Effect of Ramie Fabric Chemical Treatments on the Physical Properties of Thermoset Polylactic Acid (PLA) Composites

Abstract
1. Introduction
2. Experimental Details
2.1. Materials
2.2. Surface Treatment
2.2.1. Alkali Treatment
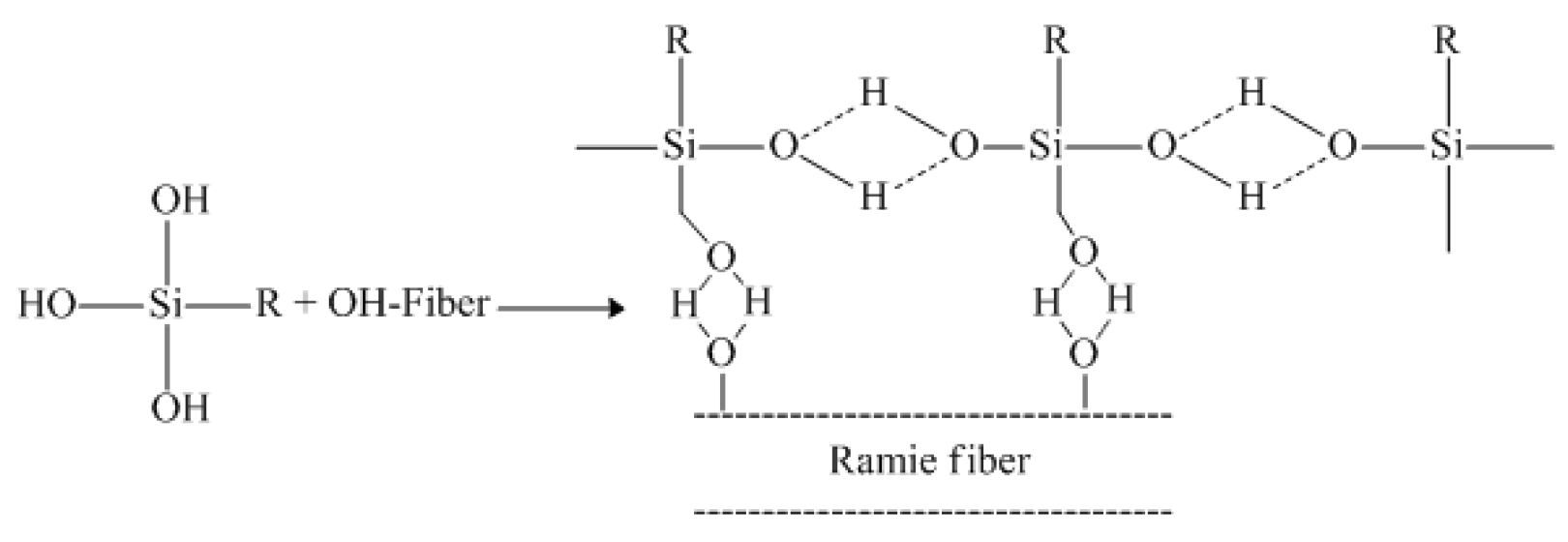
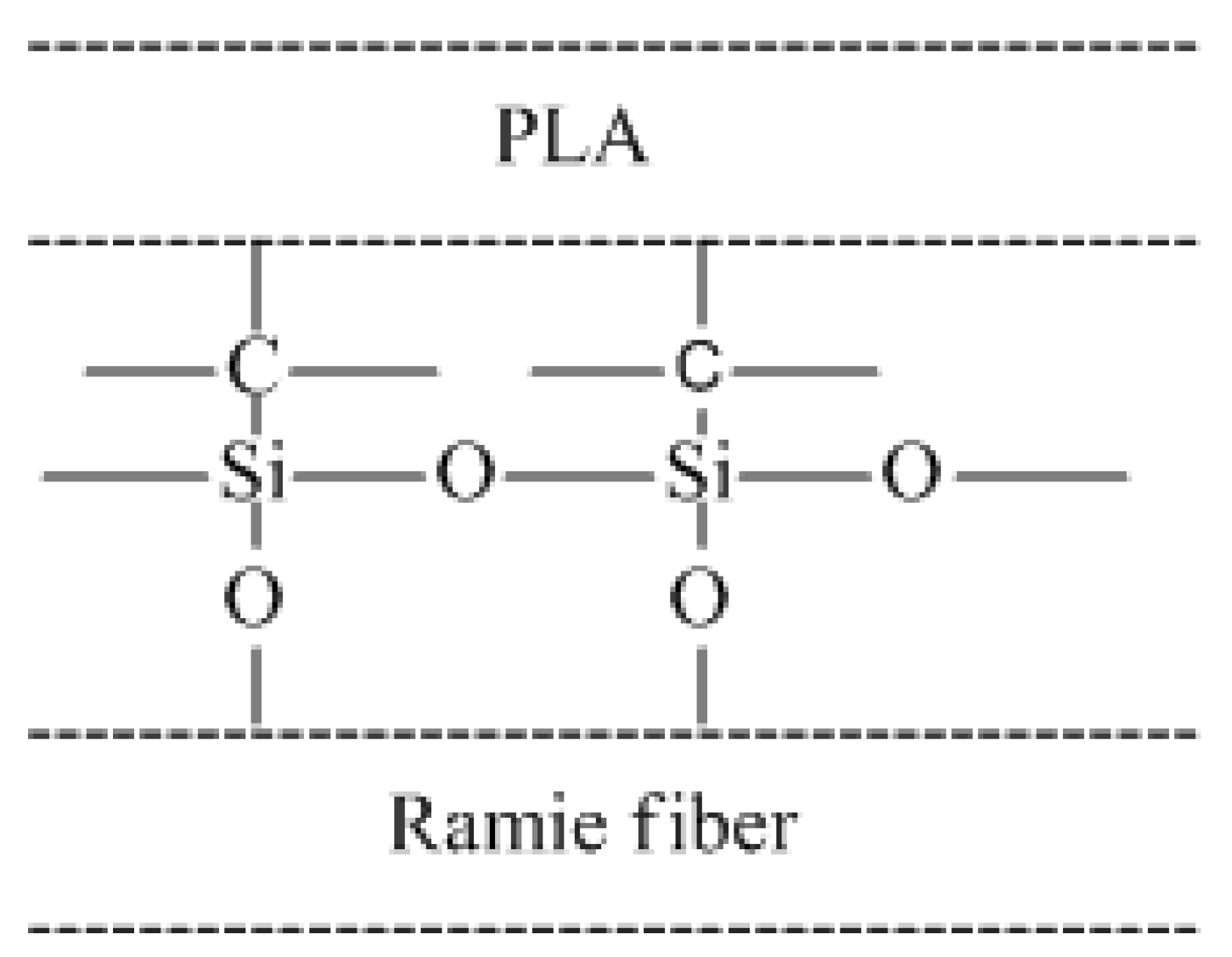
2.2.2. Silane Treatment
2.2.3. Combined Alkali–Silane Treatment
2.3. Fabrication of the Composites
2.4. Scanning Electron Microscope (SEM) Examination
2.5. Contact Angle Test
2.6. Tensile Strength Test
2.7. Flexure Property
2.8. Water Absorption
3. Results and Discussion
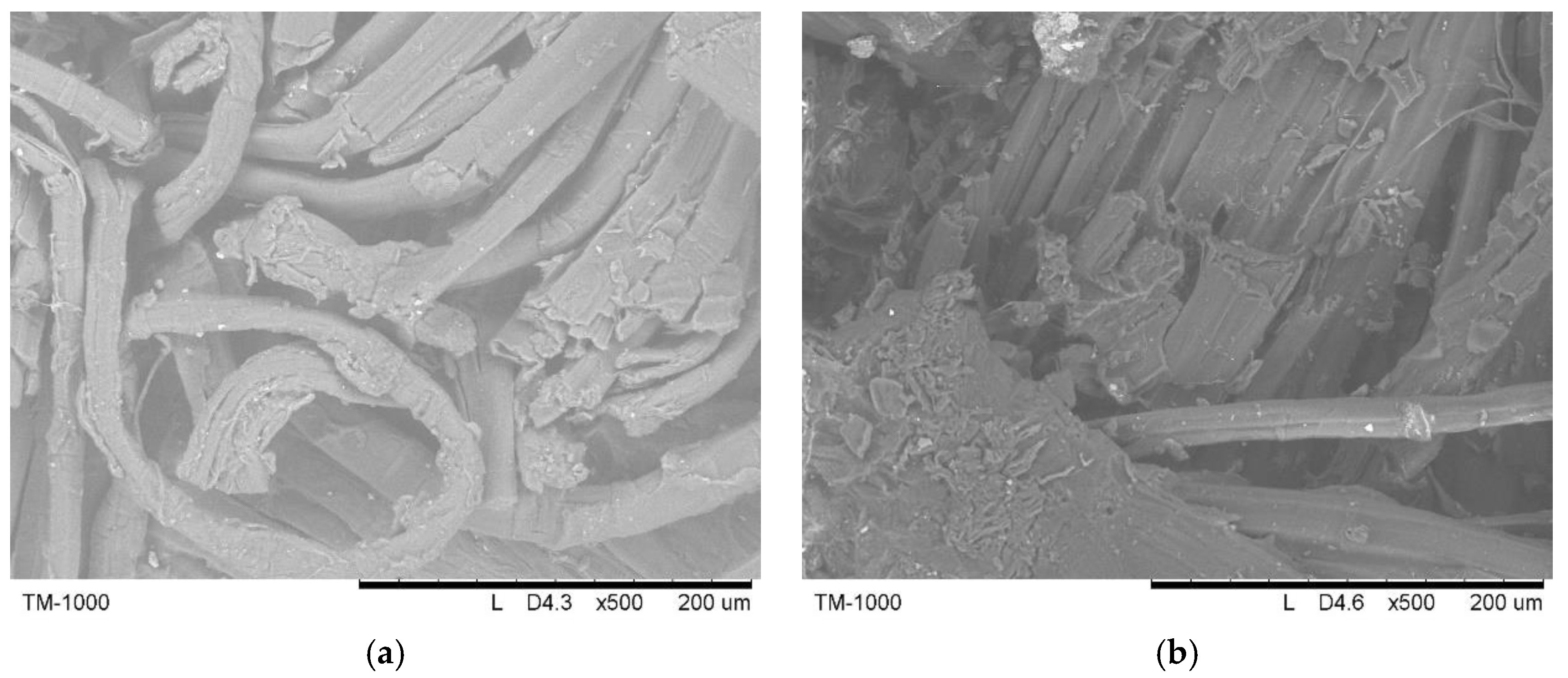
3.1. Surface Morphology
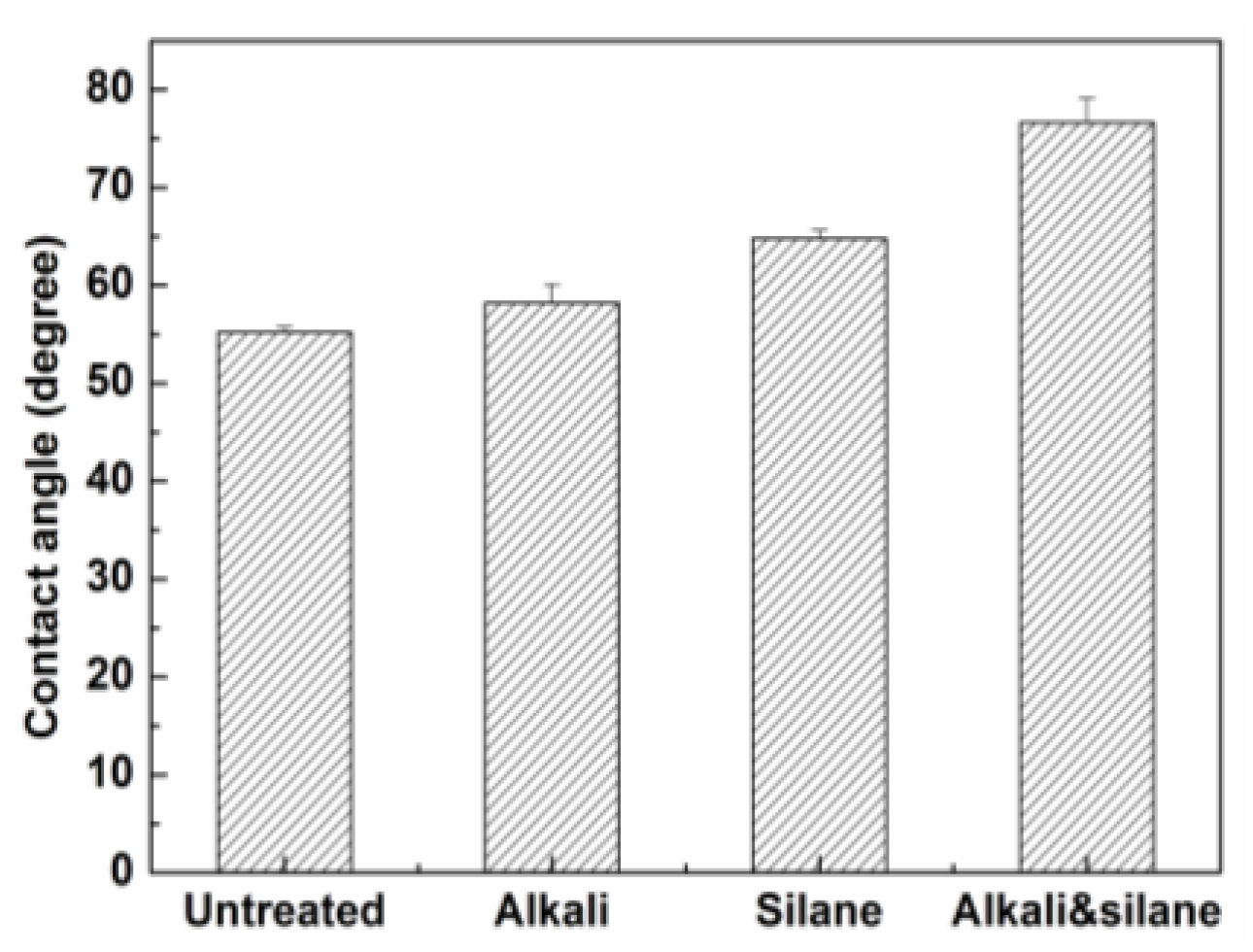
3.2. Contact Angle
3.3. Single Fiber Tensile Properties
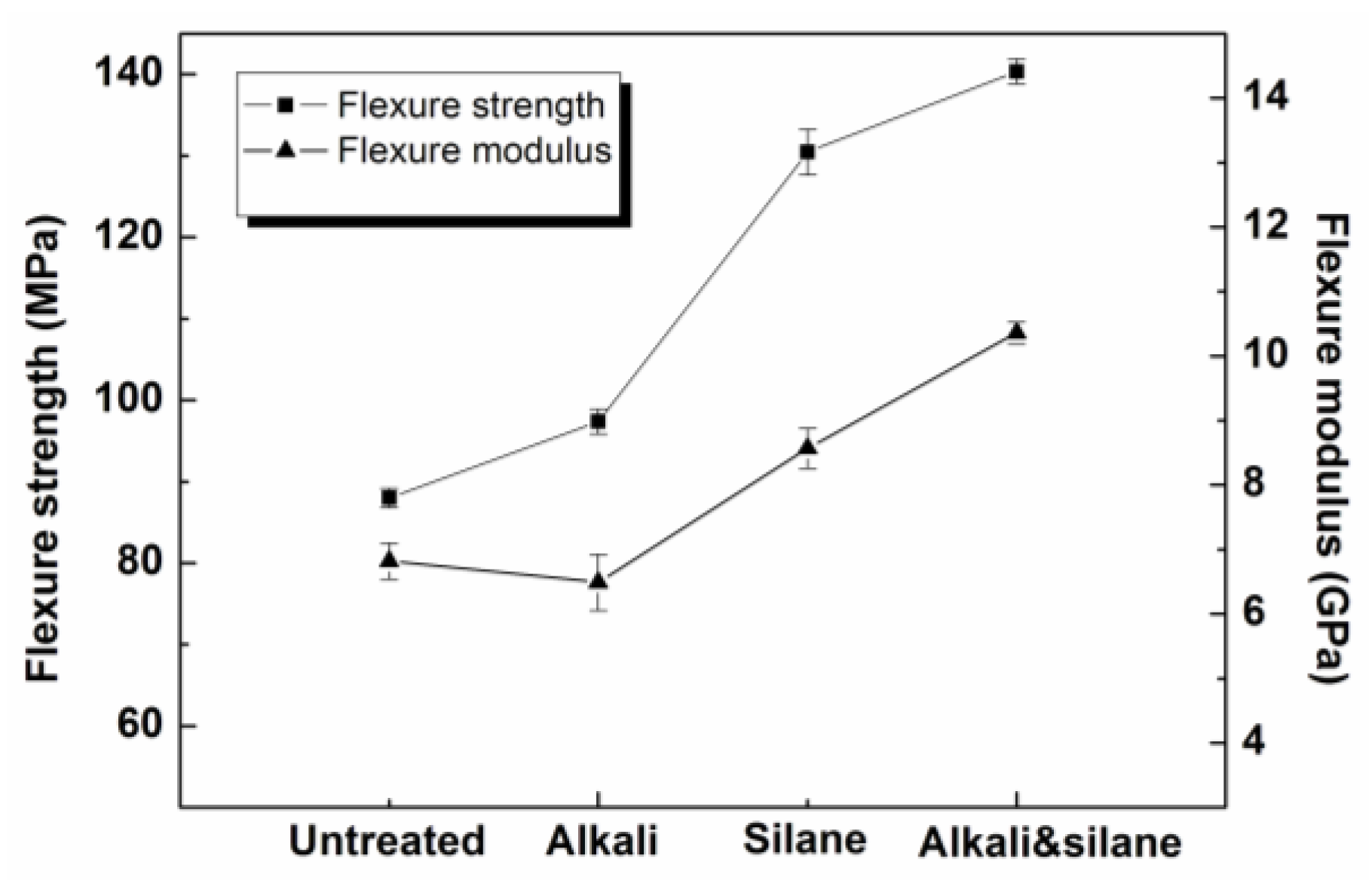
3.4. Composites Flexure Property
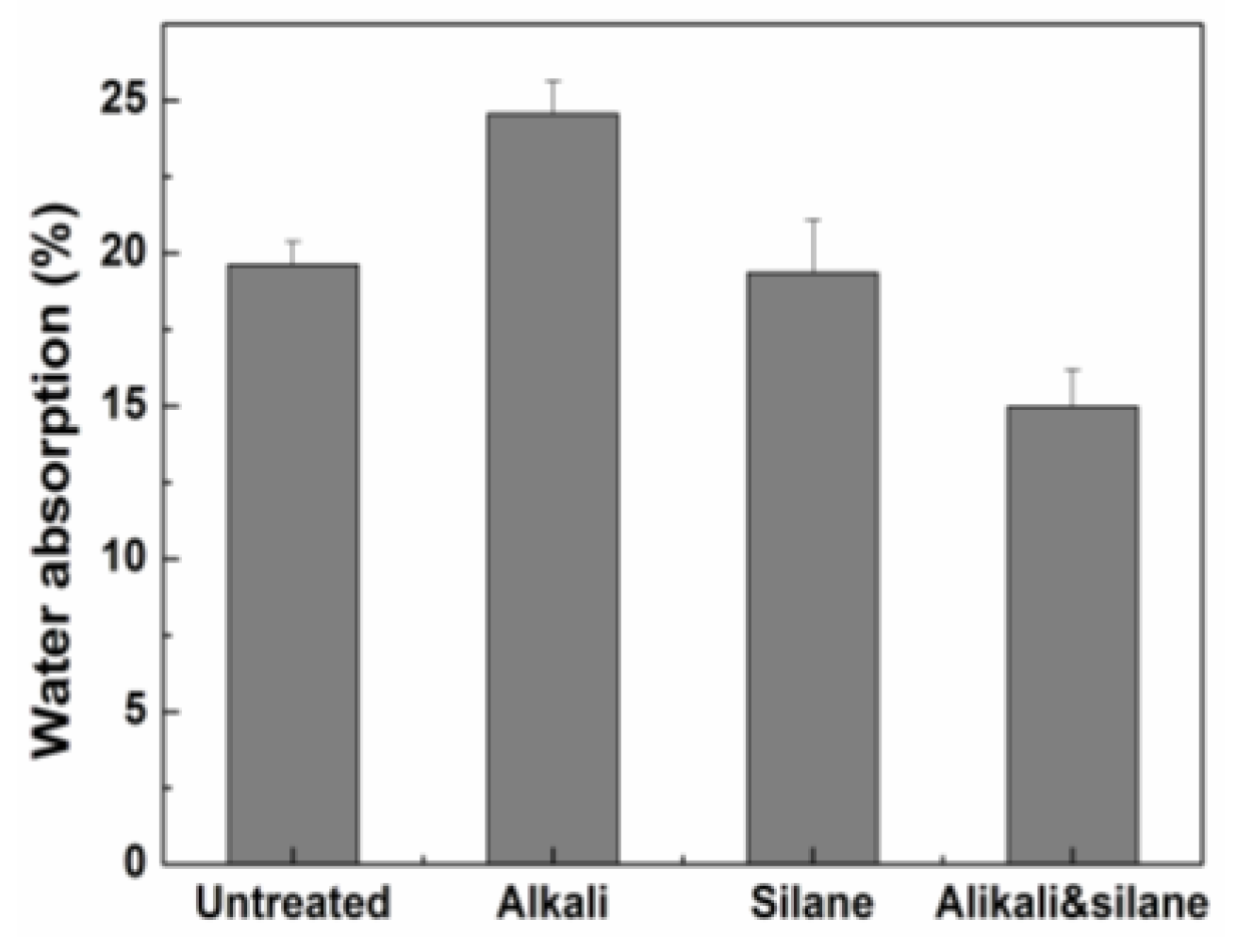
3.5. Water Absorption Properties
3.6. Application Performance Analysis
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Scarponi, C.; P.izzinelli, C.S.; Sanchez-Saez, S. Impact load behaviour of resin transfer moulding (RTM) hemp fibre composite laminates. J. Biobased Mater. Bioenergy 2009, 3, 298–310. [Google Scholar] [CrossRef]
- Khan, J.A.; Khan, M.A.; Islam, M.R. A study on mechnical, thermal and environmental degradation characteristics of N,N-Dimethylaniline treated jute fabric-reinforced polypropylene composites. Fibers Polym. 2014, 15, 823–830. [Google Scholar] [CrossRef]
