

Synthesized Improvement of Die Fly and Die Shift Concerning the Wafer Molding Process for Ultrafine SAW Filter FOWLP


Abstract
:1. Introduction
- The pressure–volume–temperature (P-V-T) equation considering cavity vacuum is proposed to describe the internal mechanism of the volume change of epoxy molding materials. It not only achieves lower costs but also increases the yields per wafer.
- The model focuses on the die fly caused by the mold flow, which benefits the die shift control. Based on the proposed theory, simulation and experiments quantitatively characterized two molding materials. Given the effects on die fly and shift, an optimization scheme is developed to adapt advanced IC packaging.
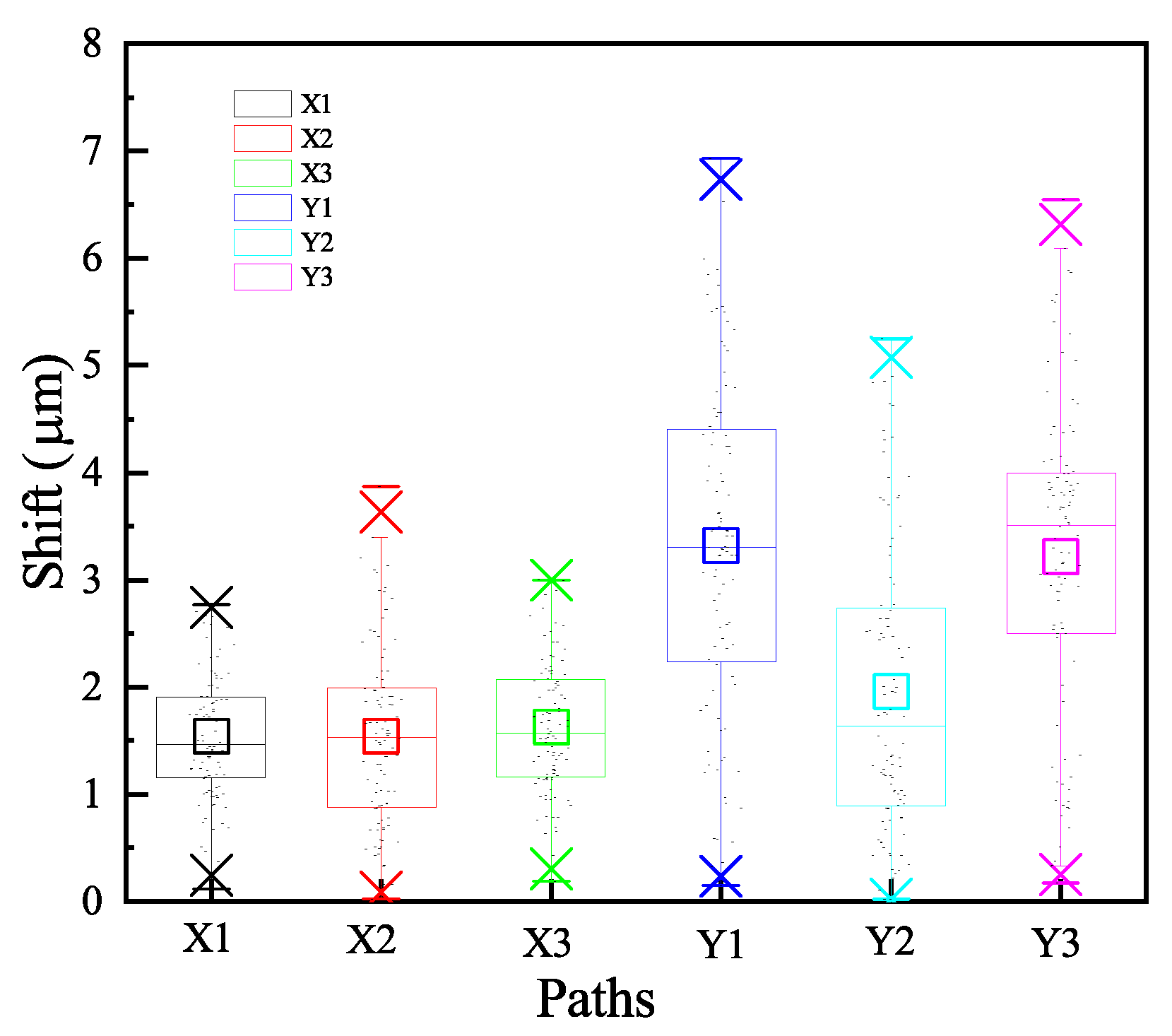
- Most importantly, we also determined that the molding material’s thermal shrinkage and curing shrinkage in the spiral dispensing mode are the main reasons for the mold shift during wafer molding. From the precompensation method, it can make the die shift less than 50 , and the mold area/package area ratio has a fatal effect on the die shift value.
- By varying the die thickness, die layout, and top mold compression speed, parametric studies are conducted to discuss their effect on die fly and shift.
