
X-ray Computed Tomography Method for Macroscopic Structural Property Evaluation of Active Twist Composite Blades

 , ,
, , 
Abstract
1. Introduction
2. Digital Reconstruction of the Blade
2.1. General Features of STAR Blades
2.2. X-ray CT Scan and Image Processing
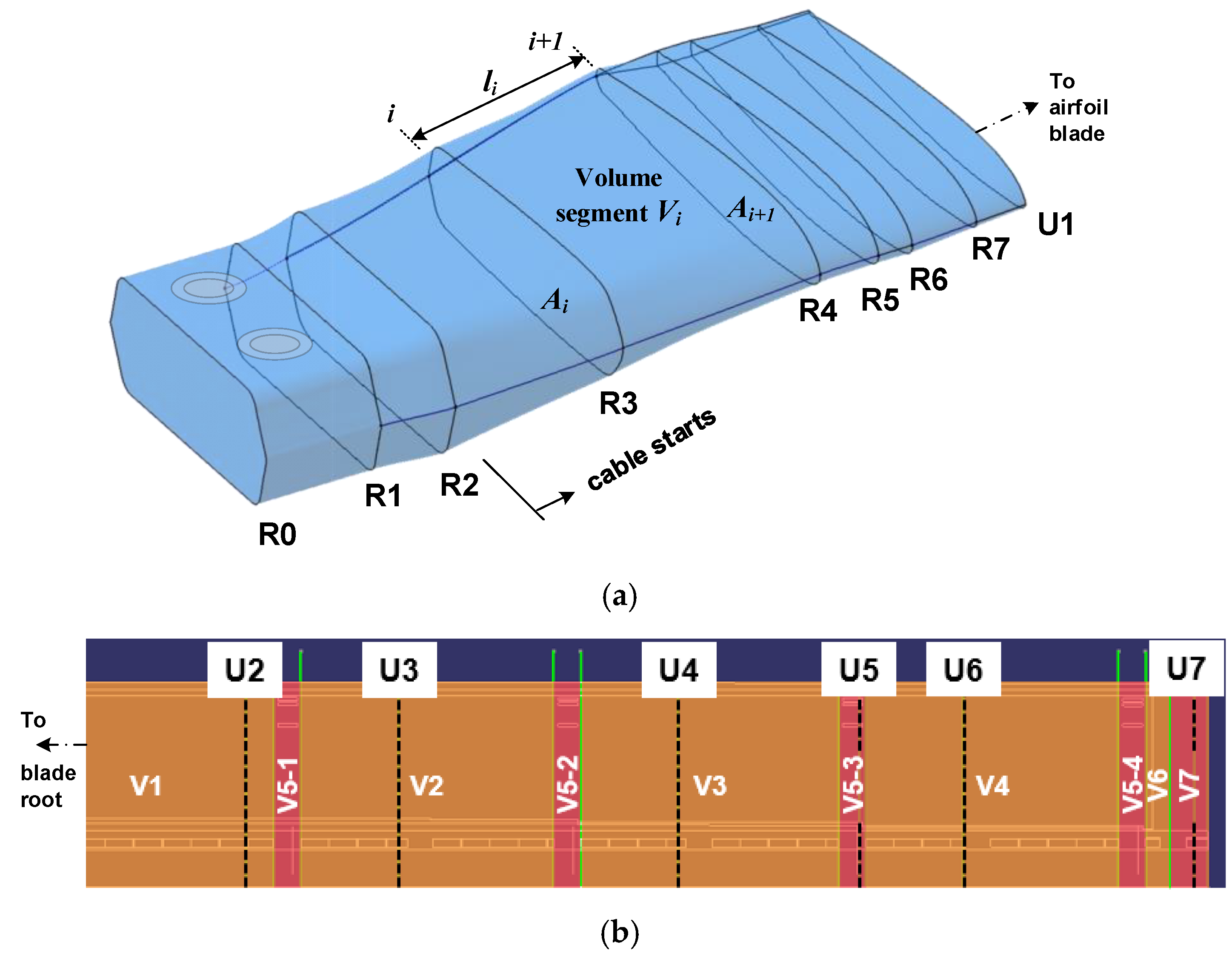
2.3. Two-Dimensional (2D) Cross-Sectional Analysis
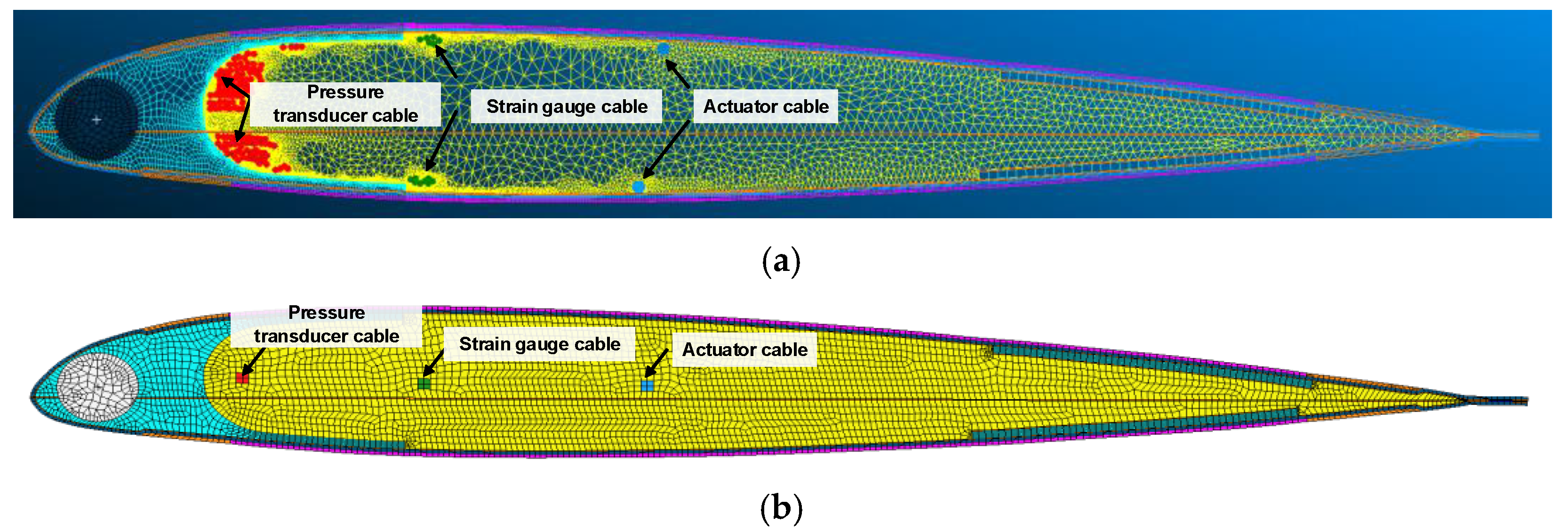
2.4. Modeling Sensor and Actuator Cables
2.5. Composition of FE Cross-Sectional Analysis Model
3. Measurement of Blade Structural Properties
4. Results and Discussion
4.1. Estimation of Blade Structure and Cable Weight
4.2. Blade Structural Properties
4.3. Model Sensitivity Analysis
5. Conclusions
- (1)
- Digitally replicated, high-precision analytical models of a STAR II blade were obtained from the image processing framework proposed in this study. The constructed sectional