- Sarkar, B.K.; Ray, D. Effect of the defect concentration on the impact fatigue endurance of untreated and alkali treated jute-vinylester composites under normal and liquid nitrogen atmosphere. Compos. Sci. Technol. 2004, 64, 2213–2219. [Google Scholar] [CrossRef]
- Ray, D.; Sarkar, B.K.; Rana, A.K. The mechanical properties of vinylester resin matrix composites reinforce with alkali-treated jute fibres. Compos. Part A Appl. Sci. Manuf. 2001, 32, 119–127. [Google Scholar] [CrossRef]
- Wang, L.L.; He, L.P.; Tian, Y. Effects of surface modification on mechanical properties of sisal fiber reinforced polypropylene composites. J. Mech. Eng. Mater. 2008, 32, 58–61. [Google Scholar]
- Chan, C.M.; Vandi, L.J.; Pratt, S. Composites of wood and biodegradable thermoplastics: A review. Polym. Rev. 2017, 58, 444–494. [Google Scholar] [CrossRef]
- Faruk, O.; Bledzki, A.K.; Fink, H.P.; Sain, M. Biocomposites reinforced with natural fibers: 2000–2010. Prog. Polym. Sci. 2012, 37, 1552–1596. [Google Scholar] [CrossRef]
- Zhang, N.; Zhang, J.J. Recent Progress in Study of Biomacromolecular Material Polylactide. J. Hebei Polytecnic Univ. Nat. Sci. Ed. 2010, 32, 116–120. [Google Scholar]
- Helminen, A.O.; Korhonen, H.; Seppala, J.V. Structure modification and crosslinking of methacrylated polylactide oligomers. J. Appl. Polym. Sci. 2002, 86, 3616–3624. [Google Scholar] [CrossRef]
- Zhan, M.; Wool, R.P. Biobased composite resins design for electronic materials. J. Appl. Polym. Sci. 2010, 118, 3274–3283. [Google Scholar] [CrossRef]
