Abstract
The manufacturing supply chain has been exposed to natural disasters and geopolitical risks whose impacts, such as disruptions in the supply of materials and parts, can be devastating. In recent years, the data space has become more widely implemented, and it is expected to be used as a platform for widespread collaboration between companies. This article discusses how companies participating in the manufacturing supply chain cooperate to recover from disruption and mitigate risks using a data space platform and a flexible manufacturing system. Employing enterprise architecture modeling, we explore a comprehensive strategy for enhancing the resilience of a data space-based manufacturing supply chain. The proposed strategy adopts a comprehensive approach to addressing physical security and cybersecurity risks from a security perspective. By combining enterprise architecture modeling with the Unified Architecture Framework and conducting a scenario-based simulation, we discovered that an alternative manufacturing process with a flexible method in the data space can be a key security control measure for mitigating the risk associated with parts supply. The results of the alternative manufacturing simulation show that flexible manufacturing using BJT and MIM methods elicits better performance in terms of parts production volume and cost compared with conventional methods. The proposed method and the findings of this study contribute to consolidating a profound understanding of security and the mitigation of disruptive situations in a data space-based manufacturing supply chain.
1. Introduction
The manufacturing supply chain is becoming increasingly vulnerable to natural disasters and geopolitical risks, which can result in several challenges, including disruptions in the supply of raw materials and intermediate components [1,2]. A single company cannot adequately address such severe situations. Consequently, there is an increasing emphasis on the establishment of collaborative networks among supply chain stakeholders [3]. Such collaborative efforts are deemed crucial in the management of challenging circumstances.
The concept of smart manufacturing has been proven to enable flexible responses to changes in demand by leveraging technologies such as artificial intelligence (AI), the Internet of Things (IoT), robotics, Additive Manufacturing (AM) [4,5], and the data space as a data-sharing and collaboration platform [6]. In 2021, to maintain harmony with society, Industry 5.0 was proposed to complement Industrie 4.0. Industry 5.0 is an extension of Industrie 4.0, incorporating three visions—sustainability, resilience, and human-centric nature—as well as the use of data communication in the data space and simulations of social impact to achieve the aforementioned visions [7,8]. The challenges posed by increasingly complex social issues and the difficulty of ensuring the resilience of supply chains are examples of the opportunities that Industry 5.0 could address. The recent challenges encountered worldwide, including geopolitical conflicts and natural disasters, have caused disruptions in the parts manufacturing supply chain, raising concerns regarding the stable supply of products. In response to the increased risk of disruptions in the manufacturing supply chain, attempts have been devoted to clarifying the dynamic behavior of manufacturing supply chain systems using numerical simulation methods. Wofuru-Nyenke et al. conducted a review on this topic [9]. Özbayrak et al. defined the manufacturing supply chain system (MSCS) and demonstrated the effectiveness of information-based inventory management in response to fluctuations in demand [10].
A data-sharing and collaboration mechanism between companies has been developed to address issues that prove difficult for a single company to tackle. The International Data Space Association (IDSA) in Germany has developed technology for creating a data-sharing platform (data space) that enables the sharing and linking of mutual data to link the upstream and downstream of the supply chain and provide a connector that enables collaboration among companies [6]. The concept of data sharing in a data space necessitates a reliable mechanism, data governance, and data reliability. The Gaia-X and IDS (International Data Space) concepts of rule formation and mechanisms offer a promising approach, as they deviate from conventional centralized data control mechanisms. Although the data-sharing scope remains limited, the mechanism functions holistically [11]. As a use case for the data space, Catena-X proposes services that contribute to the visualization of CO2 emissions throughout the automotive industry supply chain [12].
As the supply chain becomes increasingly globalized, it becomes vulnerable to disruptions. Thus, the perspective of supply chain security and resilience must be considered. The data space is a system that upholds data sovereignty, and many use cases have been developed as data-sharing and collaboration mechanisms while ensuring the safety of participants. However, when defining an architecture for deploying such a system in the manufacturing supply chain, the concerns of supply chain stakeholders need to be considered.
