Taxonomy of Gas Turbine Blade Defects



Abstract
1. Introduction
2. Background Literature
2.1. Defect Perspectives
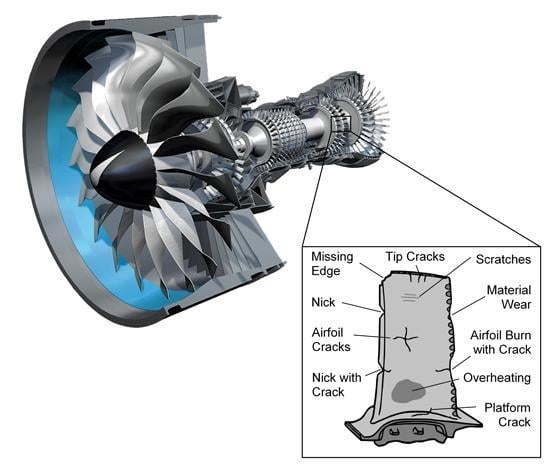
2.2. Engine Blade Defects
2.3. Variability in Practices
2.4. Defect Categorisation and Representation
3. Methodology
3.1. Purpose
3.2. Approach
4. Results
4.1. Blade Defect List and Taxonomy
- Surface damage: Surface damages describes deviations from the nominal surface, such as roughness, waviness, lay and flaws [20]. This may include material separation and/or loss of base material or coating [19,21]. It is often aggravated by high air temperature, humidity, moisture and contaminated environments, such as salt from sea or de-icing treatments. [8]
- Material deformation: Material deformation is notable by significant change of the original contour of the part. The deformation can be caused by mechanical or thermal means [21].
4.2. Six Main Categories of Causes
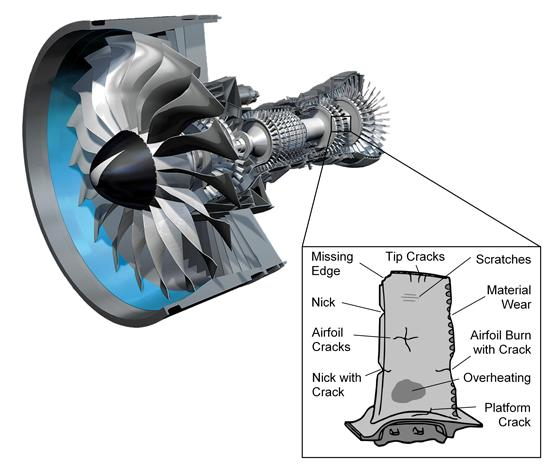
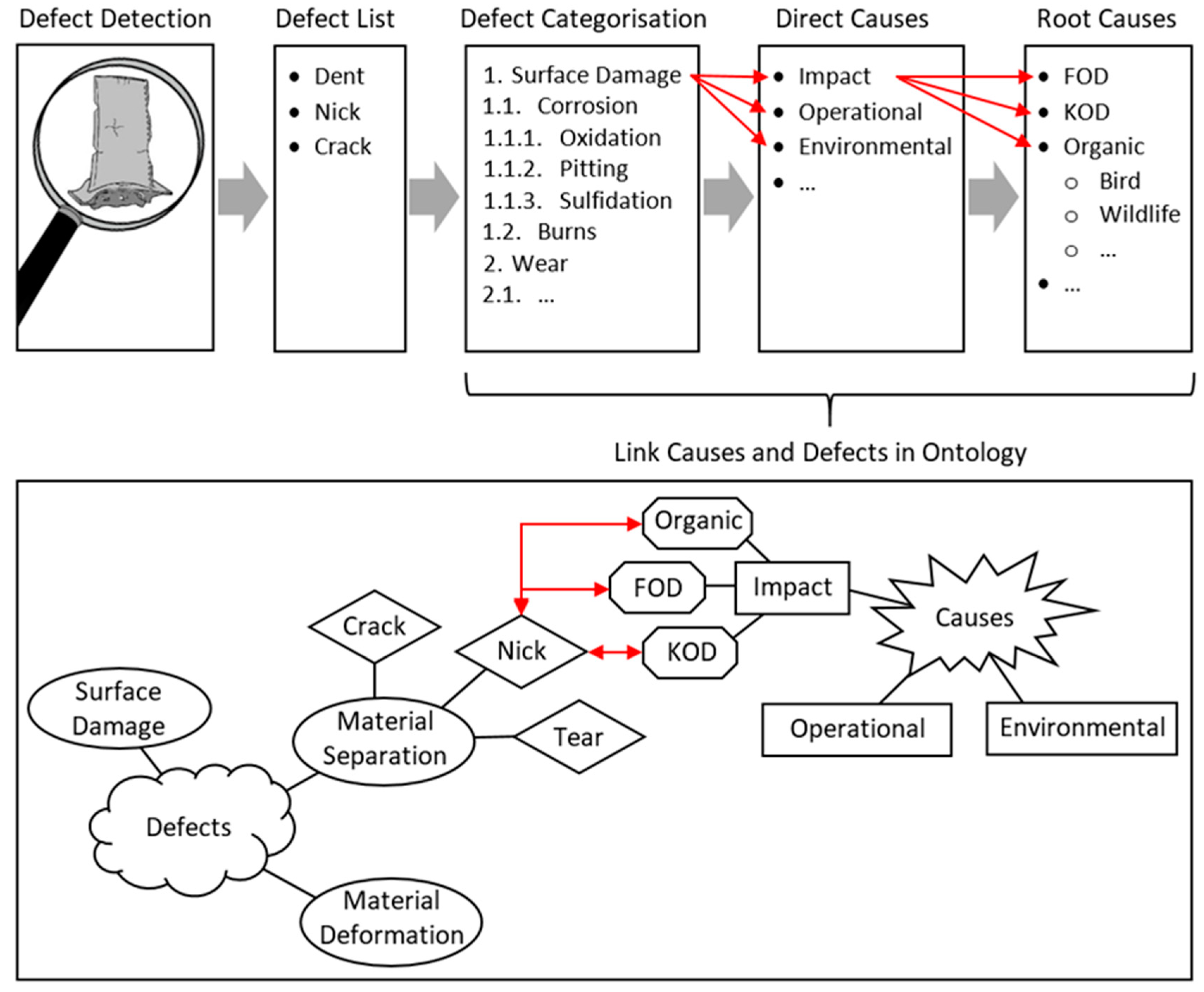
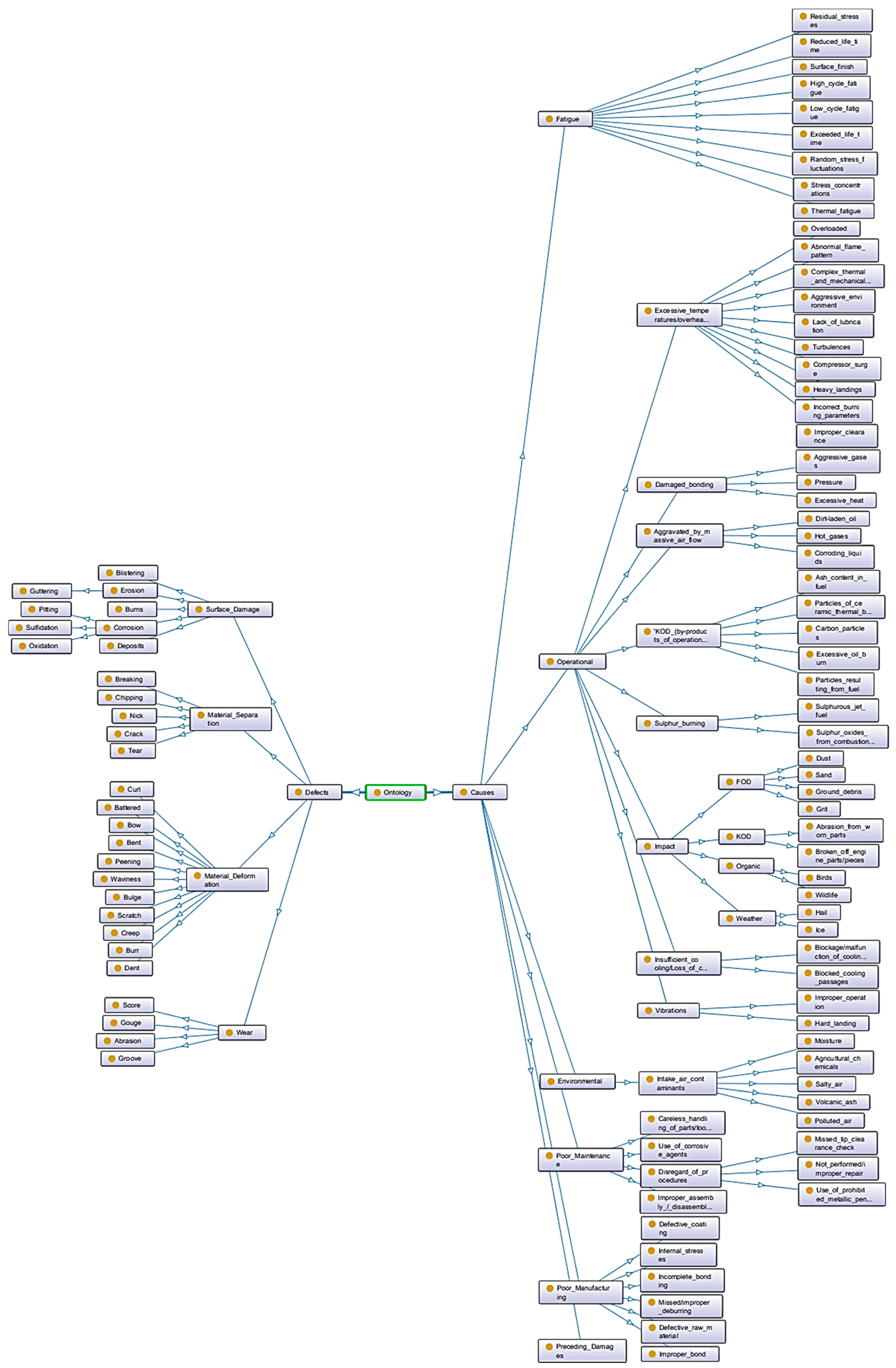
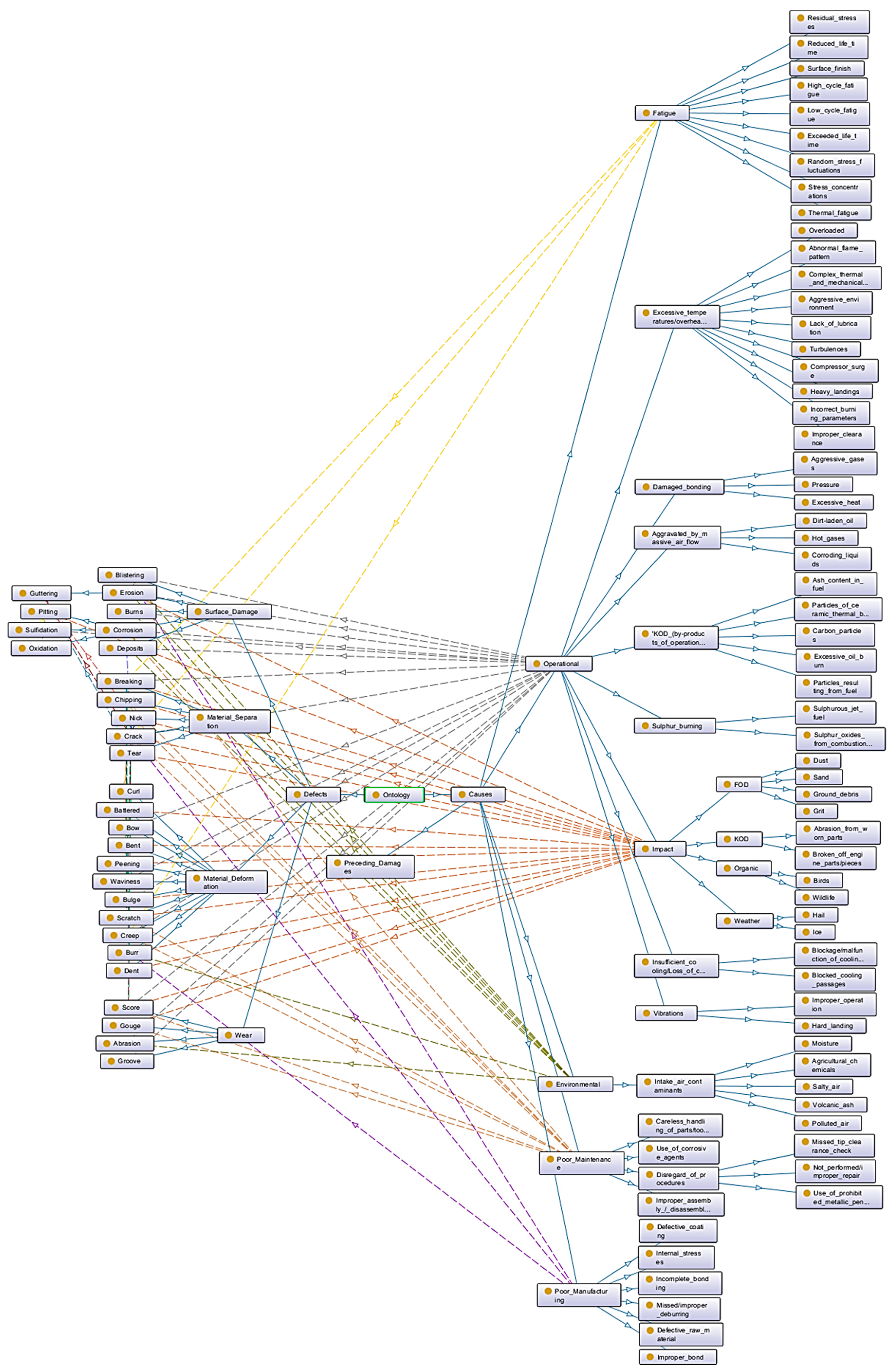
4.3. Integrated Cause–Defect Relationship
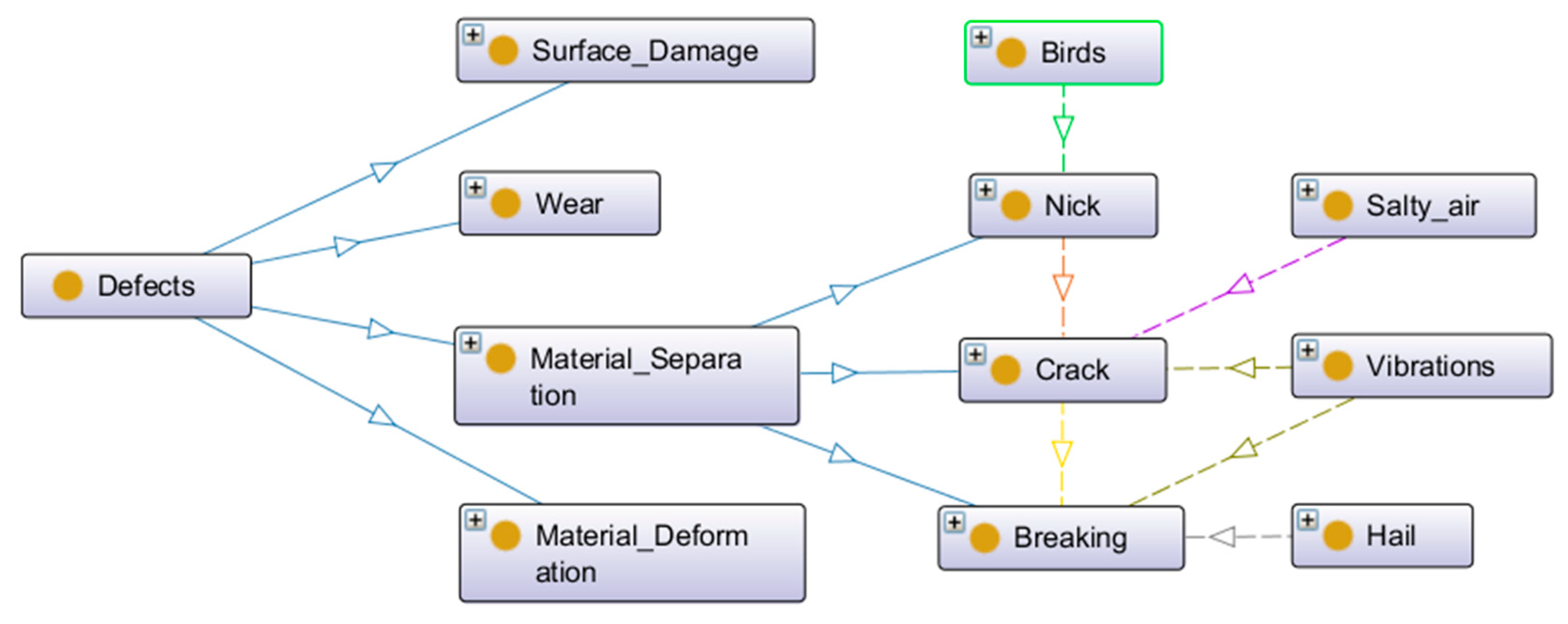
4.4. Representing Defect Development with an Ontology
5. Discussion
5.1. Summary of Outcomes
5.2. Implications for Practitioners
5.3. Limitations of the Work
5.4. Limitations of the Ontological Approach
5.5. Implications for Further Research
6. Conclusions
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Appendix A. Root-Cause and Defect List

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Defect | Equally Used Terms | German Translation | Description | Potential Causes | Sources of Cause | Image |
|---|---|---|---|---|---|---|
| 1. Surface Damage | Surface texture | • Oberflächen-beschädigung | Deviations from the nominal surface, such as waviness, roughness, lay and flaws [60]. May include material separation and/or loss of material or coating. | |||
| 1.1. Corrosion | - | • Korrosion | Definition: Slow deterioration of part surface or its coating by a chemical or electrochemical reaction with atmospheric or hot gas contaminants in the working environment. Parts made of aluminium and high strength alloys, as well as some stainless steels can corrode when exposed to tensile stresses [18]. | 1. Environmental | 1.1. Intake air contaminants 1.1.1. Pollution and soot from industry or forest fires 1.1.2. Volcanic ash 1.1.3. Salt deposits from sea air or de-icing treatments [17] 1.1.4. Agricultural chemicals 1.2. Accelerated by: 1.2.1. Warm temperatures 1.2.2. Salts 1.2.3. Acids |  Corrosion pitting and decolourisation of LPT stage 4 vane |
| 2. Poor Maintenance | 2.1. Carbon alloy or metallic pencils (used for markings) 2.2. Corrosive agent 2.2.1. Fire extinguisher agents | |||||
| 3. Operational | 3.1. Higher burning temperatures 3.1.1. Complex thermal and mechanical loads 3.1.2. Overload 3.1.3. Aggressive environment | |||||
| 1.1.1. Oxidation | • Rusted | • Oxidierung | Definition: Chemical reaction between oxidants or other corrosive contaminants in the hot gases and the blade surface (coating), or in its absences, with the base alloy. | 1. Pre-existing damages | 1.1. Missing coating 1.1.1. Impact→See ‘Impact’ |  Oxidised deposits on HPC blades |
| 2. Environmental | 2.1. Salt deposited on the surface reacts with ferrous-based metals or deposits when getting into contact with moisture-laden air 2.2. Chemical reactions of the part with intake are contaminants | |||||
| 1.1.2. Pitting | • Pustules |
| Definition: Small, irregularly shaped cavities or hollows, usually dark bottomed, in the blade surface, herby material has been removed by corrosion or chipping. Sulphidation of pitting holes is called sulphidation pits or pustules. | 1. Pre-existing damages | 1.1. Corrosion 1.1.1. Breakdown of surface by oxidation 1.1.2. Chemical reaction due to corrosive contaminants |  Pitting on stage 2.5 stator vane airfoil |
| 2. Operational | 2.1. Overloading 2.2. Inclusion removal in operation mode 2.3. Presence of unwanted particles | |||||
| 3. Impact | 3.1. FOD 3.2. KOD 3.3. Organic damage | |||||
| 1.1.3. Sulfidation | • Sulphidation | • Sulfidierung | Definition: Sulfidation, or sulphur corrosion describes a chemical process whereby sulphur containments in the ingested air reacts with the coating and/or base material of engine blades under heat influence. This defect can be found in the engine’s turbine hot section where temperatures are high. It appears as a greenish to pale blue discolouration and as raised, blistered surface similar to corrosion pits. | 1. Environmental | 1.1. Sulphur containments in intake air in form of: 1.1.1. Deposited salts 1.1.2. Agricultural chemicals 1.1.3. Airborne particles from forest fires 1.1.4. Polluted air |  Sulfidation on LPT stage 4 blade root |
