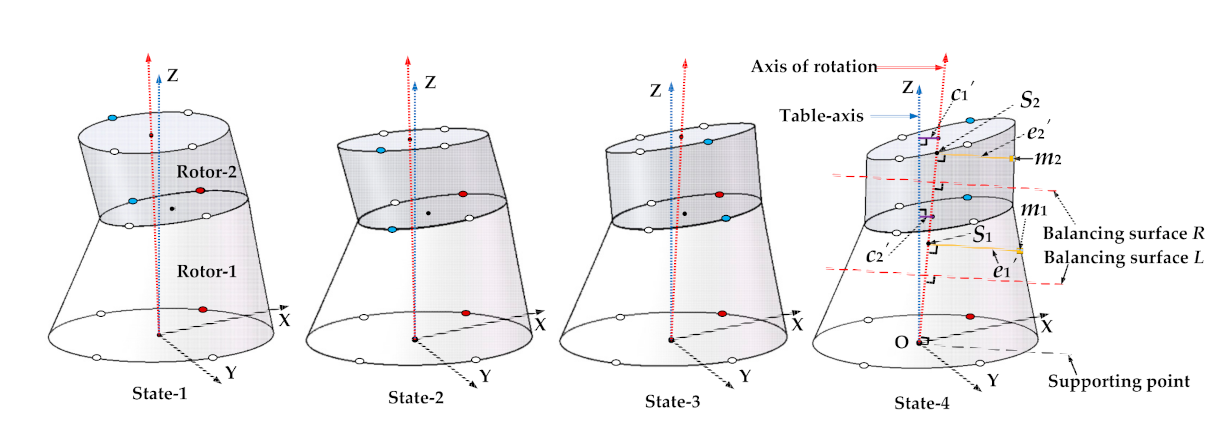
Section 2.2, we proposed two different assembly optimization data for the coaxiality and unbalance, and established a dual objective evaluation function of that. In
Section 3, the synchronous optimization for the coaxiality and unbalance was achieved by using a genetic algorithm, and the effectiveness of the proposed assembly optimization method was verified by the simulations and experiments. In addition, the Monte Carlo simulations based on normally distributed random variables are performed to assess the performance of the proposed optimization method.
4. Discussion
In this section, we summarized three main works in this study and discuss the innovation of that compared with the existing studies. In addition, ideas about the future work were proposed.
For the first problem raised in the Introduction, we put forward the alignment process of the mounting screw holes of the adjacent rotors during the initial assembly, which is very important to the selection of the initial assembly angles of the rotors at each stage. Then, the distributed and calibrated angles of the mounting screw holes of the rotors at each stage are introduced into the coordinate transmission model. In this way, the optional assembly angles of rotors at each stage are the discrete variables formed by the multiples of the distributed angles of the mounting screw holes, which is completely consistent with that in the actual assembly. However, the assembly angles of each rotor were the continuous variables in the existing studies. It did not explain how to determine the initial assembly angles of each rotor after alignment, and did not give the exact relationship between the geometric parameters and the calibrated screw holes.
