1. Introduction
1.1. Industrial Energy Efficiency in the Cosmetics Industry
The diffused perception among cosmetics companies is the presence of a trade-off between the undertaking of sustainability evolution in products and practices and the financial benefits that can be obtained [
1]. Cosmetics managers tend to consider sustainability more as a topic to address market and government expectations rather than a corporate objective [
2].
Nonetheless, the implementation of sustainability in business practices and processes (e.g., by reducing waste and increasing operational efficiency) can lead, in the medium- and long-term, to several benefits, such as an increase in the market share and a reduction in operational costs [
3]. The positive perception of the cosmetics market towards improvements in sustainability performance is proved by trends like the increase in revenues related to organic and natural products. According to some forecasts, the organic cosmetics market is forecasted to move from a size of USD 21 billion in 2024 to a size of USD 35 billion in 2034, with an average CAGR of 5.1% [
4]. Other forecasts claim that the global organic skin care market has been constantly growing in recent years and, in 2021, reached a value of USD 9.83 billion, with an expected average CAGR of 8.9% between 2022 and 2030 [
5]. Concerning reductions in operational costs in the cosmetics industry provided by sustainability improvement, these include savings in raw materials expenditures and waste management cost reduction through circular economy practices [
6,
7,
8]. A further example concerns water consumption reduction and reductions in related costs [
9].
Different tools specific for supporting environmental sustainability assessment and the improvement of cosmetics companies have been developed [
10]. Among the different actions a cosmetics company can consider to improve its sustainability performance, Industrial Energy Efficiency (IEE) is one possible area where operational benefits, costs, and environmental savings can be achieved [
10]. One of the problematic issues that the cosmetics sector faces, as a large consumer of electricity, is CO
2 and other pollutants’ production and their related environmental impacts. However, limited resources and high costs cause energy production to not grow at the same ratio, resulting in a demand–supply mismatch. Considering this gap, energy suppliers and consumers are working to keep demand at a secure level. From this perspective, as an energy consumer, the cosmetics sector can use the available energy more efficiently. Indeed, the cosmetics industry is typically energy-intensive, and a large share of the environmental impacts coming from its activities are thus related to energy consumption, as well as the manufacturing phase [
1]. Important international organizations like Cosmetics Europe also highlight how energy consumption reduction is one of the priorities in the context of overall environmental footprint reduction [
7]. For this reason, the energy efficiency and sustainability of cosmetics production processes push decision-makers to justify IEE implementation. According to [
11], IEE can be defined as “using less energy to produce the same amount of services or useful output.” Indeed, IEE could be viewed as the improvement of the ratio between the useful output of a process and the energy input into the same process. This definition includes the idea of enabling a double benefit without suffering any negative consequence in return, unlocking win–win solutions. The twofold benefits are (a) on the one hand, the reduction in harmful emissions of greenhouse gasses (GHGs) and other substances generated by energy consumption, improving the sustainability of a cosmetics company under the ecological perspective; (b) and on the other hand, the reduction in operational costs linked to energy consumption, improving the sustainability of a cosmetics company from the economic perspective.
IEE is a vast field. It is possible to achieve it in many ways, ranging from more traditional approaches [
12,
13] (e.g., classic sub-metering, co-generation, power factor correction) to more innovative approaches, leveraging Industry 4.0 (I4.0) technologies for remote monitoring and intervention [
14,
15]. In this paper, a real-case application of energy analysis and modeling to improve IEE in a cosmetics production process is presented.
1.2. Introduction to a Real Industrial Case of Industrial Energy Efficiency in a Cosmetic Company
This study aimed to assess the as-is situation of the production process of a cosmetics company located in Italy from an energy perspective. The analysis has been conducted with the objective of suggesting possible improvement interventions for achieving better energy performances, with cost and environmental savings as consequences. The energetic analysis has been focused on the electric consumption of the production process. The overall work has been structured into two main tasks: (a) Task 1, the analysis of the production process’s energy consumption, and (b) Task 2, the development of an energy model of a selected machine (i.e., the turbo-emulsifier H07).
The first task had the purpose of letting the company gain a fair amount of knowledge about how energy is consumed inside the production process, quantifying the effect of each machine or piece of equipment involved in the process on the overall consumption. To build an energy map of the process, it has been necessary to first create an electric model of the production process. As an electric model, it is meant as a synthetic representation of all the main energy consumption-related features of the analyzed electric users. Its aim is to provide insight into how energy consumption is split among the different users. Furthermore, attempts of improvement to the energy efficiency of the considered system can be preliminarily evaluated by changing the parameters of the users in the electric model to view the estimated results of the potential changes. To allow a simple visualization of the model, it has a tabular shape. From these data, it has been possible to estimate the yearly consumption of a single electricity user and then draw the consumption mapping.
The second task aimed instead at gaining much more precise energetic knowledge, specifically for the turbo-emulsifier machines, evaluating their electrical energy behavior and their possible improvements. This second task has been performed according to the results of Task 1, which confirmed that the turbo-emulsifiers are the most consuming machines in the entire production process. After the modeling of the turbo-emulsifier H07, it would be relatively simple to adapt the energy model to any other turbo-emulsifier. To obtain the data necessary for the construction of the model, an energy sensing activity specific to turbo-emulsifier H07 was performed, with the concurrent monitoring of all the relevant production data of the same machine. A discrete state model to be used by the operators of the company to monitor and identify possible process improvements has been built, as described in the next sections of the paper. The challenge focused on the analysis of the energy consumption of the turbo-emulsifier, mainly characterized by three different motors, each controlling the rotation of either (a) the turbine, (b) the blades, or (c) the counter-blades. Operations data were directly gathered by assisting the production of a cosmetics product that had a working cycle of 6 h. This information was then combined with the energy data of the machine to understand when and why the worst criticalities occur. After identifying the energy-related Key Performance Indicators (KPIs) of the machine (e.g., energy efficiency, active power, and active energy consumption), a simulation model was created. Discrete states were built using mathematical expressions, and the model was coded using Visual Basic of Applications (VBA) for accessibility.
In the next sections, all the activities conducted to perform Task 1 and Task 2 of the work are described, motivating all the decisions taken during the analysis. The rest of the paper is structured as follows:
Section 2 describes the methodology and methods of the work;
Section 3 proposes some discussions and possible improvements to be applied to the cosmetics production process to achieve better energy performances. Finally, the main conclusions, limits of the work, and possible future developments are described in
Section 4.
2. Methodology and Methods
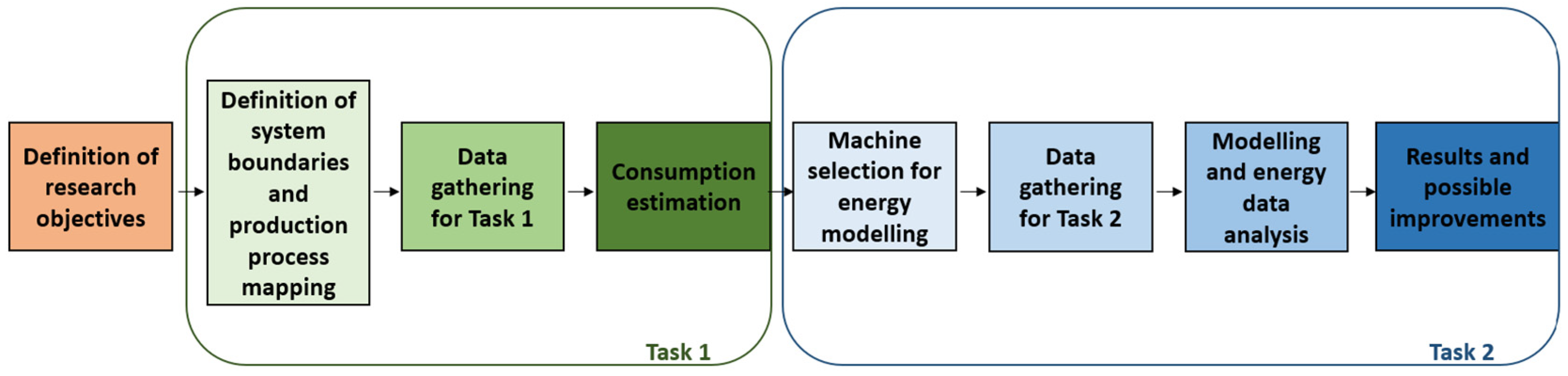
This work presents an experiment conducted within a cosmetics production process aimed at analyzing, modeling, and enhancing its energy characteristics and performance. The work is structured around two primary tasks (Task 1 and Task 2) and follows a methodology comprising eight distinct steps, as illustrated in
Figure 1: (a) defining the objectives of the study; (b) establishing the system boundaries and mapping the production process; (c) collecting data for Task 1; (d) estimating energy consumption; (e) selecting machinery for energy modeling; (f) gathering data for Task 2; (g) modeling and analyzing energy data; and (h) presenting results and potential improvements. The study’s objectives were to assess the current energy consumption within the cosmetics company (addressed in Task 1) and to identify potential improvements in the energy efficiency of the manufacturing process (addressed in Task 2).
