
Comparison of Visual and Visual–Tactile Inspection of Aircraft Engine Blades



Abstract
:
1. Introduction
2. Literature Review
3. Materials and Methods
3.1. Research Objective and Methodology
3.2. Research Sample
3.3. Research Population
3.4. Experiment Design
3.5. Data Analysis
4. Results
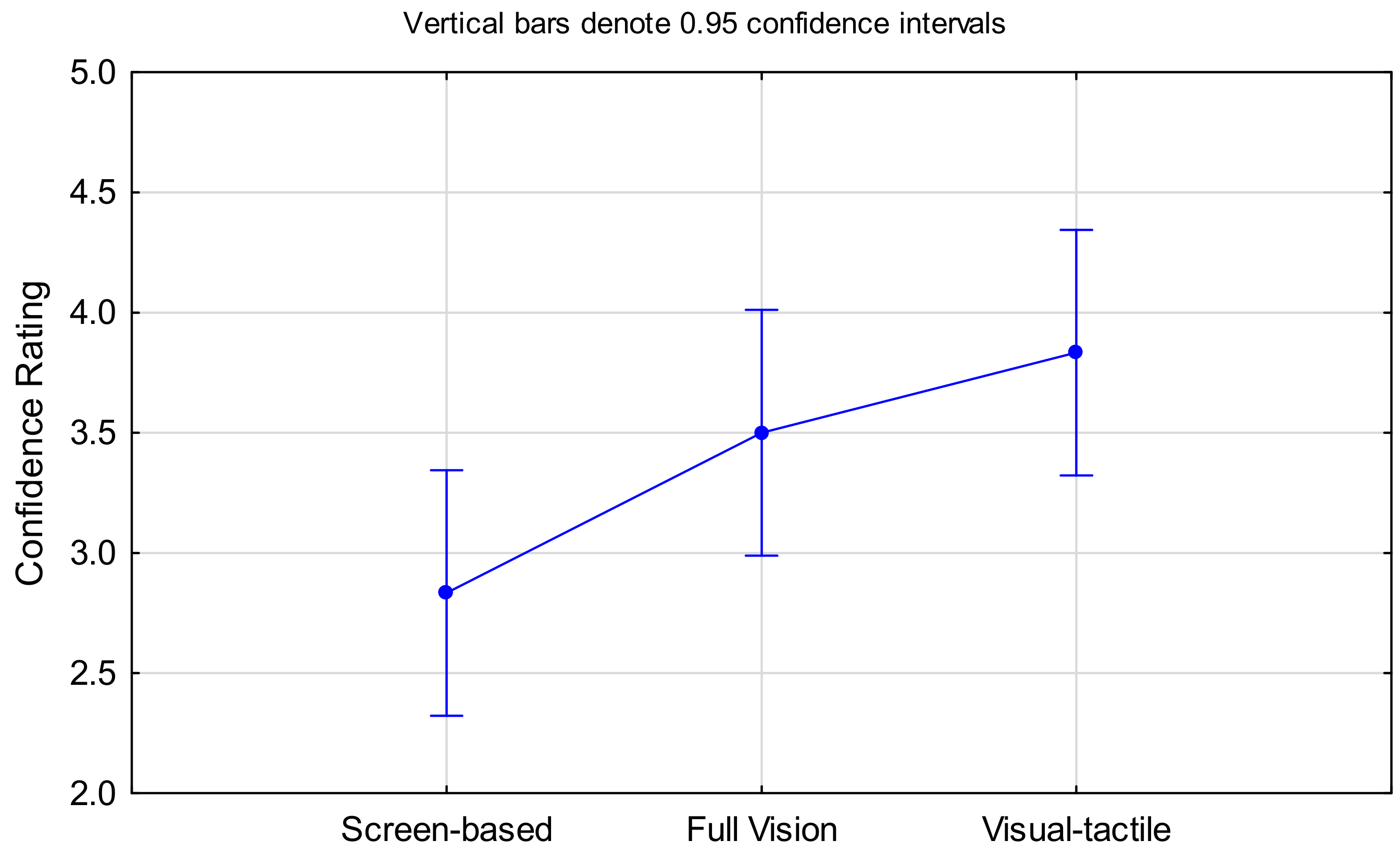
4.1. Hypothesis H1 Testing
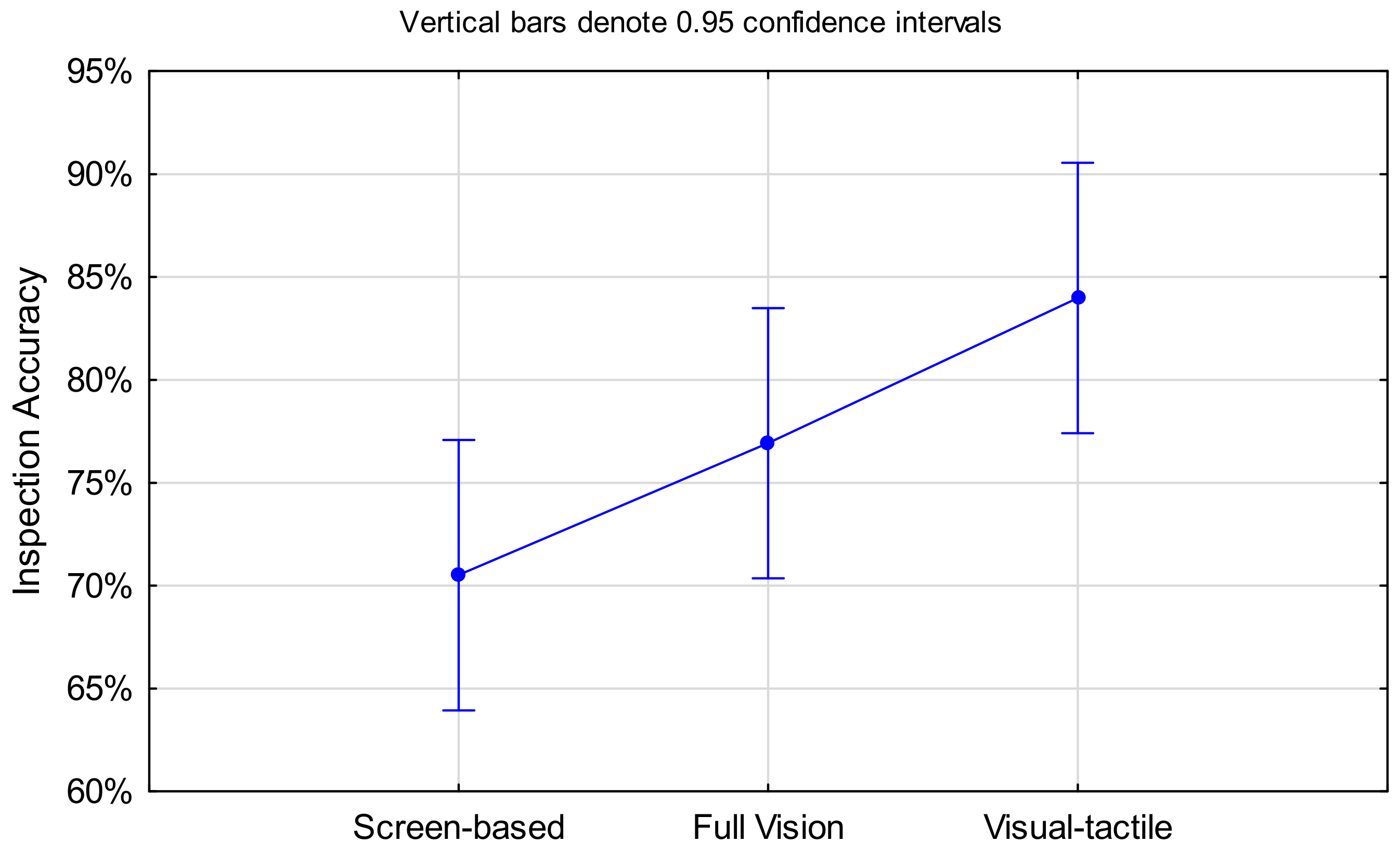
4.1.1. Inspection Accuracy
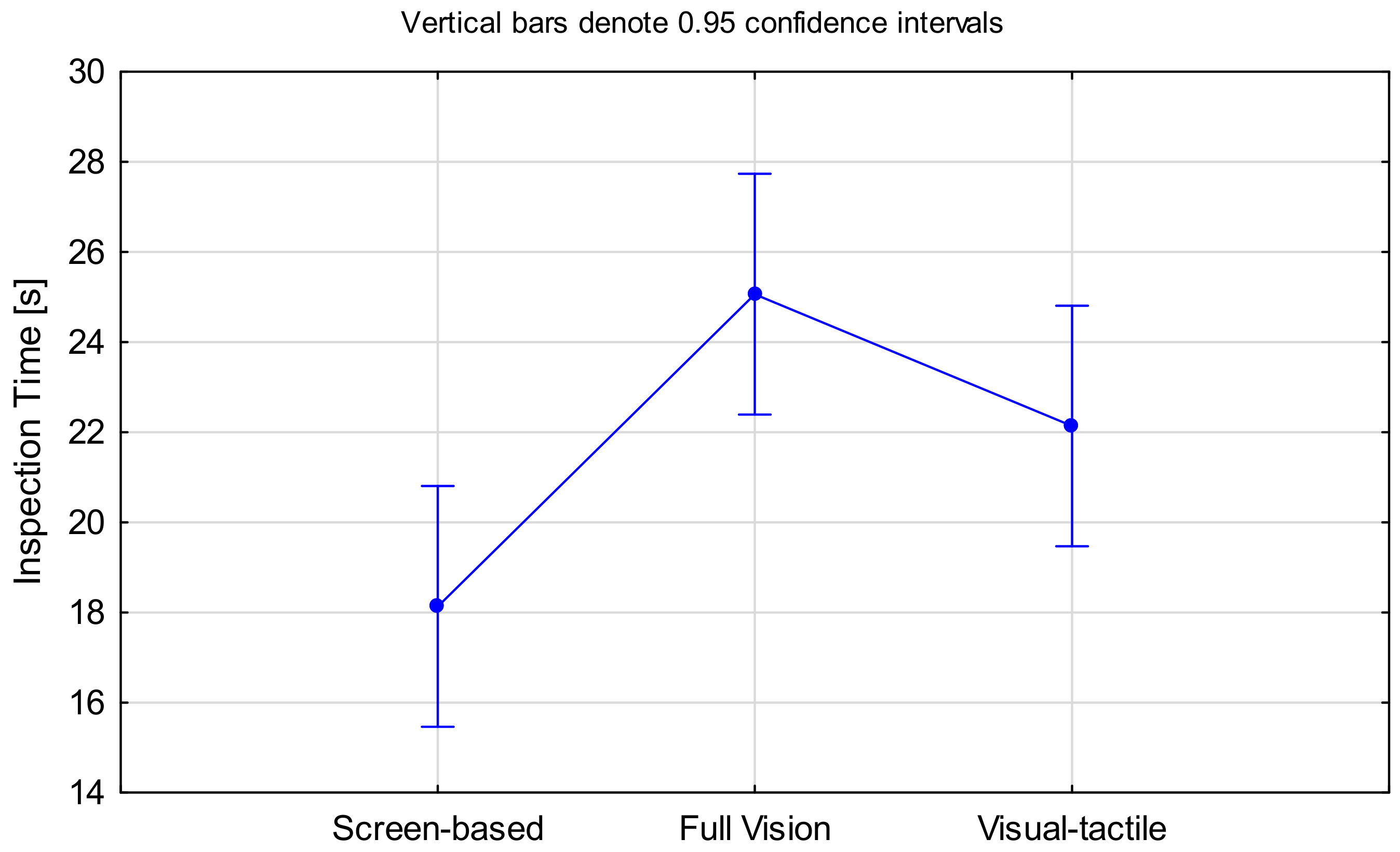
