Development of Bio-Sourced Epoxies for Bio-Composites

Abstract
:
1. Introduction
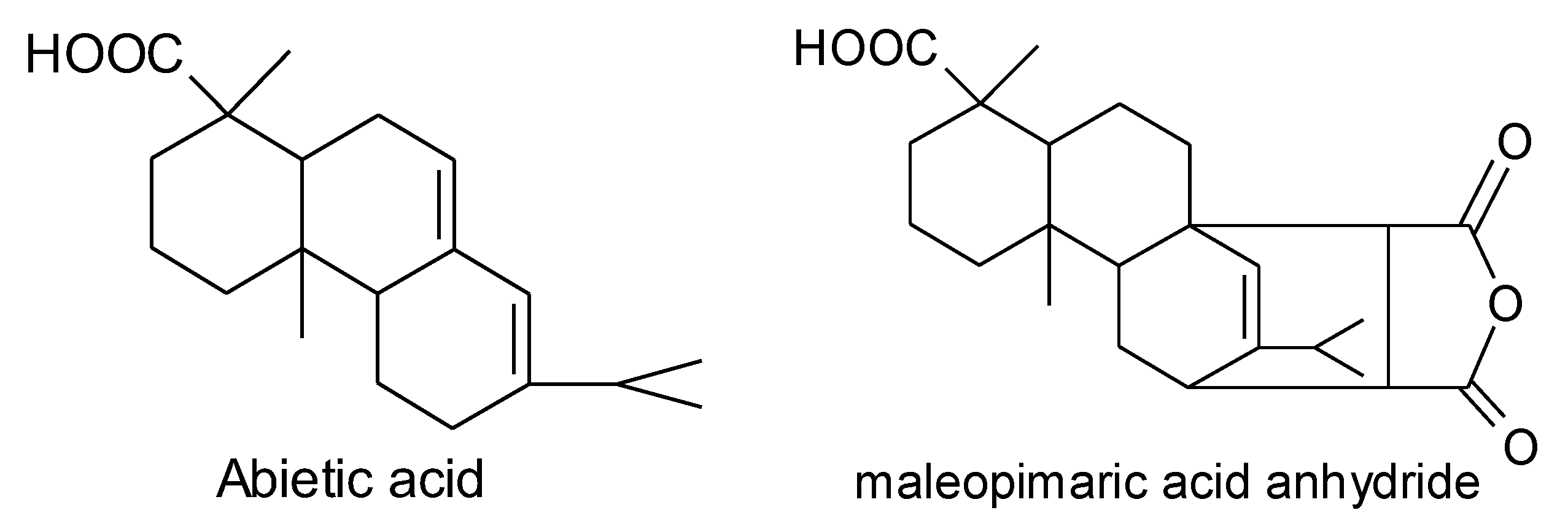
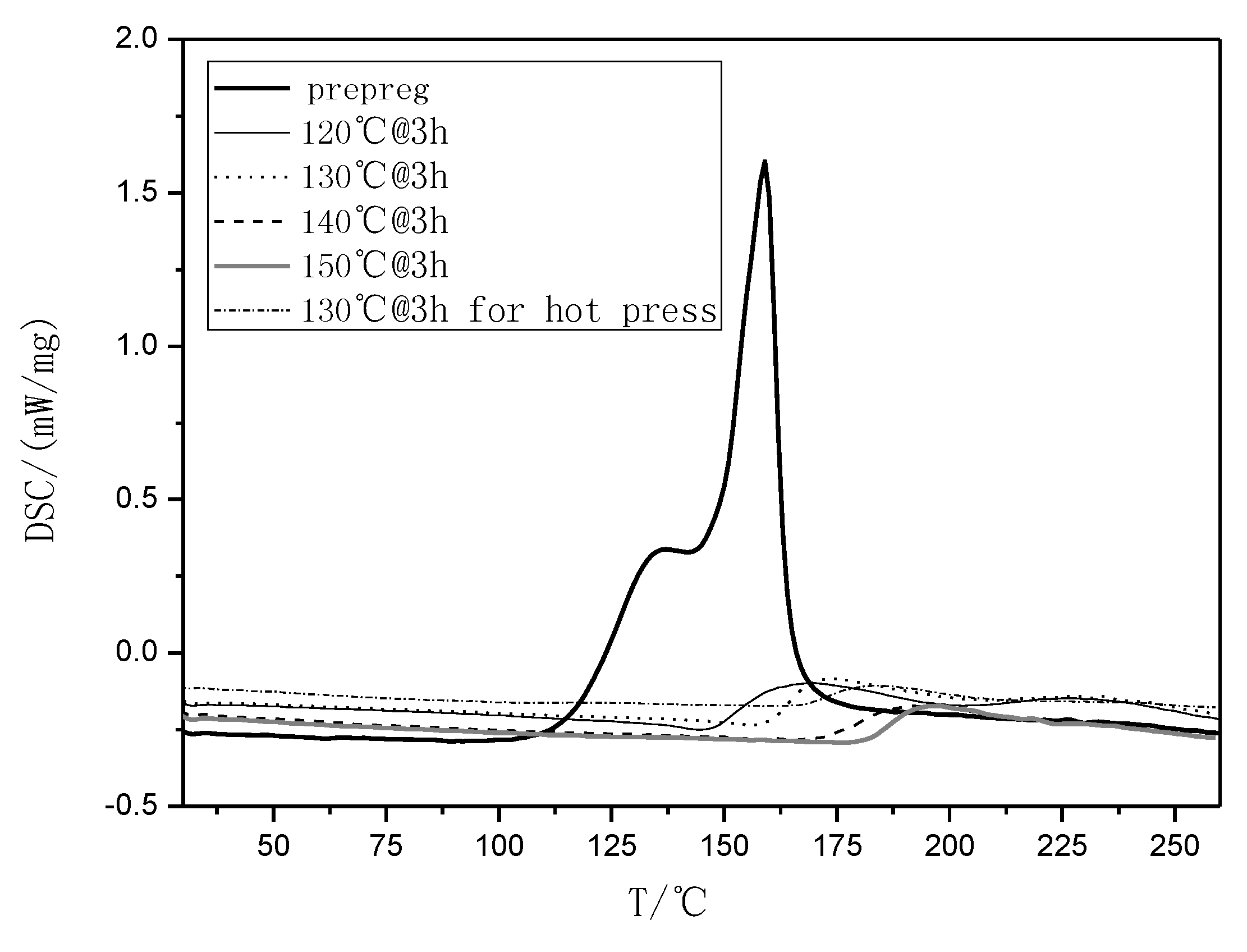
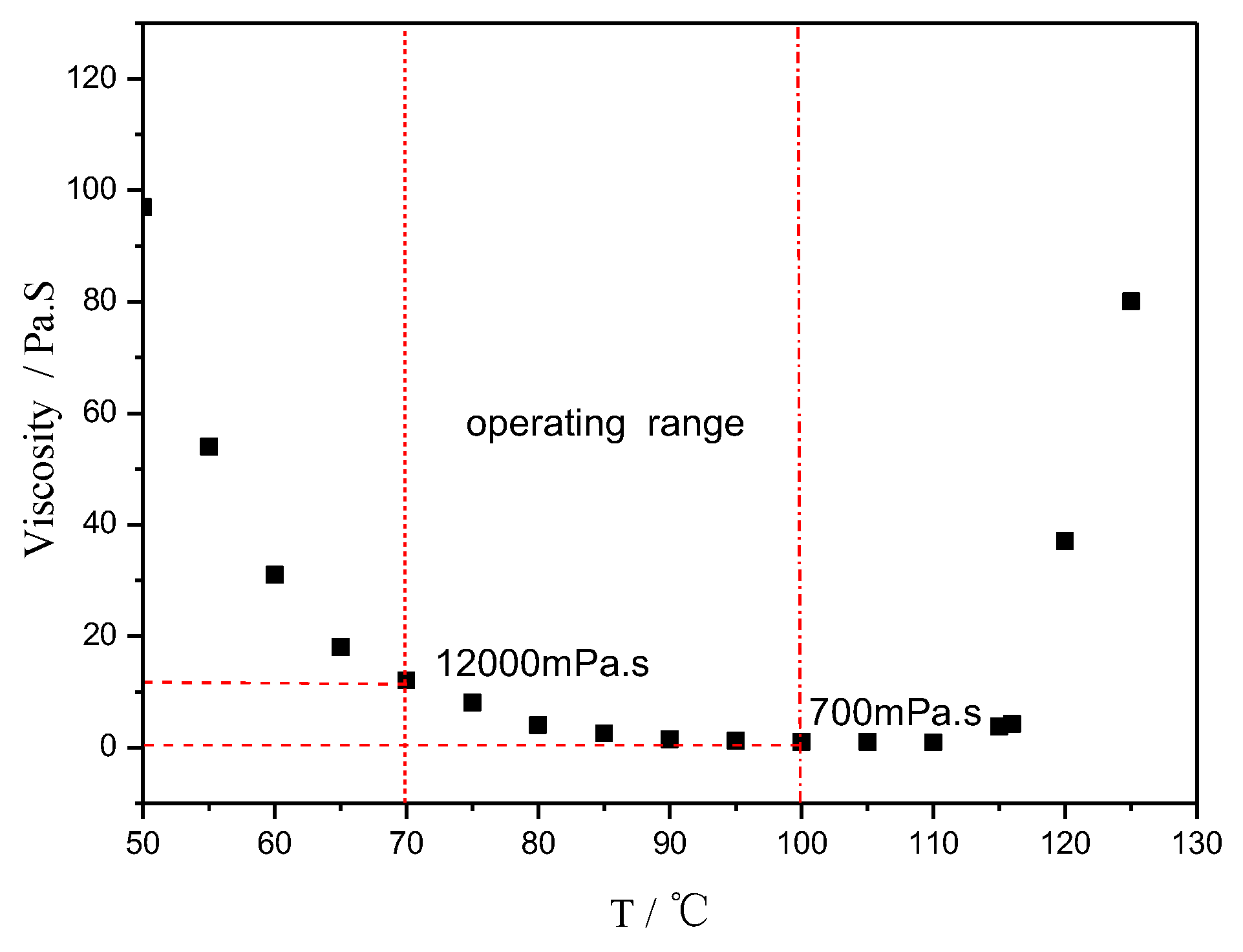
2. Rosin-Sourced Epoxy as a Matrix Resin
