
Techno-Economic Evaluation of 5G Technology for Automated Guided Vehicles in Production

 ,
,  ,
, 
Abstract
:1. Introduction & Motivation
2. Fundamentals
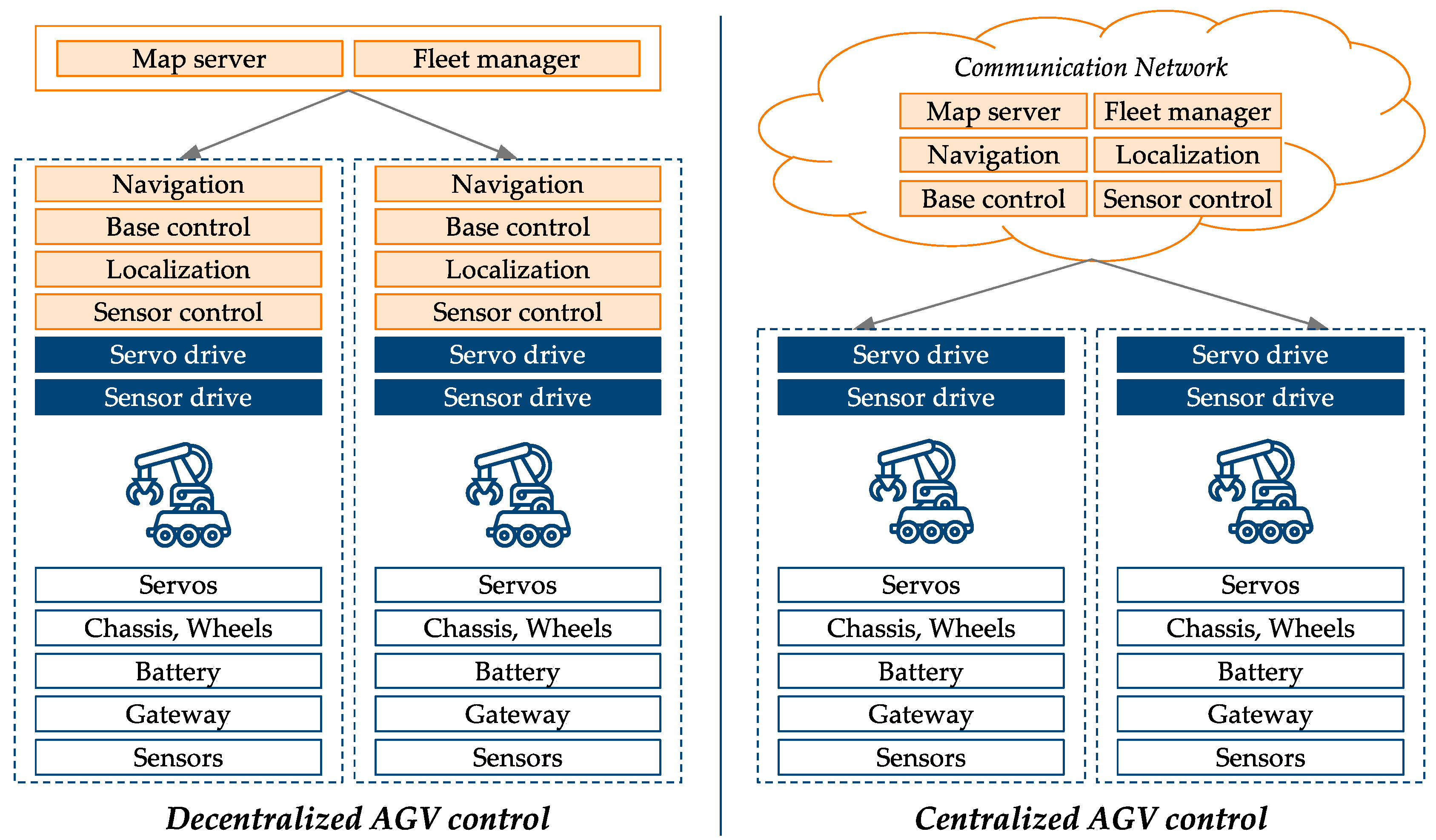
2.1. Automated Guided Vehicles (AGVs) in Production
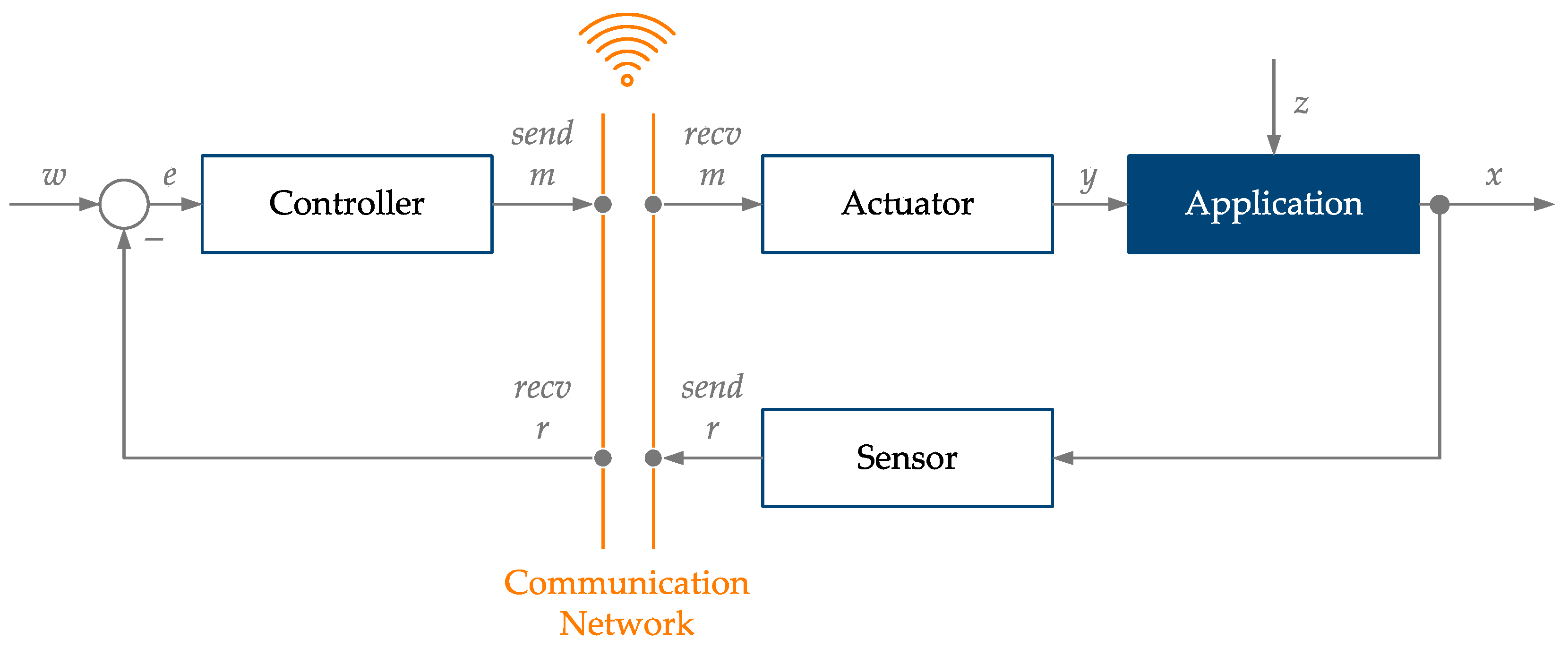