2. Thermal Compression Molding Process
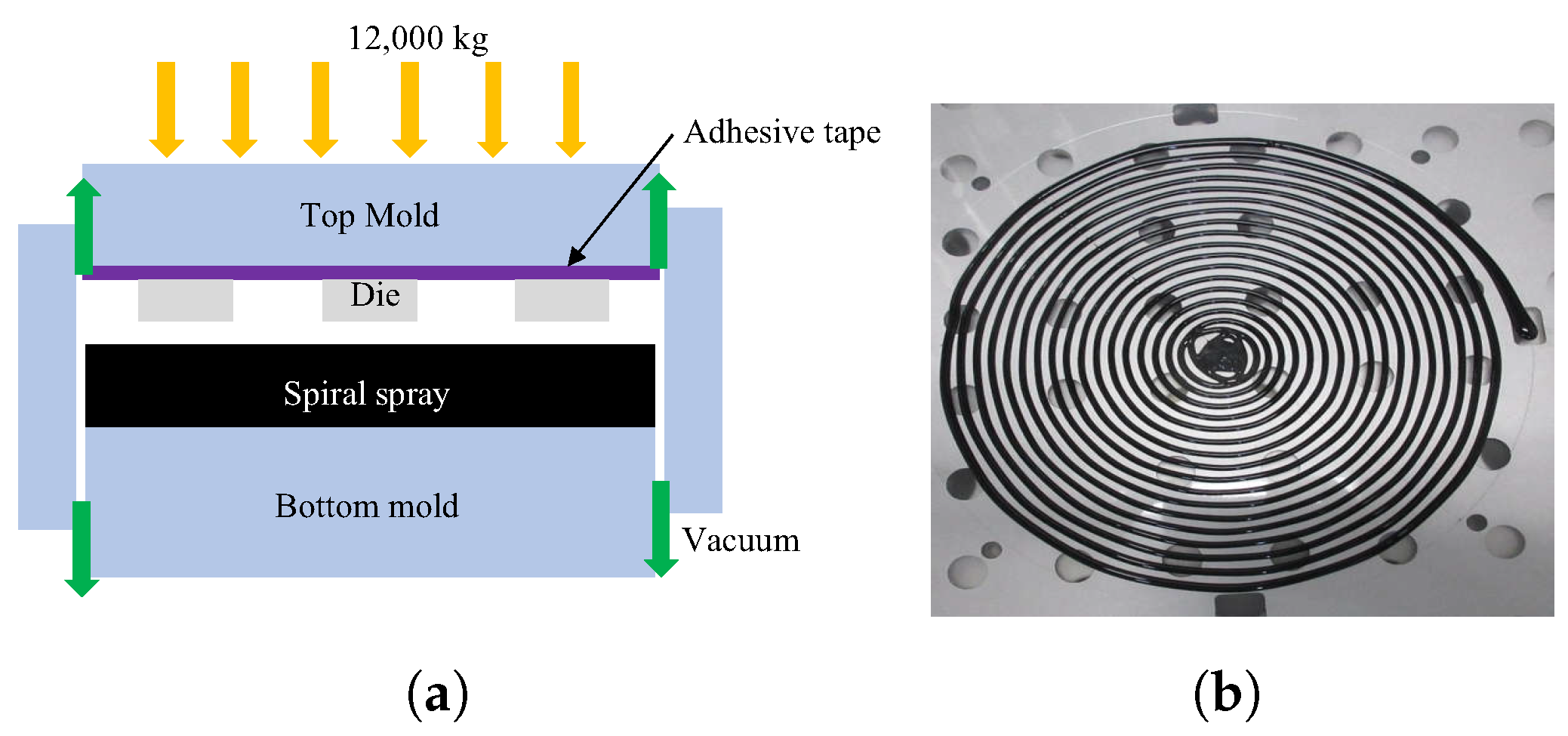
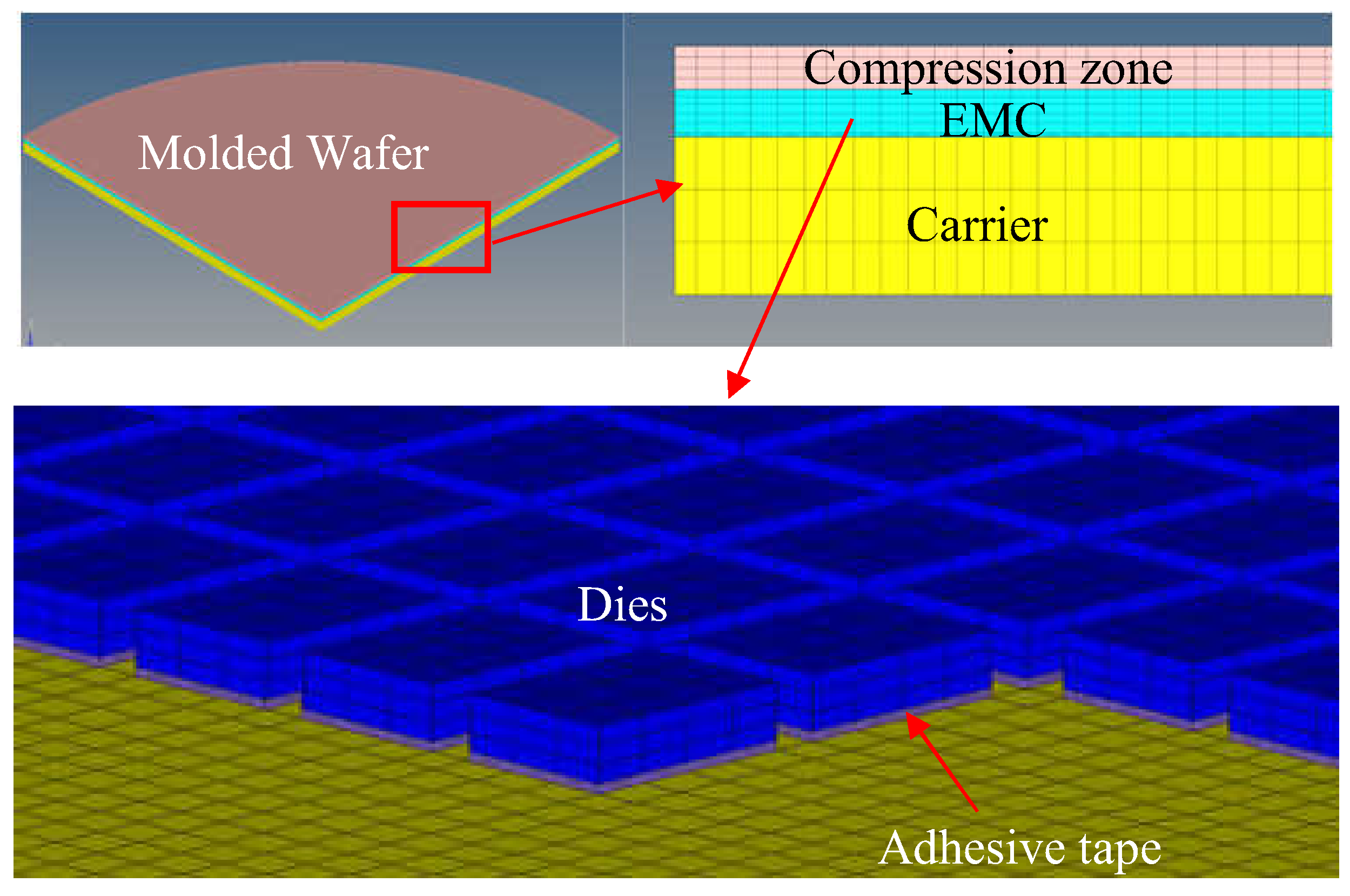
- The support carrier is attached with a heat-foaming double-adhesive tape, as shown in Figure 3. After the liner peeling, the foaming adhesive is in contact with a glass carrier, while the base adhesive in contact with dies.