2.1. Task 1: Analysis of the Production Process Energy Consumption
Following the previously outlined methodology, Task 1 was structured into three key phases: (a) defining the system boundaries and mapping the production process; (b) gathering relevant data; and (c) estimating energy consumption. Each of these phases is elaborated in detail below.
2.1.1. Definition of the System Boundaries and Production Process Mapping
The company’s production plant is divided into three primary areas: the first area houses the machinery for bulk production, including turbo-emulsifiers and heaters. The second area is dedicated to the machines involved in product assembly and the filling process. Finally, the third area contains the packaging machinery. The entire production process follows a job-flow logic, where work in progress adheres to a specific sequence of phases. Multiple machines can perform the same working cycle, allowing work in progress to be assigned to any machine capable of executing a particular operation. The process begins with bulk production, which, after undergoing quality checks, is primarily directed to the filling phase. Here, additional components required for the final assembly are incorporated before moving on to the packaging phase. The electricity users considered within the analysis boundaries include:
Two compressors (C1 and C2).
Users of the Heating, Ventilation, and Air Conditioning (HVAC) plant.
One Aspirator.
The osmosis plant users.
The bulk production machines include seven turbo-emulsifiers and five heaters.
Two drum washing machines.
Five machines are dedicated to the component assembly.
Six filling machines.
Three packaging machines.
Two junk compacters.
2.1.2. Data Gathering for Task 1
The second phase of Task 1 involved collecting all available data necessary to construct the electrical model of the production process. This electrical model is a synthetic quantitative representation of the estimated energy consumption for the equipment within the scope of analysis. In this estimation, the energy consumption of each individual user is assessed separately. The model incorporates the following data for each considered electricity user: (a) type and name of the user(s); (b) number of the installed user(s); (c) nominal power [kW]; (d) nominal efficiency; (e) average working hours per day [h/d]; (f) average working days per year [d/y]; (g) nominal voltage [V]; (h) nominal current [A]; (i) power factor (Cos (ϕ)); (j) real power (measured in the field or calculated) [kW]; and (k) average load factor. These data were essential for calculating the average annual energy consumption [kWh] of each electricity user. To accurately estimate the annual energy consumption, two methods were considered.
- -
Two approaches were considered for estimating annual energy consumption. The first approach involves directly computing the power consumed based on field-monitored data. With the known working hours per day and working days per year, it is then feasible to estimate the yearly energy usage.
- -
The second approach utilizes nominal values to estimate actual energy consumption. However, it is essential to have accurate data regarding the average load factor, as the absence of this information could lead to an overestimation of actual consumption.
All available nominal data were collected, primarily through readings from machine plates. However, significant gaps in the data were noted. Notably, the nominal power was missing for several machines, and it was not possible to compute the loading factor for any of them. To address these limitations, the installation of an energy sub-metering system was considered. This system facilitated the measurement of electrical parameters using a portable wattmeter, enabling the collection of real field data to fill the electrical model. To obtain a sufficient dataset for each monitored electrical user, measurements were conducted over an average working cycle, specifically between five and eight hours per user. This duration was selected to capture the average power consumption during a typical operational cycle, which could then be extrapolated to estimate annual energy consumption based on the average annual operating time.
The sub-metering system was installed by professional electricians recommended by the company. It was affixed to the electrical panels connected to the monitored machines, following the installation guidelines provided by the company’s maintenance manager. Additionally, some signals were positioned nearby to prevent interference with the measurements by the operators. The measurement frequency was set to every two minutes, balancing measurement precision with the manageability of the data.
2.1.3. Energy Consumption Estimation
The wattmeter installed conducted monitoring with a frequency of 120 s. For each time interval, a comprehensive set of output parameters was recorded. The structure of the datasets obtained is illustrated in
Figure 2, where the time intervals are represented as rows and the parameters as columns.
Among the parameters provided, the average active power (in watts) was analyzed. This parameter represents the average instantaneous power absorbed during each two-minute interval. Given that the measurements were conducted over an entire working cycle, the average of the column corresponding to the average active power was calculated for each user. This approach yielded the average active power absorbed throughout the entire working cycle. This computed value represented the average instantaneous power, which, when multiplied by the annual working time, provided the total annual energy consumption (in kilowatt-hours).
According to company guidelines, two working shifts of eight hours each per day were considered. Monitoring of the turbo-emulsifier, component assembly machine, and filling machine served as representative samples for their respective machine families. Indeed, the primary variation between machines within the same family was their size. The average power value for each monitored machine was determined by dividing it by the nominal power, thereby obtaining the ratio between the real average power and the nominal power. It was hypothesized that this ratio would be consistent across all machines within the same family. With the nominal power data available, it was then possible to estimate the average power of other machines and, subsequently, their annual energy consumption. The procedure is depicted in
Figure 3.
The nominal power was unavailable for certain machines. For these machines, only the nominal current and nominal voltage were provided due to the limitations of the wattmeter. Consequently, the nominal power factor was calculated for these machines using Equation (1).
Equation (1). Nominal power factor.
For the two turbo-emulsifiers, the nominal power factor was calculated, which was then used to determine the nominal power of all other turbo-emulsifiers, including the one used for the measurements. This facilitated the computation of the ratio between the real average instantaneous power and the nominal power, as previously described. The same procedure was applied to the heaters. This approach scaled down the scope of the analysis, as it focused solely on the machines associated with the monitored users listed below:
- -
Compressor C1 and Compressor C2.
- -
Aspirator.
- -
Freezing plant for water cooling.
- -
Turbo-emulsifiers H01, H04, H05, H06, H07, H08, and H09.
- -
Heaters K04, K05, K06, K07, and K09.
- -
Drum washing machines 1 and 2.
- -
Component assembly machines BM1, BM2, BM3, VC1, and BF1.
- -
Filling machines IDM1, IDM2, IDM3, IDM4, IDM5, and the tube filling machine.
The three packaging machines, two junk compactors, the osmosis plant, the loop for de-mineralized water, the freezing plant in the bulk department, and sixteen air conditioners were excluded from the electric model due to a lack of consistent information. For all users, two working shifts per day of 8 h each were considered. Specifically, 244 working days per year were assumed for the component assembly machines, while 220 working days per year were used for all other users. This consideration accounts for the fact that turbo-emulsifiers and heaters remain operational in an idle mode outside of working shifts and during holidays.