2.2. Networked Control System
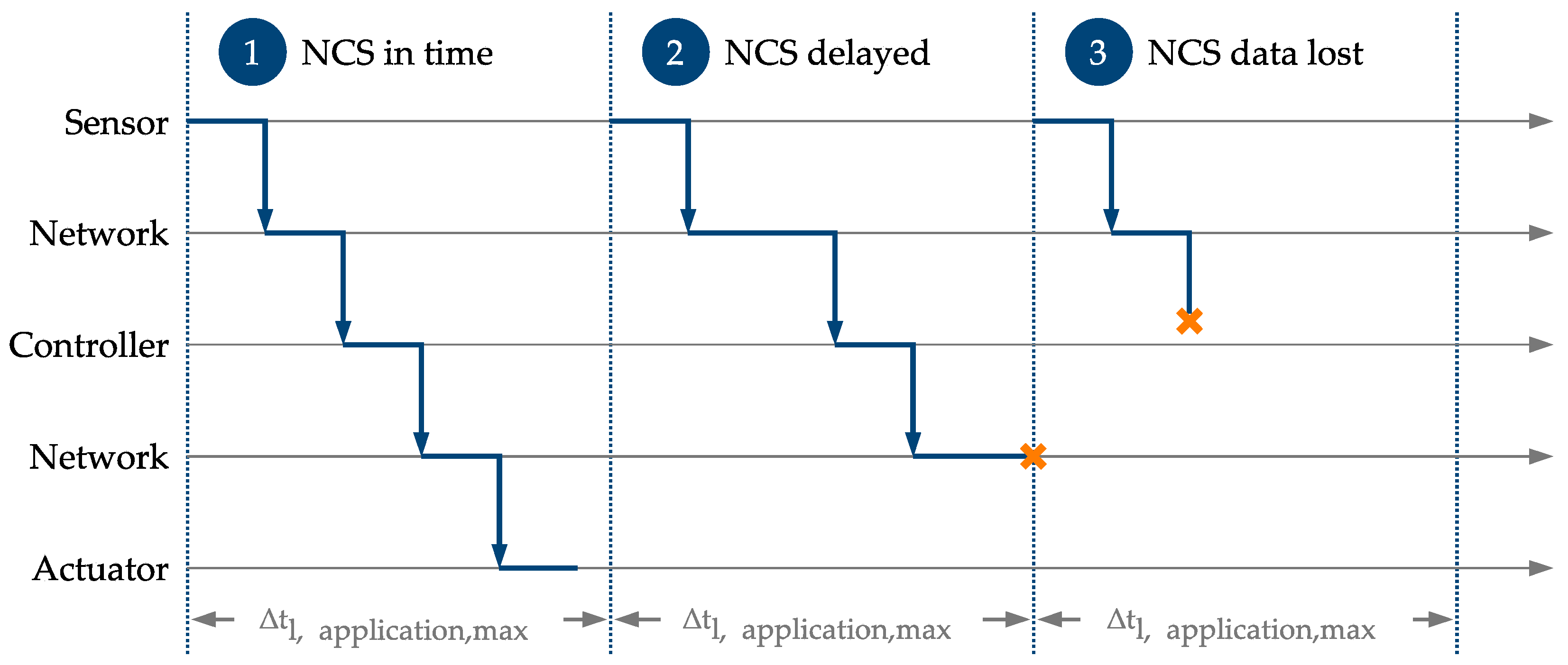
2.3. Latency, Reliability and Availability Networked Control System
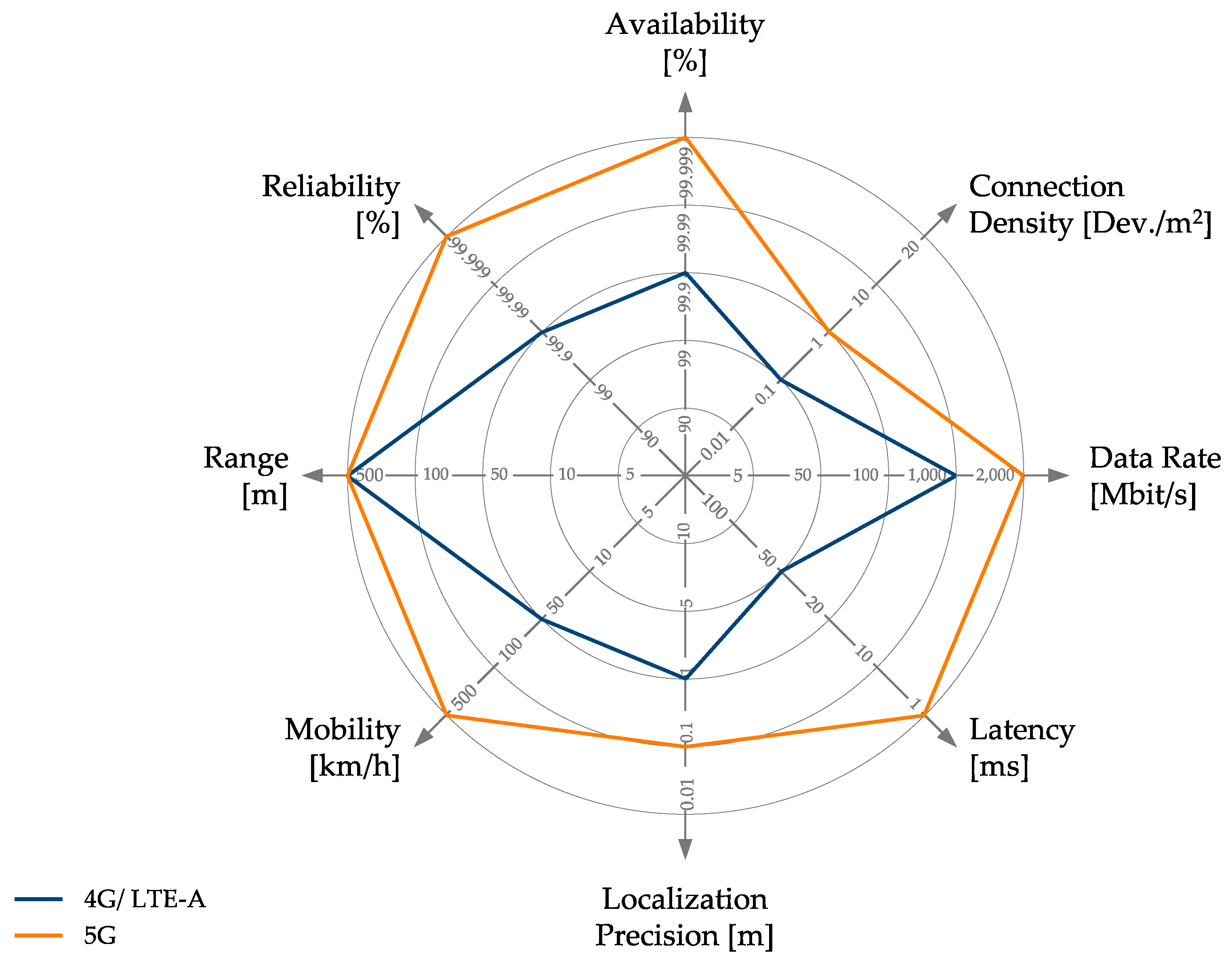
2.4. Communication Technologies for Network Control Systems (NCS)
