1. Introduction
The typical aircraft cabin operative temperature is in the range of 18.3 to 26.7 °C (65 to 80 °F) [
1], whereas the external temperature is around −56.5 °C [
2]. This temperature difference can be maintained due to the presence of thermal insulation in the aircraft, leading to a sufficiently warm sidewall surface. In [
1], it is specified that the sidewall surface temperature shall not differ more than 5.6 K (10 °F) from the cabin temperature to maintain passenger thermal comfort.
The main material for insulating an aircraft is glass fiber [
3] wrapped by a cover film (e.g., [
4]). Besides the thermal protection, the insulation system provides acoustic dampening of the aircraft noise, and most importantly for certification aspects, it protects passengers in the case of fire and therefore undergoes thorough testing [
5]. These tests cover the flame propagation, heat and smoke release and burn through resistance. An insulation material may only be installed onboard the aircraft if all four tests are successfully passed.
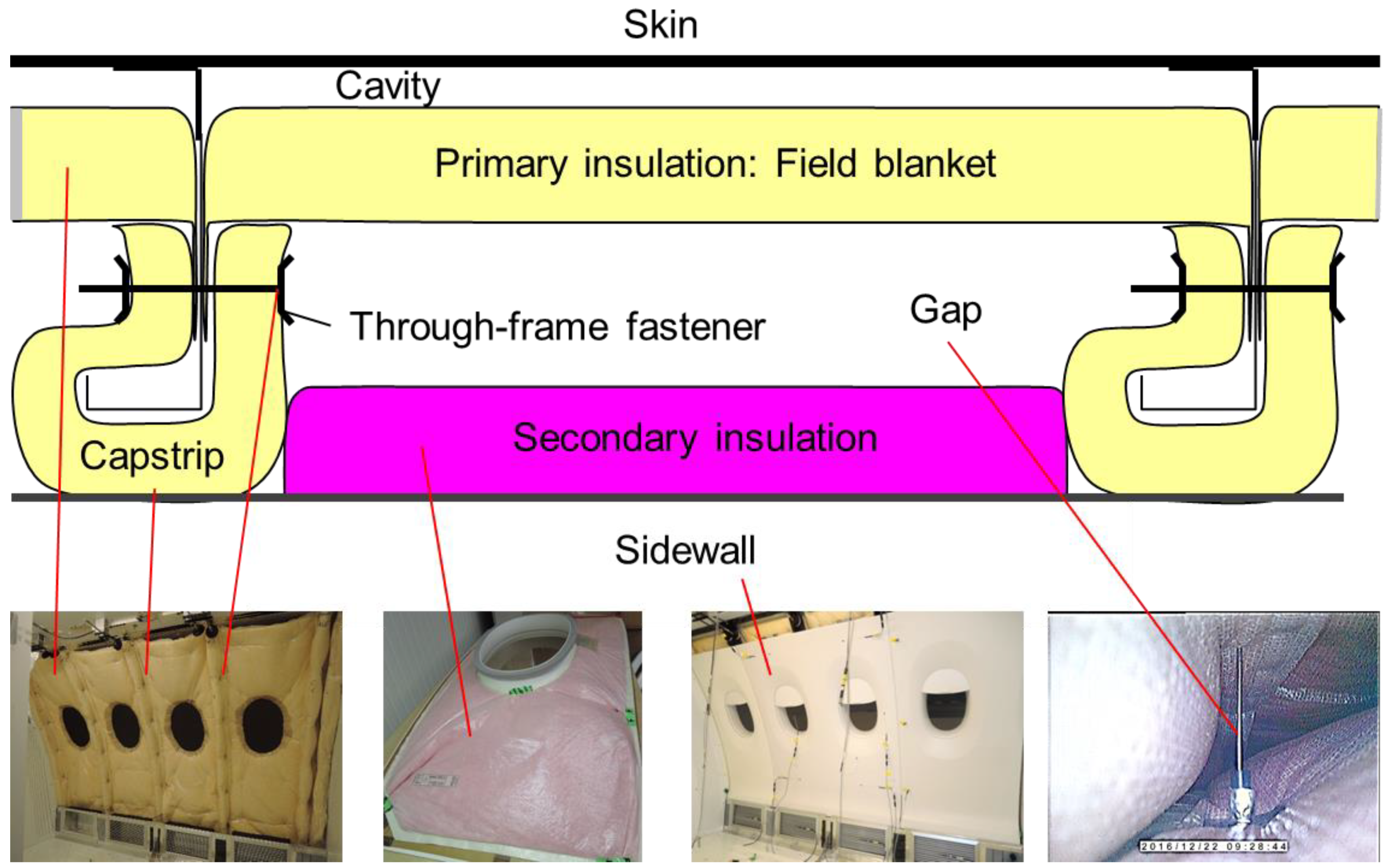
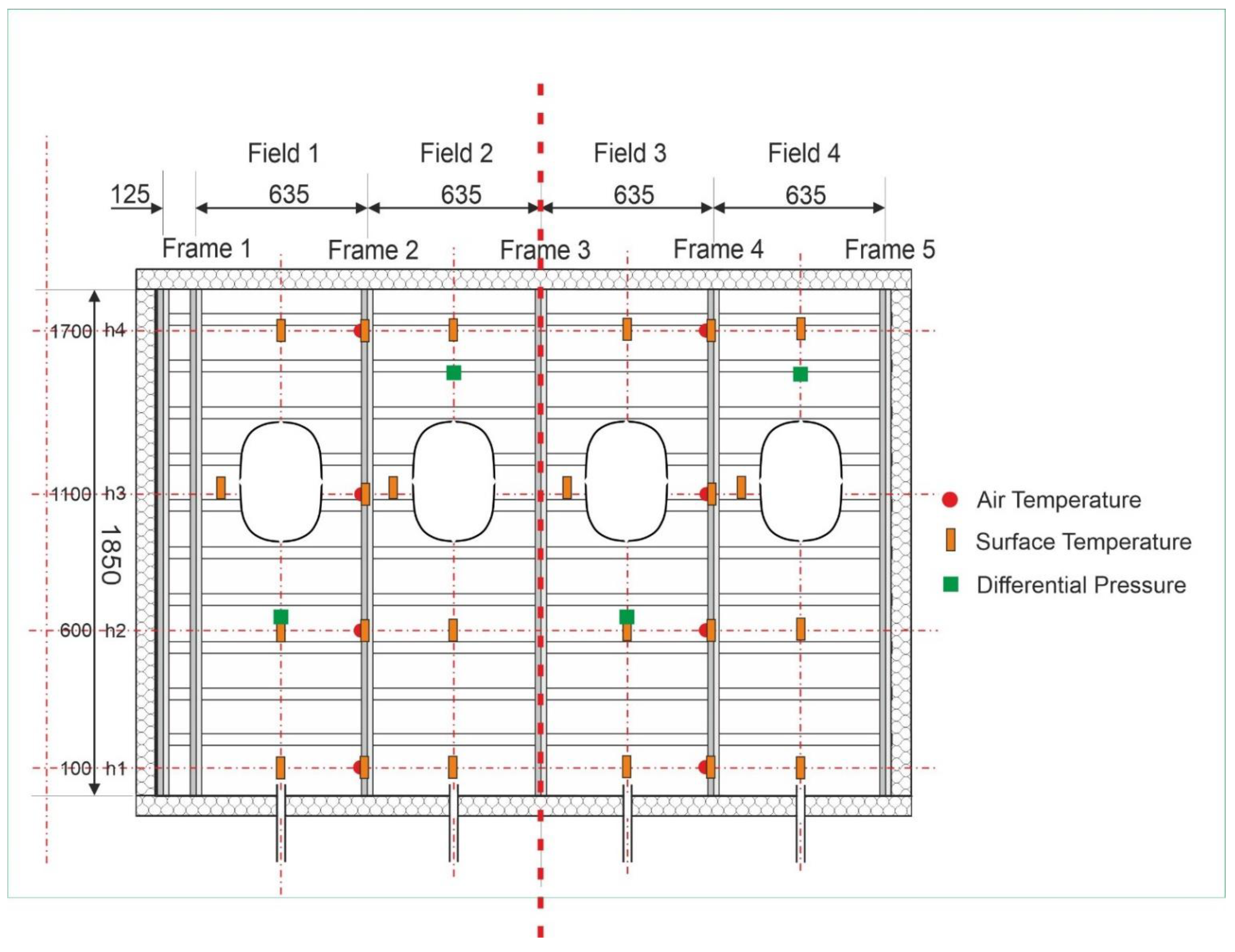
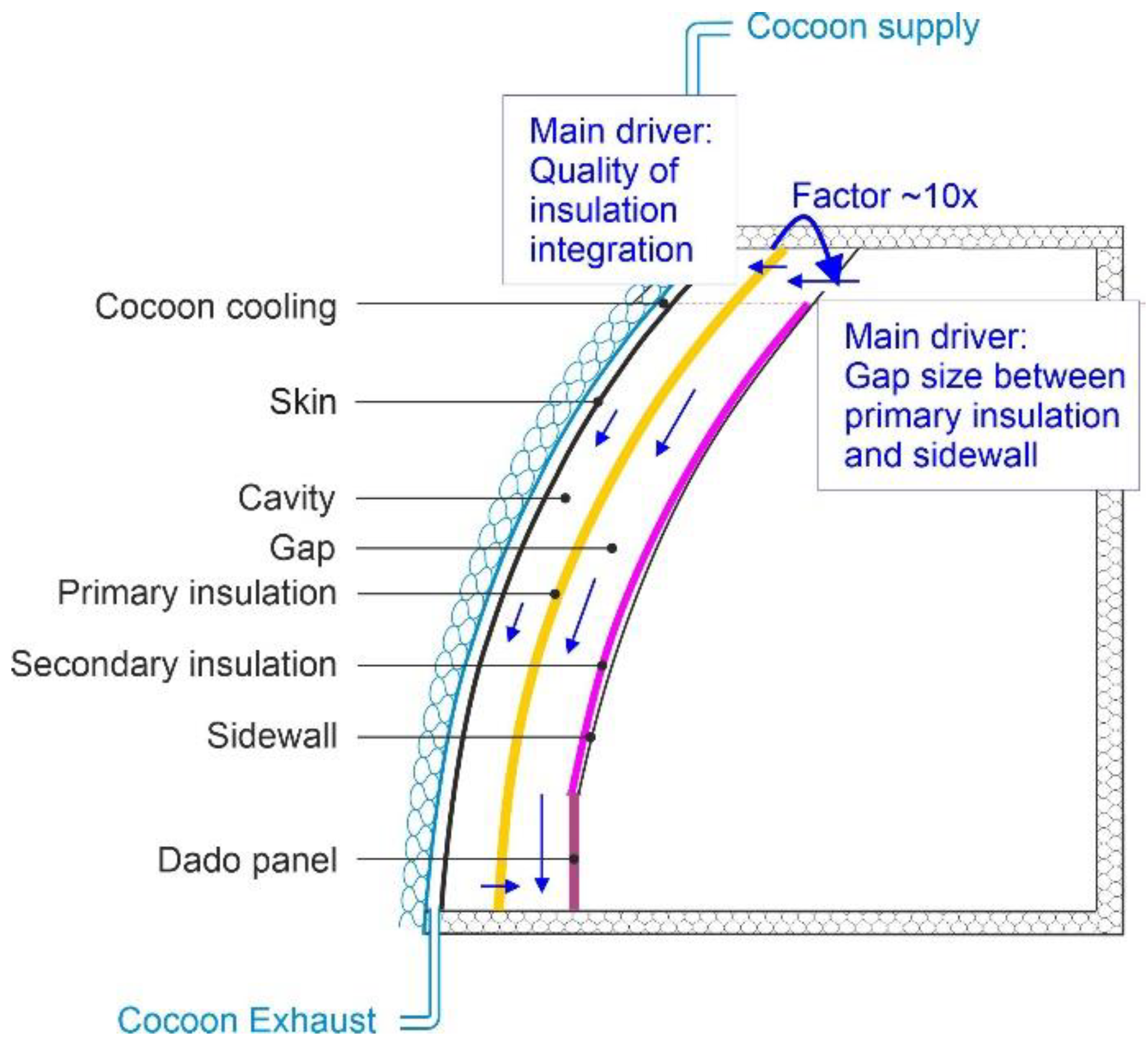
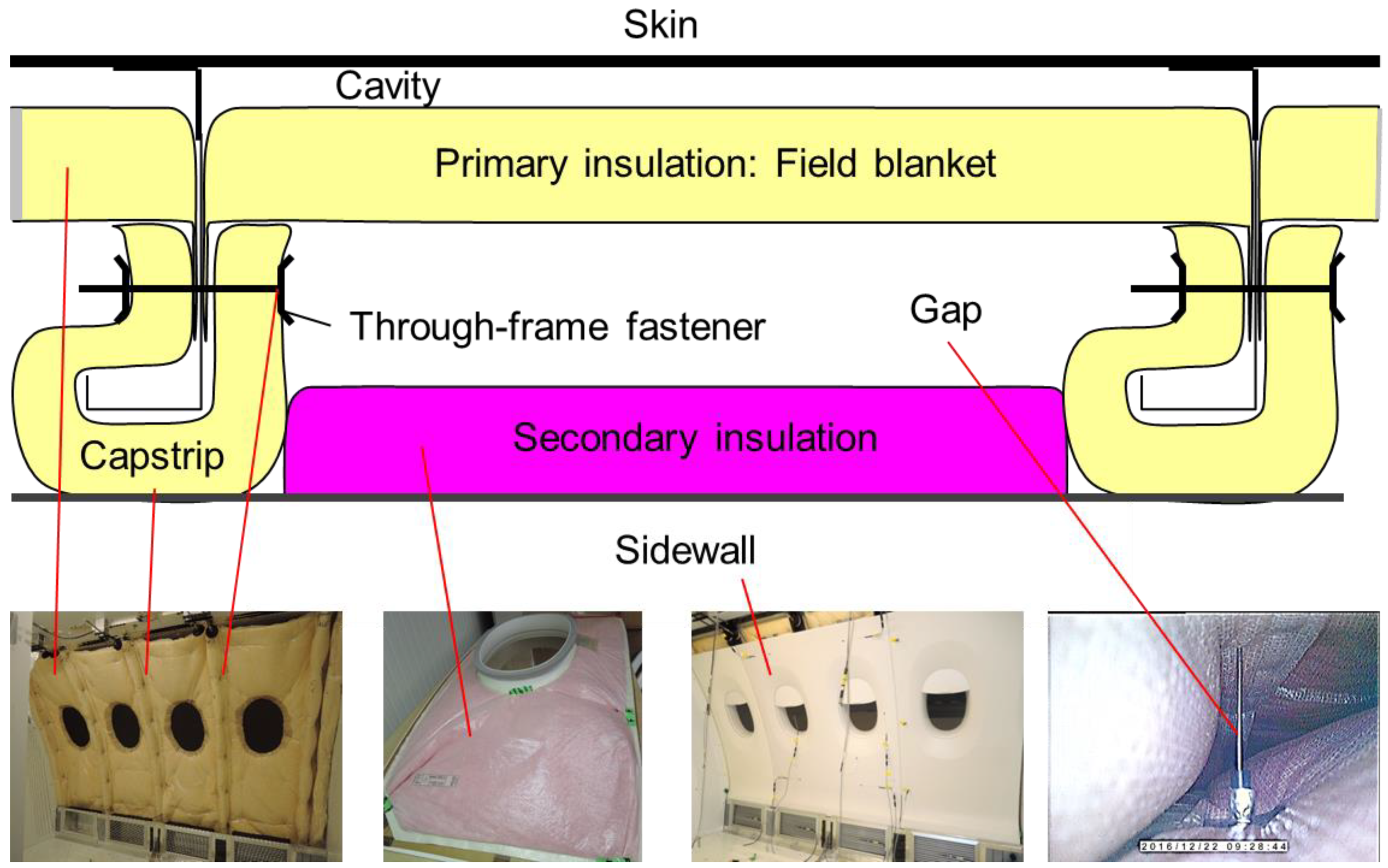
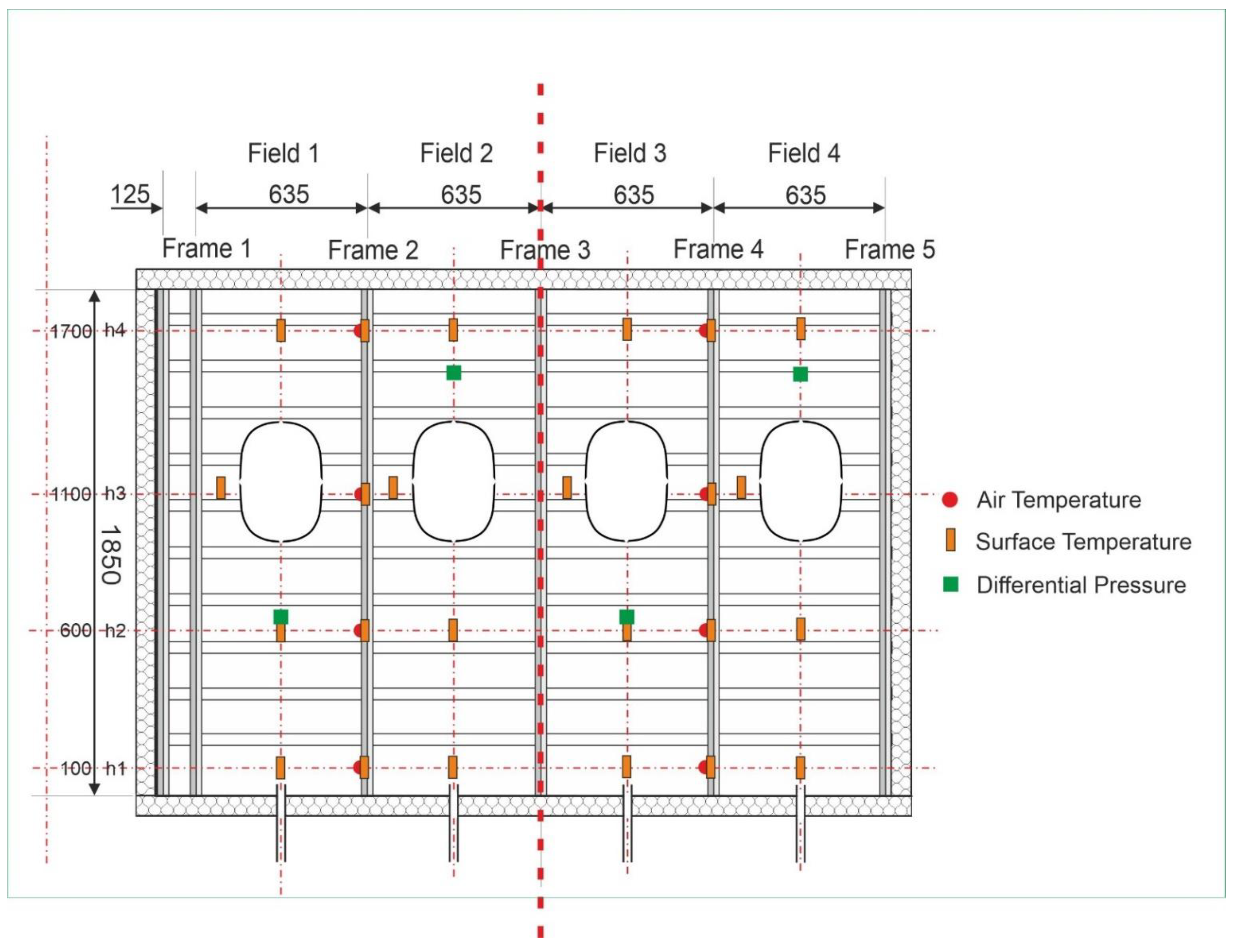
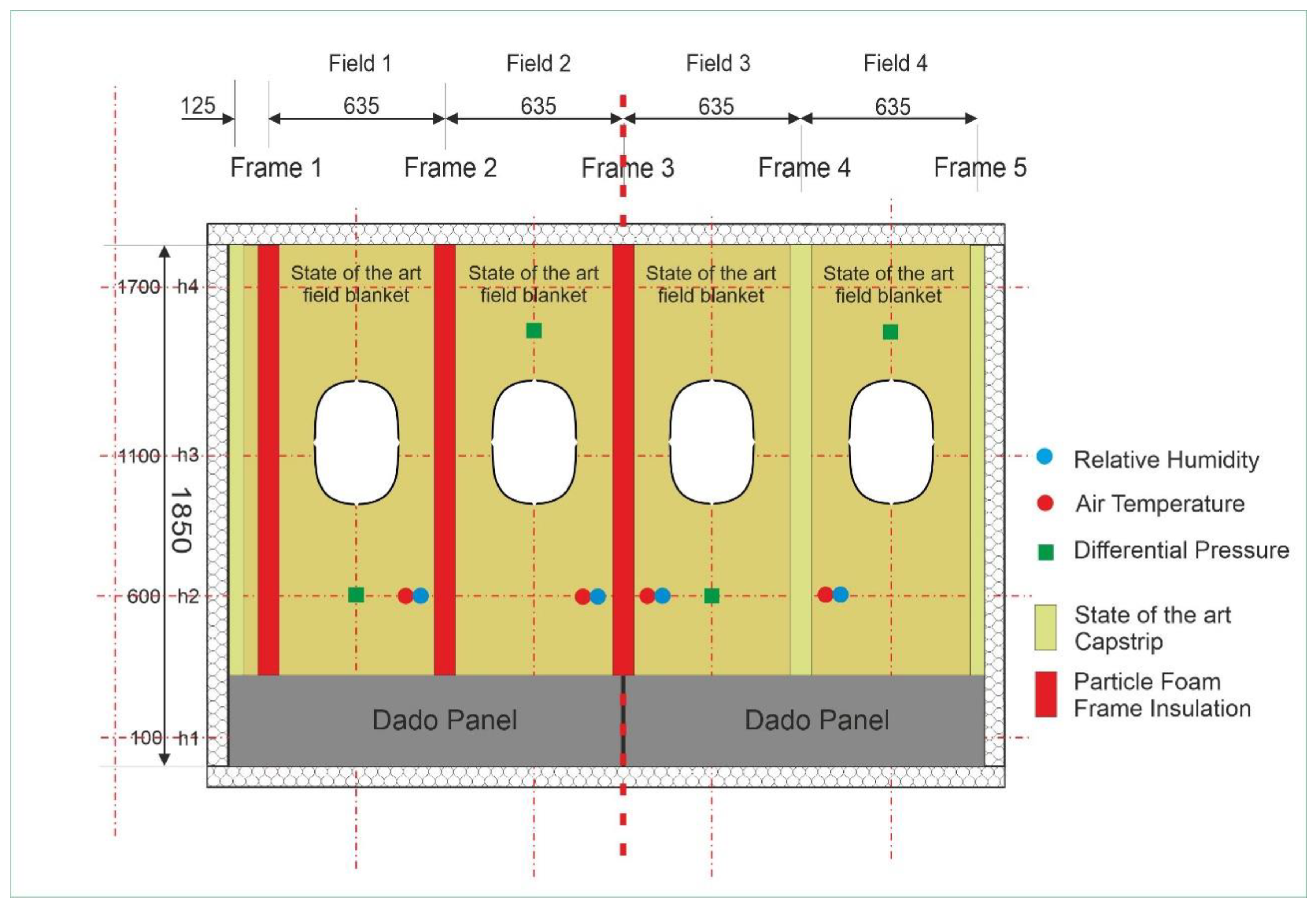
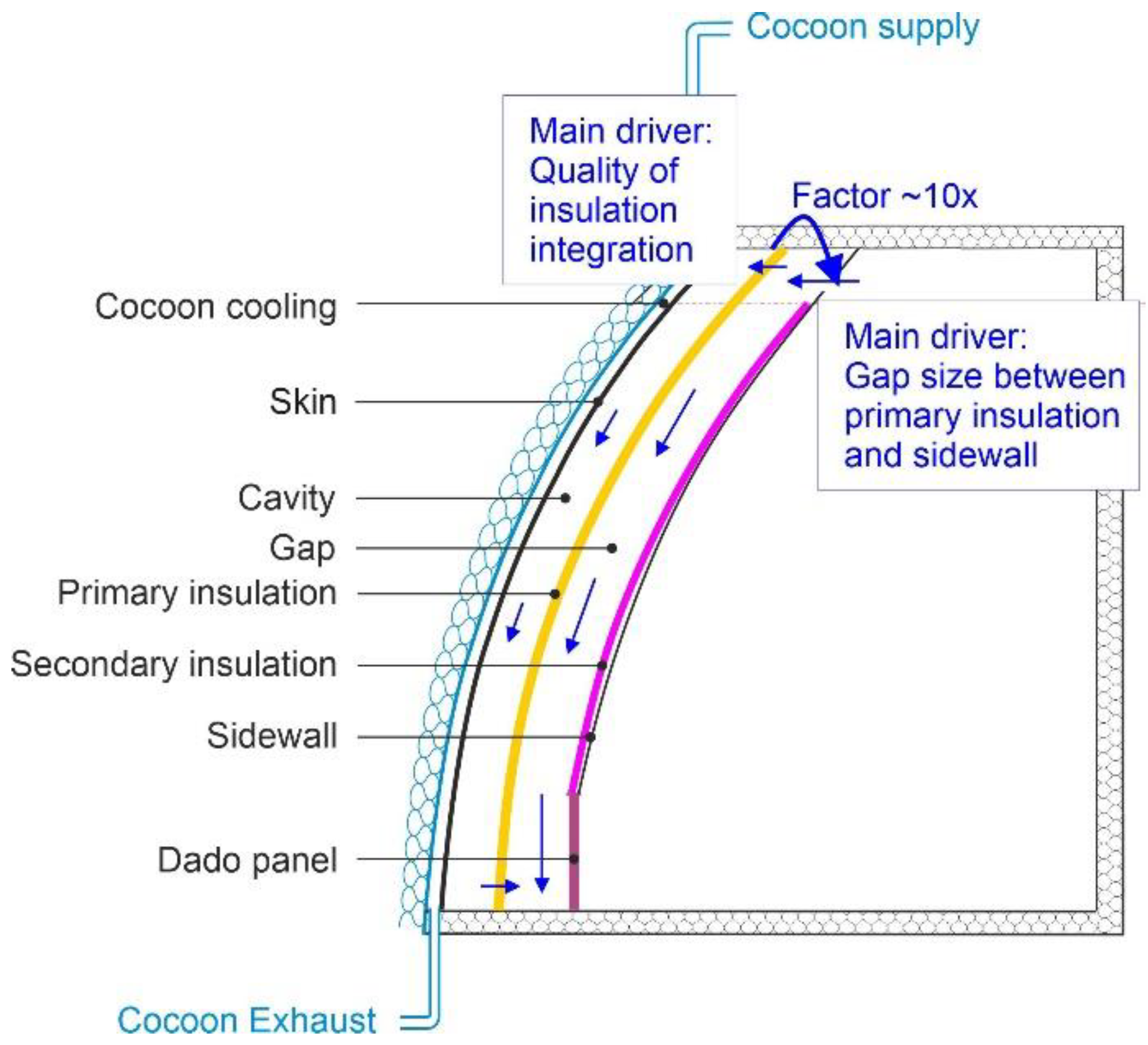
The insulation has the form of blankets and covers the frames and fields (
Figure 1). These blankets are flexible and compressible and thus can be wrapped around the aircraft structure The insulation concept used within this publication is deduced from [
6] and extended where needed (
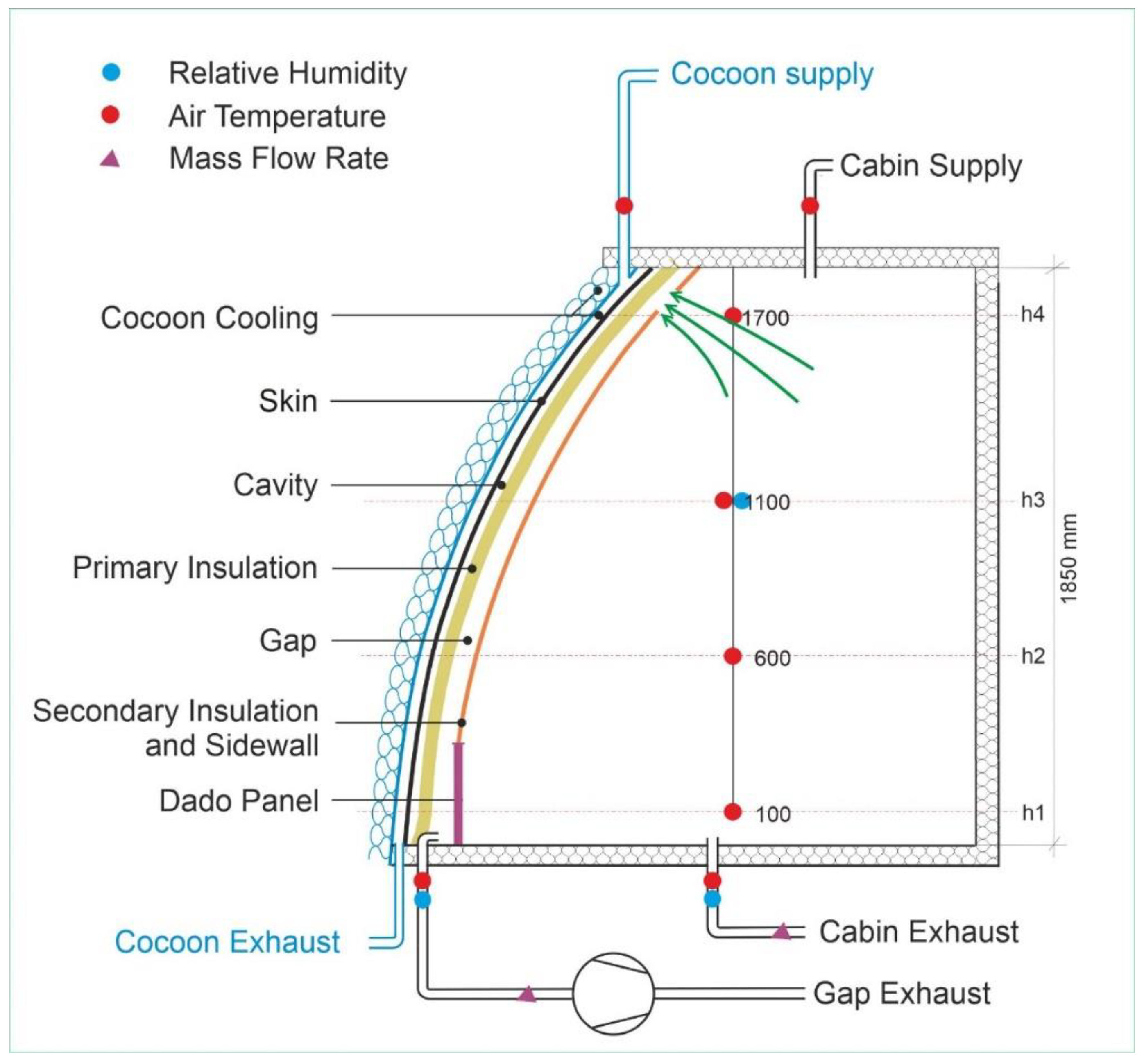
Figure 1). Within this publication, the “cavity” denotes the air gap between skin and the outboard side of the primary insulation blanket, and “gap” denotes the air gap between the primary insulation blanket and the sidewall and secondary insulation. Both air volumes are of undefined shape as they depend on the blanket deformations, structural obstacles, etc.
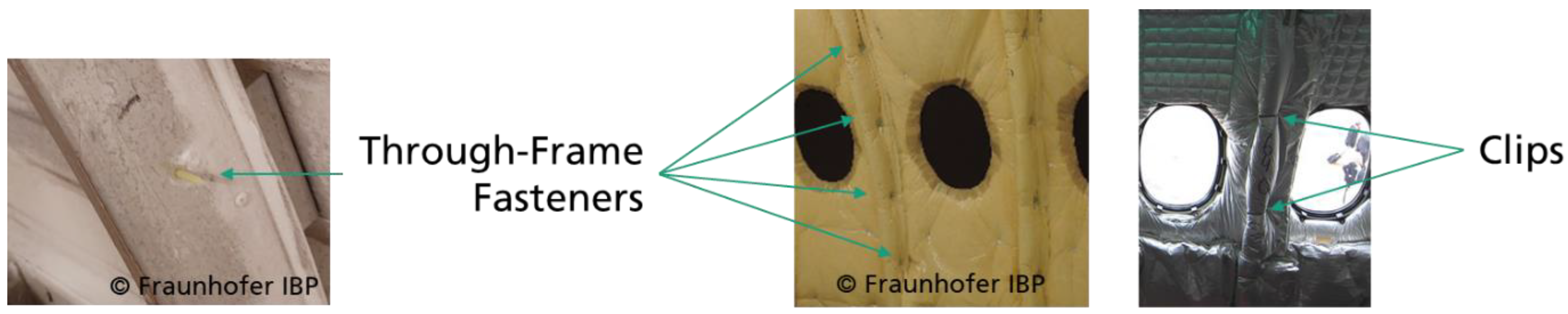
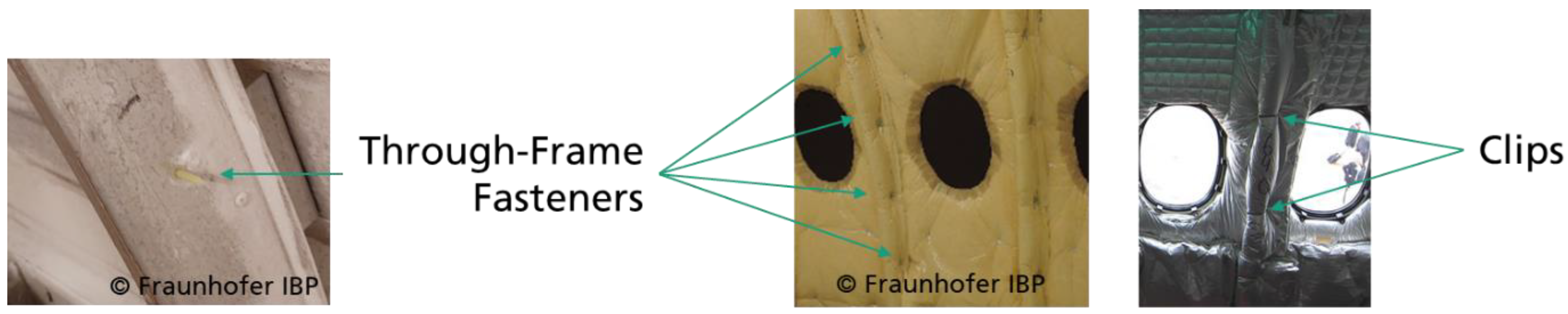
Whereas field blankets are comparably easy to install, the capstrip covering the frame requires more manual work. [
6] demands that the capstrip should be fixed either with so called through frame fasteners or with brackets at least every 14” (35.5 cm,
Figure 2). With this installation, the flexible capstrip blanket is adequately pushed against the field blanket to provide sufficient burnthrough resistance without leaving large, unprotected air gaps. Thus, a high amount of manual work is required to install this piece of insulation on the frame. With the use of a rigid particle foam capstrip, this installation effort is reduced because it clamps on the frame and does not require the fasteners.