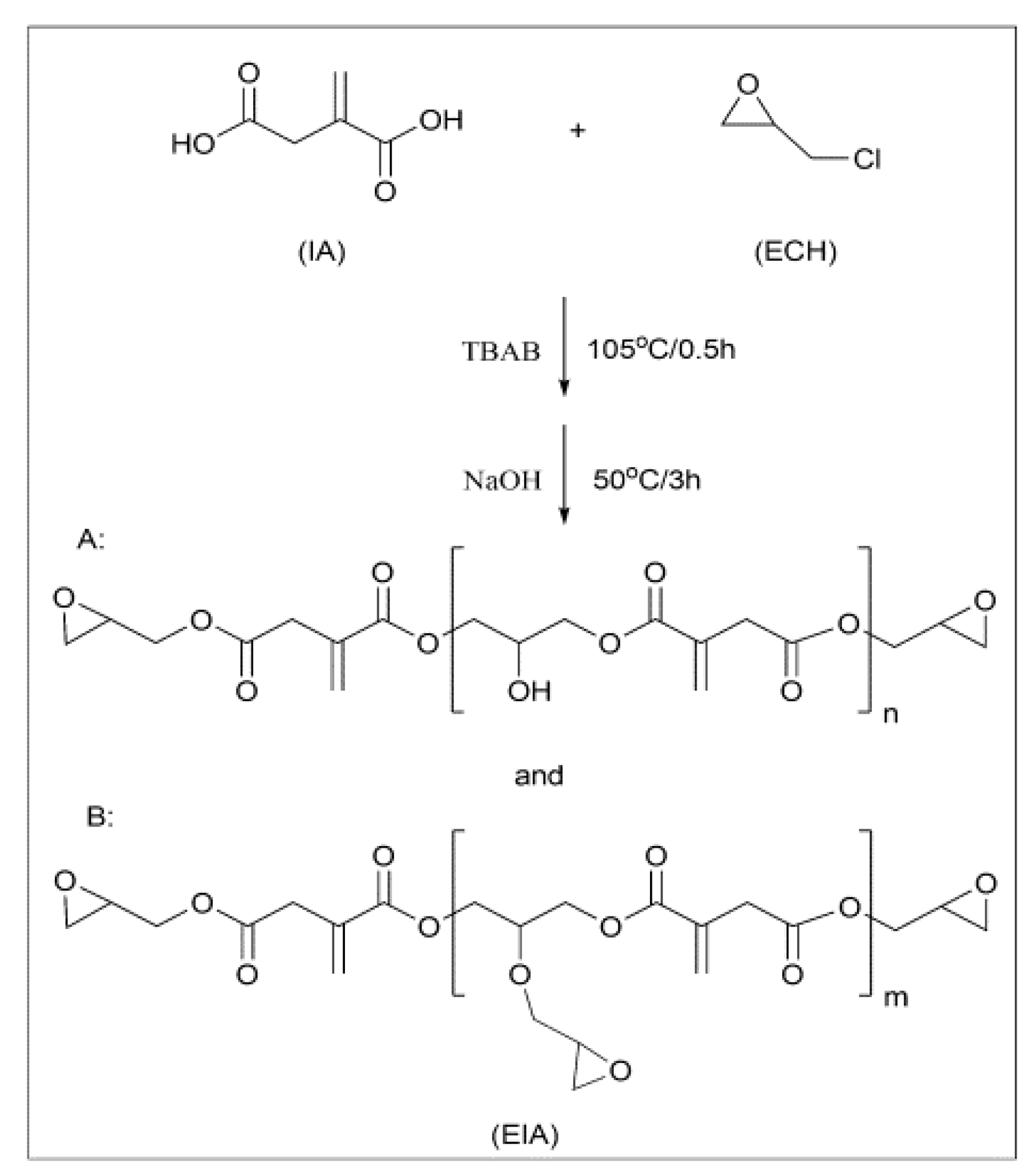
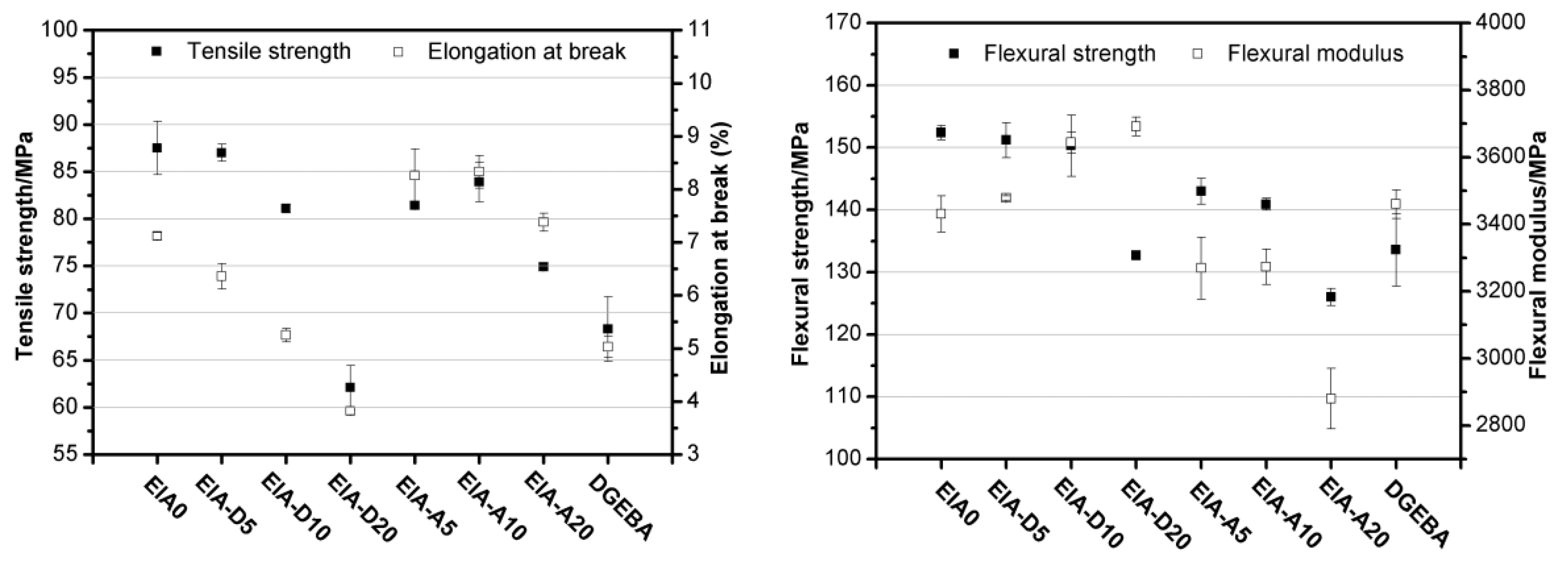
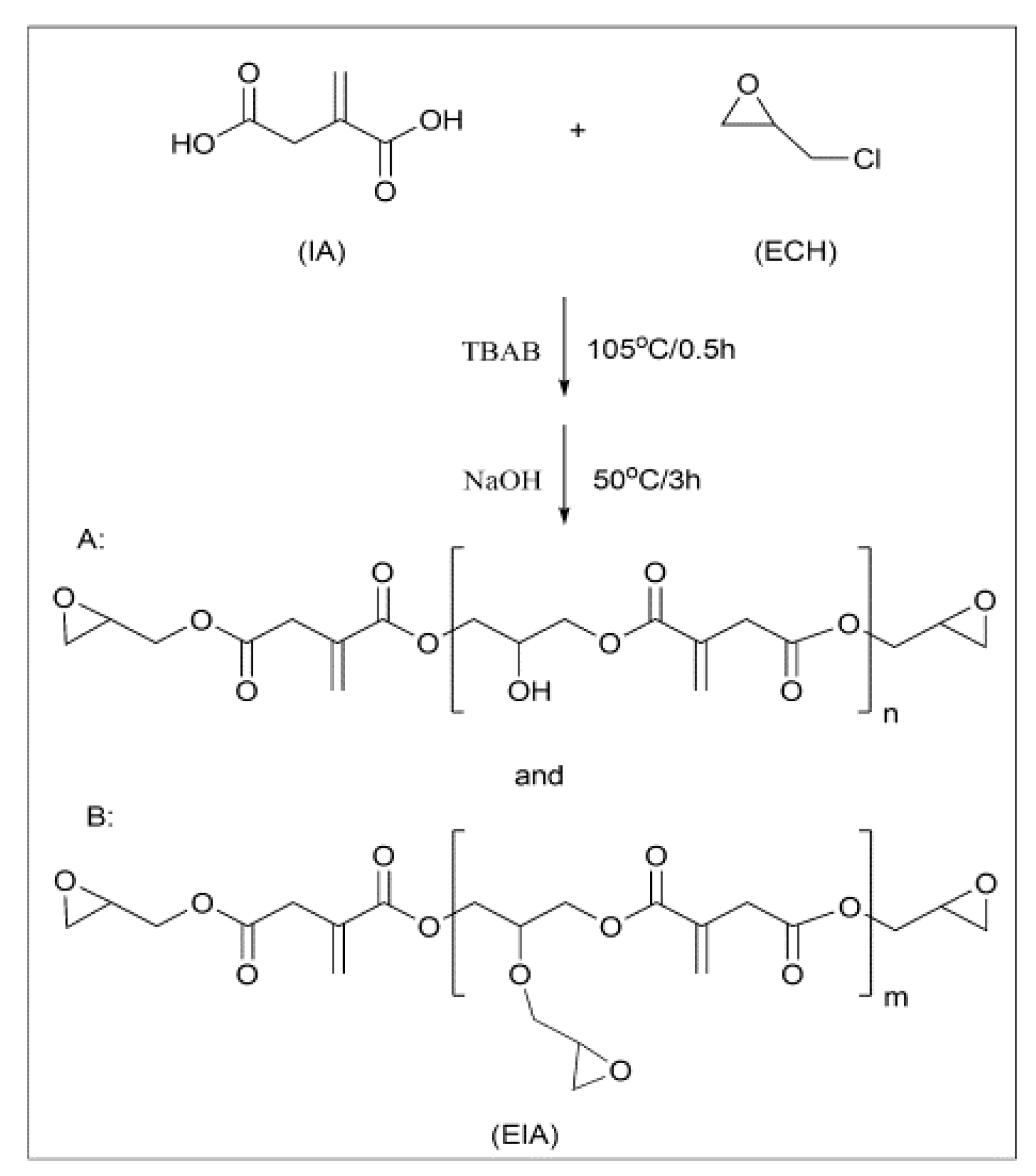
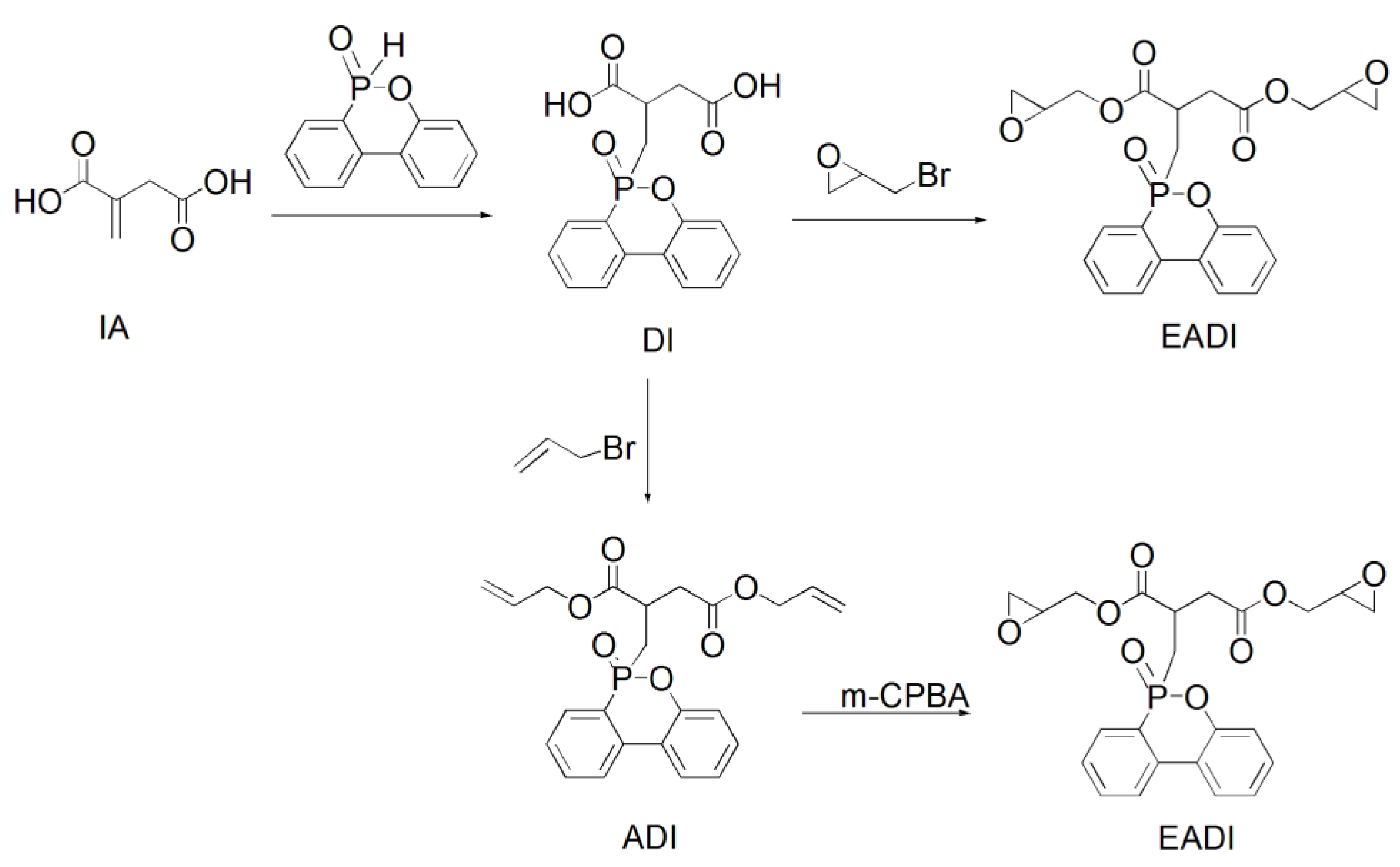
3. Epoxy Resins Based on Itaconic Acid
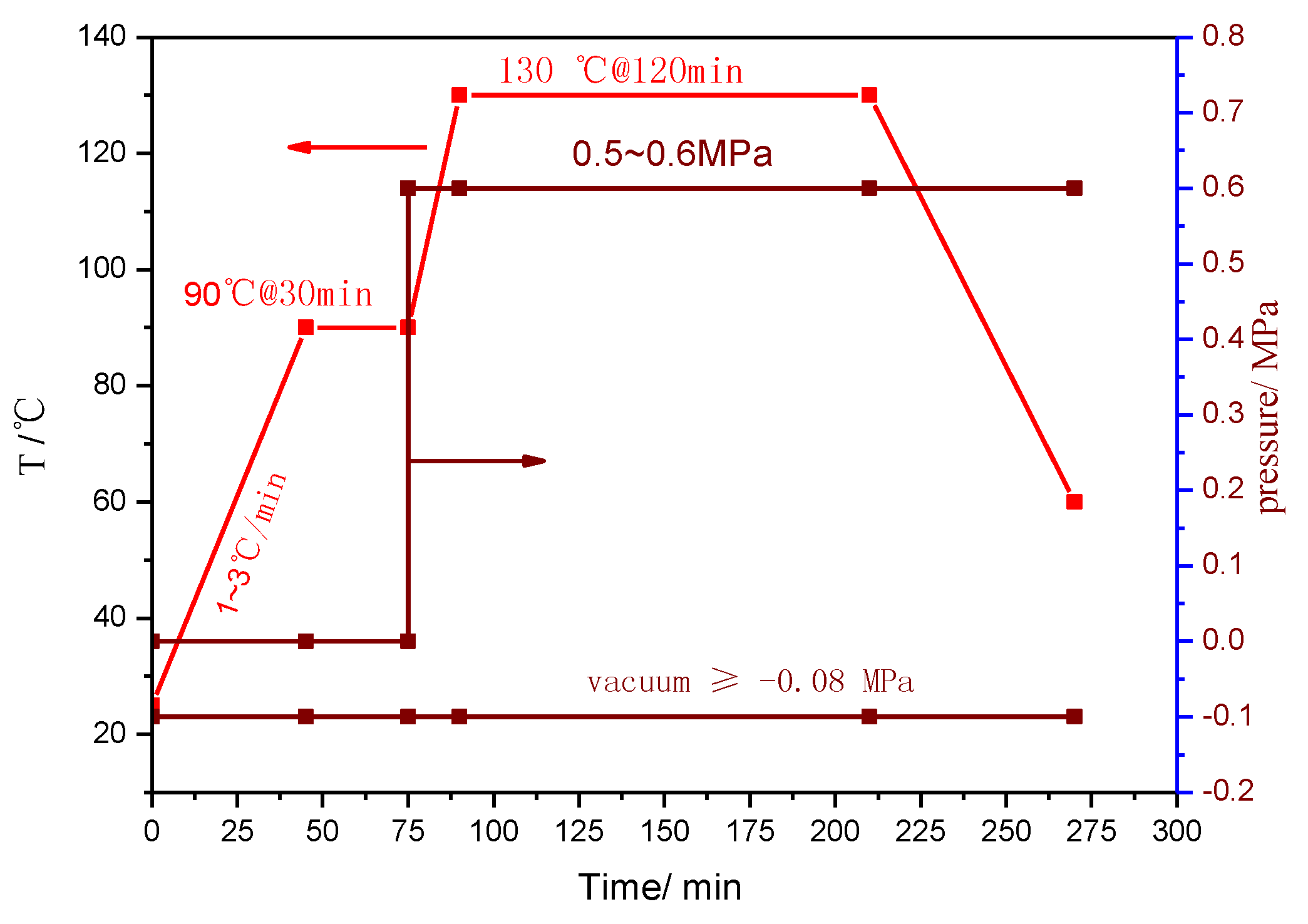