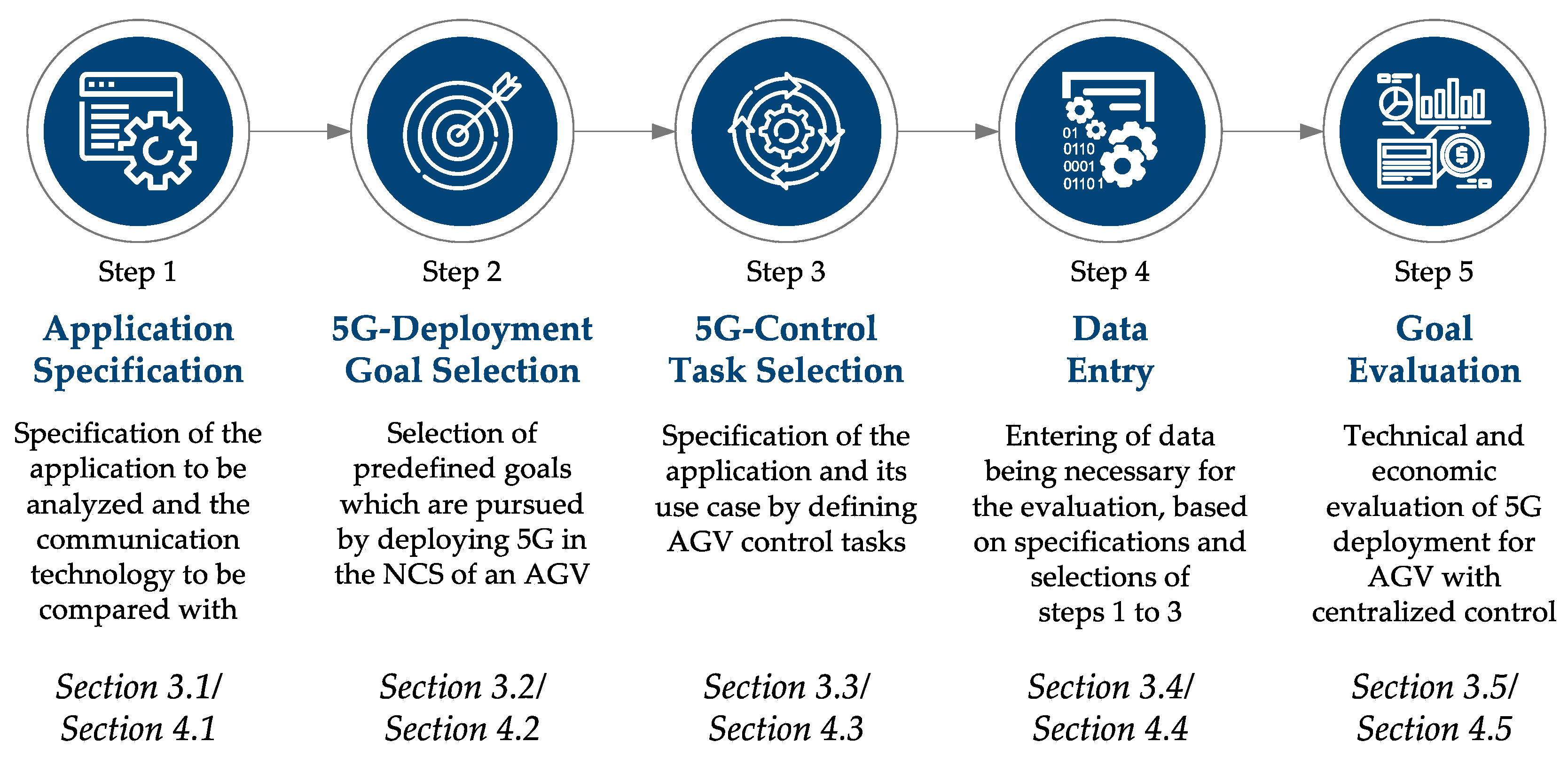
3. Model for Techno-Economic Evaluation of Fifth-Generation (5G) Technology for AGVs
3.1. Application Specification
3.2. 5G-Deployment Goal Selection
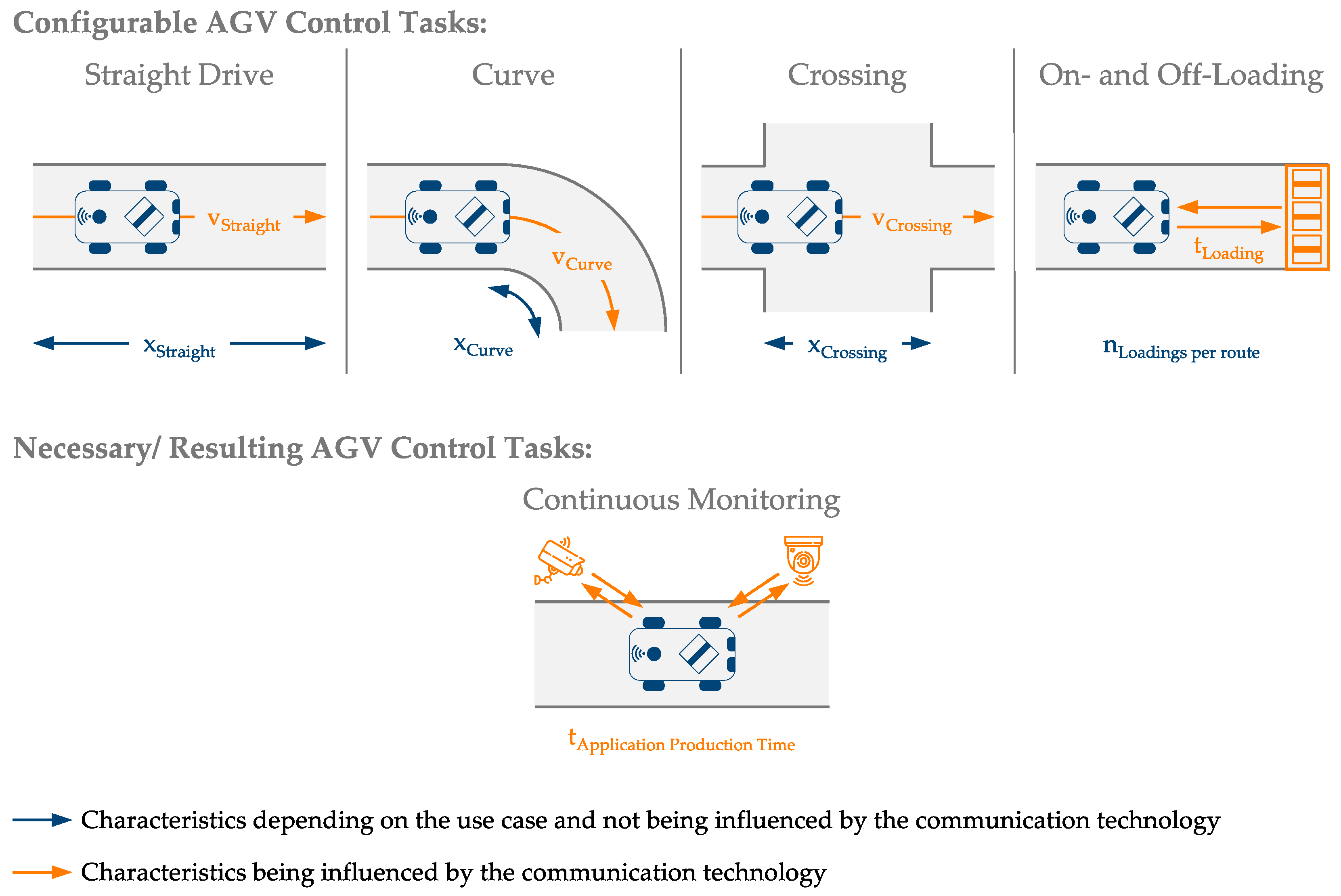
3.3. 5G-Improved and Enabled Control Task Selection
3.4. Data Entry