The procedure used to estimate the energy consumption of turbo-emulsifiers and heaters in an idle state is outlined in
Figure 4. This process involved reading the consumption data of turbo-emulsifiers and heaters while in idle mode over a half-hour period. Following these calculations, the estimated annual energy consumption (in kilowatt-hours) for all considered electricity users was determined.
2.1.4. Task 1 Results
Various electric bills were provided by the company to complete Task 1. Each bill detailed the consumption recorded by the five utility energy meters installed throughout the production process. According to the analyzed bills, the three meters associated with production activities accounted for 61% of the total consumption. Once the annual consumptions from the monitored data were estimated, an energy consumption map was created. This map was presented in the form of a table within an Excel file (see
Table 1), illustrating the percentage contribution of each individual electricity user to the total consumption. This allowed for the identification of specific machines and machine families that contributed most significantly to the overall consumption.
The machine families are responsible for more than 10% of the consumption, and the seven most consuming single users were considered. The identified families of machines were: (a) compressors; (b) freezing plants for water cooling (composed of a single electric user); (c) aspirators (composed of a single electric user); (d) bulk production machines; (e) drum washing machines; (f) component assembly machines; (g) filling machines.
The families of machines accounting for more than 10% of the total estimated annual consumption were:
Bulk production machines, counting for 46.34%.
Component assembly machines, counting for 12.3%.
Filling machines, counting for 20.48%.
The 7 most consuming electric utilities were identified as:
Turbo-emulsifier H07, accounting for 12.18% of the total.
Freezing plant for the water cooling, accounting for 8.6% of the total.
Aspirator, accounting for 7.6% of the total.
Turbo-emulsifier H02, accounting for 7.41% of the total.
Turbo-emulsifier H04, accounting for 7.03% of the total.
Turbo-emulsifier H06, accounting for 6.8% of the total.
Component production machine VC1, accounting for 4.34% of the total.
2.2. Task 2: Development of an Energy Model of a Selected Machine: The Turbo-Emulsifier H07
The second task focused on the energy modeling of a turbo-emulsifier to better understand its energy consumption patterns during working cycles and identify potential improvements. The selection of the turbo-emulsifier as the subject for energy modeling was based on the findings from Task 1, which identified turbo-emulsifiers as significant energy consumers within the production process. Turbo-emulsifier H07 was chosen for this analysis. The energy model was developed using electric data captured by a wattmeter connected to the turbo-emulsifier H07. Simultaneously, the actions and adjustments made by operators during the machine’s working cycle were monitored and recorded manually. Key data points included turbine speed, blade, and counter-blade speed, machine and pump heating temperature, and various operational steps, with observations taken every two minutes. The following parameters, each recorded with minimum, maximum, and average values, were included: (a) phase and interphase voltage; (b) phase current; (c) apparent, reactive, and active power (differentiated into absorbed and generated and into inductive and capacitive); (d) cumulative apparent, reactive, and active energy (also split into absorbed and generated and into inductive and capacitive); (e) capacitive/inductive power factors for generated/absorbed power; (f) total capacitive/inductive cos(ϕ) for generated/absorbed power; and (g) frequency. Initially, a data selection was conducted, excluding certain variables that were either constant or lacked sufficient variation to yield meaningful insights.
Minimum, average, and maximum currents of the neutral.
Minimum, average, and maximum active powers generated and active energy generated: the machine is electrically configured as a power absorber. It, therefore, makes no sense to analyze the power and active energy generated.
Minimum, average, and maximum inductive reactive powers generated, and inductive reactive energy generated.
Minimum, average, and maximum capacitive reactive power generated, and capacitive reactive energy generated.
Minimum, average, and maximum apparent powers generated, and apparent energy generated.
For the variables related to voltages (both phase and line) and currents, only the average value has been considered. The variables relating to the minimum and maximum values have been eliminated since they are redundant in the sampling intervals.
All inductive and capacitive generated power factors were eliminated because there is no point in evaluating them. The same goes for the inductive and capacitive cos(fi) generated.
As for the currents and voltages, the average values for the power factors and for the cos(fi) were considered.
For the inductive and capacitive reactive powers and for power factors, only the average values have been considered.
2.2.1. Turbo-Emulsifier H07 Operations Description
Turbo-emulsifier H07 receives pre-heated or cooled water from a water purification system. This implies that the energy used for heating and cooling water is not included in the measurement of the machine as it belongs to an external system. This is evidenced by the machine remaining idle (about 3 W) during the entire heating phase. The operational sequence starts with workers verifying the raw materials based on display instructions next to the fusor. Secondly, the heating of the emulsifier is switched on, and hot vapor is pumped into the machine. Upon reaching 75 °C, water, essential for bulk formation, is added via a pipeline by an operator. The decisions in terms of duration of activation and speed of the different components were made according to how the operator judged the bulk inside the emulsifier. Once the bulk is ready, all components are turned off, followed by quality checks: (a) color comparison of the sample bulk to a standard specific to each customer; (b) viscosity analysis, which is specific for each customer; (c) pH analysis, which is specific for each product. During data collection, a rework was required, but before doing that, the operator chose to store the bulk again in the fridge for 15 min. However, the viscosity remained unchanged. The temperature was visible from a display of the machine and was recorded every 2 min to be in line with the energy data’s sampling time. Notably, the display temperature was 5–6 °C lower than the actual temperature of the machine’s upper part due to the sensor’s bottom placement. These measurements were collected to evaluate the impact of heating and cooling on energy data. The operators based their decisions more on the integer values of the velocity, which he could see from the nocks of the handle, which they had to turn to regulate the speeds. Those nocks were associated with a finite number from 0 (the minimum speed equal to 26.50 Hz for blades and counter-blades and to 14.45 Hz for the turbine) to 10, with an increment of 0.5.
2.2.2. Energy Key Performance Indicators
The primary indicators selected and analyzed for modeling the turbo-emulsifier include: (a) active power; (b) total absorbed active energy; (c) efficiency (power factor); (d) estimated energy cost; and (e) estimated environmental impact.
- -
This was the key parameter used to model the machine’s behavior on a minute-by-minute basis. Active power was selected because it is easily interpretable and represents the actual power consumed by the machine. The focus was on the average active power rather than the minimum and maximum values. This decision was made due to the long interval between consecutive data points (i.e., 2 min). Concentrating on singular minimum and maximum values for each 2-minute interval could lead to an underestimation or overestimation of the power behavior.
- -
Total active energy absorbed. Energy serves for the translation of power consumption into cost and environmental impact. It can also be used to evaluate an overall cosmetic recipe (i.e., the specific product chemical formula) as well as a tool for comparison among different cosmetics recipes. Data analysis revealed that the total active energy, calculated indirectly through the average active power consumption, differed by less than 0.5% from the data recorded by the instrument.
- -
Efficiency (power factor). The measurement of efficiency primarily pertains to the energy provider, as reactive power consumption is not billed by the provider and does not appear on the bimonthly invoice. Nevertheless, data on efficiency are provided, as low efficiency can result in penalties, and its improvement can minimize overall consumption and prevent potential equipment failures. Furthermore, inefficiency harms environmental sustainability, particularly when the energy source is not renewable.
- -
Approximated energy cost. In order to provide a monetary representation of each cosmetics recipe, the total active energy was multiplied by a cost factor of 0.22 EUR/kWh. The cost factor represents the average energy cost in Italy.
- -
Approximated environmental load. In order to provide an environmental impact for each cosmetics recipe, the total active energy was multiplied by a conversion factor of 0.4768 kCO2/kWh. The conversion factor represents the amount of CO2eq generated to produce a kWh of energy in Italy, considering the average country’s energy mix. No renewable sources were used or considered since the company does not have them.
