
Environmental Impacts of Rare Earth Mining and Separation Based on Eudialyte: A New European Way



Abstract
:1. Introduction
2. Method-Life Cycle Assessment
- The goal and scope definition describes the main purpose of the analysis. The investigated system is described, and the functional unit is defined, which is the basis for the comparison. The considered environmental effects are selected.
- In the life cycle inventory (LCI), all relevant inputs and outputs (resources, material, energy, emissions and waste) of the investigated system are collected.
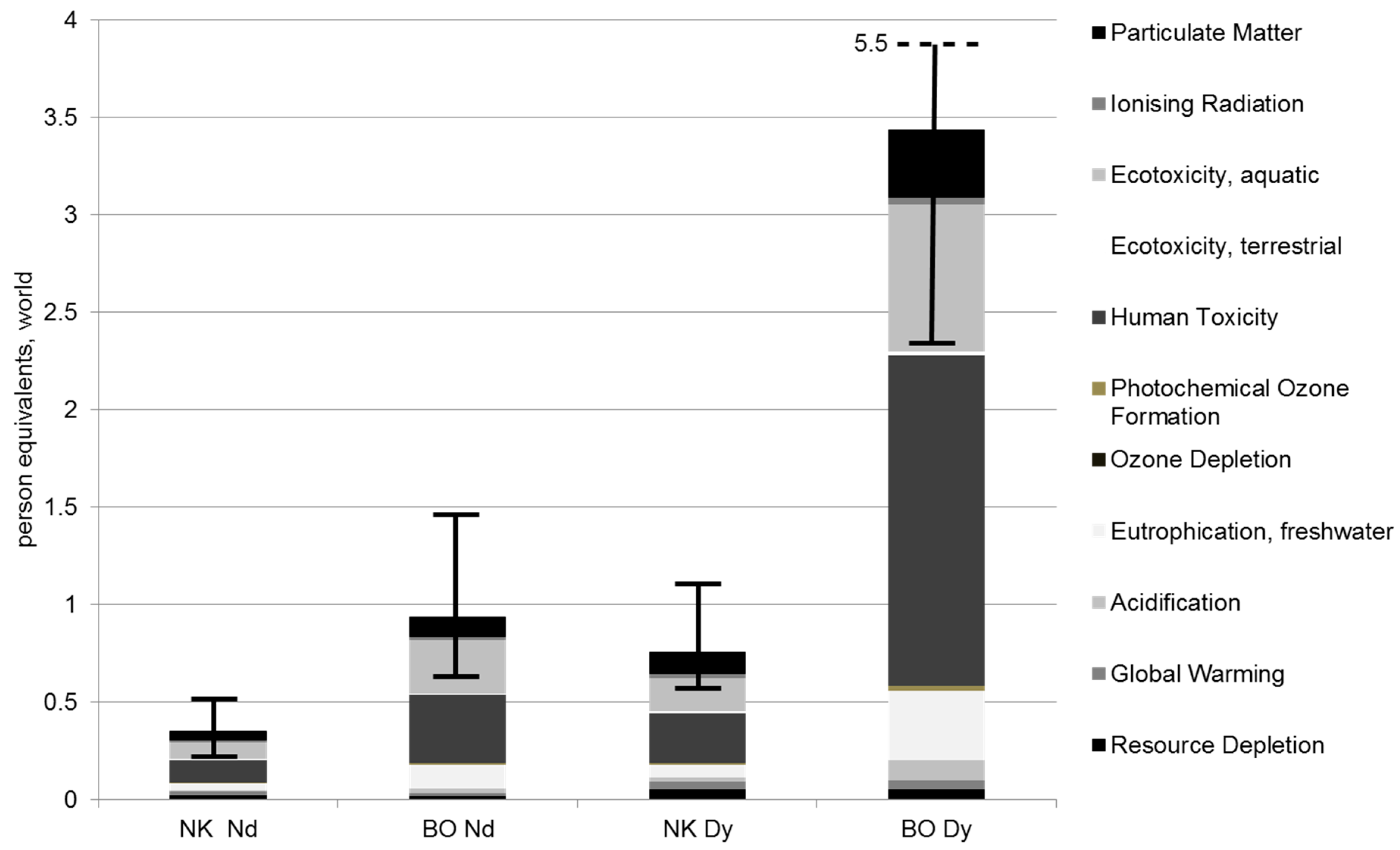
- During the life cycle impact assessment (LCIA), the gathered inputs and outputs of the system are translated into environmental effects, so-called impact categories. In order to gain a better understanding of the relative importance of an environmental effect, an additional normalization