
Analysis of Vibration Characteristics of Angular Contact Ball Bearings in Aviation Engines Under Changing Conditions

 ,
,
Abstract
1. Introduction
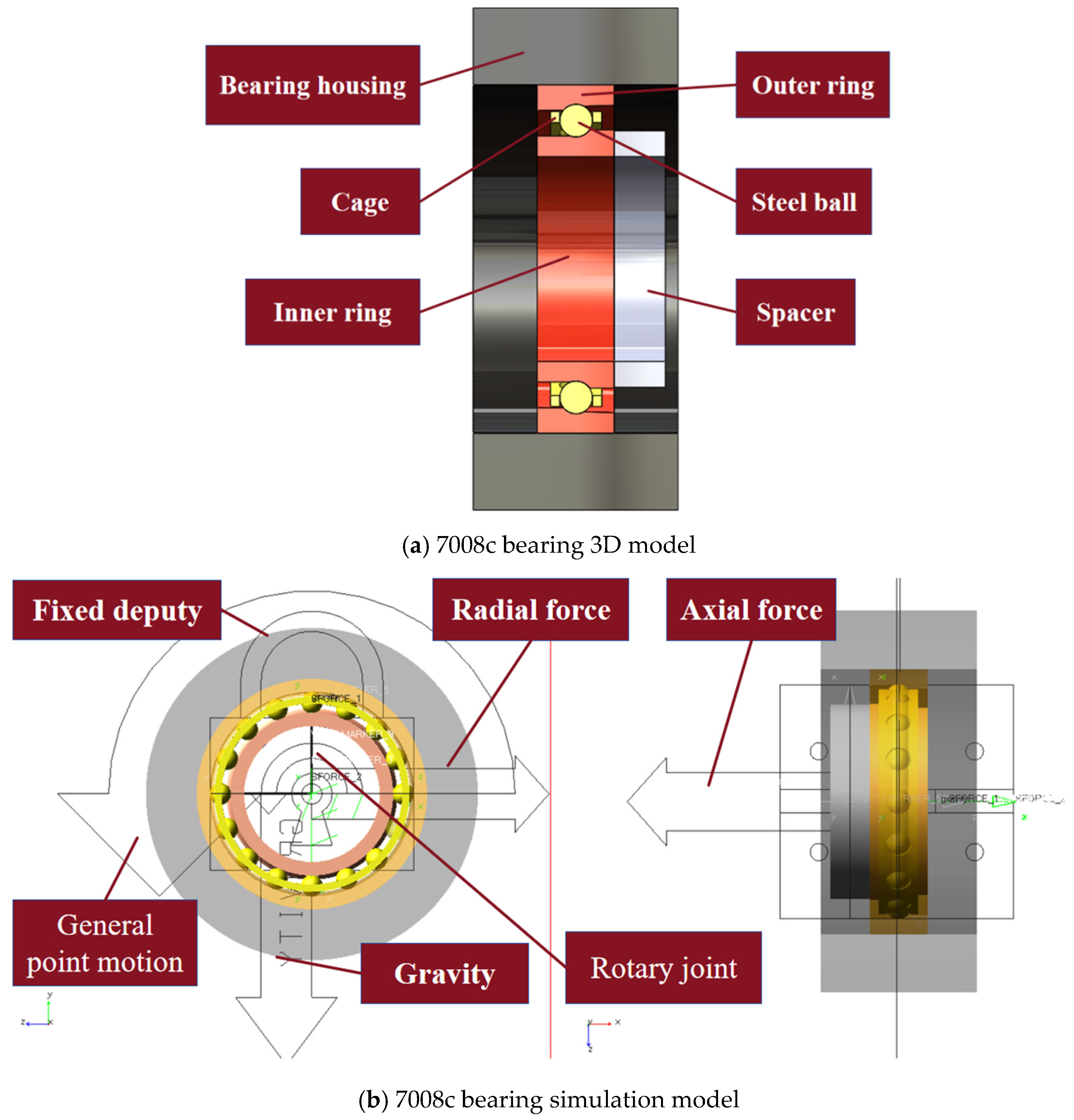
2. Simulation Model Construction
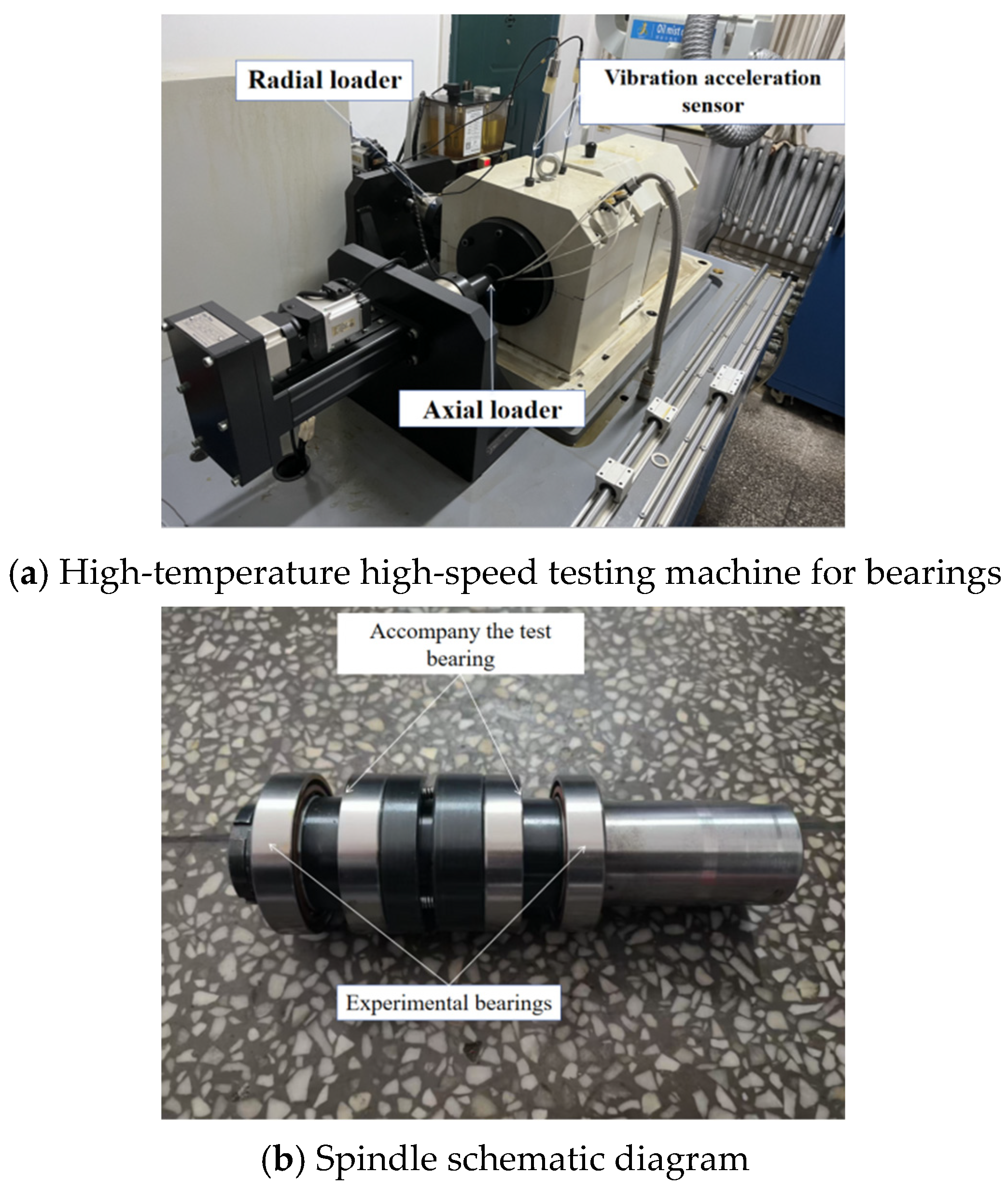
3. Testing Equipment and Testing Systems
4. Analysis and Discussion of Results
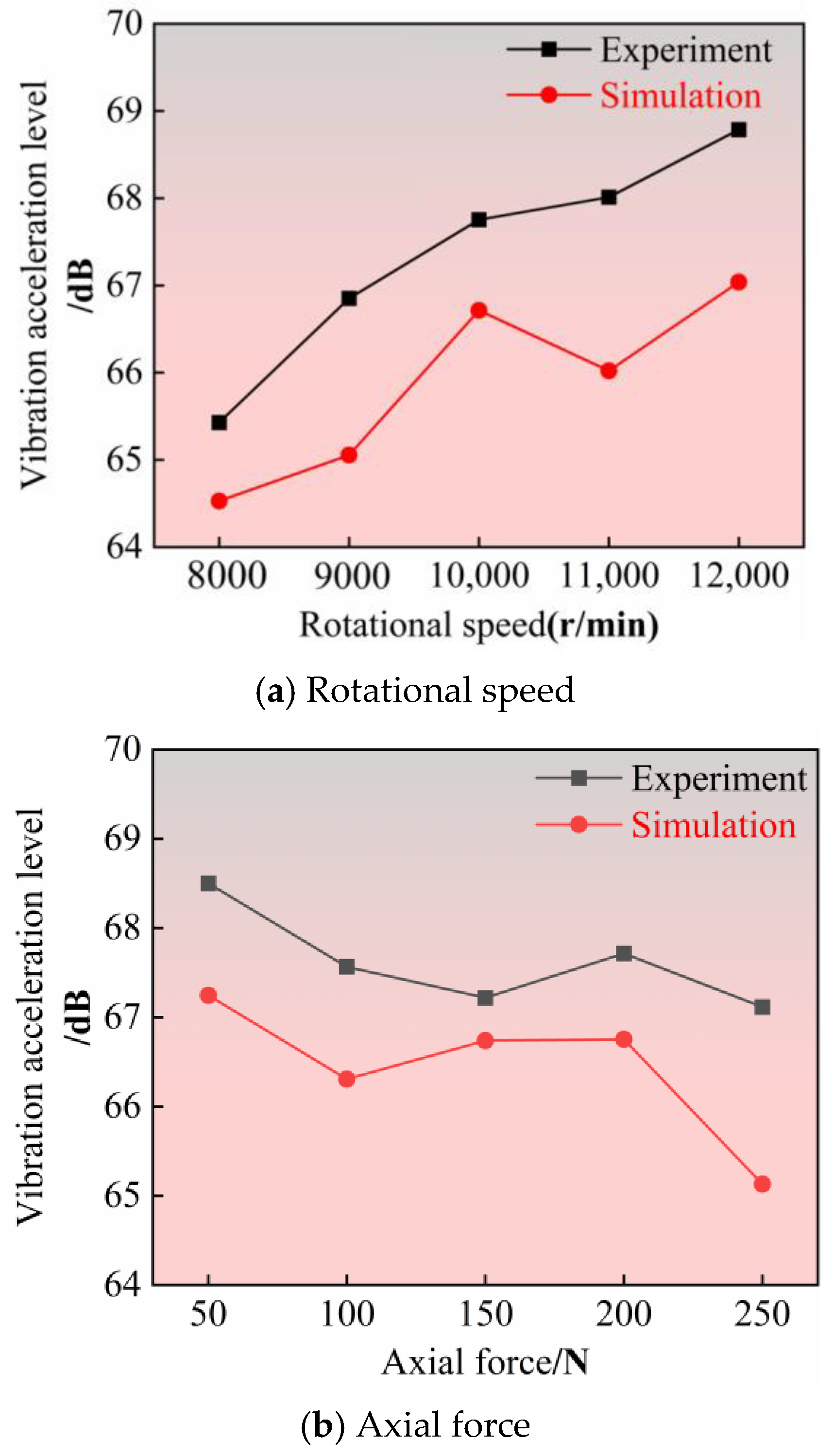
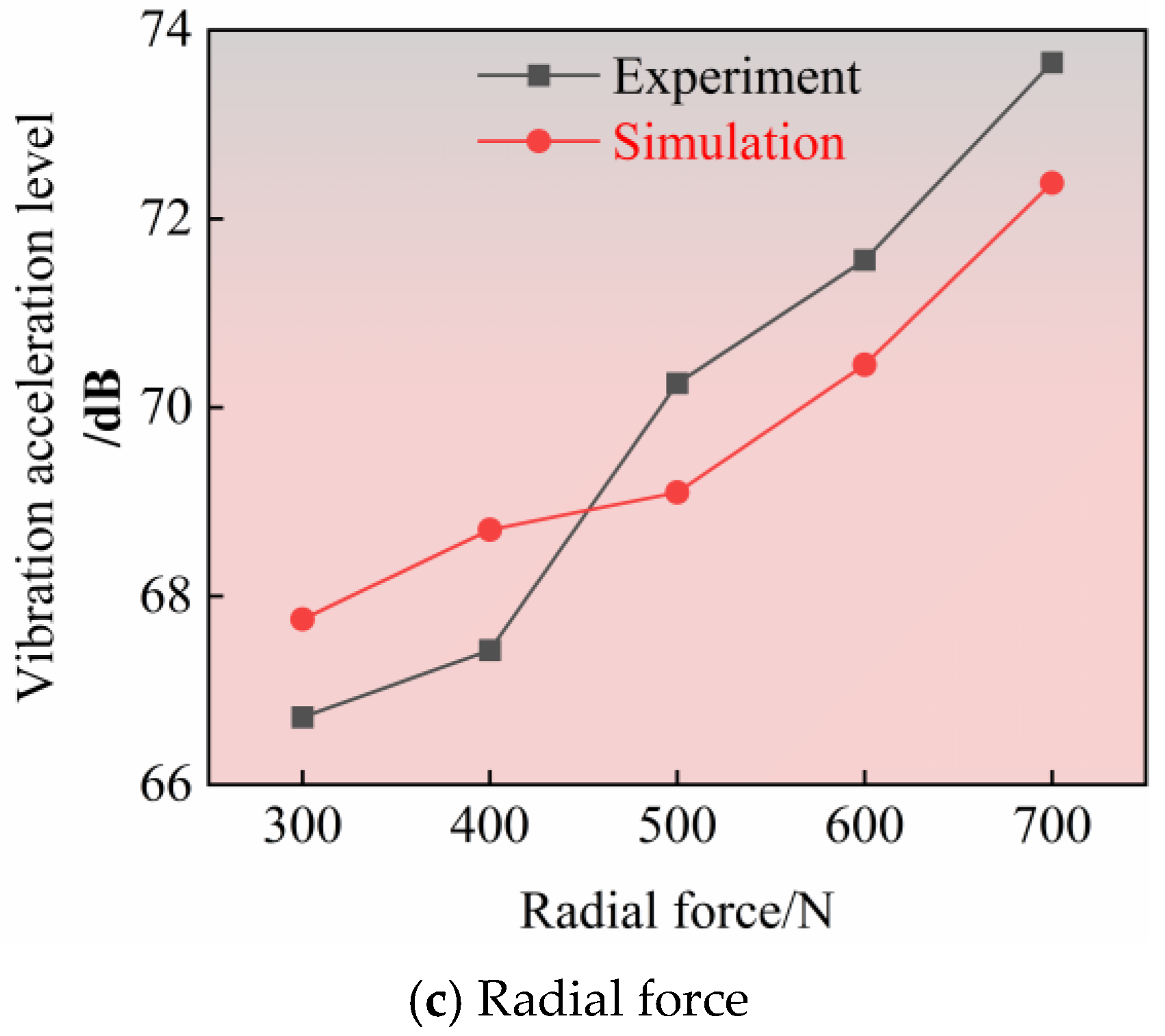
4.1. Vibration Acceleration Level
4.2. Deviation Ratio of the Vortex Radius of the Center of Gravity of the Cage
4.3. Vibration Characteristics of Bearings Under Changing Conditions
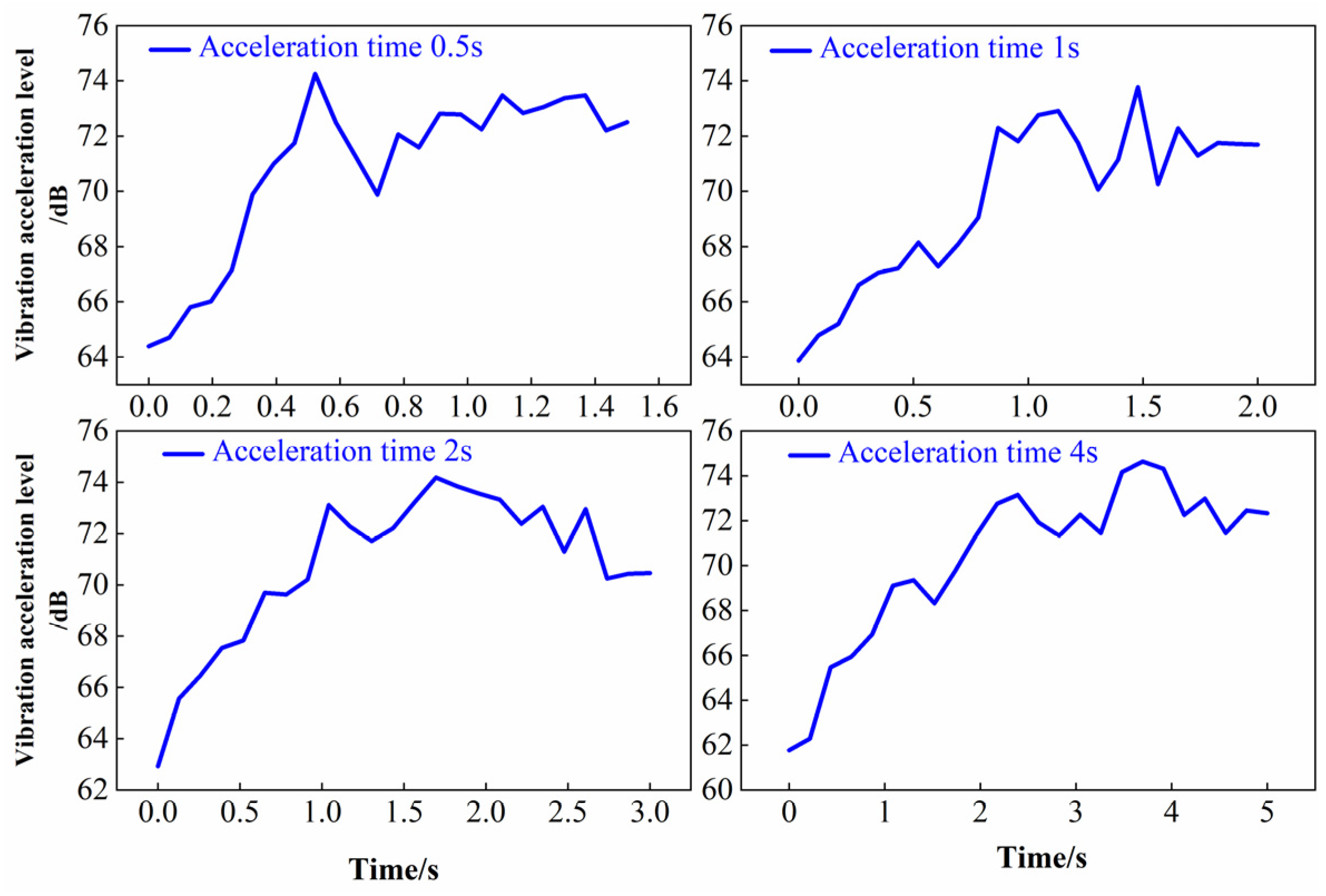