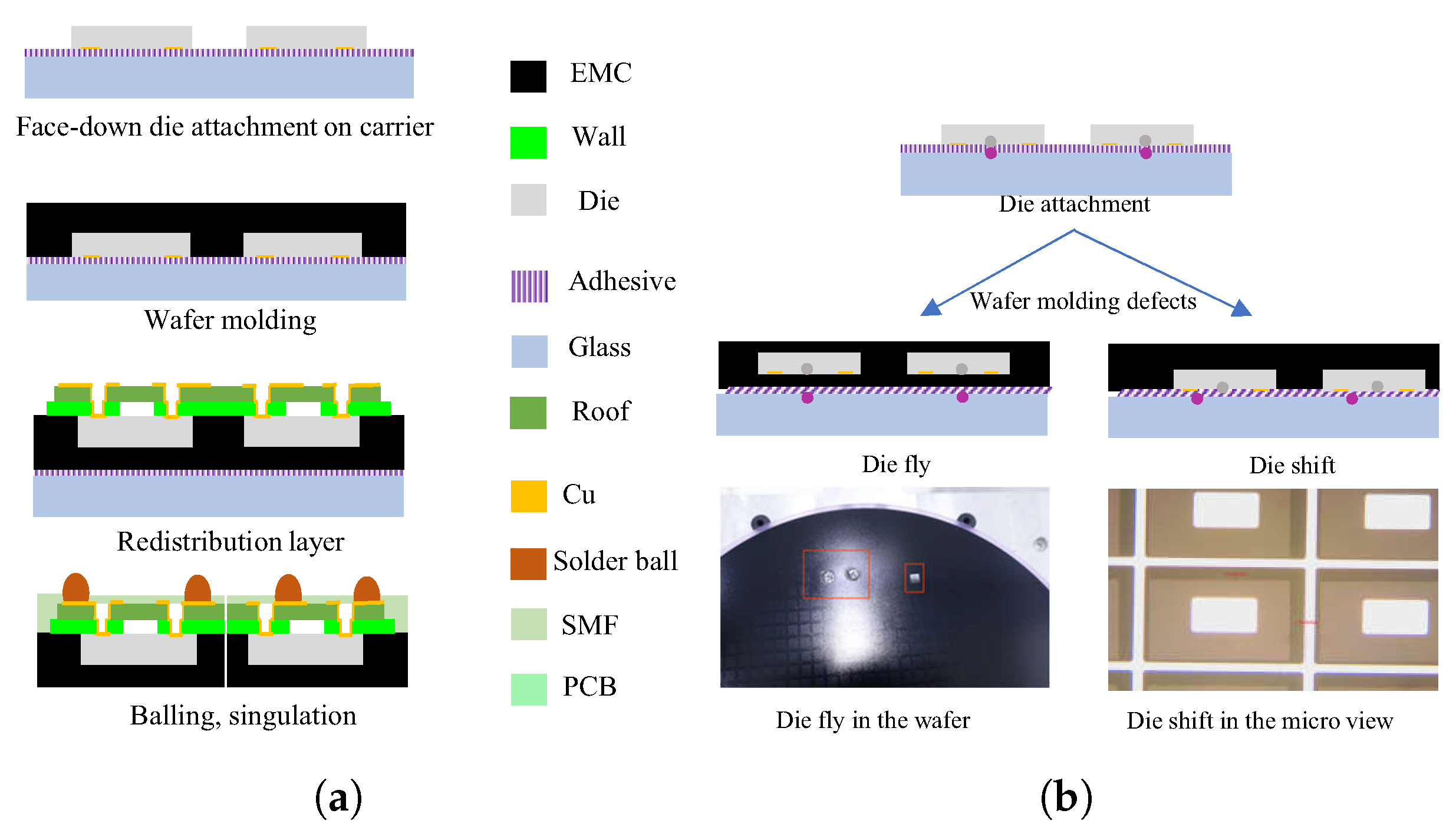
- The known good dies diced from the wafer are mounted on the carrier by the die mounter with the active side facing down to realize the prespecified layout. The die height is 200 , length and width is 737 × 517 , and the pitch is 150 . There are about 50,000 dies on 8-inch wafers (radius 103.5 mm).