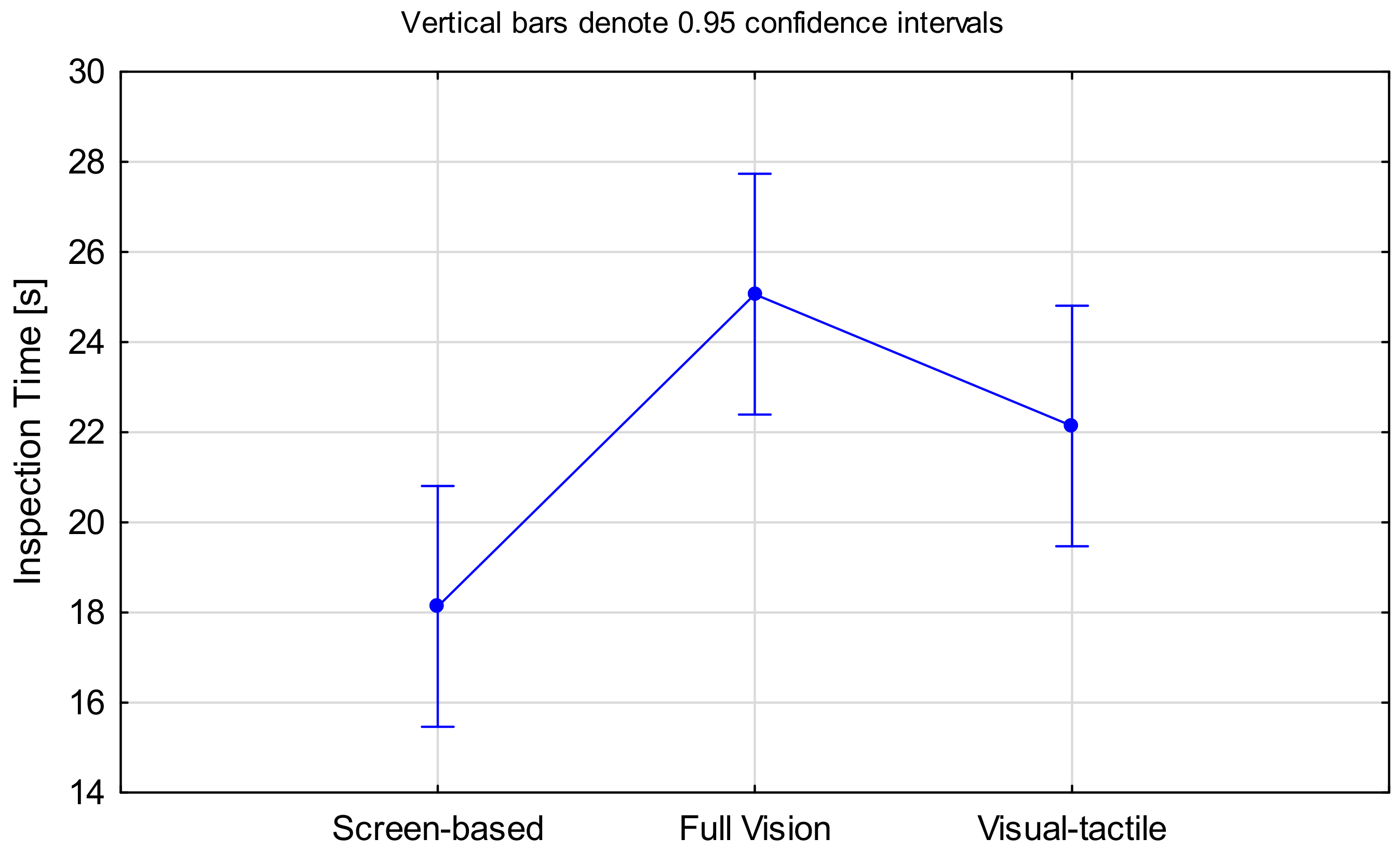
4.1.2. Inspection Time
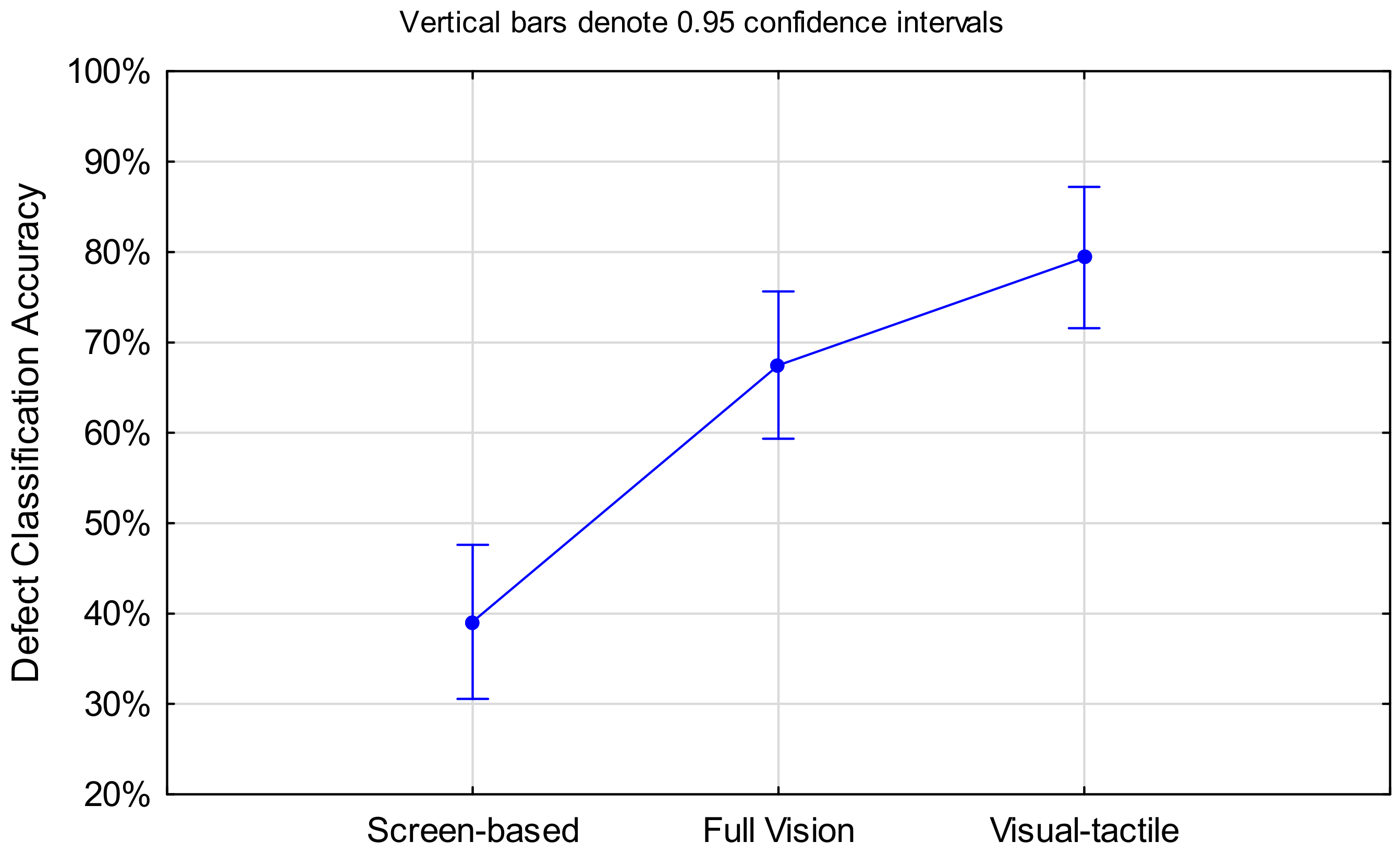
4.1.3. Defect Classification Accuracy
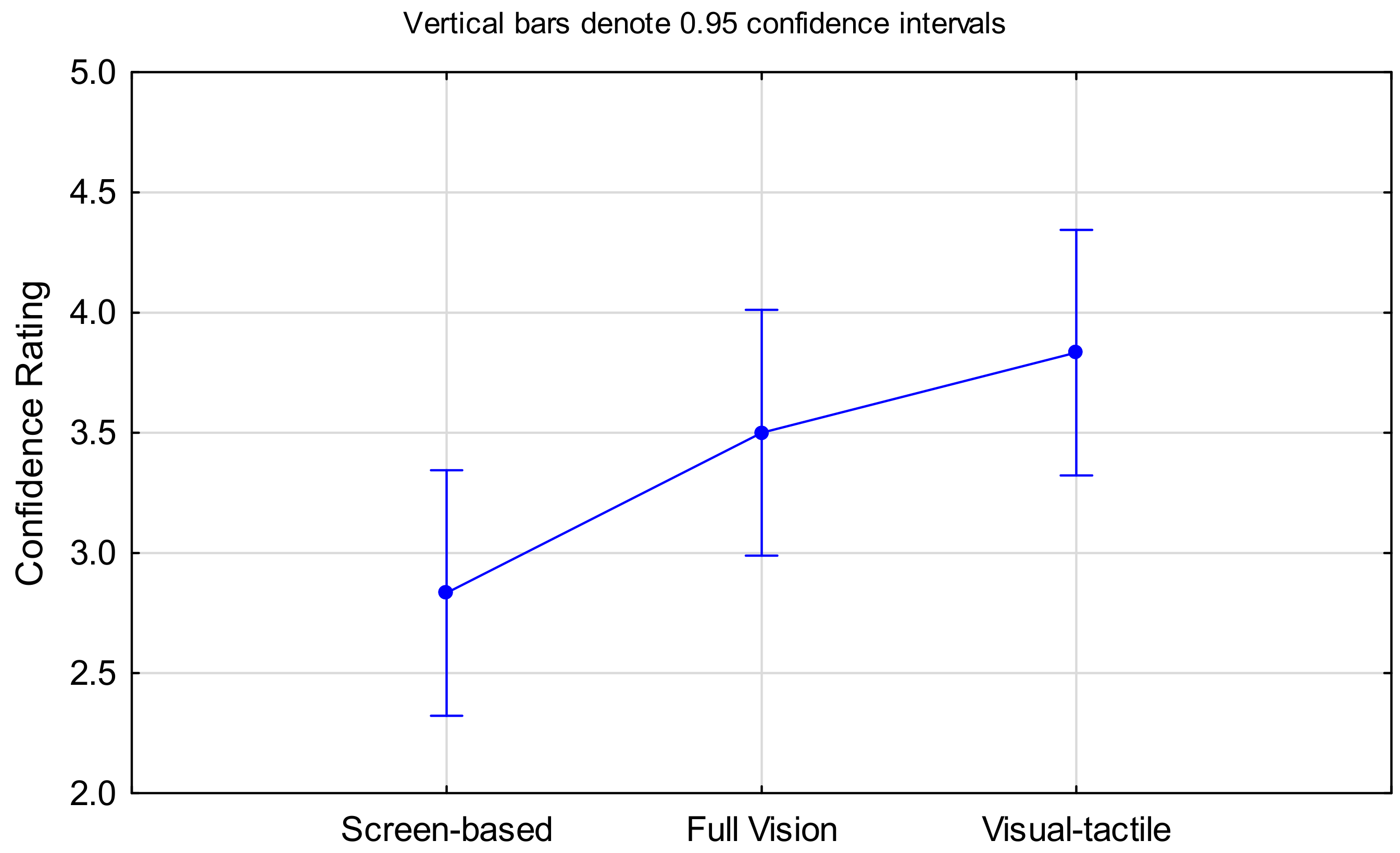
4.2. Hypothesis H2 Testing
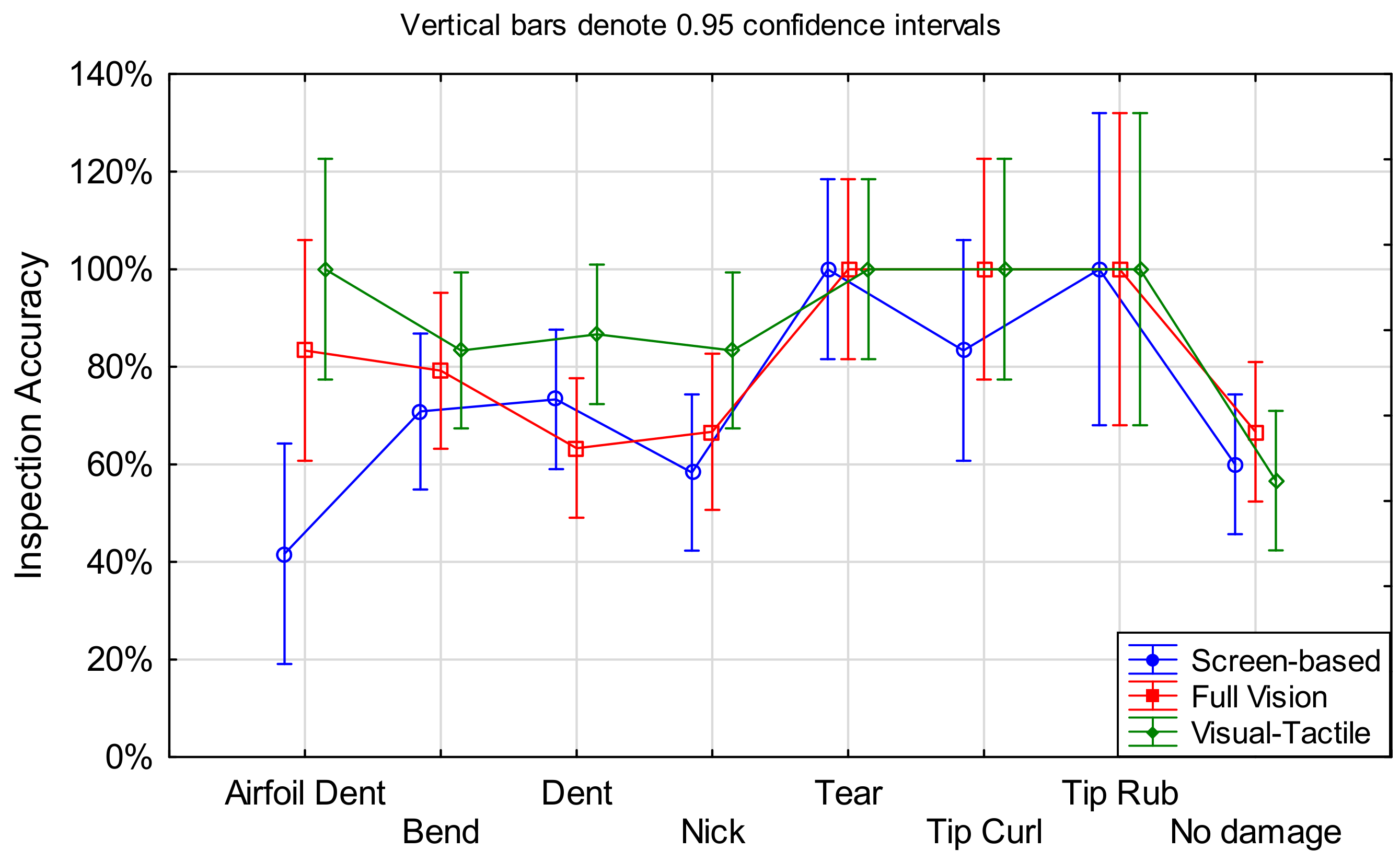