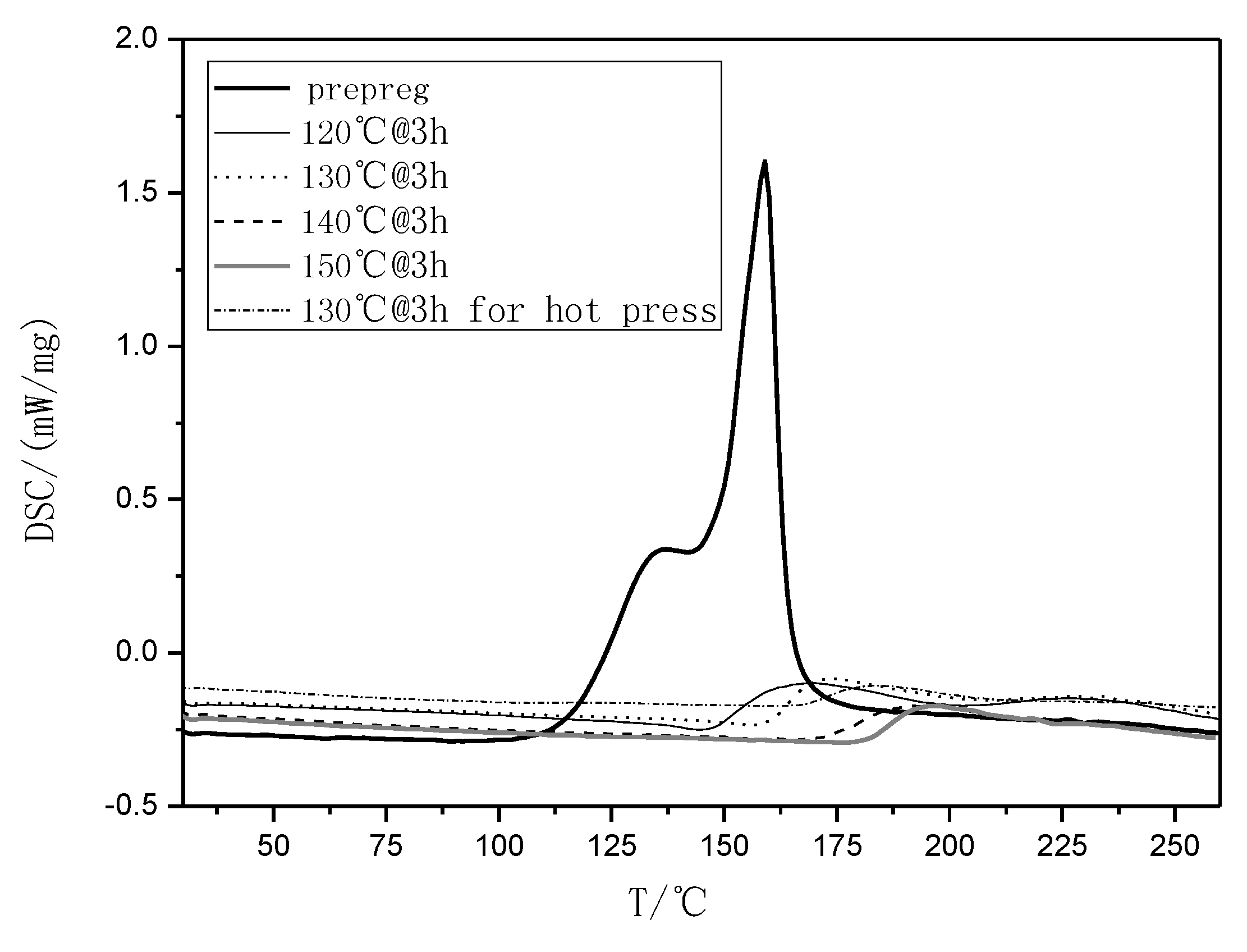
4. Trial Manufacturing and Demonstration
5. Conclusions
- Rosin-sourced anhydride was developed and used as a hardener for epoxy to formulate a matrix resin with an imidazole-type latent