2.2.3. Results and Operations Phase Detection
The analysis and modeling conducted in Task 2 aimed to evaluate the various operational phases of the process and analyze the differing behaviors in the data. This evaluation was achieved through clustering analysis using R software (version R4.1.3), where data with similar energy consumption characteristics were grouped. Two types of operational phase detection models were developed: (a) the first model identifies correlations between machine operations and power consumption; (b) the second model correlates the activation or deactivation of specific machine components (e.g., turbine, blades, counter-blades, and pump) with power consumption. The first model identified six distinct operational phases:
Phase A: During the first 2 h, the operator prepared all the necessary materials and ingredients for production and solved a problem related to the water while the turbo-emulsifier started heating up. In all this period, the machine was idle, and, as expected, the efficiency was 100%.
Phase B: Start the mixing with the head cylinder that goes down while the turbine, blades, counter blades, and pump are on. This phase lasted 10 min.
Phase C: After adding some materials, there is another mixing phase where the turbine, blades, and counter blades are on for almost the whole phase, while the pump is only in some moments.
Phase D: The turbine is on for the whole phase. The material has been added, and this causes an initial drop IN temperature.
Phase E: The turbine has been stopped, and a few minutes later, the blades and counter blades are shut off. Some alcohol is added, and the cylinder is put down.
Phase F: The turbine was switched on again to eliminate some grains that originated.
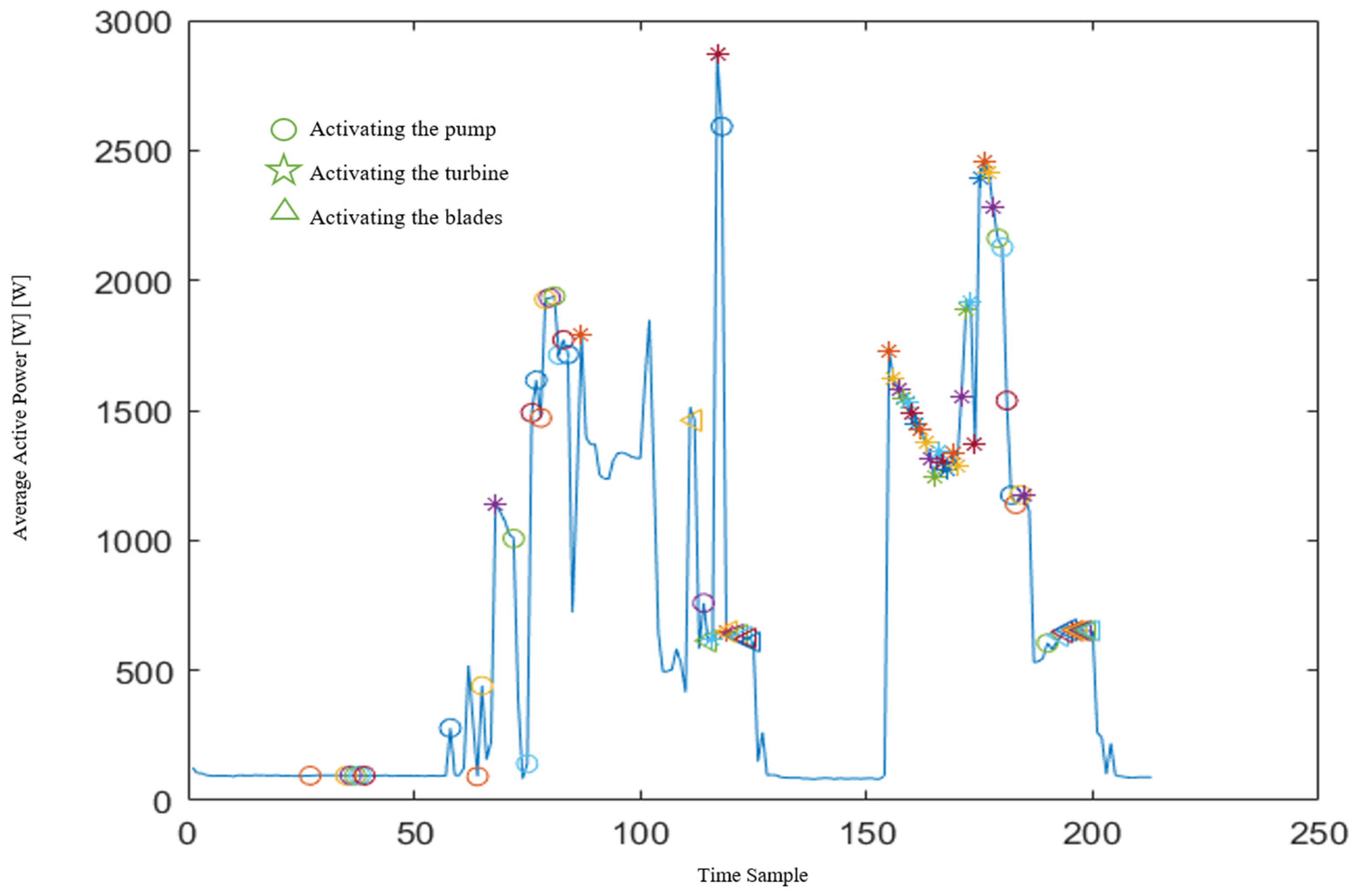
According to the graph presented in
Figure 5, there are power peaks occurring before measurements 69–70 (Phase B) that can be solely attributed to the water issue. The actual power peaks of interest are primarily observed during the final phase of production when the turbine speed reaches its highest values of 7–8, and the pump is operational.
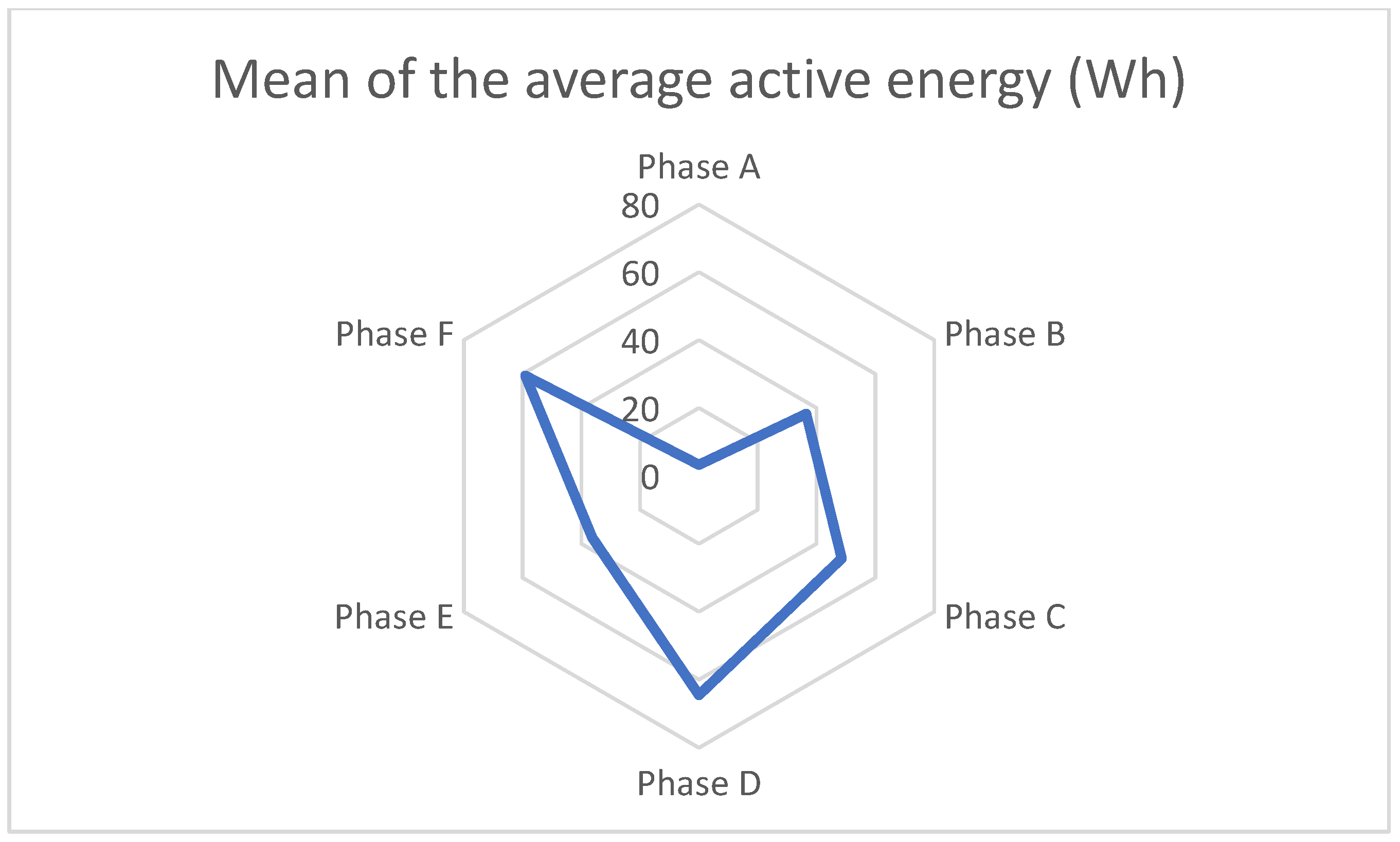
Figure 6 displays a Pareto chart illustrating the consumption levels for each analyzed phase in relation to the total energy consumption. Additionally,
Figure 7 provides a radar chart for visualizing the consumption power across phases.