FE model reflected much of the physical, fabricated STAR blades, including sensor and actuator cables, detailed lamination geometry of composites, and manufacturing imperfections.
- (2)
- The fidelity of the digitally reconstructed model was assessed by correlating the predicted blade weight with measured data. The predictions showed an excellent agreement with the measured weights. A breakdown of the predicted weight revealed that the cables constitute 15.3% of the total blade weight.
- (3)
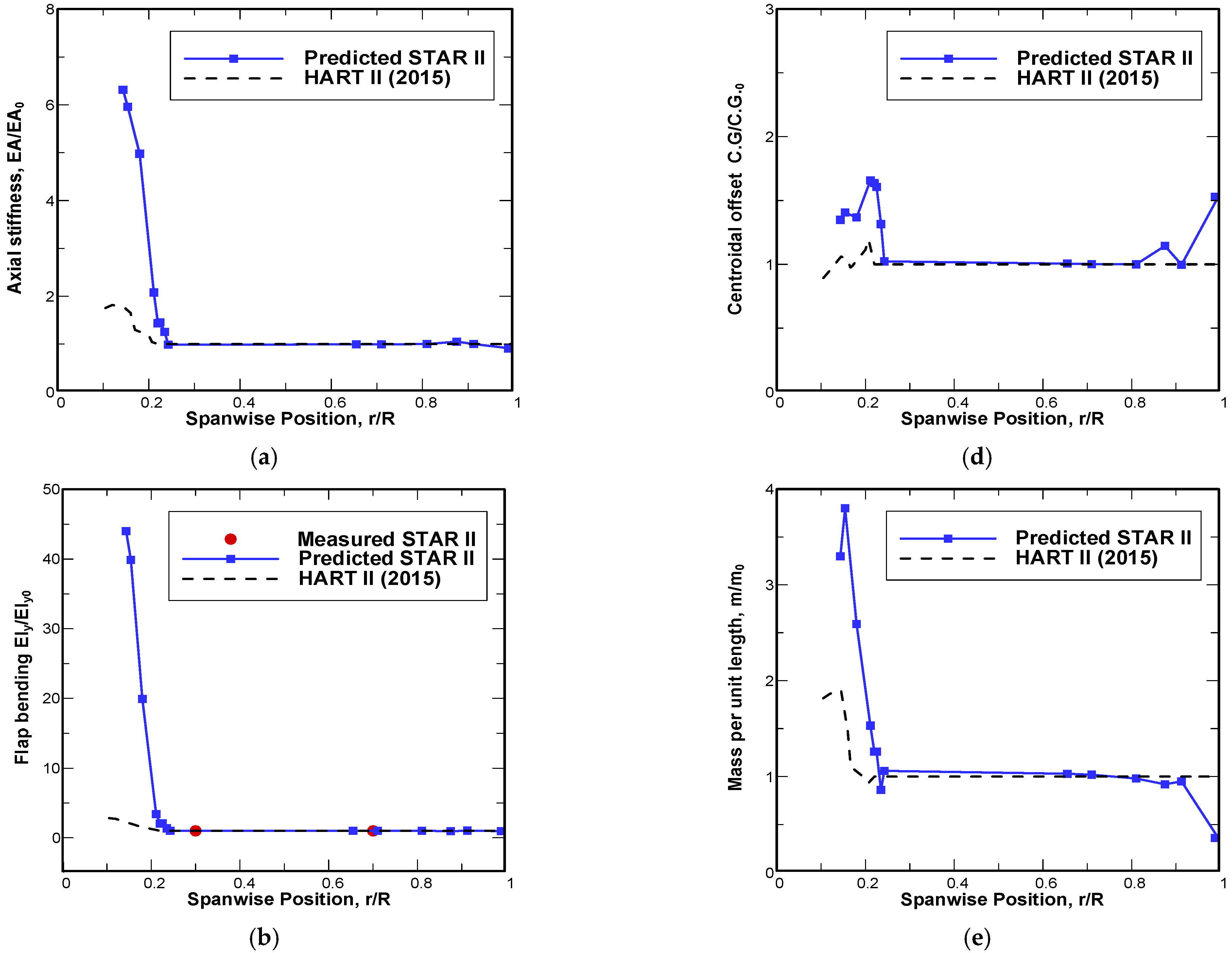
- The measured elastic axis location exhibited substantial deviations between the flap-up and flap-down measurements for some unidentified reason. The averaged results between the two measurement configurations were in good agreement with the predicted position at 20.08% chord. The predicted stiffness results showed a reasonable correlation with the measured data. The discrepancy was about 8.1% with the measured flap bending. The spanwise distributions of the estimated blade properties were identified and compared with those of earlier HART II blades.
- (4)
- The sensitivity of modeling secondary elements (e.g., sensor cables, nose weight) and misfits (manufacturing imperfections) in the TE spar on the blade structural properties was examined for a cross-section at 0.912R (U6). The impact was found to be non-negligible for the parameters considered. Neglecting their respective effects in the section analysis led to a 4.3% error in mass for the cables and a 6.3% error in axial rigidity for the nose weight. The introduction of small misfits (about 1.5 mm) in the TE spar resulted in an error of 1.95% in the chord bending stiffness, which is non-negligible due to the large offset from the elastic axis.