3.5. Goal Evaluation
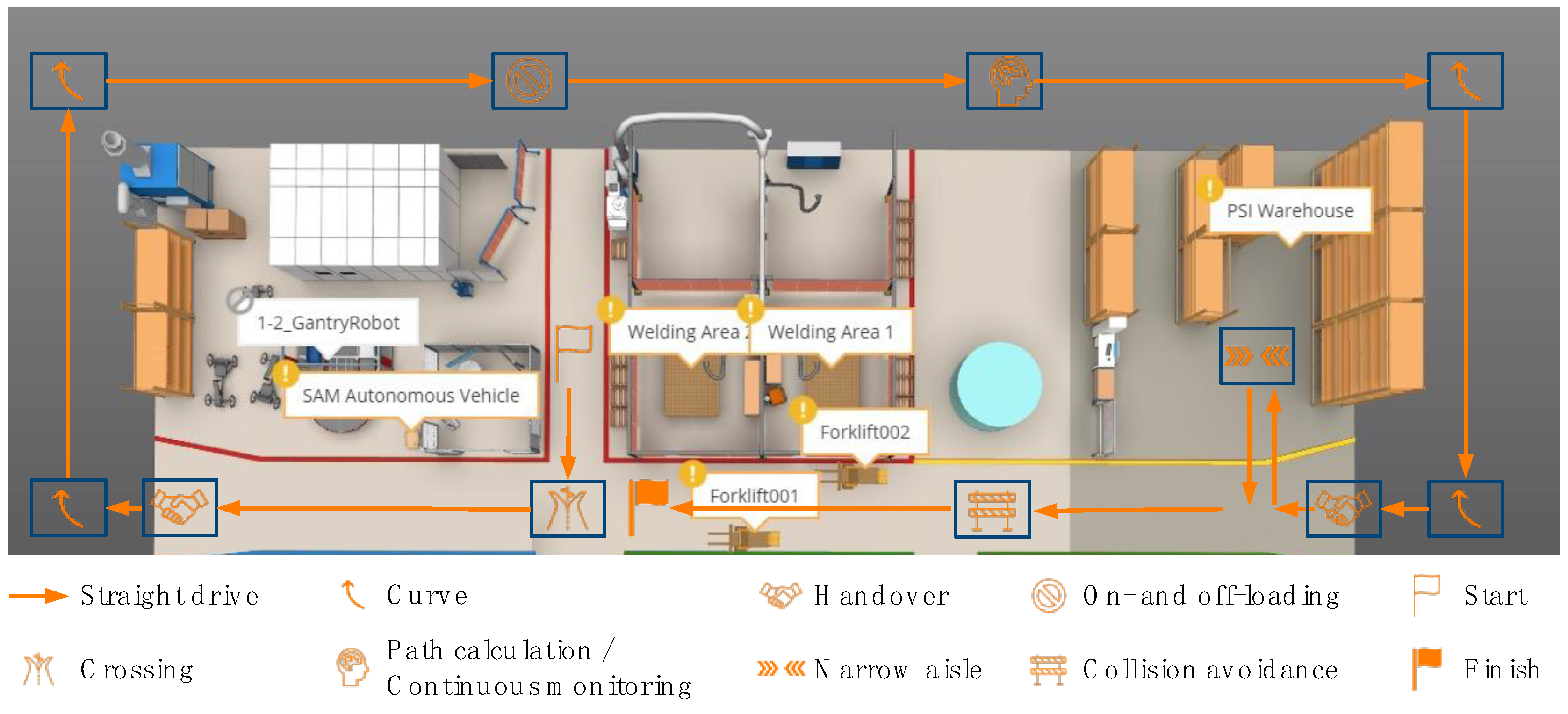
4. Application of the Model to an AGV Use Case
4.1. Application Specification of AGV Use Case
4.2. 5G-Deployment Goals for AGV Use Case
- Increase in Mobility;
- Increase in Productivity;
- Increase in Safety.
