The thermal analysis model described in
Section 2 is used to reproduce the experimental data of a relatively small regeneratively cooled rocket nozzle tested at the University of Padova, Italy. The experimental activity is extensively described in [
14,
15]. For this reason, here, only the apparatuses and tests that are used for comparison with numerical data are briefly described.
3.1. Regeneratively Cooled Nozzle Description
The nozzle is made of the nickel-based alloy Inconel
718, which is processed via laser powder-bed fusion additive manufacturing. Such a manufacturing process permits one to realize in a single component the nozzle with integrated inlet and outlet manifolds and feeding lines of the coolant, as well as the mechanical flange for the bolted connection with the combustion chamber. The realized nozzle is shown in
Figure 4. It is to be noted that the exposed nozzle surfaces and the feeding line inner surfaces are polished. The major effect of such polishing is the reduction of the surface roughness at the hot-gas side. On the other hand, the roughness of the internal surfaces of the inlet and outlet manifolds and the cooling channels is that typical of the laser powder-bed fusion additive manufacturing process. Cold flow tests of the cooling system, involving flowing ambient temperature water with different mass flow rates, indicate that the average equivalent sand grain roughness in the cooling channels is about
m.
The nozzle is designed in order to produce about 450 N of thrust when coupled with a combustion chamber operating at a pressure of 11 bar and fed with hydrogen peroxide (having a purity of
% in weight) and automotive diesel with an oxidizer-to-fuel mass mixture ratio of
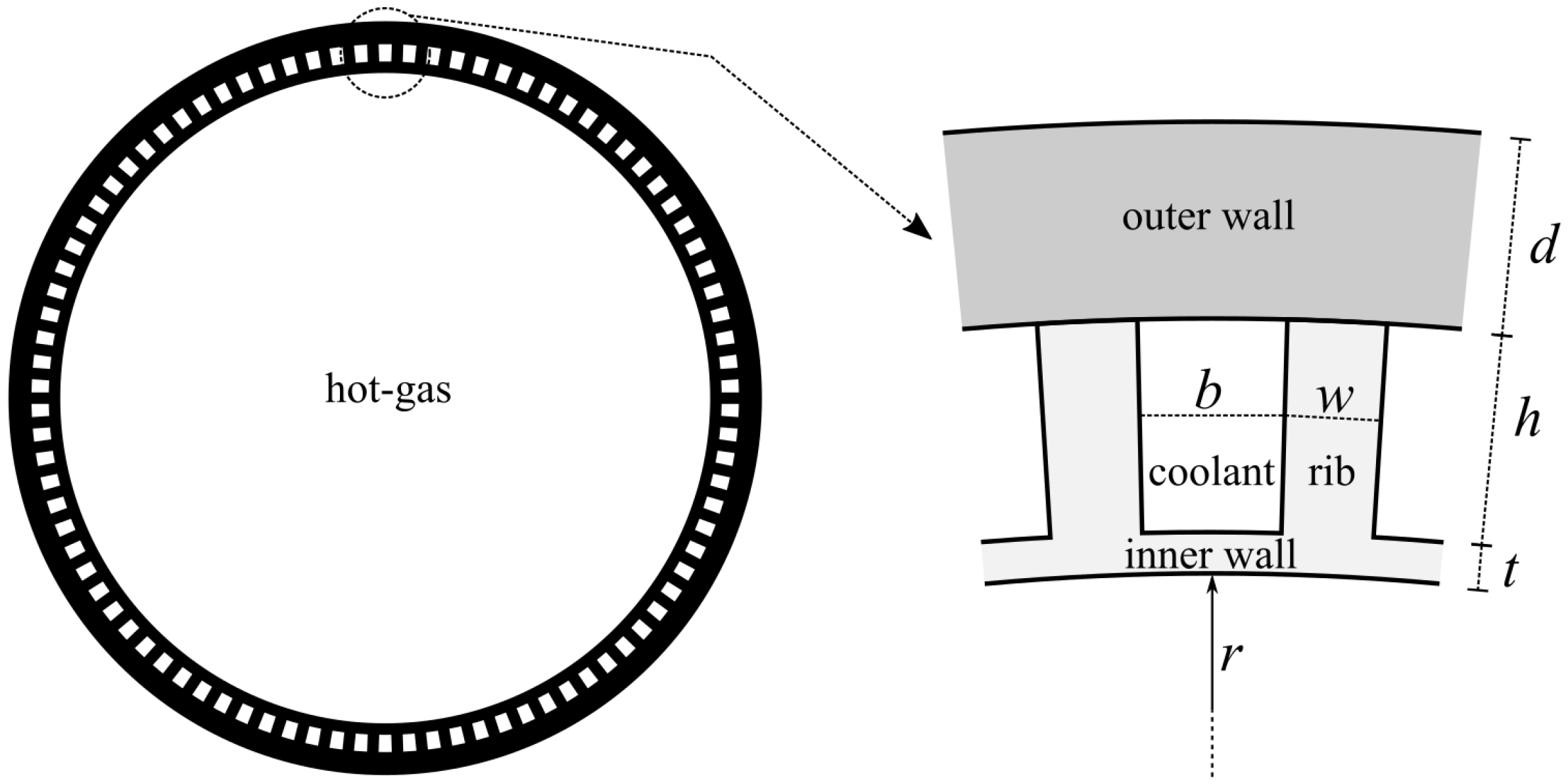
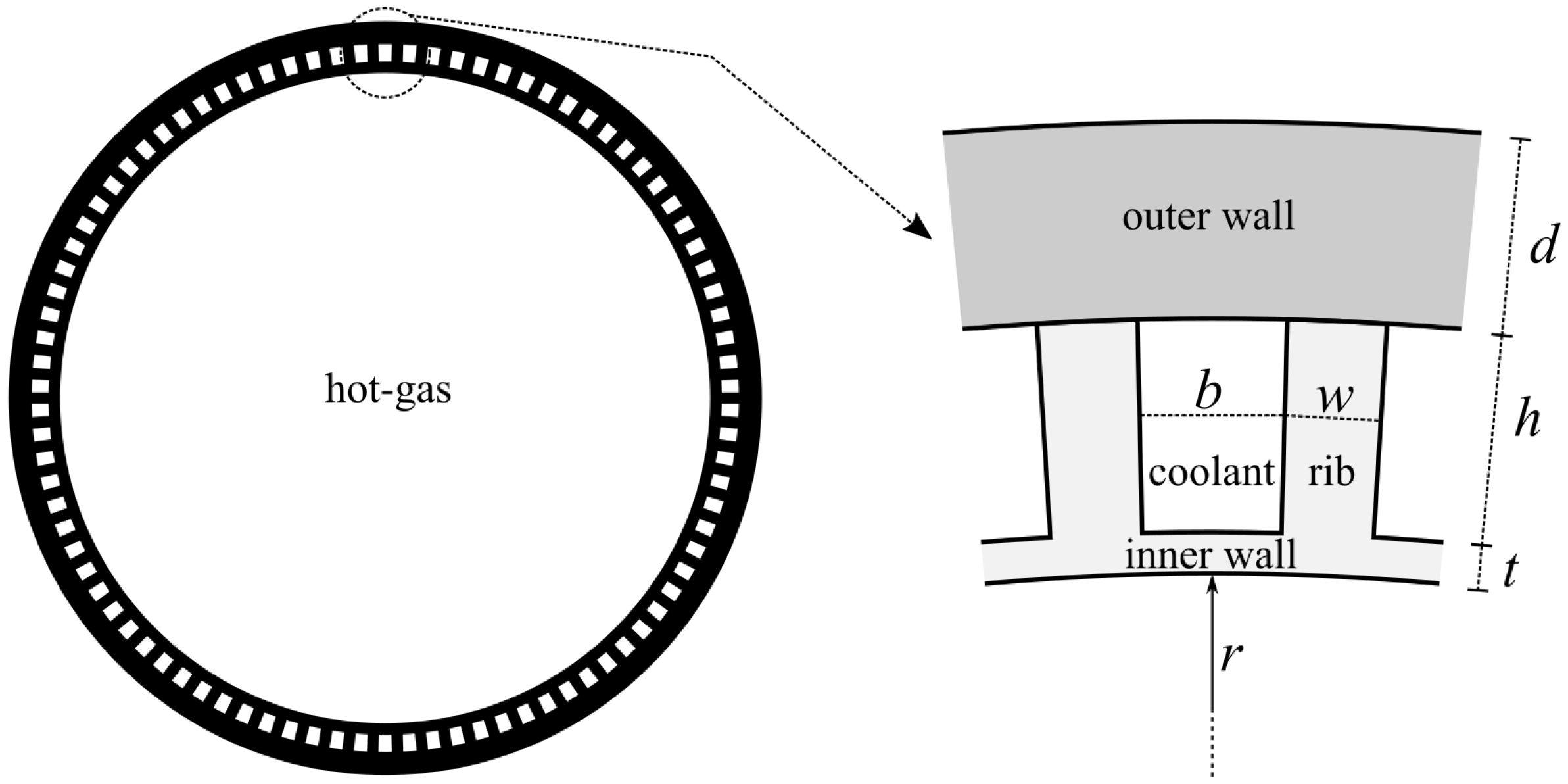
. The axial length of the nozzle is 50 mm and the main hot-gas side geometrical parameters are: a throat diameter
equal to
mm, a subsonic contraction area ratio of
, and a supersonic expansion area ratio of
. The inner wall thickness
t is equal to
mm while the outer wall thickness
d is equal to
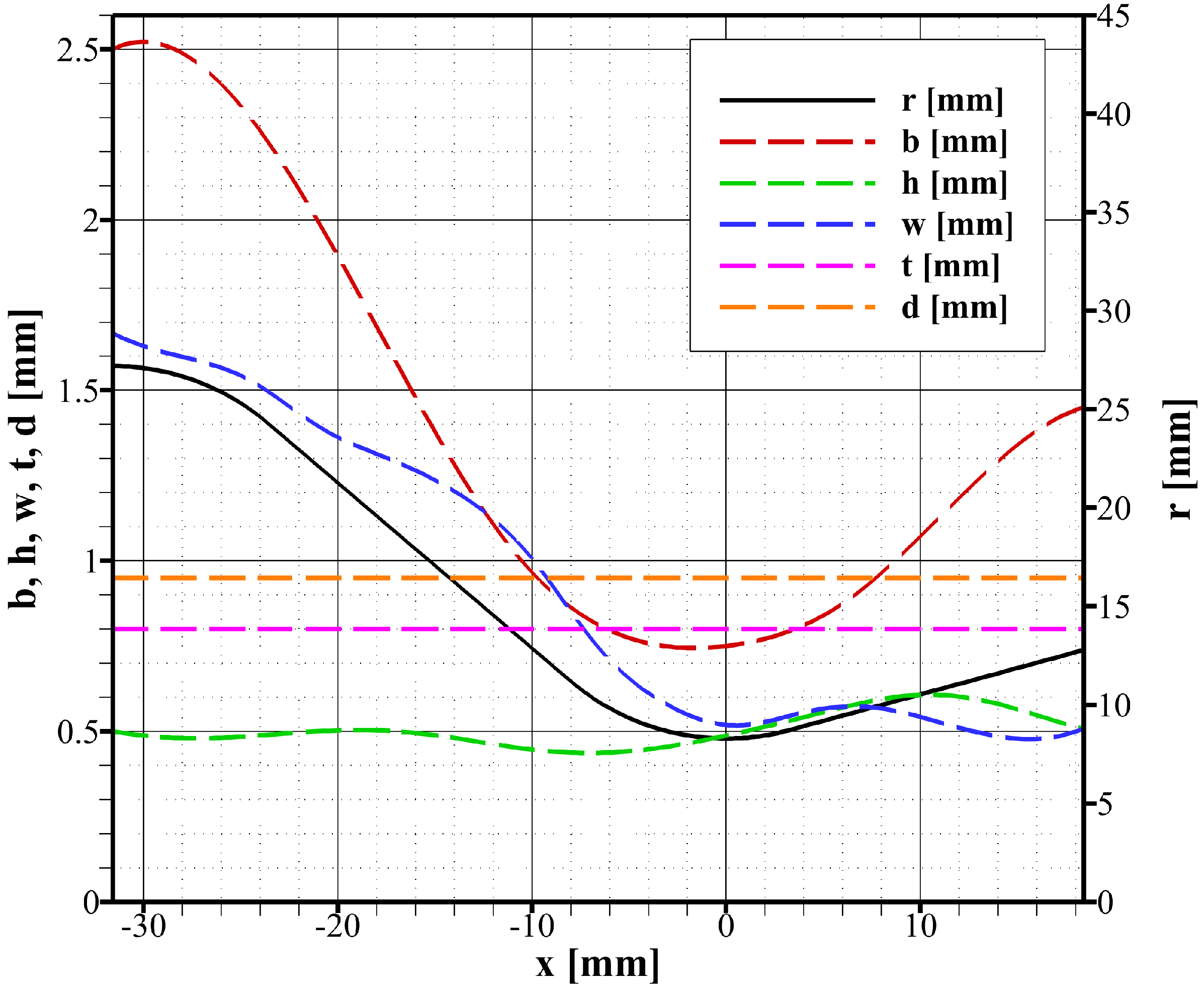
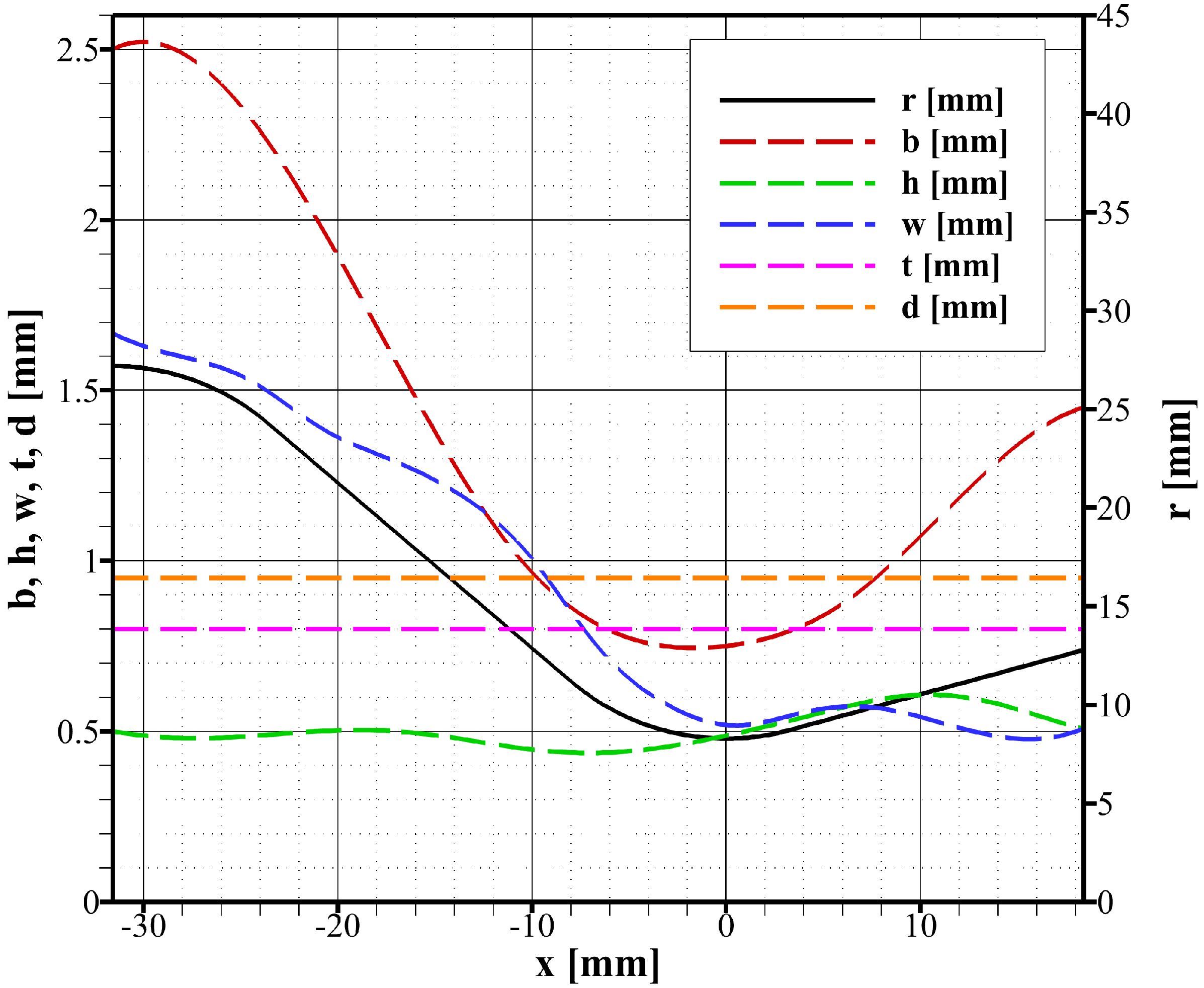
mm. The variation of the geometric parameters
r,
b,
h,
w,
t, and
d along the nozzle axis is shown in
Figure 5. The number of cooling channels is 41.