4.2.1. Inspection Accuracy
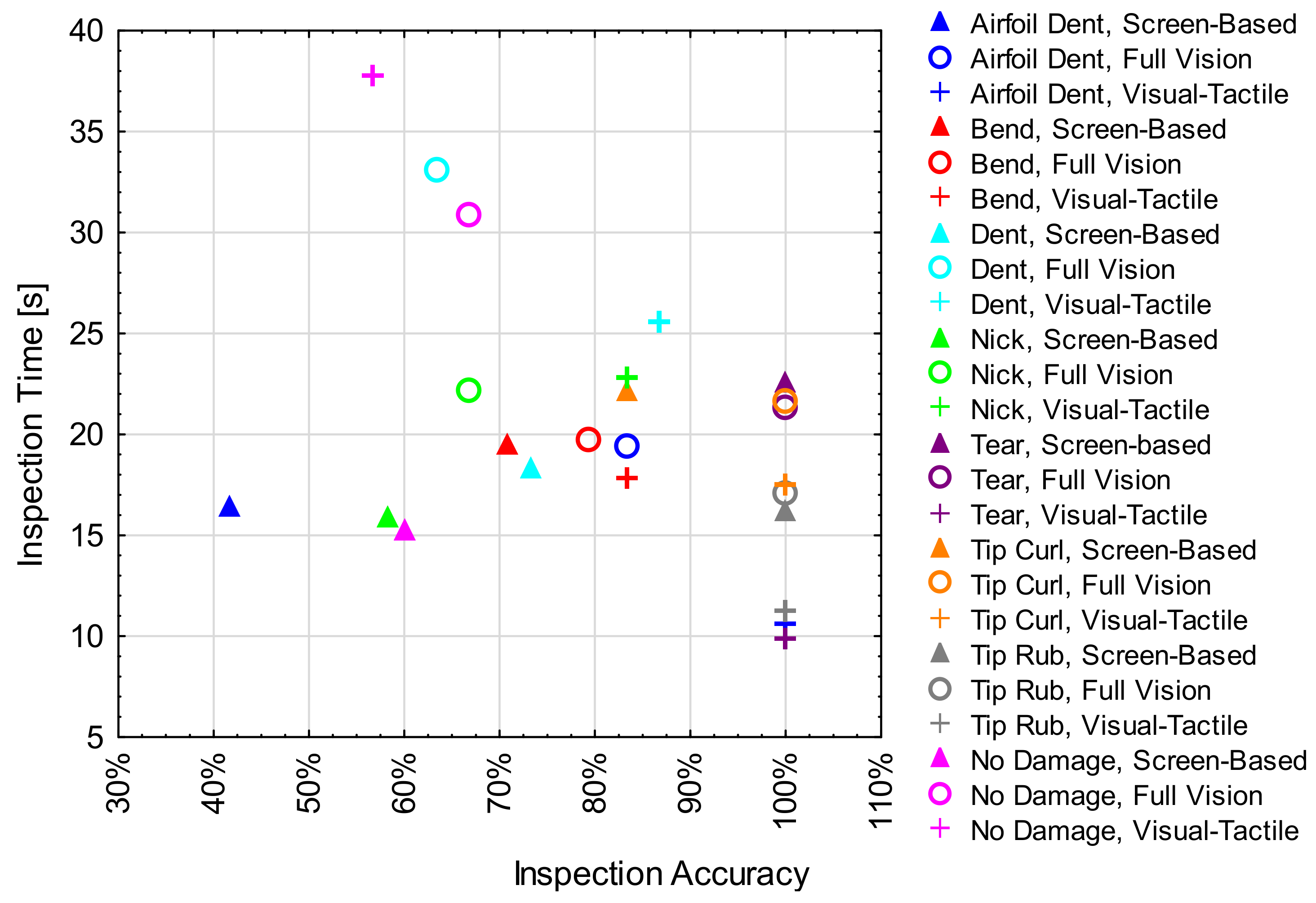
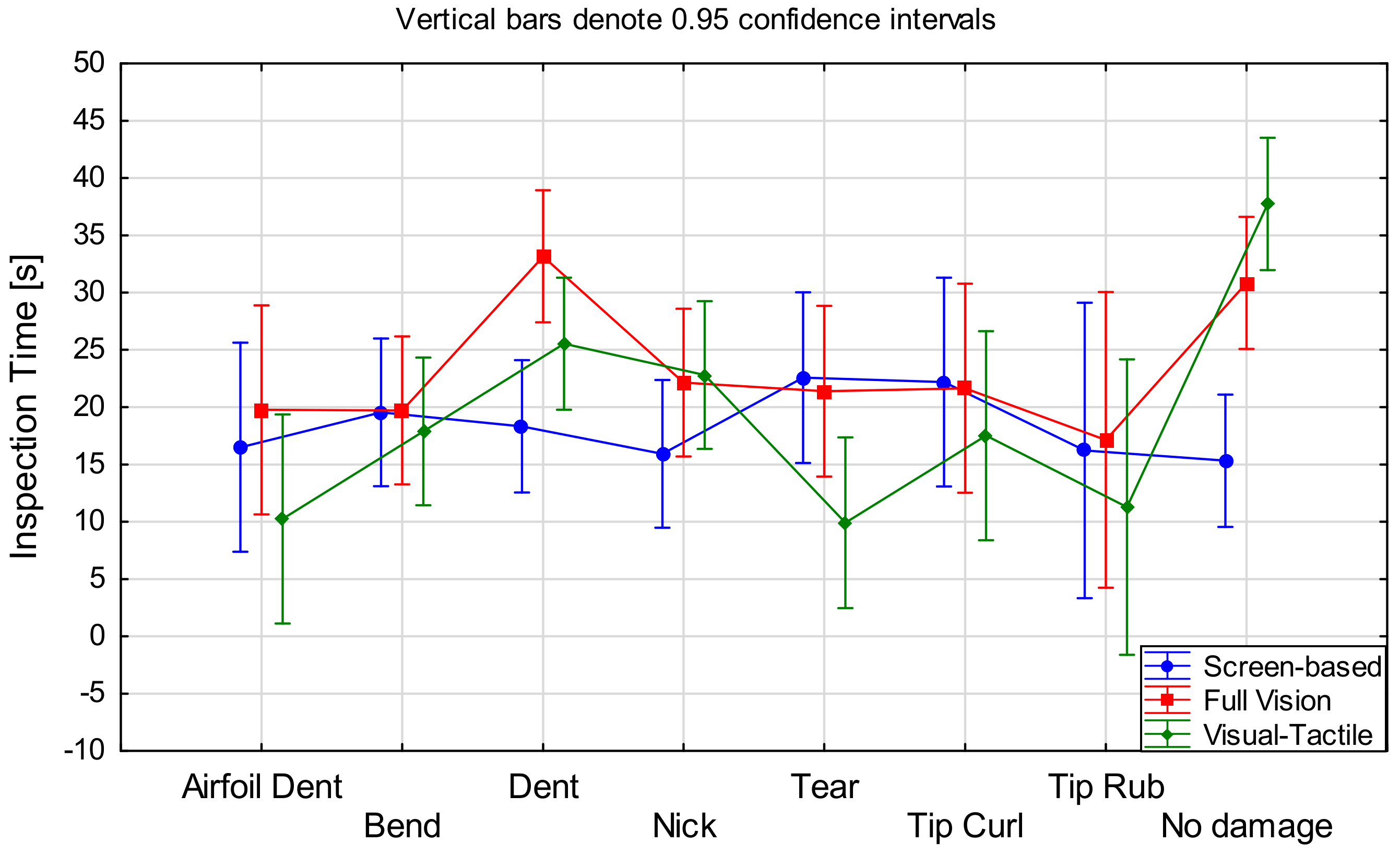
4.2.2. Inspection Time
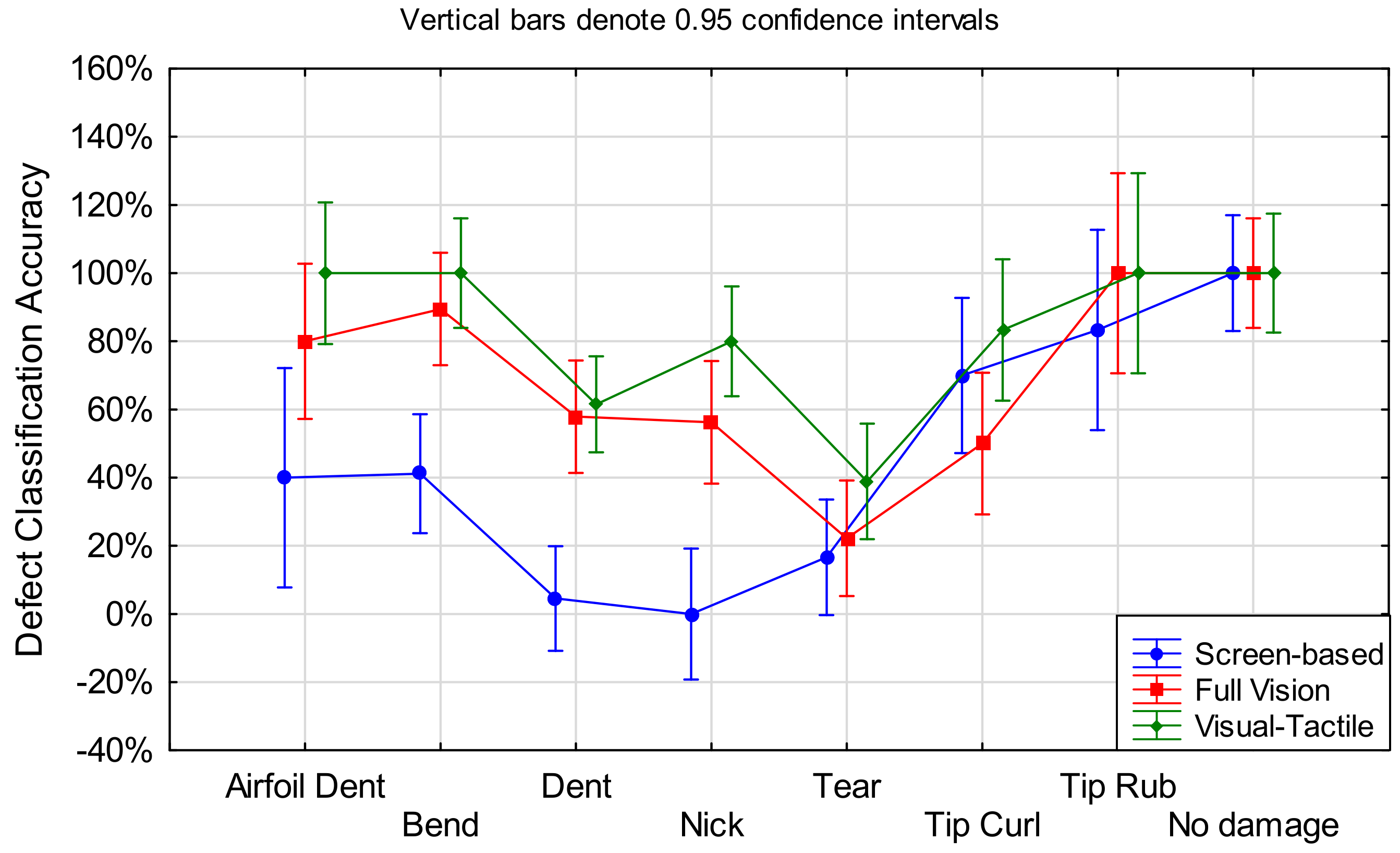
4.2.3. Defect Classification Accuracy
4.3. Hypothesis H3 Testing