4.3. 5G-Improved and Enabled Control Tasks of AGV Use Case
4.4. Data Entry for AGV Use Case
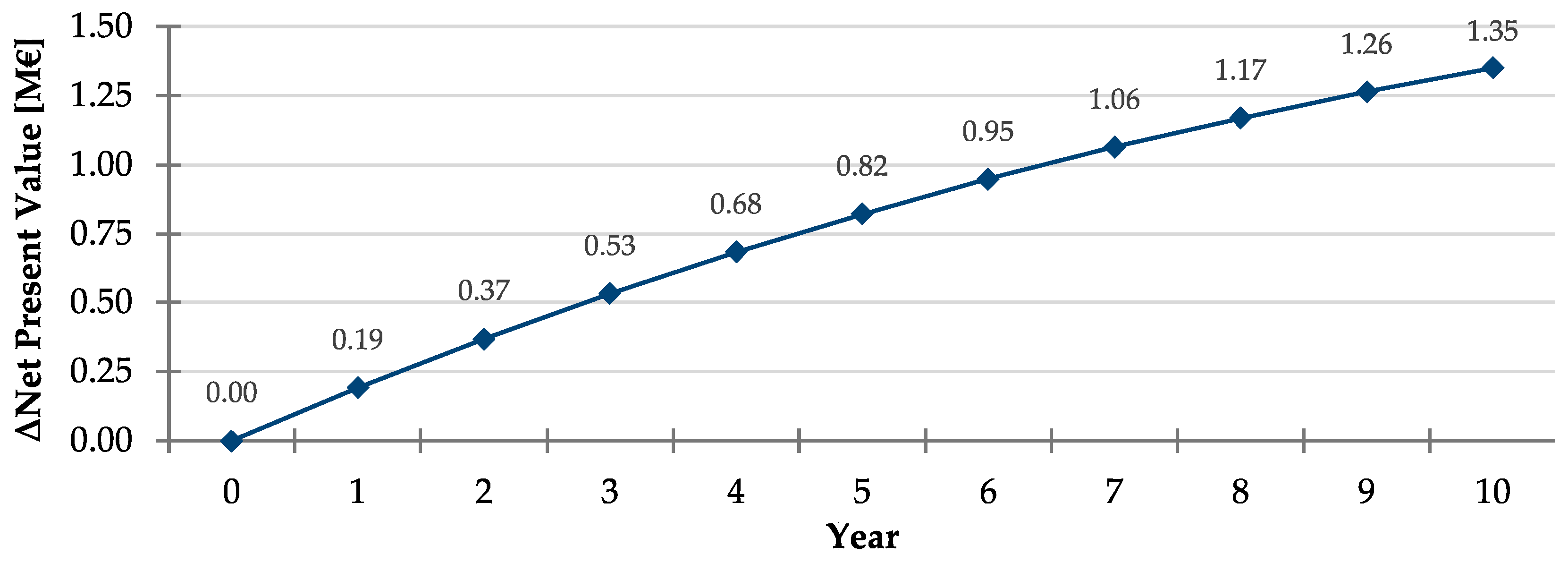
4.5. Goal Evaluation for AGV Use Case
5. Discussion
6. Summary and Outlook
Author Contributions
Funding
Conflicts of Interest
Appendix A. Abbreviations and Formula Symbols

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Abbreviation | Description |
|---|---|
| 4G | 4th Generation of Mobile Communication |
| AGV | Automated Guided Vehicle |
| 5G | 5th Generation of Mobile Communication |
| LTE-A | Long-Term Evolution-Advanced |
| NCS | Networked Control System |
| QoS | Quality of Service |
| Formula Symbol | Unit | Description |
|---|---|---|
| A | % | Availability |
| AABT | s | Actual Application Busy Time |
| AADT | s | Actual Application Down Time |
| AAPT | s | Actual Application Production Time |
| ABT | s | Application Busy Time |
| ACCR | % | Accident Ratio |
| CAPEX | € | Capital Expenditures |
| E | % | Effectiveness |
| - | Long-Term Failure Events | |
| - | Short-Term Failure Events | |
| i | % | Annual Interest Rate |
| MHM | % | Material Handling Mobility |
| MTBF | % | Mean Time Between Failures |
| MTTR | % | Mean Time To Repair |
| - | Number of Loadings per Route | |
| NPV | € | Net Present Value |
| OPEX | € | Operational Expenditures |
| € | Cashflow in year t | |
| RoI | % | Return on Invest |
| SP | % | Space Productivity |
| ms | Maximum Application-Perceived Latency | |
| ms | Actuator Latency | |
| ms | Controller Latency | |
| ms | Network Latency | |
| ms | Sensor Latency | |
| s | Error Free Transmission Time | |
| s | Time per Loading | |
| s | Observation Time | |
| s | Time to Repair Long-Term FE | |
| s | Time to Repair Short-Term FE | |
| TR | % | Throughput Ratio |
| UPDT | s | Unplanned Downtime |
| m/s | Straight Drive Speed | |
| m/s | Crossing Speed | |
| m/s | Curve Speed | |
| WE | % | Worker Efficiency |
| m | Crossing Distance | |
| m | Curve Distance | |
| m | Straight Drive Distance |
References
- Kirchheim, A.; Dibbern, P. Flurförderzeuge. In Innerbetriebliche Logistik; Schmidt, T., Ed.; Springer: Berlin/Heidelberg, Germany, 2019; pp. 41–61. [Google Scholar]
- Meissner, H.; Ilsen, R.; Aurich, J.C. Analysis of Control Architectures in the Context of Industry 4.0. Procedia CIRP 2017, 62, 165–169. [Google Scholar] [CrossRef]
- MHP Management und IT-Beratung. Industrie 4.0 Barometer 2020; Munich, Germany. 2021. Available online: https://www.mhp.com/de/unternehmen/studien/industrie-40-barometer-2020 (accessed on 6 January 2022).
- Digital Catapult. Made in 5G—5G for the UK Manufacturing Sector; London, UK. 2019. Available online: https://www.digicatapult.org.uk/news-and-insights/press-releases/post/made-in-5g-exploring-the-future-of-connectivity-and-5g-in-uk-manufacturing/ (accessed on 6 January 2022).