3.2. Experimental Tests
The nozzle is connected to a cylindrical combustion chamber where the hot-gas is produced. Depending on the combustion chamber set-up, whose detailed description can be found in [
15], the hot-gas flow can be either decomposed hydrogen peroxide or the combustion products of a mixture of decomposed hydrogen peroxide and automotive diesel. In any case, hydrogen peroxide purity is
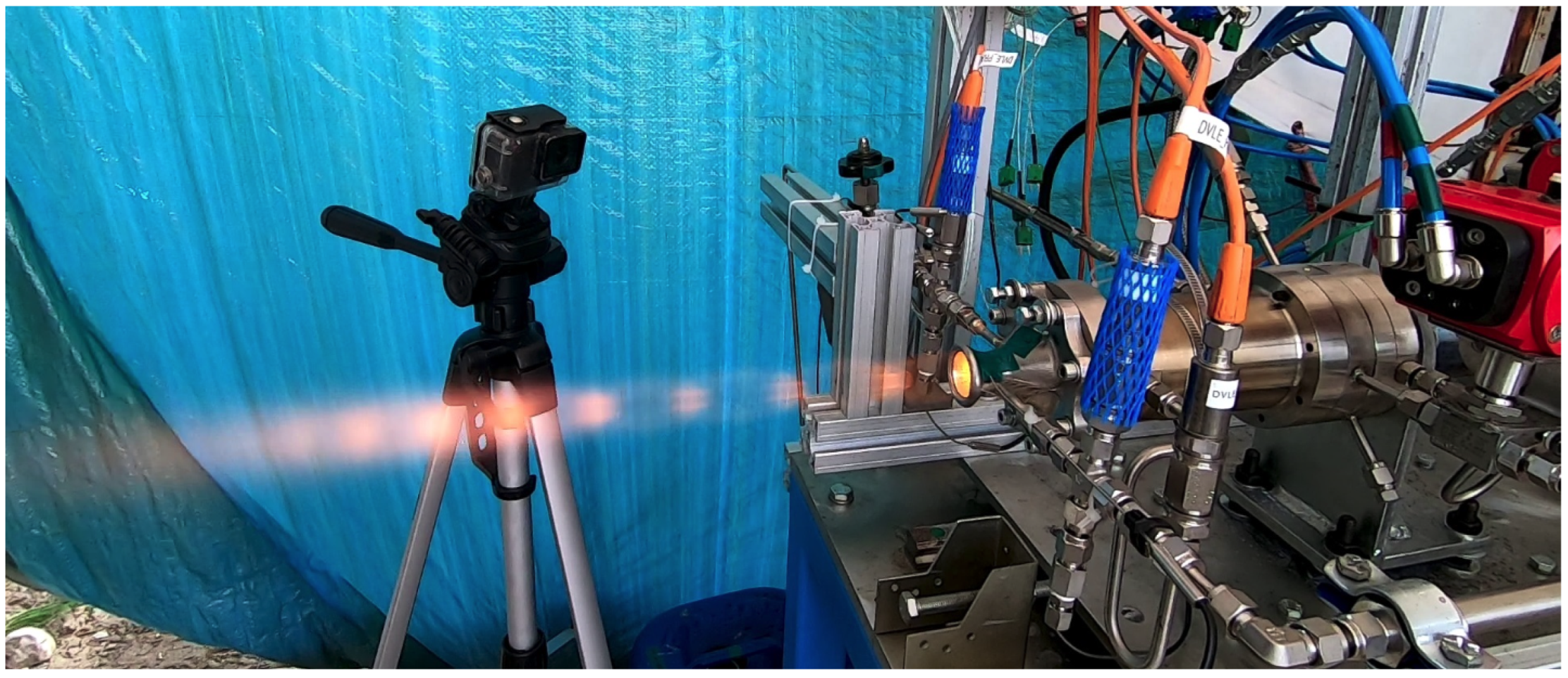
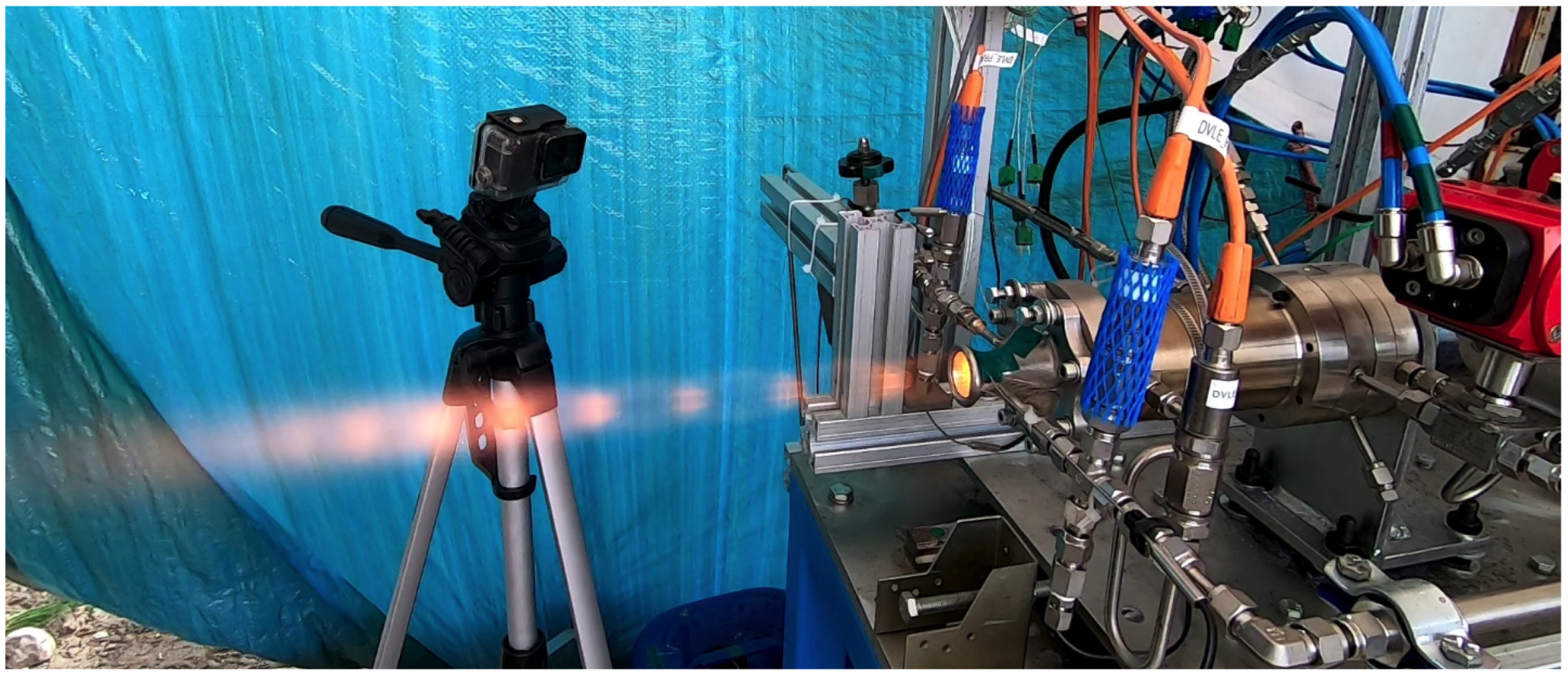
% in weight. In the first case, which can be referred to as mono-propellant configuration, the fuel is not injected and the hydrogen peroxide is decomposed within a suitable catalytic bed reactor that feeds the combustion chamber injection system. In the second case, which can be referred to as bi-propellant configuration, the hydrogen peroxide is decomposed and injected into the combustion chamber as in the previous case, but the suitably atomized liquid fuel is also added. This is done in order to improve the temperature of the hot-gas by virtue of the combustion between the injected propellants. Moreover, in case of bi-propellant configuration the decomposed hydrogen peroxide can be injected either axially or in a swirled mode. Note that although the mono-propellant configuration has also been tested with swirled oxidizer injection, the flow in the nozzle throat was found to be severely blocked due to the proximity of the swirled injector to the nozzle inlet. For this reason, such cases are not considered in this study. The adopted fluid flowing within the cooling system is pressurized distilled water, which is at ambient temperature at the entrance. The coolant flows in counter-flow configuration, that is, in the opposite direction of the hot-gas flow. A photo of a hot-fire test of the bi-propellant configuration with swirled oxidizer injection is shown in
Figure 6.
Measured variables that are useful for the present study are the mass flow rate of the propellants and the coolant, the combustion chamber pressure, and the pressure and temperature at the manifolds of the cooling system. The measured experimental data taken during steady-state operation are displayed in
Table 1. The reported data include the mass flow rate of the hydrogen peroxide (
), the automotive diesel (
), and water (
), the combustion chamber pressure (
), the coolant pressure drop (
) and temperature gain (
), and the combustion efficiency (
). The combustion efficiency is evaluated as
where
is the nozzle throat area,
is the propellant mass flow rate (
) and
is the ideal characteristic velocity, which is computed considering a one-dimensional isentropic expansion through the thrust chamber of the hot-gas in chemical equilibrium and considering propellants injected at their actual inlet temperature [
10,
11].
The results of
Table 1 show that a nearly ideal decomposition of hydrogen peroxide is achieved in cases of mono-propellant configuration, as
is well over
. On the other hand, the cases with bi-propellant configuration and axial injection result in less complete combustion, as
is below
. This is due to unsuitable mixing of the fuel and oxidizer. This was confirmed by a little presence of soot on the nozzle surface, which was removed before each new test by a suitable cleaning treatment. Poor propellant mixing is definitively solved by swirling the oxidizer injection (combustion efficiency of test case 57 is practically ideal). However, since the swirl injector has been damaged, this solution seems to be not feasible. In particular, the visual inspection at the end of test 57 suggested that the cause of the damage is related to the adhesion of the flame to the swirl injector which behaves as a flame holder.
3.3. Calibration of the Heat Transfer Model
The thermal analysis model described in
Section 2 is used to reproduce the test cases reported in
Table 1. In particular, the coefficient
C of the hot-gas heat transfer correlation (
13) is calibrated for each test case in order to match the experimental coolant temperature gain
. This calibration, because
is an indirect measure of the heat absorbed by the cooling system, ensures that the proposed heat transfer model correctly estimates the total wall heat transfer rate. The correlated coefficient
C is shown in
Table 2.