step (optional in LCA) can complete the LCIA. Each effect calculated for the life cycle is benchmarked against the known total effect of a reference system, such as the total impacts of a specific region (e.g., EU, world, specific country) or the contribution of a single person to this impact. Therefore, every impact category is translated into relative contributions. Thereby, the different environmental impacts (e.g., global warming, acidification, eutrophication) become comparable.
- The interpretation, as the final step, summarizes the results from the LCI and LCIA.
2.1. Goal and Scope Definition
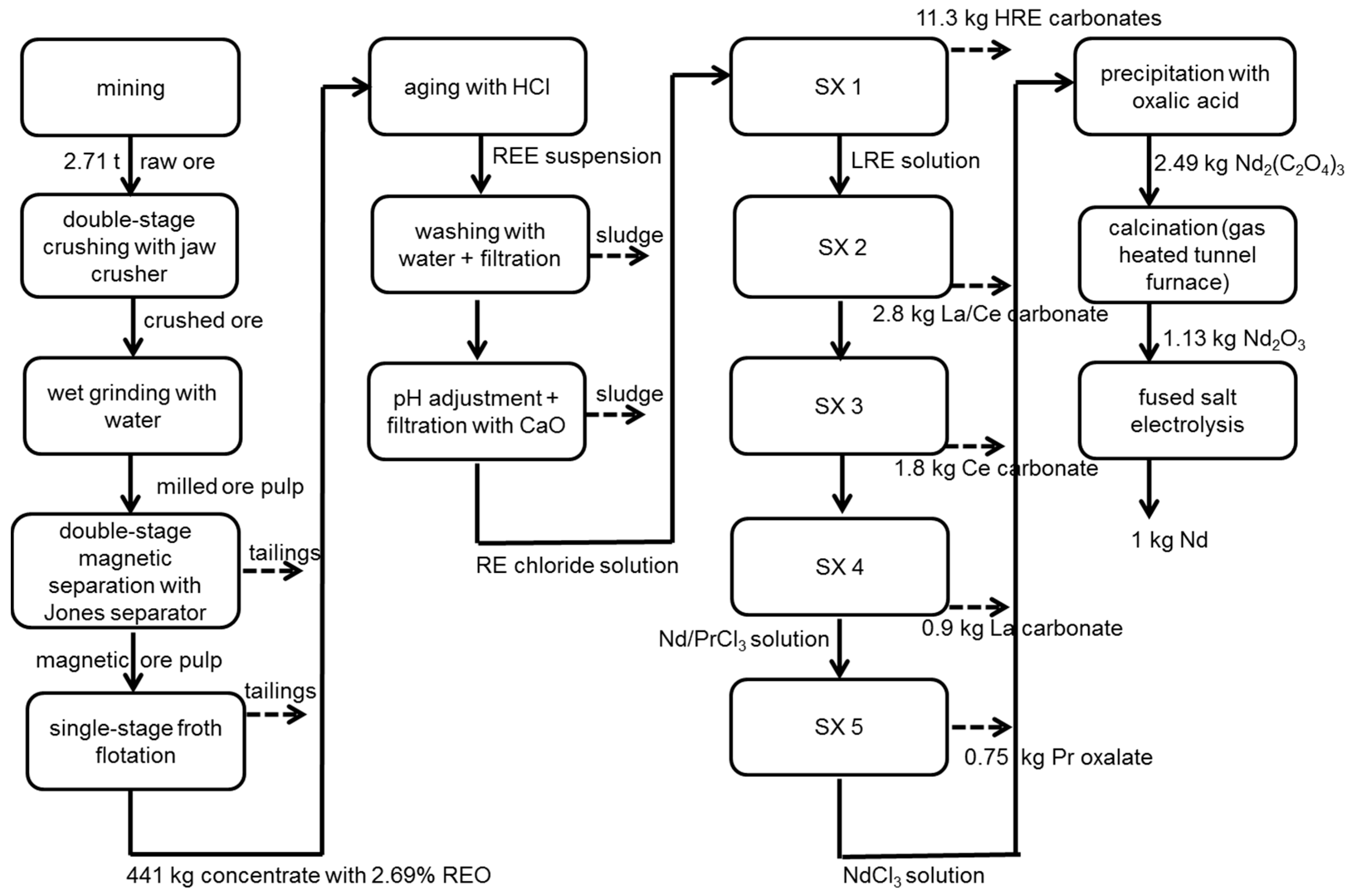
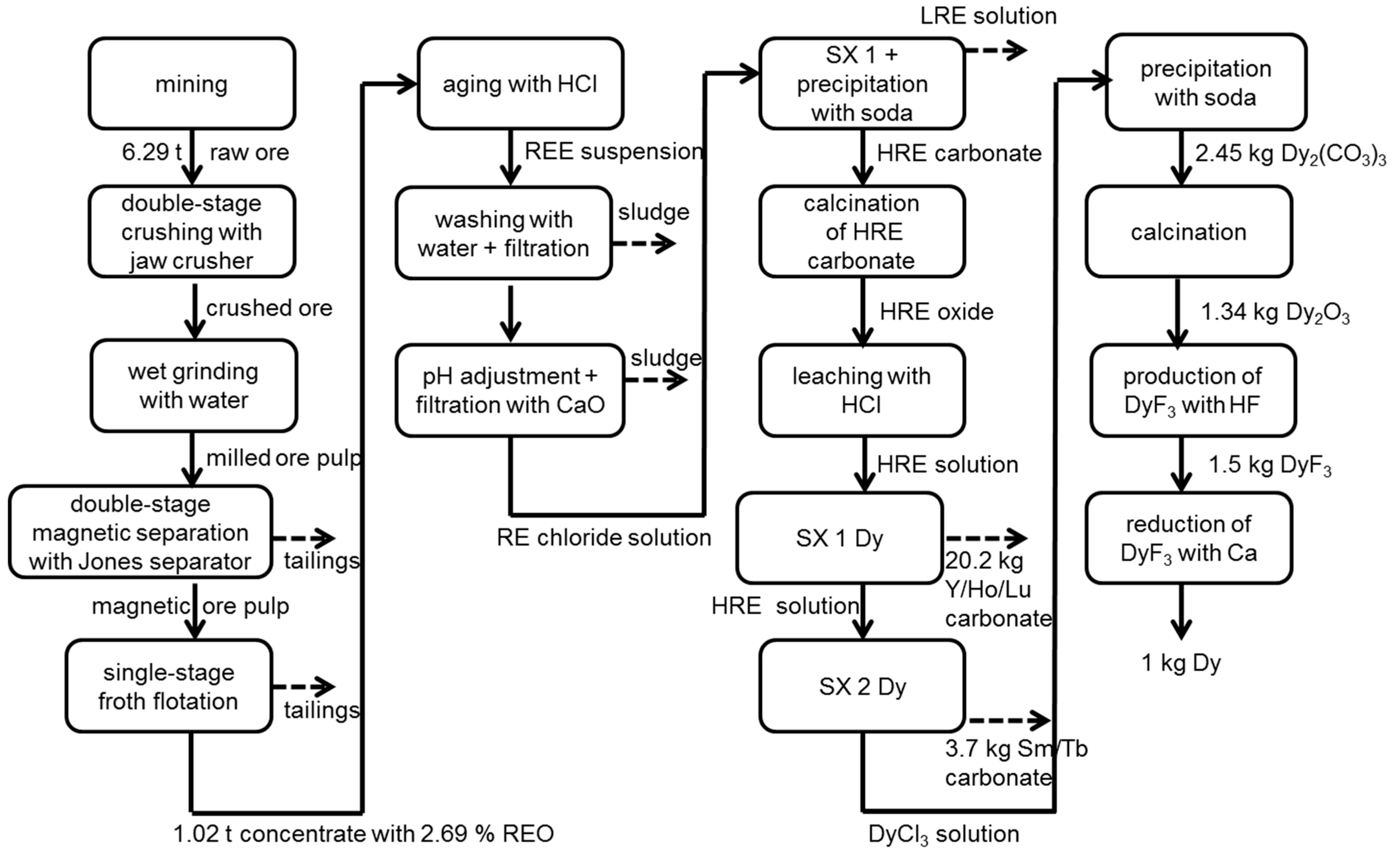
3. Neodymium and Dysprosium Production
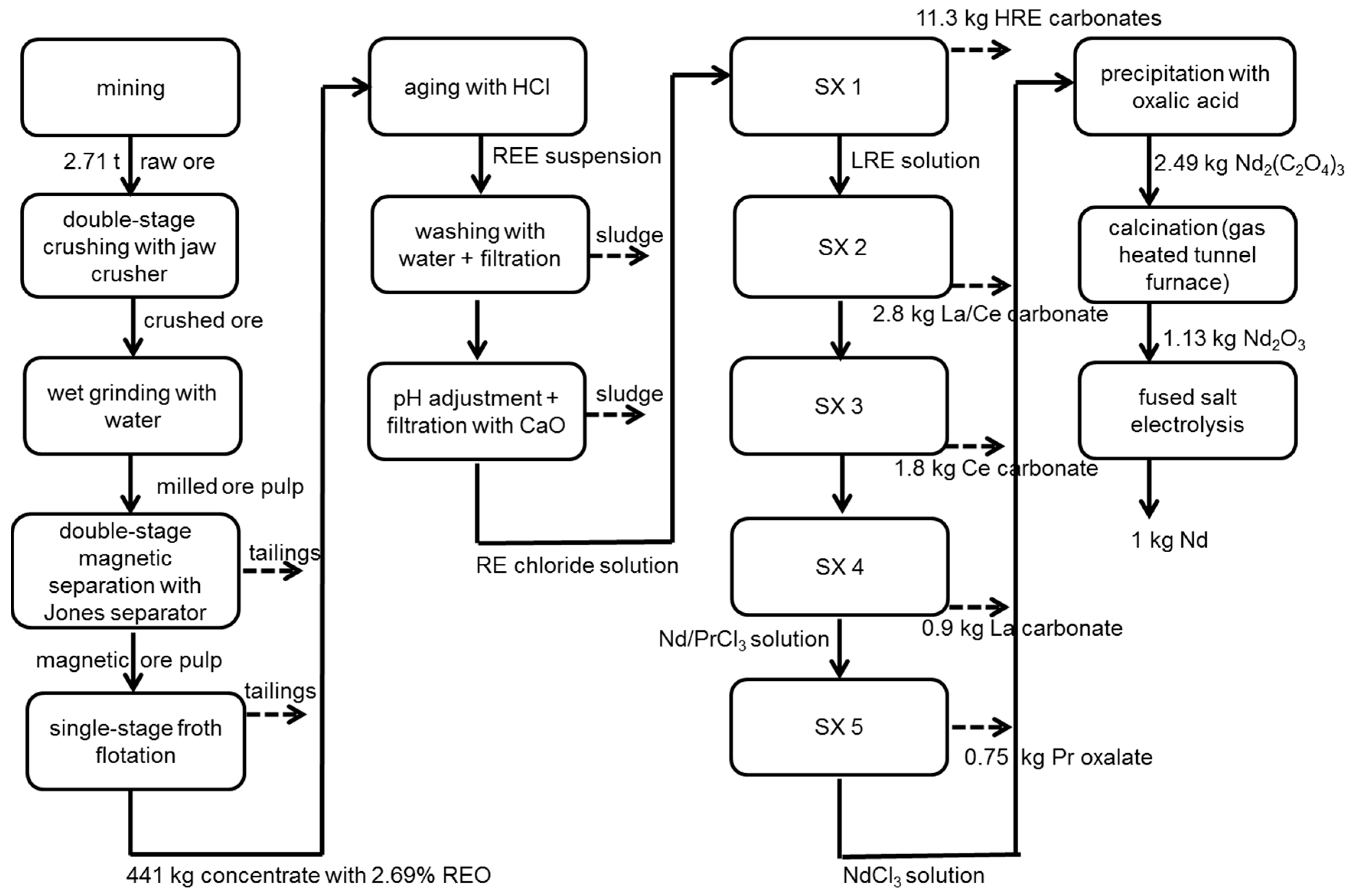
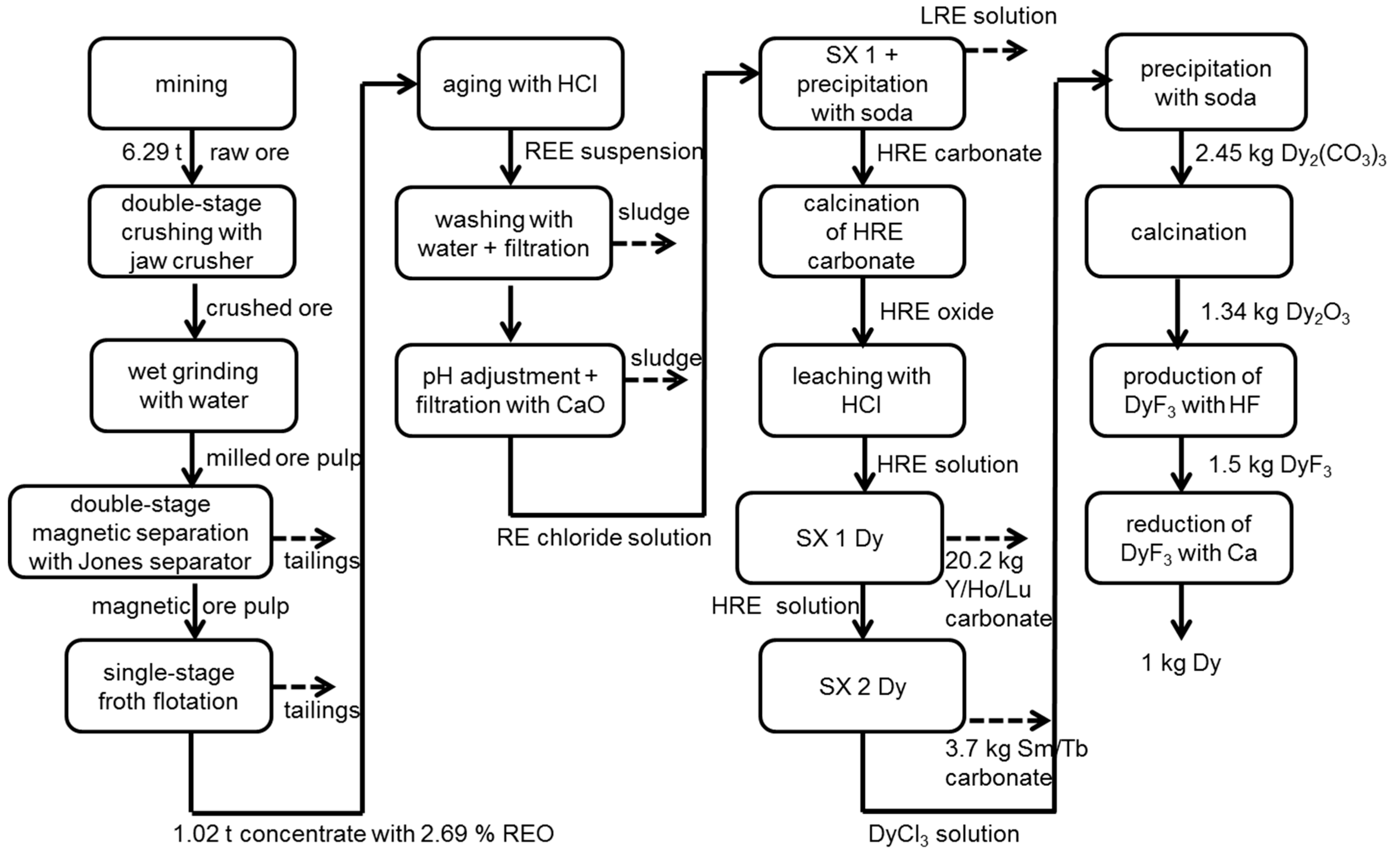
3.1. European Eudialyte System
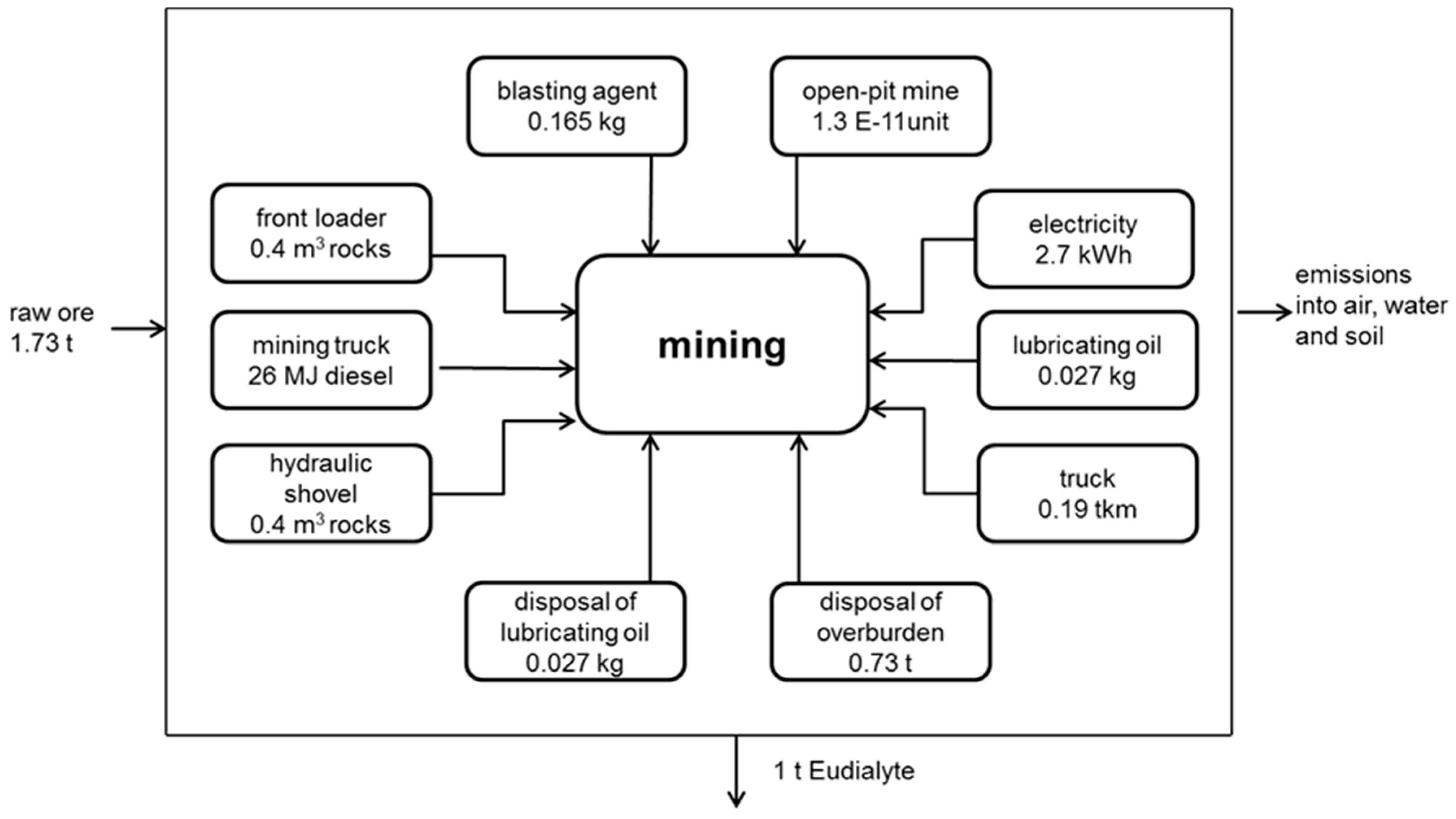