This study aims to elucidate the structure of collaborative manufacturing from a safety perspective to enhance resiliency. The manufacturing supply chain was explored from the perspective of security via enterprise architecture (EA) modeling. First, a strategy for enhancing security and resilience in the EA framework was explored. Second, based on the strategy, a manufacturing supply chain system that employs the data space was introduced to achieve flexible manufacturing while ensuring security and resilience for businesses engaged in the data space under conditions of unstable supply chain dynamics. To validate the effect of the concept, a comparative study of multiple manufacturing process candidates was conducted using resilience evaluation metrics. The research questions proposed in this study are as follows:
[RQ1] If partial disruption in the manufacturing supply chain occurs, what framework and capabilities are required to be able to accelerate recovery as mitigation? Refer to the results in Section 4.2.2.
[RQ2] What metrics will be used to evaluate the results of temporary risk mitigation? Refer to the results in Section 4.3.2 and Section 4.3.3.
Enterprise architecture modeling encourages us to understand how enterprises work together in a data space-aided manufacturing supply chain. Enterprise architecture modeling offers us a holistic understanding of the whole supply chain structure and ways to mitigate the risks of supply chain disruption.
Based on enterprise architecture (EA) modeling and the evaluation of effectiveness measures, this study contributes to defining a plan for how products are manufactured and delivered using a data space under conditions of disruption. EA modeling explains how risks and capabilities are linked in data space-based supply chains. This knowledge proves how alternative manufacturing processes show improved performance due to collaboration in a data space. This study contributes to assisting decision-makers in providing options for understanding stability and reducing problems in manufacturing supply chains.
The rest of this paper is organized as follows. Section 2 describes the role of system security engineering in supply chain management (SCM). It presents an overview of the definition of resilience, the responsibility of systems engineering, and Gaia-X, a typical data space framework. Section 3 describes the modeling method of EA and the scenario-based evaluation model. Section 4 explains the modeling results. The diagrams are described from the viewpoints of security management concepts and resilience, and resilience metrics are defined. Section 5 discusses the results and the limitations of this study. Section 6 presents the conclusions and provides recommendations for future research.
2. Background and Literature Review
Supply chain resilience has long been a subject of research. In recent years, comprehensive system structures have begun to be revealed through systems engineering initiatives. Section 2 explains supply chain initiatives in system security engineering (SSE) and resilience engineering (RE). It also offers clear background information by explaining the recently emerging concept of a data space. Next, in Section 2.4, we will review previous studies on the progress and challenges of resilience in supply chains, thereby clarifying the focus of our research.
2.1. System Security Engineering in Supply Chain Management
System Security Engineering (SSE) is a specialized discipline that focuses on ensuring that systems can operate effectively under anomalous and disruptive conditions, including those originating in cyber-contested environments [13] (pp. 190–191). SSE applies the principles of systems engineering to evaluate security threats, address system vulnerabilities, and manage security risks across the entire system life cycle. This integrated approach blends technology, management practices, and operational guidelines to ensure that adequate protections are in place to safeguard the system and its critical assets.
The scope of SSE encompasses threats from various sources, including external factors, such as cyberattacks, theft, power interruptions, and denial-of-service attacks, as well as internal risks caused by user actions, system misuse, or malicious behavior. Such disruptions may be intentional, such as those caused by intelligent adversaries, or unintentional, resulting from errors or system failures. To mitigate such risks, SSE incorporates physical security measures, including surveillance, access control, anti-tampering technologies, and protective barriers, as well as cybersecurity principles, such as the confidentiality, integrity, and availability of information assets.