The results of
Table 2 are quite consistent, especially in the case of bi-propellant configuration. In particular, the coefficient
C ranges from about
to about
in cases of mono-propellant configuration and from about
to about
in cases of bi-propellant configuration. With respect to the average value, in cases of mono-propellant configuration the scattering of the coefficient
C is within 9%, while it is less than 2% in cases of bi-propellant configuration. Consequently, considering the average value of the coefficient
C, in cases of mono-propellant configuration a reliable hot-gas heat transfer correlation is:
and in cases of bi-propellant configuration a reliable hot-gas heat transfer correlation is:
The robustness of the correlation for the bi-propellant case is noteworthy since it is not affected by the high variability of combustion efficiency related to the different modes of oxidizer injection (axial or swirl). Moreover, the hot-gas correlation (
19) is very similar to that found in [
9] using more than 100 heat transfer data measured in the throat section of different thrust chambers fed with oxygen and various types of hydrocarbons (mainly, kerosene and methane). In that case, the coefficient
C is equal to
, which is less than 5% higher than in correlation (
19). The difference may be attributable to the different nature of the oxidizer, which is hydrogen peroxide in the present study.
Concerning the relatively high value of the coefficient
C in cases of mono-propellant configuration, which is more than three times larger than what found in the literature [
9], this can be attributed to different heat transfer mechanisms than pure turbulent convection, as supposed in
Section 2.2. In fact, the wall temperature in cases of mono-propellant configuration is so low that water, the main product of hydrogen peroxide decomposition, undergoes a phase change, from vapor away from the wall to liquid in contact with the wall. This phase change is an exothermic phenomenon that contributes to increasing the heat transfer rate at the wall. Consequently, when using a formulation such as (