- Lincoln, J.D.; Shapiro, A.A.; Earthman, J.C.; Saphores, J.D.M.; Ogunseitan, O.A. Design and evaluation of bio-based composites for printed circuit board application. Compos. Part A Appl. Sci. Manuf. 2013, 47, 22–30. [Google Scholar]
- Adekunle, K.; Ghoreishi, R.; Ehsani, M.; Cho, S.; Skrifvars, M. Jute Fiber Reinforced Methacrylated Soybean Oil Based Thermoset Composites Prepared by Vacuum Injection Molding Technique. J. Biobased Mater. Bioenergy 2015, 6, 172–177. [Google Scholar] [CrossRef]
- Lee, T.S.; Choi, H.Y.; Choi, H.N.; Kim, S.; Lee, S.G.; Yong, D.K. Effect of surface treatment of ramie fiber on the interfacial adhesion of ramie/acetylated epoxidized soybean oil (AESO) green composite. J. Adhes. Sci. Technol. 2013, 27, 1335–1347. [Google Scholar] [CrossRef]
- Amiri, A.; Burkart, V.; Yu, A.; Webster, D.; Ulven, C. The potential of natural composite materials in structural design. Sustain. Compos. Aerosp. Appl. 2018, 269–291. [Google Scholar] [CrossRef]
- Amiri, A.; Ulven, C. Bio-based Composites as Thermorheologically Complex Materials. Chall. Mech. Time Depend. Mater. 2017, 2, 55–63. [Google Scholar]
- Amiri, A.; Yu, A.; Webster, D.; Ulven, C. Bio-Based Resin Reinforced with Flax Fiber as Thermorheologically Complex Materials. Polymers 2016, 8, 153. [Google Scholar] [CrossRef]
- Amiri, A.; Ulven, C.; Huo, S. Effect of Chemical Treatment of Flax Fiber and Resin Manipulation on Service Life of Their Composites Using Time-Temperature Superposition. Polymers 2015, 7, 1965–1978. [Google Scholar] [CrossRef]