In addition to the thermal protection, the insulation has a function of airflow and moisture barrier in the aircraft. The major source of moisture in the aircraft cabin is the water vapor emitted by passengers. In [
7], a literature review was conducted on cabin air quality measurements and it was concluded that the average cabin relative humidity level amounts to 16% with a minimum of 0.9%. In a subject study, [
8] found that the perception of dryness significantly increases after 90 min at low humidity levels of 10%. In [
9], measurements were performed on domestic short-haul flights and found relative humidity levels in the cabin between 17.9% and 27%, which are typically reached after 15 min of flight. Based on the CO
2 balance, the resulting fresh airflow rate was back-computed and a parametric study was conducted showing that a reduction in the fresh airflow rate would contribute to a higher and more comfortable cabin moisture content. [
10] conducted a subject study with variable fresh airflow rates between 1.1 and 5.2 L/s per passenger in a cabin mock-up and found resulting relative humidity levels in the cabin between 13% and 33%.
Most of the emitted moisture vents out by the cabin ventilation system. Nevertheless, some moisture can accumulate by two major paths: through molecular diffusion into the blanket, driven by the water vapor pressure gradient between the warm inbound and the cold outbound blanket sides, and by convective transport of air towards cold structures. In order to prevent moisture from diffusing into the insulation blanket and being trapped, the cover film should have a sufficient moisture resistance. Reference [
11] measured a 420 kg weight increase in the insulation blankets in an A310 during a D-check. The dependence of water uptake from the cover film’s moisture diffusion resistance is experimentally proven in [
12], where a 75% reduction in accumulated water in the blanket could be achieved by using a cover film with the moisture diffusion equivalent length s
d = 5.3 m instead of s
d = 0.66 m. An s
d-value of 1 m corresponds to the moisture diffusion resistance of a 1 m thick layer of stagnant air.
Due to the temperature difference between the warm cabin and crown section and the cold exterior skin, a stack pressure forms [
13,
14], resulting in a pressure difference and consequently an airflow towards the skin cavity in the upper section of the aircraft envelope. Reference [