13) for the hot-gas heat transfer correlation, the coefficient
C increases because it takes into account both the convection and the phase change.
Apart from the phase change occurring in cases of mono-propellant configuration and not occurring in cases of bi-propellant configuration, a sensitivity study on the coolant heat transfer has been performed in order to better confirm the validity of the achieved results. In fact, the coolant correlation (
16) may be affected by a certain uncertainty. To take into account such possible uncertainty, the coolant heat transfer was fictitiously varied from
% to
% with respect to correlation (
16). The results showed that in any case the calibrated coefficient
C of the hot-gas correlation (
13) varies by less than 3% in cases of mono-propellant configuration and by less than 2% in cases of bi-propellant configuration. The virtually negligible dependence of hot-gas heat transfer on coolant heat transfer is due to the relatively high thermal resistance offered by the nozzle material, which is the nickel-based alloy
Inconel 718. In other words, the efficiency of the coolant heat transfer is overset by the thermal resistance of the wall. It is expected that if a copper-based alloy, which has up to 30 times more thermal conductivity than a nickel-based alloy, had been used, this effect would not have occurred. In any case, it is not true that in the case of nickel-based alloy there is no effect of coolant heat transfer. In fact, as will be shown in the next
Section 3.4, while the heat flux is practically unaffected by coolant heat transfer, the same is not true for the wall temperature.
Finally, using the physical formulation adopted in [
15] and not reported in
Section 2 for simplicity, the effect of the hot-gas radiation on the calibration of the coefficient
C was studied. The results showed that the effect of radiation is completely negligible. In fact, the calibrated coefficients
