
Optimisation Design of Thermal Test System for Metal Fibre Surface Combustion Structure

Abstract
1. Introduction
2. Thermal Test Method for the Combustion Structure of Metal Fibre Surfaces
3. Radial Jet Heating Performance of Cylindrical Combustion Surface
3.1. Numerical Calculation Model
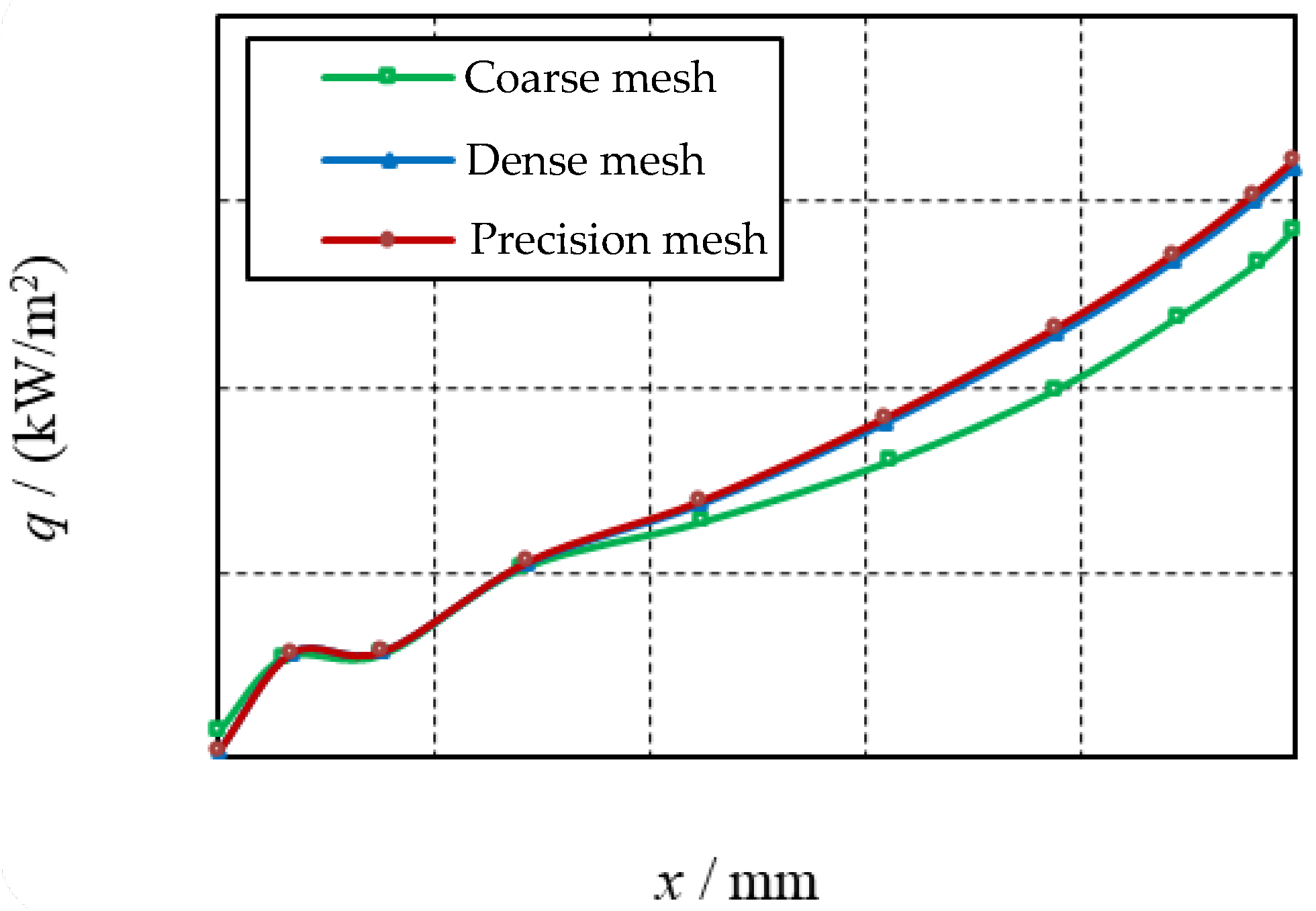
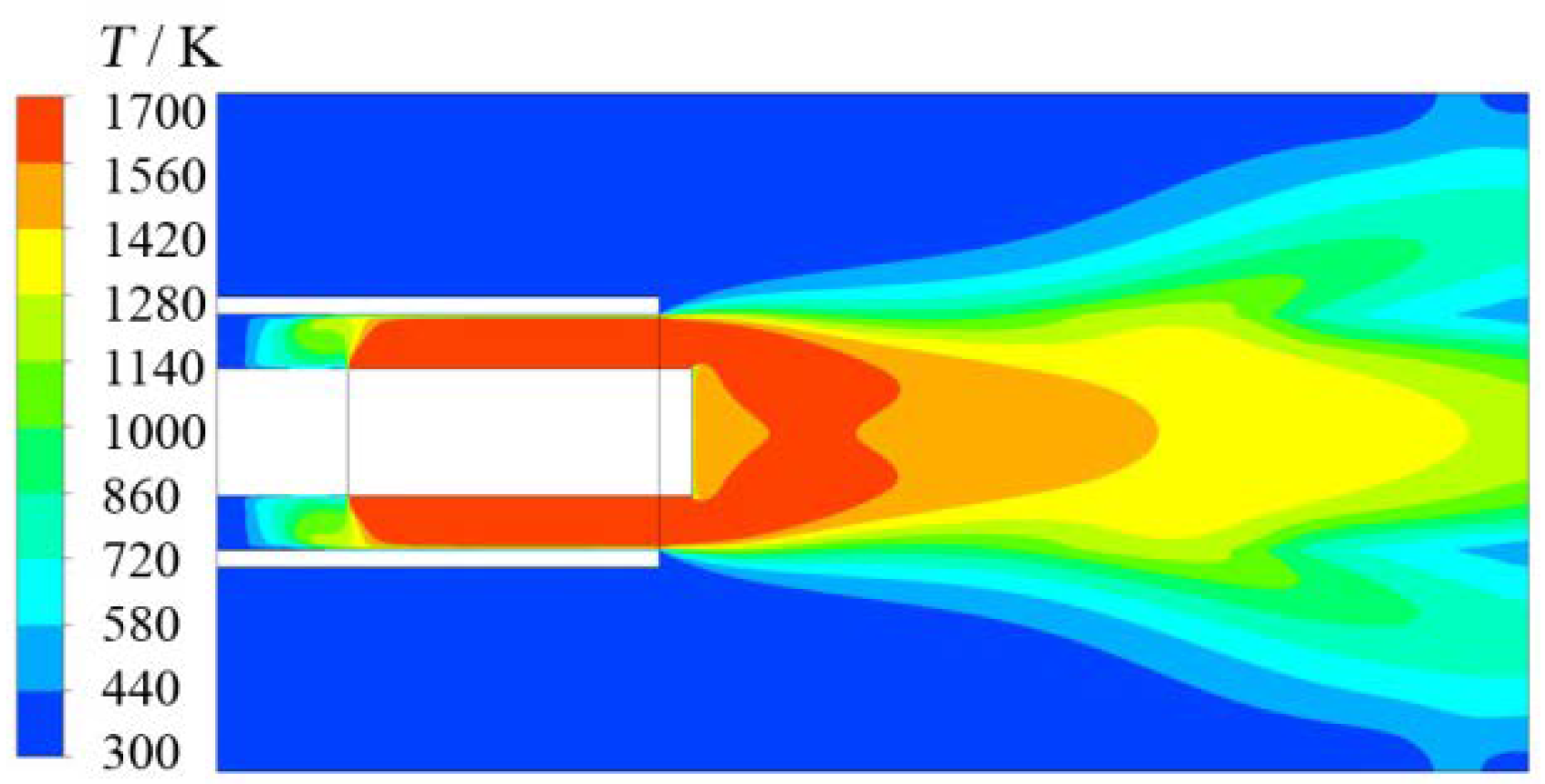
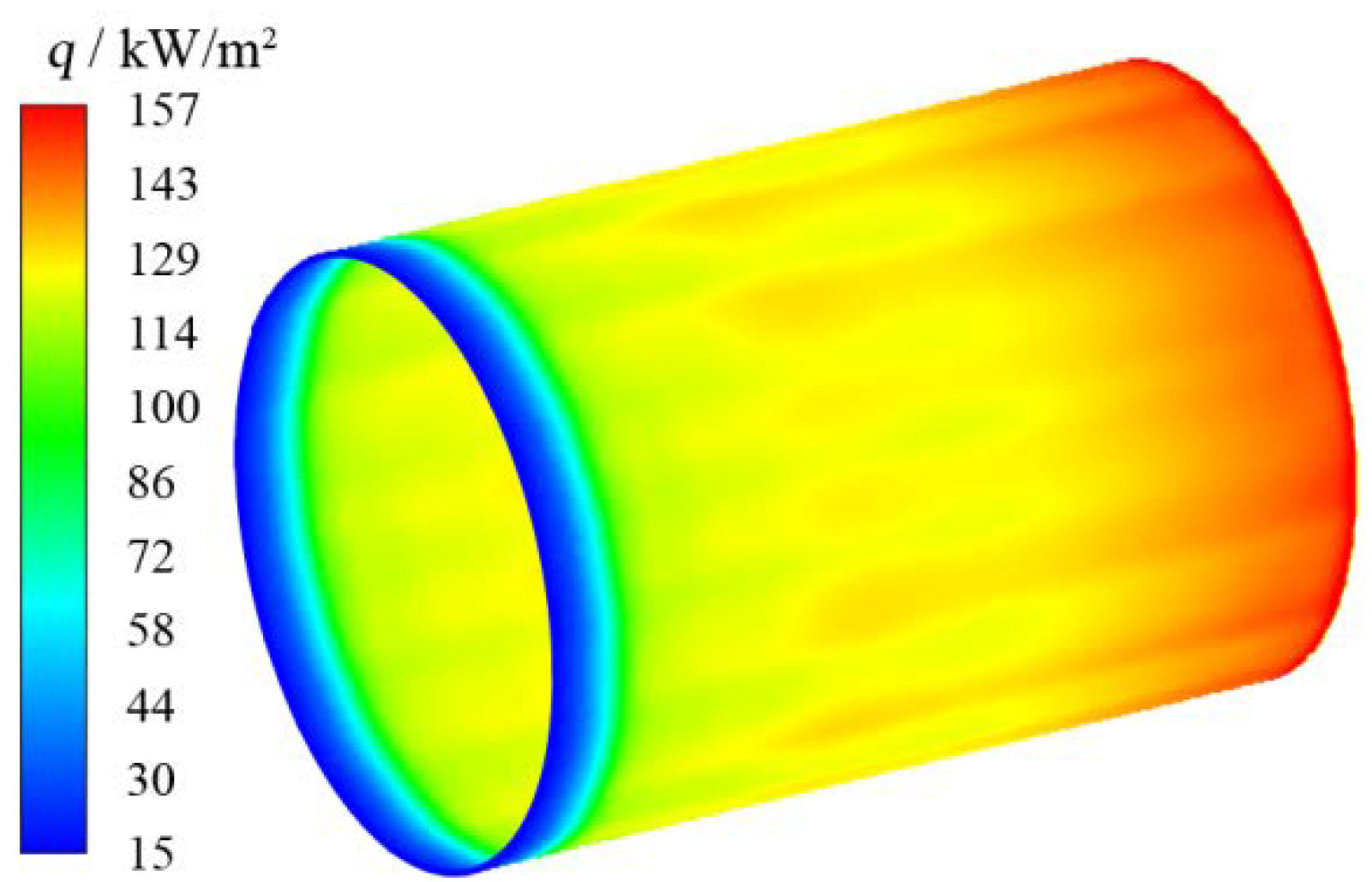
3.2. Calculation Result Analysis
4. Surrogate Model and Optimisation Method
4.1. Experimental Design Method
4.2. Kriging Surrogate Modelling Approach