catalyst for biocomposites. The mechanical properties of the biocomposites with the rosin-epoxy as matrix resins were tested, also under hydrothermal conditions. It was shown that the mechanical properties were generally comparable to the state-of-the-art, petroleum-sourced counterpart materials, but yielded a higher glass transition temperature.
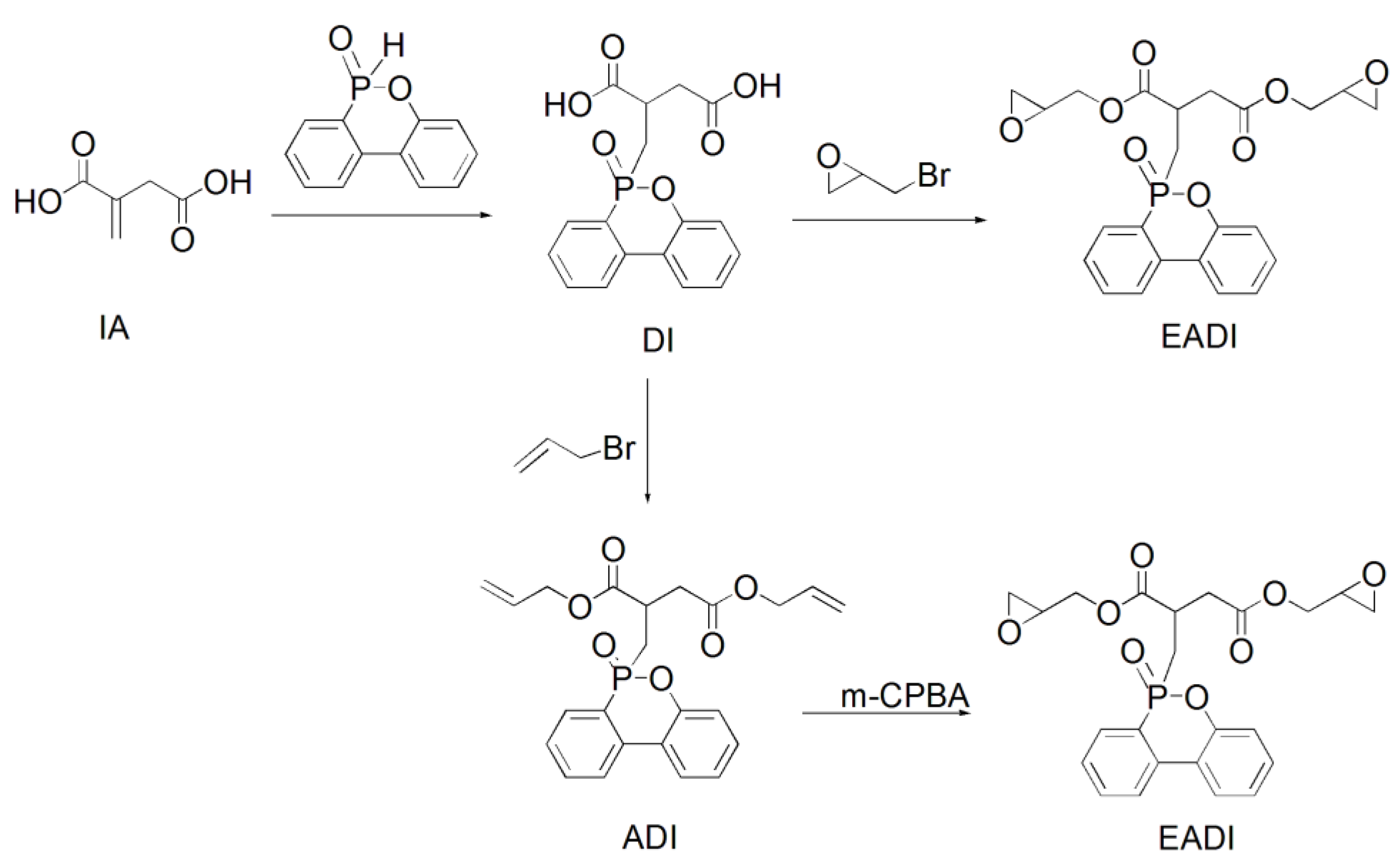
- Epoxy resin derived from itaconic acid was also synthesized. It showed comparable or higher mechanical properties and glass transition temperatures compared to a common counterpart. A phosphorus-containing epoxy was also developed by incorporating DOPO into the itaconic acid EP to formulate a flame-retardant resin system.