C reported in
Table 2 are virtually unchanged whether or not radiation is taken into account. This is essentially related to the non-excessive combustion temperature, which is about 1000 K in the mono-propellant case and about 2500 K in the bi-propellant case. Obviously, the effect of radiation would be less negligible if more energetic propellants (such as hydrogen-oxygen or methane-oxygen) were used, which can generate a combustion temperature of the order of 3500 K, or propellants that generate a relevant amount of carbonaceous soot under some specific operative conditions (such as oxygen-kerosene) were used.
3.4. Calculation of the Wall Temperature and Heat Flux
To demonstrate the capability of the heat transfer model described in
Section 2, the numerical results pertinent to test case 57 (
Table 1) are presented. This test case, which is characterized by bi-propellant feeding with swirled oxidizer injection, is selected as it is the most thermally solicited of the whole experimental test campaign. This is the natural consequence of the higher hot-gas temperature resulting from the higher combustion efficiency
when employing oxidizer swirl injection than when using oxidizer axial injection (
Table 1). The hot-gas heat transfer is evaluated with the calibrated correlation (
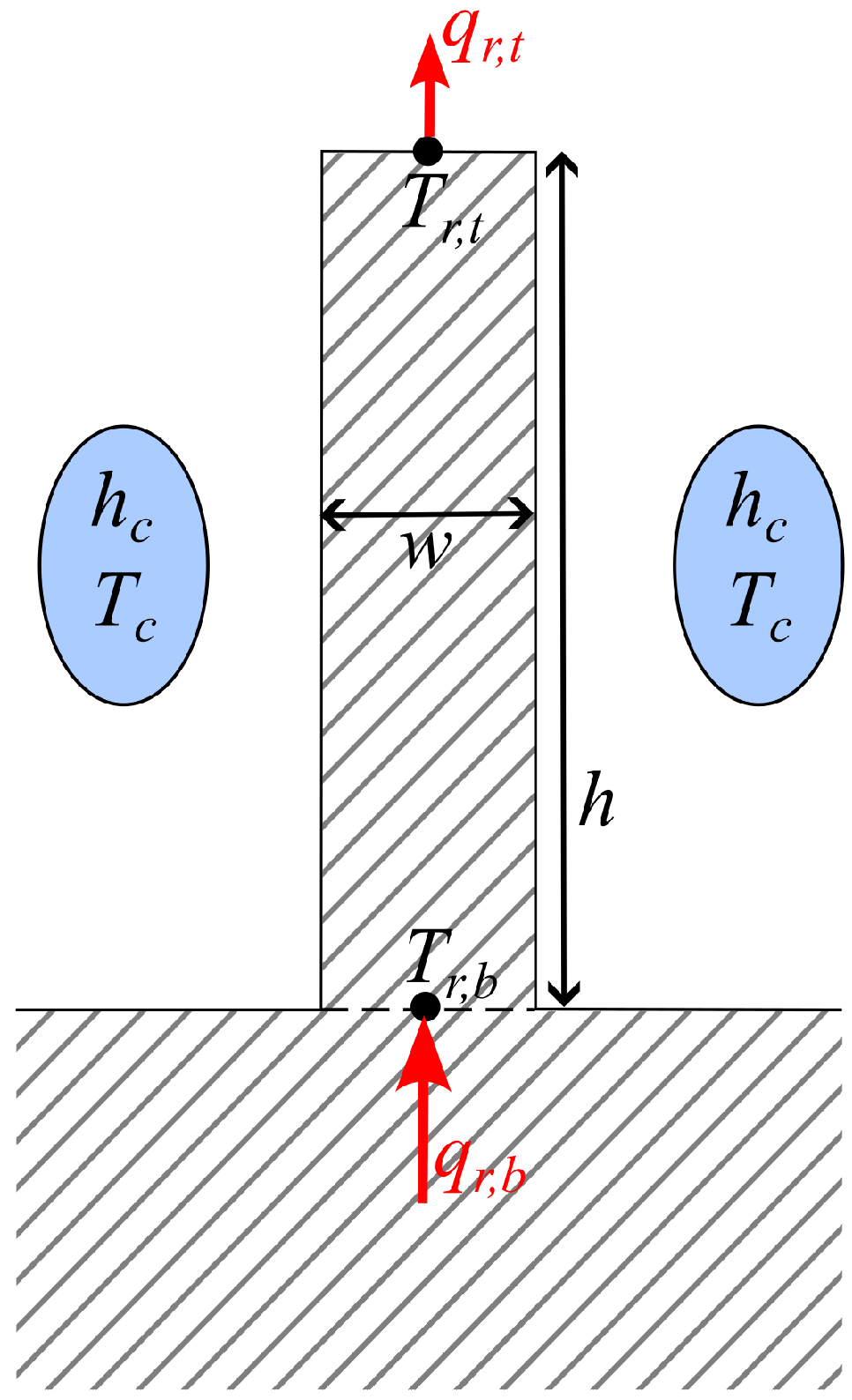
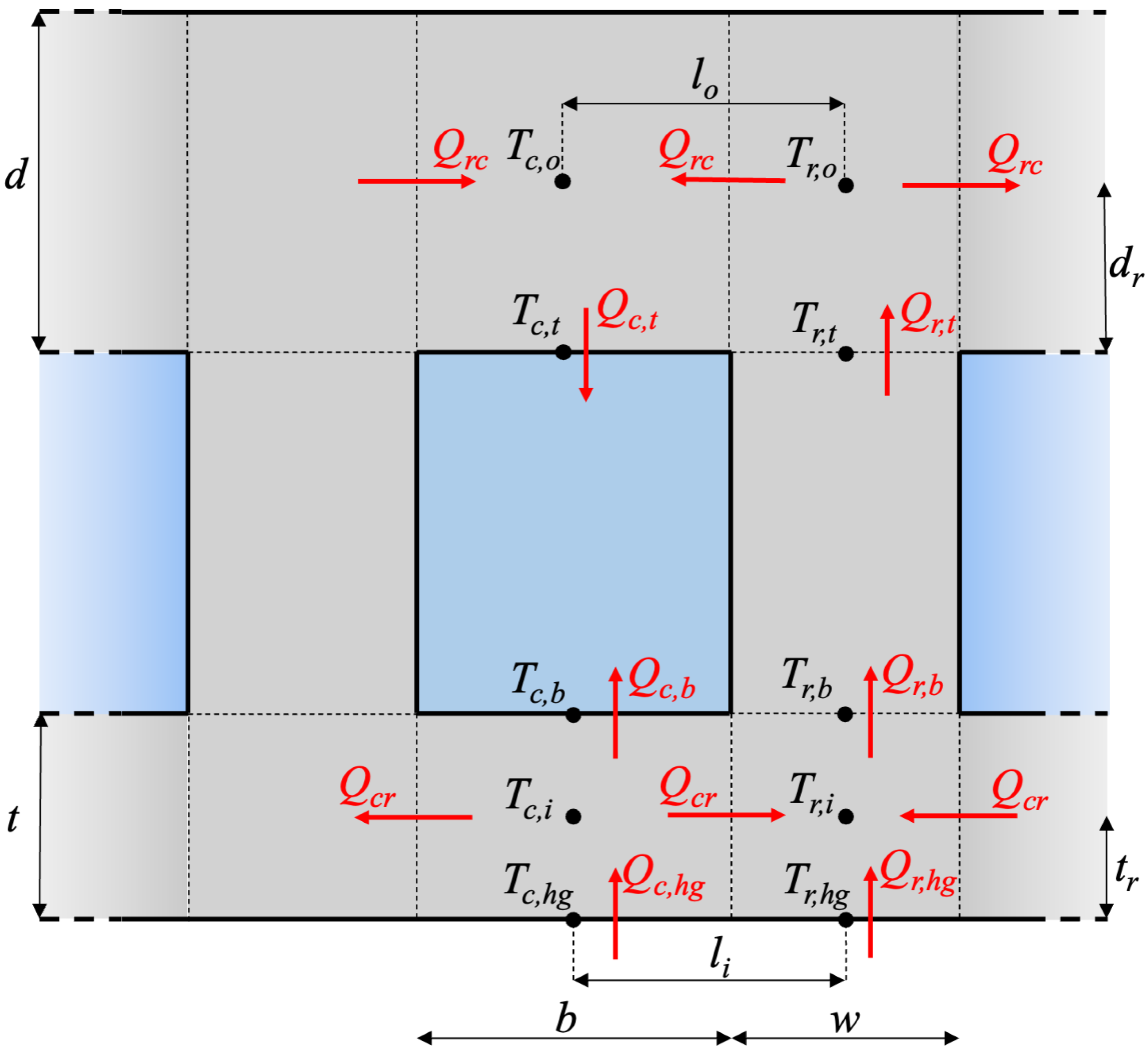
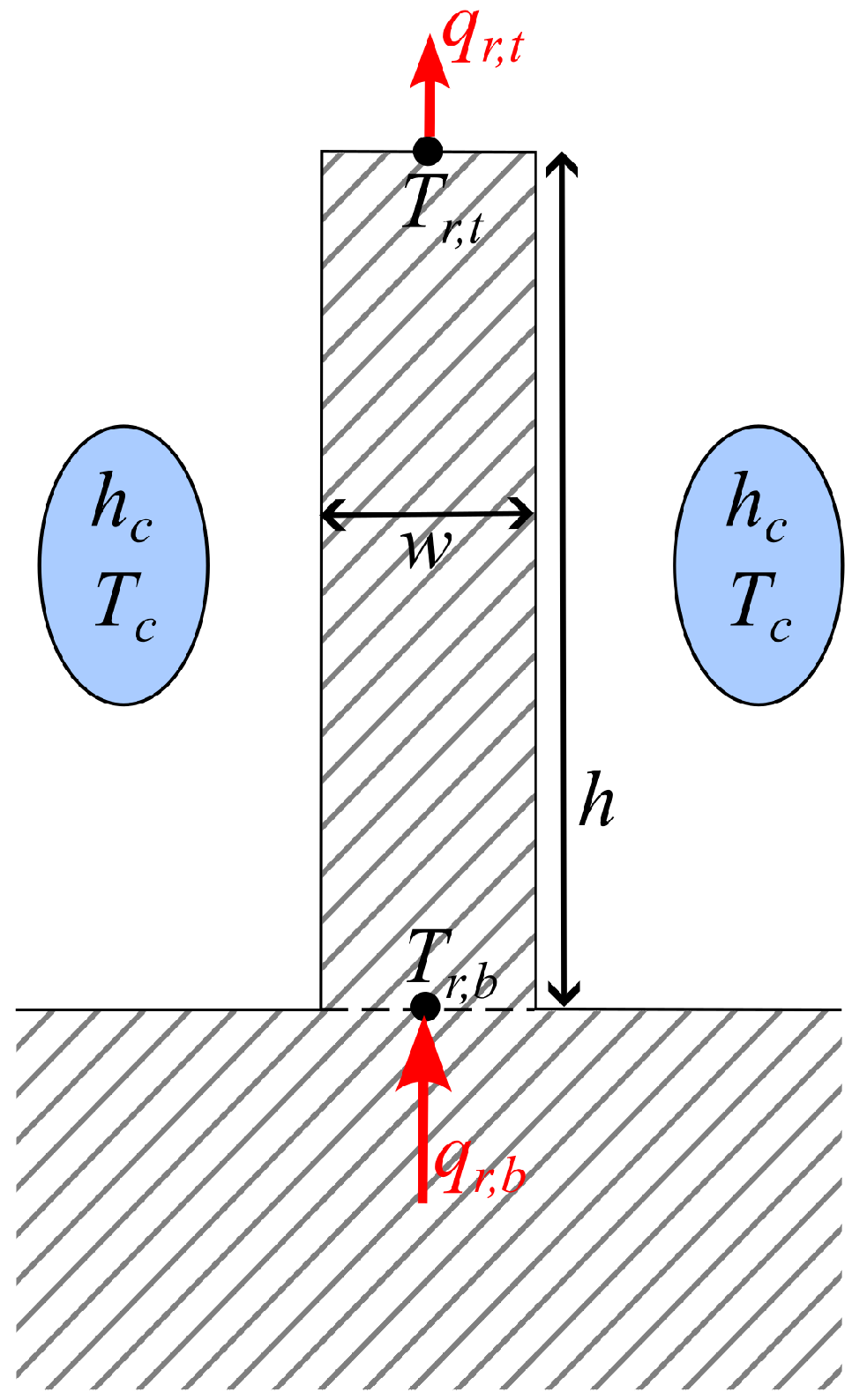
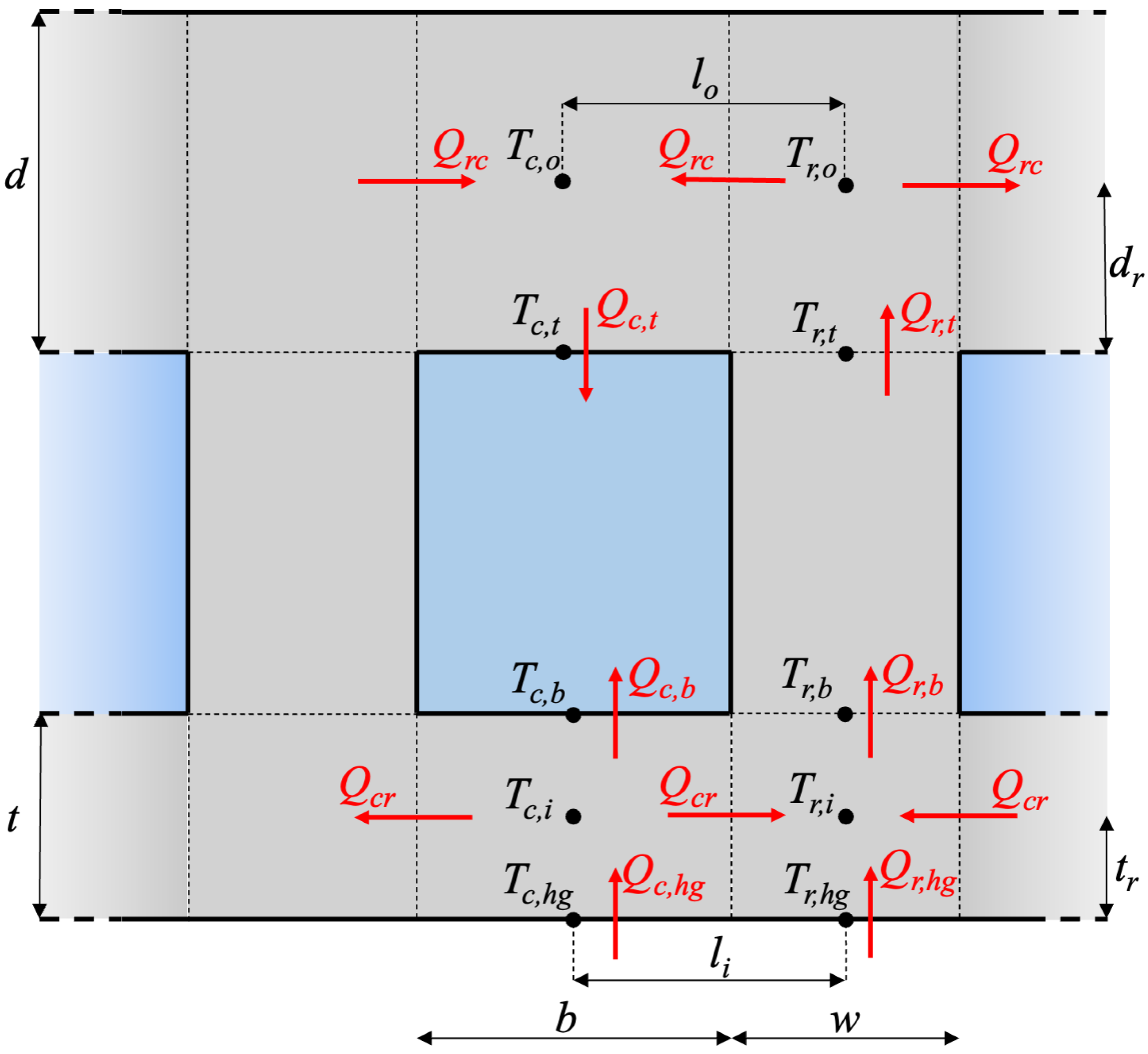
19). Using the symbology adopted in
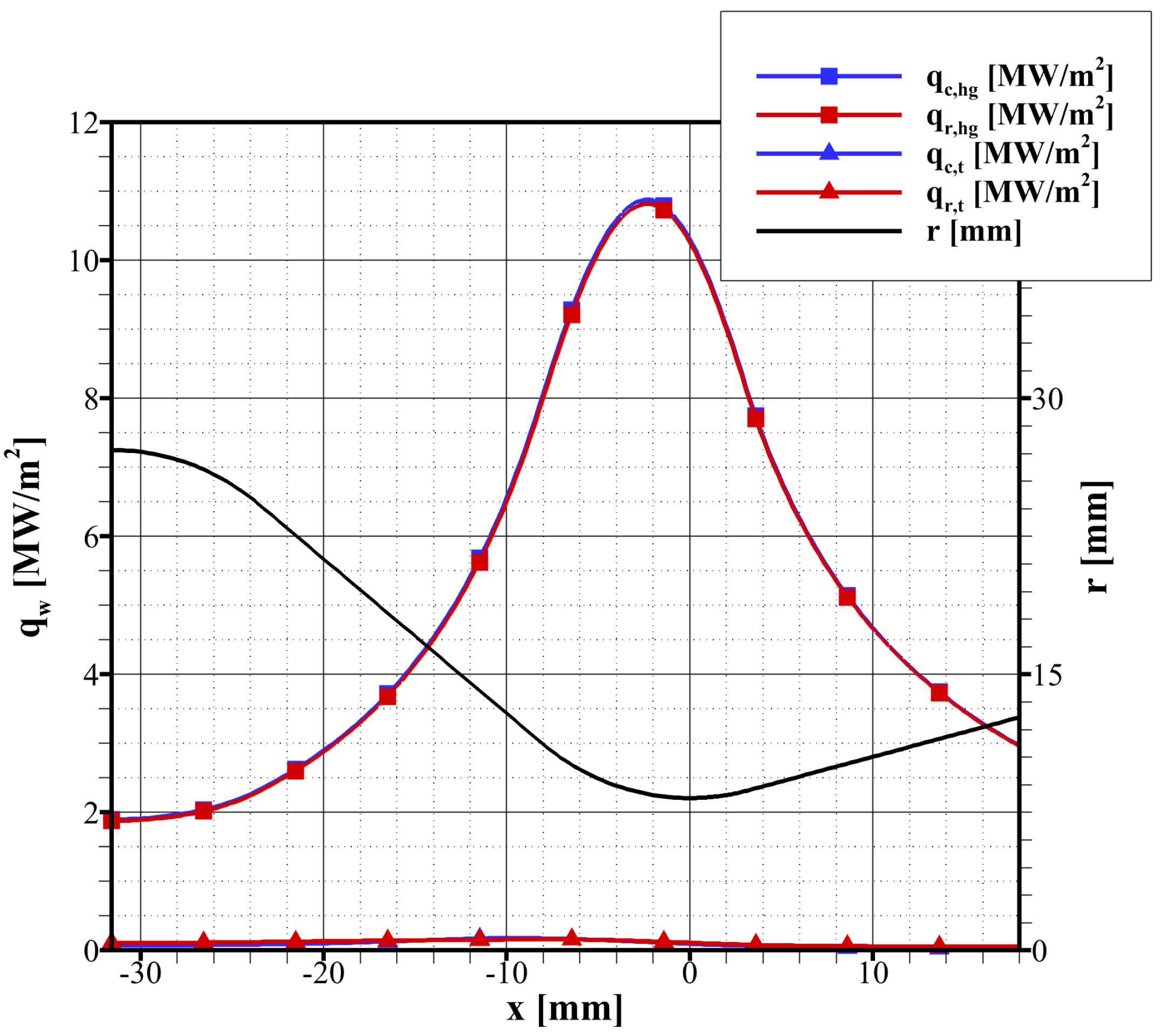
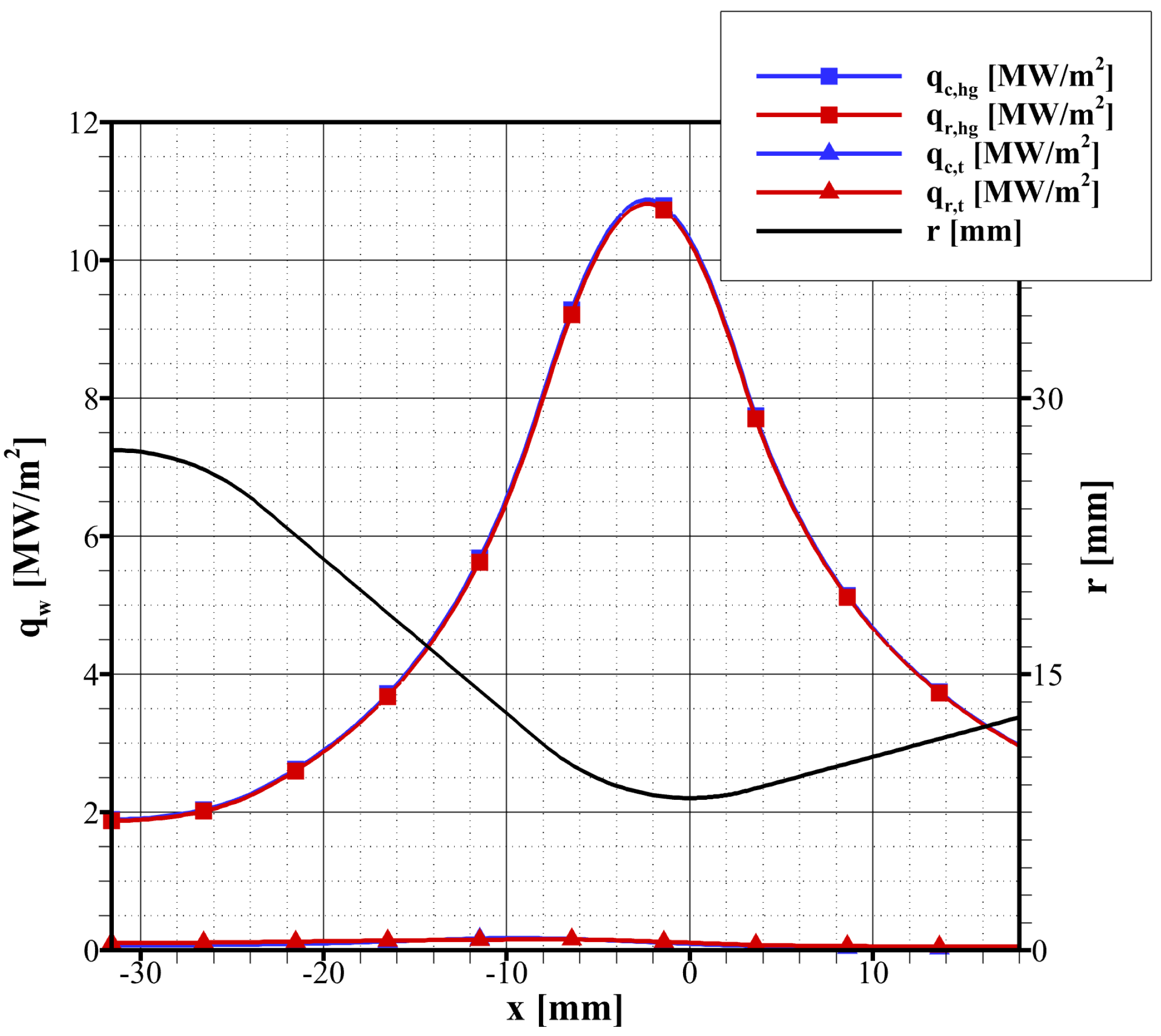
Figure 3,
Figure 7 shows the hot-gas side heat fluxes,
and
, and the heat fluxes in the outer wall,
and
. The results show that, as expected, the peak heat flux at the hot-gas side occur near the throat. This value is about 11 MW/m
. The minimum value is about 2 MW/m
, which is attained at the inlet of the convergent (
mm). On the other hand, the outer wall is nearly adiabatic as the associated heat fluxes (
and
) are always well below
MW/m
.