13] estimates the magnitude of the driving stack pressure to around 4 Pa and shows the correlation between of the sizes of leakages in the insulation layer and the resulting air ingress. Reference [
15] developed a simplified test setup representing a field section of the cabin sidewall and investigated the frost buildup with and without insulation blanket installed. It was found that the installation of an insulation blanket reduces the frost by a factor of 40, compared with guiding the airflow across the uncovered skin. Hence, a careful installation of the insulation blankets helps reducing the airflow to cold structure. Even though passengers often perceive the air as dry, its dew point in cruise is at about −10 °C and thus above typical fuselage temperatures in cruise. As a result, frost will form on the cold structure outboard the insulation. On ground, most of this ice drains after melting by a suited installation of the insulation blankets similar to roof shingles. However, some water may flow in an uncontrolled way and ultimately drip into the cabin [
16] (“rain in the plane”). Reference [
11] reviews data from a survey conducted by [
16] on the B757 fleet and concludes an average daily amount of water condensation of 91 g per field (area between two frames).
Hence, the careful installation of the insulation blankets is crucial to reduce moisture-related issues in the aircraft. As this installation requires a high amount of manual workforce in the production line, new concepts with at least equal functional performance are of interest. The research presented in this paper conducts an experimental investigation into what extent a rigid particle foam insulation on the frame provides the same level of protection against air ingress and thus frost formation as the conventional capstrip.
3. Results
Tests are started at 9:30 in the morning. 1 to 1.5 h later (11:00), the skin surface temperature, cabin temperature and flow rates, differential pressures, etc., show stable conditions. For the following analysis, temperatures are averaged between 13:30 and 14:30 in order to ease comparisons between the tests. The exposure finishes at 16:30 with switching off the ventilation and cooling system, dismounting the sidewall and collecting frost and water from the skin.
3.1. Cabin Boundary Conditions
For all three tests, the boundary conditions in the cabin are similar within 1.5 K and lead to comparable results as depicted in
Table 2. Thermal stratification remains below 0.5 K and is thus negligible.