4.3. Bi-Objective Optimisation Method
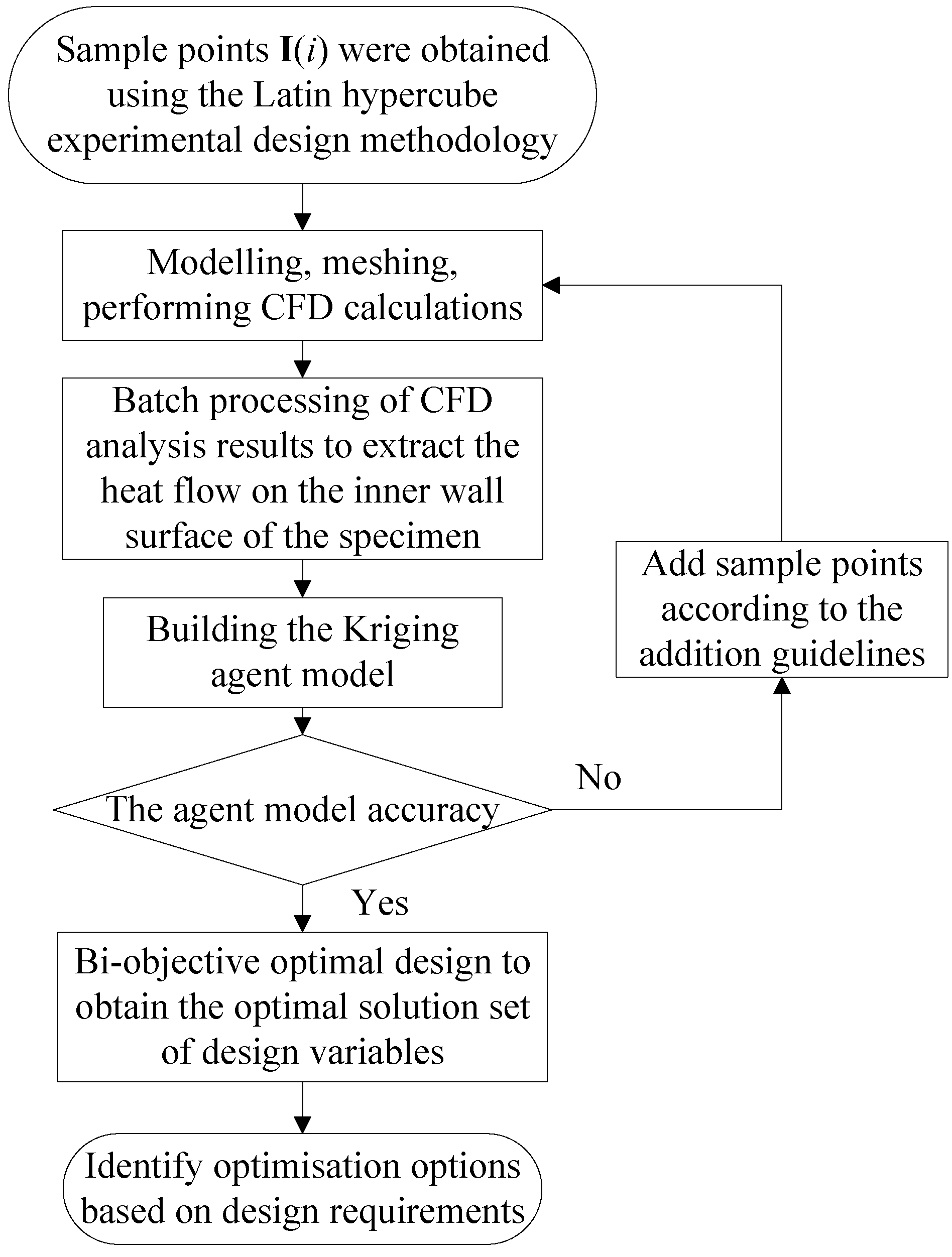
4.4. Flow of Optimised Design Based on the Kriging Surrogate Model
5. Optimisation Results and Analysis
5.1. Kriging Surrogate Model Establishment
5.2. Kriging Surrogate Model Accuracy Analysis