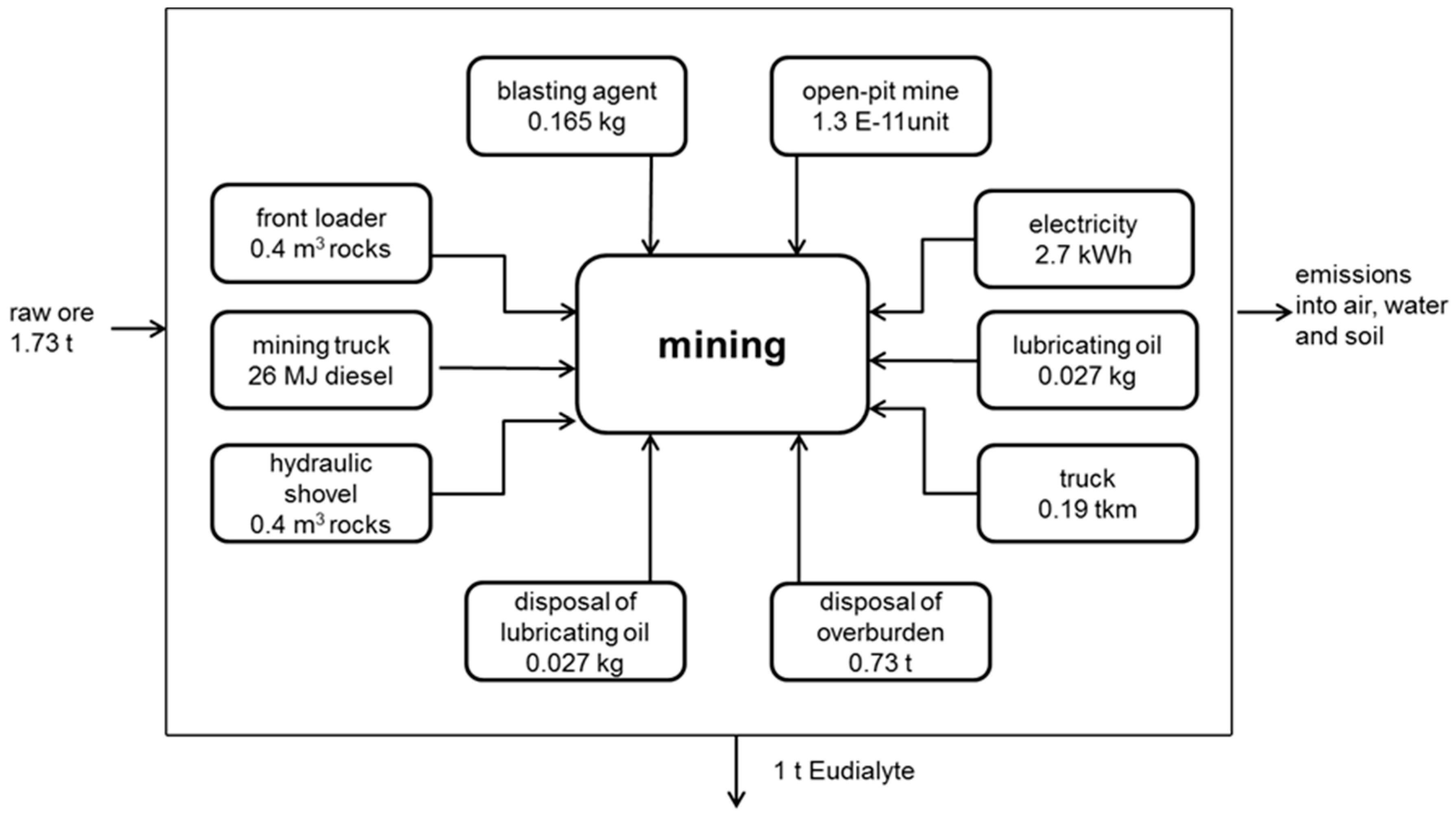
3.1.1. Mining
3.1.2. Beneficiation
3.1.3. Cracking and Separation
3.1.4. Tailings and Sludge Treatment for Beneficiation, Cracking and Separation
3.1.5. RE Metal Production
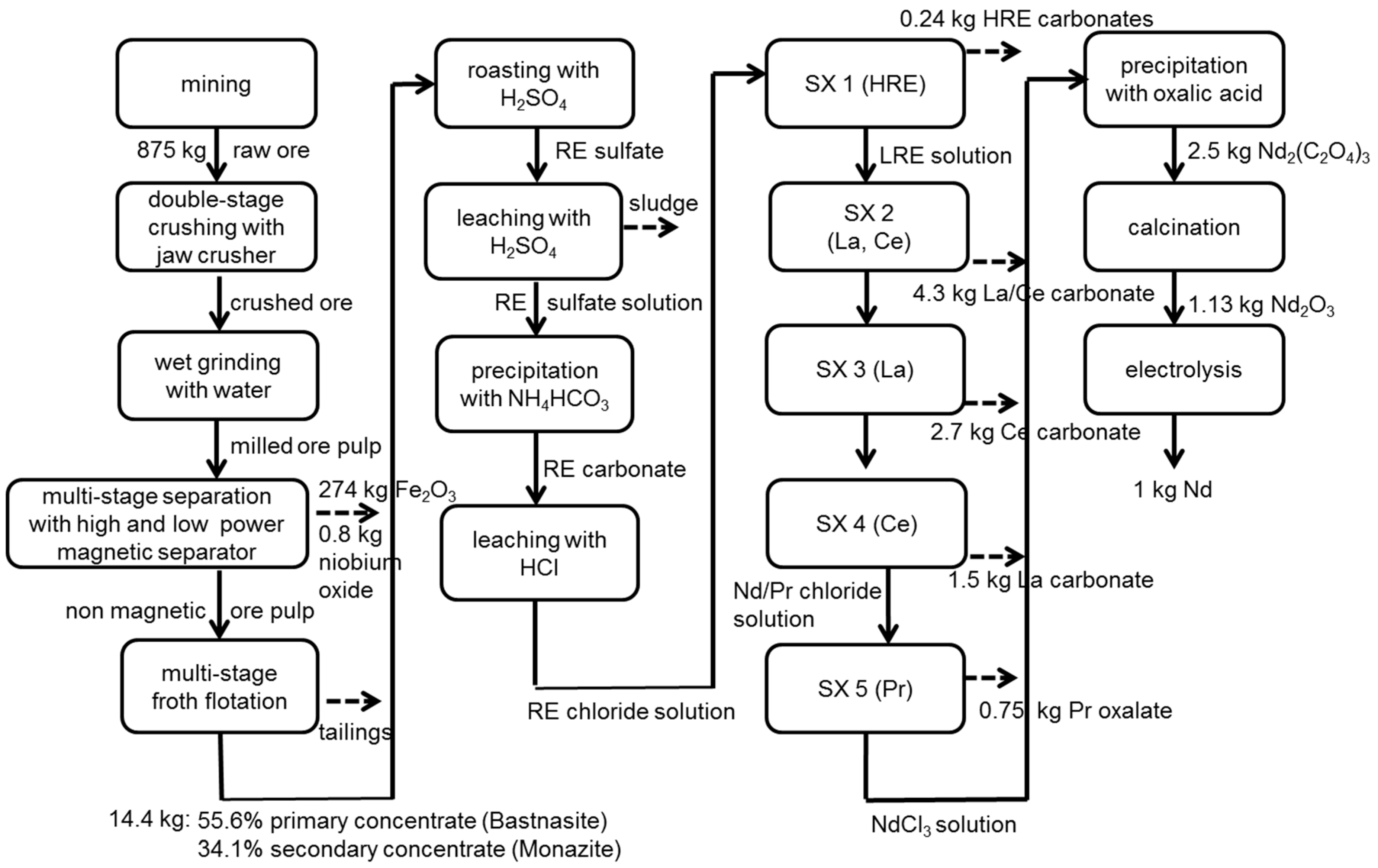
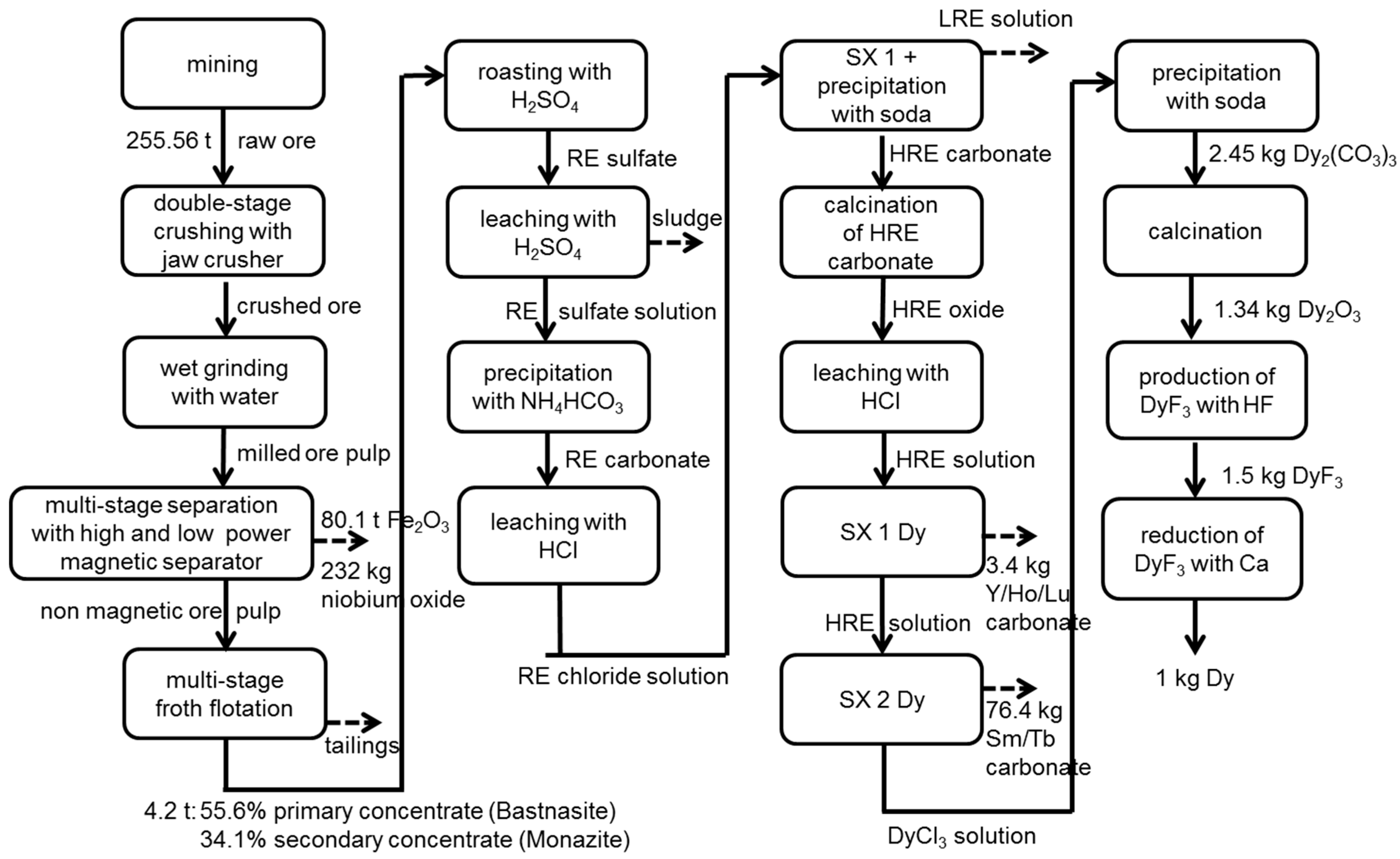
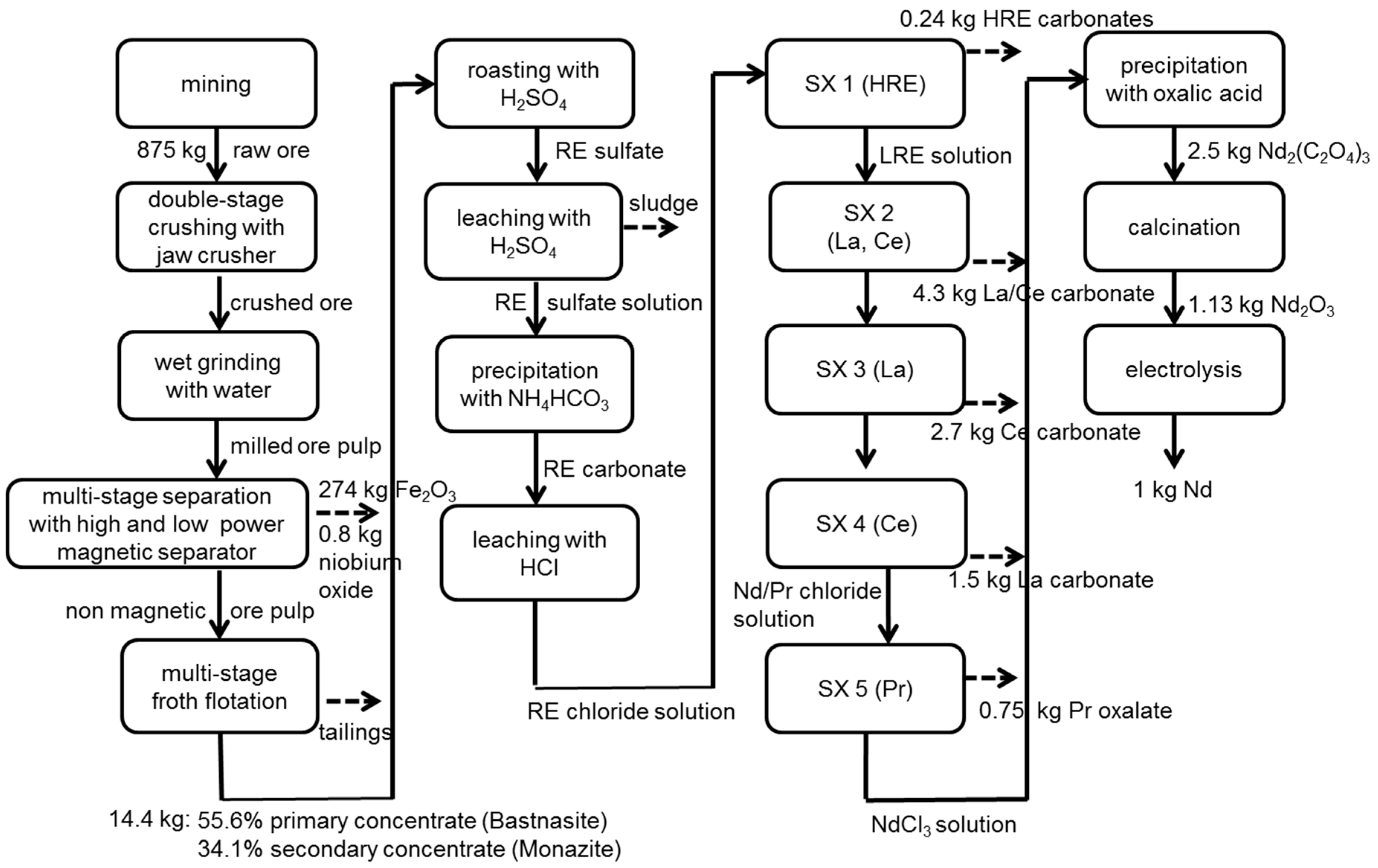
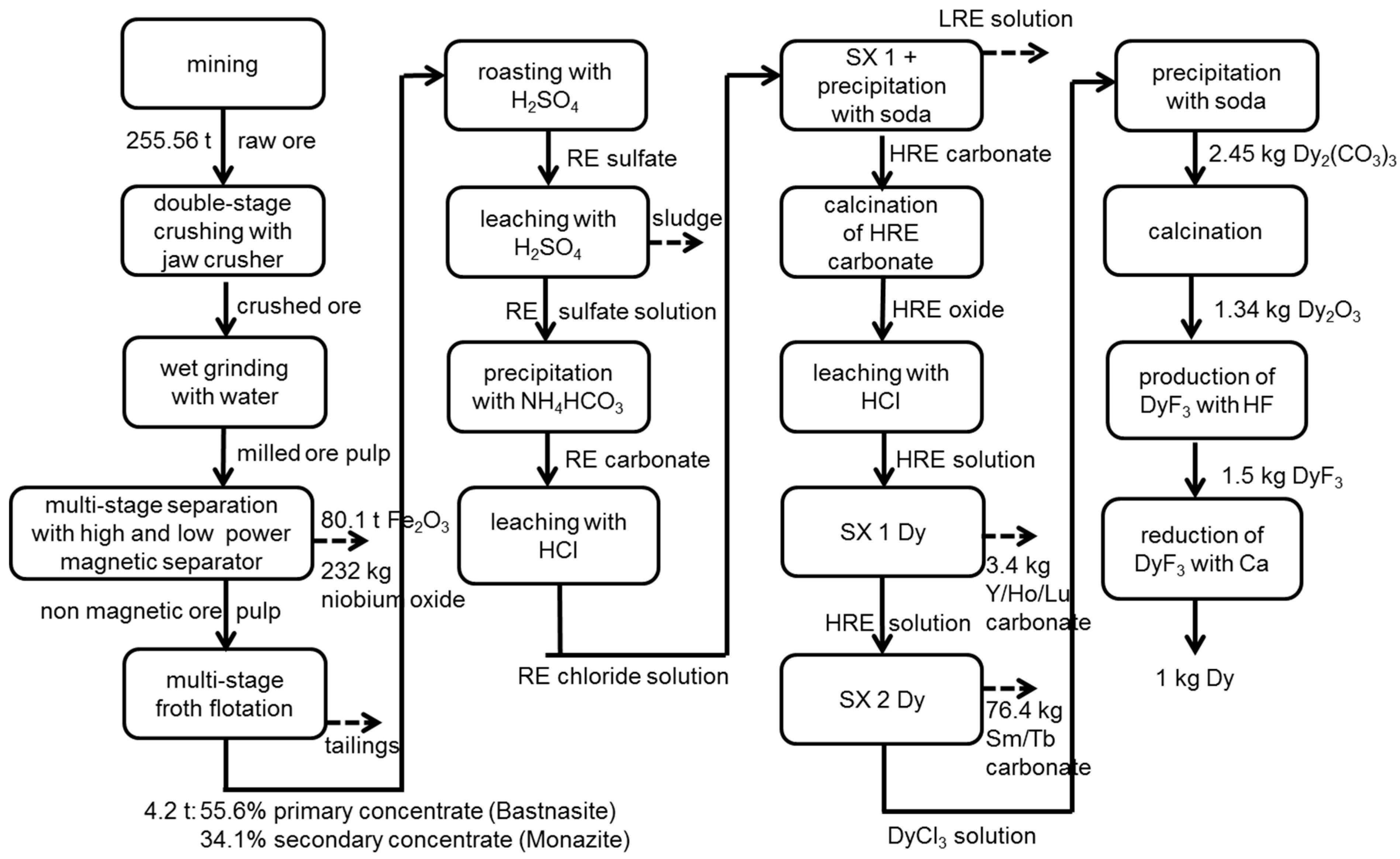
3.2. Conventional Chinese System
3.2.1. Mining
3.2.2. Beneficiation
3.2.3. Cracking and Separation
3.2.4. Tailings and Sludge Treatment for Beneficiation, Cracking and Separation
3.3. Process Chain Modelling
3.4. Allocation Procedure
4. Life Cycle Inventory, LCI
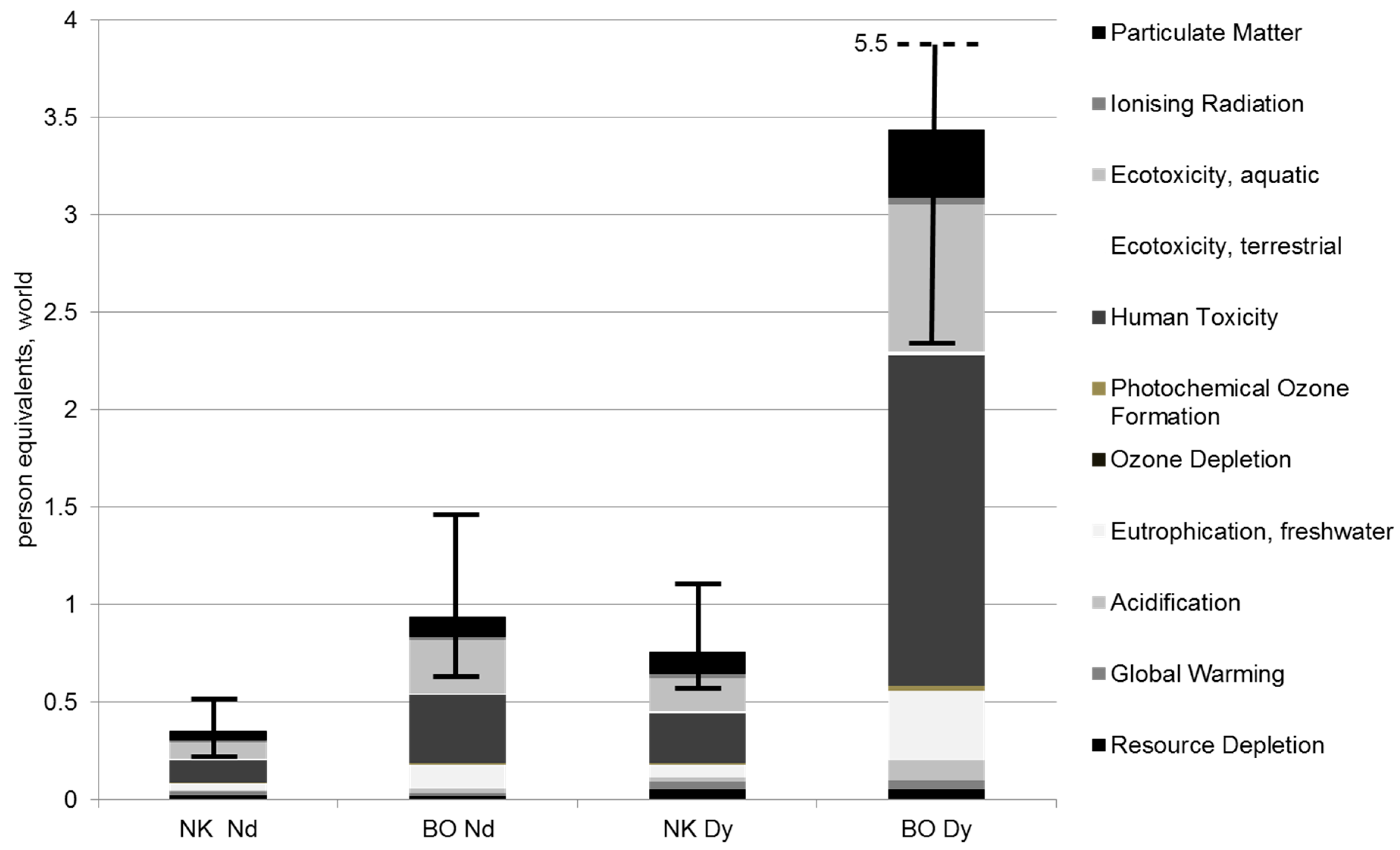
5. Life Cycle Impact Assessment
6. Data Quality
7. Interpretation and Conclusion
Acknowledgments
Author Contributions
Conflicts of Interest
References