3.2. Sidewall Surface Temperature
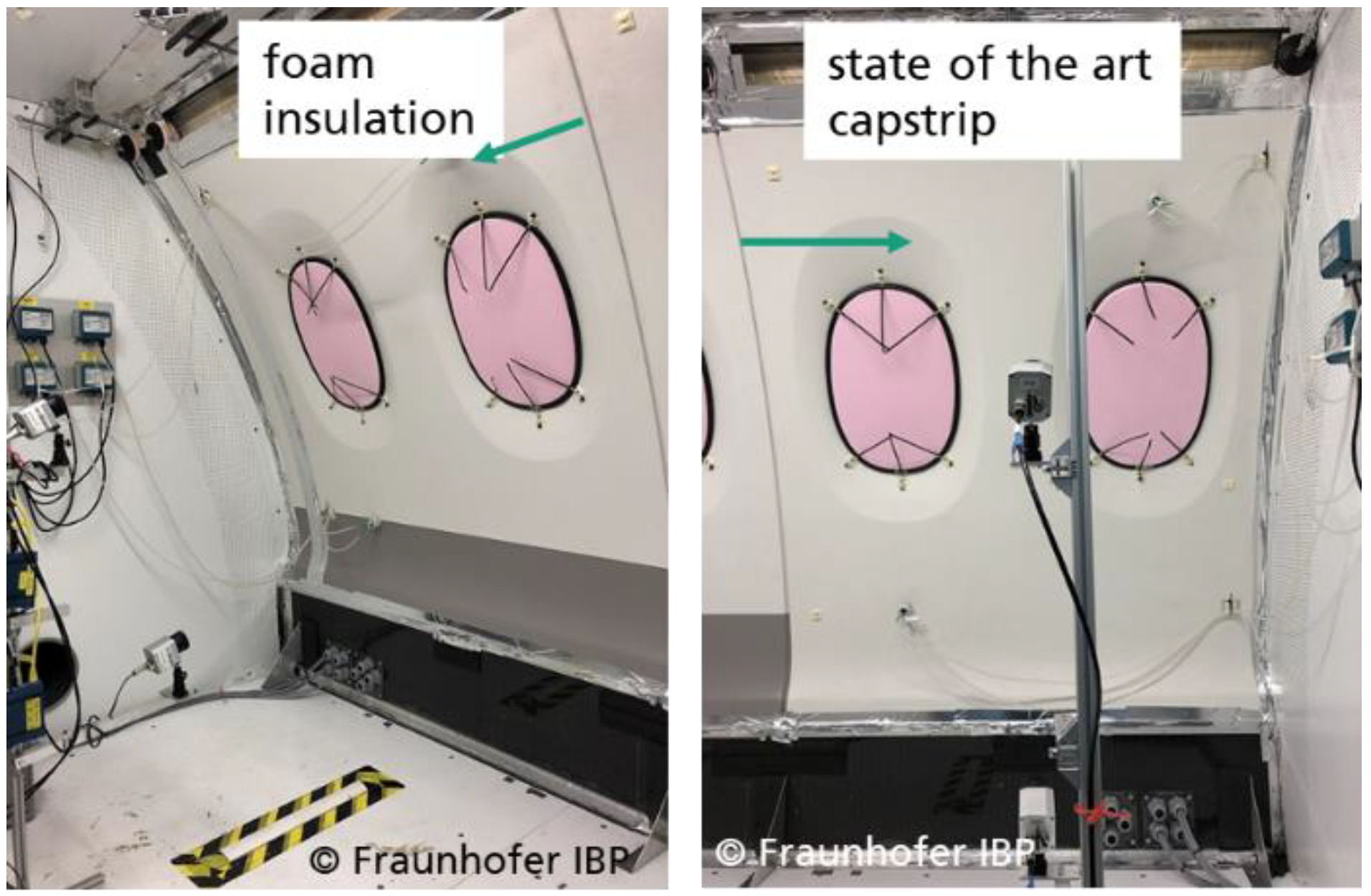
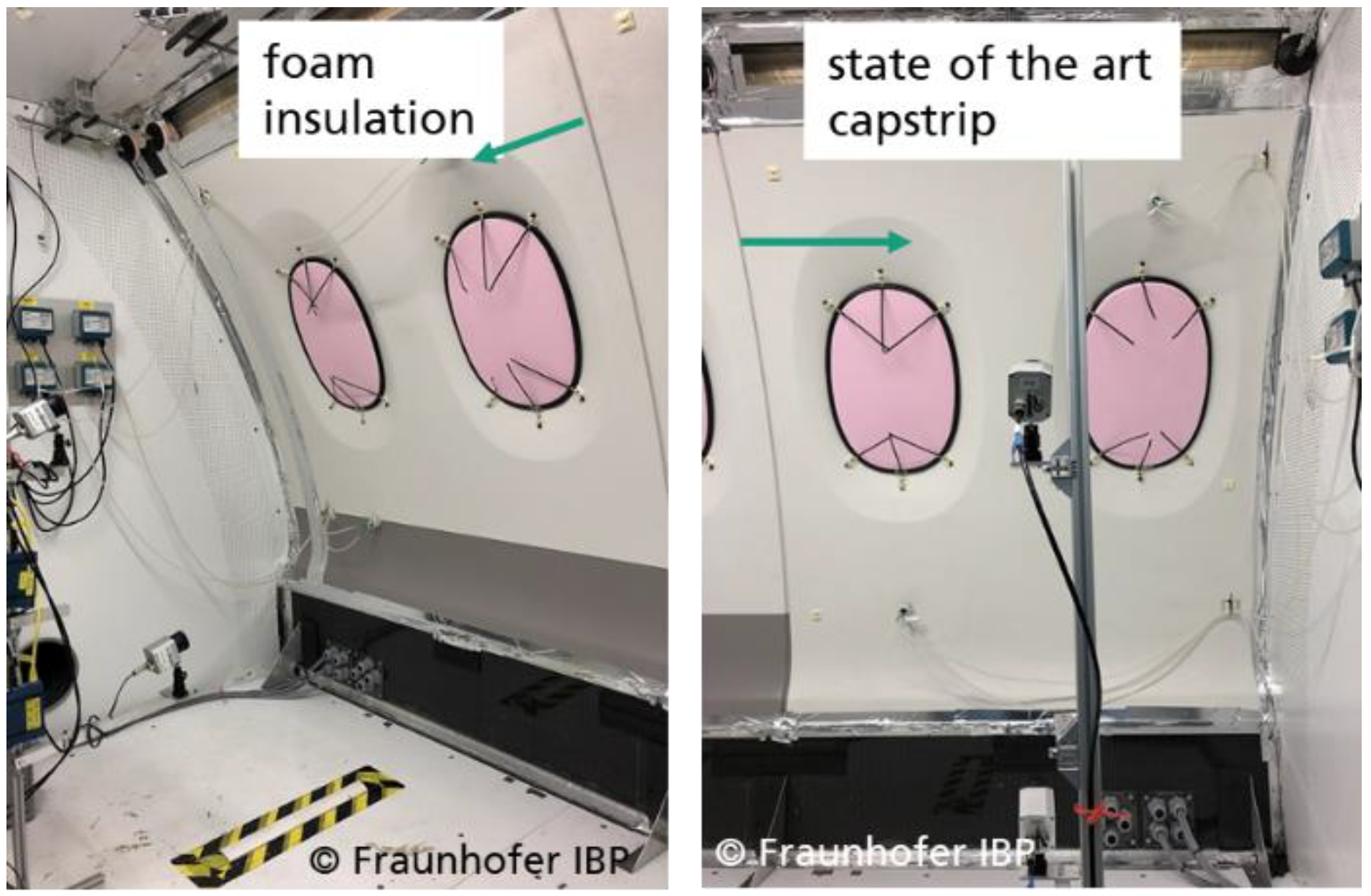
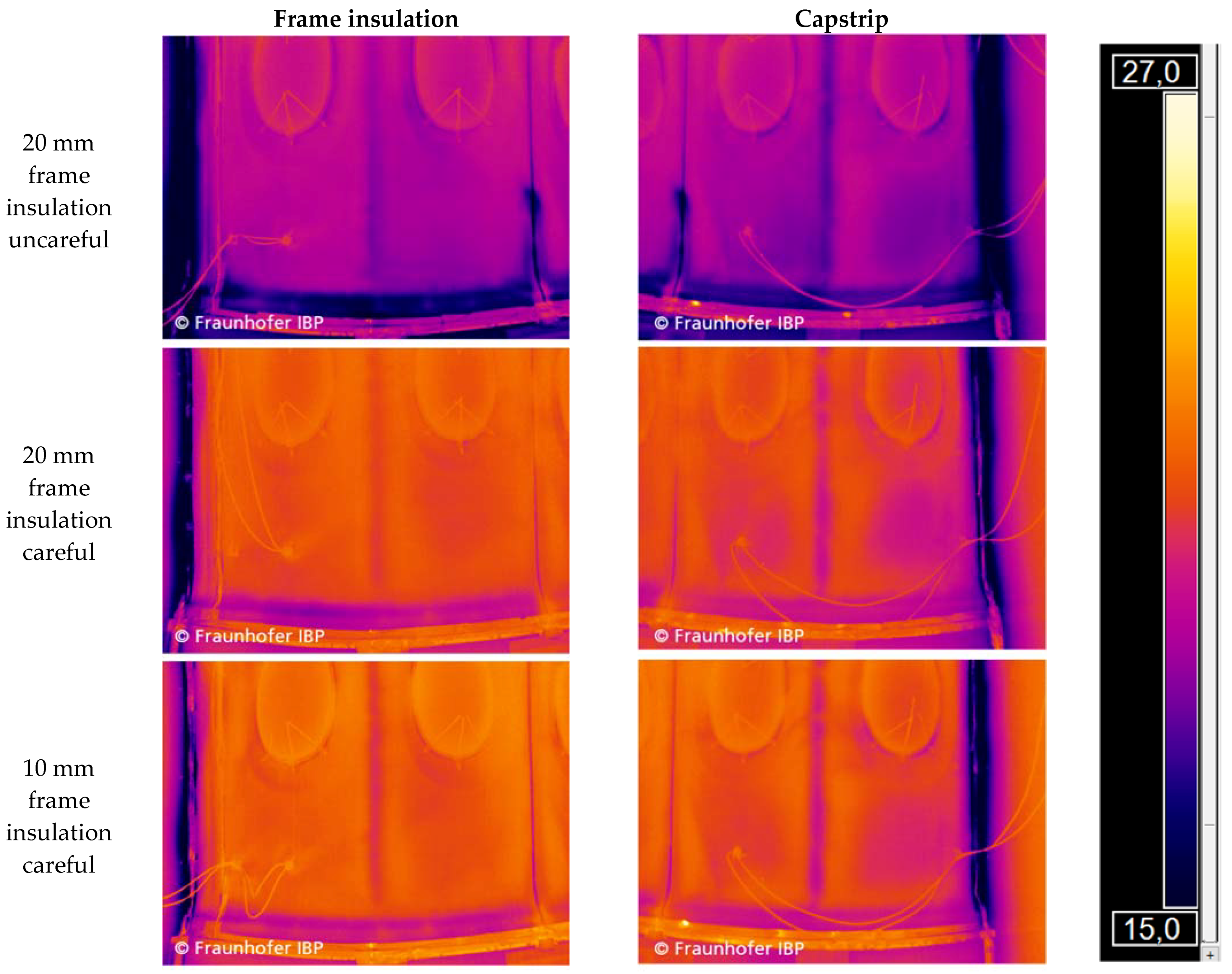
Figure 11 shows the IR signature of the frame insulations on the lower sidewall surface. It can be seen that the section on top of the particle foam frame insulation is warmer than the section on top of the state-of-the-art capstrip. The reason is that the capstrip is compressed by the sidewall, whereas the particle foam insulation remains rigid. The thicker (20 mm) particle foam insulation results in higher surface temperature than the thinner one (10 mm). Even through the effect is visible, its magnitude is not considered to have an impact on the passenger comfort due to the relatively local confinement.