5.3. Optimisation Results
5.4. Validation of the Optimisation Results
6. Conclusions
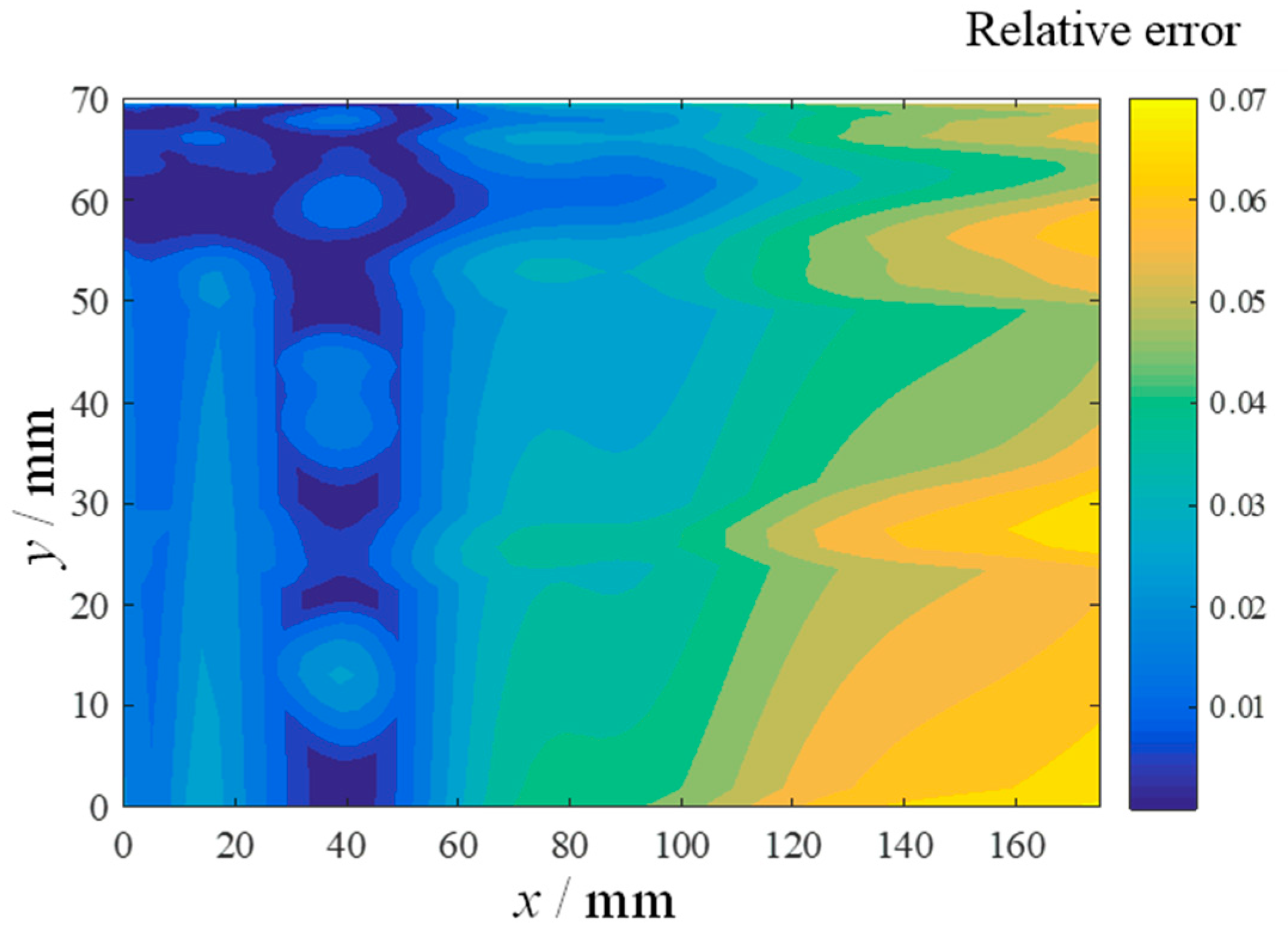
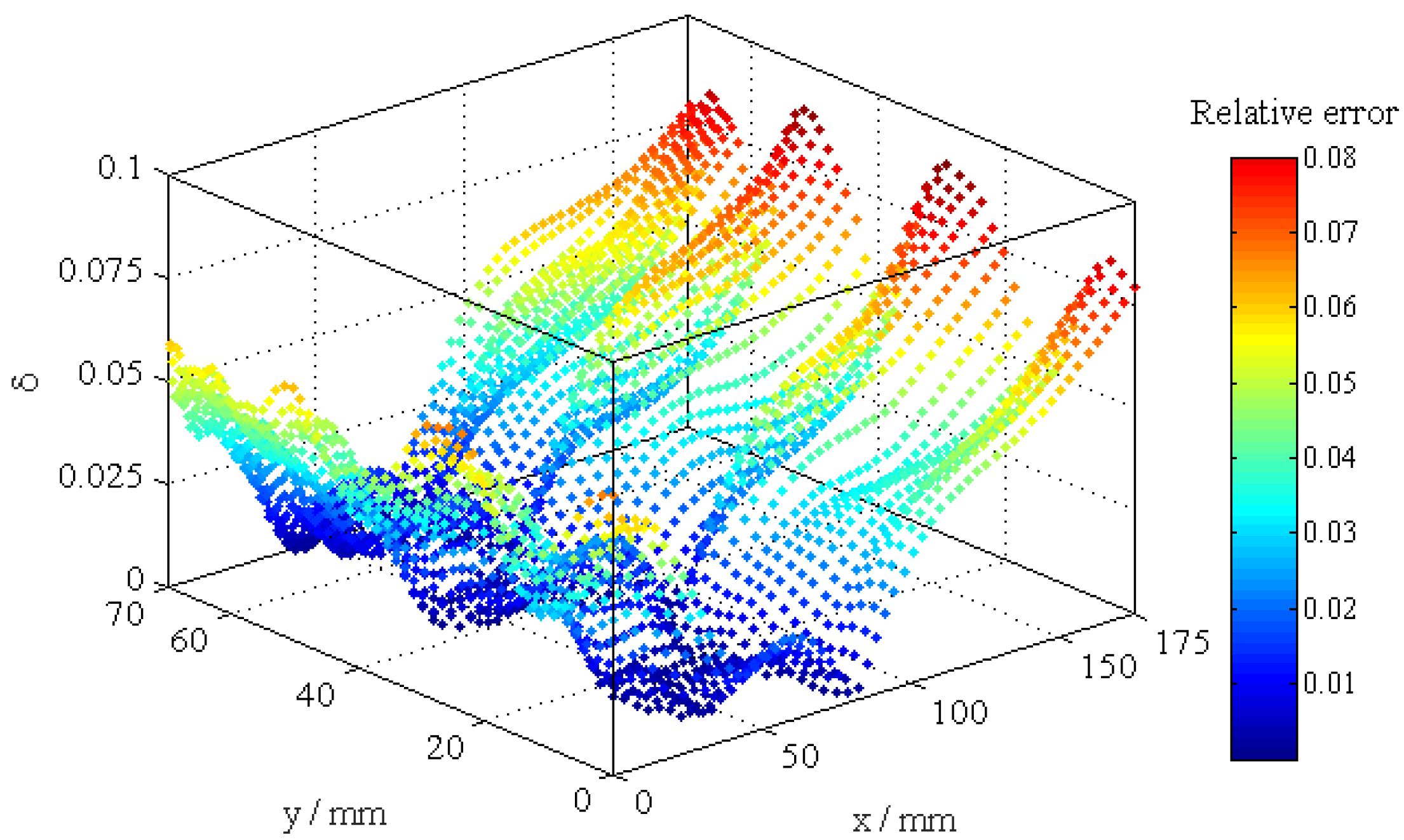
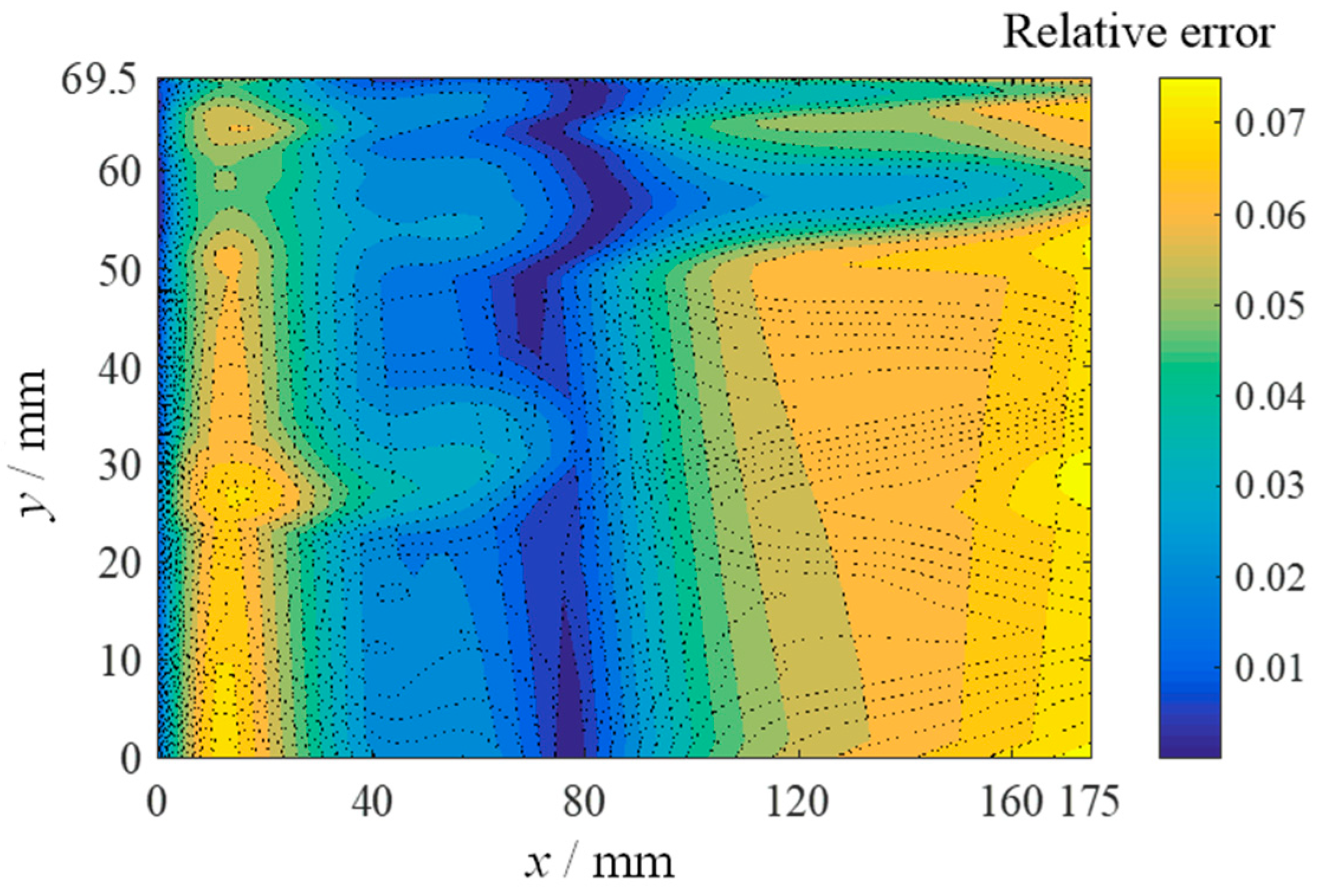
- The kriging surrogate model established using Latin hypercubic sampling has high accuracy. The average relative error of all samples was 8.8% as calculated by the leave-one-out cross-validation strategy, and the relative error value was within 5% in most regions, which can meet the requirements of engineering design.
- The accuracy of the surrogate model was further verified by six test samples. The average relative error value of the six test conditions was less than 6%, and the correlation coefficient was greater than 90%. This indicates that the established kriging surrogate model has a high prediction accuracy for optimisation design.
