Rapid Prototyping — A Tool for Presenting 3-Dimensional Digital Models Produced by Terrestrial Laser Scanning

 ,
, 
Abstract
:
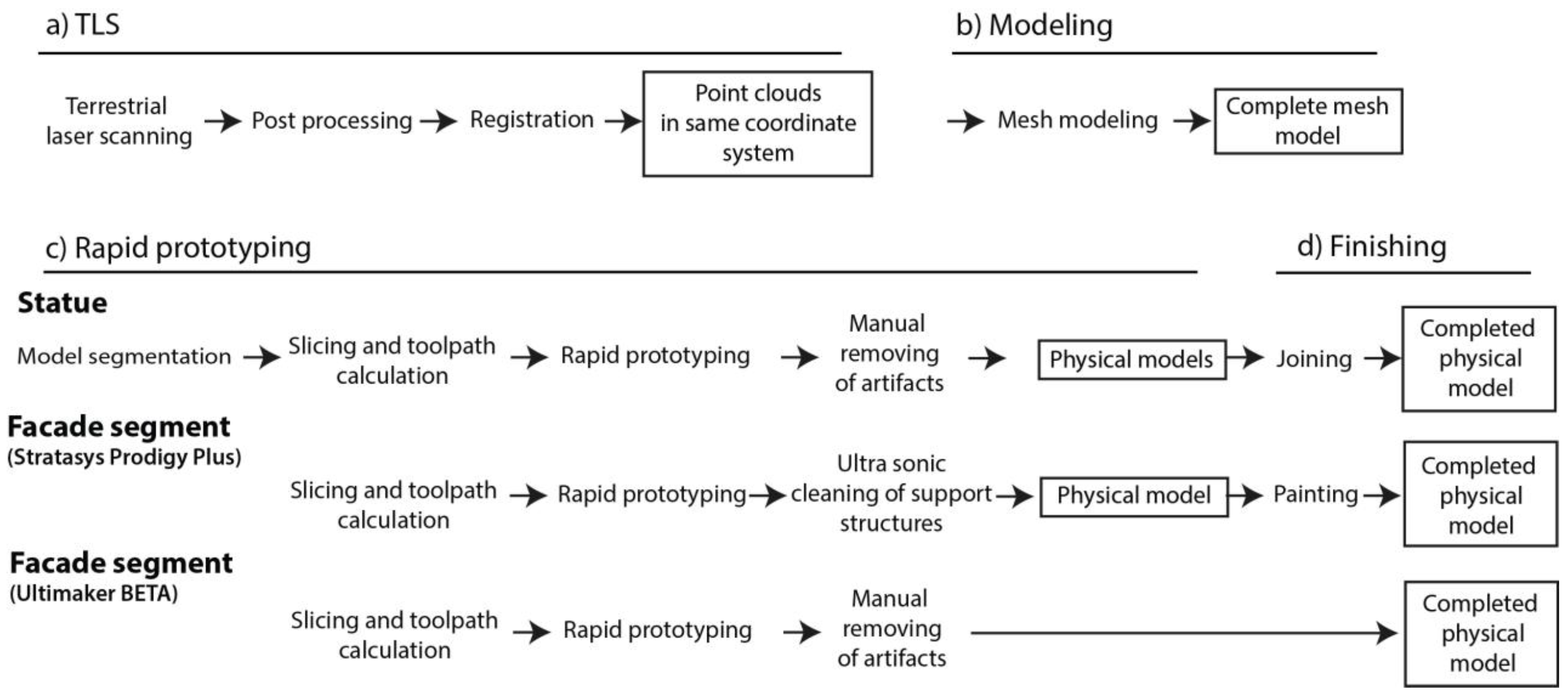
1. Introduction
2. Cases
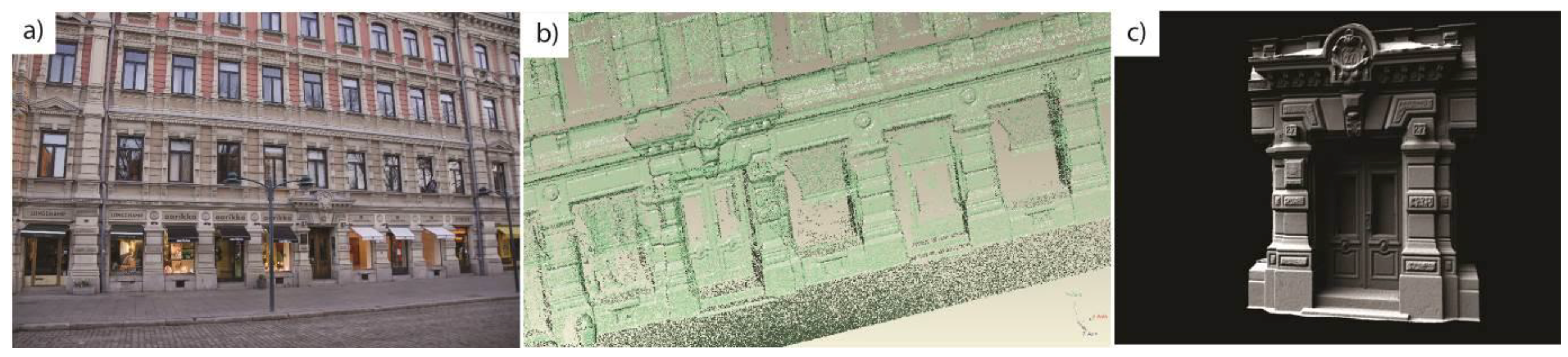
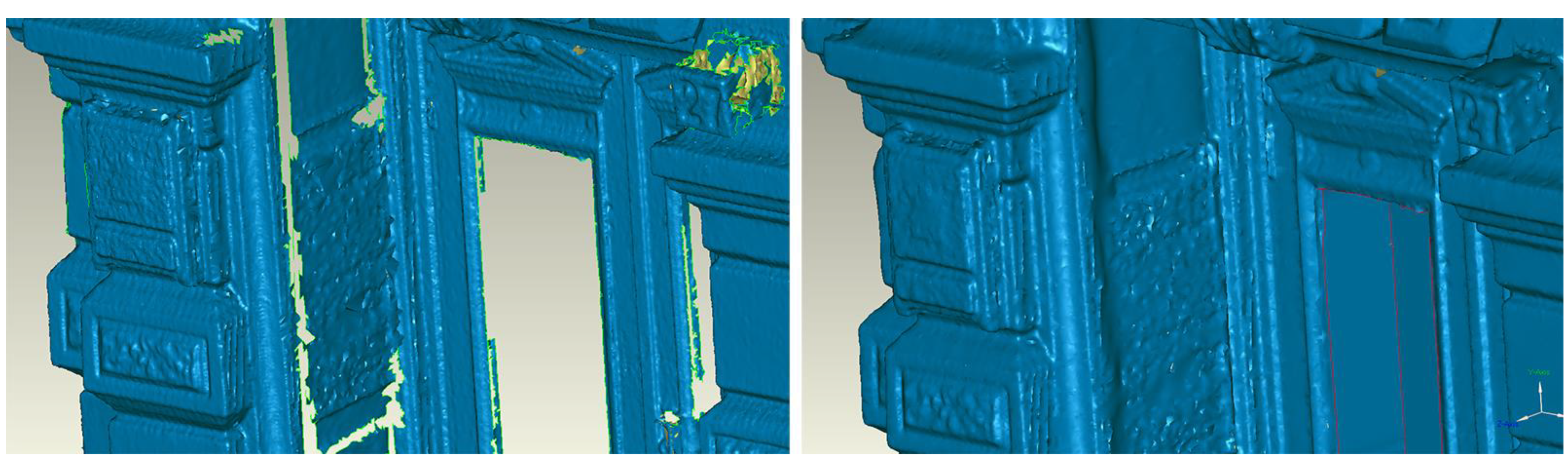
2.1. Segment of Façade from Grönqvist’s Building
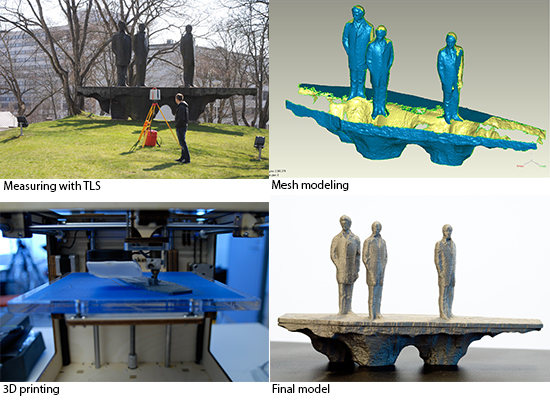
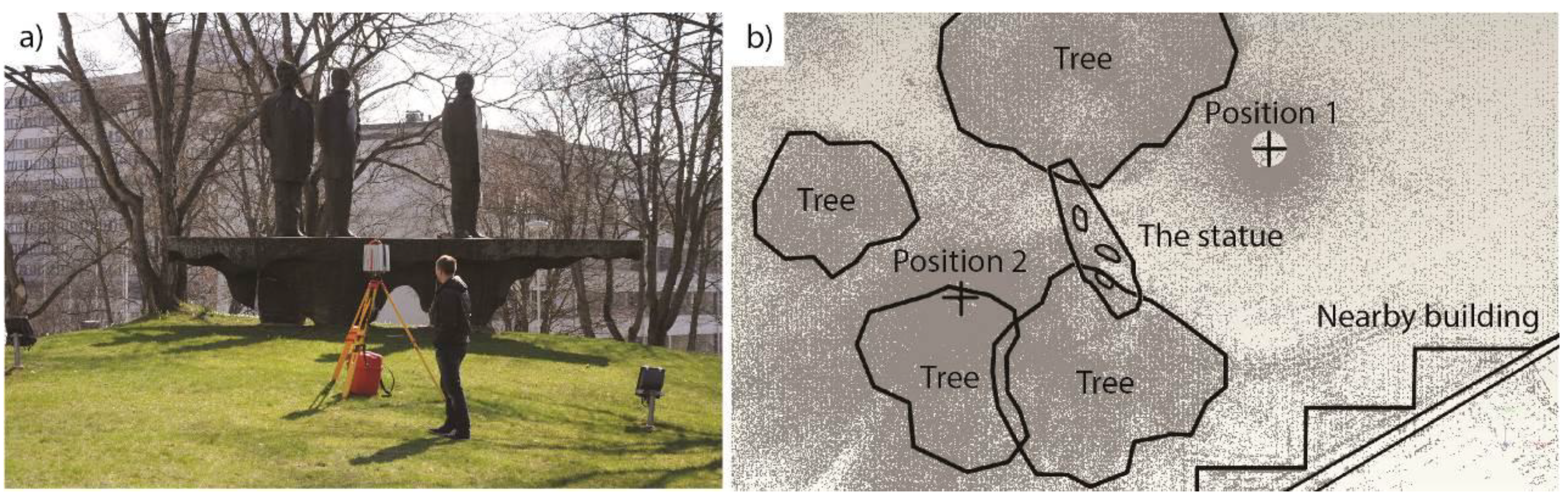
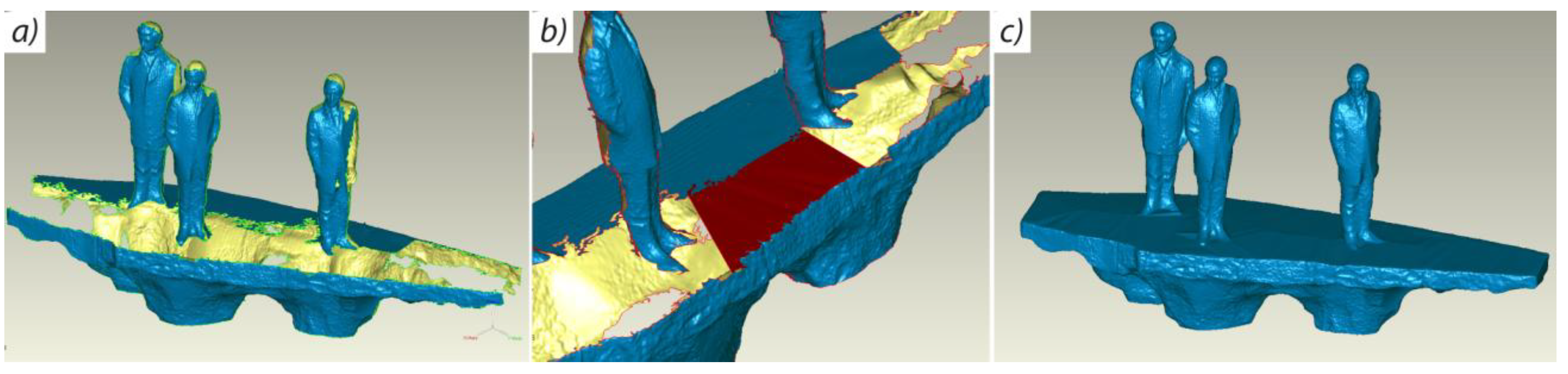
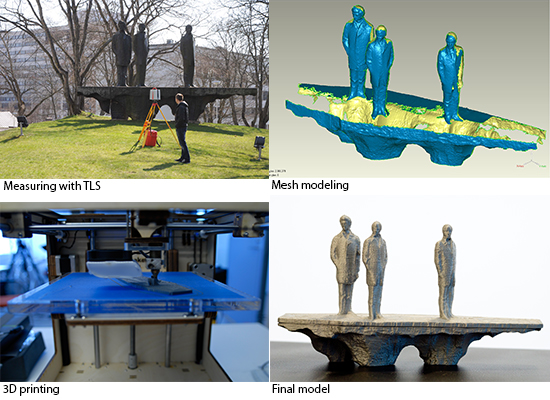
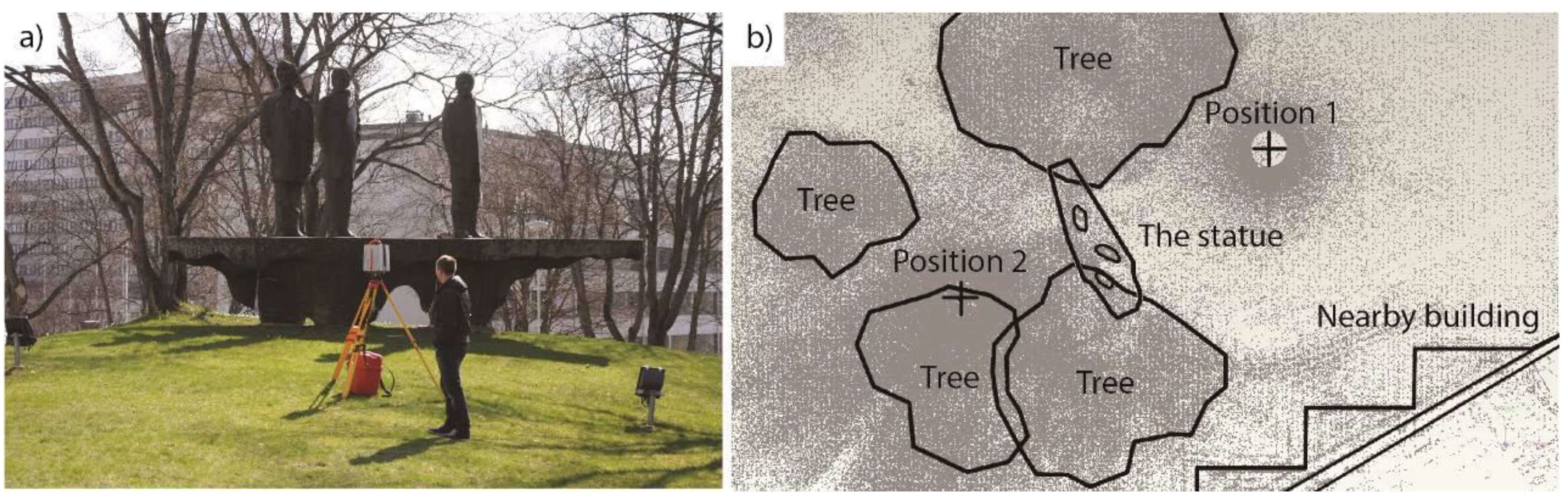
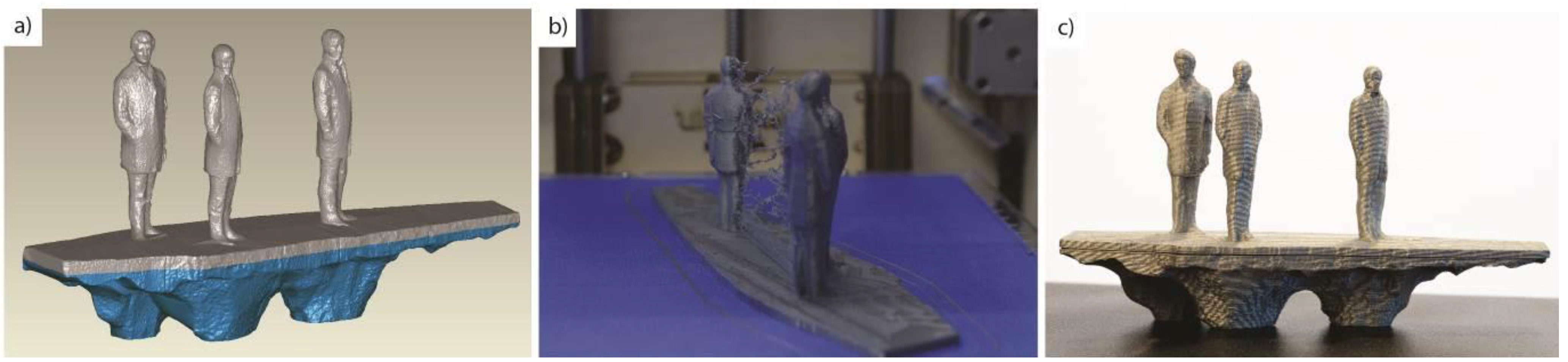
2.2. Statue at the University of Turku Campus
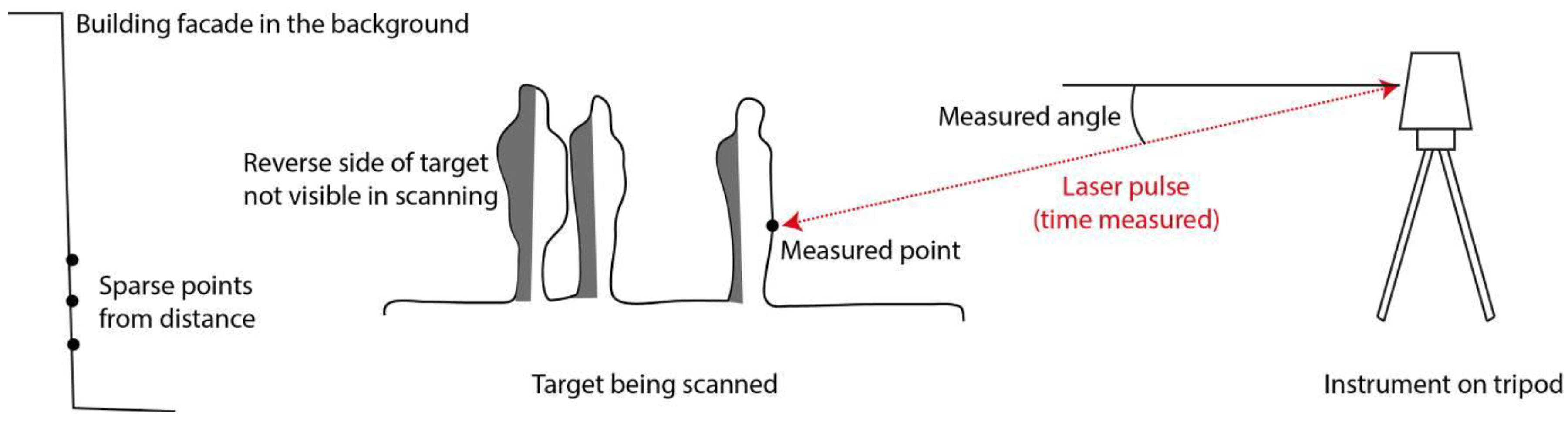
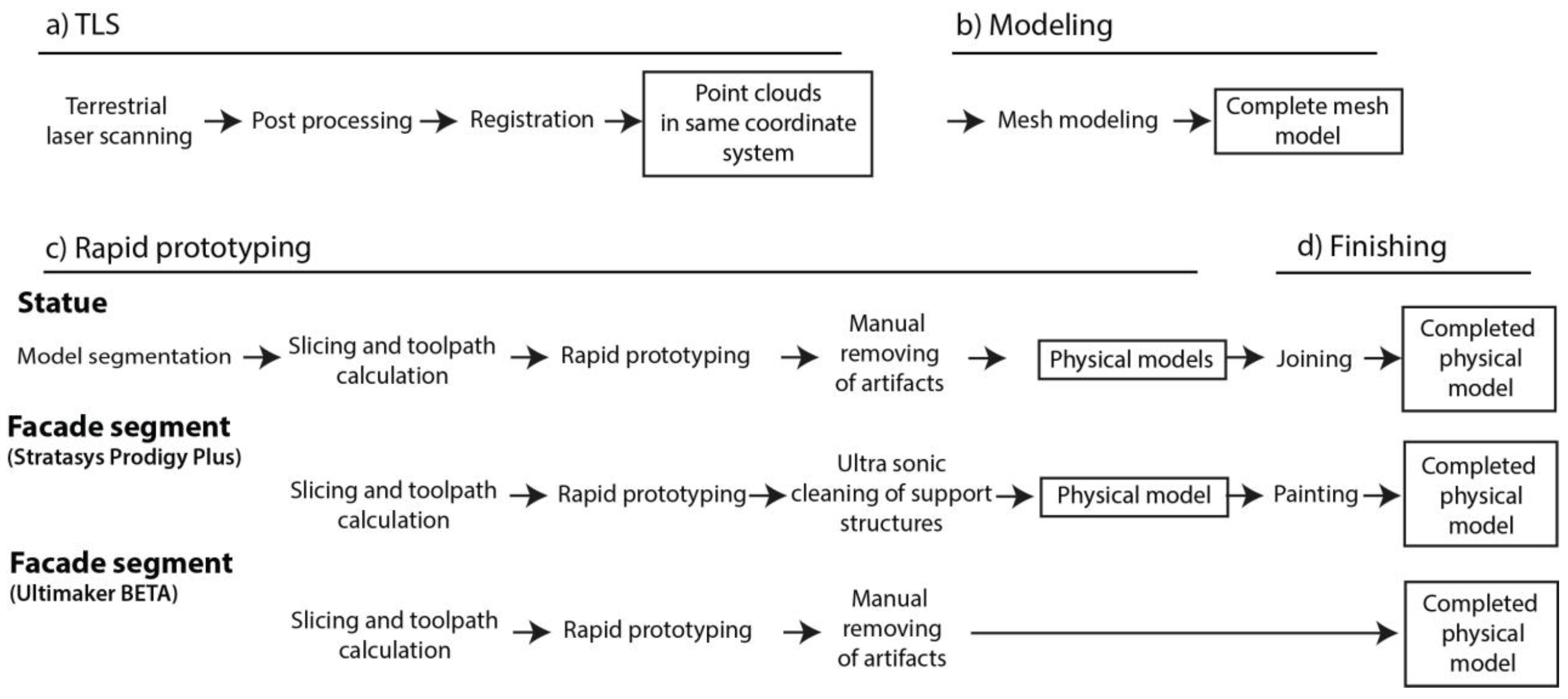
3. Evaluation Methods