- USGS Mineral Yearbook. Available online: http://minerals.usgs.gov/minerals/pubs/commodity/rare_earths/index.html#myb (accessed on 14 October 2016).
- Goodenough, K.M.; Schilling, J.; Jonsson, E.; Kalvig, P.; Charles, N.; Tuduri, J.; Deady, E.A.; Sadeghi, M.; Schiellerup, H.; Müller, A.; et al. Europe’s rare earth element resource potential: An overview of REE metallogenetic provinces and their geodynamic setting. Ore Geol. Rev. 2016, 72, 838–856. [Google Scholar] [CrossRef]
- GBM. Amended and Restated Prefeasibility Study–NI 43-101–Technical report for the Norra Kärr Rare Earth Element Deposit; GBM Minerals Engineering Consultants Limited: London, UK, 2015. [Google Scholar]
- Voncken, J.H.L. The rare earth element—An introduction. In The Series: Springer Briefs in Earth Sciences; Springer Nature: Dordrecht, The Netherlands, 2016. [Google Scholar]
- Hudson Institute of Mineralogy. Available online: www.mindat.org/min-1420.html (accessed on 27 June 2016).
- Friedrichs, P.; Meyer, F.M. REE database management system: Evaluation of REE deposits and occurrences. J. Sustain. Metall. 2016. [Google Scholar] [CrossRef]
- Gupta, C.K.; Krishnamurthy, N. Extractive Metallurgy of Rare Earth; CRC Press: Boca Raton, FL, USA, 2005. [Google Scholar]
- Haque, N.; Hughes, A.; Lim, S.; Vernon, C. Rare earth elements: Overview of mining, mineralogy, uses, sustainability and environmental impact. Resources 2014, 3, 614–635. [Google Scholar] [CrossRef]
- McLellan, B.; Corder, G.; Ali, S. Sustainability of rare earths—An overview of the state of knowledge. Minerals 2013, 3, 304–317. [Google Scholar] [CrossRef]
- Arpacioglu, C.B.; Er, C. Estimation of fugitive dust impacts of open pit mines on local air quality. In Proceedings of the 18th International Mining Congress and Exhibition, Antalya, Turkey, 10–13 June 2003.