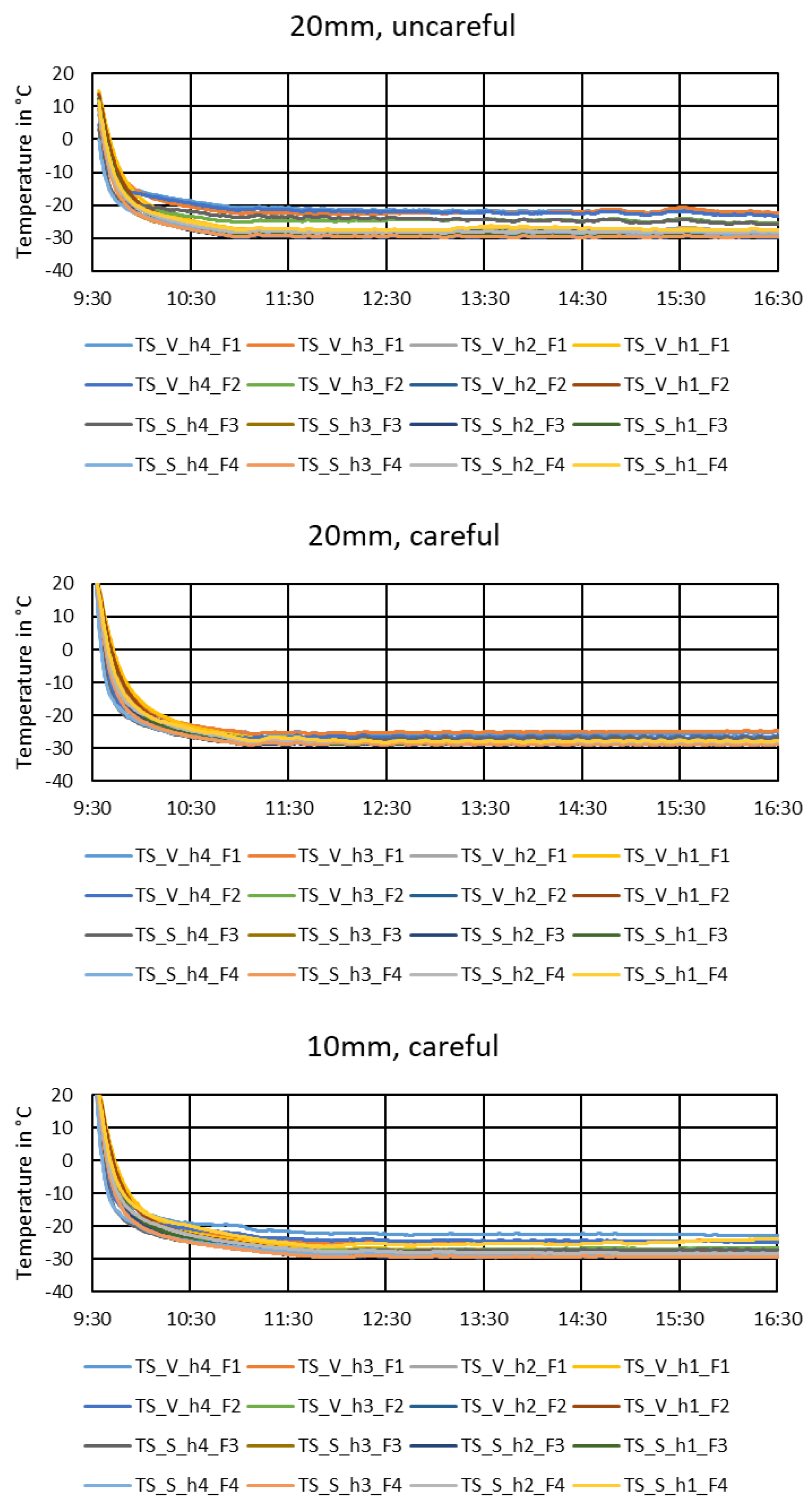
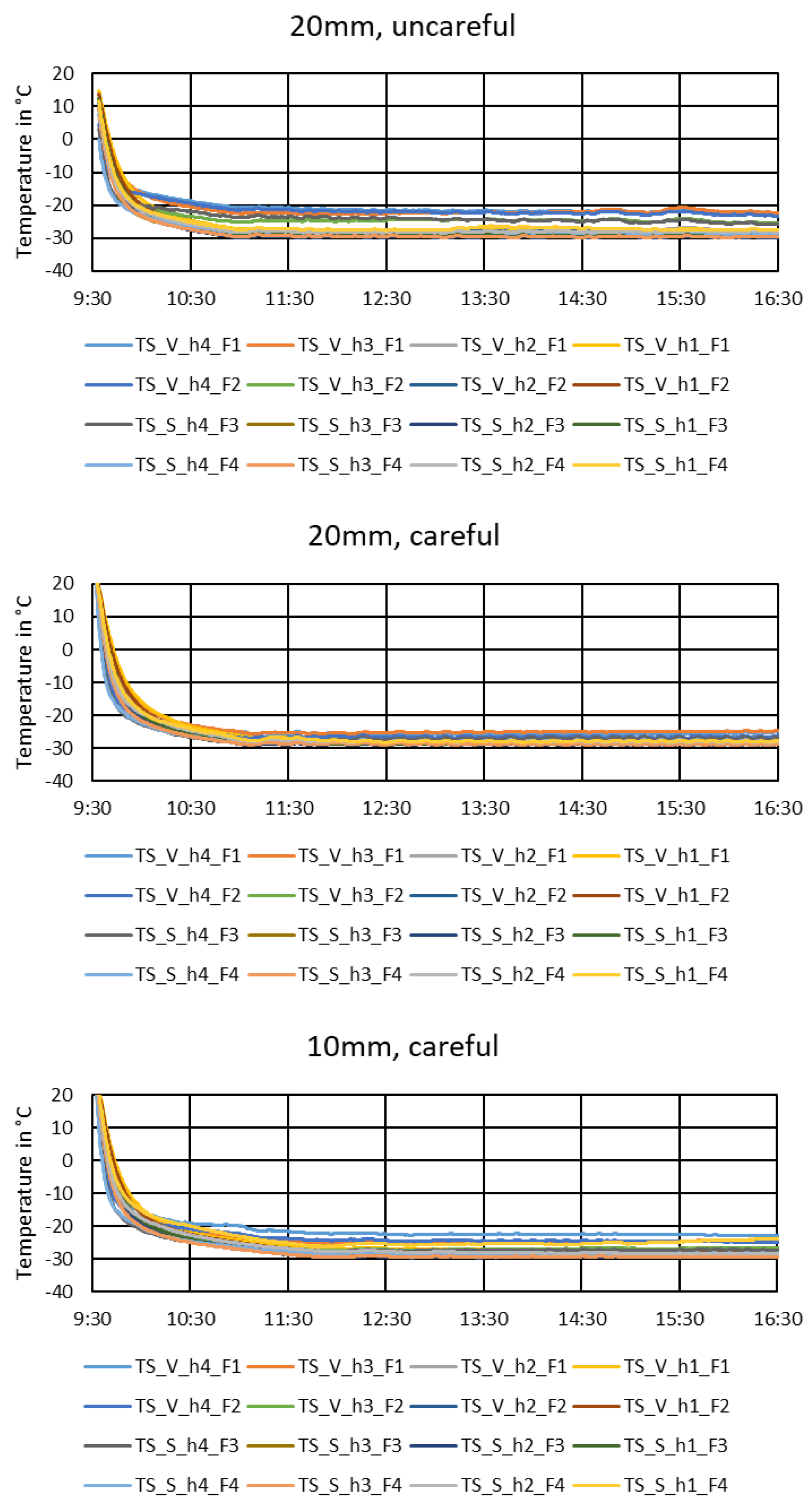
3.3. Skin Temperatures
For all tests, skin temperatures between −21.5 and −30.1 °C are measured with an average value of −27.2 °C. This corresponds to a saturation water vapor fraction of 0.5 to 1.0 g/m³. Thus, the difference between the cabin humidity and this residual humidity contained in air after contact with the cold skin determines the frost buildup potential.
Figure 12 shows the measured inboard skin surface temperatures. The pulldown after activation of the cocoon cooling is performed within approximately 1 to 1.5 h. For the remaining 5.5 to 6 h of the test, the temperatures remain rather constant. A real aircraft in operation probably would have faster pulldown because the external heat transfer coefficient during flight is higher due to the elevated cruising speed of the aircraft. Furthermore, typical air temperatures at flight altitudes are lower than the cocoon cooling provides. The duration of the temperature stabilized phase, and thus a constant frost buildup rate would depend on the length of the flight, ranging from only few minutes for short-haul flights to several hours for long-haul flights.
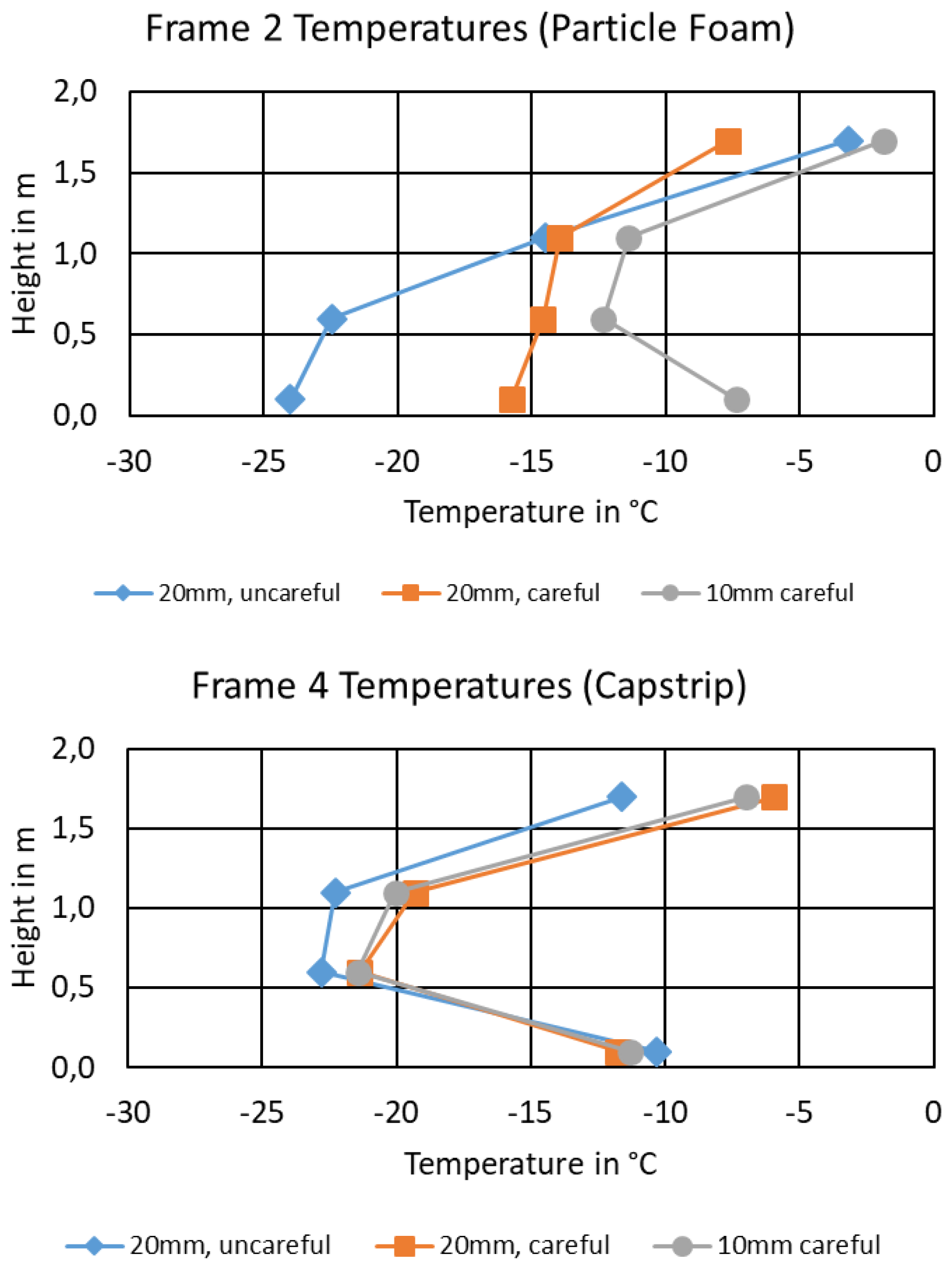
3.4. Frame Temperatures
Two frame surface temperature profiles are measured:
Figure 13 shows the temperature profiles for both frames. The following main observations are noted, and a possible explanation is provided:
Seemingly, some effect affects the lowest positions’ (0.1 m) temperature on Frame 4. Possibly, there is a heat bridge warming the lower frame section or air exchange is inhibited in the lower section, leading to dominant heat flow through the capstrip.
For the uncareful installation (blue line), Frame 2 is approximately 8 K warmer in the upper half than Frame 4. At 0.6 m height, both show similar measurements, in the lower section, Frame 2 is considerably colder. Due to the uncareful installation, more air ingresses from gap to cavity by buoyancy in the upper part, leading to a higher frame temperature. This air falls downwards in the cavity along the cold structure and thus leads to convective cooling of the lower frame part.
For the careful installation with 20 mm thickness, Frame 2 shows a similar temperature as Frame 4. Further downwards, Frame 2 shows approximately 5 K higher temperatures than Frame 4.
Using a 10 mm thick frame insulation leads to a higher frame temperature compared with the other concepts and compared with the capstrip. The thinner insulation results in a higher frame temperature.