| 2. Operational | 2.1. Sulphurous jet fuel 2.2. Sulphur oxides from combustion and airborne salts, such as sodium, react with water (by-product of fuel combustion) and creates a sulfric acid. | |||||
| 1.2. Burns |
| • Verbren-nungen | Definition: Surface and/or structural damage due to excessive heat, visible as stain or discolouration and, in severe cases, by loss or flow of material. Often the term ‘overheated’ is misleadingly used as a defect. In fact, ‘overheated’ is the cause and ‘burns’ are one possible consequence of it. The V2500 Engine Manual further distinguishes between:
| 1. Operational | 1.1. Excessive heat 1.1.1. Abnormal flame pattern 1.1.2. Incorrect burning process or parameters 1.1.3. Lack of lubrication 1.1.4. Improper clearance 1.1.5. Overloaded 1.1.6. Hard landing 1.2. Insufficient cooling 1.2.1. Blocked cooling passages 1.2.2. Blockage or malfunction of the cooling airflow |  Burned HPT T1 blade with burn through |
| 2. Environmental | 2.1. Aggravated by high air temperature 2.2. Aggravated by heat, moisture, and contaminated environment | |||||
| 1.3. Blistering |
|
| Definition: Raised areas that indicate a separation of pieces of a coated surface from a base metal, often evident as peeling and/or flaking. | 1. Operational | 1.1. Damaged bonding by: 1.1.1. Aggressive gases 1.1.2. Pressure 1.1.3. Excessive heat→see ‘Burns’ |  Blistering and loss of coating of LPT blade |
| 2. Environmental | 2.1. Contaminants in airborne | |||||
| 3. Poor manufacturing | 3.1. Improper bond 3.2. Incomplete bonding 3.3. Defective coating | |||||
| 1.4. Erosion | - |
| Definition: Erosion describes the surficial abrasion of material by the flow of fluids or gases and thus leads to wear and destruction of engine parts. Heat or particles in the hot gases accelerates this process. The impact of particles typically larger than 20 µm is especially apparent on the leading edge of the blade. It is visually recognisable by a rough surface with stripes or marks in the direction of the particle; often in the air flow direction. The amount of particles entering the engine and leading to erosion is significantly higher during landing and take-off. | 1. Impact | 1.1. FOD: Solid particle impacts 1.1.1. Grit 1.1.2. Fine sand 1.1.3. Dust 1.1.4. Ground debris 1.2. KOD: Broken-off pieces from upstream engine parts |  Erosion on leading edge of fan blades |
| 2. Environment | 2.1. Moisture 2.1.1. Water droplets on inlet edge of a rotating blade 2.2. Salty air 2.3. Polluted air | |||||
| 3. Operational | 3.1. KOD: By-products of operation 3.1.1. Excessive oil burn 3.1.2. Carbon particles (from fuel injection) 3.1.3. Particles of ceramic thermal barrier coatings (detaching due to thermal shock) 3.2. Aggravated by massive air flow 3.2.1. Hot gases 3.2.2. Corroding liquids 3.2.3. Dirt-laden oil 3.2.4. Turbulences | |||||
| 1.4.1. Guttering | - | • Furchen | Definition: A deep, concentrated erosion that results from enlargement of a crack, tear, or nick exposed to hot gases and/or concentrated combustion chamber flames. | 1. Enlargement of pre existing defects by burning | 1.1. Cracks 1.2. Nicks 1.3. Tears |  Erosion of a preceding crack at nozzle guide vane |
| 1.5. Deposits (No material separation or loss, but additional particles on surface) |
| • Ablagerungen | Definition: Particles from foreign material, by-products during operation, or material from upstream part separation that are collected by centrifugal force and built up an extra layer on the casing, vanes and compressor blades. Foreign material can be apparent in solid or liquid state and may or may not be adherent to the surface of an engine part. Non-adherent particles are normally carted off by the air flow and may cause no further damage to the engine. | 1. Environmental | 1.1. Intake air contaminants 1.1.1. Polluted air 1.1.2. Volcano ash 1.1.3. Salty air 1.1.4. Particles in air near ground (dirt, oil, soot) 1.2. KOD 1.3. Organic 1.3.1. Birds 1.3.2. Wildlife |  Deposits on LPC stage 2.5 blades  Deposits on LPT vane  Deposits on HPC stage 3 blade |