- Deng, P.; Amirjamshidi, G.; Roorda, M. A vehicle routing problem with movement synchronization of drones, sidewalk robots, or foot-walkers. Transp. Res. Procedia 2020, 46, 29–36. [Google Scholar] [CrossRef]
- Lemardelé, C.; Estrada, M.; Pagès, L.; Bachofner, M. Potentialities of drones and ground autonomous delivery devices for last-mile logistics. Transp. Res. Part E Logist. Transp. Rev. 2021, 149, 102325. [Google Scholar] [CrossRef]
- Nakimuli, W.; Garcia-Reinoso, J.; Sierra-Garcia, J.E.; Serrano, P.; Fernández, I.Q. Deployment and Evaluation of an Industry 4.0 Use Case over 5G. IEEE Commun. Mag. 2021, 59, 14–20. [Google Scholar] [CrossRef]
- Fransen, K.; Van Eekelen, J.; Pogromsky, A.; Boon, M.A.; Adan, I.J. A Dynamic Path Planning Approach for Dense, Large, Grid-Based Automated Guided Vehicle Systems. Comput. Oper. Res. 2020, 123, 105046. [Google Scholar] [CrossRef]
- Hompel, M.T.; Bauernhansl, T.; Vogel-Heuser, B. Handbuch Industrie 4.0; Springer: Berlin/Heidelberg, Germany, 2020. [Google Scholar]
- Schaffer, J.; Weidenbach, M. Agentenbasierte Steuerung Fahrerloser Transportsysteme im Umfeld von Industrie 4.0. In Handbuch Industrie 4.0; Hompel, M.T., Bauernhansl, T., Vogel-Heuser, B., Eds.; Springer: Berlin/Heidelberg, Germany, 2020; pp. 143–169. [Google Scholar]
- De Ryck, M.; Versteyhe, M.; Debrouwere, F. Automated Guided Vehicle Systems, State-of-the-Art Control Algorithms and Techniques. J. Manuf. Syst. 2020, 54, 152–173. [Google Scholar] [CrossRef]
- Fragapane, G.; de Koster, R.; Sgarbossa, F.; Strandhagen, J.O. Planning and control of autonomous mobile robots for intralogistics: Literature review and research agenda. Eur. J. Oper. Res. 2021, 294, 405–426. [Google Scholar] [CrossRef]
- Cheong, H.-W.; Lee, H. Requirements of AGV (Automated Guided Vehicle) for SMEs (Small and Medium-sized Enterprises). Procedia Comput. Sci. 2018, 139, 91–94. [Google Scholar] [CrossRef]
- Mennig, J.; Hajek, L.; Münder, P. 5G in Production; Umlaut GmbH: Aachen, Germany, 2019. [Google Scholar]
- Åkerberg, J.; Gidlund, M.; Björkman, M. Future Research Challenges in Wireless Sensor and Actuator Networks Targeting Industrial Automation. In Proceedings of the 2011 9th IEEE International Conference on Industrial Informatics, Lisbon, Portugal, 26–29 July 2011; pp. 410–415. [Google Scholar]
- Baumann, D.; Mager, F.; Wetzker, U.; Thiele, L.; Zimmerling, M.; Trimpe, S. Wireless Control for Smart Manufacturing: Recent Approaches and Open Challenges. Proc. IEEE 2020, 109, 441–467. [Google Scholar] [CrossRef]
- Siegl, S. Networked Control Systems: Ein Überblick; Universität der Bundeswehr München: München, Germany, 2017. [Google Scholar]
- Gupta, R.A.; Chow, M.-Y. Networked Control System: Overview and Research Trends. IEEE Trans. Ind. Electron. 2010, 57, 2527–2535. [Google Scholar] [CrossRef]
- Xia, F.; Tian, Y.-C.; Li, Y.; Sung, Y. Wireless Sensor/Actuator Network Design for Mobile Control Applications. Sensors 2007, 7, 2157–2173. [Google Scholar] [CrossRef] [PubMed]
- Chow, M.-Y.; Tipsuwan, Y. Network-based control systems: A tutorial. In Proceedings of the IECON’01. 27th Annual Conference of the IEEE Industrial Electronics Society (Cat. No. 37243), Denever, CO, USA, 29 November–2 December 2001; pp. 1593–1602. [Google Scholar]
- Ploplys, N.J.; Kawka, P.A.; Alleyne, A.G. Closed-Loop Control over Wireless Networks. IEEE Control. Syst. Mag. 2004, 24, 58–71. [Google Scholar]
- Varghese, A.; Tandur, D. Wireless Requirements and Challenges in Industry 4.0. In Proceedings of the 2014 International Conference on Contemporary Computing and Informatics (IC3I), Mysuru, India, 27–29 November 2014; pp. 634–638. [Google Scholar]
- Ikram, W.; Jansson, N.; Harvei, T.; Aakvaag, N.; Halvorsen, I.; Petersen, S.; Carlsen, S.; Thornhill, N.F. Wireless Communication in Process Control Loop: Requirements Analysis, Industry Practices and Experimental Evaluation. In Proceedings of the 2014 IEEE Emerging Technology and Factory Automation (ETFA), Barcelona, Spain, 16–19 September 2014; pp. 1–8. [Google Scholar]
- Kiesel, R.; Jakob, F.; Vollmer, T.; Schmitt, R.H. Evaluation of ICT for Networked Control Systems of Latency-Critical Applications in Production. In Proceedings of the 15th CIRP Conference on Intelligent Computation in Manufacturing Engineering, Gulf of Naples, Italy, 14–16 July 2021. [Google Scholar]
- Yilmaz, O.N.; Wang, Y.-P.E.; Johansson, N.A.; Brahmi, N.; Ashraf, S.A.; Sachs, J. Analysis of ultra-reliable and low-latency 5G communication for a factory automation use case. In Proceedings of the 2015 IEEE International Conference on Communication Workshop (ICCW) 2015, London, UK, 8–12 June 2015; pp. 1190–1195. [Google Scholar]
- Rauchhaupt, L.; Meier, U. Performance Classes for Industrial Wireless Application Profiles and its Determination. In Proceedings of the 2013 IEEE 18th Conference on Emerging Technologies & Factory Automation (ETFA), Cagliari, Italy, 10–13 September 2013; pp. 1–8. [Google Scholar]
- Wollschlaeger, M.; Sauter, T.; Jasperneite, J. The future of Industrial Communication: Automation Networks in the Era of the Internet of Things and Industry 4.0. IEEE Ind. Electron. Mag. 2017, 11, 17–27. [Google Scholar] [CrossRef]
- Sikora, A.; Groza, V.F. Coexistence of IEEE802. 15.4 with other Systems in the 2.4 GHz-ISM-Band. In Proceedings of the 2005 IEEE Instrumentationand Measurement Technology Conference Proceedings, Ottawa, ON, Canada, 16–19 May 2005; pp. 1786–1791. [Google Scholar]
- Aijaz, A.; Sooriyabandara, M. The Tactile Internet for Industries: A Review. Proc. IEEE 2019, 107, 414–435. [Google Scholar] [CrossRef]
- Ancans, G.; Stafecka, A.; Bobrovs, V.; Ancans, A.; Caiko, J. Analysis of Characteristics and Requirements for 5G Mobile Communication Systems. Latv. J. Phys. Tech. Sci. 2017, 54, 69–78. [Google Scholar] [CrossRef] [Green Version]
- Chen, H.; Abbas, R.; Cheng, P.; Shirvanimoghaddam, M.; Hardjawana, W.; Bao, W.; Li, Y.; Vucetic, B. Ultra-Reliable Low Latency Cellular Networks: Use Cases, Challenges and Approaches. IEEE Commun. Mag. 2018, 56, 119–125. [Google Scholar] [CrossRef] [Green Version]
- Del Peral-Rosado, J.A.; Raulefs, R.; López-Salcedo, J.A.; Seco-Granados, G. Survey of cellular mobile radio localization methods: From 1G to 5G. IEEE Commun. Surv. Tutor. 2017, 20, 1124–1148. [Google Scholar] [CrossRef]
- Peng, X.; Zhang, X.; Luo, Z. Pythagorean fuzzy MCDM Method based on CoCoSo and CRITIC with Score Function for 5G Industry Evaluation. Artif. Intell. Rev. 2019, 35, 1–35. [Google Scholar] [CrossRef]
- Radnosrati, K.; Fritsche, C.; Gunnarsson, F.; Gustafsson, F.; Hendeby, G. Localization in 3GPP LTE based on one RTT and one TDOA Observation. IEEE Trans. Veh. Technol. 2020, 69, 3399–3411. [Google Scholar] [CrossRef]
- Verband der Elektrotechnik e.V. Funktechnologien für Industrie 4.0. Positionspapier; Frankfurt am Main, Germany. 2017. Available online: https://www.vde.com/resource/blob/1635512/acf5521beb328d25fffda9fc6a723501/positionspapier-funktechnologien-data.pdf (accessed on 6 January 2022).