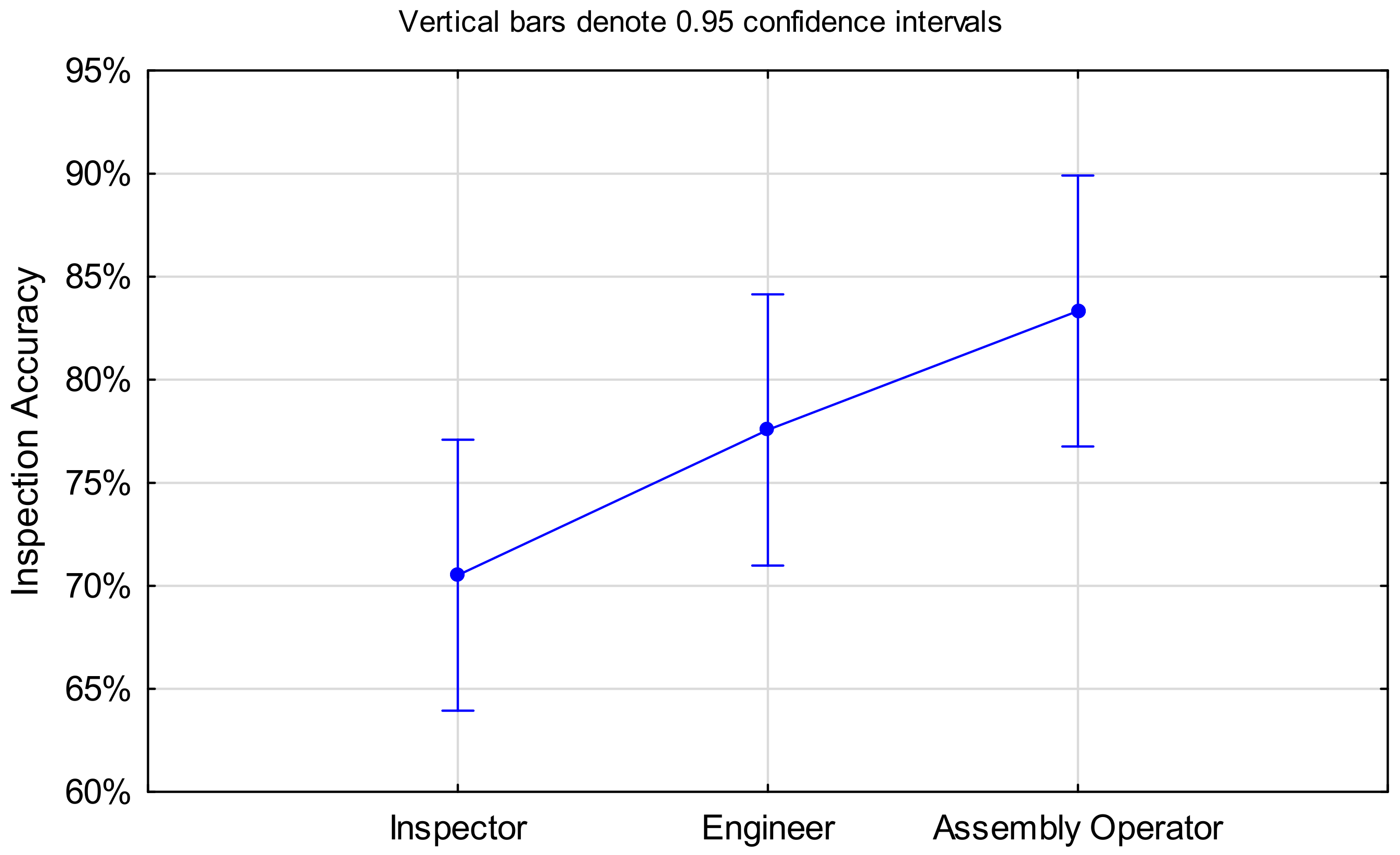
4.3.1. Inspection Accuracy
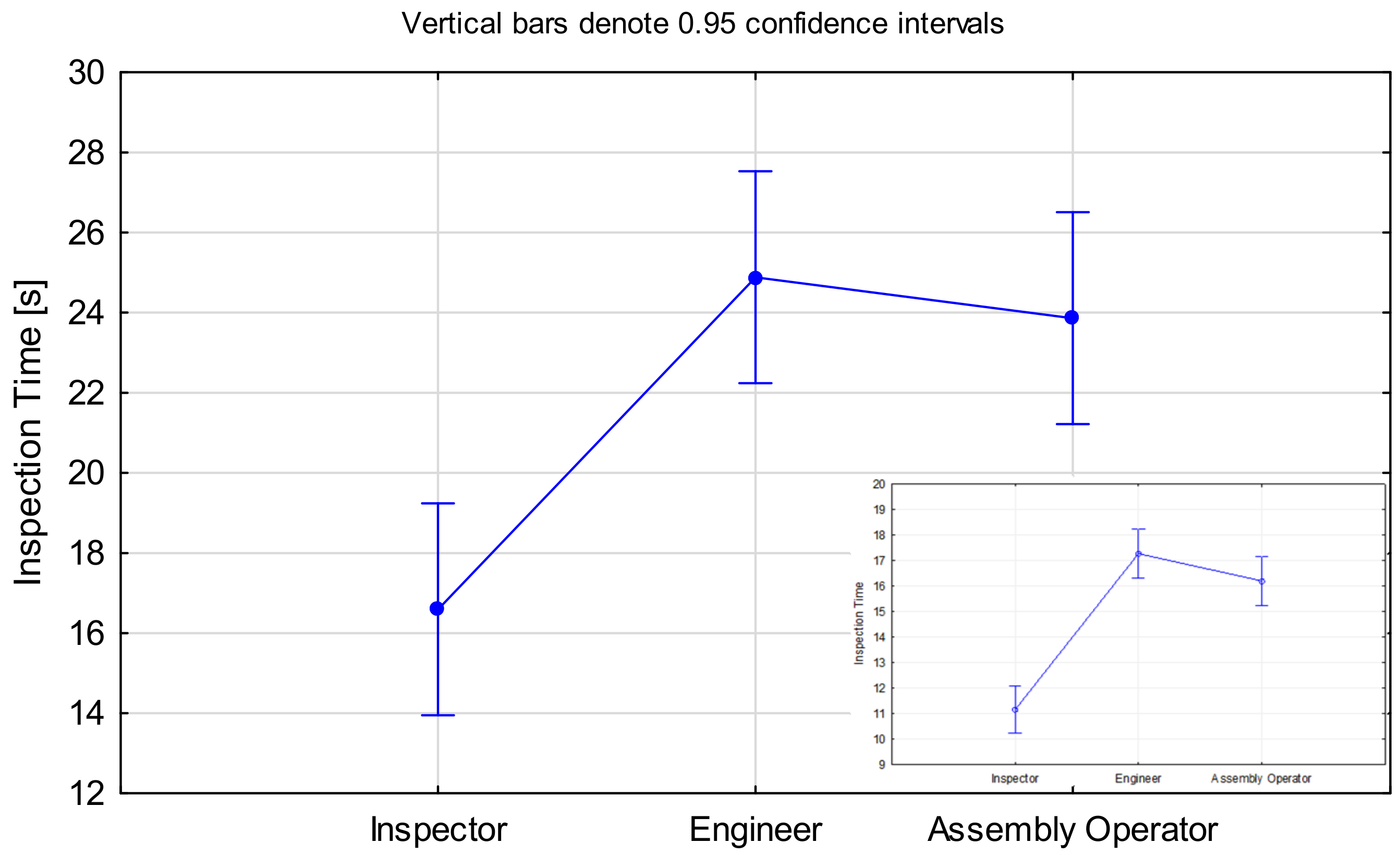
4.3.2. Inspection Time
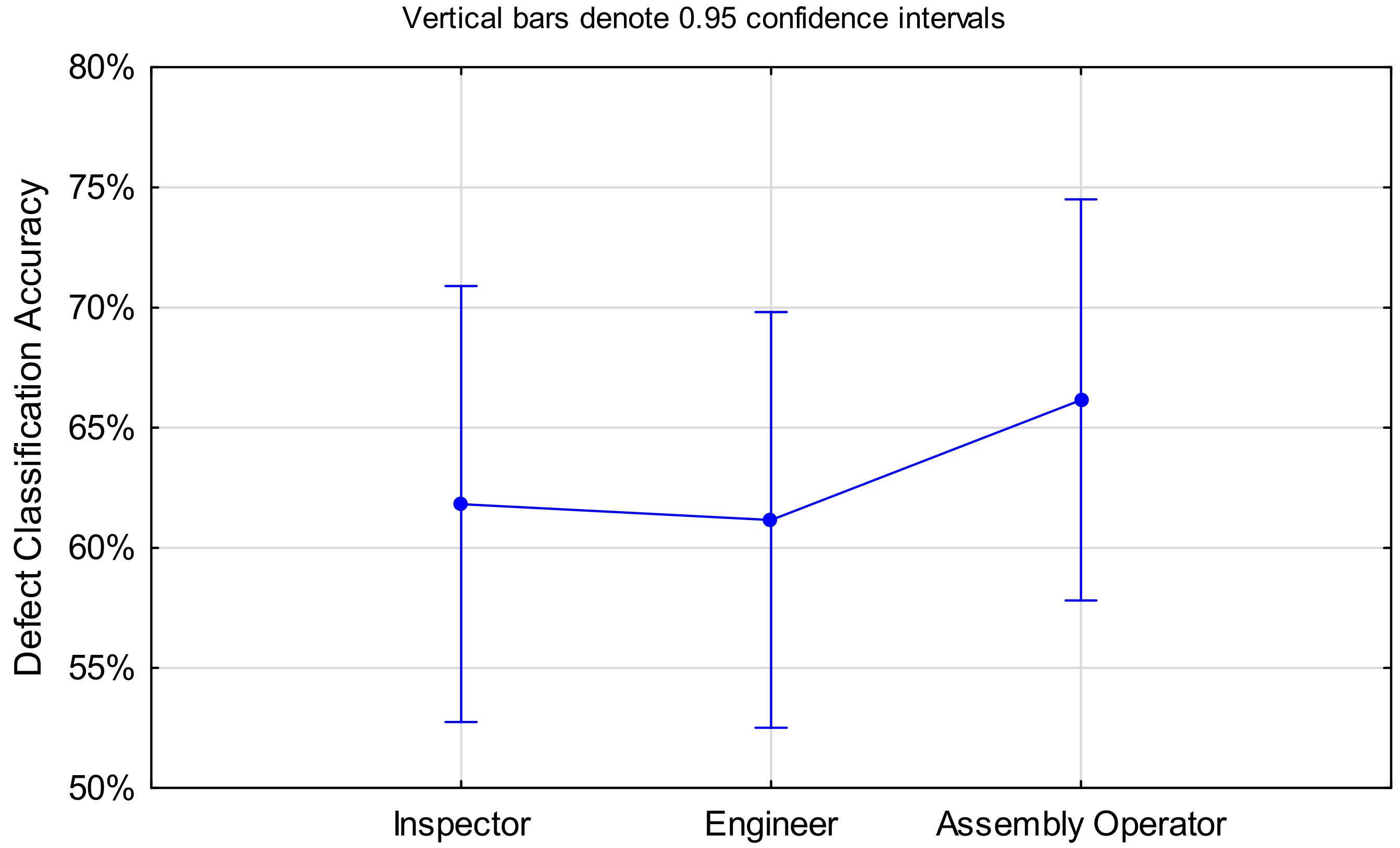
4.3.3. Defect Classification Accuracy
5. Discussion