Table 2 presents the minimum detected efficiency values (defined as active energy over apparent energy) for the different phases.
The second model was developed by analyzing the activation and deactivation of machine components (i.e., turbine, pump, blades, and counter-blades) using the data manually recorded during monitoring.
Figure 8 presents a time series of the monitored power consumption values.
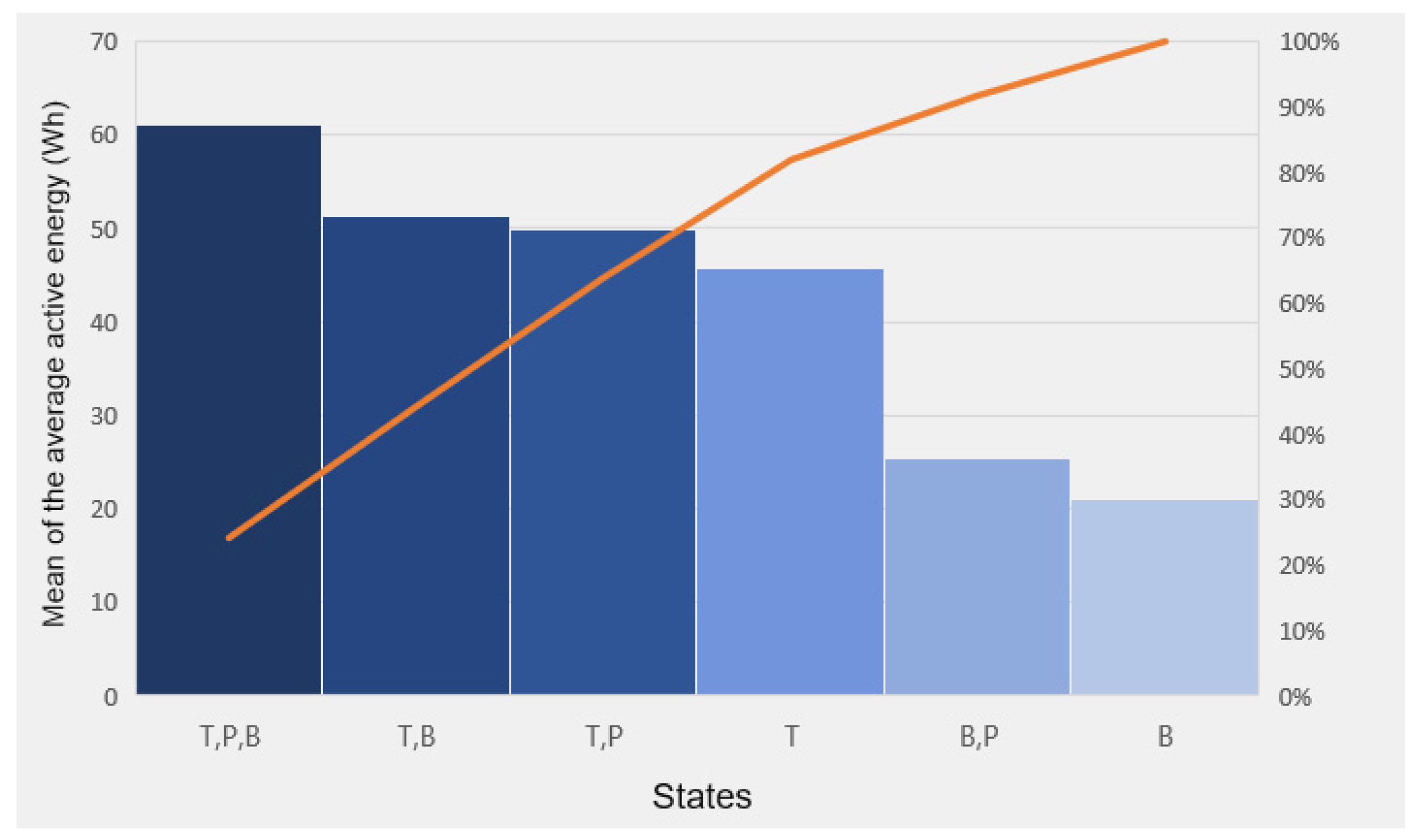
Figure 9 shows a Pareto chart illustrating the power consumption levels of each operational state in terms of mean active energy relative to the total energy consumption. Additionally, a radar chart providing an alternative visualization modality is shown in
Figure 10.
The first Pareto chart (
Figure 6) clearly identifies Phase D as the highest in energy consumption, despite the turbine being the only active component during this phase. This is further corroborated by the second chart, where the turbine (“T”) is shown as the most energy-consuming component. The other columns represent “B” for the blades and counter-blades and “P” for the pump. Additionally, the radar chart in
Figure 7 offers another perspective on energy consumption by phase.
However, the first model, though effective for predicting consumption for the specific product monitored, lacks flexibility. It cannot be generalized to other products processed by the turbo-emulsifier, as it is built upon the production phases and consumption levels of the particular item observed. In contrast, the second model, based on the activation or deactivation of machine components, is more adaptable and theoretically applicable across various product types. Therefore, the second model was selected. The primary indicator for model construction was active energy (Wh), representing the energy used to make the machine work and being the major factor in energy costs. Given that data were recorded in two-minute intervals, the model also follows this time discretization. The states of the model were defined by the active components, leading to the identification of three main states:
- -
Idle: whose active energy contribution was computed as 3 Wh through the Mean method.
- -
Machine movement (up and down): whose active energy contribution was computed as 14.55 Wh through the Mean method.
- -
Mixing: when the machine is properly working, which had to be divided into six sub-states. The sub-sates of the mixing are reported in the following list: (a) active blades and counter-blades; (b) active turbine; (c) active pump; (d) concurrently active blades and counter-blades, turbine, and pump; (e) concurrently active blades and counter-blades and turbine; (f) concurrently active blades and counter-blades and pump.