- Taylor, C.; Amiri, A.; Paramarta, A.; Ulven, C.; Webster, D. Development and weatherability of bio-based composites of structural quality using flax fiber and epoxidized sucrose soyate. Mater. Des. 2017, 113, 17–26. [Google Scholar] [CrossRef]
- Oksman, K.; Skrifvars, M.; Selin, J.-F. Natural fibers as reinforcement in polylactic acid (PLA) composites. Compos. Sci. Technol. 2003, 63, 1317–1324. [Google Scholar] [CrossRef]
- Sawpan, M.A.; Pickering, K.L.; Fernyhough, A. Improvement of mechanical performance of industrial hemp fibre reinforced polylactide biocomposites. Compos. Part A Appl. Sci. Manuf. 2011, 42, 310–319. [Google Scholar] [CrossRef]
- Zhou, N.T.; Yu, B.; Sun, J. Influence of chemical treatments on the interfacial properties of ramie fiber reinforced poly(lactic acid)(PLA) composites. J. Biobased Mater. Bioenergy 2012, 6, 564–568. [Google Scholar] [CrossRef]
- Aesson, D.; Skrifvars, M.; Lv, S. Preparation of nanocomposites from biobased thermoset resins by UV-curing. Prog. Org. Coatings 2010, 67, 281–286. [Google Scholar] [CrossRef]
- Wang, H.G.; Xina, G.J.; Li, H. Durability study of a ramie-fiber reinforced henolic composite subjected to water immersion. Fibers Polym. 2014, 15, 1029–1034. [Google Scholar] [CrossRef]
- Daniel, S.; Mustapha, A.; Christophe, P. Influence of hygrothermal ageing on the damage mechanisms of flax-fibre reinforced epoxy composites. Compos. Part B Eng. 2013, 48, 51–58. [Google Scholar]