| 2. Operational | 2.1. KOD: By-products of operation 2.1.1. Excessive oil burn 2.1.2. Fuel (ash content) | |||||
| 2. Wear |
| Material removal from the part by mechanical means. | ||||
| 2.1. Abrasion |
|
| Definition: Abrasion or galling describes a roughened area usually caused by severe chafing or fretting action resulting from slight relative movement of two surfaces under high contact pressure during engine operation. The damage characteristics include microstructure changes of the part surface material or coating, surfaces debris, wear or material removal and reduced fatigue capability [35]. The degree of abrasion varies from ‘light’ to ‘heavy’ depending upon the extent of reconditioning required to restore the worn surface. The abrasion effect is accelerated by the presence of foreign material in addition to the detached abrasion material. Chafing is often used as synonym for the same defect description. However, chafing shall be understood as action resulting in deterioration of the surface condition rather than as the description of the damage itself. Note: Not to be confused with scores, scratches or gouges. Example:
| 1. Operational | 1.1. Wear 1.1.1. Particles from abrasion are self-accelerating 1.2. Abnormal relative movement of parts 1.3. Parts out of alignment |  Abrasion of HPC stage 6 blade cheeks |
| 2. Environmental | 2.1. FOD 2.1.1. Unwanted material between parts | |||||
| 2.2. Gouge | • Gouging |
| Definition: A furrowing condition where material from the surface has been displaced and removed by cutting or tearing action. | 1. Impact | 1.1. FOD 1.1.1. Large, sharp unwanted foreign object 1.2. KOD |  Gouge on retaining slot of a HPC stage 5 blade |
| 2. Poor Maintenance | 2.1. Improper (dis-) assembly 2.2. Careless handling | |||||
| 2.3. Groove |
|
| Definition: A smooth, rounded furrows, such as tear marks, whose edges have been polished due to concentrated wear. | 1. Operational | 1.1. Concentrated wear 1.2. Abnormal relative motion of parts 1.3. Parts out of alignment |  Groove in retaining slot of a HPC stage 4 blade |
| 2.4. Score | - |
| Definition: Multiple scratches of significant depth are called a score, which is often caused by sharp objects during engine operation. Contrary to scratches, scores show some removal of material. | 1. Operational | 1.1. KOD 1.1.1. Presence of chips between parts |  Fan blade scoring |
| 2. Poor maintenance | 2.1. Careless assembly or disassembly techniques | |||||
| 3. Impact | 3.1. FOD 3.2. KOD 3.3. Organic damage | |||||
| 3. Material Separation | • Material-trennung | Material is split but not removed. | ||||
| 3.1. Chipping | • Spalling |
| Definition: Chipping describes mechanical separation of small pieces of blade material or coating often apparent on edges, corners or surfaces leaving a sharply roughened area of irregular shape. Often apparent on clappers. Note: Not to be confused with flaking. | 1. Pre-existing defects | 1.1. Excessive stress concentration 1.1.1. Nicks 1.1.2. Surface cracks 1.1.3. Scratches 1.1.4. Peening 1.2. Fatigue 1.3. Subsurface inclusions |  Clapper wear on HPC stage 3 rotor blade |
| 2. Poor maintenance | 2.1. Careless handling 2.2. Improper (dis-)assembly | |||||
| 3. Impact | 3.1. FOD 3.2. KOD | |||||
| 3.2. Crack | • Fissure |
| Definition: A material separation or partial fracture of material evidenced as a linear opening that can easily be seen and which can cause the material to break. The depth can vary from a few thousandths of the full part’s thickness to its full thickness. The latter usually leads to full breakage of the part into one or more pieces. A crack is often an expansion of a pre-existing defect such as a nick, scratch or gouge. Note: Not to be confused with a hairline crack, which cannot be detected by the naked eye and where special fluorescent or magnetic penetrants are required to detect the defect. | 1. Impact | 1.1. FOD 1.2. KOD 1.3. Organic damage |  HPT T2 blade cracked airfoil  Crack in HPT T1 blade tip |
| 2. Operational | 2.1. Overheating 2.1.1. Localised hot spots 2.1.2. Overload 2.1.3. Hard landing 2.2. Vibrations | |||||
| 3. Pre-existing defects | 3.1. Corrosion 3.2. Nicks 3.3. Scratches 3.4. Scores 3.5. Gouges | |||||
| 4. Fatigue | 4.1. Random stress fluctuations 4.2. Stress concentrations 4.3. Surface finish 4.4. Residual stresses 4.5. High cycle fatigue 4.6. Thermal fatigue | |||||
| 5. Poor maintenance | 5.1. Careless handling of parts or tools 5.2. Improper (dis-) assembly 5.3. Left behind hand tools | |||||