SSE practitioners require expertise in areas such as security architecture, threat assessment, vulnerability testing, and supply chain risk management. To support effective implementation, frameworks such as those outlined in the National Institute of Standards and Technology Special Publications, NIST SP 800-160 Vol. 1 [14] and Vol. 2 [15], can guide the integration of cybersecurity into systems engineering processes. These guidelines, which align with ISO/IEC/IEEE 15288 (2023) [16], highlight the inter-relationship between systems engineering and SSE, offering detailed methodologies for embedding security into technical processes. For instance, NIST SP 800-160 includes structured examples, such as the breakout of technical SSE processes that outline specific roles, activities, inputs, and outcomes to ensure the seamless integration of security measures.
In the context of supply chain security, NIST defines “supply chain” and “cybersecurity risks throughout the supply chain” as follows. The term “supply chain” refers to the linked set of resources and processes between and among multiple levels of an enterprise, each of which is an acquirer that begins with the sourcing of products and services and extends through the product and service life cycle. Given this definition, “cybersecurity risks throughout the supply chain” refers to the potential for harm or compromise that may originate from suppliers, their supply chains, their products, or their services. Cybersecurity risks throughout the supply chain are the results of threats that exploit the vulnerabilities or exposures in products and services that traverse the supply chain or threats that exploit vulnerabilities or exposures in the supply chain (NIST SP 800-161r1, [17]).
Here, the fundamental requirements for improving the resilience of supply chains as a system of systems (SoS) by maintaining supply chain security are identified. Next, we explore resilience in systems engineering.
2.2. Resilience in Systems Engineering
Resilience engineering is defined in a systems engineering handbook [13] (pp. 180–184) as “an approach that provides the required capability when facing adversity,” and “resilience directs the focus of systems engineering to the ability of the system to deliver capability under adverse conditions.” Additionally, the handbook suggests that the taxonomy of resilience comprises two layers. The first layer represents the objective category, which includes Avoid, Withstand, and Recover from adversities. The second layer represents the means category, which includes Agility, Evolution, Graceful degradation, Re-architect, Robustness, and Tolerance.
Resilience engineering focuses on ensuring that systems deliver the required capabilities under adverse conditions. Resilience emerged in systems engineering around 2006 and gained popularity by 2010; it frequently includes survivability but emphasizes functionality over maintaining structure. Traditional system design focuses on normal conditions, whereas resilience prioritizes performance under conditions of disruption.
Nemeth and Hollnagel [18] investigated the general functions of social resilience, distinguishing between the proactive and reactive aspects. They suggested that risk assessment, prediction, prevention, and mitigation measures are proactive functions, whereas impact assessment, response to and recovery from situations, and evaluation are considered reactive functions. They emphasized the importance of integrating the proactive and reactive functions to ensure a comprehensive approach to social resilience [18] (p. 7). Key aspects include the following three items: “defining essential system capabilities,” “identifying adverse conditions,” and “designing systems to maintain functionality.” Resilience values adaptability and functionality over preserving the original architecture. It shifts the focus to ensuring a reliable performance in complex, unpredictable environments.
When a system is faced with adversity, a system transitions through various states, ranging from fully capable to minimally acceptable, with intermediate states, such as partially capable or damaged [13] (p. 181). These transitions are categorized into three types: robustness, where the system maintains its current capability; tolerance, where capability degrades to a lower level; and recovery, where capability improves, potentially returning to full functionality. Effective system design should incorporate principles to manage these transitions and ensure context-fit behavior. In this study, we mainly focus on a proactive approach in the case of an emergent situation of manufacturing supply chains.
2.3. Data Space
This section describes the data space being built in the European Union (EU). After Industrie 4.0, issues such as the pursuit of productivity, reductions in greenhouse gas emissions, and supply chain stabilization could no longer be addressed by a single company. Thus, the European Commission has turned to proposing the standardization of data that are widely shared across industries and the specific operation of a data space with high reliability and flexibility in Gaia-X [19].