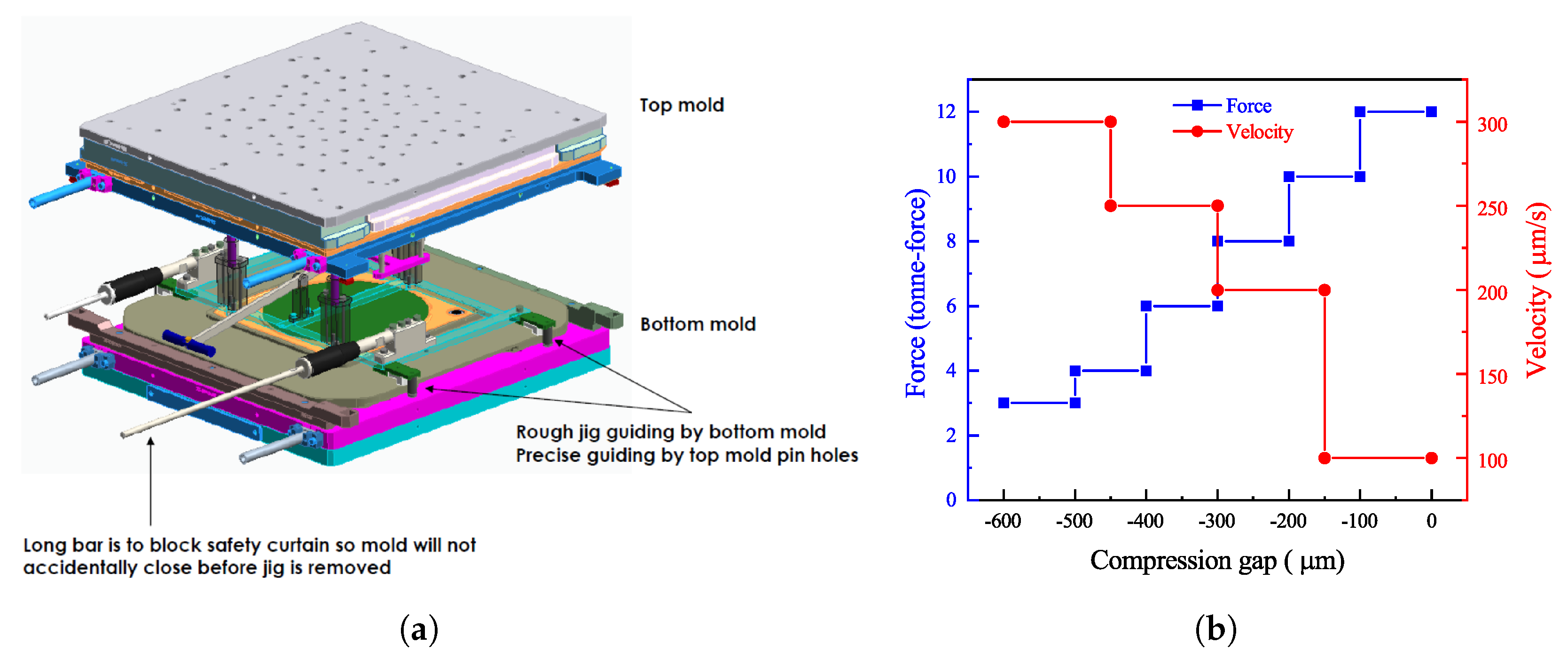
- After 15 s, the EMC is compressed to fill the entire cavity (mold cap) and reaches the setting pressure (12 tons). The plunger stops moving, and the four fine-tuning motors increase or decrease according to the actual thickness of the mold cap. The buffering spring force of the plunger is generally 150∼450 Kg.
- After 10 min of heat preservation, the EMC is cured, and the mold chamber is opened. Then, the wafer is removed by the hands of the operator or industrial robot, and the cooling stage is completed at the ambient temperature.