- Aijaz, A. Private 5G: The Future of Industrial Wireless. IEEE Ind. Electron. Mag. 2020, 14, 136–145. [Google Scholar] [CrossRef]
- Caruso, G.; Nucci, F.; Gordo, O.P.; Rizou, S.; Magen, J.; Agapiou, G.; Trakadas, P. Embedding 5G solutions enabling new business scenarios in Media and Entertainment Industry. In Proceedings of the 2019 IEEE 2nd 5G World Forum (5GWF), Dresden, Germany, 30 September 2019; pp. 460–464. [Google Scholar]
- Pelsa, J.; Persson, P.; Parkvall, S.; Dahlman, E.; Grovlen, A.; Hoymann, C.; Gerstenberger, D. 5G Evolution: 3GPP Releases 16 & 17 Overview. Ericsson Technol. Rev. 2020, 6, 2–13. [Google Scholar]
- McKinsey & Company. The 5G Era—New Horizons for Advanced Electronics and Industrial Companies; McKinsey & Company: Munich, Germany, 2020. [Google Scholar]
- Schulz, P.; Matthe, M.; Klessig, H.; Simsek, M.; Fettweis, G.; Ansari, J.; Ashraf, S.A.; Almeroth, B.; Voigt, J.; Riedel, I. Latency critical IoT applications in 5G: Perspective on the design of radio interface and network architecture. IEEE Commun. Mag. 2017, 55, 70–78. [Google Scholar] [CrossRef]
- Doukoglou, T.; Gezerlis, V.; Trichias, K.; Kostopoulos, N.; Legouable, R.; Vrakas, N.; Bougioukos, M. Vertical Industries Requirements Analysis & Targeted KPIs for Advanced 5G Trials. In Proceedings of the European Conference on Networks and Communications (EuCNC), Valencia, Spain, 18–21 June 2019. [Google Scholar]
- International Telecommunication Union. Recommendation ITU-R M.2083-0: IMT Vision—Framework and Overall Objectives of the Future Development of IMT for 2020 and Beyond; Geneva, Switzerland. 2015. Available online: https://mioa.gov.mk/sites/default/files/pbl_files/documents/strategies/recommendation_itu-r_m.2083-0.pdf (accessed on 6 January 2022).
- 3rd Generation Partnership Project. TS 22.261—Technical Specification Group Services and System Aspects: Service Requirements for the 5G System. Release 17; Valbonne, France. 2019. Available online: https://portal.3gpp.org/desktopmodules/Specifications/SpecificationDetails.aspx?specificationId=3107 (accessed on 6 January 2022).
- Kiesel, R.; Böhm, F.; Pennekamp, J.; Schmitt, R.H. Development of a Model to Evaluate the Potential of 5G Technology for Latency-Critical Applications in Production. In Proceedings of the IEEE International Conference on Industrial Engineering and Engineering Management (IEEM) 2021, Singapore, 13–16 December 2021. [Google Scholar]
- Ulrich, P.; Hill, W. Wissenschaftstheoretische Grundlagen der Betriebswirtschaftslehre. Wirtschaftswissenschaftliches Studium: Zeitschrift für Ausbildung und Hochschulkontakt 1976, 5, 304–309. [Google Scholar]
- Kiesel, R.; van Roessel, J.; Schmitt, R.H. Quantification of Economic Potential of 5G for Latency Critical Applications in Production. Procedia Manuf. 2020, 52, 113–120. [Google Scholar] [CrossRef]
- Kiesel, R.; Stichling, K.; Hemmers, P.; Vollmer, T.; Schmitt, R.H. Quantification of Influence of 5G Technology Implementation on Process Performance in Production. In Proceedings of the 54th CIRP Conference on Manufacturing Systems, Athen, Greece, 22–24 September 2021; pp. 104–109. [Google Scholar]
- Selmar, M.; Hauers, S.; Gustafsson-Ende, L. Scheduling charging operations of autonomous AGVs in automotive in-house logistics. In Proceedings of the Simulation in Production and Logistics, Chemnitz, Germany, 18–20 September 2019. [Google Scholar]
- Oughton, E.J.; Frias, Z.; van der Gaast, S.; van der Berg, R. Assessing the capacity, coverage and cost of 5G infrastructure strategies: Analysis of the Netherlands. Telemat. Inform. 2019, 37, 50–69. [Google Scholar] [CrossRef]
- Vergleich.de. Strompreise Dezember 2021: Das Kostet Strom Aktuell in Deutschland. Available online: https://www.vergleich.de/strompreise.html (accessed on 2 January 2022).
- Statista. Inflationsrate in Deutschland von November 2020 bis November 2021. Available online: https://de.statista.com/statistik/daten/studie/1045/umfrage/inflationsrate-in-deutschland-veraenderung-des-verbraucherpreisindexes-zum-vorjahresmonat/ (accessed on 2 January 2022).