| 6. Poor manufacturing | 6.1. Internal stresses (from machining) 6.2. Defective (raw) material | |||||
| 3.3. Breaking |
|
| Definition: Complete separation of a blade into two or more large-sized pieces by an external force or internal stresses. Different defects, such as cracks, nicks, dents and notches, often precede and lead in combination with one of the causes to material separation and a broken engine blade. | Resulting from pre-existing defects in combination with: | Cracks, nicks, dents, notches → See individual defect section for possible causes |  Broken off HPC blade |
| 1. Impact | 1.1. FOD 1.1.1. Left behind items 1.2. KOD 1.3. Organic impact | |||||
| 2. Fatigue | 2.1. Thermo-mechanical creep | |||||
| 3. Operational | 3.1. Stresses caused by heat 3.2. Sudden overload | |||||
| 3.4. Nick | • Notch |
| Definition: A small, sharp cut on the surface or edge of a part caused by a striking object. A nick has a characteristic V-shaped bottom, breaks the material flow and concentrates stresses. This weak point may initiate the development of cracks, leading to a decreased lifetime of the blade. The damage occurs often at or close to the leading edge of a blade [61]. | 1. Impact | 1.1. FOD 1.1.1. Sand 1.1.2. Fine unwanted particles 1.2. KOD 1.3. Organic damage 1.3.1. Birds 1.3.2. Wildlife |  Fan blade trailing edge nick  HPC stage 8 blade |
| 2. Poor maintenance | 2.1. Careless handling of parts or tools 2.2. Improper (dis-)assembly | |||||
| 3.5. Tear | - |
| Definition: Separation of material by tensile stresses imposed by a sharp object. A nick may have been pre-existent and was enlarged by a heavy impact. It is apparent by ragged or irregular edges. | May result from pre-existing defects in combination with or by: | Nicks |  HPC stage 5 blade tear after organic impact |
| 1. Impact | 1.1. FOD 1.1.1. Significant tough and sharp foreign object 1.1.2. Left-behind items 1.2. KOD | |||||
| 4. Material Deformation | • Material-verformung | Extensive change of the original contour of a part. | ||||
| 4.1. Bent |
|
| Definition: Angular change from the original shape or contour usually the cause is a lateral force. | 1. Impact (lateral) | 1.1. FOD 1.2. Organic impact 1.2.1. Bird ingestion |  HPC blade bent  HPC stage 8 blade bent |
| 4.2. Bow | • Bowed |
| Definition: A bow is a stress-included bent or curve in the blade or vane contour. In comparison to bent damage, bows are indicated by larger curve radii. Additionally, the damage is caused by internal stresses arising from excessive heat, pressure, or forming, rather than by lateral impact resulting from foreign object hits. | 1. Operational | 1.1. Excessive heat 1.2. Uneven application of heat 1.3. Structural stresses 1.4. Thermal overload | |
| 4.3. Bulge |
|
| Definition: An outward bending or swelling of displaced material without separation resulting from excessive heat. This defect often occurs on the leading edge. | 1. Impact | 1.1. FOD (dull objects) 1.2. Organic impact | |
| 2. Operational | 2.1. Excessive heat | |||||
| 4.4. Burr |
|
| Definition: A narrow ridge of material, roughed edge or imperfection on the surface of a material raised above the general contour of the part. It is most likely appears along an edge. | 1. Poor manufacturing | 1.1. Missed or improper deburring after machining |  Burr on blade tip resulting from tip rub |
| 2. Environmental | 2.1. Excessive wear 2.2. Deposits | |||||
| 3. Impact (sharp hitting object during operation) | 3.1. FOD 3.1.1. Ice or hail 3.1.2. Sharp objects 3.1.3. Left-behind items 3.2. KOD | |||||
| 4.5. Battered | - |
| Definition: Damage on a part that is repeatedly hit and as a consequence severely deformed. | 1. Impact | 1.1. FOD 1.1.1. Hail 1.1.2. Ice 1.1.3. Ground debris |  Heavy battered fan blade |
| 4.6. Creep |
|
| Definition: Continuous stretch or deformation of a part in operation under high temperatures, and/or centrifugal loads and high rotational speeds (latter impacts rotating parts only). Creep is predominant in the engine’s hot section (turbine) and in the last blade stages of high-pressure compressors (HPC), whereby the blades elongate towards the surrounding shroud case, and the shrouds expand under thermal influence. In order to improve the engine efficiency, the clearance between blades and casing shall be kept as minimal as possible. When heavy operations cause severe blade elongation, the blade tips rub against the non-moving shrouds. The resulting damage is known as tip rub. The V2500 engine manual further distinguished between:
| 1. Operational | 1.1. Loss of cooling 1.1.1. Blocked cooling passages 1.1.2. Blockage or malfunction of the cooling airflow 1.2. Continued and/or extensive heat accelerated by high rotating speeds and centrifugal forces 1.2.1. Turbulences 1.2.2. Heavy landings 1.2.3. Overloaded 1.3. Deposits on casing 1.4. Compressor surge |  HPC stage 11 tip rub  Fan blade tip rub against fan case |
| 2. Fatigue | 2.1. Creep cracking 2.1.1. Random stress fluctuations 2.1.2. Stress concentrations 2.2. Life time of part exceeded 2.3. Shortened lifecycle caused by operational means | |||||
| 3. Poor maintenance | 3.1. Inspection procedures not correctly followed 3.1.1. Missed tip clearance check 3.1.2. Not performed or improper repair, e.g., blades not trimmed to restore minimum tip clearance | |||||
| 4.7. Curl |
|
| Definition: A rounded fold in a rotating part after contact with a fixed, non-moving part. This defect can be observed after a blade tip rubbed against the engine case (see ‘tip rub’). | 1. Tip-rub | 1.1. Elongation/creep of blade (see ‘3.9 Creep’) 1.1.1. Heavy landings 1.1.2. Overloaded 1.2. Deposits on casing 1.3. Compressor surge 1.4. Missed maintenance inspection or incorrect procedures during maintenance inspection of tip clearance |  HPC stage 1.5 blade tip curl |
| 4.8. Dent | - |
| Definition: Damage to the surface of a part caused by mechanical impact of a dull object. A dent is visible as small, smooth indention with rounded edges, corners and bottom. Material is displaced but not removed. Often, dents can be found at or close to the leading edge of a blade [61]. A cluster of multiple dents on the leading edge can result in waviness of the blade. | 1. Impact | 1.1. FOD 1.1.1. Hail 1.1.2. Ice 1.1.3. Left-behind items 1.2. KOD 1.3. Organic damage 1.3.1. Birds 1.3.2. Wildlife |  Dent on leading edge of LPT stage 5 vane |
| 4.9. Peening | - |
| A group of very small dents caused when a part is repeatedly hit is called peening. | 1. Impact | 1.1. FOD 1.1.1. Hail 1.1.2. Ice |  HPC stage 4 blade root  LPC stage 2.5 blade |
| 4.10. Scratch | - | • Kratzer | Definition: Shallow, thin lines, marks or dragged indentations on either the coating (if present) or the material surface caused by movement of sharp foreign objects, careless handling or improper assembly. Scratches have a sharp bottom and material is usually not removed. | 1. Impact | 1.1. FOD (fine foreign particles) 1.1.1. Airborne particles 1.1.2. Fine sand and dust 1.1.3. Polluted air 1.1.4. Volcano ash |  LPT stage 7 blade scratched on airfoil surface |
| 2. Poor maintenance | 2.1. Careless handling of parts or tools 2.2. Improper (dis-) assembly | |||||
| 4.11. Waviness | - |
| An engine blade that has been deformed under influence of high temperatures is called waviness (The term ‘waviness’ originates from the FAA Aviation Maintenance Handbook). | 1. Operational | 1.1. Loss of cooling 1.2. Continued and/or extensive heat accelerated by high rotating speeds and centrifugal forces 1.2.1. Turbulences 1.2.2. Heavy landings 1.2.3. Overloaded |
References
- National Academies of Sciences Engineering and Medicine. Commercial Aircraft Propulsion and Energy Systems Research: Reducing Global Carbon Emissions; The National Academies Press: Washington, DC, USA, 2016; p. 122. [Google Scholar]
- Kumari, S.; Satyanarayana, D.; Srinivas, M. Failure analysis of gas turbine rotor blades. Eng. Fail. Anal. 2014, 45, 234–244. [Google Scholar] [CrossRef]
- Dewangan, R.; Patel, J.; Dubey, J.; Prakash, K.; Bohidar, S. Gas turbine blades—A critical review of failure at first and second stages. Int. J. Mech. Eng. Robot. Res. 2015, 4, 216–223. [Google Scholar]
- Rao, N.; Kumar, N.; Prasad, B.; Madhulata, N.; Gurajarapu, N. Failure mechanisms in turbine blades of a gas turbine Engine—An overview. Int. J. Eng. Res. Dev. 2014, 10, 48–57. [Google Scholar]
- Rani, S. Common Failures in Gas Turbine Blade: A critical Review. Int. J. Eng. Sci. Res. Technol. 2018. [Google Scholar] [CrossRef]
- Mishra, R.; Thomas, J.; Srinivasan, K.; Nandi, V.; Raghavendra Bhatt, R. Failure analysis of an un-cooled turbine blade in an aero gas turbine engine. Eng. Fail. Anal. 2017, 79, 836–844. [Google Scholar] [CrossRef]
- National Transportation Safety Board (NTSB). Southwest Airlines Flight 1380 Engine Accident. Available online: https://www.ntsb.gov/investigations/Pages/DCA18MA142.aspx (accessed on 3 November 2018).