The data spaces being proposed by the European Commission include industry, green deal, and mobility. In the industrial data space, data collaboration related to development and production is promoted among enterprises, focusing on the manufacturing industry, and manufacturing innovation is realized using digital technology. Herein, the background to the establishment of Gaia-X, as well as its vision and strategy, is described based on a Gaia-X white paper [19]. Gaia-X is an initiative aiming to develop an open software layer that can implement control, governance, and common policies and rules to achieve the transparency, sovereignty, and interoperability of data and services. Cloud players can use it to implement the open software layer and its associated policies and rules.
The digital economy is enabled by shared data spaces and reliable cloud-based services. A wide range of players, from innovative start-ups to established small, medium, and large enterprises, require a level playing field to benefit from the economies of scale and scope that can be achieved through regional cooperation in the EU. Thus, Gaia-X is necessary for industrial collaboration.
The architecture of the Cloud Federation is explored, including (1) developing ontologies and application programming interfaces to improve data interoperability and (2) ensuring the interconnectivity of the data space and other aspects of the Cloud Federation architecture. In addition, Gaia-X is developing over 40 use cases in areas such as manufacturing, smart housing, and mobility to build prototypes and begin operations by early 2021. In the future, as the main field in the digital dispatch race becomes the use of data at the edge created by social and industrial infrastructure, it is expected that attention to distributed data governance models, such as Gaia-X, will further increase [20,21,22].
Specific use cases are proposed, motivated by the need to address various opportunities and challenges, such as resource-recycling economies, supply chain stability, and smart manufacturing. A typical example is resource recycling, CO2 emission visualization, and battery traceability of the automotive supply chain using Catena-X, where data sharing among related participating organizations is essential. End users, governments, and participating organizations exist as related stakeholders, and the framework aims to address stakeholder concerns [12,23]. When the manufacturing supply chain suffers from disruptions, which is the subject of this study, it is believed that risk can be avoided or minimized through collaboration between participating organizations in a data space.
2.4. Literature Review of Interoperable System in Supply Chain
The applications of IoT devices and mechanisms are areas of major interest to researchers in production management. Trappey et al. [24] summarized standards and patents regarding IoT devices. In addition, there are critical technologies that exist for Industie 4.0 and Industry 5.0. Menanno et al. [25] studied how radio frequency identification (RFID) could help track food products more effectively. They showed that it could improve operations in a supply chain that is always producing the same amount of products. Pohlmeyer et al. [26] suggested a system that uses the Digital Product Passport to strictly enforce product traceability and contribute to sustainability. Mitra et al. [27] obtained quantitative data from over 500 respondents which revealed the positive impacts of various factors on IoT adoption and the transformative potential of IoT in enhancing operational efficiency. These technologies have been developed to trace products within the supply chain and share data. However, to keep the supply chain resilient, we need a way to share supply chain logistics data safely and flexibly.
Hause et al. [28] regard the supply chain as one of the most complex SoSs and attempted to construct logical architecture that responds to the concerns of stakeholders through enterprise architecture modeling of the supply chain. They adopted a security perspective for the purpose of developing a risk control plan. Although they mentioned the security risks of the supply chain, they mainly focused on the established and standard structure of the supply chain. Hosseinni et al. [29] proposed a systemic approach for supply chain resilience evaluation by using the Bayesian network. They concluded that supply chain resilience is composed of a surplus inventory, capacity flexibility, and back-up suppliers. Alexopoulos et al. [30] used a metric known as POC (Penalty of Change) to probabilistically evaluate supply chain disruptions based on an estimation model and certain scenarios. Using this model, managers can develop preliminary plans. This study adopted a predictive approach for investment. However, under the collaborative network based on the data space, a flexible supply chain with a quick decision-making process is crucial. Bakopoulos et al. [31] proposed an architecture that addresses resilience using the data space. However, the system proposal still needs to be examined in relation to system security engineering. To identify and address risks, it is necessary to analyze the entire surrounding supply chain. Table 1 lists a summary of the aforementioned studies regarding the digitally enhanced supply chain.

Table 1.
Studies on supply chain resilience and digital solutions in supply chain (SC).