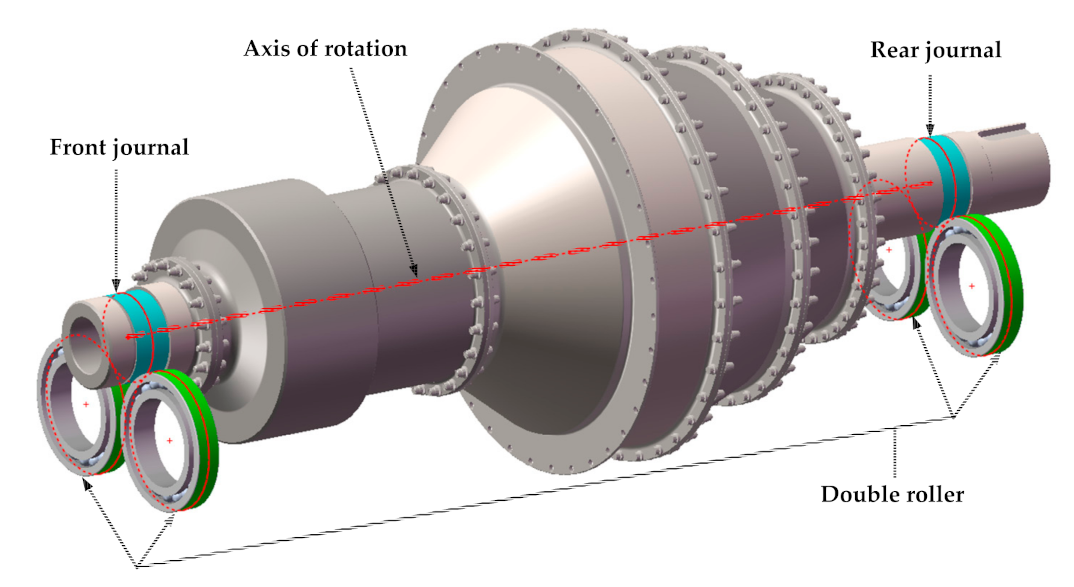
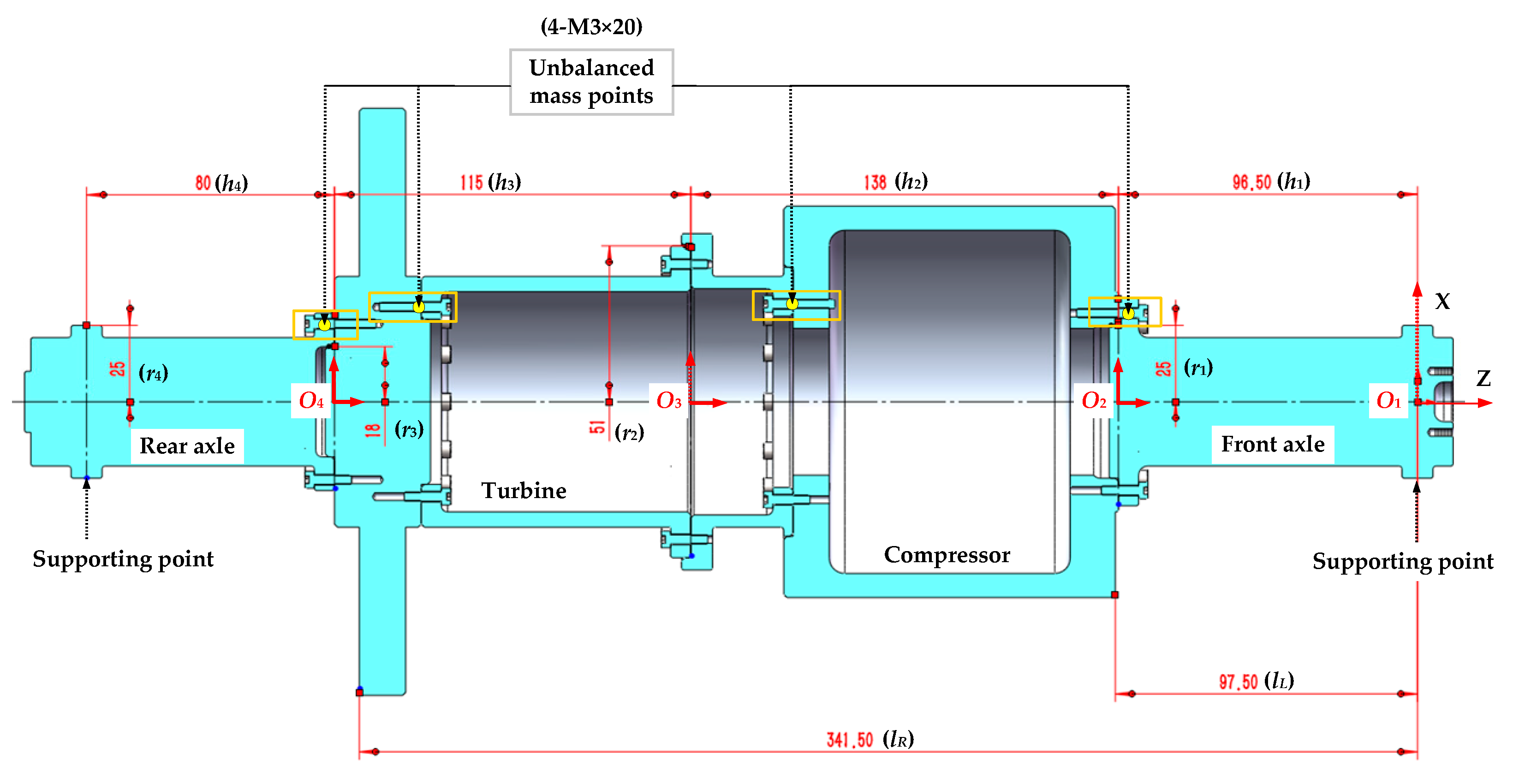
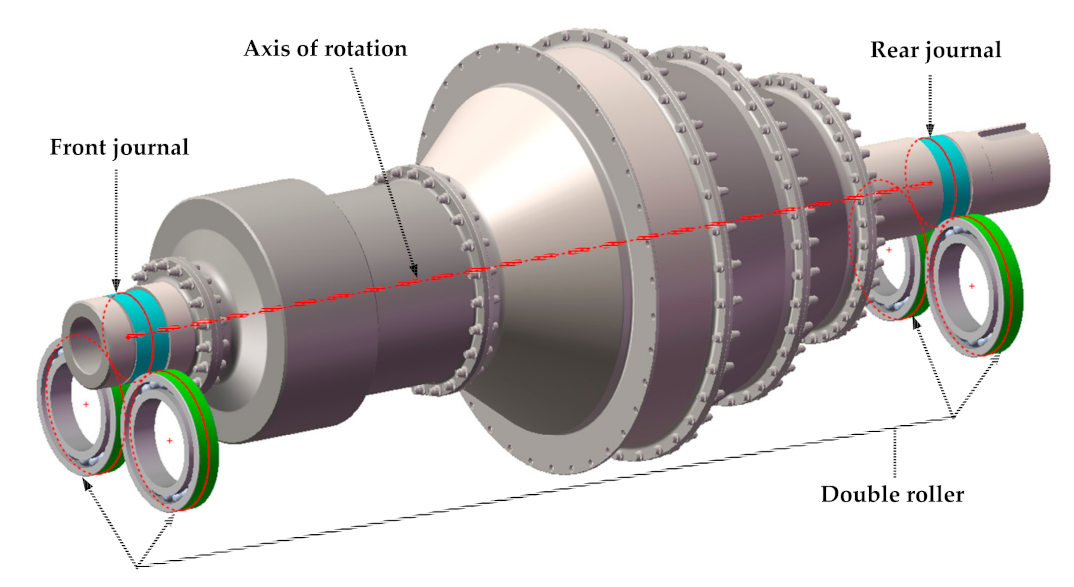
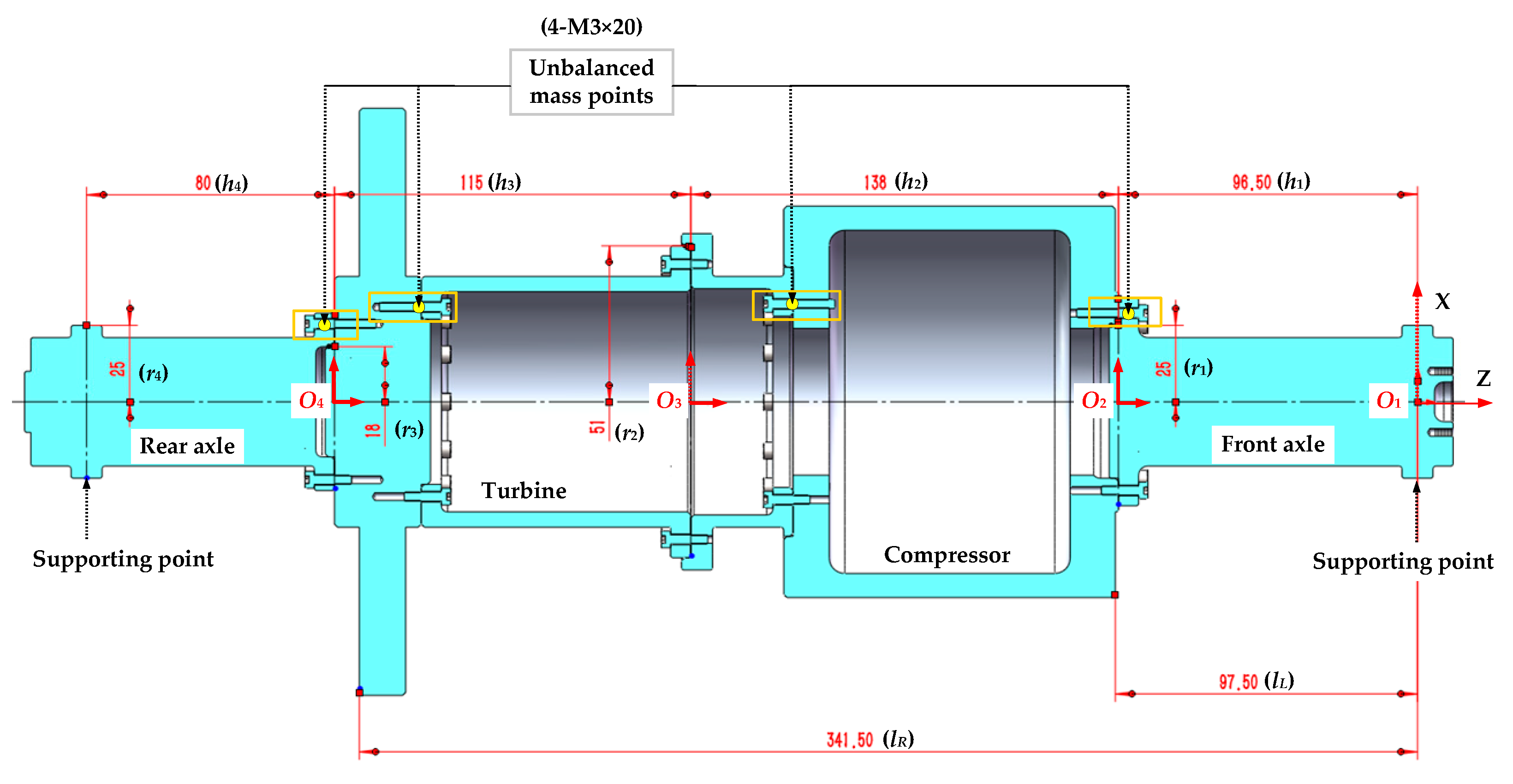
For the second problem raised in the Introduction, we proposed an assembly datum to be used for optimizing the unbalance, which is different from that for optimizing the coaxiality. The unbalance in two-plane measured by a dynamic balancing machine must be perpendicular to the axis of rotation of the measured rotor. Such an axis of rotation is just a line connecting the centroid of the journals of the front and rear axles. Therefore, this axis should be used as the assembly datum for optimizing the unbalance to ensure that the experimental conditions are consistent with the simulation conditions. However, the optimization datum for the unbalance was equated with that for the coaxiality in the current studies.