5.1. Summary of Work and Comparison with Other Studies
5.1.1. Inspection Method
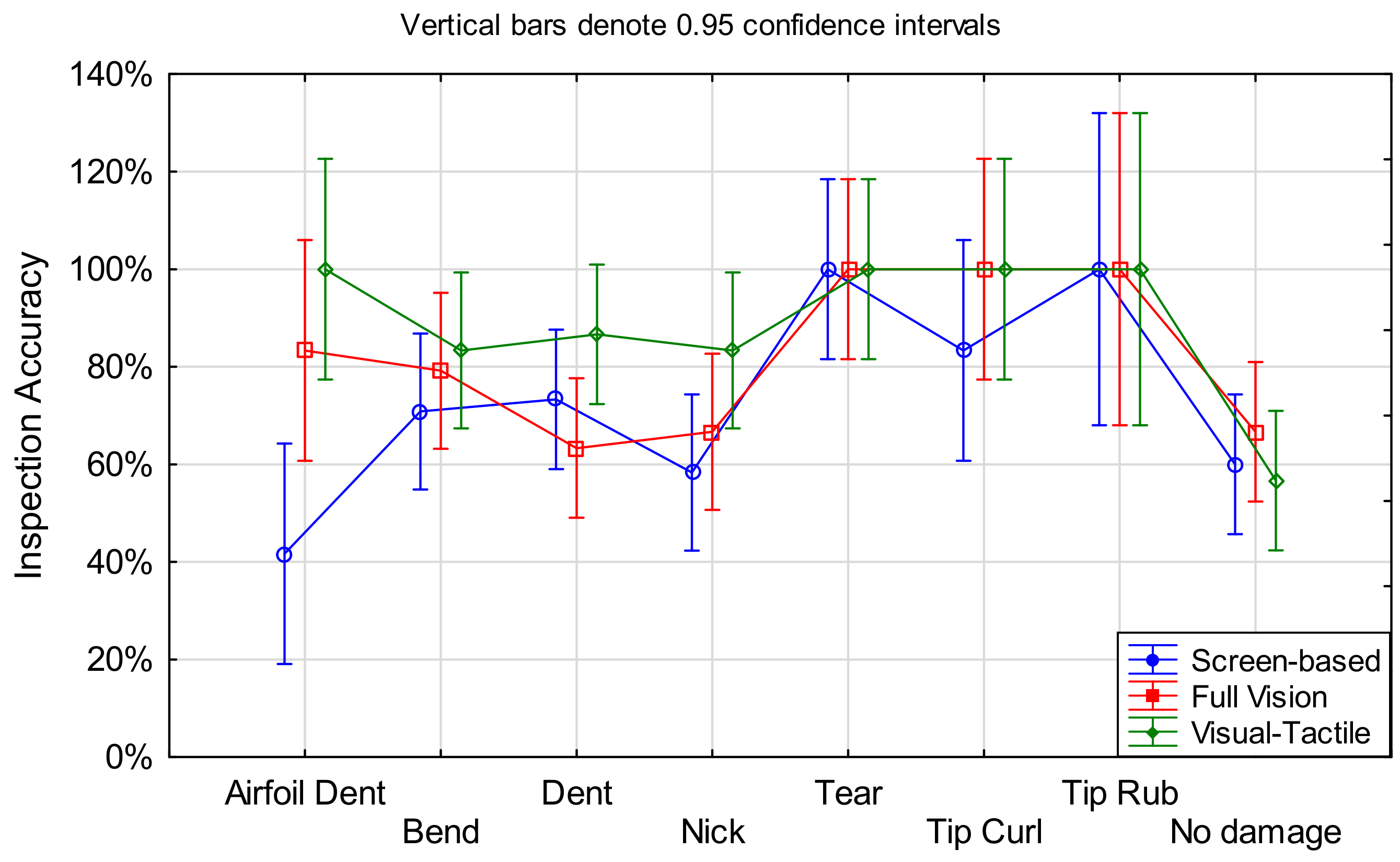
5.1.2. Defect Types
- For inspection accuracy, the most valuable improvements would be for screen-based inspection of nicks.