- Scarponi, C.; Schiavoni, E.; Sanchez-Saez, S. Polypropylene/hemp fabric reinforced composites: Manufacturing and mechanical behaviour. J. Biobased Mater. Bioenergy 2012, 6, 361–369. [Google Scholar] [CrossRef]
- Asumani, O.M.L.; Reid, R.G.; Paskaramoorthy, R. The effects of alkali-silane treatment on the tensile and flexural properties of short fibre non-woven kenaf reinforced polypropylene composites. Compos. Part A Appl. Sci. Manuf. 2012, 43, 1431–1440. [Google Scholar] [CrossRef]
- Goriarthi, B.K.; Suman, K.N.S.; Rao, N.M. Effect of fiber surface treatments on mechnical and abrasive wear performance of polylactide/jute composites. Compos. Part A Appl. Sci. Manuf. 2012, 43, 1800–1808. [Google Scholar] [CrossRef]
- Kabir, M.M.; Wang, H.; Lau, K.T. Chemical treatments on plant-based natural fibre reinforced polymer composites: An overview. Compos. Part B Eng. 2012, 43, 2883–2892. [Google Scholar] [CrossRef]
- Sawpan, M.A.; Pickering, K.L.; Fernyhough, A. Effect of fibre treatments on interfacial shear strength of hemp fibre reinforced polylactide and unsaturated polyester composites. Compos. Part A Appl. Sci. Manuf. 2011, 49, 1189–1196. [Google Scholar] [CrossRef]
- Li, S.; Wang, C.H.; Yi, S.G.; Wang, R. Study on the preparation and flexural properties of ramie reinforced poly-lactic acid composites. Fiber Reinf. Plast./Compos. 2012, S1, 59–62. [Google Scholar]
- Nam, T.H.; Ogihara, S.; Tung, N.H. Effect of alkali treatment on interfacial and mechanical properties of coir fiber reinforced poly(butylen succinate) biodegradable composites. Compos. Part B Eng. 2011, 42, 1648–1656. [Google Scholar] [CrossRef]