- Using the rosin epoxy system, which is technologically more mature than the itaconic system, quasi-structural plant fiber reinforced components were manufactured and demonstrated for aircraft and ground transportation vehicles. The process condition was found to be fully compatible with standard industrial processes.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Yi, X.; Li, Y. Bio-Sourced Resins, Plant Fibers and Biocomposites; China Construction Industry Press: Beijing, China, 2017. (In Chinese) [Google Scholar]
- Powers, W.F. Automotive Materials in the 21st Century. Adv. Mater. Process. 2000, 157, 38–41. [Google Scholar]
- Drzal, L.T.; Mohanty, A.K.; Misra, M. Bio-composite materials as alternatives to Petroleum-based composites for automotive applications. In Composite Materials and Structures Center; Michigan State University: East Lansing, MI, USA, 2000. [Google Scholar]
- ECO-COMPASS. Available online: http://www.eco-compass.eu (accessed on 30 June 2016).
- Coppen, J.J.W.; Hone, G.A. Gum naval stores: Turpentine and rosin from pine resin. In NON-WOOD FOREST PRODUCTS 2; Natural Resources Institute, Ed.; Food and Agriculture Organization of the United Nations: Rome, Italy, 1995; p. 4. ISBN 92-5-103684-5. [Google Scholar]
- Liu, X.; Yi, X.; Zhu, J. Bio-based epoxies and composites as environmentally friendly alternative materials. In Thermosets: Structure, Properties and Applications, 2nd ed.; Guo, Q., Ed.; Elsevier: Amsterdam, The Netherlands, 2017; pp. 621–636. ISBN 978-0-08-101021-1. [Google Scholar]
- Zhang, X.; Wu, Y.; Wei, J.; Tong, J.; Yi, X. Curing kinetics and mechanical properties of bio-based composite using rosin-sourced anhydrides as curing agent for hot-melt prepreg. Sci. China Technol. Sci. 2017, 60, 1318–1331. [Google Scholar] [CrossRef]
- Lu, Y.; Zhao, Z.; Bi, L.; Chen, Y.; Wang, J.; Xu, S. Synthesis of a multifunctional hard monomer from rosin: The relationship of allyl structure in maleopimarate and UV-curing property. Sci. Rep. 2018, 8, 2399. [Google Scholar] [CrossRef] [PubMed]
- Werpy, T.; Petersen, G. Top Value Added Chemicals from Biomass. In Volume I—Results of Screening for Potential Candidates from Sugars and Synthesis Gas; The National Renewable Energy Laboratory (NREL) Report DOE/GO-102004-1992; U.S. Department of Energy: Washington, DC, USA, 2004. [Google Scholar]
- Ma, S.; Liu, X.; Jiang, Y.; Tang, Z.; Zhang, C.; Zhu, J. Bio-based epoxy resin from itaconic acid and its thermosets cured with anhydride and comonomers. Green Chem. 2013, 15, 245–254. [Google Scholar] [CrossRef]
- Ma, S.; Liu, X.; Fan, L.; Jiang, Y.; Cao, L.; Tang, Z.; Zhu, J. Synthesis and Properties of a Bio-Based Epoxy Resin with High Epoxy Value and Low Viscosity. ChemSusChem 2014, 7, 555–562. [Google Scholar] [CrossRef] [PubMed]
- Ma, S.; Liu, X.; Jiang, Y.; Fan, L.; Feng, J.; Zhu, J. Synthesis and properties of phosphorus-containing bio-based epoxy resin from itaconic acid. Sci. China-Chem. 2014, 57, 379–388. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties | UNIT | 3233B/EW250F | AGMP3600/EW250F |
|---|---|---|---|
| Ply thickness | mm | 0.241 | 0.237 |
| Bending strength | MPa | 696 | 674 |
| Bending modulus | GPa | 19.9 | 21.1 |
| Short beam shear strength | MPa | 45 | 60.9 |
| Tensile strength | MPa | 470 | 540 |
| Tensile modulus | GPa | 22.5 | 25.3 |
| Compression strength | MPa | 474 | 483 |
| Compression modulus | GPa | 23.9 | 27 |
| Property and Test Condition | Unit | Reference 1 | Test Result | Standard | |
|---|---|---|---|---|---|
| Tensile strength warp | RT/dry | MPa | ≥500 | 707 | ASTM D3039 |
| Tensile modulus warp | RT/dry | GPa | 65 ± 8 | 62.3 | |
| Tensile strength weft | RT/dry | MPa | ≥500 | 557 | |
| Tensile modulus weft | RT/dry | GPa | 65 ± 8 | 60.9 | |
| Compression strength warp | RT/dry | MPa | ≥300 | 509 | ASTM D6641 |
| Compression modulus Warp | RT/dry | GPa | 58 ± 8 | 61.2 | |
| Compression strength Weft | RT/dry | MPa | ≥280 | 362 | |
| Compression modulus weft | RT/dry | GPa | 57 ± 8 | 57.7 | |
| Bending strength warp | RT/dry | MPa | ≥650 | 883 | ASTM D790 |
| Bending modulus warp | RT/dry | GPa | 58 ± 8 | 56.8 | |
| Short bean shear strength | RT/dry | MPa | ≥50 | 55.7 | ASTM D2344 |
| In plane shear strength | RT/dry | MPa | ≥45 | 72.6 | ASTM D3518 |