For state “i” (i.e., active blades and counter-blades), the mean energy consumption was computed to be 21 Wh. During the observed operational cycle, the blades and counter-blades were always activated simultaneously and at the same speed, allowing them to be modeled as a simple “On-Off” state. A similar approach was employed for the pump. However, the situation was different for other states due to the turbine’s seven distinct speed levels. Consequently, a linear regression methodology was applied. In this linear regression analysis, both the pump and the blades and counter-blades were treated as dummy variables. Two separate regression equations were utilized: one for the initialization of the production process (the initial time interval) and another for subsequent time intervals. The latter equation exhibited slightly better forecasting accuracy, with an R
2 value of 93.91%, compared to an R
2 value of 91.65% for the initial equation. However, the latter equation incorporated the active energy consumption from the previous time interval, rendering it unsuitable for the initial time interval. The regression equation used for the different time intervals is illustrated in
Figure 11.
2.2.4. Active Energy Evaluations
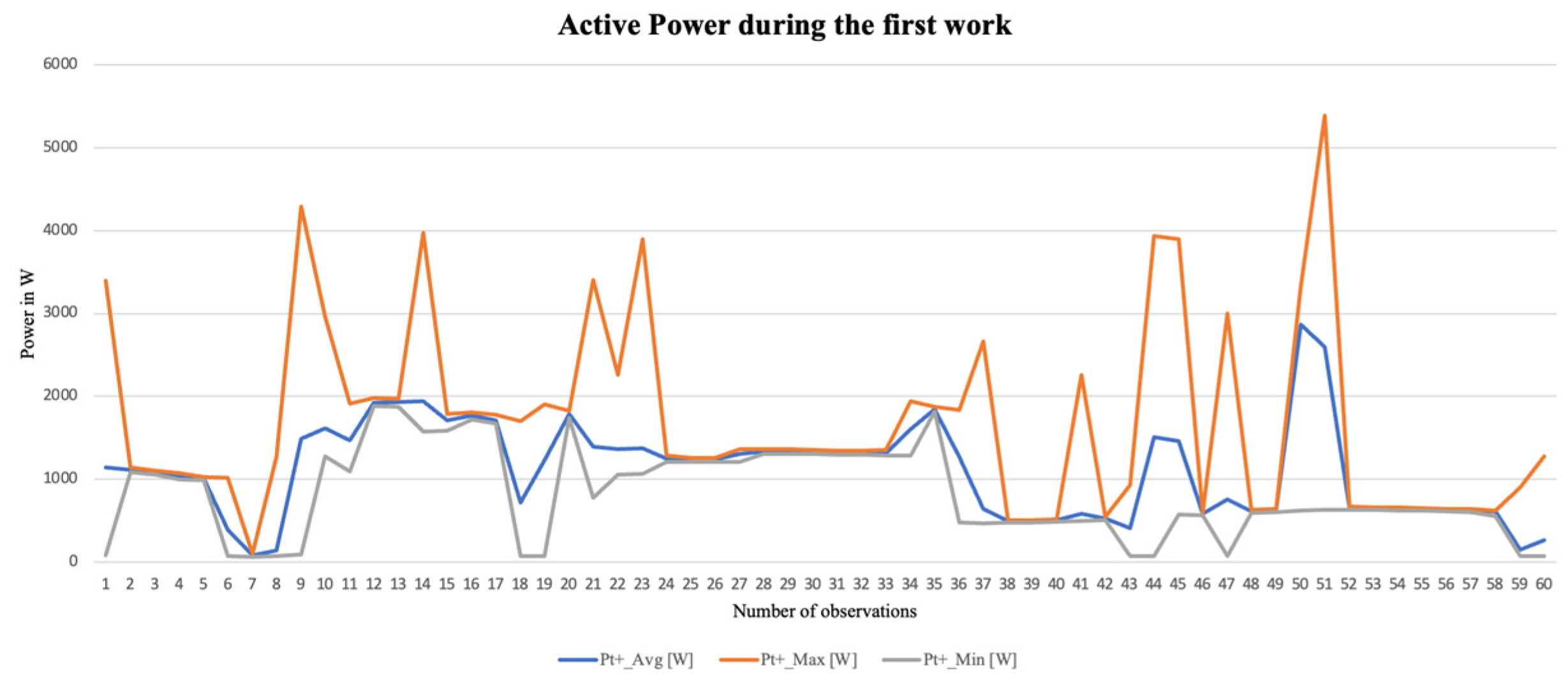
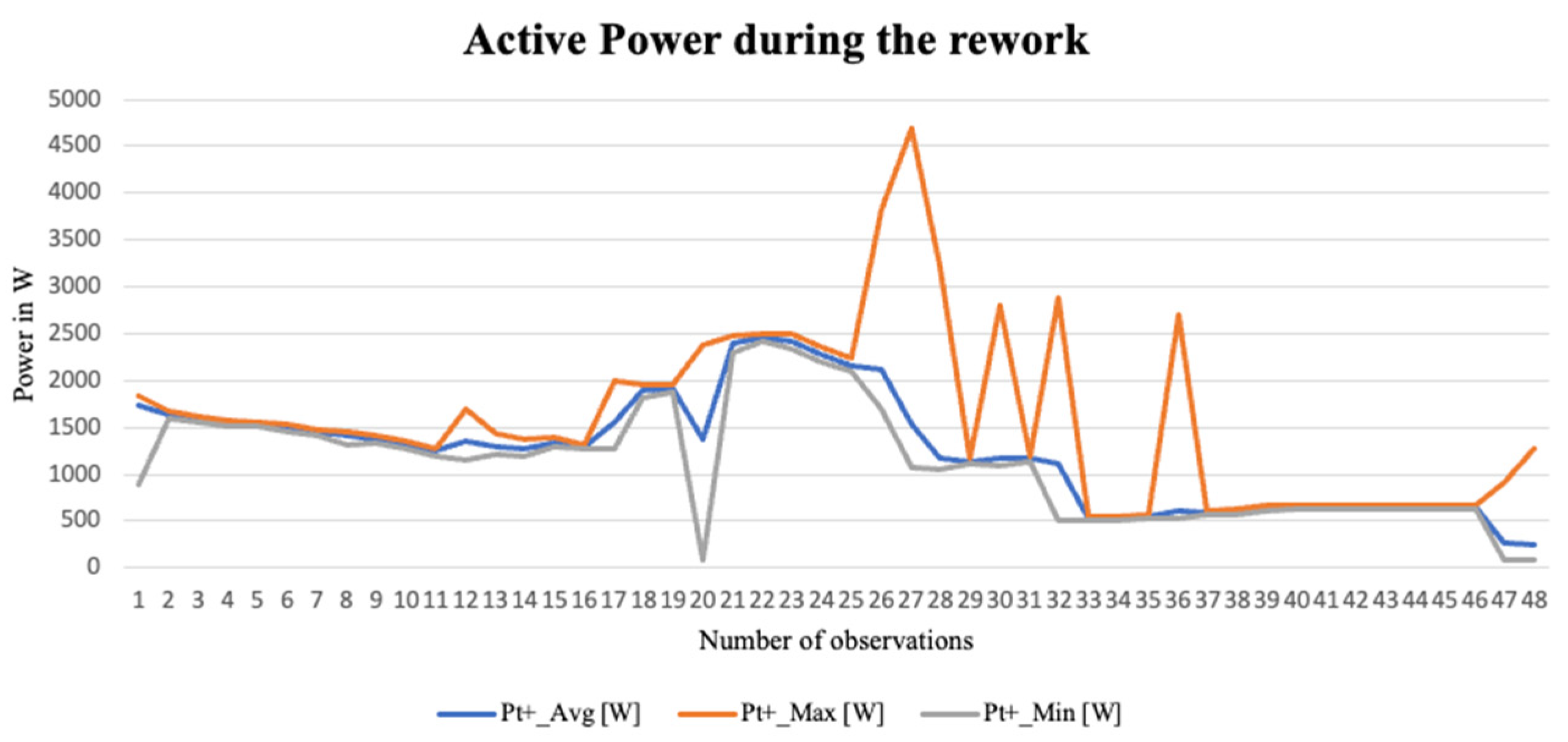
The highest power consumption occurs during periods when machine components (i.e., turbine, blades and counter-blades, pump) are active, as illustrated in
Figure 12 and
Figure 13. Specifically, the most significant peaks in power consumption are attributed to the turbine operating at medium-high speeds (speed settings of 7–8 in the first instance and 5 in the second, according to the speed settings of the turbo-emulsifier). A separate analysis was conducted to examine energy consumption during the work phase and the rework phase, with a focus on the contributions of different machine components. It was observed that the work phase requires higher power consumption compared to the rework phase. In both phases, the average power consumption mirrors the behavior of the minimum power levels, which occur when the machine is idle, and additional materials are added. Conversely, maximum active power consumption shows peaks during the initial work phase when the pump is activated or when the turbine operates at high speed (setting 8) and during the rework phase, primarily when the pump is on. Therefore, it can be concluded that the pump is one of the components that most significantly influences the maximum active power.