- John, M.J.; Anandjiwala, R.D. Recent developments in chemical modification and characterization of natural fibre-reinforced composites. Polym. Compos. 2008, 29, 187–207. [Google Scholar] [CrossRef]
- Li, X.; Tabil, L.G.; Panigrahi, S. Chemical treatment of natural fibre for use in natural fibre-reinforced composites: A review. Polym. Environ. 2007, 15, 25–33. [Google Scholar] [CrossRef]
- Mwaikambo, L.Y.; Tucker, N.; Clark, A.J. Mechanical properties of hemp fibre reinforced euphorbia composites. Macromol. Mater. Eng. 2007, 292, 993–1000. [Google Scholar] [CrossRef]
- Ray, D.; Sarkar, B.K.; Rana, A.K. Effect of alkali treated jute fibres on composite properties. Bull. Mater. Sci. 2001, 24, 129–135. [Google Scholar] [CrossRef]
- Wang, W.H.; Lu, G.J. The silane coupling agent treatment of basalt fibers reinforced wood-plastic composite. Acta Mater. Compos. Sin. 2013, 30, 315–320. [Google Scholar]
- Guo, Z.F.; Zhong, Z.L. The effect of silane coupling agent treatment on tensile property of basalt fiber fabric. Shanghai Text. Sci. Technol. 2012, 42, 25–27. [Google Scholar]
- Prasad, S.V.; Pavithran, C.; Rohatgi, P.K. Alkali treatment of coir fibers for coir–polyester composites. J. Mater. Sci. 1983, 18, 1443–1454. [Google Scholar] [CrossRef]
- Cao, Y.; Wu, L.L.; Yu, J.Y. Influence of alkali treatment time on index of flax spinnability. Text. Aux. 2009, 26, 43–46. [Google Scholar]