- Golev, A.; Scott, M.; Erskine, P.D.; Ali, S.H.; Ballantyne, G.R. Rare earths supply chains: Current status, constraints and opportunities. Resour. Policy 2014, 41, 52–59. [Google Scholar] [CrossRef]
- Koltun, P.; Tharumarajah, A. Life cycle impact of rare earth elements. ISRN Metall. 2014, 2014, 1–10. [Google Scholar] [CrossRef]
- Adibi, N.; Lafhaj, Z.; Gemechu, E.D.; Sonnemann, G.; Payet, J. Introducing a multi-criteria indicator to better evaluate impacts of rare earth materials production and consumption in life cycle assessment. J. Rare Earths 2014, 32, 288–292. [Google Scholar] [CrossRef]
- Zaimes, G.G.; Hubler, B.J.; Wang, S.; Khanna, V. Environmental life cycle perspective on rare earth oxide production. ACS Sustain. Chem. Eng. 2015, 3, 237–244. [Google Scholar] [CrossRef]
- Sprecher, B.; Xiao, Y.; Walton, A.; Speight, J.; Harris, R.; Kleijn, R.; Visser, G.; Kramer, G.J. Life cycle inventory of the production of rare earths and the subsequent production of ndfeb rare earth permanent magnets. Environ. Sci. Technolo. 2014, 48, 3951–3958. [Google Scholar] [CrossRef] [PubMed]
- Navarro, J.; Zhao, F. Life cycle assessment of the production of rare earth elements for energy applications: A review. Front. Energy Res. 2014, 2, 1–17. [Google Scholar] [CrossRef]
- Browning, C.; Northey, S.; Haque, N.; Bruckard, W.; Cooksey, M. Life cycle assessment of rare earth production from monazite. In Rewas 2016: Towards Materials Resource Sustainability; John Wiley & Sons Inc.: Hoboken, NJ, USA, 2016; pp. 81–88. [Google Scholar]
- Vahidi, E.; Navarro, J.; Zhao, F. An initial life cycle assessment of rare earth oxides production from ion-adsorption clays. Resour., Conserv. Recycli. 2016, 113, 1–11. [Google Scholar] [CrossRef]
- Schmidt, G. Description and Critical Environmental Evaluation of the Ree Refining Plant Lamp Near Kuantan/Malaysia—Radiological and Non-Radiological Environ-Mental Consequences of the Plant’S Opera-Tion and Its Wastes; Öko-Institut e. V. Freiburg: Darmstadt, Berlin, 2013. [Google Scholar]
- Schüler, D.; Buchert, M.; Liu, R.; Dittrich, S.; Merz, C. Study on Rare Earths and Their Recycling; Öko-Institut e.V. Freiburg: Darmstadt, Berlin, 2011. [Google Scholar]
- Binnemans, K.; Jones, P.T.; Blanpain, B.; Van Gerven, T.; Pontikes, Y. Towards zero-waste valorisation of rare-earth-containing industrial process residues: A critical review. J. Clean. Prod. 2015, 99, 17–38. [Google Scholar] [CrossRef]
- Keith-Roach, M.; Grendfelt, B.; Hoglund, L.O.; Kousa, A.; Pohjolainen, E.; Magistrati, P.; Aggelatou, V.; Olivieri, N.; Ferrari, A. Legislation and best practice in the emerging european rare earth element industry. In Proceedings of the 1st European Rare Earth Resources Conference, Milos, Greece, 4–7 September 2014.
- European Comission. Reference Document on Best Available Techniques for Management of Tailings and Waste-Rock in Mining Activities; European Commission, Joint Research Centre: Seville, Spain, 2009. [Google Scholar]
- Keith-Roach, M.; Grundfelt, B.; Kousa, A.; Pohjolainen, E.; Magistrati, P.; Aggelatou, V.; Olivieri, N.; Ferrari, A. Past experience of environmental, health and safety issues in REE mining and processing industries and an evaluation of related EU and international standards and regulations. In Final Report of the EuRare Project; Kemakta Konsult AB: Stockholm, Sweden; Geological Survey of Finland: Espoo, Finland; Fen Minerals A/S: Trondheim, Norway; Institute of Geology & Mineral Exploration: Achamae, Greece; D’Appolonia S.p.A: Genoa, Italy, 2015. [Google Scholar]
- ISO 14040: Environmental Management—Life Cycle Assessment—Principles and Framework; International Organization for Standardization: Geneva, Switzerland, 2006.
- ISO 14044: Environmental Management—Life Cycle Assessment—Requirements and Guidelines; International Organization for Standardization: Geneva, Switzerland, 2006.
- GaBi 6.0 (Ganzheitliche Bilanzierung) Software. Available online: https://www.thinkstep.com/software/gabi-lca (accessed on 16 September 2016).
- Stark, T.; Silin, I.; Wotruba, H. Mineral processing of eudialyte ore from Norra Kärr. J. Sustain. Metall. 2016. [Google Scholar] [CrossRef]
- Voßenkaul, D.; Birich, A.; Müller, N.; Stoltz, N.; Friedrich, B. Hydrometallurgical processing of eudialyte bearing concentrates to recover rare earth elements via low-temperature dry digestion to prevent the silica gel formation. J. Sustain. Metall. 2016. [Google Scholar] [CrossRef]
- Vogel, H.; Flerus, B.; Stoffner, F.; Friedrich, B. Reducing greenhouse gas emission from the neodymium oxide electrolysis part I: Analysis of the anodic gas formation. J. Sustain. Metall. 2016. [Google Scholar] [CrossRef]
- Vogel, H.; Friedrich, B. Reducing greenhouse gas emission from the neodymium oxide electrolysis part II: Basics of a process control avoiding PFC emission. J. Sustain. Metall. 2016. under review. [Google Scholar]
- Ecoinvent. Datenbank für Ökobilanzdaten. Swiss Center for Life Cycle Inventory—Version 2.2; Ecoinvent: St. Gallen, Switzerland, 2012. [Google Scholar]
- European Commission—Joint Research Centre—Institute for Environment and Sustainability. International Reference Life Cycle Data System (ILCD) Handbook—Recommendations for Life Cycle Impact Assessment in the European Context, 1st ed.; Publications Office of the European Union: Luxemburg, The Grand Duchy of Luxembourg, 2011. [Google Scholar]
- Goedkoop, M.; Heijungs, R.; Huijbregts, M.A.J.; De Schryver, A.; Struijs, J.; Van Zelm, R. ReCiPe 2008—A life cycle impact assessment method which comprises harmonised category indicators at the midpoint and the endpoint level. In Report I: Characterisation factors; Ministerie van Volkshuisvesting, Ruimtelijke Ordening en Milieubeheer: Bilthoven, The Netherlands, 2009. [Google Scholar]
- Althaus, H.-J.; Chudacoff, M.; Hischier, R.; Jungbluth, N.; Osses, M.; Primas, A. Lifecycle Inventories of Chemicals. Phosphate Rock. Final Report Ecoinvent data v 2.0 No. 8; EMPA Dübendorf, Swiss Centre for Life Cycle Inventories: Dübendorf, Switzerland, 2007. [Google Scholar]
- Kippenberger, C.-M. Stoffmengenflüsse und Energiebedarf bei der Gewinnung ausgewählter mineralischer Rohstoffe—Auswertende Zusammenfassung; Schweizerbart Science: Stuttgart, Germany, 1999. [Google Scholar]
- Gates, P.A.; Harlacher, C.; Reed, G. Perliminary Economic Assessment NI 43-101 Technical Report for the Norra Kärr (REE-Y-Zr) Deposit Gränna Sweden; Pincock Allen & Holt: Lakewood, CO, USA, 2012. [Google Scholar]
- Classen, M.; Althaus, H.J.; Blaser, S.; Scharnhorst, W.; Tuchschmid, M.; Jungbluth, N.; Emmenegger, M.F. Life Cycle Inventories of Metals.Part II Iron and Steel. Final report ecoinvent data v 2.0 No. 10; EMPA Dübendorf, Swiss Centre for Life Cycle Inventories: Dübendorf, Switzerland, 2007. [Google Scholar]
- Ruhrberg, M. Entwicklung Eines Betriebsübergreifenden Ressourcenmanagementsystems Für Metallische Rohstoffe Am Beispiel Des Kupferbergbaus; Mainz: Aachen, Germany, 2002. [Google Scholar]
- Jansen, D. Aktuelle ergebnisse—feinstaub aus tagebauen. In BUND Aktuell; Bund für Umwelt und Naturschutz Deutschland: Düsseldorf, Switzerland, 2006. [Google Scholar]
- Althaus, H.-J.; Chudacoff, M.; Hirschler, R.; Jungbluth, N.; Osses, M.; Primas, A. Lifecycle Inventories of Chemicals. Rare Earth Oxide Production from Bastnasite. Final Report Ecoinvent Data v 2.0 No. 8; EMPA Dübendorf, Swiss Centre for Life Cycle Inventories: Dübendorf, Switzerland, 2007. [Google Scholar]
- IAEA. Radiation Protection and Norm Residue Management in the Production of Rare Eath From Thorium Containing Mineral; IAEA: Wien, Austria, 2011. [Google Scholar]
- Magnetic Separators. Available online: www.mbecoalandmineral.in/magnetic_separator.php (accessed on 4 April 2016).
- Outotec OK-R and OK-U flotation. Available online: www.outotec.com/ImageVaultFiles/id_794/d_1/cf_2/OTE_Outotec_OK-R_and_OK-U_flotation_cells_eng_web.PDF (accessed on 4 April 2016).