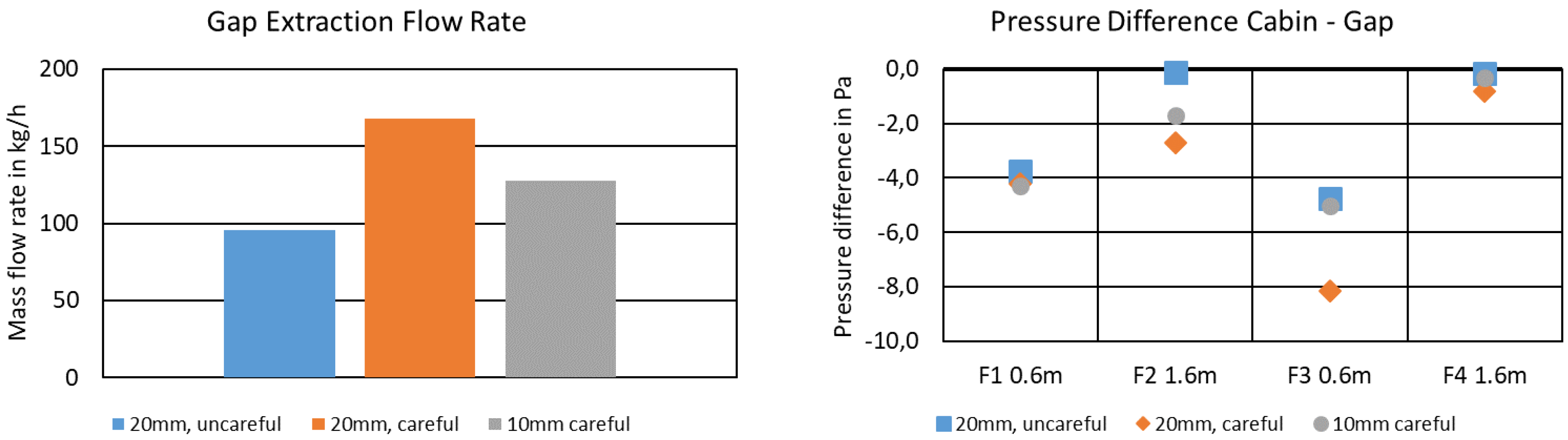
3.5. Gap pressure and Flow Rate
Figure 14 compares the measured extraction flow rate of the gap extraction (between primary insulation and sidewall), and the measured pressure differences between cabin and gap. A negative pressure reflects that pressure is lower in the gap than in the cabin.
The air extraction system behind the sidewall accurately maintains a 4 Pa pressure difference at the reference sensor (0.6 m height in Field 1).
The pressure difference in Field 2 at 1.6 m height shows a lower magnitude as the measurement is closer to the overflow opening above the sidewall. For example, the window structure obstacle has not yet been encountered at this point. The differential pressure magnitude increases with increasing extraction flow rate.
In Field 3 the same position as Field 1 is investigated but for the capstrip arrangement. For the highest extraction flow rate, the differential pressure magnitude noticeably increases to more than 8 Pa.
Field 4 again shows relatively low-pressure magnitude as it is close to the overflow opening.
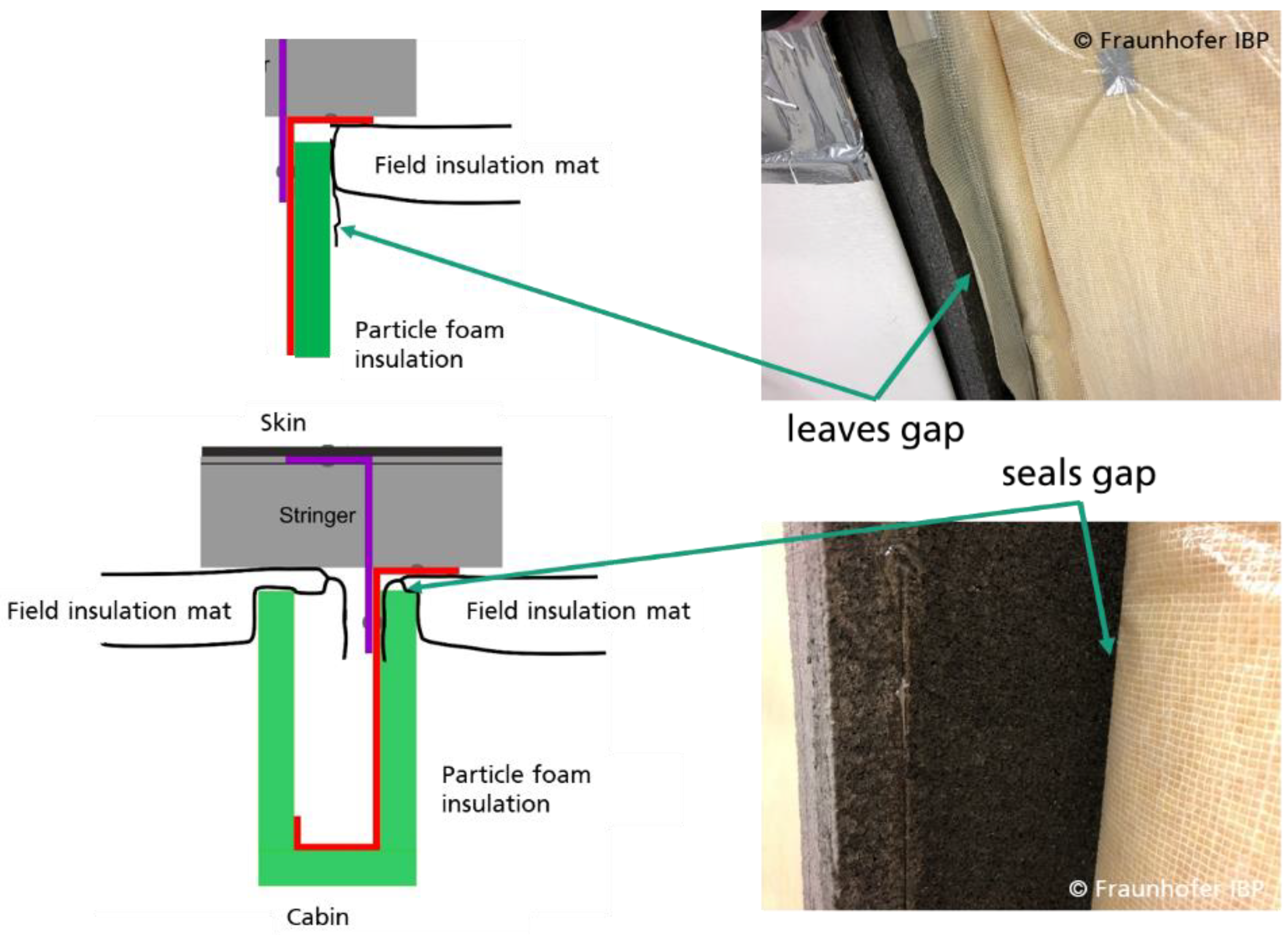
Measurement reveals that the thickness and installation quality of the frame and field insulation have an impact on the air overflowing from cabin to the gap between primary and secondary insulation. This behavior is explainable by considering the shape of this gap.
The uncareful installation reflects that first the frame insulation and then the field blanket are installed. Thus, the blanket is not subjected to any specific compression and can buckle behind the sidewall (cf.
Figure 9). As a result, the available space for air to overflow becomes smaller, leading to a higher flow resistance and thus lower flow rate when applying the same differential pressure.
The careful installation reflects that first, the field blanket is installed, and then the frame insulation clamps and compresses the edges. As a result, a gap between sidewall and primary insulation emerges that provides a lower flow resistance and thus higher flow rate when applying the same differential pressure.
The same is valid for the 10 mm frame insulation, but the gap becomes narrower than for the 20 mm insulation thickness, and thus flow resistance increases and flow rate decreases.
The gap flow rate amounts to 26 to 46% of the chamber supply airflow rate (368 kg/h). This leakage is a shortcut, and thus negatively affects the cabin ventilation effectiveness. As a result, the demand for the energetically expensive bleed air would increase to meet regulatory requirements [
1]. Therefore, for a future integration of such insulation system, the use of horizontal flow blockers between sidewall and primary insulation as, e.g., suggested by [
14] should be foreseen. Furthermore, [
14] suggests using dry air injection for envelope overpressurization with regard to the cabin. This would inhibit the frost buildup from air leakages to the cold structure and reduce airflow shortcuts, leading to higher cabin ventilation effectiveness.
Even though not tested here, it is considered that the gap flow in aircrafts is lower because the compressibility of the insulation blankets and the capstrip would lead to a smaller and less defined gap than the rigid particle foam insulation does.
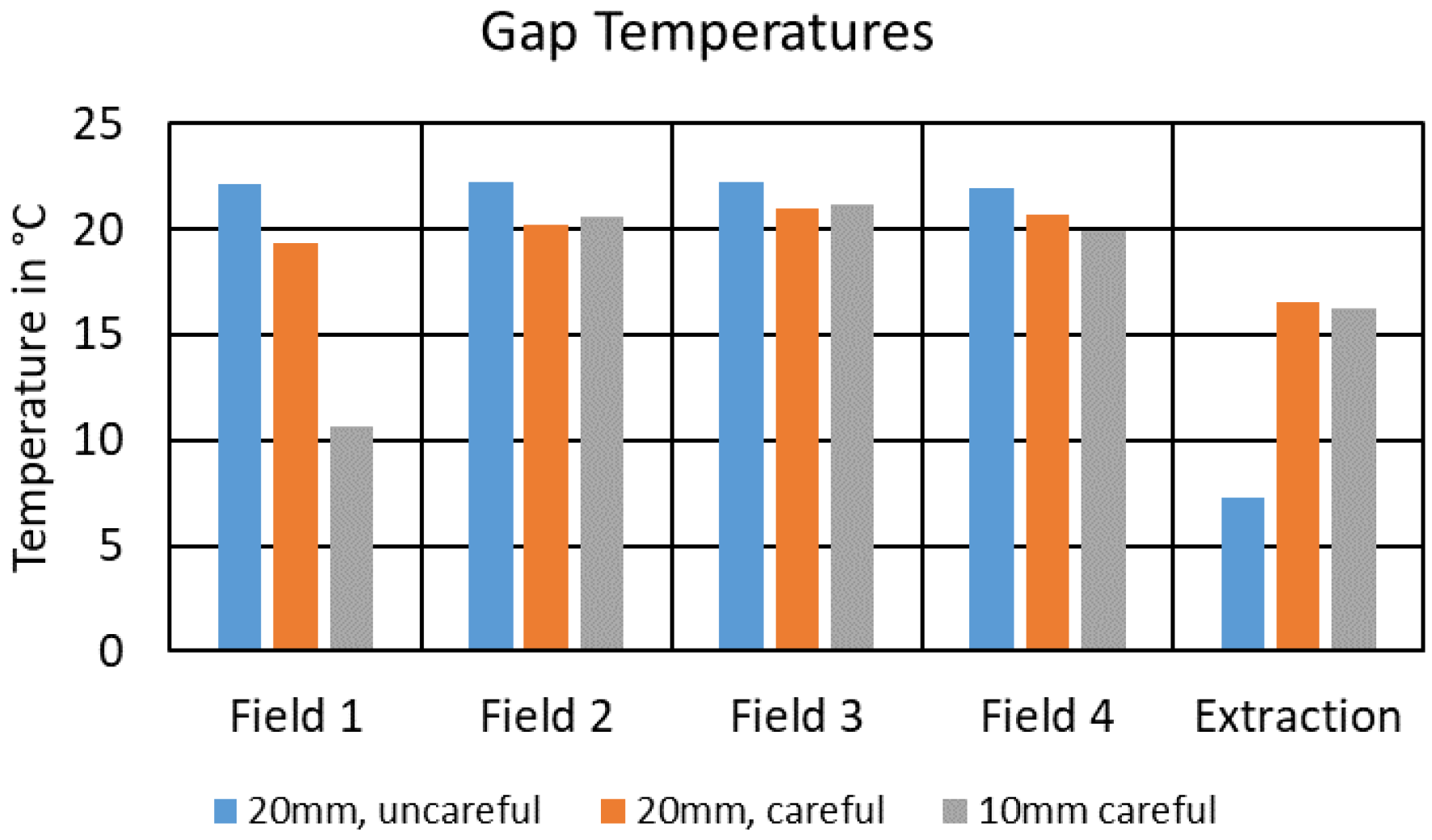
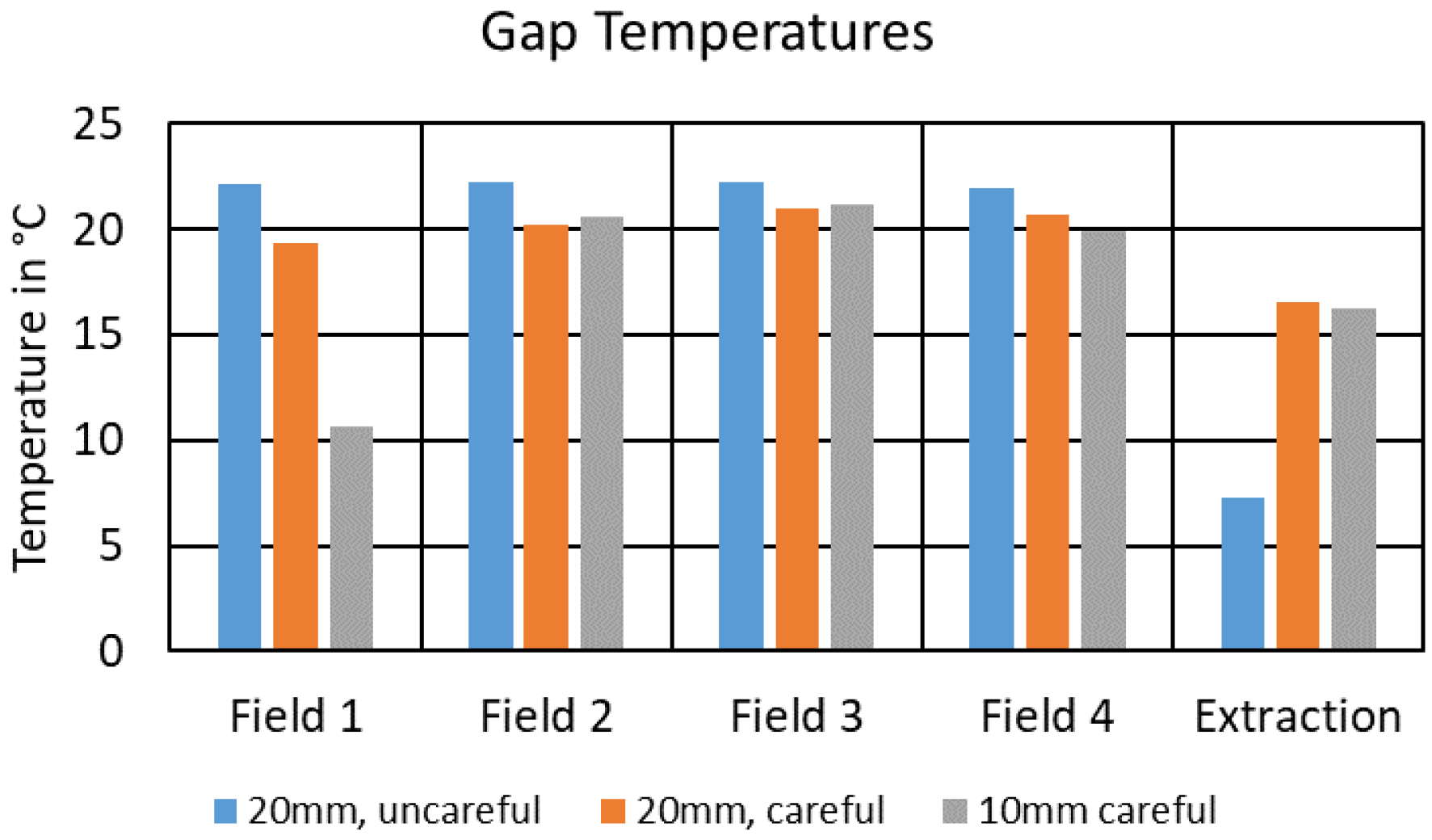
3.6. Gap Air Temperatures
Figure 15 shows the measured air temperatures in the gap between field blanket and sidewall. Overall, it can be concluded that the gap air temperature is close to the cabin air temperature. The reason is that the larger fraction of air flowing behind the sidewall originates from the cabin. The only exception is in the “10 mm, careful” measurement in Field 1. The exact reason for this deviation is not known; it might be a local leakage providing cold air from the cavity close to the sensor.