- For inspection time, the no-damage conditions were noted to take more than 30 s when visual–tactile and full vision inspections were used. Surprisingly screen-based methods were faster and of similar inspection accuracy. The full vision method applied to dents was also time consuming.
5.1.3. Expertise
5.2. Implications for Practitioners
5.3. Limitations
5.4. Future Work
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Latorella, K.A.; Prabhu, P.V. A review of human error in aviation maintenance and inspection. Int. J. Ind. Ergon. 2000, 26, 133–161. [Google Scholar] [CrossRef]
- Nickles, G.; Him, H.; Koenig, S.; Gramopadhye, A.; Melloy, B. A Descriptive Model of Aircraft Inspection Activities. Available online: https://www.faa.gov/about/initiatives/maintenance_hf/library/documents/media/human_factors_maintenance/a_descriptive_model_of_aircraft_inspection_activities.pdf. (accessed on 20 September 2021).
- Hussin, R.; Ismail, N.; Mustapa, S. A study of foreign object damage (FOD) and prevention method at the airport and aircraft maintenance area. In Proceedings of the IOP Conference Series: Materials Science and Engineering, Kuala Lumpur, Malaysia, 8–9 November 2016; p. 012038. [Google Scholar]
- Australian Transport Safety Bureau (ATSB). Engine power loss and low speed rejected take off, involving Airbus A320-232, registered VH-VFF. Available online: https://www.atsb.gov.au/publications/investigation_reports/2020/aair/ao-2020-058/ (accessed on 19 August 2021).
- Australian Transport Safety Bureau (ATSB). Foreign object damage involving Airbus A320, VH-VGY. Available online: https://www.atsb.gov.au/publications/investigation_reports/2017/aair/ao-2017-108/ (accessed on 19 August 2021).
- Aust, J.; Mitrovic, A.; Pons, D. Assessment of the Effect of Cleanliness on the Visual Inspection of Aircraft Engine Blades: An Eye Tracking Study. Sensors 2021, 21, 6135. [Google Scholar] [CrossRef]
- Baaran, J. Visual Inspection of Composite Structures; European Aviation Safety Agency (EASA): Cologne, Germany, 2009. [Google Scholar]
- Spencer, F.W. Visual Inspection Research Project Report on Benchmark Inspections; Aging Aircraft NDI Validation Center (AANC), Sandia National Labs: Albuquerque, NM, USA, 1996; p. 59. [Google Scholar]
- Erhart, D.; Ostrom, L.T.; Wilhelmsen, C.A. Visual detectibility of dents on a composite aircraft inspection specimen: An initial study. Int. J. Appl. Aviat. Stud. 2004, 4, 111–122. [Google Scholar]
- Drury, C.G.; Watson, J. Good Practices in Visual Inspection. Available online: https://www.faa.gov/about/initiatives/maintenance_hf/library/documents/#HumanFactorsMaintenance (accessed on 14 June 2021).
- Kishi, K.; Hida, T.; Nakajima, R.; Matsumoto, T. Proposal of Tactile Inspection Conditions for Valid Defects Detection Focusing on Haptic Perception with Active Touch. Available online: https://apiems2016.conf.tw/site/userdata/1087/papers/0152.pdf (accessed on 16 August 2021).
- Gibson, J.J. Observations on active touch. Psychol Rev. 1962, 69, 477–491. [Google Scholar] [CrossRef] [PubMed]
- Auld, M.L.; Boyd, R.N.; Moseley, G.L.; Johnston, L.M. Tactile Assessment in Children with Cerebral Palsy: A Clinimetric Review. Phys. Occup Ther Pediatr 2011, 31, 413–439. [Google Scholar] [CrossRef] [PubMed]
- Macey, R.; Walsh, T.; Riley, P.; Glenny, A.-M.; Worthington, H.V.; O’Malley, L.; Clarkson, J.E.; Ricketts, D. Visual or visual-tactile examination to detect and inform the diagnosis of enamel caries. Cochrane Database Syst. Rev. 2021, 6, CD014546. [Google Scholar] [CrossRef]
- Kikuuwe, R.; Sano, A.; Mochiyama, H.; Takesue, N.; Tsunekawa, K.; Suzuki, S.; Fujimoto, H. The tactile contact lens. In Proceedings of the IEEE Sensors, Vienna, Austria, 24–27 October 2004; pp. 535–538. [Google Scholar]
- Desai, S.; Konz, S. Tactile Inspection Performance with and without Gloves. Proc. Hum. Factors Soc. annu. meet. 1983, 27, 782–785. [Google Scholar] [CrossRef]
- Noro, K. Analysis of visual and tactile search in industrial inspection. Ergonomics 1984, 27, 733–743. [Google Scholar] [CrossRef]
- Nakajima, R.; Yamamoto, R.; Hida, T.; Matsumoto, T. A Study on the Effect of Defect Shape on Defect Detection in Visual Inspection. Procedia Manuf. 2019, 39, 1641–1648. [Google Scholar] [CrossRef]
- Drury, C.G. The speed—accuracy trade-off in industry. Ergonomics 1994, 37, 747–763. [Google Scholar] [CrossRef]
- Kleiner, B.M.; Drury, C.G.; Christopher, G.L. Sensitivity of Human Tactile Inspection. Hum. Factors 1987, 29, 1–7. [Google Scholar] [CrossRef] [PubMed]
- McKennel, A.C. Wool Quality Assessment—The Acquisition of Skill. J. Occup. Psychol. 1958, 32, 111–119. [Google Scholar]
- Aust, J.; Shankland, S.; Pons, D.; Mukundan, R.; Mitrovic, A. Automated Defect Detection and Decision-Support in Gas Turbine Blade Inspection. Aerospace 2021, 8, 30. [Google Scholar] [CrossRef]
- Aust, J.; Pons, D. Methodology for Evaluating Risk of Visual Inspection Tasks of Aircraft Engine Blades. Aerospace 2021, 8, 117. [Google Scholar] [CrossRef]
- Aust, J.; Pons, D. Taxonomy of Gas Turbine Blade Defects. Aerospace 2019, 6, 58. [Google Scholar] [CrossRef] [Green Version]
- Carpenter, C.; Dhong, C.; Root, N.; Rodriquez, D.; Abdo, E.; Skelil, K.; Alkhadra, M.; Ramírez, J.; Ramachandran, V.; Lipomi, D. Human ability to discriminate surface chemistry by touch. Mater. Horiz 2017, 5, 70–77. [Google Scholar] [CrossRef]
- Drury, C.; Sinclair, M. Human and Machine Performance in an Inspection Task. Hum. Factors 1983, 25, 391–399. [Google Scholar] [CrossRef]
- Kotsiantis, S.B.; Zaharakis, I.D.; Pintelas, P.E. Machine learning: A review of classification and combining techniques. Artif. Intell. Rev. 2006, 26, 159–190. [Google Scholar] [CrossRef]
- Goh, Y.C.; Cai, X.Q.; Theseira, W.; Ko, G.; Khor, K.A. Evaluating human versus machine learning performance in classifying research abstracts. Scientometrics 2020, 125, 1197–1212. [Google Scholar] [CrossRef]
- Boesser, C.T. Comparing Human and Machine Learning Classification of Human Factors in Incident Reports From Aviation. Ph.D. Thesis, University of Central Florida, Orlando, FL, USA, December 2021. [Google Scholar]
- Dodge, S.; Karam, L. Human and DNN Classification Performance on Images with Quality Distortions: A Comparative Study. ACM Trans. Appl. Percept. 2019, 16, 1–17. [Google Scholar] [CrossRef]
- Carrasco, J.; Hogan, A.; Pérez, J. Laconic Image Classification: Human vs. Machine Performance. In Proceedings of the 29th ACM International Conference on Information & Knowledge Management, Association for Computing Machinery, New York, NY, USA, 19–23 October 2020; pp. 115–124. [Google Scholar]
- Drury, C.G.; Fox, J.G. The imperfect inspector. In Human Reliability in Quality Control; Drury, C.G., Fox, J.G., Eds.; Taylor & Francis: London, UK, 1975; pp. 11–16. [Google Scholar]