The motivation of this study is to provide methodologies for making comprehensive and flexible decisions under disruptive situations immediately. We aim to understand the structure of supply chains based on the data space, identify risks, and verify resilience capability under unexpected situations by utilizing data spaces from security and resilience perspectives. An enterprise architecture modeling approach allows us to capture the risks facing the manufacturing supply chain using a data space. Finally, the comparative analysis and sensitivity study enable us to select the optimal configuration, using the updated data from each candidate, which incorporates alternative manufacturing.
3. Research Methodologies
Modeling the structure of enterprises of the manufacturing supply chain as an architecture provides a comprehensive understanding of security (2.1) and resilience (2.2) issues. This paper provides strategies and practical knowledge for decision-making by comparing and evaluating the adequacy of measures to deal with supply chain disruptions using effectiveness indicators obtained through modeling.
3.1. Enterprise Architecture (EA) Modeling: Theoretical Background
The EA methodology described in the international standard ISO/IEC/IEEE 42020 (2019) [32] “software, systems, and enterprise architecture processes” is adopted in this study. This standard defines six architectural processes and their objectives. In this study, we focus on Clauses 8 and 10. We start from the architecture conceptualization process (Clause 8) which characterizes the problem space and determines suitable solutions that address stakeholder concerns, achieve architecture objectives, and meet the relevant requirements. Thereafter, we move on to Clause 10, architecture elaboration.
In the architecture elaboration process, planning EA efforts involves selecting appropriate views to ensure coherence and completeness. The planning and preparation process helps identify suitable views for various EA and non-EA efforts. An example of a non-EA effort is a solution architecture, which addresses specific real-world problems. The architecture modeling approach supports the conceptualization and evaluation of the candidate architecture. It aligns with the architecture elaboration process in ISO/IEEE/IEC 42020 (2019) [32], where models and views are developed to form the architecture description. ISO/IEEE/IEC 21839 (2019) [33] defines an SoS as “a set of systems or system elements that interact to provide a unique capability that none of the constituent systems can accomplish alone”.
To maintain the original capability of the manufacturing supply chain, three phases (robustness, tolerance, and recovery) exist, as described in Section 2.2. It is necessary to identify and evaluate their vulnerability to external threats, and a system that improves the flexibility of supply chains and promotes reconfiguration using data spaces needs to be developed to secure the manufacturing supply chain. Concurrently, it is imperative to address the risk of cybersecurity in systems by leveraging data spaces in the robustness phase. In the tolerance to recovery phase, the acquisition of services to enhance resilience and augment its capacity is crucial. The efficiency of these services or recovery processes should be determined using evaluation metrics. To the best of our knowledge, no other study has applied EA modeling to examine security and resilient views of manufacturing supply chains that are firmly linked with data spaces.
The enterprise architecture (EA) process—covering analysis, design, planning, and implementation—relies on modeling to visualize systems and raise abstraction levels. This aids early-stage verification and gives designers a broad view of business and organizational aspects. EA models, kept abstract, can be adapted to various supply chain designs. System modeling also clarifies architecture, supports decision-making, and ensures traceability, helping identify the effects of changes in complex systems.
Theoretical foundations for conceptual modeling include ontological, epistemological, linguistic, and pragmatic principles [34]. A conceptual model depicted by diagrams facilitates the communication and understanding of the system models [35].
The Unified Architecture Framework (UAF; Object Management Group) can be used to model the enterprise architecture and link it to the operational performers in the enterprise [36,37,38]. System modeling effectively promotes decision-making by clarifying logical feasibility and trade-offs by holistically expressing a systematic architecture. As traceability is ensured, it is possible to identify the scope of the impact of partial changes to complex systems. The UAF facilitates the modeling of an SoS holistically and strategically. Its description employs the UAF modeling language (UAFML), which is based on UML 2.5.1 and System Modeling Language (SysML) [39]. UAFML expression contributes to expressing diagrams using predefined terms and maintaining the reproducibility of architectures. Furthermore, it facilitates abstract representations that can be reused for similar architectures in different domains. We used the UAF to model an SoS (System of Systems) that defines supply chain structure and behavior and elucidates its security and resilience. The architecture is expressed as a diagram from each viewpoint, and each element is kept traceable with consistency. Appendix B lists the defined words and descriptions which are defined in the UAFML and used in each diagram in this study.