- Arbelaiz, A.; Cantero, G.; Fernandez, B.; Mondragon, I.; Gañán, P.; Kenny, J.M. Flax fiber surface modifications:effects on fiber physico mechanical and flax polypropylene interface properties. Polym. Compos. 2005, 26, 324–332. [Google Scholar] [CrossRef]
- Moyeenuddin, A.S.; Kim, L.P.; Fernyhough, A. Flexural properties of hemp fibre reinforced polylactide and unsaturated polyester composites. Compos. Part. A Appl. Sci. Manuf. 2012, 43, 519–526. [Google Scholar]
- Sahoo, S.; Nakai, A.; Kotaki, M. Mechanical properties and durability of jute reinforced thermosetting composites. J. Biobased Mater. Bioenergy 2007, 1, 427–436. [Google Scholar] [CrossRef]
- Islam, M.S.; Pickering, K.L.; Foreman, N.J. Influence of alkali treatment on the interfacial and physico-mechanical properties of industrial hemp fibre reinforced polylactic acid composites. Compos. Part A Appl. Sci. Manuf. 2010, 41, 596–603. [Google Scholar] [CrossRef]
- Kayode, A.; Riam, G.; Mehdi, E. Jute fiber reinforced methacrylated soybean oil based thermoset composites prepared by vacuum injection molding technique. J. Biobased Mater. Bioenergy 2012, 6, 172–177. [Google Scholar]
- Lu, T.J.; Jiang, M.; Hui, D.; Wang, Z.; Zhou, Z. Effect of surface modification of bamboo cellulose fibers on mechanical properties of cellulose/epoxy composites. Compos. Part. B Eng. 2013, 51, 28–34. [Google Scholar] [CrossRef]
- Editorial Board. China Aerospace Materials Handbook; Standards Press of China: Beijing, China, 2002. [Google Scholar]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Treatment | Single Fiber Tensile Strength (MPa) | Single Fiber Tensile Modulus (GPa) | ||