The extraction air is shown to be colder than the gap air. This air consists of a mixture of the gap air and air that passed the cavity, and thus became noticeably colder.
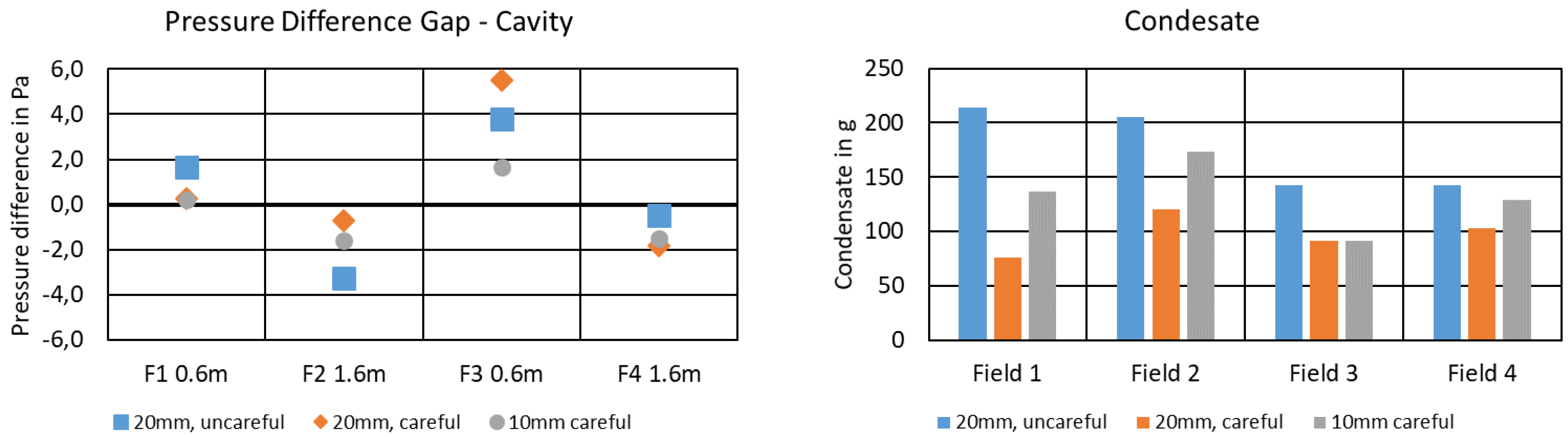
3.7. Differential Pressure between Gap and Skin Cavity and Condensate on the Skin
Figure 16 shows the differential pressure measured between the gap and the skin cavity. This pressure is mainly buoyancy induced and results in an airflow between the two air volumes. In this plot, a positive pressure depicts a gradient from skin cavity to the gap behind the sidewall, whereas a negative pressure results in an ingress of air to the cold structure. Again, pressure is measured in the four fields alternating a low (0.6 m) and high (1.6 m) measurement position.
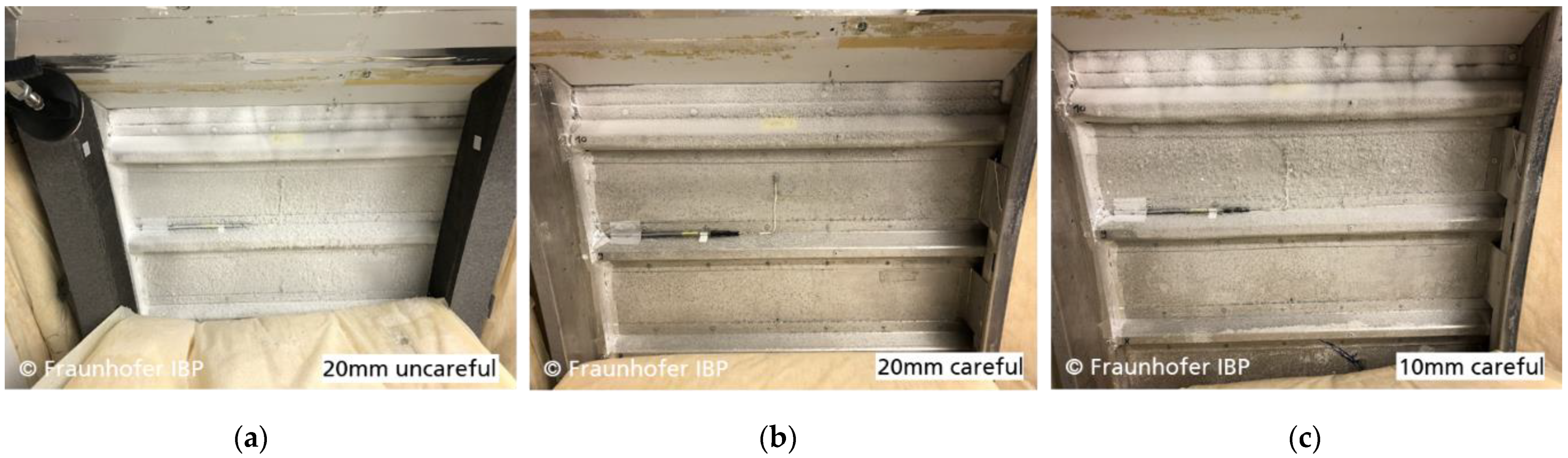
Figure 17 shows a picture of the frost formation pattern directly after removing the insulation on top of Field 1.
A clear correlation between higher pressure differences and the amount of condensate is not obvious. The reason could be that larger leakage paths result in higher flow rate at lower pressure, whereas well-sealed insulations are able to sustain a higher differential pressure.
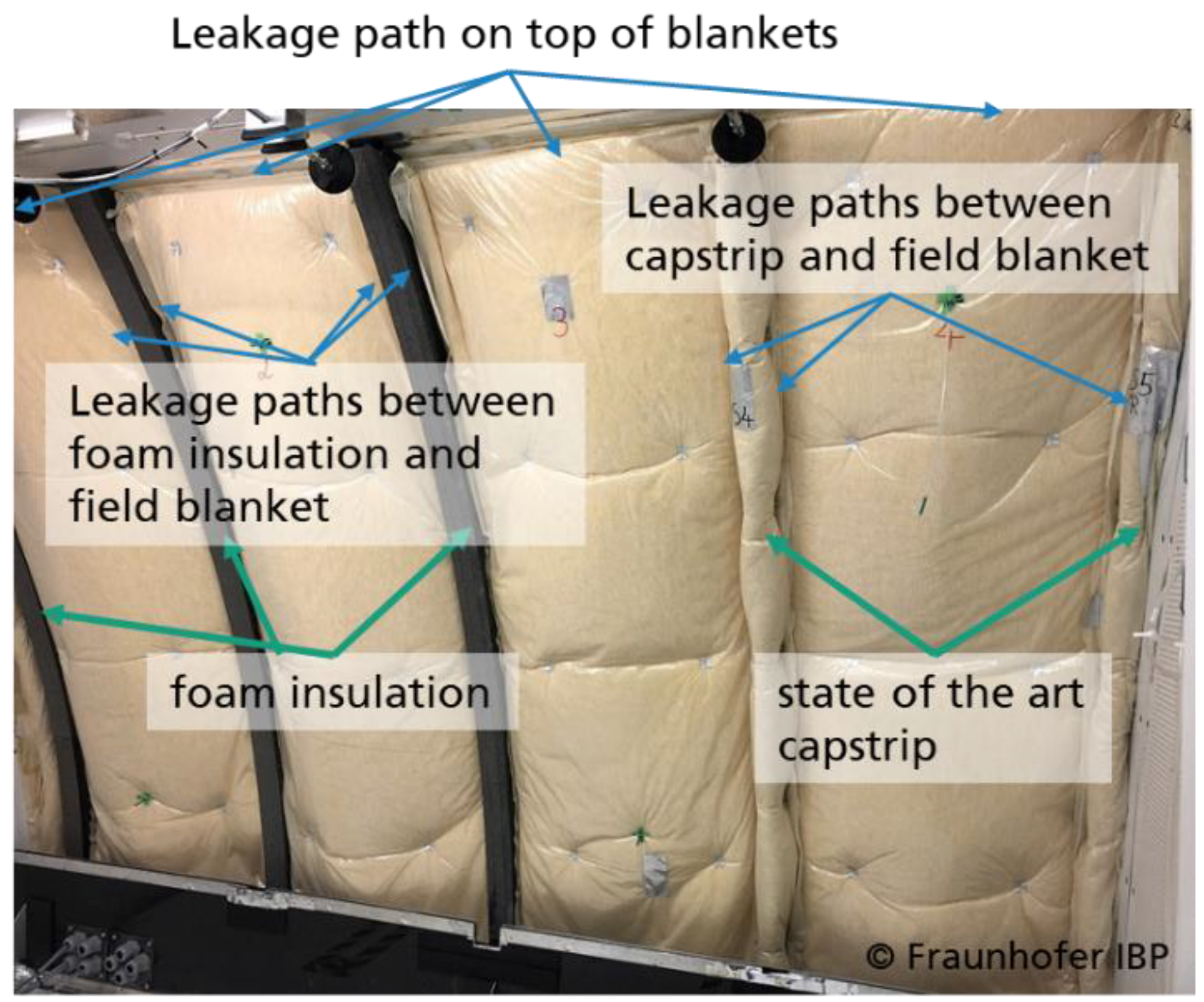
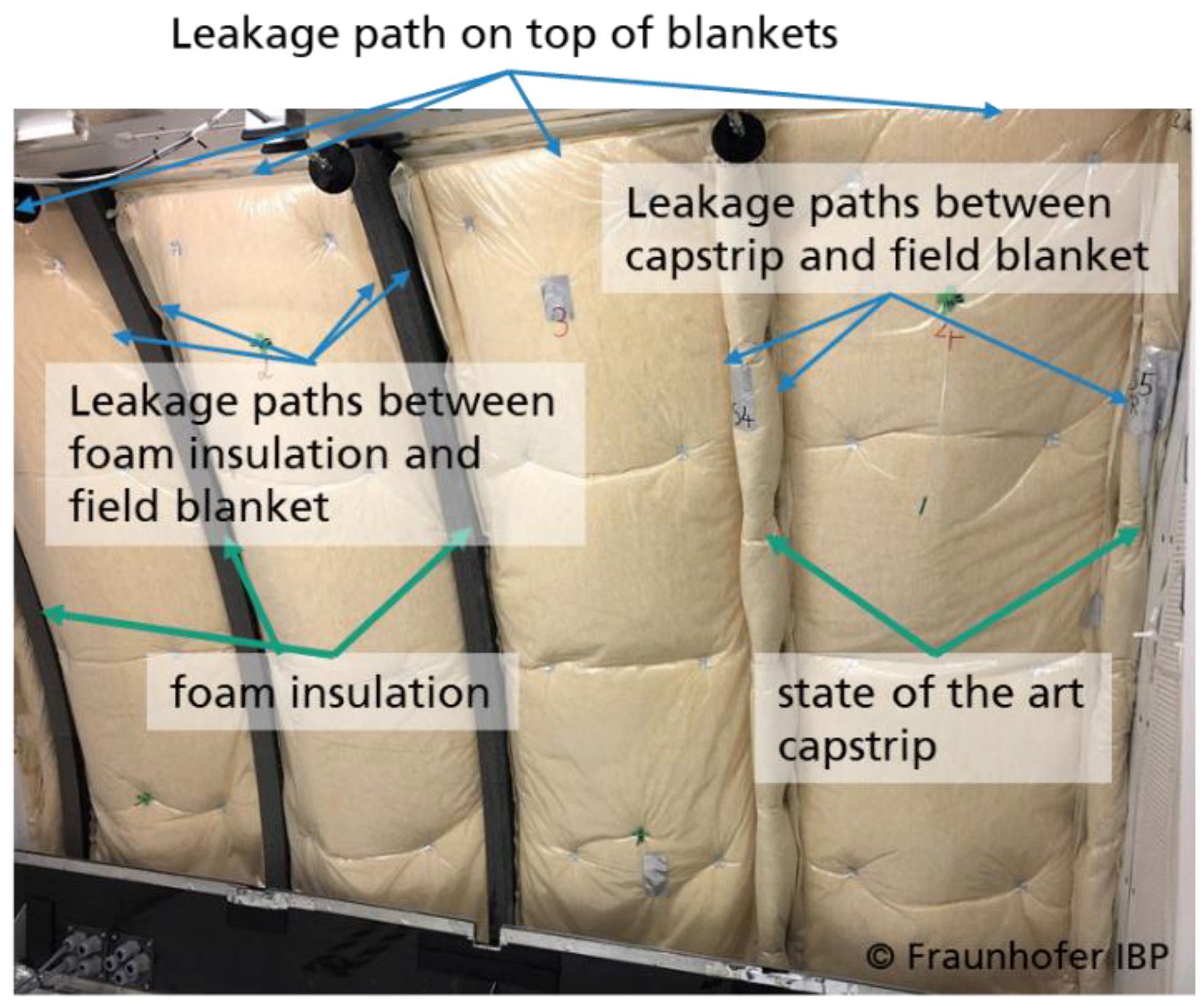
On the other hand, the quality of installation is reflected by the amount of condensate. The uncareful installation leads to a larger leakage path between the frame insulation and the field blanket, resulting in a close to doubled amount of condensate compared with the clamped installation, where the major leakage paths is expected to be on the top and bottom edge of the field blanket (cf.