Figure 7 also shows that the heat fluxes in correspondence with the cooling channels are almost equal to those in correspondence with the rib; that is,
and
. This means that the heat flux is quite evenly distributed along the cross-section.
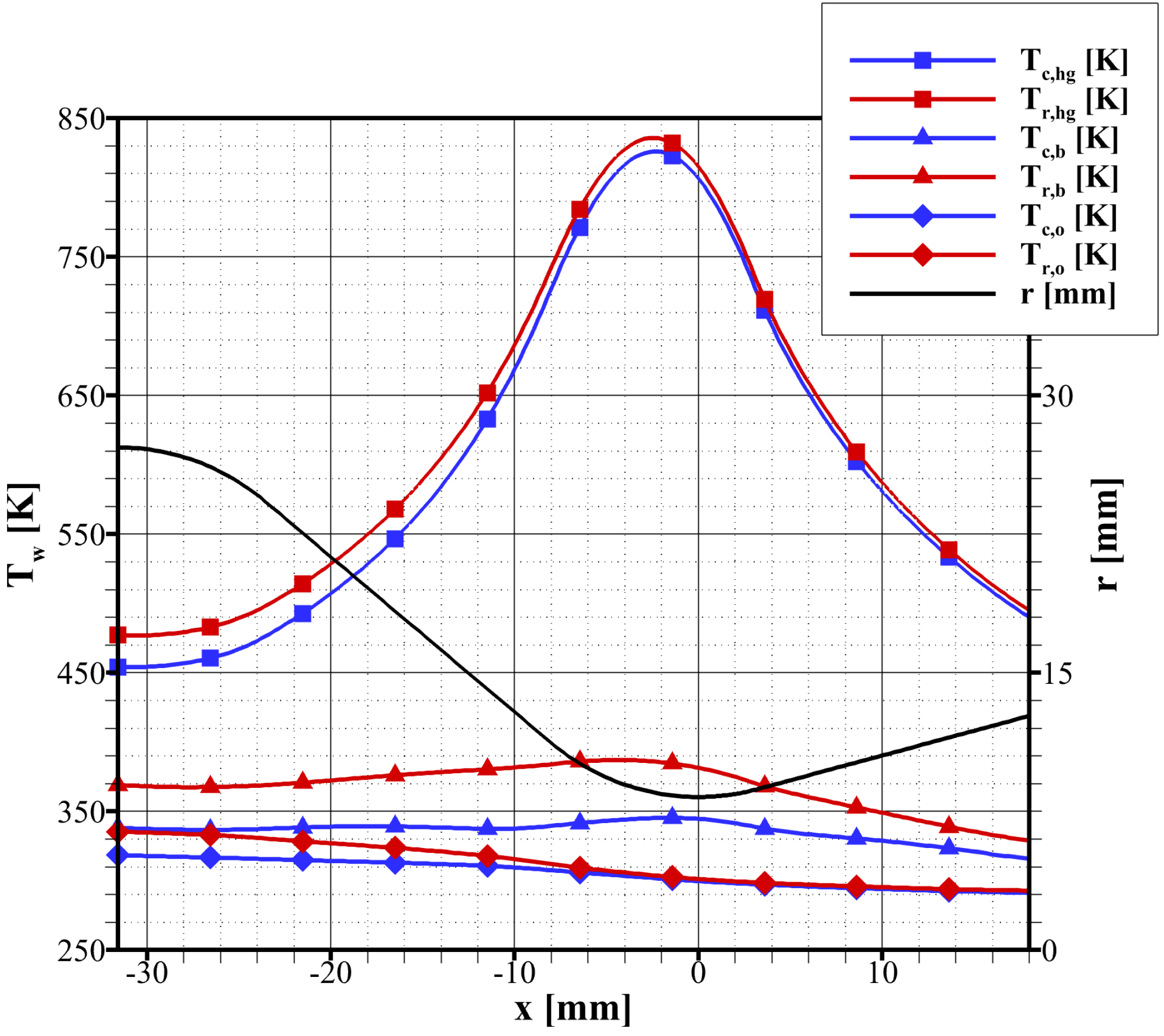
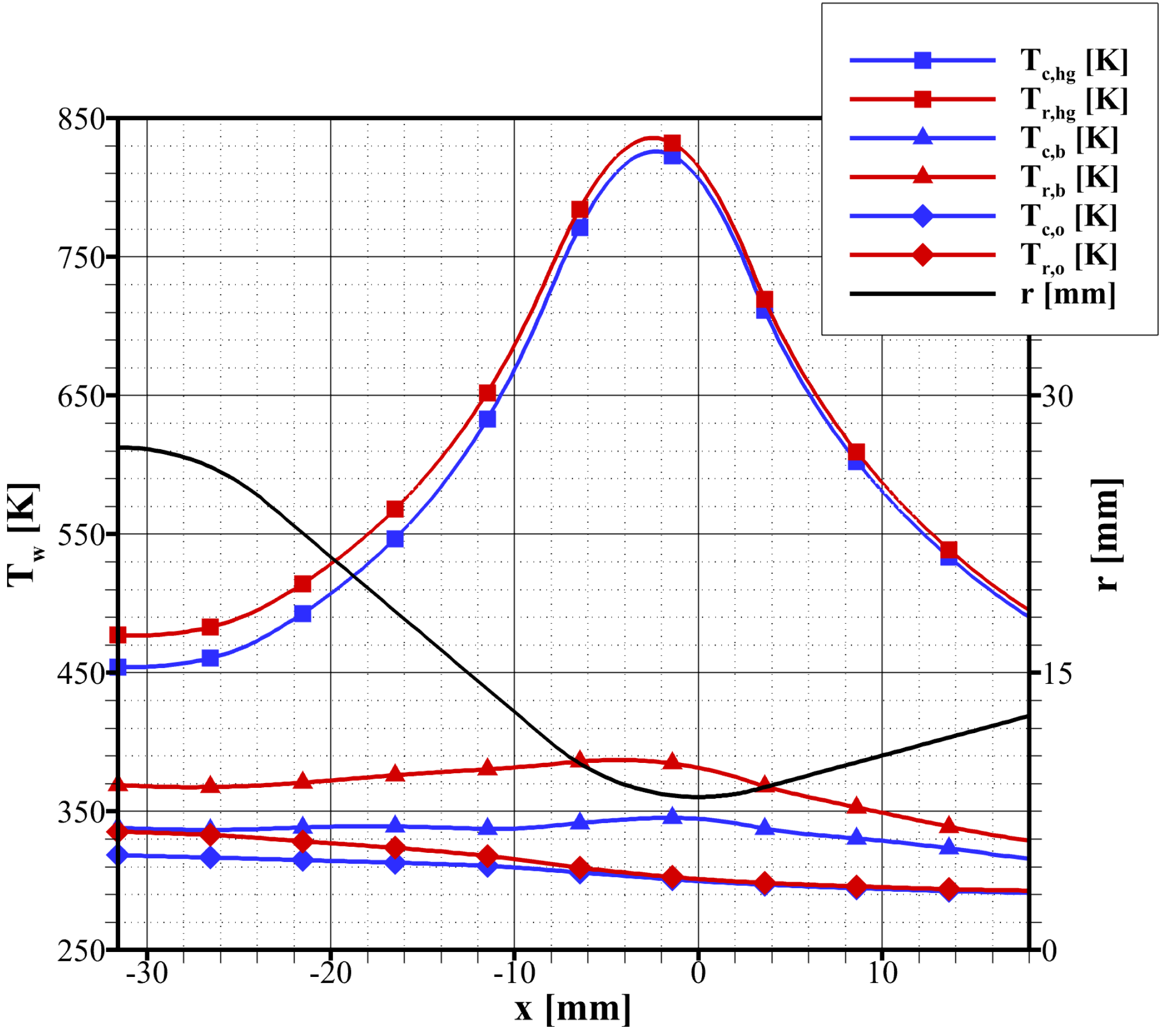
The estimation of the wall temperatures of test case 57 is shown in
Figure 8. Differently from the heat fluxes, the wall temperatures in correspondence with the cooling channels (i.e.,
,
, and
that are in blue in
Figure 8) are lower than the wall temperatures in correspondence with the ribs (i.e.,
,
, and
that are in red in
Figure 8). This is an effect of the better cooling effect of the water flowing in the channels with respect to the rib. At the hot-gas side, the difference among
and
is below 20 K, while in correspondence with the cooling channel base the difference among
and
is below 45 K.