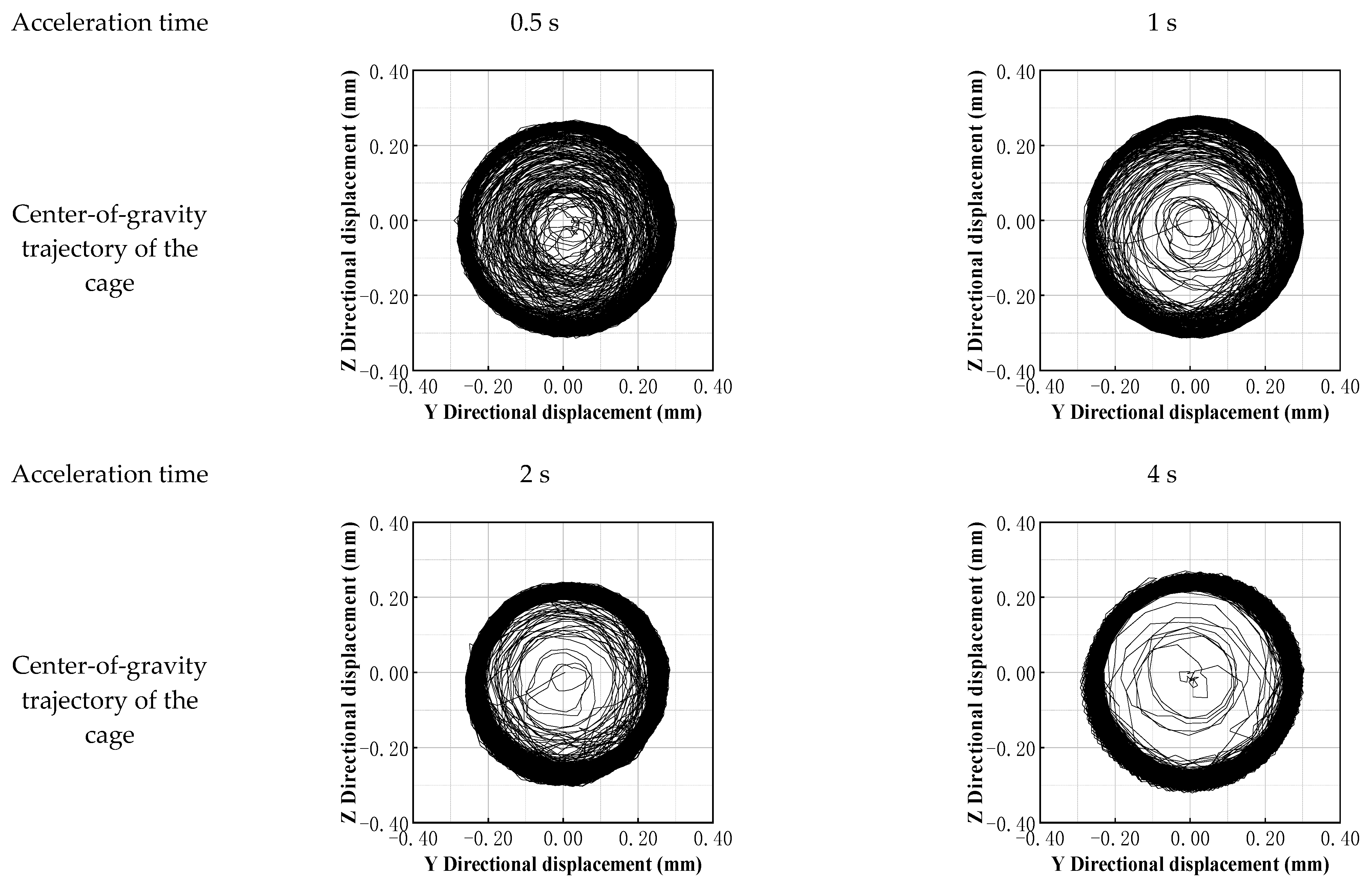
4.3.1. Effect of Acceleration Time on Vibration Characteristics
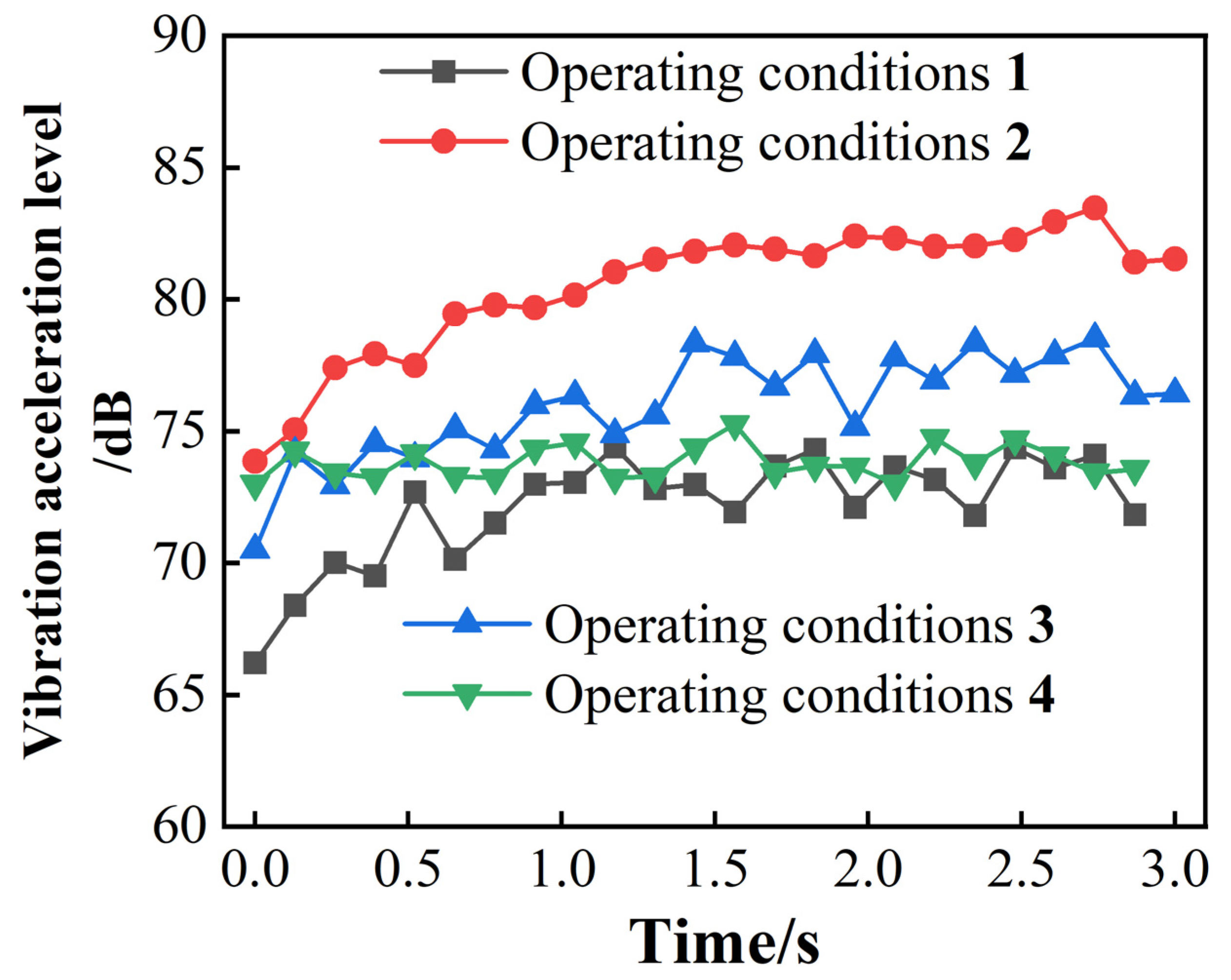
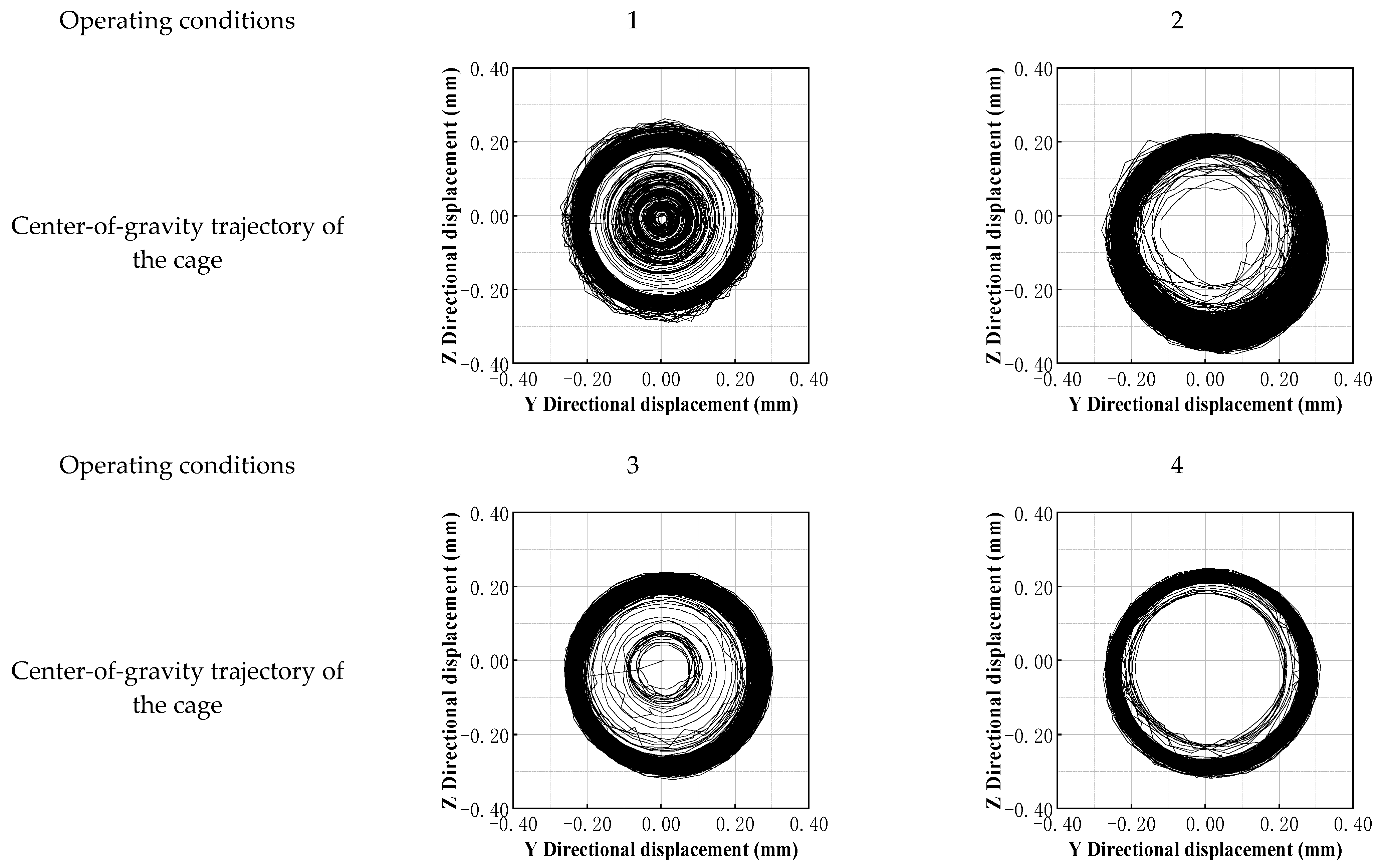
4.3.2. Dynamic Characteristic Analysis of Bearings Under Variable Load Conditions
4.4. Analysis of the Correlation Between the Center-of-Gravity Trajectory of the Cage and Bearing Vibration
5. Simulation and Experimental Data Verification
6. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Zeng, Q.; Xu, P.; Meng, Z.; Ma, C.; Lei, X. Posture and Dynamics Analysis of Hydraulic Support with Joint Clearance under Impact Load. Aerospace 2023, 11, 159. [Google Scholar] [CrossRef]