3. Mechanism of the Die Fly and Shift
3.1. Cohesive Zone Material Model for Debonding
3.2. The Mathematical Model for Mold Flow
4. Simulation and Experiment for Die Fly
4.1. Mold Flow Simulation
4.1.1. Effect of Die Thickness
4.1.2. Effect of the Die Layout
4.1.3. Effect of the Spiral Layout
4.2. Optimization Scheme
5. Simulation and Experiment for Die Shift
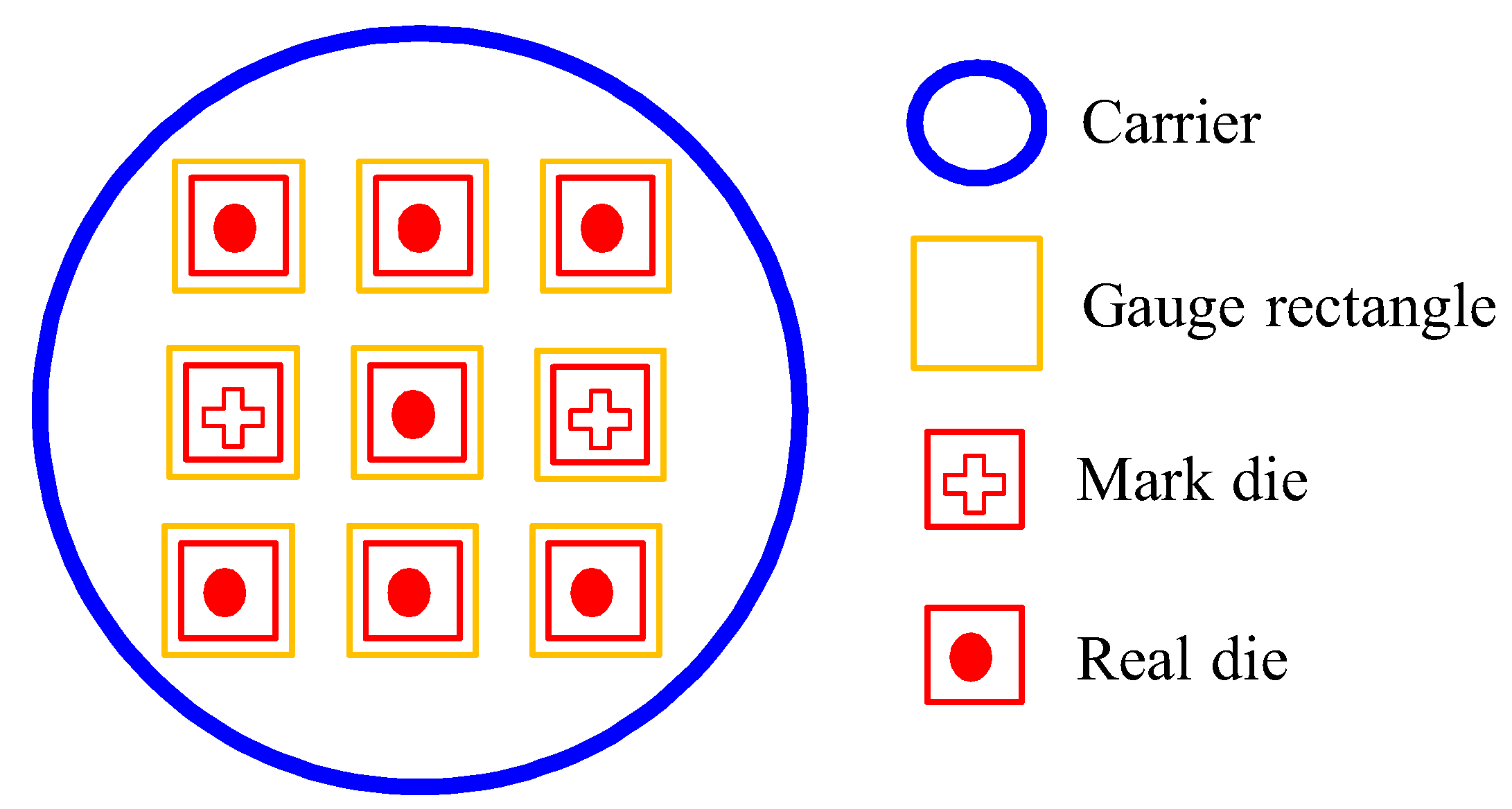
5.1. Optimization of the Die Shift Using Mounter Compensation
5.2. Alternative of EMC with Thermosetting Films
6. Conclusions
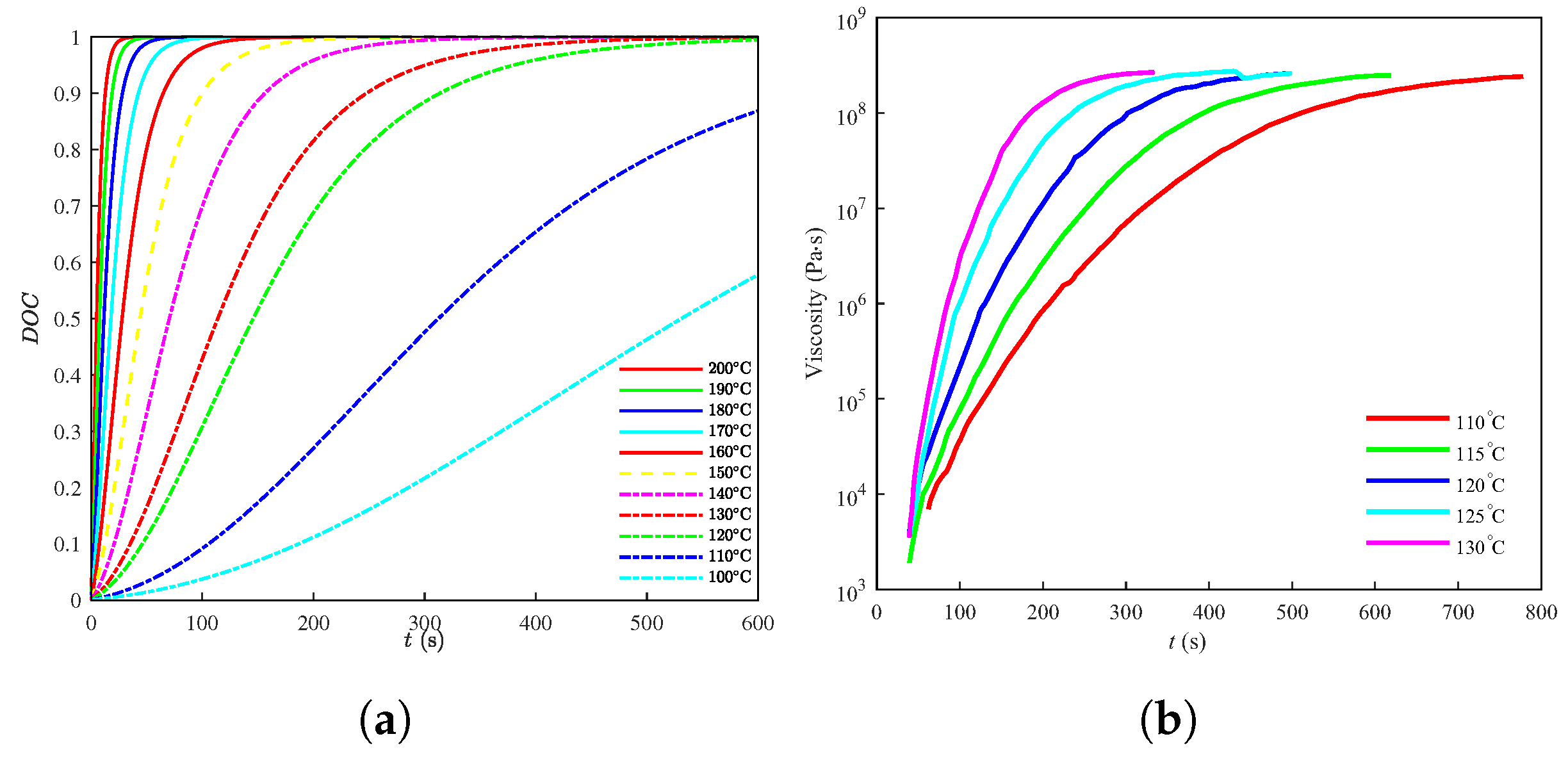
- The impact of fluid on the chip and bonding layer was analyzed with an experiment. The adhesive layer was equivalent to the CZM layer, and the curve