Figure 8 also highlights that the greater part of the wall temperature gradient is located in the inner wall. For instance, close to the throat, where the wall temperature at the hot-gas side reaches the maximum value of about 835 K, a wall temperature difference
of 480 K occurs within a thickness
t of
mm as a result of an entering heat flux of about 11 MW/m
(
Figure 7).
As anticipated in
Section 3.3, the effect of the uncertainty of the coolant heat transfer is almost irrelevant for the evaluation of the heat fluxes shown in
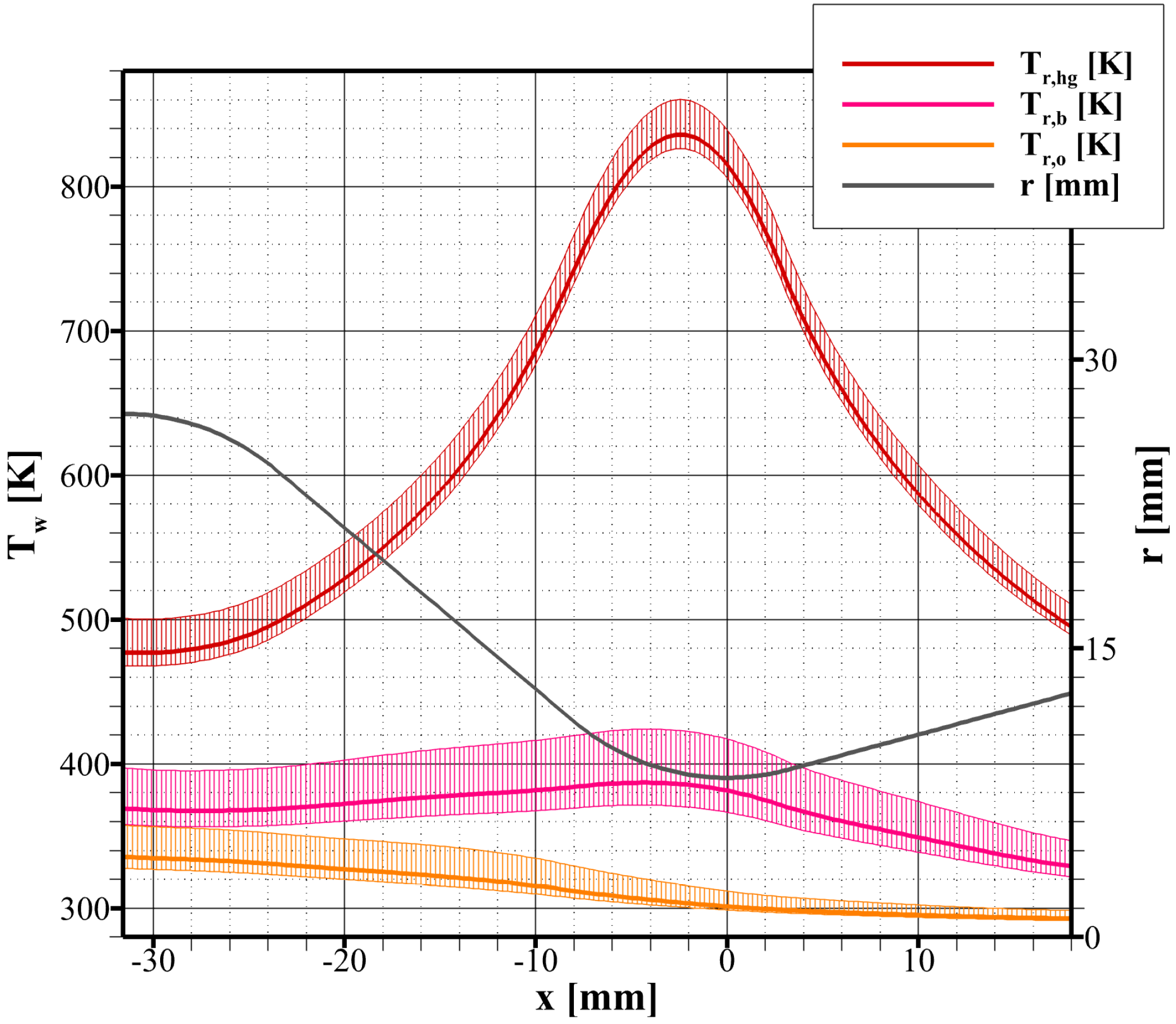
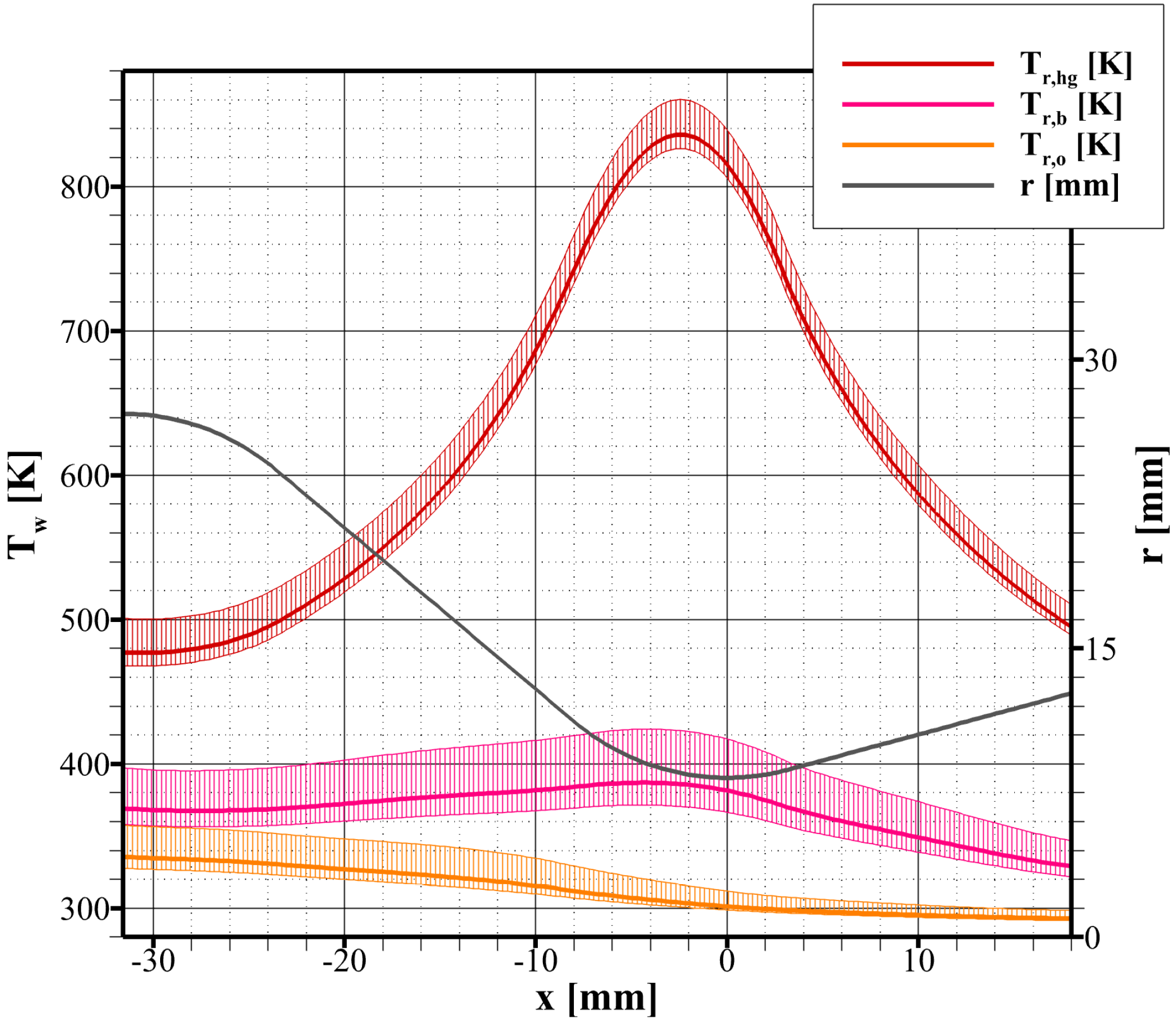
Figure 7 as a result of the relatively high thermal resistance of the adopted material. On the other hand, the uncertainty of the coolant heat transfer has a more marked effect on the wall temperature. This is shown in
Figure 9, where the wall temperatures in correspondence with the rib, that is,
,
, and
, are evaluated considering also an uncertainty of the coolant heat transfer correlation (
16) of
%. It is worth noting that such an uncertainty is rather high as semi-empirical correlations are seldom affected by an uncertainty larger than
%.
Figure 9 shows that the hot-gas side temperature
increases by about 25 K when the coolant heat transfer is decreased by 50% and decreases by about 10 K when the coolant heat transfer is increased by 50%. The total uncertainty of
is thus 35 K. This uncertainty of the hot-gas side wall temperature estimation is quite low considering the high uncertainty assumed for the coolant heat transfer. Consequently, the proposed approach, at least for the analyzed nozzle, can be considered fairly reliable for predicting the thermal behavior.
Figure 9 shows also that the wall temperature uncertainty increases to 60 K in correspondence with the base of the channel (
) and is up to 30 K in the closeout (
).






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}