- Guo, B.; Wu, W.; Zheng, J.; He, Y.; Zhang, J. Dynamics Modeling and Analysis of Rolling Bearings Variable Stiffness System with Local Faults. Aerospace 2023, 11, 609. [Google Scholar] [CrossRef]
- Alwadie, A. The Decision Making System for Condition Monitoring of Induction Motors Based on Vector Control Model. Aerospace 2017, 5, 27. [Google Scholar] [CrossRef]
- Lourari, A.W.; Soualhi, A.; Medjaher, K.; Benkedjouh, T. New Health Indicators for the Monitoring of Bearing Failures under Variable Loads. Struct. Health Monit. 2024, 23, 2922–2941. [Google Scholar] [CrossRef]
- Yu, A.; Huang, H.Z.; Li, Y.F.; Yang, W.; Deng, Z. A Modified Nonlinear Fatigue Damage Accumulation Model for Life Prediction of Rolling Bearing under Variable Loading Conditions. Fatigue Fract. Eng. Mater. Struct. 2022, 45, 852–864. [Google Scholar] [CrossRef]
- Pang, X.; Zhu, D.; Zuo, X.; Wang, D.; Hao, W.; Qiu, M.; Liu, D. Analysis of Rigid-Flexible Coupled Collision Force in a Variable Load Offshore Wind Turbine Main Three-Row Cylindrical Roller Bearing. Lubricants 2024, 12, 252. [Google Scholar] [CrossRef]
- Hamadache, M.; Lee, D.; Veluvolu, K.C. Rotor Speed-Based Bearing Fault Diagnosis (RSB-BFD) under Variable Speed and Constant Load. IEEE Trans. Ind. Electron. 2015, 62, 6486–6495. [Google Scholar] [CrossRef]