- Carter, T.J. Common failures in gas turbine blades. Eng. Fail. Anal. 2005, 12, 237–247. [Google Scholar] [CrossRef]
- Yuan, Z. Borescope Inspection Management for Engine. IOP Conf. Ser.: Earth Environ. Eng. 2018, 182, 012013. [Google Scholar]
- Nickles, G.; Him, H.; Koenig, S.; Gramopadhye, A.; Melloy, B. A Descriptive Model of Aircraft Inspection Activities. Federal Aviation Administration. Available online: https://www.faa.gov/about/initiatives/maintenance_hf/library/documents/media/human_factors_maintenance/a_descriptive_model_of_aircraft_inspection_activities.pdf (accessed on 27 October 2018).
- Yuan, Z. Borescope inspection for HPT blade of CFM56-7B engine. IOP Conf. Ser.: Mat. Sci. Eng. 2018, 382, 032028. [Google Scholar] [CrossRef]
- Adamczuk, R.R.; Seume, J.R. Early Assessment of Defects and Damage in Jet Engines. Procedia Cirp 2013, 11, 328–333. [Google Scholar] [CrossRef]
- Drury, C.G.; Gramopadhye, A.K. Training for visual inspection. In Proceedings of the 3rd FAA Meeting on Human Factors in Aircraft Maintenance and Inspection: Training Issues, Atlantic City, NJ, USA, 12–13 June 1990. [Google Scholar]
- Hou, J.; Wicks, B.J.; Antoniou, R.A. An investigation of fatigue failures of turbine blades in a gas turbine engine by mechanical analysis. Eng. Fail. Anal. 2002, 9, 201–211. [Google Scholar] [CrossRef]
- Khajavi, M.R.; Shariat, M.H. Failure of first stage gas turbine blades. Eng. Fail. Anal. 2004, 11, 589–597. [Google Scholar] [CrossRef]
- Choi, Y.-S.; Lee, K.-H. Investigation of blade failure in a gas turbine. J. Mech. Sci. Technol. 2010, 24, 1969–1974. [Google Scholar] [CrossRef]
- Laguna-Camacho, J.R.; Villagran-Villegas, L.Y.; Martinez-Garcia, H.; Juarez-Morales, G.; Cruz-Orduna, M.I.; Vite-Torres, M.; Rios-Velasco, L.; Hernandez-Romero, I. A study of the wear damage on gas turbine blades. Eng. Fail. Anal. 2016, 61, 88–99. [Google Scholar] [CrossRef]
- Laskowski, P. Damages to Turbine Engine Components. Sci. J. Sil. Univ. Technol. Ser. Transport. 2017, 94, 111–121. [Google Scholar] [CrossRef]
- U.S. Department of Transportation; FAA-H-8083-32A, Federal Aviation Administration (FAA). Aviation Maintenance Technician Handbook—Powerplant; FAA: Oklahoma City, OK, USA, 2018; Volume 2. Available online: https://www.faa.gov/regulations_policies/handbooks_manuals/aircraft/media/FAA-H-8083-32-AMT-Powerplant-Vol-2.pdf (accessed on 8 January 2019).
- Pratt & Whitney. Standard Practices Manual (PN 585005). In Visual Inspection-General 01; Pratt & Whitney: East Hartford, CT, USA, 1998. [Google Scholar]
- IAE. International Aero Engine, V2500 Maintenance Manual, Borescope Inspection, Standard Practices ATA 70-00-03 2000. Available online: https://www.slideshare.net/RafaelHernandezM/v2500-bsi-issue-01 (accessed on 8 January 2019).
- Waite, S. Defect Types and Inspection. In Proceedings of the MIL17 Maintenance Workshop, Chicago, IL, USA, 19–21 July 2006. [Google Scholar]
- Grimm, S.; Abecker, A.; Völker, J.; Studer, R. Ontologies and the Semantic Web. In Handbook of Semantic Web Technologies; Domingue, J., Fensel, D., Hendler, J.A., Eds.; Springer: Berlin/Heidelberg, Germany, 2011; pp. 507–579. [Google Scholar] [CrossRef]
- Narayanan, V.K.; Armstrong, D.J. Causal Mapping for Research in Information Technology; Idea Group Publishing: Hershey, PA, USA, 2005. [Google Scholar]
- Colomb, R.M. Ontology and the Semantic Web; IOS Press: Amsterdam, The Netherlands, 2007. [Google Scholar]
- Protégé. Protégé. Available online: https://protege.stanford.edu/ (accessed on 8 January 2019).