law of the fluid viscosity and DOC of EMC were used for mode flow simulation. The von Mises stress was employed to evaluate the comprehensive stress on the adhesive layer.
- With the optimization of a process parameter, 100 kPa vacuum pressure, a speed of the top mold of 30 m/s, and a modified layout of the spiral and geometry of the die, the die fly is shut out to realize the high yield.
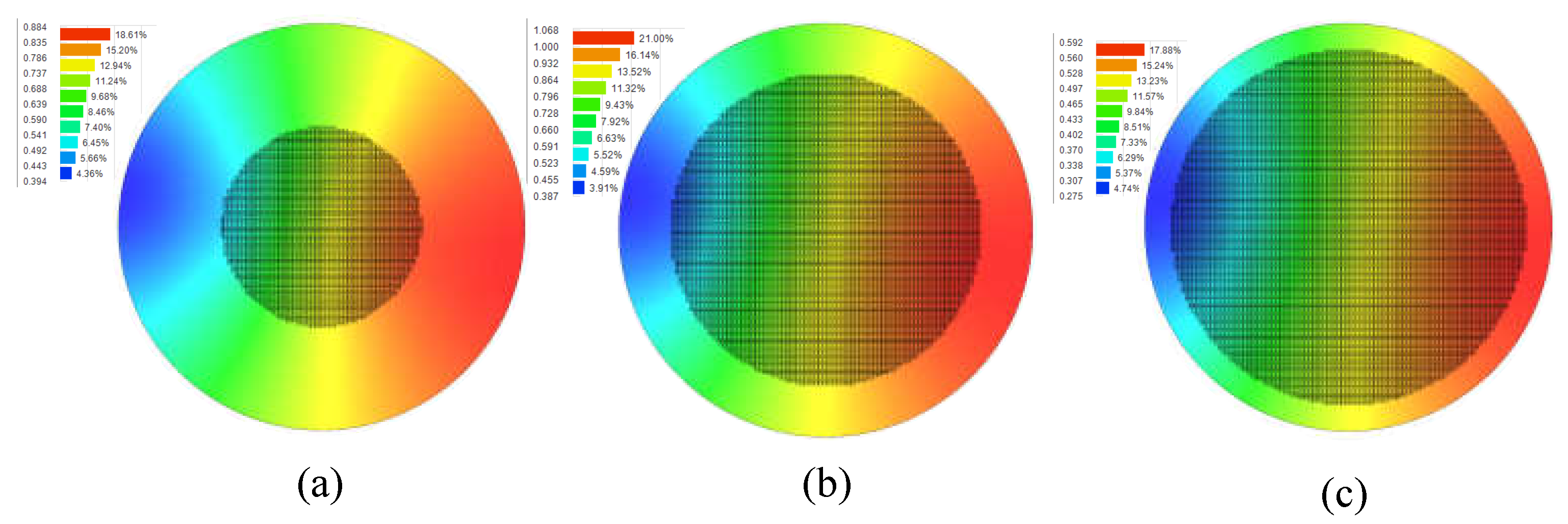
- In the cooling stage, the die shift suffers from the viscoelastic dynamic of the EMC and the anisotropy of LiTaO3. Since the die shift is linearly increased along the radius direction, the die shift issue is mitigated through the compensation in the premium stage of the die mounter.