- Wang, X.B.; Luo, L.; Tang, L.; Yang, Z.X. Automatic Representation and Detection of Fault Bearings in In-Wheel Motors under Variable Load Conditions. Adv. Eng. Inform. 2021, 49, 101321. [Google Scholar] [CrossRef]
- Han, Q.; Li, X.; Chu, F. Skidding Behavior of Cylindrical Roller Bearings under Time-Variable Load Conditions. Int. J. Mech. Sci. 2018, 135, 203–214. [Google Scholar] [CrossRef]
- Zhao, W.; Wang, Z.; Cai, W.; Zhang, Q.; Wang, J.; Du, W.; He, X. Multiscale Inverted Residual Convolutional Neural Network for Intelligent Diagnosis of Bearings under Variable Load Condition. Measurement 2022, 188, 110511. [Google Scholar] [CrossRef]
- Moshrefzadeh, A. Condition Monitoring and Intelligent Diagnosis of Rolling Element Bearings under Constant/Variable Load and Speed Conditions. Mech. Syst. Signal Process. 2021, 149, 107153. [Google Scholar] [CrossRef]
- Fang, B.; Zhang, J.; Yan, K.; Hong, J.; Wang, M.Y. A Comprehensive Study on the Speed-Varying Stiffness of Ball Bearing under Different Load Conditions. Mech. Mach. Theory 2019, 136, 1–13. [Google Scholar] [CrossRef]
- Fan, H.; Ren, Z.; Zhang, X.; Cao, X.; Ma, H.; Huang, J. A Gray Texture Image Data-Driven Intelligent Fault Diagnosis Method of Induction Motor Rotor-Bearing System under Variable Load Conditions. Measurement 2024, 233, 114742. [Google Scholar] [CrossRef]
- Tu, W.; Liang, J.; Yu, W.; Shi, Z.; Liu, C. Motion Stability Analysis of Cage of Rolling Bearing under the Variable-Speed Condition. Nonlinear Dyn. 2023, 111, 11045–11063. [Google Scholar] [CrossRef]
- Wang, B.; Liu, Y.; Zhang, B.; Yang, S. Development and Stability Analysis of a High-Speed Train Bearing System under Variable Speed Conditions. Int. J. Mech. Syst. Dyn. 2022, 2, 352–362. [Google Scholar] [CrossRef]
- Bisson, E.E.; Anderson, W.J. Advanced Bearing Technology; Office of Scientific and Technical Information, National Aeronautics and Space Administration: Washington, DC, USA, 1964; Volume 38.