| In plane shear modulus | RT/dry | GPa | 3.5 ± 1 | 3.84 | |
| Properties | Unit | Humidity | Temperature/°C | Reference 1 | AGMP3600/A38 | Standard |
|---|---|---|---|---|---|---|
| ply thickness | mm | — | 0.26 | 0.265 | ||
| Flexural strength warp | MPa | dry | −55 | — | 949 | ASTMD 790–03 |
| RT | — | 947 | ||||
| 70 | — | 903 | ||||
| 70 °C/wet 85% | 70 | — | 826 | |||
| Flexural modulus warp | GPa | dry | −55 | — | 50.9 | |
| RT | — | 51.4 | ||||
| 70 | — | 58.7 | ||||
| 70 °C/wet 85% | 70 | — | 51.8 | |||
| Interlaminar shear strength warp | MPa | dry | −55 | 65 | 62.4 | ASTMD 2344/D2344M-00(2006) |
| RT | 60 | 74.8 | ||||
| 70 | 40 | 65.3 | ||||
| 70 °C/wet 85% | 70 | 19 | 46.4 | |||
| Tensile strength warp | MPa | dry | −55 | 500 | 618 | ASTMD 3039/D3039M-e1 |
| RT | 625 | 667 | ||||
| 70 | 590 | 714 | ||||
| 70 °C/wet 85% | 70 | 560 | 674 | |||
| Tensile modulus warp | GPa | dry | −55 | 52 ± 6 | 55.25 | |
| RT | 52 ± 6 | 54.6 | ||||
| 70 | 52 ± 6 | 53 | ||||
| 70 °C/wet 85% | 70 | 52 ± 6 | 49 | |||
| Poisson ratio | - | dry | RT | 0.05 ± 0.005 | 0.052 | |
| Compression strength warp | MPa | dry | −55 | 600 | 758 | ASTMD 6641/D6641M-14 |
| RT | 535 | 651 | ||||
| 70 | 430 | 630 | ||||
| 70 °C/wet 85% | 70 | 310 | 605 | |||
| Compression modulus warp | GPa | dry | −55 | 46 ± 6 | 52.5 | |
| RT | 46 ± 6 | 53 | ||||
| 70 | 46 ± 6 | 52.5 | ||||
| 70 °C/wet 85% | 70 | 46 ± 6 | 55 | |||
| In plane shear strength | MPa | dry | −55 | 100 | 136 | ASTMD 3518/D3518M-94 |
| RT | 95 | 114 | ||||
| 70 | 80 | 96.8 | ||||
| 70 °C/wet 85% | 70 | 60 | 89 | |||
| In plane shear modulus | GPa | dry | −55 | 4.5 ± 0.35 | 4.74 | |
| RT | 3.65 ± 0.35 | 4.21 | ||||
| 70 | 3.5 ± 0.35 | 2.63 | ||||
| 70 °C/wet 85% | 70 | 1.25 ± 0.35 | 2.75 | |||
| CAI (lay up (+/0/−/90)2 s, energy 25 J | MPa | dry | RT | 180 | 185 | ASTMD 7136/7137 |
| Filled hole tension strength | MPa | dry | RT | 180 | 317 | ASTMD3518 |
| Filled hole compression strength | MPa | dry | RT | 250 | no destroy, displacement 4 mm | ASTMD6742 |
| Mechanical Properties | Unit | Test Condition | Reference 1 | AGMP5600/EW250F |
|---|---|---|---|---|
| ply thickness | mm | — | 0.26 | 0.265 |
| Flexural strength warp | MPa | −55 | — | 864 |
| RT | — | 687 | ||
| 70 | — | 650 | ||
| 70 °C/wet 85% | — | 431 | ||
| Flexural modulus warp | GPa | −55 | — | 21.4 |
| RT | — | 23.4 | ||
| 70 | — | 22 | ||
| 70 °C/wet 85% | — | 22.2 | ||
| Interlaminar shear strength warp | MPa | −55 | 88 | 74.6 |
| RT | 68 | 59.1 | ||
| 70 | 59 | 49 | ||
| 70 °C/wet 85% | 39.6 | 48.3 | ||
| Tensile strength warp | MPa | −55 | 500 | 573 |
| RT | 410 | 510 | ||
| 70 | 330 | 460 | ||
| 70 °C/wet 85% | 315 | — | ||
| Tensile modulus warp | GPa | −55 | 27 ± 6 | 23.9 |
| RT | 24 ± 6 | 24.4 | ||
| 70 | 24 ± 6 | 22.3 | ||
| 70 °C/wet 85% | 24 ± 6 | — | ||
| Compression strength warp | MPa | −55 | 800 | 589 |
| RT | 660 | 456 | ||
| 70 | 550 | 397 | ||
| 70 °C/wet 85% | 470 | 384 | ||
| Compression modulus warp | GPa | −55 | 26 ± 3 | 26.7 |
| RT | 25 ± 3 | 25.8 | ||
| 70 | 25 ± 3 | 24 | ||
| 70 °C/wet 85% | 25 ± 3 | 24.7 | ||
| In plane shear strength | MPa | −55 | 110 | 113 |
| RT | 85 | 90 | ||
| 70 | 88 | 71 | ||
| 70 °C/wet 85% | 77 | 56.4 | ||
| In plane shear modulus | GPa | −55 | 5.7 ± 1 | 4.8 |
| RT | 4.8 ± 1 | 3.26 | ||
| 70 | 3.9 ± 1 | 3.1 | ||
| 70 °C/wet 85% | 3.5 ± 1 | 3.13 |
| Samples | Flexural Strength (MPa) | Flexural Modulus (MPa) | Elongation at Break (%) |
|---|---|---|---|
| DGEBA/D230 | 121 ± 1 | 2952 ± 18 | 13 ± 2 |
| TEIA/D230 | 117 ± 2 | 3603 ± 77 | 21 ± 1 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yi, X.-S.; Zhang, X.; Ding, F.; Tong, J. Development of Bio-Sourced Epoxies for Bio-Composites. Aerospace 2018, 5, 65. https://doi.org/10.3390/aerospace5020065
Yi X-S, Zhang X, Ding F, Tong J. Development of Bio-Sourced Epoxies for Bio-Composites. Aerospace. 2018; 5(2):65. https://doi.org/10.3390/aerospace5020065
Chicago/Turabian StyleYi, Xiao-Su, Xvfeng Zhang, Fangbo Ding, and Jianfeng Tong. 2018. "Development of Bio-Sourced Epoxies for Bio-Composites" Aerospace 5, no. 2: 65. https://doi.org/10.3390/aerospace5020065
APA StyleYi, X.-S., Zhang, X., Ding, F., & Tong, J. (2018). Development of Bio-Sourced Epoxies for Bio-Composites. Aerospace, 5(2), 65. https://doi.org/10.3390/aerospace5020065