Going more in depth in the analysis, the authors focused on the energy contribution of each state in the two phases separately. Results are summed in
Table 3,
Table 4 and
Table 5.
Overall, the initial work phase requires the same amount of active energy as the rework phase but remains more efficient in comparison. The rework phase is less efficient due to higher energy losses. When the machine is idle, it consumes less energy and achieves an efficiency of 96.24%. An analysis of the energy consumption across different machine states (defined by the activation of various components and their combinations) reveals the following: (a) the least efficient state is when the blades are active, with an efficiency of 61.17%; (b) the turbine, in conjunction with the blades, is associated with the highest apparent energy consumption, energy losses, and active energy requirements. In the rework phase, all states exhibit inefficiency, with the state where the blades are active being the least efficient. However, the state with the highest energy loss and active energy consumption is when both the blades and the turbine are active. The majority of active energy consumption can be attributed to the turbine, whether it operates alone or with other components. This is because the pump is typically active only for brief periods, and the blades are generally set to minimum speed. Approximately 80% of the average energy consumed per time interval is attributed to states in which the turbine is active. The variation in the average active energy contribution between the work and rework phases is due to changes in turbine speed, which should be closely monitored.
Moreover, energy losses vary with seasonal changes, and relying on a single dataset makes it challenging to conduct a precise analysis. Therefore, multiple measurements throughout the year are necessary to accurately assess the relationship between reactive energy and temperature. Consequently, an approximate value for energy loss per state was calculated by averaging the available data. The limited number of data points prevented the consideration of different ranges based on turbine speed. Nevertheless, the authors aimed to provide managers with an estimation of the energy loss magnitude. A summary of the contributions to energy losses is presented in
Figure 14.
3. Discussion
The results obtained from the execution of Task 1 and Task 2 facilitated the development of proposed improvements for the production process aimed at achieving better energy performance. This section outlines the proposed solutions. Additionally, an overview of potential future steps for further development of the topics addressed in this project is presented in the subsequent sections.
- (a)
Switching off turbo-emulsifiers and heaters during non-working hours
The machines used for bulk production (i.e., turbo-emulsifiers and heaters) are kept switched on during nights and non-working days. This practice, as understood, was implemented by the company to save time, as it eliminates the need to wait for the machines to start up at the beginning of a working shift, and for maintenance reasons, since some components of the turbo-emulsifiers are sensitive to frequent on-off cycling. However, an attempt was made to quantify the potential monetary savings that the company could achieve if it opted to shut down the equipment at the end of the working shifts. The calculation considered the average power consumption of the machines during their idle state, as previously detailed. This value was then multiplied by the estimated number of annual non-working hours (including non-working days). The total annual energy consumption [kWh] by the equipment during non-working hours was estimated. This figure was subsequently multiplied by the billing components proportional to the consumed kWh, as specified in the company’s electricity bills.
The second potential improvement identified from the analysis pertains to compressor C1. This machine exhibited a high consumption of inductive reactive energy relative to its active energy consumption. Specifically, by the end of the monitoring period, the consumed active energy was 0.63 kWh, while the inductive reactive energy consumption was 3.35 KVARh. Given that active energy consumption is typically higher than reactive energy consumption, this result is concerning. This issue poses two main risks for the company: (a) the utility may impose penalties on the bills due to excessive reactive energy consumption; (b) excessive reactive energy consumption may negatively impact the health of the electrical system. One potential cause of excessive reactive power consumption is low loading conditions. According to the datasheet, compressor C1 has an average power consumption of 0.9 kW compared to its nominal power of 37 kW. The company may need to consider adjusting the operational use of the machine or implementing local power factor correction measures, as well as a substitution of the compressor with a less powerful one.
Following the analysis and modeling of the machine, a VBA (Visual Basic for Applications) interface was developed. This interface provides operators with forecasts of energy consumption related to the working cycle they are about to perform. It takes into account the machine components to be activated, the speed of the turbine, and the duration of each state during the working cycle. The objective was to create a flexible, user-friendly, and practical model for the company. Through this interface, operators can interact with a straightforward and visually accessible model while operating the machine. Each operational state embedded in the machine is associated with a screen displaying various production details, such as the list of materials to be added. The purpose of the program is to create and save cosmetic recipes. Each cosmetic recipe corresponds to a specific product and outlines the cycle of operations and timings required to complete the product. The inputs of the model are as follows:
- -
A field for entering a title to save the new cosmetics recipe.
- -
Fields for inputting the start time of an operation and its approximate duration in minutes.
- -
A bottom to click when the machine’s head is raised or lowered.
- -
A bottom to activate the pump.
- -
A bottom to turn the blades and counter-blades on.
- -
A dropdown list for selecting the speed of the turbine.
- -
A save button to close the user interface.
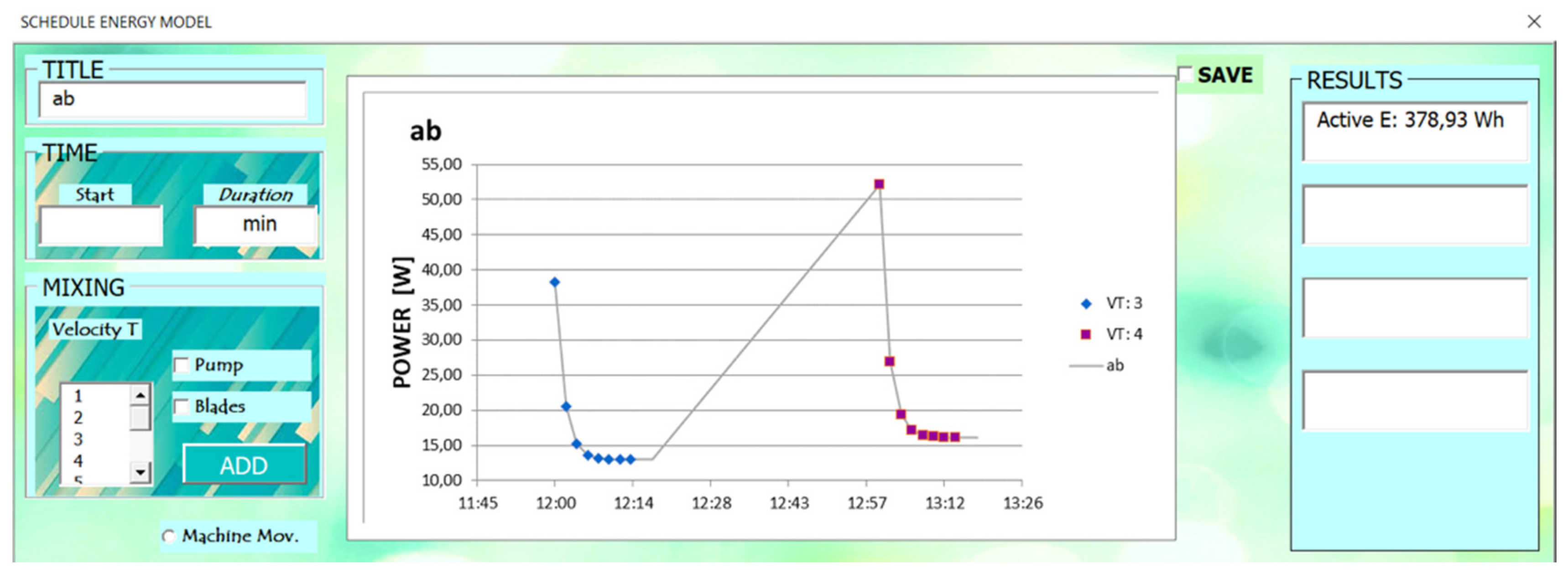
When the required operations are added, the new energy data are alphabetically inserted in the Excel sheet, and a corresponding time series graph appears at the center of the user form. The graph also provides information related to the speed of the turbine and whether other components are on or not. An example of the interface is reported in
Figure 15.