- Ji, Z.; Pons, D.; Pearse, J. Measuring Industrial Health Using a Diminished Quality of Life Instrument. Safety 2018, 4, 55. [Google Scholar] [CrossRef]
- Forbes, D.; Wongthongtham, P.; Terblanche, C.; Pakdeetrakulwong, U. Ontology Engineering Applications in Healthcare and Workforce Management Systems; Springer: Cham, Switzerland, 2018. [Google Scholar] [CrossRef]
- Oberle, D.; Eberhart, A.; Staab, S.; Volz, R. Developing and managing software components in an ontology-based application server. In Proceedings of the 5th ACM/IFIP/USENIX international conference on Middleware, Toronto, ON, Canada, 18–20 October 2004; pp. 459–477. [Google Scholar]
- Wang, W.; Liu, X.; Luo, Y.; Wang, X.; Xu, Z.J.C.E. Study of ontology and application for emergency event model. Comput. Eng. 2005, 31, 10–12. [Google Scholar]
- Acharya, S.; Saha, S.; Pradhan, P. Novel symmetry-based gene-gene dissimilarity measures utilizing Gene Ontology: Application in gene clustering. Gene 2018, 679, 341–351. [Google Scholar] [CrossRef]
- Chaudhury, S. Multimedia Ontology—Representation and Applications; Chapman and Hall/CRC: New York, NY, USA, 2015. [Google Scholar]
- Denkena, B.; Boess, V.; Nespor, D.; Floeter, F.; Rust, F. Engine blade regeneration: A literature review on common technologies in terms of machining. Int. J. Adv. Manuf. Technol. 2015, 81, 917–924. [Google Scholar] [CrossRef]
- Kułaszka, A.; Chalimoniuk, M.; Błachnio, J. Types of Damages to Turbines of Aircraft Turbine Engines; Diagnosing Capabilities. J. Pol. C. 2015, 4, 1–8. [Google Scholar]
- Cowles, B.A. High cycle fatigue in aircraft gas turbines—An industry perspective. Int. J. Fract. 1996, 80, 147–163. [Google Scholar] [CrossRef]
- Ilcewicz, L. Composite damage tolerance and maintenance safety issues. In Proceedings of the FAA Damage Tolerance and Maintenance Workshop, Rosemont, IL, USA, 19 July 2006. [Google Scholar]
- Boeing. Foreign Object Debris and Damage Prevention. Aero Magazin. Available online: https://www.boeing.com/commercial/aeromagazine/aero_01/textonly/s01txt.html (accessed on 28 October 2018).
- U.S. Department of Transportation. AC 150/5210-24, Federal Aviation Administration (FAA) Session. Airport Foreign Object Debris (FOD) Program. 2010. Available online: https://www.faa.gov/documentLibrary/media/Advisory_Circular/AC_150_5210-24.pdf (accessed on 28 October 2018).
- Meher-Homji, C.B.; Gabriles, G. Gas Turbine Blade Failures-Causes, Avoidance, And Troubleshooting. Tex. AM Univ. Turbomach. Lab. 1998. [Google Scholar] [CrossRef]
- Aerospace Industries Association (AIA). NAS 412, Foreign Object Damage (FOD) Prevention Guidance Document; Aerospace Industries Association (AIA): Arlington, VA, USA, 2018. [Google Scholar]
- Marandi, S.M.; Tajdari, M.; Rahmani, K.H. Foreign object damage on the leading edge of compressor blades. Middle East J. Sci. Res. 2013, 13, 818–822. [Google Scholar]
- Khan, M.A.U. Non-destructive Testing Applications in Commercial Aircraft Maintenance. In Proceedings of the 7th European Conference on Non-destructive Testing, Copenhagen, Denmark, 26–29 May 1998. [Google Scholar]
- Iannone, L.; Rector, A. Calculations in OWL; University of Manchester: Manchester, UK, 2008; Volume 432, Available online: http://ceur-ws.org/Vol-432/owled2008eu_submission_17.pdf (accessed on 17 January 2019).
- Vardar, N.; Ekerim, A. Failure analysis of gas turbine blades in a thermal power plant. Eng. Fail. Anal. 2007, 14, 743–749. [Google Scholar] [CrossRef]
- Azevedo, C.R.F.; Sinatora, A. Erosion-fatigue of steam turbine blades. Eng. Fail. Anal. 2009, 16, 2290–2303. [Google Scholar] [CrossRef]
- Doroshtnasir, M.; Worzewski, T.; Krankenhagen, R.; Röllig, M. On-site inspection of potential defects in wind turbine rotor blades with thermography. Wind Energy 2016, 19, 1407–14223. [Google Scholar] [CrossRef]
- Juengert, A. Damage Detection in Wind Turbine Blades using two Different Acoustic Techniques. J. Nondestruct. Test. 2008, 34, 11–15. [Google Scholar]
- Chougule, A.; Jha, V.K.; Mukhopadhyay, D. Ontology Based System for Pests and Disease Management of Grapes in India. In Proceedings of the 2016 IEEE 6th International Conference on Advanced Computing (IACC), Bhimavaram, India, 27–28 February 2016; pp. 133–138. [Google Scholar]
- Bedi, P.; Marwaha, S. Framework for Ontology Based Expert Systems: Disease & Pests Identification in Crops—A Case Study. In Proceedings of the 2005 International Conference on Artificial Intelligence, Las Vegas, NV, USA, 27–30 June 2005; Volume 1, pp. 256–259. [Google Scholar]
- Angelica, M.; Ferdinand, F. Expert System Based on an Ontology Method to Analyze Types of Arabica Coffee Beans. Int. J. Recent Contrib. Eng. Sci. IT (iJES) 2017, 5, 31–41. [Google Scholar] [CrossRef]
- Rajput, Q.; Khan, N.; Larik, A.; Haider, S. Ontology Based Expert-System for Suspicious Transactions Detection. Comput. Inf. Sci. 2014, 7, 1. [Google Scholar] [CrossRef]
- Chang, C.W.; Lee, R.S.; Chang, T.W. Development of Knowledge-Expandable Ontology-Based Expert System for Process Planning in Cold Forging of Flange Nuts. Procedia Eng. 2017, 207, 502–507. [Google Scholar] [CrossRef]
- Chen, Y.-J.; Chen, Y.-M.; Wu, M.-S. Development of an Ontology-Based Expert Recommendation System for Product Empirical Knowledge Consultation. Concurr. Eng. 2010, 18, 233–253. [Google Scholar] [CrossRef]
- Shue, L.-Y.; Chen, C.-W.; Shiue, W. The development of an ontology-based expert system for corporate financial rating. Expert Syst. Appl. 2009, 36, 2130–2142. [Google Scholar] [CrossRef]
- Alagha, H.M. Diagnosing Heart Diseases Using Ontology and SWRL Rules. Master’s Thesis, The IslaThe Islamic University–Gaza, Research and Postgraduate Affairs, Gaza, Palestine, March 2017. [Google Scholar]
- Hu, Y.; Kasabov, N. Ontology-Based Framework for Personalized Diagnosis and Prognosis of Cancer Based on Gene Expression Data; Springer: Berlin/Heidelberg, Germany, 2007; pp. 846–855. [Google Scholar]
- Taha, B.; Fadhil, R. An Ontology-Based Expert System for General Practitioners to Diagnose Cardiovascular Diseases. Adv. Comput. Sci. Technol. 2015, 8, 53–65. [Google Scholar]
- Thirugnanam, M.; Thirugnanam, T.; Mangayarkarasi, R. An Ontology Based System for Predicting Disease using SWRL Rules. Int. J. Comput. Sci. Bus. Inform. 2013, 7, 1–15. [Google Scholar]
- Abu-Naser, S.S.; Kashkash, K.A.; Fayyad, M. Developing an Expert System for Plant Disease Diagnosis. J. Artif. Intell. 2008, 1, 78–85. [Google Scholar] [CrossRef]
- Groover, M.P. Fundamentals of Modern Manufacturing: Materials, Processes, and Systems, 5th ed.; Wiley: Hoboken, NJ, USA, 2012. [Google Scholar]
- Witek, L. Numerical stress and crack initiation analysis of the compressor blades after foreign object damage subjected to high-cycle fatigue. Eng. Fail. Anal. 2011, 18, 2111–2125. [Google Scholar] [CrossRef]