- For the optimal solution obtained by the optimisation design, the average relative error between the prediction results of the proxy model and the CFD calculation results was 5.5%, which appears to be a satisfactory arrangement. This indicates that the surrogate model can be used instead of numerous CFD calculations to find the optimum parameterised design. Meanwhile, the average relative error value between the CFD calculation results and the target heat flux under the optimal solution was 4.9%. Consequently, the optimal test parameters obtained by the kriging surrogate model-based optimisation design can provide the conical combustion surface with a uniform heat flux distribution on the inner surface of the cylindrical specimen.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Li, X.; Fu, B. Thermal test technique of complex structure of hypersonic aircraft. Acta Aeronaut. Astronaut. Sin. 2016, 37, 73–79. [Google Scholar]
- Wu, D.; Lin, L.; Ren, H.; Zhu, F. Fracture performance test of wave transparent brittle materials of hypersonic vehicle under high-heat-flow thermal shock. Acta Aeronaut. Astronaut. Sin. 2019, 40, 210–219. [Google Scholar]
- Wu, D.; Zhou, A.; Zheng, L.; Pan, B.; Wang, Y. Thermal protection performance of metallic honeycomb panel structure at transient thermal shock environment. J. Aerosp. Power 2014, 29, 1261–1271. [Google Scholar]
- Wu, D.; Shang, L.; Gao, Z.; Pu, Y. Experimental Research on Thermal-Insulation Performance under High-Temperature/Oxidation and Time-Varying Environment up to 1700 °C. J. Astronaut. 2015, 36, 1083–1092. [Google Scholar]
- Wu, D.; Wu, S.; Wang, Y.; Gao, Z.; Yang, J. High-speed and accurate non-linear calibration of temperature sensors for transient aerodynamic heating experiments. Trans. Inst. Meas. Control 2014, 36, 845–852. [Google Scholar] [CrossRef]
- Polsky, S.; Venkatapathy, E.; Prabhu, D.K. Arc-jet semi-elliptical nozzle simulations and validation in support of X-33 TPS testing. In Proceedings of the 36th AIAA Aerospace Sciences Meeting and Exhibit, Reno, NV, USA, 12–15 January 1998. [Google Scholar]
- Zhang, S.; Yang, Y.; Wang, M.; Ma, P. Studies and applications of thermal/wave-transmission test technique in arc-heated wind tunnel. Acta Aerodyn. Sin. 2017, 35, 141–145. [Google Scholar]
- Cai, C.; Li, Y.; Dong, S. Compound sliding-mode predictive control for a temperature system of high-speed heat-airflow wind tunnel. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2014, 228, 1869–1879. [Google Scholar] [CrossRef]
- Cai, C.; Li, Y.; Dong, S. Experimental Study on Gas Temperature Control for a High-Speed Heat-Airflow Wind Tunnel. J. Aerosp. Eng. 2016, 29, 04016054. [Google Scholar] [CrossRef]
- Diamantis, D.; Mastorakos, E.; Goussis, D. Simulations of premixed combustion in porous media. Combust. Theory Model. 2002, 6, 383–411. [Google Scholar] [CrossRef]
- Dai, G.Y.; Jia, H.Y.; Zeng, L.; Liu, L.; Qiu, B. Effects of Fluid-Thermal-Structural Coupling on Inlet Parameters of Hypersonic Intake. J. Propuls. Technol. 2018, 39, 1267–1274. [Google Scholar]
- Frauholz, S.; Hosters, N.; Reinartz, B.U.; Behr, M. Fluid-Structure Interaction in the Context of a Scramjet Intake. In Proceedings of the 44th AIAA Fluid Dynamics Conference, Atlanta, GA, USA, 16–20 June 2014. [Google Scholar]
- Kai, X.; Li, Y.; Dong, S. Temperature distribution of a test specimen with high-speed heat air-flow passing through. Therm. Sci. 2018, 22, 2527–2538. [Google Scholar]
- Wu, R.; Nie, W.; Cai, H. Numerical simulation of flow field characteristics of UDMH/NTO rocket engine plume. J. Aerosp. Power 2018, 33, 952–960. [Google Scholar]
- Chen, X.; Cao, Z.; Fu, B.; Xu, X.; Yan, H.; Wang, P.; Zhang, H. Adding-point strategy for surrogate-based reduced-order hypersonic aerothermodynamic modeling based on fuzzy clustering. J. Spacecr. Rocket. 2021, 58, 244–253. [Google Scholar] [CrossRef]
- Wang, R.; Qi, B.; Zhou, Y.; Dong, S. Numerical Investigation on Combustion and Heating Characteristics of Metal Fiber Burner. Energies 2023, 16, 4301. [Google Scholar] [CrossRef]