On the right side of the user form, several textboxes provide KPIs and useful information suggested to be monitored: (a) total active energy consumption in Wh; (b) approximated cost; (c) approximated CO2 emitted. The program also provides two checkboxes (info and delete) on each cosmetics recipe of the excel sheet. These facilitate the look for information about the recipe, allow for modification of existing operations, or permit their deletion.
4. Conclusions
The study presented in this paper aimed to evaluate the current state of the production process of a cosmetics company located in Italy from an energy perspective. The analysis was conducted to propose potential improvements for enhancing energy performance. The overall work was divided into two primary tasks: (a) Task 1, which involved analyzing the energy consumption of the production process, and (b) Task 2, which focused on developing an energy model for a selected machine, specifically the turbo-emulsifier H07. The results from Task 1 identified machine families responsible for more than 10% of the energy consumption and the seven highest-consuming individual users. The identified machine families were: (a) compressors; (b) the water cooling freezing plant (comprising a single electric user); (c) the aspirator (comprising a single electric user); (d) bulk production machines; (e) drum washing machines; (f) component assembly machines; and (g) filling machines. The findings confirmed that turbo-emulsifiers were among the most energy-intensive components of the production process. Consequently, this type of machine was selected for detailed analysis and modeling from an energy perspective. The energy indicators selected for monitoring included active power, total active energy absorbed, efficiency (power factor), approximate energy cost, and estimated environmental impact. Task 2 involved assessing the different operational phases of the turbo-emulsifier and evaluating various data behaviors. The analysis revealed that the worst state in terms of efficiency (61.17%) occurs when the blades are active, while the turbine state exhibits the highest apparent energy consumption, energy losses, and, alongside the blades, the highest active energy requirements. In the rework phase, all states were found to be less efficient, with the blade state being the least efficient. However, the state with the highest energy loss and active energy consumption remains when both the blades and the turbine are active. Additionally, an approximate value of energy loss per state was calculated by averaging the data. The results from Tasks 1 and 2 led to several proposed improvements to enhance energy performance in the production process, including (a) switching off turbo-emulsifiers and heaters during non-working hours, (b) correcting the power factor of compressor C1, and (c) implementing the proposed VBA user interface.
Building on the work conducted and the results obtained, it was possible to propose an additional solution: the installation of a fixed energy sub-metering system. This system would enable a more precise and comprehensive understanding of the energy behavior of the production equipment. The potential benefits of implementing this solution include:
- -
Identification of machine states to improve machines’ energy profiling and then analysis solutions to optimize production scheduling, timing of machine states, operational costs, and emissions.
- -
A precise quantification of energy consumption and the related costs due to non-value-added activities, like reworks.
- -
By crossing the energy data with the production data, it would be possible to develop energy models and interfaces analogous to those developed for turbo-emulsifier H07 and other machines of different typologies.
- -
Possibility to spot low values of power factor (as conducted for compressor C1), better analyze the situation, and evaluate interventions of power factor correction.
- -
Possibility to benchmark data related to energy consumption levels in different periods of the year or to evaluate how they change according to the raw materials used (possibility to evaluate their quality and indirectly the suppliers).
A feasible energy sub-metering solution could replicate the approach utilized with the portable wattmeter in this study, focusing on a select few representative machines for continuous monitoring. By leveraging the similarity among machines within the same category, insights into the energy performance of the entire group could be derived from data collected from just one machine. This method offers significantly lower economic and technical challenges compared to comprehensive sensor coverage across the entire production process, in addition to requiring much less implementation time. Three potential methods for executing this implementation are suggested:
Installation of traditional metering devices supporting Modbus communication protocol to dialogue with machines PLCs and presenting an Ethernet entrance to connect the PC to download recorded data. The monitored data can also be used to feed the creation of energy models like the turbo-emulsifier H07 model.
Installation of smart sensors to be connected to an open Internet of Things (IoT) online platform for the management and analysis of the monitored data. The main advantage of this solution compared to the first one is that, in this case, data could be accessible anytime from anywhere without the need for periodic downloads. On the other hand, there are two main barriers: (a) the connection to the open IoT platform would require some not-advanced coding skills, and (b) the data would be shared in the Cloud, on servers belonging to the platform the items are connected to.
A third option is to allow the technology supplier to connect the devices to an IoT platform managed by the supplier. The cost of connection to this private platform varies depending on the supplier but is generally comparable to the cost of connecting to an open platform. This solution offers the same capabilities as the second option, with the added benefit of avoiding the technical challenges associated with autonomous platform connections.
Limits of the Work
A limitation of this study is the incomplete data on the nominal power and load factors of the machines, which resulted in sub-optimal monitoring of energy consumption during a working cycle. These data served as the basis for estimating annual energy consumption. However, the measured power consumption reflects only a single working cycle, making it uncertain whether this value represents the true average for all cycles over the year. Consequently, the estimated annual consumption may involve some degree of approximation.
Concerning data limitations for task 2, the available energy data provided by the company and used for the model construction are first just related to one specific production cycle, and it is not possible to be generalized. With just one dataset, it is possible to understand the energy contribution of the machine components; however, those contributions were evaluated based on too few data. Moreover, the dataset contained only the case in which blades and counter-blades are always at the minimum speed, leading the authors to consider them as dummy variables in the data analysis. Unfortunately, this may not be the case for other production processes, where blades and counter-blades could be set at higher speed, and their speed could follow a pattern or a linear regression, as it was found for the turbine velocity. Another limitation due to the input data is related to the time interval of the measurement since two minutes is too high when it comes to the energy consumption of the operations. For this reason, a more in-depth analysis of the pump influence is suggested since it was seen that it is the main responsible for the peaks of max active power. Even if the energy model seems to work quite well and with a high degree of accuracy, it is necessary to validate it with other data sets to evaluate the analysis on much larger data ranges. In addition, there is the possibility of proceeding with more in-depth analyses dictated by certain considerations during the data collection phase. According to the fluid dynamics laws, it would be useful to introduce parameters such as the viscosity of the fluid to evaluate in a more complete way the energy consumption. Viscosity is an important parameter in cosmetics manufacturing because many of the rework operations are also carried out, taking into consideration this variable. In fact, in the current situation, the operator takes actions based just on a visual judgment of the bulk inside the machine. It was suggested to digitalize the viscosity monitoring, with the twofold objective of reducing the number of reworks and related energy consumption and to be able to introduce viscosity parameters in the energy consumption model. Another consideration is the evaluation of the energy behavior of blades and counter-blades, even at higher speeds. A major limitation was the fact that, in the dataset, these parameters were always set at minimum values, which is why it was appropriate to evaluate them with a dummy variable (on/off). It would be useful to detect the behavior at different speeds, as happened with the turbine. All those considerations should be made firstly on the same production process, and then evaluating the results also on different production processes to standardize this model to all the different products.













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}