- Det Norsk Veritas. Technical Report No. EP029020, Quantitative Risk Assessment Study of Proposed Advanced Material Plant within the Gebeng Industrial Estate, Kuantan, Pahang; Det Norsk Veritas: Kuala Lumpur, Malaysia, 2010. [Google Scholar]
- California Regional Water Quality Control Board. Lahontan Regional Water Quality Control Board: Revised Waste Discharge Requirements and Revised Monitoring and Reporting Program for Molycorp Minterals LLC, Mountain Pass Mine and Mill Operations 2010, Board Order No. R6V-2010-0047; California Regional Water Quality Control Board: San Bernardino County, CA, USA, 2010.
- Cheng, Y.; Liang, Y.; Tao, D. Clean production technology in electrolysis process in a rare earth plant. Chin. Rare Earth 2011, 32, 92–96. [Google Scholar]
- Pang, S. Development on molten salt electrolytic methods and technology for preparing rare earth metals and alloys in China. Chin. J. Rare Met. 2011, 35, 440–450. [Google Scholar]
- Zhang, Z. Present situation and latest progress of process for producing metallic neodymium by electrolysis of neodymium oxide with fluoride salts. Non ferr. Smelt. 2001, 30, 23–25. [Google Scholar]
- Liu, K. Analysis of anodic gases in neodymium electrolysis. Chin. J. Nonferr. Met. 2001, 11, 1118–1121. [Google Scholar]
- Keller, R. Electrolytic production of neodymium with and without emission of greenhouse gases. Electrochem. Soc. Proc. 1998, 97–28, 143–145. [Google Scholar] [CrossRef]
- Chase, R.; Gibson, R.; Marks, J. PFC emissions performance for the global primary aluminum industry. In Proceedings of the Light Metals 2005, 134th TMS Annual Meeting, San Francisco, CA, USA, 13–17 February 2005.
- Sharma, R.A. Metallothermic reduction of rare earth fluorides. U.S. Patent US5,314,526, 24 May 1994. [Google Scholar]
- Velu, P.T.; Reddy, R.G. Calciothermic reduction of neodymium fluoride. Light Met. 2005, 2005, 1155–1159. [Google Scholar]
- Wu, Q.F.; Liu, H.; Ma, C.H.; Zhao, S.P.; Zhu, X.H.; Xiong, S.Q.; Wang, H.Y. The use and management of NORM residues in processing Bayan Obo ores in China. In Naturally Occuring Radioactive Material; IAEA: Marrakesh, Morocco, 2010; pp. 65–78. [Google Scholar]
- Castor, S.B.; Hedrick, J.B. Rare earth elements. Ind. Miner. Rocks 2006, 7, 769–792. [Google Scholar]
- Drew, L.J.; Qingrun, M.; Weijun, S. The Bayan Obo iron-rare-earth-niobium deposits, Inner Mongoia, China. Lithos 1990, 26, 43–65. [Google Scholar] [CrossRef]
- Zhang, J.; Edwards, C. A review of rare earth minaral processing technology. Can. Institut. Min. 2012, 79, 38–52. [Google Scholar]
- Yu, Y.C.Q.; Deng, Y. Industrial trail production practice in application of new technology of magnetic separation and flotation to the improvement of production lines of low and medium grade oxide ores at the concentrating mill, baotou iron and steel complex. Min. Metall. Eng. 1992, 1, 10–14. [Google Scholar]
- Bouorakima, A. Production of rare earth oxides. In Assessment Of The Environmental Impacts In Two Chinese Mines; University College London: London, UK, 2011. [Google Scholar]
- Krüger, J. Sachbilanz Zink; Institut für Metallhüttenkunde und Elektrometallurgie der RWTH Aachen: Aachen, Germany, 2001. [Google Scholar]
- Xu, Y.; Guo, W.; Ma, Y.; Xu, H.; Hu, W.; Qiao, J. Treatment and utilization of wastewater of baotou rare earth concentrate hydrometallurgy process. Chin. Rare Earth 2008, 29, 82–85. [Google Scholar]
- Ministry of Environmental Protection. Emission Standards of Pullutants from Rare Earth Industry; Ministry of Environmental Protection: Beijing, China, 2011.
- Huang, X.; Cao, G.; Liu, J.; Prommer, H.; Zheng, C. Reactive transport modeling of thorium in a cloud computing environment. J. Geochem. Explor. 2014, 144, 63–73. [Google Scholar] [CrossRef]
- Bonaparte, R.; Gross, B.A. Field behavior of double-liner systems. waste containment systems: Construction, regulation, and performance. ASCE Geotech. Spec. Publ. 1990, 26, 52–83. [Google Scholar]
- Asian Metals. Available online: www.asianmetals.com (accessed on 28 July 2015).
- Nuss, P.; Eckelman, M.J. Life cycle assessment of metals: A scientific synthesis. PLoS ONE 2014, 9. [Google Scholar] [CrossRef] [PubMed]
- Bull, A.; Hollmann, J.K.; Zwaigenbaum, G. Cost Estimate Classification System—As Applied in the Mining and Mineral Processing Industries; AACE International Recommended Practice No. 47R-11: Morgantown, WV, USA, 2012. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Impact Category | Abbreviation | Unit |
|---|---|---|
| Resources demand, fossil | RD | kg oil-eqv. |
| Global warming potential | GWP | kg CO2-eqv. |
| Acidification potential | AP | kg SO2-eqv. |
| Eutrophication, freshwater | EP | kg P-eqv. |
| Ozone depletion potential | ODP | kg CFC-11-eqv. 1 |
| Photochemical ozone formation | POCP | kg NMVOC-eqv. 2 |
| Human toxicity | HTP | kg 1,4-DB-eqv. 3 |
| Ecotoxicity, terrestrial | ETPterr | kg 1,4-DB-eqv. |
| Ecotoxicity, aquatic, freshwater | ETPaq | kg 1,4-DB-eqv. |
| Ionizing Radiation | IR | kg U235-eqv. |
| Particulate Matter | PM | kg PM10-eqv. |
| Component | Mean Value % |
|---|---|
| SiO2 | 55.1 |
| Al2O3 | 17.17 |
| Fe2O3 | 5.35 |
| CaO | 3.17 |
| MgO | 1.31 |
| Na2O | 9.00 |
| K2O | 3.99 |
| Cr2O3 | 0.01 |
| TiO2 | 0.33 |
| MnO2 | 0.27 |
| P2O5 | 0.06 |
| SrO | 0.04 |
| BaO | 0.03 |
| ZrO2 | 1.18 |
| LOI 1 | 2.7 |
| REO 2 | 0.59 |
| La | Ce | Pr | Nd | Sm | Eu | Gd | Tb | Dy | Ho | Er | Tm | Yb | Lu | Y |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 8.9 | 20.2 | 2.7 | 11.2 | 3.1 | 0.4 | 3.6 | 0.7 | 5.3 | 1.2 | 3.7 | 0.5 | 3.4 | 0.5 | 34.6 |
| Scenario 1 | Scenario 2 | Scenario 3 | |
|---|---|---|---|
| Bayan Obo | 43% | 43% | 14% |
| Norra Kärr | - | - | 100% |
| Main Inputs | |||
| Energy (kWh) | 12 | 9.5 | 8.5 |
| Nd2O3 (kg) | 1.13 | 1.13 | 1.13 |
| LiF (g) | 10 | 0.06 | 0.01 |
| LiF (recycled from dust) (g) | - | 0.65 | 0.65 |
| NdF3 (g) | 110 | 0.59 | 0.07 |
| NdF3 (recycled from dust) (g) | - | 0.50 | 0.50 |
| Graphite (anode) (g) | 255 | 105 | 105 |
| Wolfram (cathode) (g) | 2.7 | 2.7 | 2.7 |
| Main Outputs | |||
| Nd (kg) | 1 | 1 | 1 |
| CO (g) | 211 | 211 | 211 |
| CO2 (g) | 55 | 55 | 55 |
| CF4 (g) | 0.14 | 0.14 | 0.01 |
| C2F6 (g) | 0.014 | 0.014 | 0.001 |
| HF (g) | 0.10 | - | - |
| dust (PM 2,5) (g) | 120 | 0.54 | 0.063 |
| Component | Ore type [56] | Weighted Share (%) | |||
|---|---|---|---|---|---|
| Massive REE-Fe Ore (27%) | Fluorite REE-Fe Ore (48%) | Riebeckite REE-Fe Ore (9%) | Magnetite-Dolomite (16%) | ||
| SiO2 | 4.81 | 2.18 | 10.79 | 8.74 | 4.71 |
| TiO2 | 0.27 | 0.62 | 0.55 | 0.28 | 0.47 |
| Al2O3 | 0.22 | 0.66 | 0.83 | 0.74 | 0.57 |