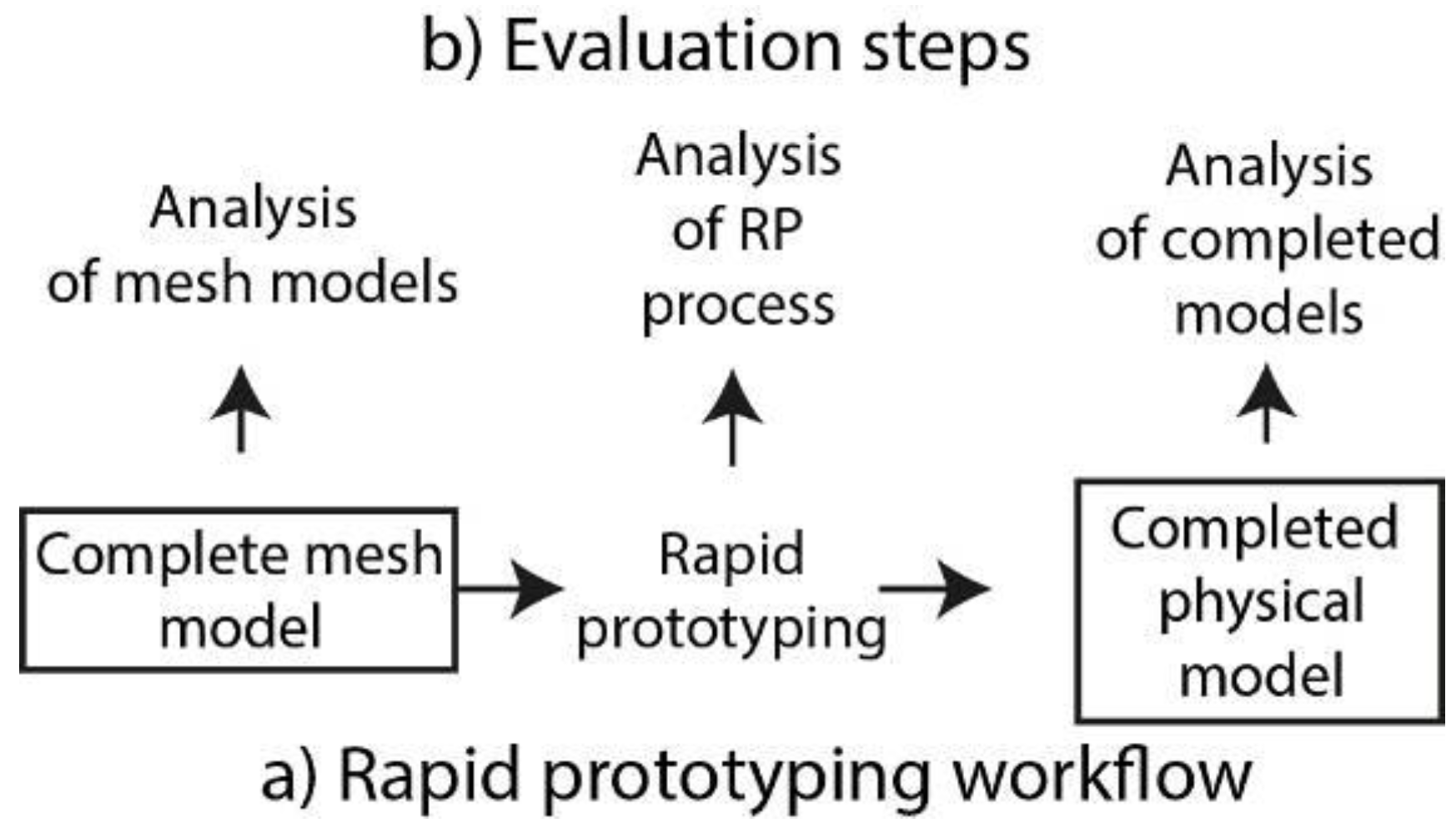
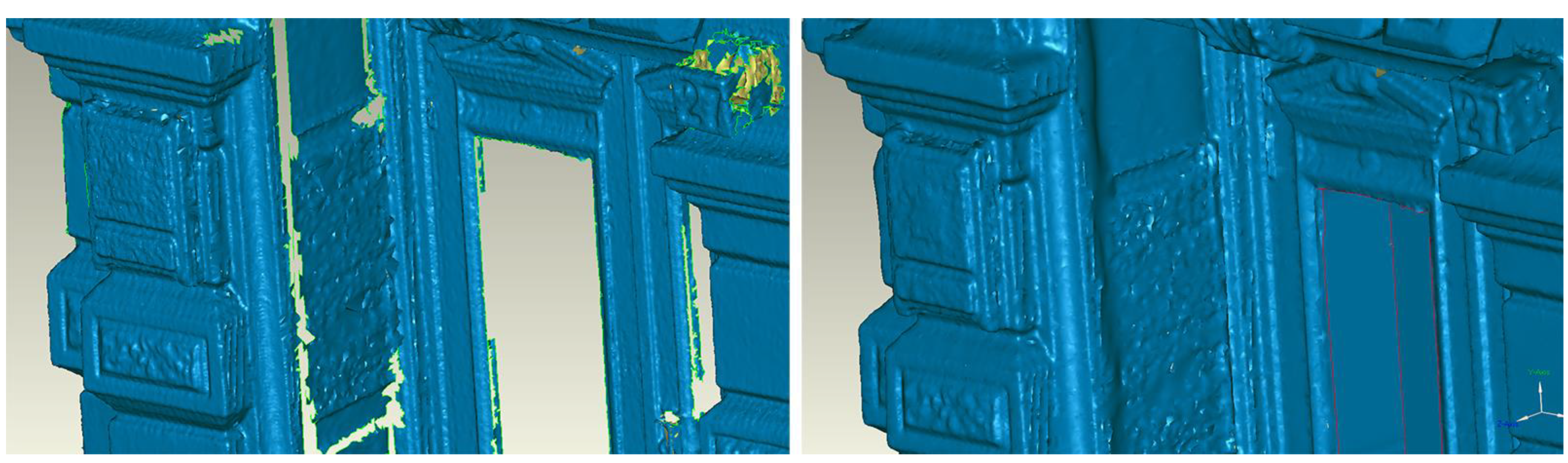
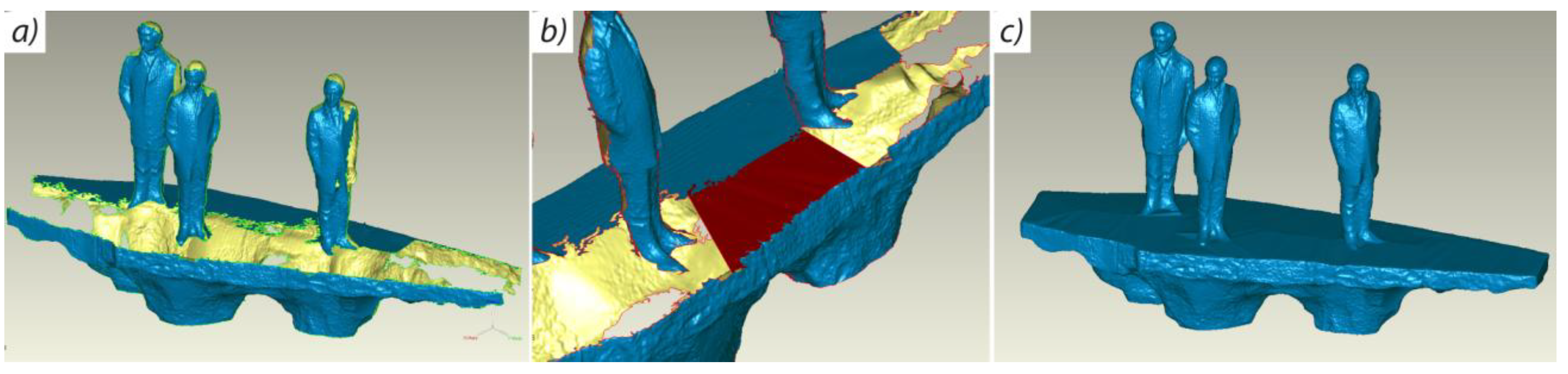
3.1. Evaluating the Mesh Models


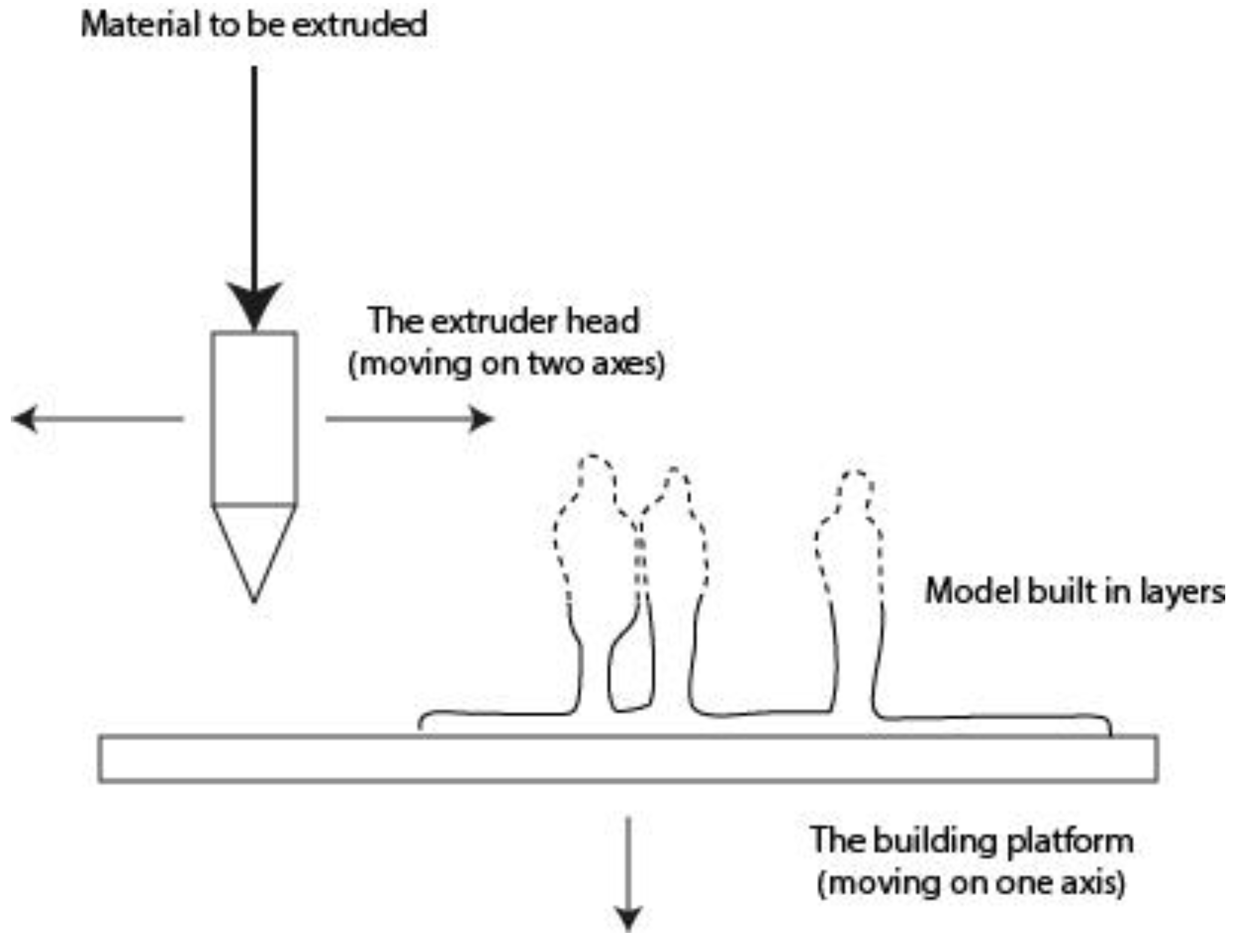
3.2. Evaluating the Rapid Prototyping Process
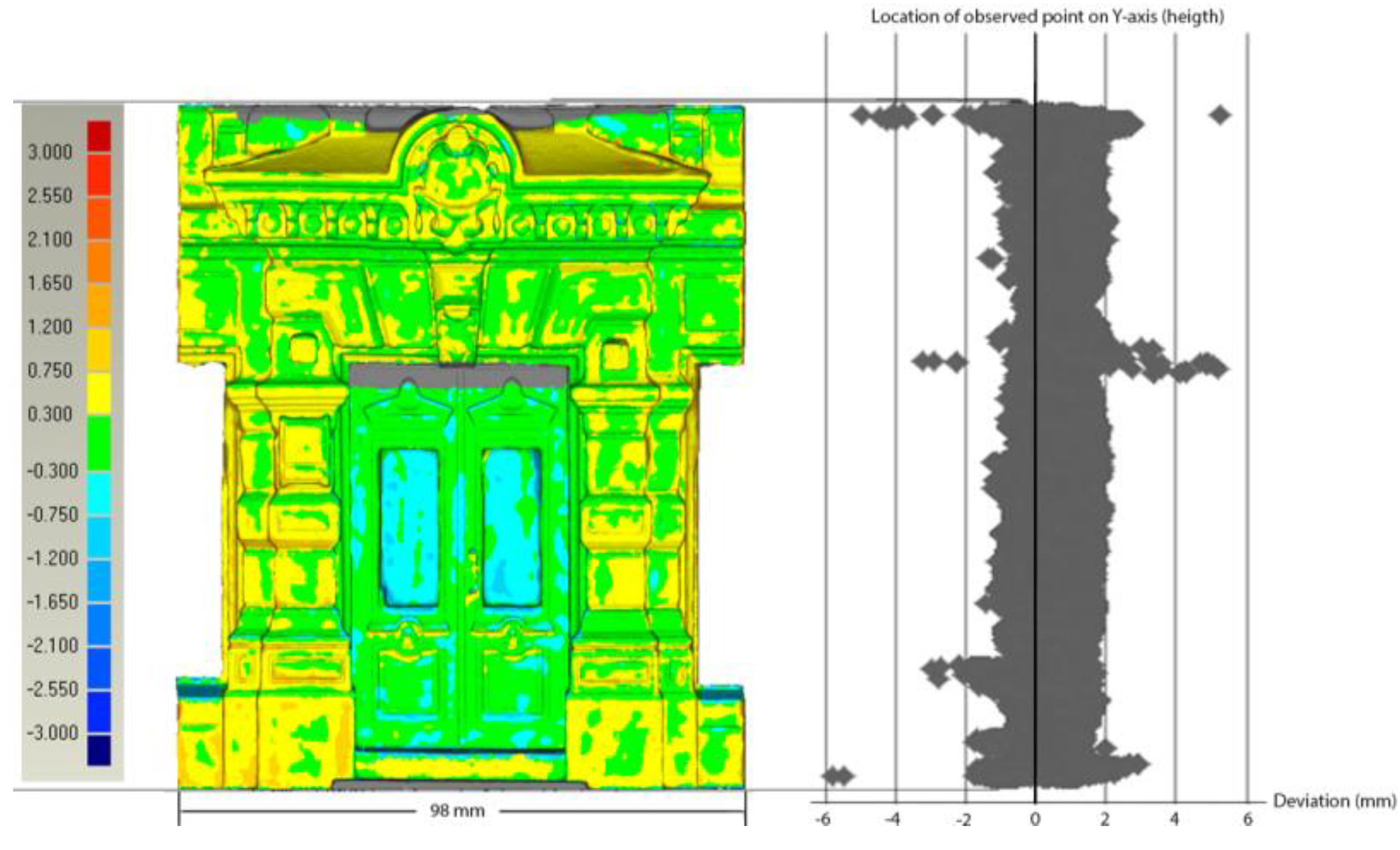
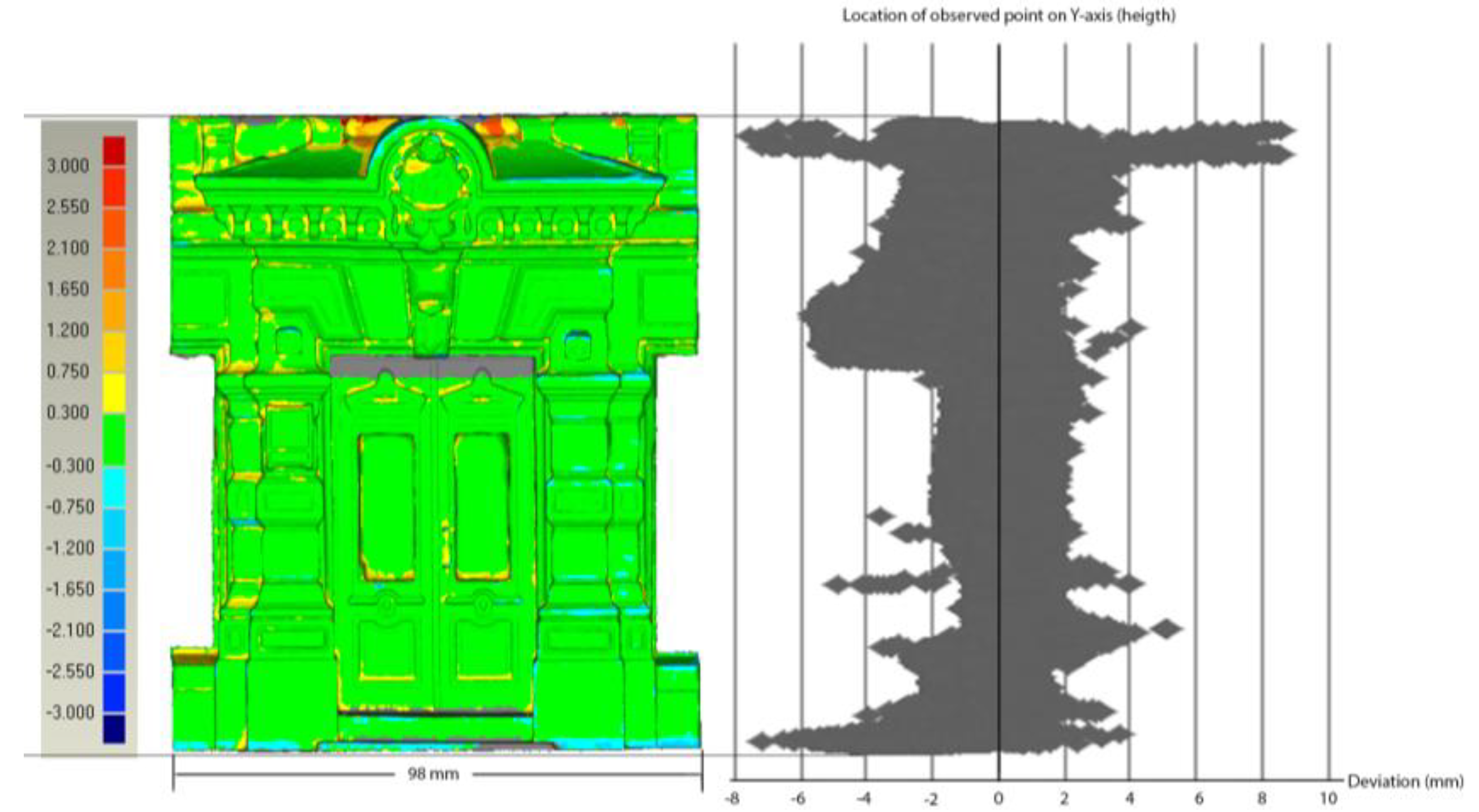
3.3. Evaluation the Completed Models
4. Results
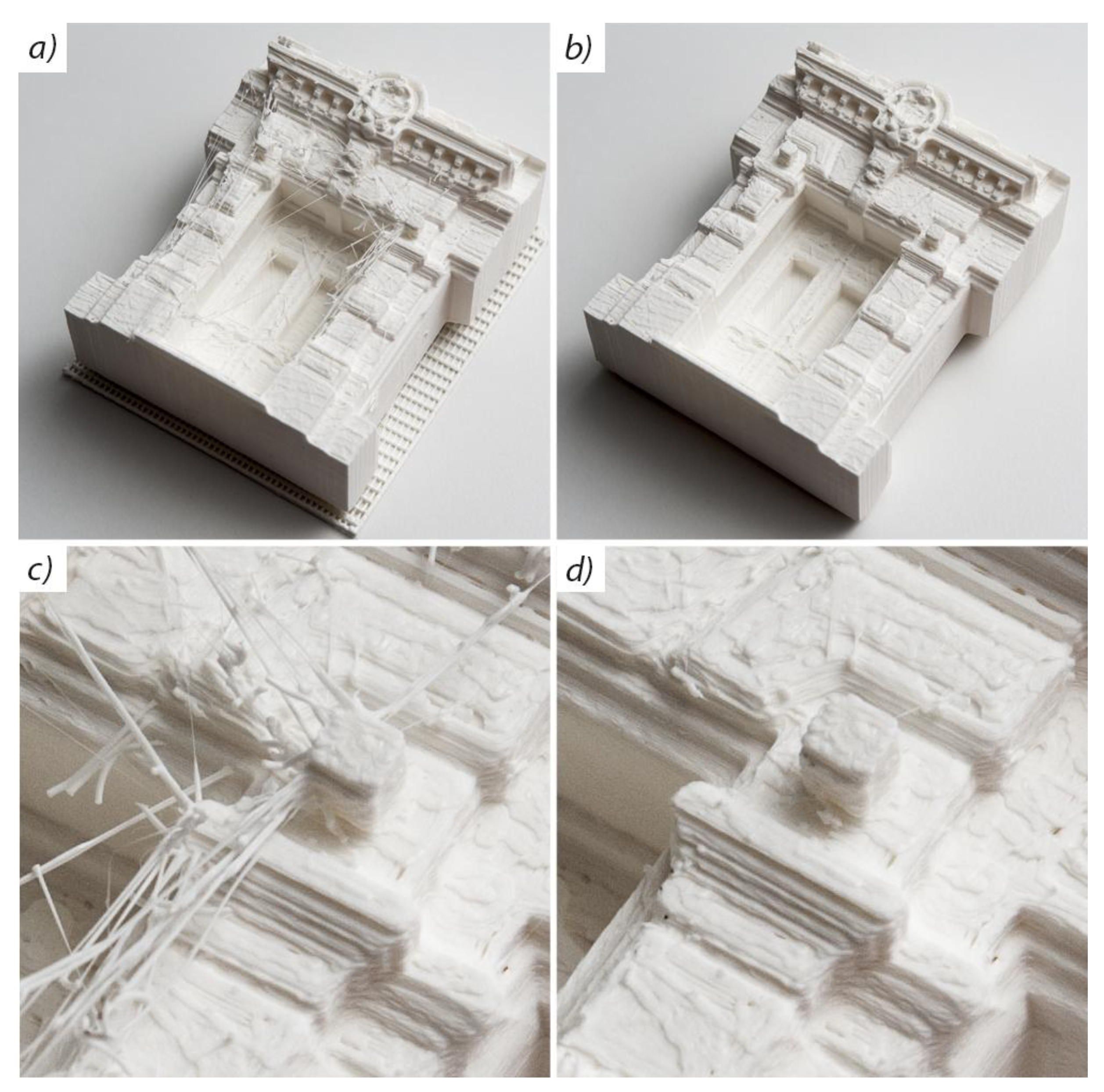
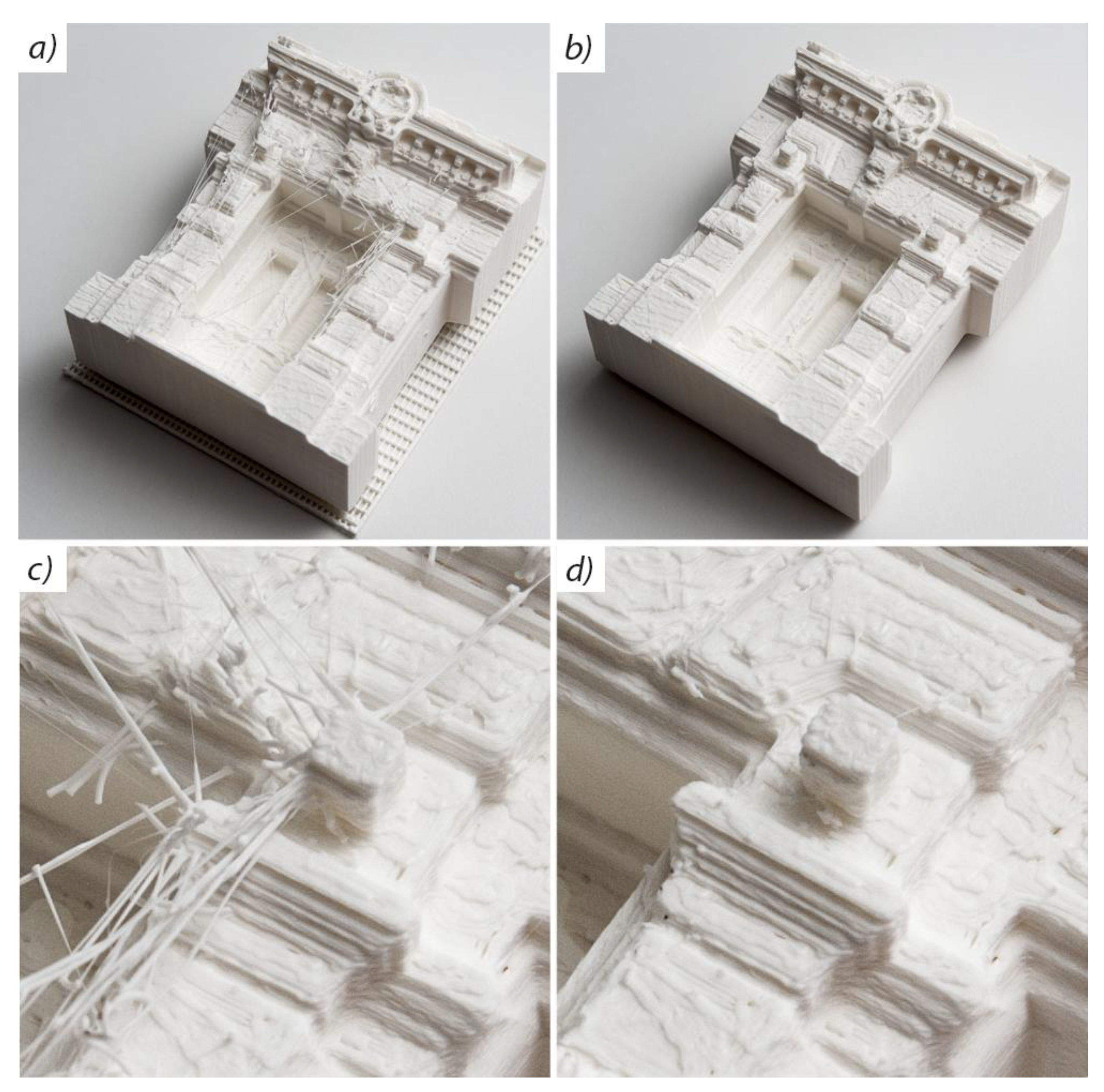
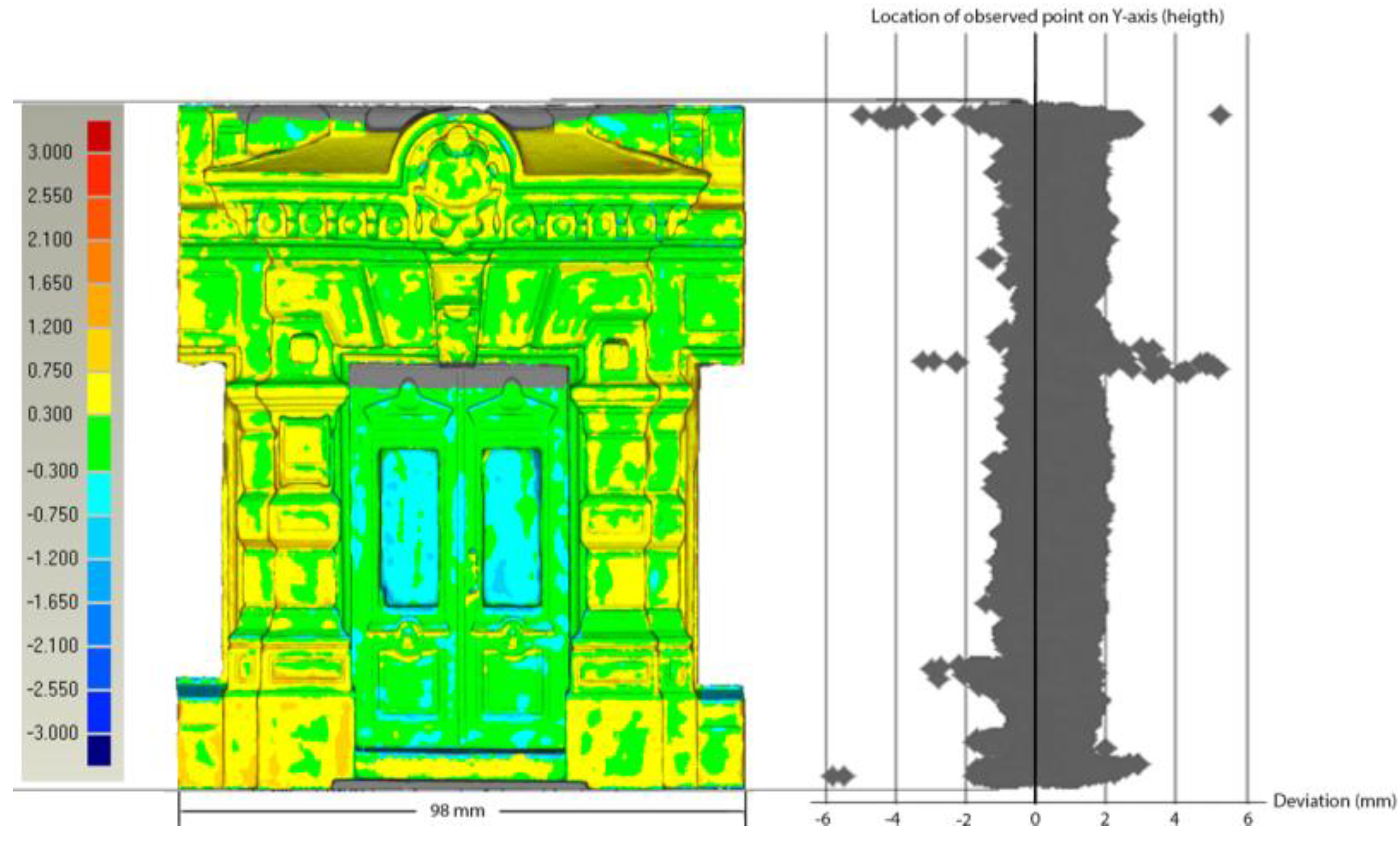
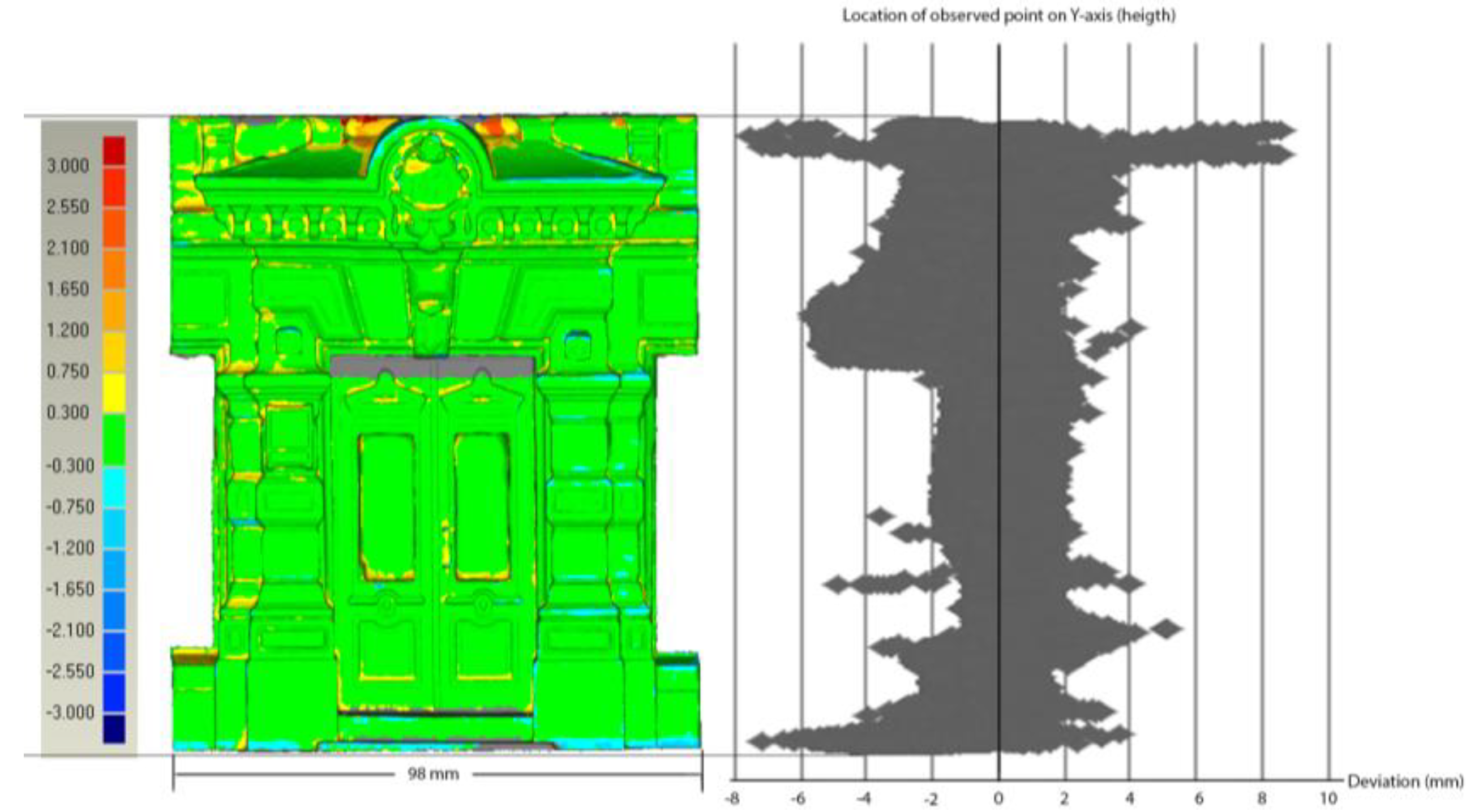
4.1. Segment of Façade from Grönqvist’s Building

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Case | Grönqvist’s Building | Grönqvist’s Building | Statue |
|---|---|---|---|