- Based on the vacuumed filling principle, a novel thermosetting film can avert the die fly and control the die shift by optimizing the film thickness and the compression process.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Zhang, X.; Wang, Q.; Wang, B.; Wang, G.; Gu, X.; Chen, Y.; Tan, L.; Zhou, S.; Cai, J. A hybrid antenna in package solution using fowlp technology. J. Electron. Packag. 2022, 144, 031005. [Google Scholar] [CrossRef]
- Braun, T.; Becker, K.F.; Hoelck, O.; Voges, S.; Kahle, R.; Graap, P.; Wöhrmann, M.; Aschenbrenner, R.; Dreissigacker, M.; Schneider-Ramelow, M.; et al. Fan-out wafer level packaging-a platform for advanced sensor packaging. In Proceedings of the 2019 IEEE 69th Electronic Components and Technology Conference (ECTC), Las Vegas, NV, USA, 28–31 May 2019; pp. 861–867. [Google Scholar]
- Li, W.; Yu, D. Experimental and numerical investigations of the warpage of fan-out wafer-level packaging with saw filters. IEEE Trans. Components Packag. Manuf. Technol. 2022, 12, 869–877. [Google Scholar] [CrossRef]
- Yu, D.; Jiang, F.; Zhang, X. A Kind of Fan-Out Packaging Structure and Packaging Method for Filters. CHN Patent CN202010962125.8, 12 February 2021. (In Chinese). [Google Scholar]
- Lau, J.H.; Li, M.; Tian, D.; Fan, N.; Kuah, E.; Kai, W.; Li, M.; Hao, J.; Cheung, Y.M.; Li, Z.; et al. Warpage and thermal characterization of fan-out wafer-level packaging. IEEE Trans. Components Packag. Manuf. Technol. 2017, 7, 1729–1738. [Google Scholar] [CrossRef]
- Sharma, G.; Rao, V.S.; Kumar, A.; Su, N.; Ying, L.Y.; Houe, K.C.; Lim, S.; Sekhar, V.N.; Rajoo, R.; Kripesh, V.; et al. Embedded wafer level packages with laterally placed and vertically stacked thin dies. In Proceedings of the 2009 59th Electronic Components and Technology Conference, San Diego, CA, USA, 26–29 May 2009; pp. 1537–1543. [Google Scholar]
- Sharma, G.; Kumar, A.; Rao, V.S.; Ho, S.W.; Kripesh, V. Solutions strategies for die shift problem in wafer level compression molding. IEEE Trans. Components Packag. Manuf. Technol. 2011, 1, 502–509. [Google Scholar] [CrossRef]
- Ji, L.; Kim, H.J.; Che, F.; Gao, S.; Pinjala, D. Numerical study of preventing flow-induced die-shift in the compression molding for embedded wafer level packaging. In Proceedings of the 2011 IEEE 13th Electronics Packaging Technology Conference, Singapore, 7–9 December 2011; pp. 406–411. [Google Scholar]
- Bu, L.; Ho, S.; Velez, S.D.; Chai, T.; Zhang, X. Investigation on die shift issues in the 12-in wafer-level compression molding process. IEEE Trans. Components Packag. Manuf. Technol. 2013, 3, 1647–1653. [Google Scholar]
- Ji, L.; Sorono, D.V.; Chai, T.C.; Zhang, X. 3-d numerical and experimental investigations on compression molding in multichip embedded wafer level packaging. IEEE Trans. Components Packag. Manuf. Technol. 2012, 3, 678–687. [Google Scholar] [CrossRef]
- Sun, Y.; Hou, F.; Chen, F.; Liu, H.; Zhang, H.; Sun, P.; Lin, T.; Cao, L. Compensation method for die shift in fan-out packaging. In Proceedings of the 2018 19th International Conference on Electronic Packaging Technology (ICEPT), Shanghai, China, 8–11 August 2018; pp. 1681–1686. [Google Scholar]
- Fowler, M.; Massey, J.P.; Braun, T.; Voges, S.; Gernhardt, R.; Wohrmann, M. Investigation and methods using various release and thermoplastic bonding materials to reduce die shift and wafer warpage for ewlb chip-first processes. In Proceedings of the 2019 IEEE 69th Electronic Components and Technology Conference (ECTC), Las Vegas, NV, USA, 28–31 May 2019; pp. 363–369. [Google Scholar]
- Mazuir, J.; Olmeta, V.; Yin, M.; Pares, G.; Planchais, A.; Inal, K.; Saadaoui, M. Evaluation and optimization of die-shift in embedded wafer-level packaging by enhancing the adhesion strength of silicon chips to carrier wafer. In Proceedings of the 2011 IEEE 13th Electronics Packaging Technology Conference, Singapore, 7–9 December 2011; pp. 747–751. [Google Scholar]