- See, J.E. Visual Inspection Reliability for Precision Manufactured Parts. Hum. Factors 2015, 57, 1427–1442. [Google Scholar] [CrossRef] [Green Version]
- Wickremaratchi, M.M.; Llewelyn, J.G. Effects of ageing on touch. Postgrad. Med. J. 2006, 82, 301–304. [Google Scholar] [CrossRef] [PubMed]
- Abdouni, A.; Moreau, G.; Vargiolu, R.; Zahouani, H. Static and active tactile perception and touch anisotropy: Aging and gender effect. Sci. Rep. 2018, 8, 14240. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Verrillo, R.T. Aging of Tactile Sense. In Encyclopedia of Neuroscience; Binder, M.D., Hirokawa, N., Windhorst, U., Eds.; Springer: Berlin/Heidelberg, Germany, 2009; pp. 69–73. [Google Scholar]
- Tremblay, F.; Master, S. Touch in Aging. In Scholarpedia of Touch; Prescott, T., Ahissar, E., Izhikevich, E., Eds.; Atlantis Press: Paris, France, 2016; pp. 351–361. [Google Scholar]
- Sakamoto, M.; Watanabe, J. Visualizing Individual Perceptual Differences Using Intuitive Word-Based Input. Front. Psychol. 2019, 10, 1108. [Google Scholar] [CrossRef] [PubMed]
- Carey, L.M.; Mak-Yuen, Y.Y.K.; Matyas, T.A. The Functional Tactile Object Recognition Test: A Unidimensional Measure with Excellent Internal Consistency for Haptic Sensing of Real Objects After Stroke. Front. Neurosci. 2020, 14, 948. [Google Scholar] [CrossRef] [PubMed]
- Yukinawa, T.; Hida, T.; Seo, A. Effect of object orientation and scanning direction on upper limb load during tactile inspection. J. Jpn. Ind. Manag. Assoc. 2013, 64, 138–144. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Hypothesis |
|---|
| Hypothesis H1. The inspection method and associated inspection capabilities affect inspection performance measured in (a) inspection accuracy, (b) inspection time, and (c) defect classification accuracy. |
| Hypothesis H2. The defect type affects inspection performance measured in (a) inspection accuracy, (b) inspection time, and (c) defect classification accuracy. |
| Hypothesis H3. Inspectors perform better in terms of (a) inspection accuracy, (b) inspection time, and (c) defect classification accuracy than non-inspecting staff. |
| Metric | Description | |
|---|---|---|
| True Positive (TP) | Defect correctly detected (hit). | |
| True Negative (TN) | Undamaged blade correctly identified as non-defective. | |
| False Positive (FP) | Non-defective blade incorrectly identified as defective. | |
| False Negative (FN) | Defective blade incorrectly identified as non-defective (miss). | |
| Inspection Accuracy (IA) | The percentage of correct decisions made, i.e., correct removal from service of a defective blade (TP) or passing of a non-defective blade (TN). | |
| (1) | ||
| Inspection Time (IT) | Time spent per blade to perform the inspection in seconds. | |
| Defect Classification Accuracy (DCA) | The number of correct classifications divided by the number of correct detections (not the sample size). | |
| Participants | Screen-Based Inspection | Full Vision Inspection | Visual–Tactile Inspection |
|---|---|---|---|
| Inspector 1 | 69.2% | 69.2% | 88.5% |
| Inspector 2 | 57.1% | 65.4% | 73.1% |
| Engineer 1 | 57.7% | 88.5% | 88.5% |
| Engineer 2 | 76.9% | 69.2% | 84.6% |
| Assembly Operator 1 | 76.9% | 80.8% | 92.3% |
| Assembly Operator 2 | 84.6% | 88.5% | 76.9% |
| All Participants | 70.5% | 76.9% | 84.0% |
| Participants | Screen-Based Inspection | Full Vision Inspection | Visual–Tactile Inspection |
|---|---|---|---|
| Inspector 1 | 9.875 (4.768) | 11.582 (4.350) | 9.441 (4.777) |
| Inspector 2 | 10.276 (7.329) | 29.113 (11.567) | 29.267 (15.224) |
| Engineer 1 | 15.957 (8.486) | 21.625 (11.964) | 11.279 (8.073) |
| Engineer 2 | 20.277 (9.572) | 40.775 (30.401) | 39.388 (23.619) |
| Assembly Operator 1 | 17.280 (5.259) | 14.339 (6.759) | 16.779 (10.653) |
| Assembly Operator 2 | 35.136 (13.822) | 32.949 (17.122) | 26.684 (23.338) |
| All Participants | 18.134 (9.264) | 25.064 (11.261) | 22.140 (11.635) |
| Participants | Screen-Based Inspection | Full Vision Inspection | Visual–Tactile Inspection |
|---|---|---|---|
| Inspector 1 | 33.3% | 55.6% | 73.9% |
| Inspector 2 | 33.3% | 70.6% | 94.7% |
| Engineer 1 | 46.7% | 82.6% | 87.0% |
| Engineer 2 | 40.0% | 33.3% | 63.6% |
| Assembly Operator 1 | 45.0% | 76.2% | 79.2% |
| Assembly Operator 2 | 36.4% | 78.3% | 80.0% |
| All Participants | 39.1% | 67.5% | 79.4% |
| Inspection Method | Airfoil Dent | Bend | Dent | Nick | Tear | Tip Curl | Tip Rub | No Damage |
|---|---|---|---|---|---|---|---|---|
| Screen-based Inspection | 41.7% | 70.8% | 73.3% | 58.3% | 100.0% | 83.3% | 100.0% | 60.0% |
| Full Vision Inspection | 83.3% | 79.2% | 63.3% | 66.7% | 100.0% | 100.0% | 100.0% | 66.7% |
| Visual–Tactile Inspection | 100.0% | 83.3% | 86.7% | 83.3% | 100.0% | 100.0% | 100.0% | 56.7% |
| Inspection Method | Airfoil Dent | Bend | Dent | Nick | Tear | Tip Curl | Tip Rub | No Damage |
|---|---|---|---|---|---|---|---|---|
| Screen-based Inspection | 16.497 (14.565) | 19.541 (11.861) | 18.328 (12.524) | 15.923 (12.465) | 22.589 (12.328) | 22.185 (10.202) | 16.221 (9.809) | 15.325 (11.317) |
| Full Vision Inspection | 19.474 (16.962) | 19.717 (10.562) | 33.161 (29.752) | 22.144 (10.711) | 21.394 (13.208) | 21.653 (10.397) | 17.147 (11.079) | 30.850 (20.315) |
| Visual–Tactile Inspection | 10.599 (5.800) | 17.883 (14.658) | 25.538 (15.687) | 22.804 (17.438) | 9.912 (5.841) | 17.517 (19.117) | 11.275 (6.198) | 37.732 (25.147) |
| Inspection Method | Airfoil Dent | Bend | Dent | Nick | Tear | Tip Curl | Tip Rub | No Damage |
|---|---|---|---|---|---|---|---|---|
| Screen-based Inspection | 40.0% | 41.2% | 4.5% | 0.0% | 16.7% | 70.0% | 83.3% | 100.0% |
| Full Vision Inspection | 80.0% | 89.5% | 57.9% | 56.3% | 22.2% | 50.0% | 100.0% | 100.0% |
| Visual–Tactile Inspection | 100.0% | 100.0% | 61.5% | 80.0% | 38.9% | 83.3% | 100.0% | 100.0% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Aust, J.; Mitrovic, A.; Pons, D. Comparison of Visual and Visual–Tactile Inspection of Aircraft Engine Blades. Aerospace 2021, 8, 313. https://doi.org/10.3390/aerospace8110313
Aust J, Mitrovic A, Pons D. Comparison of Visual and Visual–Tactile Inspection of Aircraft Engine Blades. Aerospace. 2021; 8(11):313. https://doi.org/10.3390/aerospace8110313
Chicago/Turabian StyleAust, Jonas, Antonija Mitrovic, and Dirk Pons. 2021. "Comparison of Visual and Visual–Tactile Inspection of Aircraft Engine Blades" Aerospace 8, no. 11: 313. https://doi.org/10.3390/aerospace8110313
APA StyleAust, J., Mitrovic, A., & Pons, D. (2021). Comparison of Visual and Visual–Tactile Inspection of Aircraft Engine Blades. Aerospace, 8(11), 313. https://doi.org/10.3390/aerospace8110313