| Manufacturer | Stratasys | Ultimaker | Ultimaker |
| Model | Prodigy Plus | Ultimaker Kit (BETA) | Ultimaker Kit (BETA) |
| Build envelope size | 203 × 203 × 305 mm | 210 × 210 × 220 mm | 210 × 210 × 220 mm |
| Build material used | ABS plastic | PLA plastic (white) | PLA plastic (metallic gray) |
| Software used to generate toolpaths | Stratasys Insight | Netfabb Studio Basic for Ultimaker 4.9 | Cura 12.08 |
| Layer thickness used in manufacturing | 0.245 mm | 0.150 mm | 0.200 mm |
| Software used in mesh modeling | Geomagic Studio 11, 64 Bit Edition | Geomagic Studio 11, 64 Bit Edition | Geomagic Studio 11, 64 Bit Edition |
| Total amount of facets in mesh model | 1,322,068 | 1,322,068 | 2,224,986 |
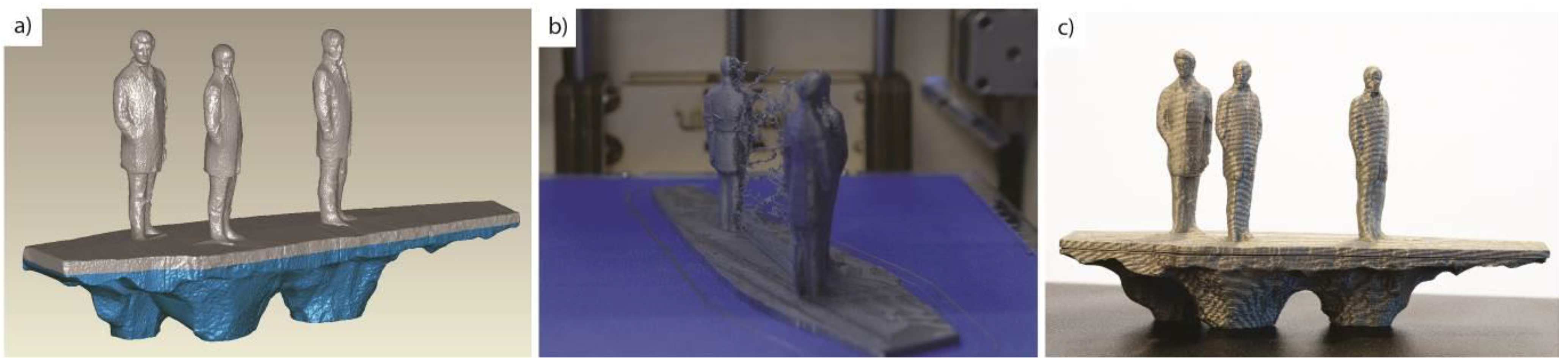