| Fe2O3 | 74.73 | 39.29 | 44.59 | 11.69 | 44.92 |
| MnO | 0.79 | 0.12 | 5.95 | 1.18 | 1.00 |
| MgO | 0.99 | 0.31 | 3.52 | 13.23 | 2.85 |
| CaO | 8.78 | 26.26 | 16.15 | 27.09 | 20.76 |
| SrO | 0.36 | 3.90 | 1.15 | 0.25 | 2.11 |
| BaO | n.a. | n.a. | n.a. | n.a. | - |
| Na2O | 0.25 | 0.25 | 0.62 | 0.12 | 0.26 |
| K2O | 0.09 | 0.08 | 0.92 | 0.58 | 0.24 |
| P2O5 | 0.94 | 2.71 | 1.16 | 1.47 | 1.89 |
| F | 5.89 | 16.83 | 8.31 | 1.83 | 10.71 |
| CO2 | n.a. | n.a. | n.a. | n.a. | - |
| SO3 | n.a. | n.a. | n.a. | n.a. | - |
| REO | 2.73 | 9.49 | 3.24 | 3.98 | 6.22 |
| Nb2O5 | n.a. | n.a. | n.a. | n.a. | 0.13 2 |
| LOI 1 | 2.89 | 5.15 | 5.60 | 25.23 | 7.79 |
| La2O3 | CeO2 | Pr6O11 | Nd2O3 | Sm2O3 | Eu2O3 | Gd2O3 | Tb4O7 | Dy2O3 | Y2O3 | Sum |
|---|---|---|---|---|---|---|---|---|---|---|
| 23.8 | 50.1 | 5.8 | 17.8 | 0.9 | 0.2 | 0.69 | 0.08 | 0.07 | 0.1 | 99.51 |
| SX 1 | Separated Product | Price $/kg | NK-Nd | NK-Dy | BO-Nd | BO-Dy |
|---|---|---|---|---|---|---|
| SX 1 | HREEs | 40.87 2 | 67.3 | - | 4.0 | - |
| LREEs | 21.94 3 17.18 3 | - | 29.5 | - | 95.4 | |
| SX 2 | La/Ce | 1.12 4 | 1.4 | - | 2.1 | - |
| SX 3 | Ce | 3.39 | 2.8 | - | 4.1 | - |
| SX 4 | La | 3.95 | 1.8 | - | 2.7 | - |
| SX 5 | Nd/Pr | 94.21 Pr 56.55 Nd | 66.6/33. 4 | - | 66.6/33.4 | - |
| SX 1 Dy | Y/Ho/Lu 5 | 40.87 | - | 61.1 | - | 5.6 |
| SX 2 Dy | Sm/Tb 6 | 30.41 | - | 21.1 | - | 82.4 |
| Flows | Unit | NK-Nd | NK-Dy | BO-Nd | BO-Dy |
|---|---|---|---|---|---|
| Inputs | |||||
| Primary energy resources | MJ | 1907 | 4075 | 1404 | 3707 |
| Transport service, lorry | tkm | 21.4 | 45.1 | 6.3 | 14.6 |
| Transport service, rail | tkm | - | - | 60.6 | 204 |
| Process water | kg | 325 | 784 | 118 | 136 |
| Lubricating oil | kg | 0.015 | 0.036 | 0.011 | 0.038 |
| Polypropylene | kg | 0.003 | 0.007 | - | - |
| Caustic soda solution (50%) | kg | 12.4 | 20.0 | 6.72 | 16.11 |
| Hydrochloric acid (32%) | kg | 136.7 | 310.0 | 30.8 | 81.5 |
| Sulfuric acid (96%) | kg | 1.25 | 3.06 | 19.8 | 69.91 |
| Soda | kg | 2.95 | 4.32 | 3.21 | 2.41 |
| Oxalic acid | kg | 2.06 | 2.13 | 1.85 | 0.30 |
| Lithium fluoride | g | 0.008 | - | 10 | - |
| Ammonium hydrogen carbonate | g | 0.15 | - | 7.93 | 27.94 |
| Ammonia | kg | 2.2 × 10−5 | 0.42 | 1.8 | 6.76 |
| Calcium chloride | kg | - | 0.85 | 0.01 | 0.88 |
| Calcium | kg | - | 0.4 | - | 0.4 |
| Hydrogen fluoride | kg | 5.14 × 10−5 | 0.98 | 0.08 | 0.98 |
| Graphite | kg | 0.135 | - | 0.285 | - |
| Lime | kg | - | 37.9 | 20.4 | 37.7 |
| Steel | kg | 0.9 | 2.3 | 0.4 | 1.4 |
| Magnesium oxide | kg | 3.84 | 9.40 | 0.25 | 0.88 |
| Sodium phosphate | kg | 0.88 | 2.14 | - | - |
| Sodium silicate | kg | - | - | 0.22 | 0.79 |
| Sodium sulfate | kg | 0.011 | - | 0.017 | - |
| Phosphoric acid | kg | 0.195 | 0.442 | 0.049 | 0.175 |
| Calcium chloride | kg | - | 0.853 | 0.009 | 0.877 |
| Kerosene | kg | 0.5 | 0.8 | 0.02 | 0.6 |
| Diesel | kg | - | - | 0.32 | 1.07 |
| Other inorganic chemicals | kg | 0.09 | - | 11.3 | 39.4 |
| Other organic chemicals | kg | 0.20 | 0.44 | 0.14 | 0.51 |
| Outputs | |||||
| HF | g | 0.5 | 54 | 162 | 1320 |
| CO2 | kg | 247 | 522 | 289 | 709 |
| CO | kg | 0.695 | 0.585 | 0.785 | 0.680 |
| SO2 | kg | 0.27 | 0.69 | 2.33 | 6.49 |
| NOx | kg | 0.44 | 1.07 | 0.88 | 2.31 |
| NMVOC | kg | 0.09 | 0.19 | 0.51 | 0.94 |
| Methane | kg | 0.39 | 0.86 | 1.16 | 2.63 |
| Particles into air | kg | 1.46 | 3.63 | 4.42 | 12.36 |
| Radioactive emissions into air | kg | 1.3 × 10−6 | 2.8 × 10−6 | 2.7 × 10−5 | 6.1 × 10−5 |
| Heavy metal into air | g | 0.5 | 1.5 | 3.5 | 10.1 |
| Heavy metal into water | kg | 0.118 | 0.257 | 0.256 | 0.767 |
| Inorganic emissions into water | kg | 15.9 | 30.3 | 48.8 | 47.1 |
| Organic emissions into water | kg | 0.075 | 0.157 | 0.057 | 0.152 |
| Inorganic and organic emissions into salt water | kg | 213.4 | 450.6 | 9.5 | 40.7 |
| Process | Bayan Obo | Norra Kärr | ||
|---|---|---|---|---|
| Main Process | Average of Up-/Down-stream | Main Process | Average of Up-/Down-stream | |
| mining | 2 | 3.5 | 2 | 3.1 |
| crushing | 3 | 3.7 | 2 | 3 |
| grinding | 2 | 3.5 | 2 | 3 |
| magnetic separation | 3 | 4 | 3 | 4 |
| flotation | 3 | 4.3 | 3 | 4 |
| roasting | 3 | 4.2 | - | - |
| aging | - | - | 3 | 2.5 |
| leaching | 3 | 4 | 2 | 3.5 |
| precipitation (carbonate) | 3 | 4.2 | 3 | 3.4 |
| leaching with HCl | 3 | 4 | 3 | 2.5 |
| solvent extraction steps | 4 | 4.1 | 4 | 3.5 |
| precipitation (oxalate) | 4 | 4 | 4 | 4 |
| calcination | 3 | 4 | 3 | 3 |
| electrolysis | 3 | 3.5 | 3 | 3.2 |
| NK Nd | NK Dy | BO Nd | BO Dy | |||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Impact | DQ2 | DQ3 | DQ4 | DQ5 | DQ2 | DQ3 | DQ4 | DQ5 | DQ2 | DQ3 | DQ4 | DQ5 | DQ2 | DQ3 | DQ4 | DQ5 |
| RD | 78 | 6 | 2 | 14 | 78 | 10 | 2 | 10 | 0 | 27 | 41 | 33 | 2 | 22 | 40 | 36 |
| GWP | 72 | 8 | 1 | 19 | 73 | 11 | 1 | 16 | 0 | 91 | 4 | 5 | 2 | 27 | 28 | 43 |
| AP | 72 | 4 | 14 | 10 | 59 | 14 | 13 | 15 | 0 | 31 | 52 | 16 | 3 | 49 | 31 | 16 |
| EP | 23 | 7 | 1 | 70 | 28 | 10 | 1 | 61 | 5 | 19 | 42 | 35 | 6 | 19 | 34 | 40 |
| ODP | 13 | 29 | 1 | 57 | 18 | 35 | 2 | 46 | 0 | 5 | 51 | 44 | 0 | 6 | 45 | 48 |
| POCP | 67 | 9 | 14 | 9 | 62 | 7 | 15 | 15 | 0 | 43 | 38 | 20 | 13 | 33 | 28 | 27 |
| HTP | 42 | 20 | 1 | 38 | 44 | 36 | 1 | 19 | 2 | 14 | 53 | 31 | 2 | 55 | 21 | 22 |
| ETP terr | 11 | 73 | 0 | 16 | 12 | 76 | 1 | 12 | 0 | 8 | 46 | 46 | 1 | 10 | 34 | 55 |
| ETP aq | 27 | 40 | 1 | 32 | 32 | 50 | 1 | 17 | 1 | 13 | 42 | 45 | 1 | 14 | 37 | 47 |
| IR | 84 | 5 | 1 | 11 | 85 | 7 | 1 | 8 | 1 | 9 | 54 | 37 | 1 | 12 | 43 | 44 |
| PM | 94 | 3 | 2 | 2 | 90 | 4 | 2 | 4 | 35 | 48 | 14 | 3 | 41 | 48 | 6 | 5 |
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Schreiber, A.; Marx, J.; Zapp, P.; Hake, J.-F.; Voßenkaul, D.; Friedrich, B. Environmental Impacts of Rare Earth Mining and Separation Based on Eudialyte: A New European Way. Resources 2016, 5, 32. https://doi.org/10.3390/resources5040032
Schreiber A, Marx J, Zapp P, Hake J-F, Voßenkaul D, Friedrich B. Environmental Impacts of Rare Earth Mining and Separation Based on Eudialyte: A New European Way. Resources. 2016; 5(4):32. https://doi.org/10.3390/resources5040032
Chicago/Turabian StyleSchreiber, Andrea, Josefine Marx, Petra Zapp, Jürgen-Friedrich Hake, Daniel Voßenkaul, and Bernd Friedrich. 2016. "Environmental Impacts of Rare Earth Mining and Separation Based on Eudialyte: A New European Way" Resources 5, no. 4: 32. https://doi.org/10.3390/resources5040032
APA StyleSchreiber, A., Marx, J., Zapp, P., Hake, J.-F., Voßenkaul, D., & Friedrich, B. (2016). Environmental Impacts of Rare Earth Mining and Separation Based on Eudialyte: A New European Way. Resources, 5(4), 32. https://doi.org/10.3390/resources5040032