3.2. Overview of Methodology
The methodology adopted for this study is described in Figure 1, and it has two steps: The first step is the execution of enterprise architecture modeling to capture a holistic structure, identify problems, and obtain strategies to ensure the resilience of a system of systems. The second step involves validation from an economic and productivity viewpoint.
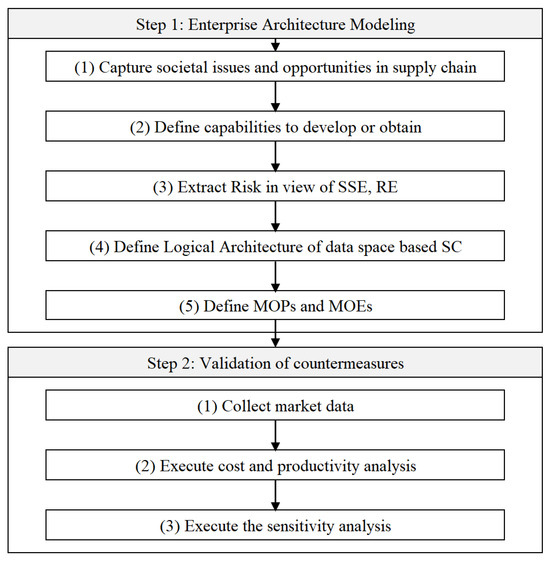
Figure 1.
An overview of the flow of the methodology used in this study.
3.2.1. (Step 1) Enterprise Architecture Modeling of System of Systems
System modeling effectively promotes decision-making by clarifying logical feasibility and trade-offs by holistically expressing a systematic architecture. As traceability is ensured, it is possible to identify the scope of the impact of partial changes to complex systems. The architecture is expressed as a diagram from each viewpoint, and each element is kept traceable with consistency.
The first step is composed of the following process.
- (1)
- Capture issues and opportunities in the supply chain (Section 4.1.1 and Section 4.1.2):
A Strategic Motivation (St-Mv) Diagram of the UAF [37] is utilized to define the supply chain system of systems. It is imperative to define the enterprise motivation model to enforce the supply chain from a strategic perspective.
- (2)
- Define capabilities to develop or obtain a resilient manufacturing supply chain (Section 4.1.3):
Capabilities are linked with challenges and Opportunities.
- (3)
- Extract risks in view of SSE and RE (Section 4.2.1):
Subsequently, as part of SSE, risks inherent in the system are identified by referencing NIST [17] and OMBOK [40].
- (4)
- Define logical architecture of data space-based supply chain (Section 4.2.2):
These risks are mapped to the SoS being targeted in this study to gain an overview. This activity employs the resource taxonomy diagram (Rs-Tx [37]).
- (5)
- Define MOP (Measure of Performance) and MOE (Measure of Effectiveness) (Section 4.2.3):
Based on the holistic understanding of the relationship between system elements and risks, a security taxonomy diagram (Sc-Tx) [37] is formulated to visualize the capabilities that need to be obtained for risk mitigation, as well as the risks that threaten these capabilities.
Enterprise architecture modeling activities facilitate the articulation of measures to address supply chain breakdown risks stemming from the environment surrounding the supply chain.
3.2.2. (Step 2) Validation: Parts Supply Disruption and Alternative Manufacturing
In the process of architecture elaboration, the quantitative approach entails the modeling and evaluation of the MOE. A methodology for assessing the effectiveness and performance of an SoS is proposed [41]. This methodology applies the UAF to calculate metrics and employs a description of the systems in the UAF. The MOE of an SoS is the metric of Capability. Moreover, the MOE is defined using the measure of performance (MOP) of a system in an operational process that is logically constructed. We can evaluate the resilience of manufacturing supply chains in terms of economic and effectiveness aspects by using the security taxonomy diagram of the UAF, which describes the relationship between the corresponding system, the MOP of the system, constraints, and the MOE, which functions as a metric for evaluating capability. To obtain knowledge about the risk mitigation strategy, a sensitivity analysis is conducted.