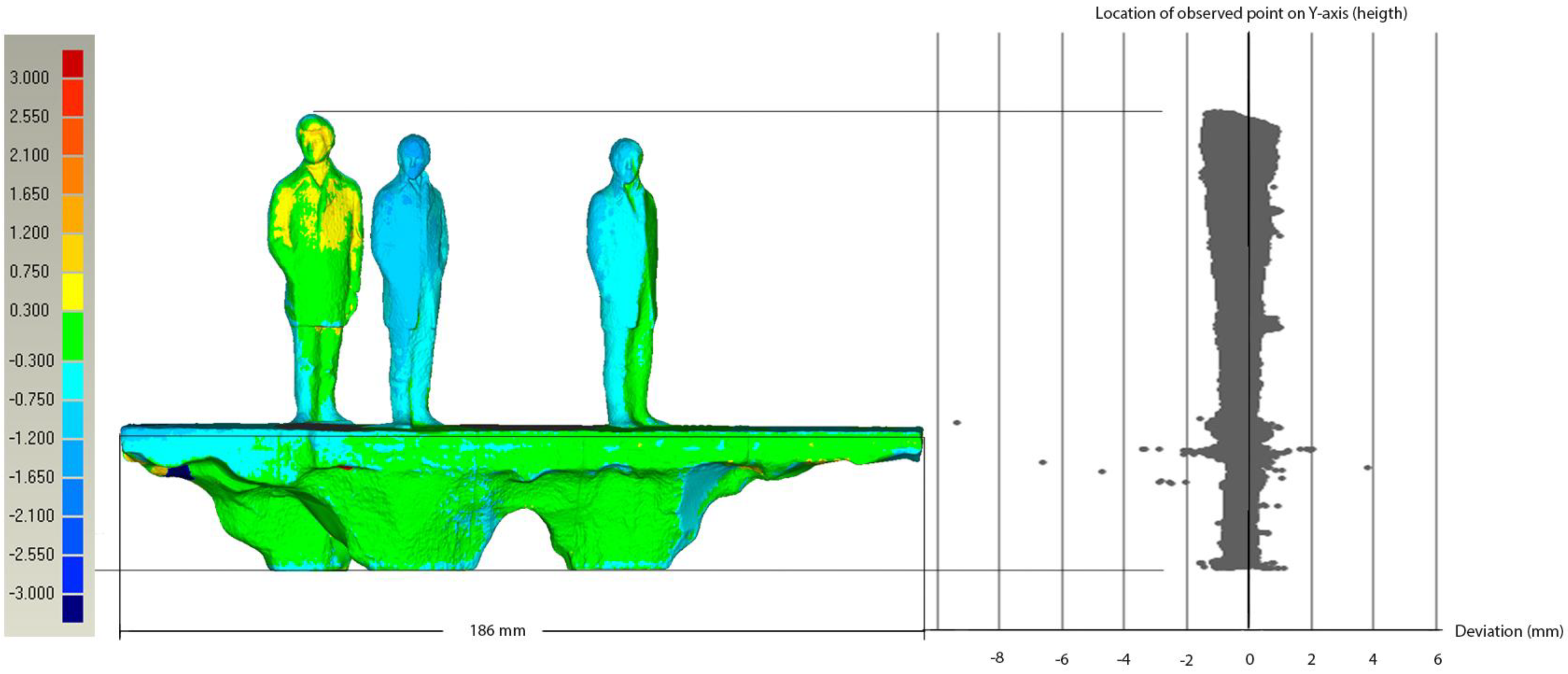
4.2. Statue at the University of Turku Campus
4.3. Analyzing the Data Sets Used
| Parameter | Statue Mesh Model | Façade Segment Mesh Model |
|---|---|---|
| Bounding box (mm) | 54 × 188 × 107 | 99 × 119 × 55 |
| Scale (to real measured target) | 1:40 | 1:40 |
| Amount of triangles in mesh | 2,224,986 | 1,322,068 |
| Mesh surface area (mm2) | 30,157.2 | 47,762.6 |
| Mesh volume (mm3) | 145,749.0 | 355,536.2 |
| C2 = v/n | 0.066 | 0.437 |
| C3 = v/a | 4.833 | 7.444 |
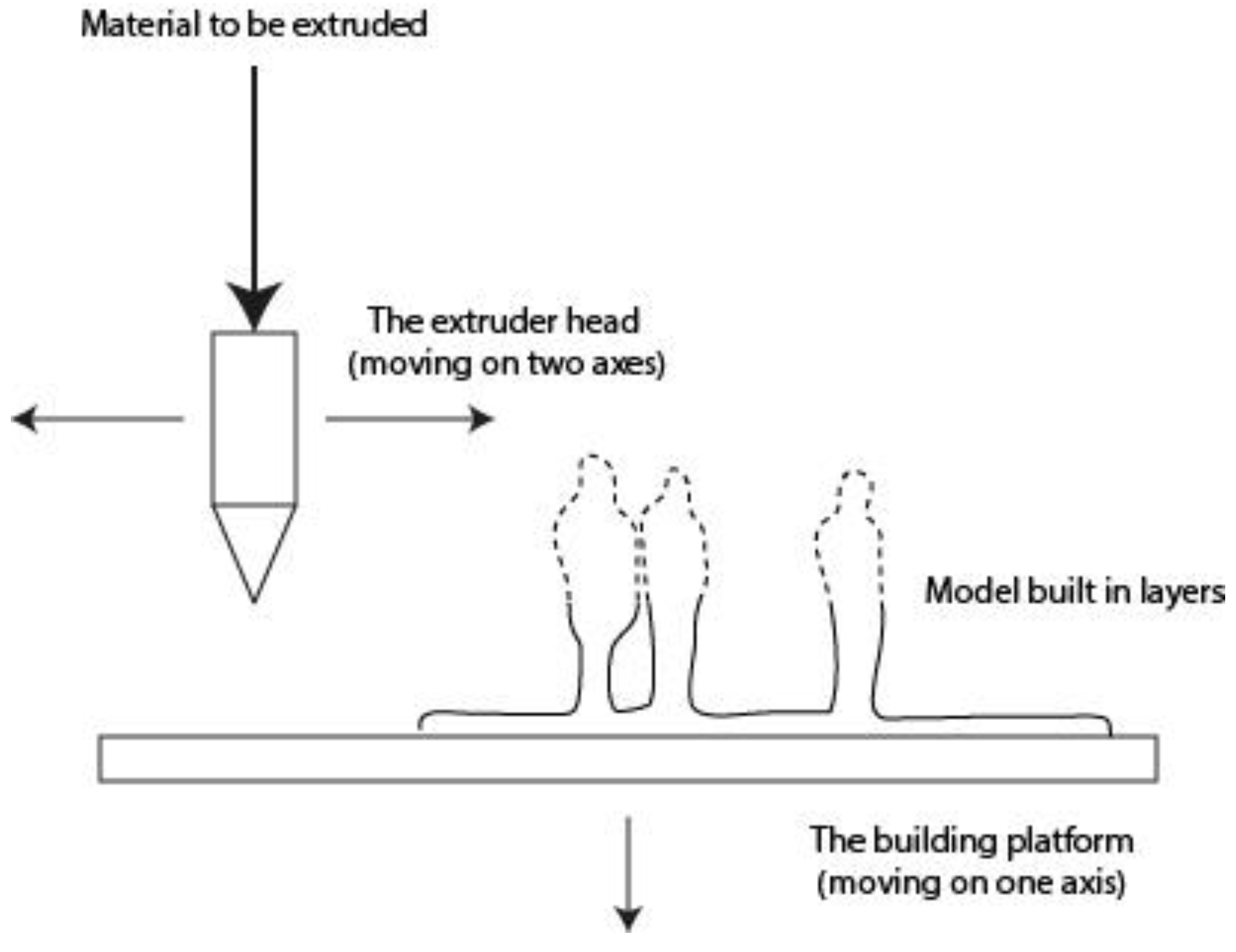
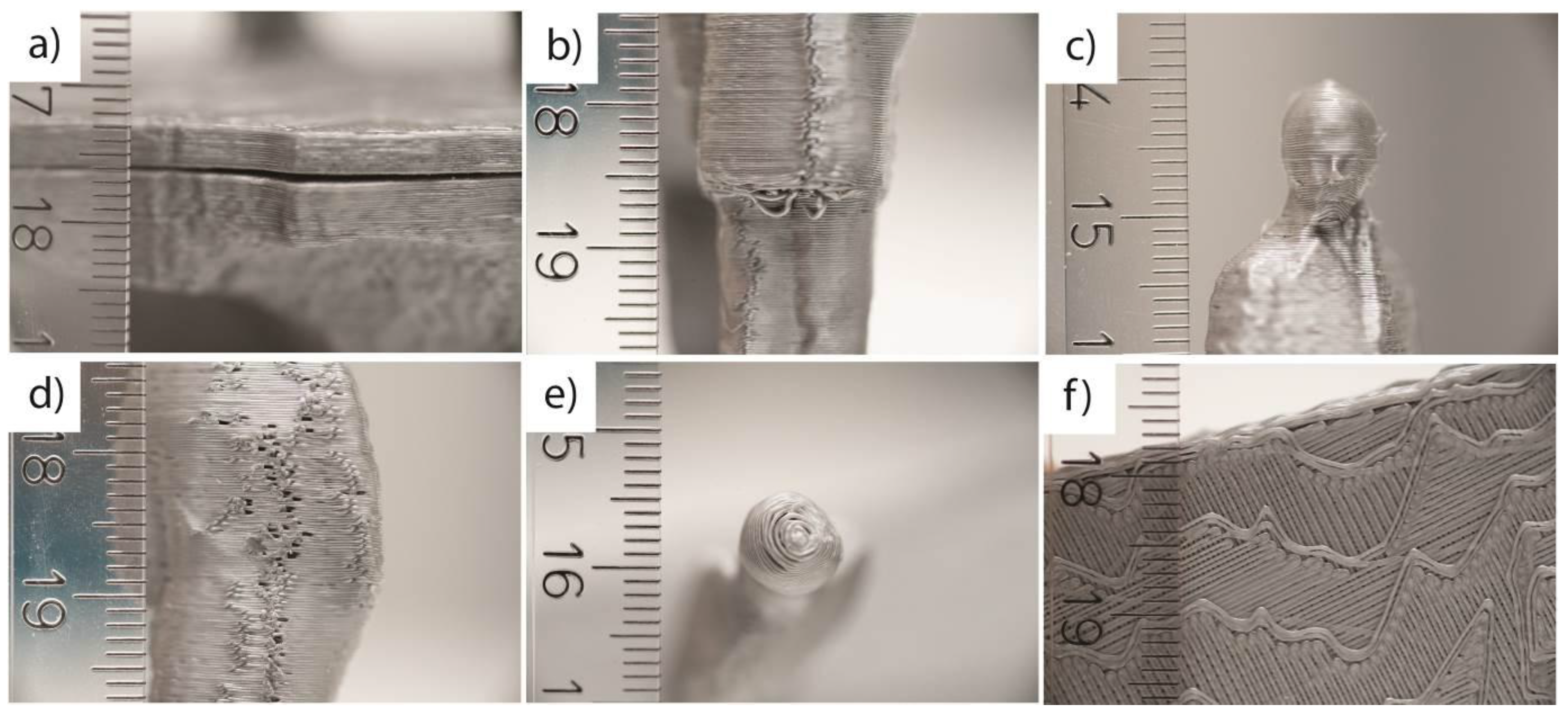
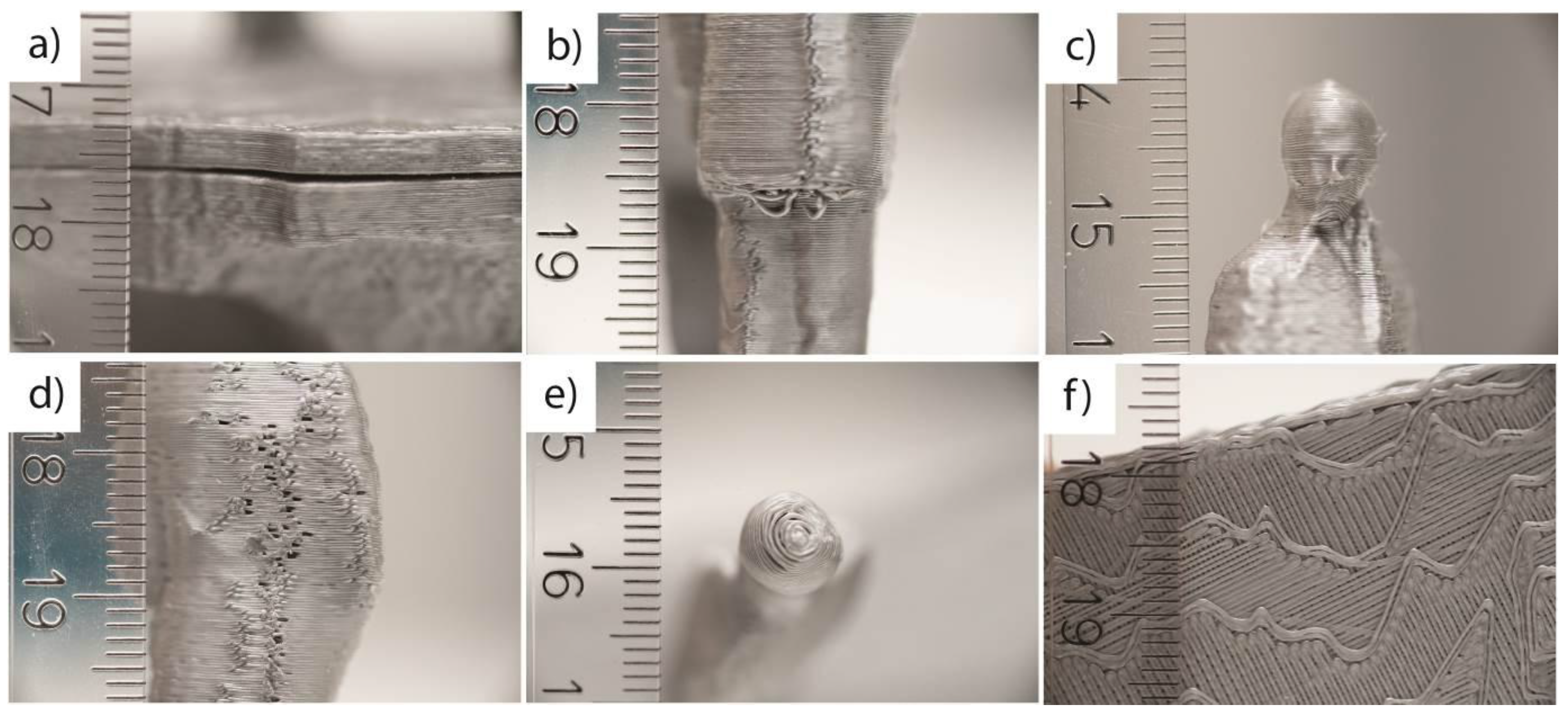
4.4. Analyzing the RP Process
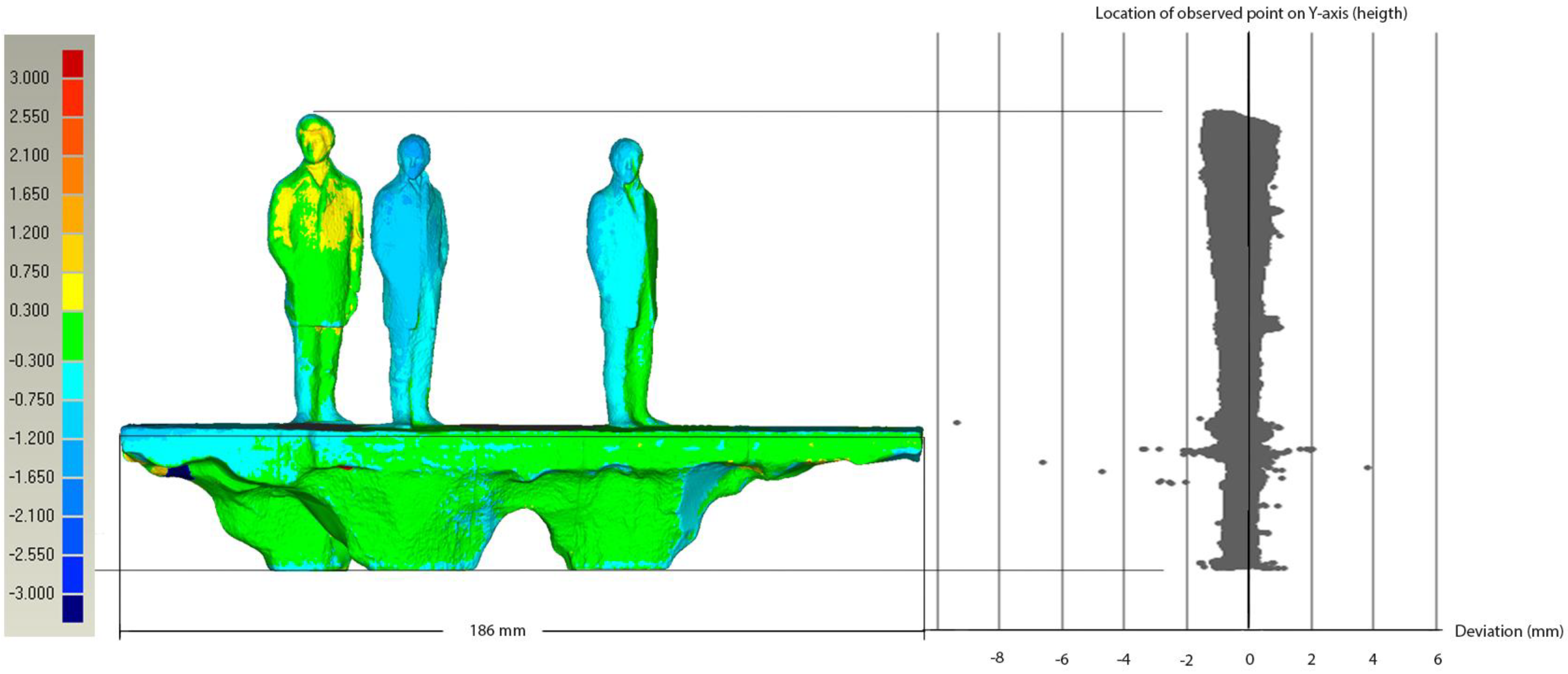