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Nomenclature
| A | Cross-sectional area |
| EL, ET, GLT | Elastic moduli (E, G) in longitudinal (L) and transverse (T) directions |
| EA | Axial stiffness |
| EIy, EIz | Blade bending stiffness in y and z directions |
| GJ | Torsional stiffness |
| Iy, Iz | Sectional MOI in y and z coordinates |
| l | Blade length |
| m | Mass |
| R | Rotor radius |
| t | Wall thickness |
| yi, zi | Cross-sectional coordinates |
| δ | Blade displacement |
| ϕ | Elastic twist angle |
| ρ | Material density |
Abbreviations/Acronyms
| ATR | Active Twist Rotor |
| CAD | Computer-Aided Design |
| CFRP | Carbon Fiber-Reinforced Composites |
| CG | Center of Gravity or Mass Center |
| CT | Computed Tomography |
| DLR | German Aerospace Center |
| DNW | German–Dutch Wind Tunnel |
| FE | Finite Element |
| HART | Higher-harmonic Aeroacoustic Rotor Test |
| IGES | Initial Graphics Exchange Specification |
| LE | Leading Edge |
| MFC | Macro Fiber Composite |
| MOI | Moment of Inertia |
| OML | Outer Mold Line |
| RGB | Red Green Blue |
| SC | Shear Center (or Elastic Axis) |
| STAR | Smart Twisting Active Rotor |
| TC | Tension Center |
| TE | Trailing Edge |
| UD | Unidirectional |
References
- Chopra, I. Review of state of art of smart structures and integrated systems. AIAA J. 2002, 40, 2145–2187. [Google Scholar] [CrossRef]
- Goulos, I.; Bonesso, M. Variable rotor speed and active blade twist for civil rotorcraft: Optimum scheduling, mission analysis, and environmental impact. Aerosp. Sci. Technol. 2019, 88, 444–456. [Google Scholar] [CrossRef]
- Thakkar, D.; Ganguli, R. Active twist control of smart helicopter rotor—A survey. Aerosp. Sci. Technol. 2005, 57, 429–448. [Google Scholar]
- You, Y.; Jung, S.N. Optimum active twist input scenario for performance improvement and vibration reduction of a helicopter rotor. Aerosp. Sci. Technol. 2017, 63, 18–32. [Google Scholar] [CrossRef]
- Chen, P.C.; Chopra, I. Induced strain actuation of composite beams and rotor blades with embedded piezoceramic elements. Smart. Mater. Struct. 1996, 5, 35–48. [Google Scholar] [CrossRef]
- Derham, R.; Weems, D.; Mathew, M.; Bussom, R. The design evolution of an active materials rotor. In Proceedings of the American Helicopter Society 57th Annual Forum, Washington, DC, USA, 9–11 May 2001. [Google Scholar]
- Monner, H.P.; Opitz, S.; Riemenschneider, J.; Wierach, P. Evolution of active twist rotor designs at DLR. In Proceedings of the 49th AIAA/ASME/ASCE/AHS/ASC Structures, Structural Dynamics and Materials Conference, Schaumburg, IL, USA, 23–26 April 2008. [Google Scholar] [CrossRef]
- Williams, R.B.; Park, G.; Inman, D.J.; Wilkie, W.K. An overview of composite actuators with piezoceramic fibers. In Proceedings of the 20th International Modal Analysis Conference, Los Angeles, CA, USA, 8–11 February 2002. [Google Scholar]
- Riemenschneider, J.; Keimer, R.; Kalow, S. Experimental bench testing of an active-twist rotor. In Proceedings of the 39th European Rotorcraft Forum, Moscow, Russia, 3–6 September 2013. [Google Scholar]
- Hoffman, F.; Schneider, O.; van der Wall, B.G.; Keimer, R.; Kalow, S.; Bauknecht, A.; Ewers, B.; Pengel, K.; Feenstra, G. STAR hovering test—proof of functionality and representative results. In Proceedings of the 40th European Rotorcraft Forum, Southampton, UK, 2–5 September 2014. [Google Scholar]
- Lim, J.W.; Boyd, D.D.J.; Hoffmann, F.; van der Wall, B.G.; Kim, D.H.; Jung, S.N.; You, Y.H.; Tanabe, Y.; Bailly, J.; Lienard, C.; et al. Aeromechanical evaluation of smart-twisting active rotor. In Proceedings of the 40th European Rotorcraft Forum, Southampton, UK, 2–5 September 2014. [Google Scholar]
- Kalow, S.; Opitz, S.; Riemenschneider, J.; Hoffmann, F. Results of a parametric study to adapt structural properties and strain distribution of active twist blades. In Proceedings of the American Helicopter Society 72th Annual Forum, West Palm Beach, FL, USA, 18 May 2016. [Google Scholar]
- Kalow, S.; van de Kamp, B.; Keimer, R.; Riemenschneider, J. Experimental investigation and validation of structural properties of a new design for active twist rotor blades. In Proceedings of the 43rd European Rotorcraft Forum, Milan, Italy, 12–15 September 2017. [Google Scholar]