- Hsiao, C.-L.; Yang, C.-Y.; Chen, H.-C.; Yang, T.-S.; Chen, K.-S.; Wu, T.-H.; Wang, Y.-C.; Lee, S. Identification of curing kinetics of epoxy molding compounds and mold flow analysis for assessment of die-shift defects. In Proceedings of the 2017 12th International Microsystems, Packaging, Assembly and Circuits Technology Conference (IMPACT), Taipei, Taiwan, 25–27 October 2017; pp. 42–45. [Google Scholar]
- Li, W.; Xue, K.; Chen, H.; Lee, K.; Cheng, G.; Wu, J. Failure mechanism of fly die in eutectic bonding. IEEE Trans. Components Packag. Manuf. Technol. 2015, 5, 838–844. [Google Scholar] [CrossRef]
- Cheng, H.-C.; Chung, C.-H.; Chen, W.-H. Die shift assessment of reconstituted wafer for fan-out wafer-level packaging. IEEE Trans. Device Mater. Reliab. 2020, 20, 136–145. [Google Scholar] [CrossRef]
- Jaillon, A.; Jumel, J.; Paroissien, E.; Lachaud, F. Mode i cohesive zone model parameters identification and comparison of measurement techniques for robustness to the law shape evaluation. J. Adhes. 2020, 96, 272–299. [Google Scholar] [CrossRef]
- Sharma, V.P.; Datla, N.V. Effect of bond-line thickness and mode-mixity on the fracture behavior and traction separation law of sn-0.7 cu solder joints. Eng. Fail. Anal. 2022, 131, 105855. [Google Scholar] [CrossRef]
- Moradi, M.; Sivoththaman, S. Strain transfer analysis of surface-bonded mems strain sensors. IEEE Sens. J. 2012, 13, 637–643. [Google Scholar] [CrossRef]
- Deng, S.-S.; Hwang, S.-J.; Lee, H.-H. Warpage prediction and experiments of fan-out waferlevel package during encapsulation process. IEEE Trans. Components Packag. Manuf. Technol. 2013, 3, 452–458. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Symbol | Values |
|---|---|---|
| Maximum normal stress | 0.87 MPa | |
| Critical fracture energy density for normal separation | 201.5 | |
| Maximum tangential stress | 0.87 MPa | |
| Critical fracture energy density for tangential slip | 201.5 | |
| Artificial damping coefficient | s | |
| Flag for tangential slip under compression stress | 1 |
| Parameters | Cured | Raw | Unit |
|---|---|---|---|
| 0.5934 | 0.5859 | cc/g | |
| 0.000153 | 0.000153 | cc/(g·K) | |
| 0.009429 | 0.01254 | 1/K | |
| 0.593 | 0.5859 | cc/g | |
| cc/(g·K) | |||
| 0.005006 | 0.01007 | 1/K | |
| 418.1 | 323.1 | K | |
| cm·K/dyne |
| Components | Dimensions |
|---|---|
| Die | m (8-inch wafer) |
| Adhesive | 30 m (thickness) |
| Glass | 1100 m (thickness) |
| Die pitch | 150 m (width) |
| EMC | 300 m (thickness) |
| Items | Data |
|---|---|
| Die thickness | 200 m |
| Over mold thickness | 100 m |
| Compression velocity | Constant with 30 m/s |
| Die layout | Full laid |
| Spiral | Peripheral compensation |
| Vacuum pressure | 100 kPa |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, W.; Yu, D. Synthesized Improvement of Die Fly and Die Shift Concerning the Wafer Molding Process for Ultrafine SAW Filter FOWLP. Electronics 2023, 12, 2073. https://doi.org/10.3390/electronics12092073
Li W, Yu D. Synthesized Improvement of Die Fly and Die Shift Concerning the Wafer Molding Process for Ultrafine SAW Filter FOWLP. Electronics. 2023; 12(9):2073. https://doi.org/10.3390/electronics12092073
Chicago/Turabian StyleLi, Wei, and Daquan Yu. 2023. "Synthesized Improvement of Die Fly and Die Shift Concerning the Wafer Molding Process for Ultrafine SAW Filter FOWLP" Electronics 12, no. 9: 2073. https://doi.org/10.3390/electronics12092073
APA StyleLi, W., & Yu, D. (2023). Synthesized Improvement of Die Fly and Die Shift Concerning the Wafer Molding Process for Ultrafine SAW Filter FOWLP. Electronics, 12(9), 2073. https://doi.org/10.3390/electronics12092073