4.5. Analyzing the Completed Models
| Type of Artifact | Façade Segment Model (Stratasys Prodigy Plus) | Façade Segment Model (Ultimaker BETA) | Statue Model |
|---|---|---|---|
| Visible layers | X | X | X |
| Step pattern | X | X | X |
| Hanging layers | X | ||
| Gaps in layers | X | X | |
| Over/under extrusion | X | X | X |
| Seam | X |
| Model | Statue | Façade Segment (Prodigy Plus) | Façade Segment (Ultimaker BETA) |
|---|---|---|---|
| Standard deviation | 0.35 mm | 0.42 mm | 0.36 mm |
| Average deviation (+/−) | +0.19/−0.36 mm | +0.51/−0.28 mm | +0.25/−0.23 mm |
5. Discussion and Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Sass, L. Rapid Prototyping Techniques for Building Program Study. In Proceedings of the 9th International Conference on Computer Aided Architectural Design Research in Asia (CAADRIA ‘04), Seoul, Korea, 28–30 April 2004; Lee, H.S., Choi, J., Eds.; Institute of Millennium Environmental Design and Research, Yonsei University and the Korean Housing Association: Seoul, Korea, 2004; pp. 655–670. [Google Scholar]
- Celani, G.; Piccoli, V. The roles of a model. Arquiteturarevista 2010, 6, 50–62. [Google Scholar] [CrossRef]
- Chua, C.K.; Chou, S.M.; Wong, T.S. A study of the state-of-the-art rapid prototyping technologies. Int. J. Adv. Manuf. Technol. 1998, 14, 146–152. [Google Scholar] [CrossRef]
- Tucci, G.; Bonora, V. From Real to... “Real”. A Review of Geomatic and Rapid Prototyping Techniques for Solid Modelling in Cultural Heritage Field. In Proceedings of the ISPRS Trento 2011 Workshop, Trento, Italy, 2–4 March 2011; Remondino, F., El-Hakim, S., Eds.; Copernicus GmbH: Göttingen, Germany, 2010; Volume XXXVIII-5/W16. [Google Scholar]
- Tucci, G.; Bonora, V. Application of High Resolution Scanning Systems for Virtual Moulds and Replicas of Sculptural Works. In Proceedings of the Twenty-First CIPA Symposium, Athens, Greece, 1–6 October 2007; Copernicus GmbH: Göttingen, Germany, 2007; Volume XXXVI-5/C53, pp. 721–726. [Google Scholar]
- Mueller, D.H.; Mueller, H. Experiences Using Rapid Prototyping Techniques to Manufacture Sheet Metal Forming Tools. In Proceedings of the ISATA Conference, Dublin, Ireland, 25–27 September 2000.