- Randall, R.B.; Antoni, J. Rolling Element Bearing Diagnostics—A Tutorial. Mech. Syst. Signal Process. 2011, 25, 485–520. [Google Scholar] [CrossRef]
- Huang, H.; Baddour, N. Bearing Vibration Data Collected under Time-Varying Rotational Speed Conditions. Data Brief 2018, 21, 1745–1749. [Google Scholar] [CrossRef] [PubMed]
- Dolenc, B.; Boškoski, P.; Juričić, Đ. Distributed Bearing Fault Diagnosis Based on Vibration Analysis. Mech. Syst. Signal Process. 2016, 66, 521–532. [Google Scholar] [CrossRef]
- Lee, K.C.; Hong, D.K.; Jeong, Y.H.; Kim, C.Y.; Lee, M.C. Dynamic Simulation of Radial Active Magnetic Bearing System for High Speed Rotor Using ADAMS and MATLAB Co-Simulation. In Proceedings of the 2012 IEEE International Conference on Automation Science and Engineering (CASE), Seoul, Republic of Korea, 20–24 August 2012; IEEE: Piscataway, NJ, USA, 2012; pp. 880–885. [Google Scholar]
- Yao, T.; Wang, L.; Liu, X.; Huang, Y. Multibody Dynamics Simulation of Thin-Walled Four-Point Contact Ball Bearing with Interactions of Balls, Ring Raceways and Crown-Type Cage. Multibody Syst. Dyn. 2020, 48, 337–372. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Test Subject | Angular Contact Ball Bearing |
|---|---|
| Number of tests | 4 sets |
| Bearing inner diameter | Φ20–Φ60 mm |
| Maximum radial load | 4 kN (closed-loop control) |
| Maximum axial load | 2 kN (closed-loop control) |
| Test bearing speed | 2000–32,000 r/min |
| High-temperature lubricant heating | Room temperature to 180 °C (electric heating) |
| Test parameters | Bearing vibration, temperature, load, etc. |
| Lubrication method | Spray lubrication |
| Operating Conditions | Axial Force Fa/N | Radial Force Fr/N | Load Coupling Characteristics | Simulated Engineering Background |
|---|---|---|---|---|
| 1 | 50 → 500 (Stepwise increase) | Constant 300 | Axial force-dominant type | Thrust changes during engine acceleration and deceleration |
| 2 | Constant 300 | 100 → 1000 (Stepwise increase) | Radial force-dominant type | Centrifugal force fluctuations during maneuvering flight |
| 3 | 200 → 800 (Stepwise increase) | 200 → 800 (Stepwise increase) | Axial–radial coupled type | Composite dynamic load (dive/climb) |
| 4 | Constant 1000 | Constant 1000 | Axial–radial equal-amplitude synchronous type | High-load conditions during stable engine operation |
| Test Type | Experiment Number | Axial Load/N | Radial Load/N | Rotational Speed/rpm |
|---|---|---|---|---|
| Speed parameter series | 1–5 | 200 | 300 | 8000–12,000 |
| Axial force parameter series | 6–10 | 50–250 | 300 | 10,000 |
| Radial force parameter series | 11–15 | 200 | 300–700 | 10,000 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dong, Y.; Yan, Z.; Sun, J.; Yu, W.; Zhang, H.; Zhou, W.; Jin, J. Analysis of Vibration Characteristics of Angular Contact Ball Bearings in Aviation Engines Under Changing Conditions. Aerospace 2025, 12, 623. https://doi.org/10.3390/aerospace12070623
Dong Y, Yan Z, Sun J, Yu W, Zhang H, Zhou W, Jin J. Analysis of Vibration Characteristics of Angular Contact Ball Bearings in Aviation Engines Under Changing Conditions. Aerospace. 2025; 12(7):623. https://doi.org/10.3390/aerospace12070623
Chicago/Turabian StyleDong, Yanfang, Zibo Yan, Jianyong Sun, Wei Yu, Hai Zhang, Wenbo Zhou, and Jihao Jin. 2025. "Analysis of Vibration Characteristics of Angular Contact Ball Bearings in Aviation Engines Under Changing Conditions" Aerospace 12, no. 7: 623. https://doi.org/10.3390/aerospace12070623
APA StyleDong, Y., Yan, Z., Sun, J., Yu, W., Zhang, H., Zhou, W., & Jin, J. (2025). Analysis of Vibration Characteristics of Angular Contact Ball Bearings in Aviation Engines Under Changing Conditions. Aerospace, 12(7), 623. https://doi.org/10.3390/aerospace12070623