- Leonardi, S.; Viskata, R.; Gore, J. Radiation and thermal performance measurements of a metal fiber burner. J. Quant. Spectrosc. Radiat. Transf. 2002, 73, 491–501. [Google Scholar] [CrossRef]
- Yi, C.; Liu, Y.; Cao, R. Shape parameters optimization of hypersonic vehicle based on surrogate model. J. Aerosp. Power 2019, 34, 2354–2365. [Google Scholar]
- Mu, X.; Yao, W.; Yu, X.; Liu, K. A survey of surrogate models used in MDO. Chin. J. Comput. Mech. 2005, 22, 608–612. [Google Scholar]
- Deb, K.; Pratap, A.; Agarwal, S.; Meyarivan, T.A.M.T. A fast and elitist multi-objective genetic algorithm: Nsga-ii. IEEE Trans. Evol. Comput. 2002, 6, 182–197. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Temperature t/K | Specific Heat Capacity Cp/J/(kg·K) | Thermal Conductivity λ/W/(m·K) | Dynamic Viscosity Μ × 106/kg/(m·s) | Pr |
|---|---|---|---|---|
| 273 | 1074.6 | 0.0206 | 15.19 | 0.792 |
| 373 | 1103.8 | 0.0283 | 19.66 | 0.766 |
| 473 | 1130.4 | 0.0357 | 23.65 | 0.750 |
| 573 | 1157.9 | 0.0428 | 27.28 | 0.739 |
| 673 | 1187.9 | 0.0496 | 30.63 | 0.733 |
| 773 | 1220.3 | 0.0563 | 33.75 | 0.731 |
| 873 | 1253.4 | 0.0628 | 36.68 | 0.732 |
| 973 | 1283.8 | 0.0691 | 39.45 | 0.733 |
| 1073 | 1308.6 | 0.0752 | 42.08 | 0.732 |
| 1173 | 1331.0 | 0.0812 | 44.59 | 0.731 |
| 1273 | 1351.4 | 0.0869 | 47.00 | 0.730 |
| Design Variables | Range of Values | |
|---|---|---|
| Lower Limit | Upper Limit | |
| D11 (mm) | 35.0 | 124.8 |
| D12 (mm) | 70.0 | 130.0 |
| G (kg/s) | 0.01 | 0.04 |
| Parameter | Value |
|---|---|
| Number of populations | 10 |
| Number of population generations | 200 |
| Crossover probability | 0.9 |
| Variability probability of real vectors | 1.0 |
| Binary string variation probability | 1.0 |
| Real cross-assignment index | 20 |
| Real number variation assignment index | 20 |
| No. | D11 (mm) | D12 (mm) | G (kg/s) |
|---|---|---|---|
| 1 | 116.2 | 122.0 | 0.0156 |
| 2 | 93.8 | 122.6 | 0.0271 |
| 3 | 69.0 | 80.8 | 0.0184 |
| 4 | 65.8 | 96.6 | 0.0228 |
| 5 | 64.2 | 114.4 | 0.0301 |
| 6 | 56.4 | 90.4 | 0.0382 |
| No. | Relative Error δ (%) | Correlation Coefficient R2 (%) |
|---|---|---|
| 1 | 4.16 | 99.1 |
| 2 | 5.24 | 95.4 |
| 3 | 3.62 | 92.4 |
| 4 | 4.53 | 91.2 |
| 5 | 4.92 | 96.8 |
| 6 | 4.47 | 93.4 |
| No. | D11 (mm) | D12 (mm) | G (kg/s) | δ1 (%) | δ2 (%) | Δ(%) |
|---|---|---|---|---|---|---|
| 1968 | 91.6 | 121.6 | 0.0181 | 0.91 | 0.58 | 1.08 |
| 1903 | 93.8 | 122.4 | 0.0170 | 0.72 | 0.85 | 1.11 |
| 1166 | 91.6 | 122.2 | 0.0180 | 1.00 | 0.53 | 1.13 |
| 1621 | 94.0 | 122.4 | 0.0170 | 0.69 | 0.93 | 1.16 |
| 857 | 93.2 | 121.2 | 0.0181 | 0.66 | 1.13 | 1.31 |
| 872 | 93.6 | 121.6 | 0.0178 | 0.66 | 1.16 | 1.33 |
| 1842 | 94.6 | 122.4 | 0.0169 | 0.62 | 1.18 | 1.34 |
| 829 | 93.6 | 121.6 | 0.0178 | 0.66 | 1.18 | 1.35 |
| 1908 | 89.2 | 121.6 | 0.0196 | 1.38 | 0.46 | 1.45 |
| 1955 | 94.0 | 120.6 | 0.0181 | 0.55 | 1.52 | 1.62 |
| 1040 | 94.0 | 121.2 | 0.0180 | 0.55 | 1.54 | 1.64 |
| 746 | 94.4 | 121.2 | 0.0179 | 0.50 | 1.71 | 1.78 |
| 1662 | 94.8 | 121.4 | 0.0177 | 0.49 | 1.77 | 1.84 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Qi, B.; A, R.; Yang, D.; Wang, R.; Dong, S.; Zhou, Y. Optimisation Design of Thermal Test System for Metal Fibre Surface Combustion Structure. Aerospace 2024, 11, 668. https://doi.org/10.3390/aerospace11080668
Qi B, A R, Yang D, Wang R, Dong S, Zhou Y. Optimisation Design of Thermal Test System for Metal Fibre Surface Combustion Structure. Aerospace. 2024; 11(8):668. https://doi.org/10.3390/aerospace11080668
Chicago/Turabian StyleQi, Bin, Rong A, Dongsheng Yang, Ri Wang, Sujun Dong, and Yinjia Zhou. 2024. "Optimisation Design of Thermal Test System for Metal Fibre Surface Combustion Structure" Aerospace 11, no. 8: 668. https://doi.org/10.3390/aerospace11080668
APA StyleQi, B., A, R., Yang, D., Wang, R., Dong, S., & Zhou, Y. (2024). Optimisation Design of Thermal Test System for Metal Fibre Surface Combustion Structure. Aerospace, 11(8), 668. https://doi.org/10.3390/aerospace11080668