- Ullmann, T.; Jemmali, R.; Hofmann, S.; Reimer, T.; Zuber, C.; Stubicar, K.; Weihs, H. Computed tomography for non-destructive inspection of hot structures and TPS components. In Proceedings of the 6th European Workshop on Thermal Protection Systems and Hot Structures, Stuttgart, Germany, 1–3 April 2009. [Google Scholar]
- Jung, S.N.; Dhadwal, M.K.; Kim, Y.W.; Kim, J.H.; Riemenschneider, J. Cross-sectional constants of composite blades using computer tomography technique and finite element analysis. Compos. Struct. 2015, 129, 132–142. [Google Scholar] [CrossRef]
- Jung, S.N.; You, Y.H.; Dhadwal, M.K.; Riemenschneider, J.; Hagerty, B. Study on blade property measurement and its influence on air/structural loads. AIAA J. 2015, 53, 3221–3232. [Google Scholar] [CrossRef]
- van der Wall, B.G.; Lim, J.W.; Smith, M.J.; Jung, S.N.; Bailly, J.; Amiraux, M.; Boyd, D.D., Jr. The HART II international workshop: An assessment of the state-of-the-art in comprehensive code prediction. CEAS Aeronaut. J. 2013, 4, 223–252. [Google Scholar] [CrossRef]
- Jung, S.N.; You, Y.H.; Lau, B.H.; Johnson, W.; Lim, J.W. Evaluation of rotor structural and aerodynamic loads using measured blade properties. J. Am. Helicopter Soc. 2013, 58, 1–12. [Google Scholar] [CrossRef]
- Dhadwal, M.K.; Jung, S.N. Refined sectional analysis with shear center prediction for nonhomogeneous anisotropic beams with nonuniform warping. Meccanica 2016, 51, 1839–1867. [Google Scholar] [CrossRef]
- Dhadwal, M.K.; Jung, S.N. On boundary effects due to nonuniform shear and torsional warping for open section anisotropic beams. Compos. Struct. 2017, 161, 350–361. [Google Scholar] [CrossRef]
- Park, I.J.; Jung, S.N.; Kim, Y.H.D.H.; Yun, C.Y. General purpose cross-section analysis program for composite rotor blades. Int. J. Aeronaut. Space Sci. 2009, 10, 77–85. [Google Scholar] [CrossRef]
- Liu, Y.; Yuan, Y.; Guo, X.; Suo, T.; Li, Y.; Yu, Q. Numerical investigation of the error caused by the aero-optical environment around an in-flight wing in optically measuring the wing deformation. Aerosp. Sci. Technol. 2020, 98, 105663. [Google Scholar] [CrossRef]
- Kalow, S.; van de Kamp, B.; Keimer, R.; Riemenschneider, J. Next generation active twist helicopter rotor blade—simulated results validated by experimental investigation. In Proceedings of the 45th European Rotorcraft Forum, Warsaw, Poland, 16–19 September 2019. [Google Scholar]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | ELa (GPa) | ETb (GPa) | GLTc (GPa) | ρd (kg/m3) |
|---|---|---|---|---|
| UD CFRP (spar) | 177 | 9.1 | 5.08 | 1580 |
| UD GFRP (skin) | 45.17 | 11.98 | 4.13 | 2008 |
| MFC | 30 | 15.5 | 10.7 | 4700 |
| Titanium (nose weight) | 50.2 | 50.2 | 19.6 | 15,020 |
| Epoxy resin | 3.416 | 3.416 | 1.289 | 1124 |
| Polyurethane foam | 0.075 | 0.075 | 0.025 | 52 |
| Sensor cables | 12.55 | 5.1 | 4.902 | 2168 |
| Actuator cables | 8.00 | 4.7 | 3.125 | 2048 |
| Material | r1 (mm) | r2 (mm) | tresin (mm) |
|---|---|---|---|
| Sensor cables | 0.076 | 0.152 | 0.1 |
| Actuator cables | 0.152 | 0.402 | 0.1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ahn, J.H.; Hwang, H.J.; Chang, S.; Jung, S.N.; Kalow, S.; Keimer, R. X-ray Computed Tomography Method for Macroscopic Structural Property Evaluation of Active Twist Composite Blades. Aerospace 2021, 8, 370. https://doi.org/10.3390/aerospace8120370
Ahn JH, Hwang HJ, Chang S, Jung SN, Kalow S, Keimer R. X-ray Computed Tomography Method for Macroscopic Structural Property Evaluation of Active Twist Composite Blades. Aerospace. 2021; 8(12):370. https://doi.org/10.3390/aerospace8120370
Chicago/Turabian StyleAhn, Joon H., Hyun J. Hwang, Sehoon Chang, Sung Nam Jung, Steffen Kalow, and Ralf Keimer. 2021. "X-ray Computed Tomography Method for Macroscopic Structural Property Evaluation of Active Twist Composite Blades" Aerospace 8, no. 12: 370. https://doi.org/10.3390/aerospace8120370
APA StyleAhn, J. H., Hwang, H. J., Chang, S., Jung, S. N., Kalow, S., & Keimer, R. (2021). X-ray Computed Tomography Method for Macroscopic Structural Property Evaluation of Active Twist Composite Blades. Aerospace, 8(12), 370. https://doi.org/10.3390/aerospace8120370