In this study, the risk mitigation scenario (Section 3.3) is based on the manufacturing supply chain using the data space and alternative manufacturing. The formulation of the MOPs and MOEs are described in Section 3.5 for the cost and performance analysis.
In this step, the scenario-based evaluation of the MOEs is examined. The viability of alternative manufacturing methods as countermeasures in a critical situation can be evaluated with MOEs regarding economical aspect and productivity.
The second step is composed of the following process.
- (1)
- Collect data from service provider (Section 4.3.1)
In this study, we focus on the manufacturing of impellers made of stainless steel. The price of manufacturing with each method is collected from the currently available cloud-based manufacturing service data.
- (2)
- Execute cost and productivity analysis (Section 4.3.2)
From the perspective of alternative manufacturing performance, production volume is estimated using Equation (1), and cost estimates for each method are derived from Equation (2).
- (3)
- Execute sensitivity analysis (Section 4.3.3)
The sensitivity of MOPs (production volume and cost) to each parameter is examined based on a perturbation of one day or +10% or −1 day, especially for the recovery date t2–t1.
3.3. Disruption and Alternative Manufacturing Scenario
The scenario-based disruption model of a manufacturing supply chain using a data space is shown in Figure 2. Under normal operation, the parts manufacturer constantly provides parts. After a certain disruptive event (e.g., the termination of material supply due to a regional war or a large areal earthquake) at t1, the parts supplier cannot maintain its production capability and needs time to recover. In this case, the parts supplier seeks out solutions to resume operations with minimal delay while concurrently exploring options to maintain supply chain continuity during the shutdown period. Manufacturers that offer contract manufacturing are listed in the data space, and contracts are established with them to outsource manufacturing for a specified period until recovery.
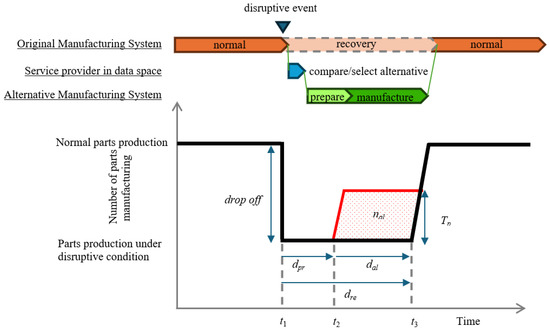
Figure 2.
The scenario of alternative manufacturing and the number of manufacturing parts available with the original and alternative manufacturing systems.
After confirming the manufacturing agreement, the contract manufacturer starts to prepare manufacturing at t2, shown by the light-green bar in Figure 2. Then, the contract manufacturer starts alternative manufacturing at t2 until the full recovery of the original manufacturer (t3). During the period of alternative manufacturing by the contract manufacturer (dal = t3 − t2), they provide parts at the volume of Tp [parts/day]. The time t1, t2, and t3 represent the following timings: t1: disruption event; t2: the start of alternative manufacturing; t3: the end of alternative manufacturing and the recovery of the original manufacturing. dpr is the duration of selection and preparation of manufacturing (from t1 to t2). dre represents the duration of recovery (from t1 to t3). ddl is the duration of delivery of the first lot of parts. dat is the duration of alternative manufacturing.
3.4. Evaluation of Alternative Manufacturing Performance
Tp represents the daily production performance of alternative manufacturing during the period of alternative manufacturing (from t2 to t3). In this scenario, the total production volume of alternative manufacturing (nal) is one MOE used to determine resilience performance and is formulated as shown in Equation (1).