- Yang, T.; Buswell, R.A.; Cook, M.J. Exploring Rapid Prototyping Techniques for Validating Numerical Models of Naturally Ventilated Buildings. In Proceedings of the 12th International IBPSA Conference, International Building Performance Simulation Association, Sydney, Australia, 14–16 November 2011; pp. 965–971.
- Rase, W.-D. Physical Models of GIS Objects by Rapid Prototyping. In Proceedings of the ISPRS Commission IVSymposium 2002, Ottawa, ON, Canada, 9–12 July 2002; Armenakis, C., Lee, Y.C., Eds.; Volume XXXIV. Part 4.
- Yan, X.; Gu, P. A review of rapid prototyping technologies and systems. Comput. Aided Des. 1996, 28, 307–318. [Google Scholar] [CrossRef]
- Upcraft, S.; Fletcher, R. The rapid prototyping technologies. Assem. Autom. 2003, 23, 318–330. [Google Scholar] [CrossRef]
- Pei, E.; Campbell, R.I.; de Beer, D. Entry-level RP machines: How well can they cope with geometric complexity? Assem. Autom. 2011, 31, 153–160. [Google Scholar] [CrossRef]
- Creatr. Available online: https://www.lpfrg.com/product/creatr/ (accessed on 12 May 2014).
- Cube 3D Printer. Available online: http://cubify.com/en/Cube/TechSpecs (accessed on 12 May 2014).
- Ultimaker 2 Our Latest 3D Printer. Available online: https://www.ultimaker.com/pages/our-printers/ultimaker-2 (accessed on 12 May 2014).
- Solidoodle 3D Printer, 3rd Generation. Available online: http://store.solidoodle.com/index.php?route=product/product&product_id=79 (accessed on 12 May 2014).
- R1 “ABS + PLA Model” 3D Printer. Available online: http://www.robo3dprinter.com/collections/3d-printers/products/robo-3d-abs-model-fully-assembled (accessed on 12 May 2014).
- Makerbot Replicator Mini. Available online: http://store.makerbot.com/replicator-mini (accessed on 12 May 2014).
- 3D Printing Service i.materialise. Available online: http://i.materialise.com/ (accessed on 3 December 2013).
- Shapeways—Make, Buy, and Sell Products with 3D Printing. Available online: http://www.shapeways.com/ (accessed on 3 December 2013).
- Fraser, C.S. Network Design. In Close-Range Photogrammetry and Machine Vision; Atkinson, K.B., Ed.; Whittles Publishing: Caithness, UK, 1996; pp. 256–282. [Google Scholar]
- Grün, A.; Remondino, F.; Zhang, L. 3D Modeling and Visualization of Large Cultural Heritage Sites at Very High Resolution: The Bamiyan Valley and Its Standing Buddhas. In Proceedings of the XXth ISPRS Congress Technical Commission V, Istanbul, Turkey, 12–23 July 2004; Altan, O., Ed.; Volume XXXV, Part B5. pp. 603–608.
- Bethmann, F.; Herd, B.; Luhmann, T.; Ohm, J. Free-Form Surface Measurement with Image Sequences Under Consideration of Disturbing Objects. In Optical 3D Measurement Techniques; Technical University Vienna: Vienna, Austria, 2009; pp. 51–61. [Google Scholar]
- Cornelis, N.; Leibe, B.; Cornelis, K.; van Gool, L. 3D urban scene modeling integrating recognition and reconstruction. Int. J. Comput. Vis. 2008, 78, 121–141. [Google Scholar] [CrossRef]
- González-Jorge, H.; Riveiro, B.; Armesto, J.; Arias, P. Standard artifact for the geometric verification of terrestrial laser scanning systems. Opt. Laser Technol. 2011, 43, 1249–1256. [Google Scholar] [CrossRef]
- Vaaja, M.; Hyyppä, J.; Kukko, A.; Kaartinen, H.; Hyyppä, H.; Alho, P. Mapping topography changes and elevation accuracies using a mobile laser scanner. Remote Sens. 2011, 3, 587–600. [Google Scholar] [CrossRef]
- Arayici, Y. An approach for real world data modelling with the 3D terrestrial laser. Autom. Constr. 2007, 16, 816–829. [Google Scholar] [CrossRef]
- Buckley, S.J.; Howell, J.A.; Enge, H.D.; Kurz, T. Terrestrial laser scanning in geology: Data acquisition, processing and accuracy considerations. J. Geol. Soc. 2008, 165, 625–638. [Google Scholar] [CrossRef]
- Pu, S. Automatic Building Modelling from Terrestrial Laser Scanning. In Advances in 3D Geoinformation Systems; Springer: Berlin/Heidelberg, Germany, 2008; pp. 147–160. [Google Scholar]
- Pu, S.; Vosselman, G. Knowledge based reconstruction of building models from terrestrial laser scanning data. ISPRS J. Photogramm. Remote Sens. 2009, 64, 575–584. [Google Scholar] [CrossRef]
- Hyyppa, J.; Jaakkola, A.; Hyyppa, H.; Kaartinen, H.; Kukko, A.; Holopainen, M.; Zhu, L.; Vastaranta, M.; Kaasalainen, S.; Krooks, A.; et al. Map Updating and Change Detection Using Vehicle-Based Laser Scanning. In Proceedings of the Urban Remote Sensing Event, 2009 Joint, Shanghai, China, 20–22 May 2009.
- Barber, D.; Mills, J.; Smith-Voysey, S. Geometric validation of a ground-based mobile laser scanning system. ISPRS J. Photogramm. Remote Sens. 2008, 63, 128–141. [Google Scholar] [CrossRef]
- Puente, I.; Gonzales-Jorge, H.; Riveiro, B.; Arias, P. Accuracy verification of the Lynx Mobile Mapper system. Opt. Laser Technol. 2013, 45, 578–586. [Google Scholar] [CrossRef]
- Beraldin, J.-A.; Picard, M.; El-Hakim, S.F.; Godin, G.; Valzano, V.; Bandiera, A.; Latouche, C. Virtualizing a Byzantine Crypt by Combining High-Resolution Textures with Laser Scanner 3D Data. In Proceedings of the VSMM 2002, Gyeongju, Korea, 25–27 September 2002.
- Voigt, A.; Martens, B. Development of 3D Tactile Models for the Partially Sighted to Facilitate Spatial Orientation. In Proceedings of the 24th eCAADe Conference, Volos, Greece, 6–9 September 2006.
- Balzani, M.; Santopuoli, N.; Grieco, A.; Zaltron, N. Laser Scanner 3D Survey in Archaeological Field: The Forum of Pompeii. In Proceedings of International Conference on Remote Sensing Archaeology, Beijing, China, 18–21 October 2004.
- Reznicek, J.; Pavelka, K. Culture Heritage Preservation with Optical Correlation Scanner. In Proceedings of the 22nd CIPA Symposium, Kyoto, Japan, 11–15 October 2009.
- Sansoni, G.; Trebeschi, M.; Docchio, F. State-of-the-art and applications of 3D imaging sensors in industry, cultural heritage, medicine, and criminal investigation. Sensors 2009, 9, 568–601. [Google Scholar] [CrossRef]
- Schwarzbach, F.; Sarjakoski, T.; Oksanen, J.; Sarjakoski, L.T.; Weckman, S. Physical 3D Models from LIDAR Data as Tactile Maps for Visually Impaired Persons. In True-3D in Cartography; Springer: Berlin/Heidelberg, Germany, 2012; pp. 169–183. [Google Scholar]
- Rase, W.-D. Visualization of Cartographic Surfaces Using 3D Printing and Subsurface Engraving. Available online: http://www.bbsr.bund.de/cln_016/nn_340582/BBSR/DE/Raumbeobachtung/DE/Raumbeobachtug/Werkzeuge/Visualisierung/Veroeffentlichungen__Artikel/Veroeffentlichungen__Downloads.html (accessed on 12 December 2013).
- Valentan, B.; Brajlih, T.; Drstvensek, I.; Balic, J. Basic solutions on shape complexity evaluation of STL data. J. Achiev. Mater. Manuf. Eng. 2008, 26, 73–80. [Google Scholar]
- ZPrinter® 450. Available online: http://www.zcorp.com/en/Products/3D-Printers/ZPrinter-450/spage.aspx (accessed on 3 December 2013).
- Kukko, A.; Kaartinen, H.; Hyyppä, J.; Chen, Y. Multiplatform mobile laser scanning: Usability and performance. Sensors 2012, 12, 11712–11733. [Google Scholar] [CrossRef]
© 2014 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/3.0/).
Share and Cite
Virtanen, J.-P.; Hyyppä, H.; Kurkela, M.; Vaaja, M.; Alho, P.; Hyyppä, J. Rapid Prototyping — A Tool for Presenting 3-Dimensional Digital Models Produced by Terrestrial Laser Scanning. ISPRS Int. J. Geo-Inf. 2014, 3, 871-890. https://doi.org/10.3390/ijgi3030871
Virtanen J-P, Hyyppä H, Kurkela M, Vaaja M, Alho P, Hyyppä J. Rapid Prototyping — A Tool for Presenting 3-Dimensional Digital Models Produced by Terrestrial Laser Scanning. ISPRS International Journal of Geo-Information. 2014; 3(3):871-890. https://doi.org/10.3390/ijgi3030871
Chicago/Turabian StyleVirtanen, Juho-Pekka, Hannu Hyyppä, Matti Kurkela, Matti Vaaja, Petteri Alho, and Juha Hyyppä. 2014. "Rapid Prototyping — A Tool for Presenting 3-Dimensional Digital Models Produced by Terrestrial Laser Scanning" ISPRS International Journal of Geo-Information 3, no. 3: 871-890. https://doi.org/10.3390/ijgi3030871
APA StyleVirtanen, J.-P., Hyyppä, H., Kurkela, M., Vaaja, M., Alho, P., & Hyyppä, J. (2014). Rapid Prototyping — A Tool for Presenting 3-Dimensional Digital Models Produced by Terrestrial Laser Scanning. ISPRS International Journal of Geo-Information, 3(3), 871-890. https://doi.org/10.3390/ijgi3030871