| Class | Damage Attribute | Description |
|---|---|---|
| A | Damage type | Surface damage, wear, material separation, material deformation. |
| B | Influence | Thermal influence, mechanical influence and chemical influence [33]. |
| C | Result of | Production faults, improper repair or operational errors [3,34]. |
| D | Consequences | Reduced fatigue life, engine blow-ups, engine shutdown, increased fuel consumption due deterioration of airflow and efficiency, etc. |
| E | Engine section | Low-pressure turbine (LPT), Low-pressure compressor (LPC), High-pressure turbine (HPT), High-pressure compressor (HPC), combustion chamber [35]. |
| F | Location on part | Blade zones (A, B, C), blade side (convex or concave), edge (leading or tailing). |
| G | Serviceability | Non-serviceable/non-repairable, repairable/serviceable. |
| H | Detectability | Grouped by the amount of disassembly and non-destructive testing (NDT) or inspection (NDI) detection technology required during maintenance procedures [13]. |
| I | Severity | Allowable damage (may go undetected), damage detected by scheduled or directed field inspections at specified intervals, obvious damage detected within a few flights, discrete source damage immediately known by pilot to limit flight manoeuvres, severe damage created by anomalous ground or flight events (that are outside design considerations) [36]. |
| J | Damage location | ‘External and internal surface damage (corrosion, oxidation, cracks, erosion, etc.) and internal damage of microstructure (phase coarsening or rafting, grain growth, grain boundary creep voiding, carbide precipitation and phase formation)’ [2]. |
| K | Frequency | General indication of likelihood of occurrence, common/rare, or conditional probability. |
| Blade Defect List |
|---|
| 1. Surface Damage (Material separation and/or loss) |
| 1.1. Corrosion |
| 1.1.1. Oxidation |
| 1.1.2. Pitting |
| 1.1.3. Sulfidation |
| 1.2. Burns |
| 1.3. Blistering |
| 1.4. Erosion |
| 1.4.1. Guttering |
| 1.5. Deposits (No material separation or loss, but additional particles on surface) |
| 2. Wear (Material removal) |
| 2.1. Abrasion |
| 2.2. Gouge |
| 2.3. Groove |
| 2.4. Score |
| 3. Material separation |
| 3.1. Chipping |
| 3.2. Crack |
| 3.3. Breaking |
| 3.4. Nick |
| 3.5. Tear |
| 4. Material Deformation (Change of contour) |
| 4.1. Bent |
| 4.2. Bow |
| 4.3. Bulge |
| 4.4. Burr |
| 4.5. Battered |
| 4.6. Creep |
| 4.7. Curl |
| 4.8. Dent |
| 4.9. Peening |
| 4.10. Scratch |
| 4.11. Waviness |
| Potential Causes |
|---|
| 1. Impact |
| 1.1. Foreign Object Damage (FOD) |
| 1.1.1. Grit |
| 1.1.2. Fine sand |
| 1.1.3. Dust |
| 1.1.4. Ground debris |
| 1.1.5. Left-behind items |
| 1.2. Known Object Damage (KOD) |
| 1.2.1. Broken off pieces from upstream engine parts |
| 1.2.2. Abrasion from worn parts |
| 1.3. Organic |
| 1.3.1. Birds |
| 1.3.2. Wildlife |
| 1.4. Weather |
| 1.4.1. Ice |
| 1.4.2. Hail |
| 2. Environmental |
| 2.1. Intake air contaminants |
| 2.1.1. Polluted air |
| 2.1.2. Volcanic ash |
| 2.1.3. Deposited salts from sea or runway de-icing |
| 2.1.4. Agricultural chemicals |
| 2.1.5. Moisture |
| 2.2. Accelerated by: |
| 2.2.1. Warm air temperatures |
| 2.2.2. Acids |
| 3. Operational |
| 3.1. Overheating |
| 3.1.1. Abnormal flame pattern |
| 3.1.2. Incorrect burning process |
| 3.1.3. Lack of lubrication |
| 3.1.4. Improper clearance |
| 3.1.5. Complex thermal and mechanical loads |
| 3.1.6. Overload |
| 3.1.7. Heavy landings |
| 3.1.8. Turbulences |
| 3.1.9. Compressor surge |
| 3.1.10. Aggressive environment |
| 3.2. Loss of cooling |
| 3.2.1. Blocked cooling passages |
| 3.2.2. Blockage or malfunction of the cooling airflow |
| 3.3. Sulphur deposits |
| 3.3.1. Sulphurous jet fuel |
| 3.3.2. Sulphur oxides from combustion or airborne salts |
| 3.4. Damaged bonding caused by: |
| 3.4.1. Aggressive gases |
| 3.4.2. Pressure |
| 3.4.3. Excessive heat |
| 3.5. KOD as by-products of operation |
| 3.5.1. Excessive oil burn |
| 3.5.2. Carbon particles |
| 3.5.3. Particles of ceramic thermal barrier coatings |
| 3.5.4. Fuel (ash content) |
| 3.5.5. Particles resulting from wear |
| 3.6. Vibrations |
| 3.6.1. Improper operation |
| 3.6.2. Hard landing |
| 3.7. Aggravated by massive air flow |
| 3.7.1. Hot gases |
| 3.7.2. Corroding liquids |
| 3.7.3. Dirt-laden oil |
| 3.7.4. Turbulences |
| 4. Poor Maintenance |
| 4.1. Improper assembly or disassembly |
| 4.2. Careless handling of part or tools |
| 4.3. Left behind hand tools or parts in engine |
| 4.4. Disregard of (inspection) procedures |
| 4.4.1. Use of prohibited metallic pencils (for markings) |
| 4.4.2. Missed tip clearance check |
| 4.4.3. Not performed or improper repair |
| 4.5. Use of corrosive agent |
| 4.5.1. Fire extinguisher agents |
| 5. Poor Manufacturing |
| 5.1. Improper bond |
| 5.2. Incomplete bonding |
| 5.3. Defective coating |
| 5.4. Internal stresses (from machining) |
| 5.5. Defective (raw) material (This could be a material defect, e.g., wrong alloy, composition, microstructure or inclusions, or a faulty process, such as casting or forging or heat treatment.) |
| 5.6. Missed or improper deburring after machining |
| 6. Fatigue |
| 6.1. Random stress fluctuations |
| 6.2. Stress concentrations |
| 6.3. Surface finish |
| 6.4. Residual stresses |
| 6.5. High cycle fatigue |
| 6.6. Thermal fatigue |
| 6.7. Life time of part exceeded |
| 6.8. Shorten lifecycle caused by operational means |
| Defect | Synonym | German Translation | Defect Description | Cause | Source of Cause | Image |
|---|---|---|---|---|---|---|
| Breaking |
|
| Complete separation of a blade into two or more large-sized pieces by external force or internal stresses. Different defects, such as cracks, nicks, dents and notches, often precede and lead in combination other causes to material separation and a broken engine blade. | Resulting from pre-existing defects often in combination with: | Cracks, nicks, dents, notches |  Broken-off HPC blade |
| 1. Impact |
| |||||
| 2. Fatigue | 2.1. Thermal or mechanical creep | |||||
| 3. Operational |
|
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Aust, J.; Pons, D. Taxonomy of Gas Turbine Blade Defects. Aerospace 2019, 6, 58. https://doi.org/10.3390/aerospace6050058
Aust J, Pons D. Taxonomy of Gas Turbine Blade Defects. Aerospace. 2019; 6(5):58. https://doi.org/10.3390/aerospace6050058
Chicago/Turabian StyleAust, Jonas, and Dirk Pons. 2019. "Taxonomy of Gas Turbine Blade Defects" Aerospace 6, no. 5: 58. https://doi.org/10.3390/aerospace6050058
APA StyleAust, J., & Pons, D. (2019). Taxonomy of Gas Turbine Blade Defects. Aerospace, 6(5), 58. https://doi.org/10.3390/aerospace6050058