|---|---|---|---|---|
| Mean | Standard Deviation | Mean | Standard Deviation | |
| Untreated | 399.47 | 178.74 | 18.30 | 7.88 |
| Alkali treatment | 529.40 | 233.41 | 17.40 | 9.09 |
| Silane treatment | 459.29 | 234.40 | 21.12 | 13.22 |
| Alkali–silane treatment | 386.03 | 221.23 | 15.62 | 5.47 |
| Material | Flexural Strength/MPa |
|---|---|
| ramie fabric/PLA composites | 140.37 |
| Standard requirements for aircraft interior structures [46] | 70 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, C.; Ren, Z.; Li, S.; Yi, X. Effect of Ramie Fabric Chemical Treatments on the Physical Properties of Thermoset Polylactic Acid (PLA) Composites. Aerospace 2018, 5, 93. https://doi.org/10.3390/aerospace5030093
Wang C, Ren Z, Li S, Yi X. Effect of Ramie Fabric Chemical Treatments on the Physical Properties of Thermoset Polylactic Acid (PLA) Composites. Aerospace. 2018; 5(3):93. https://doi.org/10.3390/aerospace5030093
Chicago/Turabian StyleWang, Chunhong, Zilong Ren, Shan Li, and Xiaosu Yi. 2018. "Effect of Ramie Fabric Chemical Treatments on the Physical Properties of Thermoset Polylactic Acid (PLA) Composites" Aerospace 5, no. 3: 93. https://doi.org/10.3390/aerospace5030093
APA StyleWang, C., Ren, Z., Li, S., & Yi, X. (2018). Effect of Ramie Fabric Chemical Treatments on the Physical Properties of Thermoset Polylactic Acid (PLA) Composites. Aerospace, 5(3), 93. https://doi.org/10.3390/aerospace5030093