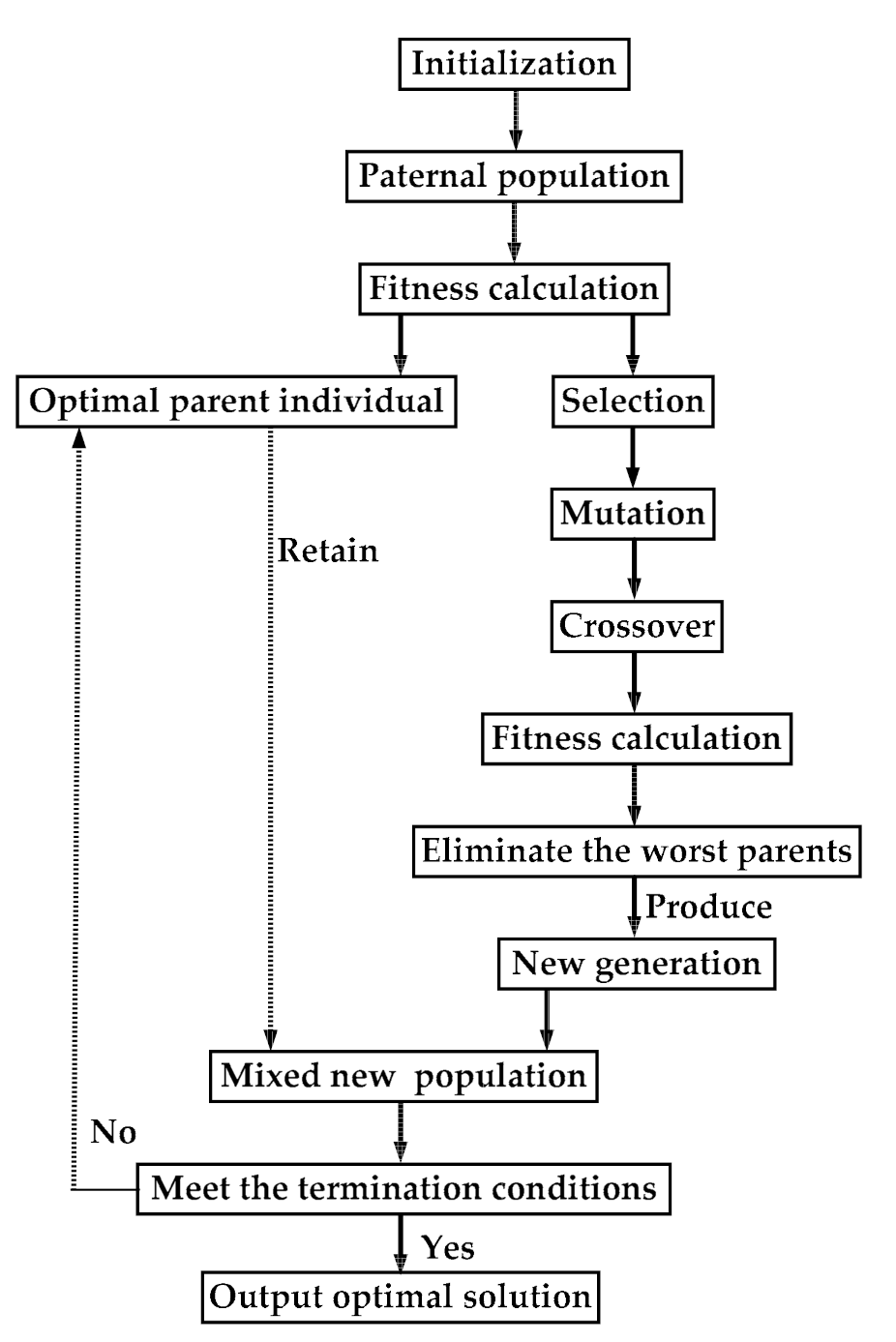
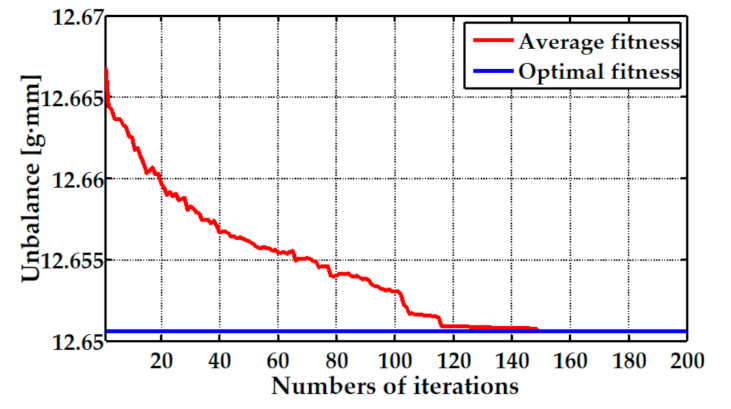
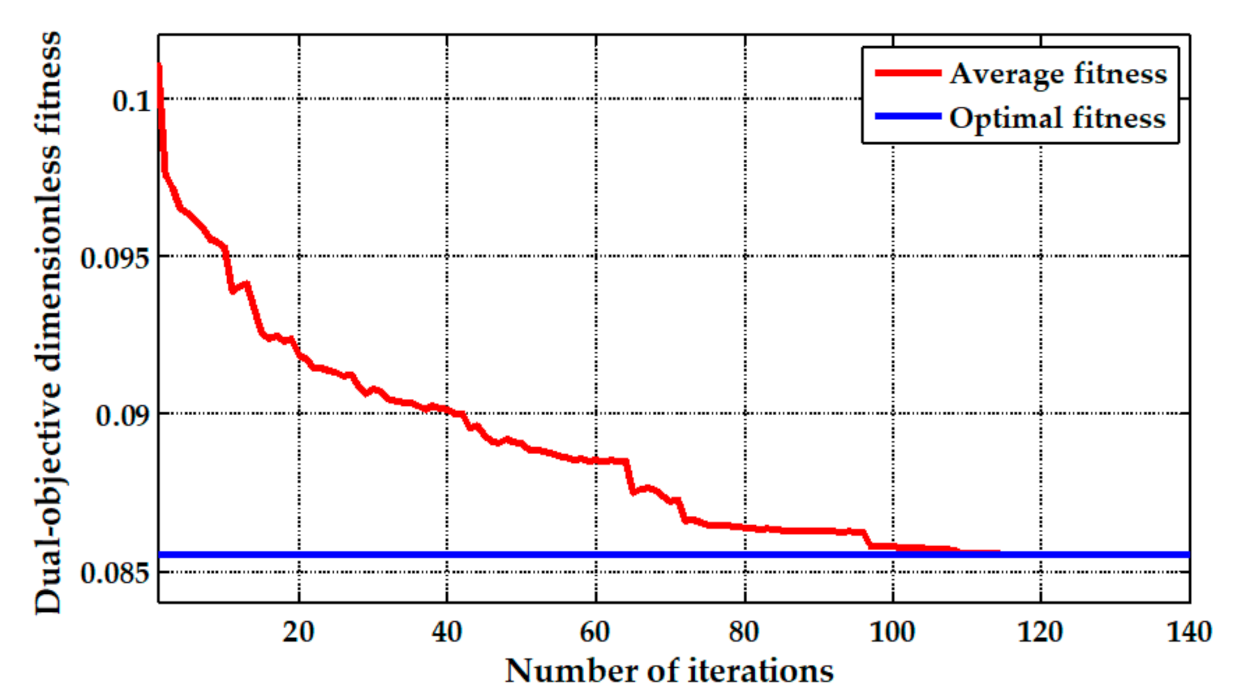
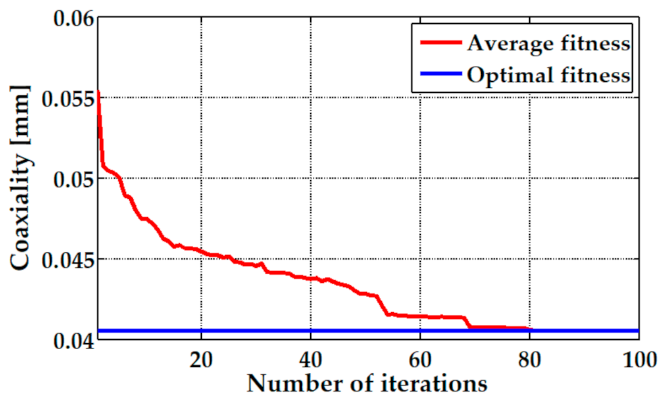
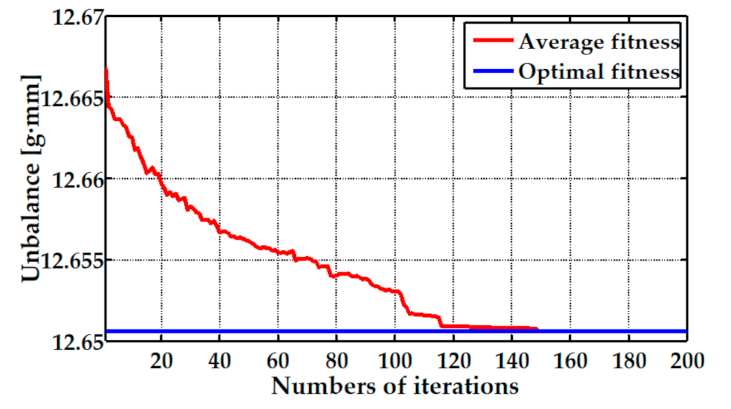
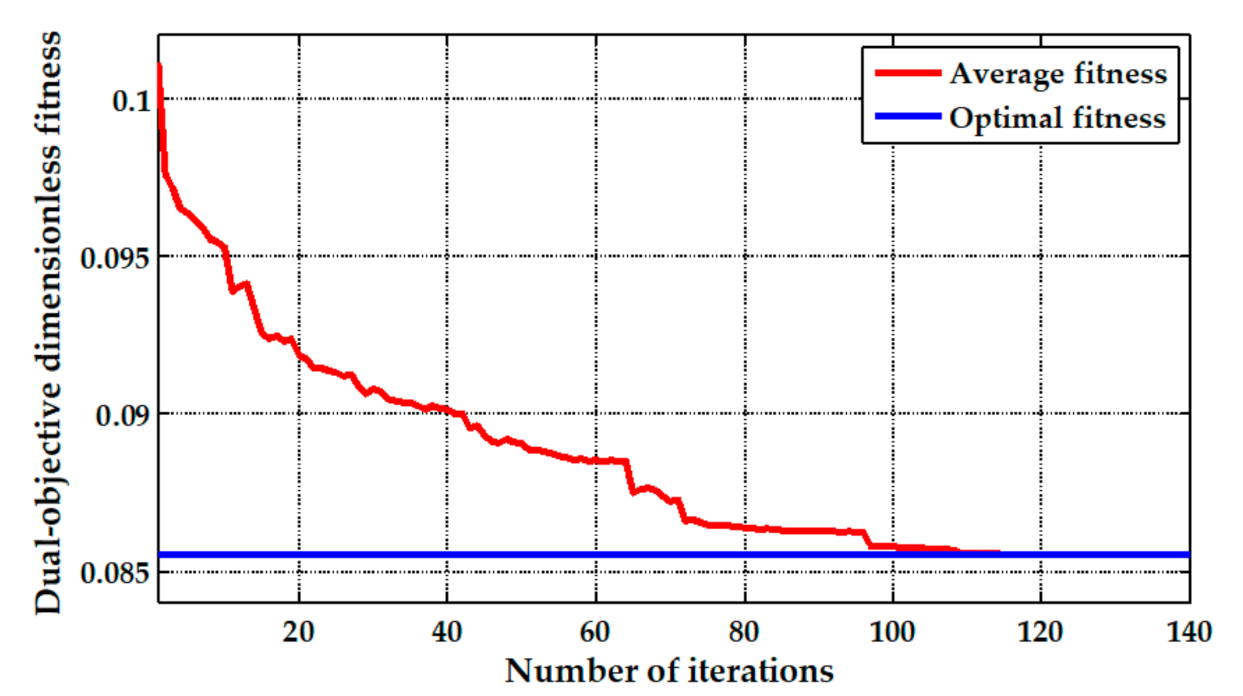
For the third problem raised in the Introduction, we proposed a dual objective optimization model by using a genetic algorithm to achieve the synchronous minimization of the coaxiality and unbalance of a multistage rotor. The simulation results show that the optimization processes of the single-objective and the dual objective optimization all had a good convergence. Furthermore, the influence of the measurement errors on the stability of the genetic optimization was also investigated by using a Monte Carlo method.
Our future work plan is to combine the coordinate transmission model proposed in this paper with the rotor dynamics equation, and use the finite element method to investigate the influence of the changes of the displacements of nodes and the unbalance on vibration of a multistage rotor of an aero-engine in the flexible state of the high-speed operation. Furthermore, we will take the vibration of the key node in the high pressure rotor system as the optimization objective and calculate the optimal assembly angles of rotors at different stages.





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}