Figure 7). Handling shows that the 10 mm thick frame insulation is less rigid and tends to show higher torsion. Hence, its sealing potential is seemingly lower.
On frame 3, located between Field 2 and Field 3, the particle foam frame insulation is applied. As a result, the Field 3 measurement is a mixture of a particle foam frame insulation on the left and the conventional capstrip on the right. Hence, some influence of the specimen is found here, too.
Comparing the amount of condensate with the leakage rate into the gap (
Figure 14 vs.
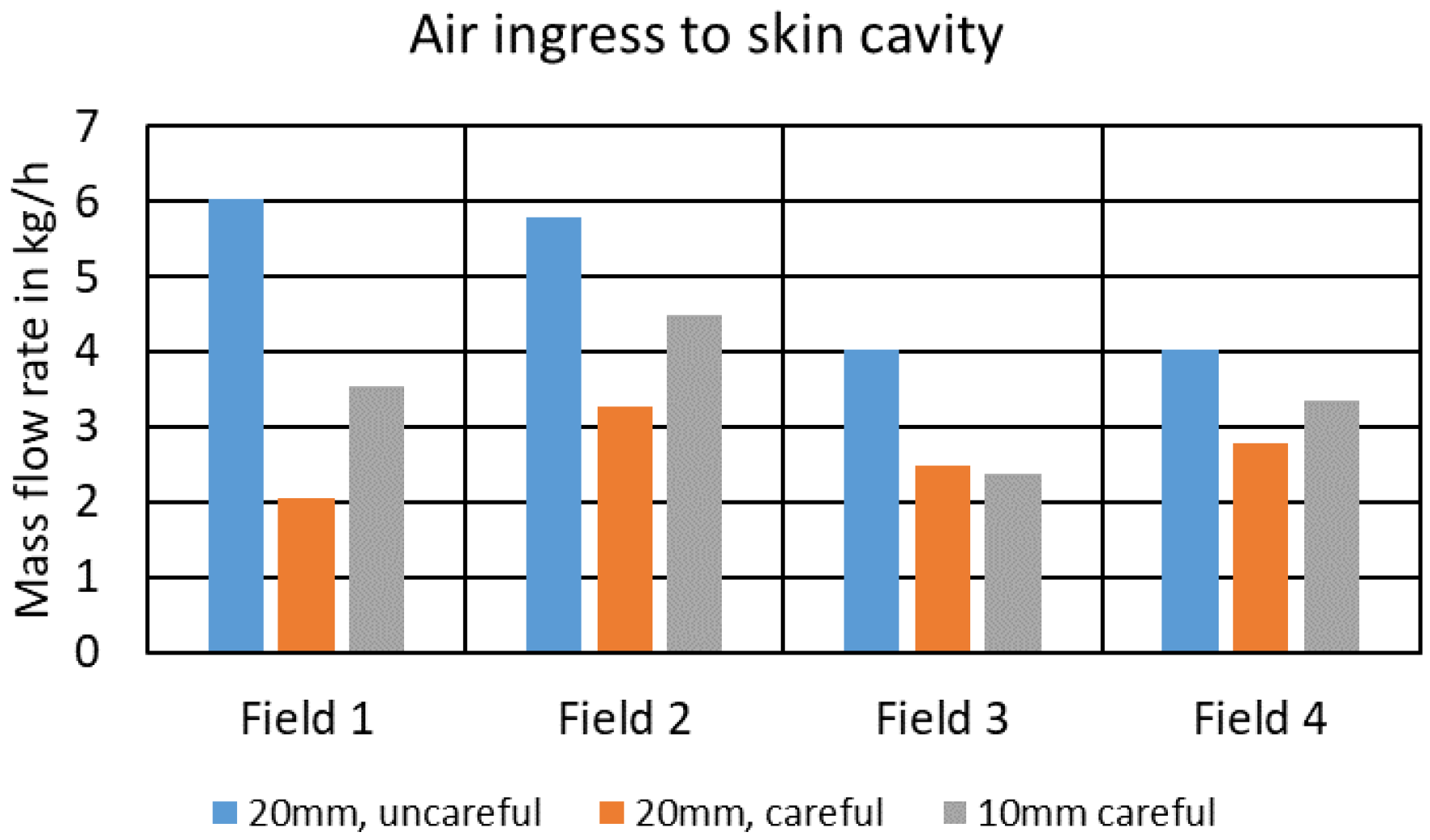
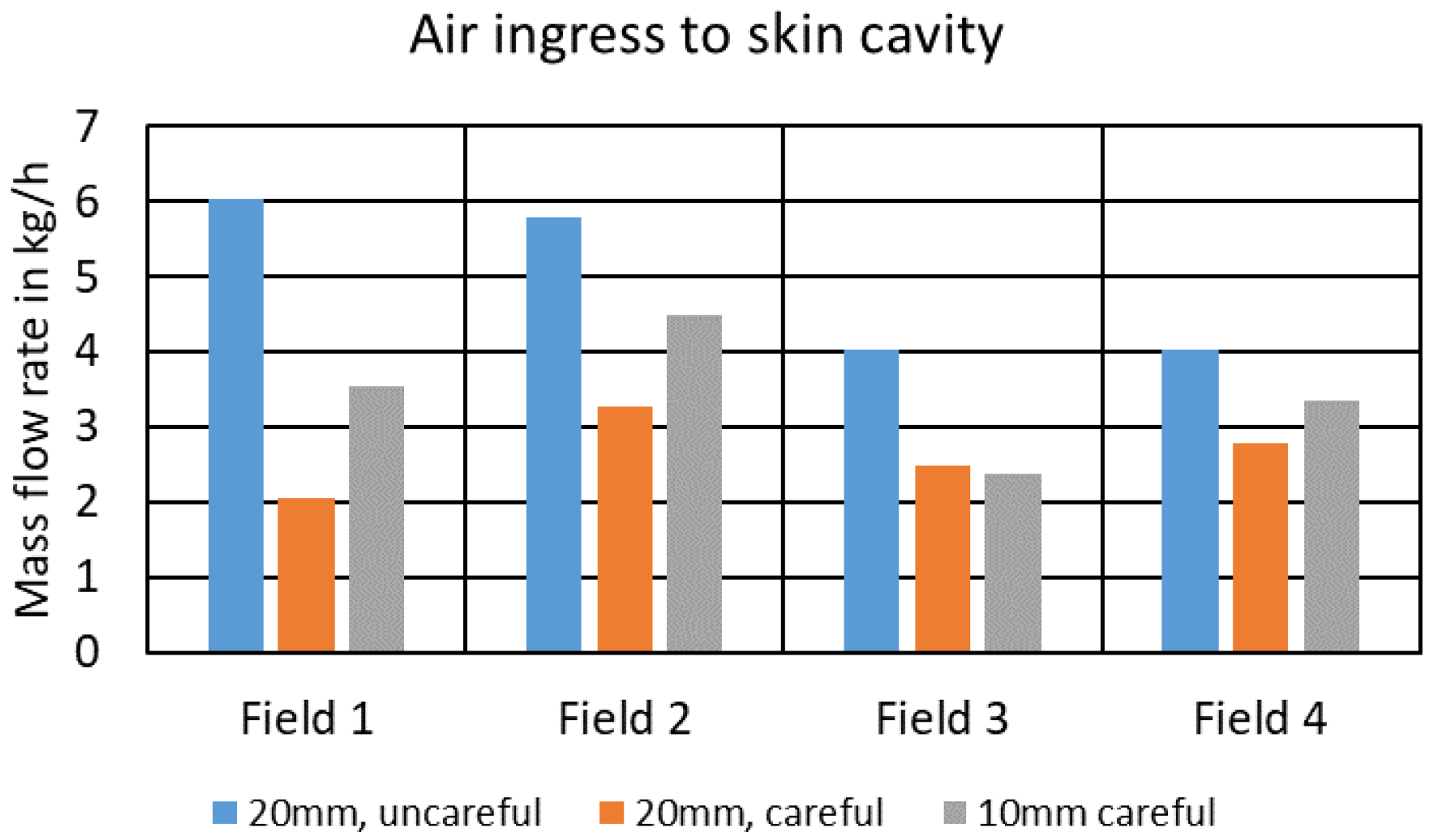
Figure 16) shows that a higher flow rate in the gap inboard the primary insulation does not necessarily result in a higher amount of condensate on the structure. In order to analyze this effect, the flow rate exchanged between the gap and the skin cavity are estimated. For this, the amount of frost is divided by the potential for frost formation (difference between cabin moisture content and skin saturation moisture content) and the exposure duration of 7 h.
This estimation leads to the flow rate estimation per field shown in
Figure 18. In sum, the total airflow to the cavities varies between 10.6 to 19.9 kg/h. This is an order of magnitude smaller than the airflow through the gap behind the sidewall. Hence, the independence of frost buildup from the airflow in the gap becomes comprehensive as only a small fraction of air contributes to condensate formation.
4. Discussion
This research investigates the effect of a particle foam insulation and its installation procedure on the hygrothermal conditions behind the cabin sidewall. The experimental study is conducted in a representative test chamber. Nevertheless, some simplifications compared with the real flight are made. First, the typical cabin cruise pressure is 750 hPa whereas the lab ambient air pressure is approximately 940 hPa (the lab is at 694 m elevation). In a comparison performed by [
13], pressure differences are estimated approximately 20% lower in cruise than in ground pressure conditions. On the other hand, typical cruise exterior conditions are −56.5 °C [
2], whereas the LITE chamber achieves around −30 °C. Furthermore, the chamber considers a rather undisturbed section of the fuselage, without the presence of, e.g., doors or riser ducts. Additionally, the crown section is not present, potentially reducing the buoyancy effect due to lower elevation. Nevertheless, the chamber tests provide a thorough insight into the driving effects of the airflows behind the sidewall.
Comparing the measured amount of condensate on the frames proves to be in the order of magnitude of the value of 91 g postulated by [
11,
16]. Measured stack pressure is merely within the estimated 0 to 4.5 Pa of [
13].
Therefore, the experiments are considered providing a valuable step to the understanding of the major effects driving the hygrothermal behavior of the sidewall section, and persistent conclusions can be drawn from it. The experiments prove that novel insulation systems can be assessed in this type of chamber.











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}