| Goal | Description | Key Performance Indicator | Trend |
|---|---|---|---|
| Flexibility | Ability to process diff. parts in one manufacturing system | Machine Flexibility (MF) | Max |
| Setup Ratio (SUR) | Min | ||
| Mobility | Ability of moving and replacing objects on the shopfloor | Material Handling Mobility (MHM) | Max |
| Space Productivity (SP) | Max | ||
| Productivity | Output per unit of input over a specific period; also: production efficiency | Effectiveness (E) | Max |
| Throughput Ratio (TR) | Max | ||
| Worker Efficiency (WE) | Max | ||
| Quality | Degree to which the output of the production process meets the requirements | First Pass Yield (FPY) | Max |
| Quality Ratio (QR) | Max | ||
| Rework Ratio (RR) | Min | ||
| Scrap Ratio (SR) | Min | ||
| Safety | Ability of a system to protect itself and the operator from harm or accidents | Accident Ratio (ACCR) | Min |
| Mean Time Between Failures (MTBF) | Max | ||
| Mean Time To Repair (MTTR) | Min | ||
| Sustainability | Level to which the creation of manufactured products is fulfilled by processes that are nonpolluting | Compressed Air Consumption Ratio (ACR) | Min |
| Electric Power Consumption Ratio (ECR) | Min | ||
| Gas Consumption Ratio (GCR) | Min | ||
| Water Consumption Ratio (WCR) | Min | ||
| Utilization | Ratio of actual used machining time compared to the theoretically available time | Allocation Efficiency (AE) | Max |
| Availability (A) | Max | ||
| Technical Efficiency (TE) | Max | ||
| Utilization Efficiency (UE) | Max |
| Control Task [Unit] | Formula Symbol | 4G-Value | 5G-Value |
|---|---|---|---|
| Straight Drive Speed [m/s] | 1.00 | 1.10 | |
| Curve Speed [m/s] | 0.50 | 0.55 | |
| Crossing Speed [m/s] | 0.75 | 0.80 | |
| On- and Off-Loading Time [s] | 300 | 280 |
| Data [Unit] | Value | Data Type | Data Source | Goal | |||
|---|---|---|---|---|---|---|---|
| Mobility | Productivity | Safety | NPV and RoI | ||||
| Battery—Capacity [Ah] | 5000 | Application | AGV | x | x | x | |
| Battery—Duration per charge [h] | 0.500 | Application | AGV | x | x | x | |
| Battery—Operation time per charge [h] | 4.0 | Application | [48] | x | x | x | |
| Battery—Voltage [V] | 230 | Application | AGV | x | x | x | |
| Area—Rework area [sqm] | 10,000 | Facility | UC | x | |||
| Area—Storage area [sqm] | 5000 | Facility | UC | x | |||
| Area—Total plant area [sqm] | 30,000 | Facility | UC | x | |||
| Electric power—Consump. of 4G/5G p. sec. [kWh] | 0.01 | Facility | [49] | x | |||
| Electric power—Cost [€/kWh] | 0.30 | Facility | [50] | x | |||
| Paths with width over 5 m [] | 7 | Facility | UC | x | |||
| Paths with width between 3.5 m and 5 m [] | 1 | Facility | UC | x | |||
| Paths—Total [] | 8 | Facility | UC | x | |||
| FE-Long-Term—Time to Repair per Failure [s] | 5400 | Failure | UC | x | x | x | |
| FE-Short Term—Time to Repair per Failure [s] | 5.00 | Failure | UC | x | x | x | |
| FE—Hourly Wage of Repair Staff [€] | 20.00 | Failure | UC | x | |||
| Accidents—Average Compensation Cost [€] | 5000 | Failure | UC | x | |||
| Accidents—Material Cost to Repair Application [€] | 1000 | Failure | UC | x | |||
| Application Downtime (Unplanned)—Cost [€/h] | 9000 | Process | UC | x | x | x | |
| Application Maintenance—Time per Operations [s] | 3600 | Process | UC | x | x | x | |
| Application Operation Time—Planned [s] | 57,600 | Process | UC | x | x | x | |
| Application Setup—Hourly Wage of Setup Staff [€] | 15.00 | Process | UC | x | |||
| Application Setup—Number per Day [] | 1.00 | Process | UC | x | x | x | |
| Application Setup—Time per Setup [s] | 8280 | Process | UC | x | x | x | |
| Batch Size [] | 4 | Process | UC | x | x | x | |
| Human Operation—Hourly Wage of Staff [€] | 15.00 | Process | UC | x | |||
| Human Operation—Operator per Shift [] | 1 | Process | UC | x | |||
| Human Operation—Planned Break Time p. Shift [h] | 0.50 | Process | UC | x | x | x | |
| Human Operation—Planned Work Time p. Shift [h] | 8.00 | Process | UC | x | x | x | |
| Human Operation—Shifts per Day [] | 2.00 | Process | UC | x | x | x | |
| Production—Days per Year [] | 220 | Process | ASS | x | x | x | |
| Transport—Distance of Straight Drives [m] | 800.00 | Process | UC | x | x | x | |
| Transport—Distance of Curves [m] | 20.00 | Process | UC | x | x | x | |
| Transport—Distance of Crossings [m] | 10.00 | Process | UC | x | x | x | |
| On- and Off-Loadings—Amounts per Route [] | 1 | Process | UC | x | x | x | |
| Quality Control-Inspection Percentage [%] | 100 | Product | UC | x | x | x | |
| Material—Cost per Part [€] | 120 | Product | UC | x | |||
| Quality Control—Cost per Part [€] | 25 | Product | UC | x | |||
| Products—Selling Price per Part [€] | 165 | Product | UC | x | |||
| Annual Interest Rate [%] (Average Germany 2021) | 4.0 | Economic | [51] | x | |||
| Application Lifetime [Y] | 10 | Economic | AGV | x | |||
| Goal/Key Performance Indicator [Unit]— Trend | Base Case | Case 1 Identical Availability | Case 2 Accidents Prevented by AGV | |
|---|---|---|---|---|
| Technical | ∆Mobility [%]—max | 12.88 | 12.88 | 12.88 |
| ∆MHM [%]—max | 14.29 | 14.29 | 14.29 | |
| ∆SP [%]—max | 11.47 | 11.47 | 11.47 | |
| ∆Productivity [%]—max | 19.68 | 19.38 | 19.68 | |
| ∆E [%]—max | 0.33 | 0.31 | −0.05 | |
| ∆TR [%]—max | 9.14 | 9.14 | 90.08 | |
| ∆WE [%]—max | 50.04 | 50.04 | 50.00 | |
| ∆Safety [%]—max | 136.23 | 63.92 | 103.01 | |
| ∆ACCR [%]—min | −98.81 | −98.81 | 0.00 | |
| ∆MTBF [%]—max | 213.18 | −0.09 | 212.15 | |
| ∆MTTR [%]—min | −96.60 | −92.93 | −96.87 | |
| Economic | ∆NPV (10Y) [M€]—max | 1.35 | 1.30 | 0.32 |
| ∆RoI [%]—max | 66.67 | 62.85 | 10.92 | |
| ∆OPEX/Product [€]—min | −5.88 | −5.68 | −1.31 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kiesel, R.; Henke, L.; Mann, A.; Renneberg, F.; Stich, V.; Schmitt, R.H. Techno-Economic Evaluation of 5G Technology for Automated Guided Vehicles in Production. Electronics 2022, 11, 192. https://doi.org/10.3390/electronics11020192
Kiesel R, Henke L, Mann A, Renneberg F, Stich V, Schmitt RH. Techno-Economic Evaluation of 5G Technology for Automated Guided Vehicles in Production. Electronics. 2022; 11(2):192. https://doi.org/10.3390/electronics11020192
Chicago/Turabian StyleKiesel, Raphael, Leonhard Henke, Alexander Mann, Florian Renneberg, Volker Stich, and Robert H. Schmitt. 2022. "Techno-Economic Evaluation of 5G Technology for Automated Guided Vehicles in Production" Electronics 11, no. 2: 192. https://doi.org/10.3390/electronics11020192
APA StyleKiesel, R., Henke, L., Mann, A., Renneberg, F., Stich, V., & Schmitt, R. H. (2022). Techno-Economic Evaluation of 5G Technology for Automated Guided Vehicles in Production. Electronics, 11(2), 192. https://doi.org/10.3390/electronics11020192