Equation (2) represents the calculation formulation of unit cost of parts. The total cost integrates the values of the initial cost (loaded per single part), the material cost including the residuals, and the operational cost (Cop). The BTF (Buy-to-Fly) ratio (γ) denotes the ratio of the weight of the material obtained to the material used in the part. The BTF ratios for aircraft metal parts are referenced from Rupp et al. [42], with machining-based methods having a BTF ratio (γ) of up to 30. In contrast, AM has a lower BTF ratio due to the additive processes, with a typical BTF ratio (γ) for PBF assumed to be 1.4 in this scenario. Material cost (CM) refers to the current market price of materials [43,44,45]. COP represents the operational cost, including worker wage and administrative expenses, other subsidiary materials, and electricity divided into the number of parts manufactured in a single batch process. The mold for MIM is one example of the initial additional cost (Cin).
where
- nal: total manufacturing volume during alternative manufacturing [parts].
- Tp: daily performance of alternative manufacturing [parts/day].
- Cu: unit cost of parts during alternative manufacturing [USD/parts].
- Cin: initial additional cost of alternative manufacturing [USD].
- : BTF ratio, which is the ratio of total material weight and used material weight in parts [-].
- CM: cost of used material [USD/kg].
- Cop: operational cost for single parts [USD/parts].
3.5. Sensitivity Analysis
Sensitivity analysis is a standard method used to check the uncertainty in the output of a mathematical model. In this study, a one-at-a-time (OAT) sensitivity analysis was conducted by varying each input parameter individually while keeping the others fixed. Specifically, each parameter was perturbed by +10%, or just one day short for preparation day perturbance for dpr, from its nominal value, and the corresponding changes in the model output were evaluated. This approach allowed for a straightforward assessment of the relative influence of each parameter on the simulation results.
4. Results
4.1. Conceptualization of Security and Resilience Strategy
Figure 3 shows the comprehensive strategy used to ensure the security and resilience of the supply chain. This strategy was derived from the principles of Industrie 4.0 [4] and Industry 5.0 [7,8]. The overarching vision encompasses the manufacturing supply chain’s resilience, sustainability, human-centered nature, and efficiency, which are prerequisites for achieving security and resilience.
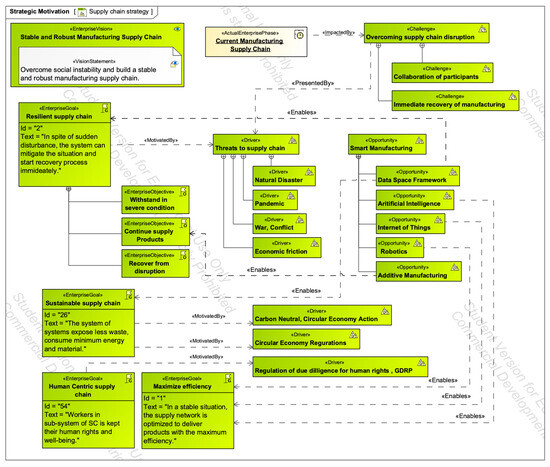
Figure 3.
The strategy for pushing the supply chain toward a stable and robust manufacturing supply chain (St-Mv). The words in angle quotes are defined in [39].
4.1.1. Enterprise Goals
- A. Resilience
In the EA process, the first step in setting goals is to clarify the relationship between the <<Challenge>> that impacts the current supply chain, the <<Driver>> that motivates the enterprise, and the <<Opportunity>> that enables the <<EnterpriseGoal>>. Resilient Supply Chain, as an enterprise goal, is described in the top and middle rows of Figure 3. The manufacturing supply chain circumstances have been identified as <<Driver>> elements of Natural Disaster, Pandemic, War, Conflict, and Economic Friction. The supply chain faces the <<Challenge>> of Overcoming supply chain disruption. This <<Challenge>> comprises two elements: collaboration of participants in the manufacturing supply chain and immediate recovery of manufacturing (top right in Figure 3). Considering the above situation, we set the resilient supply chain as the first enterprise goal. As explained in Section 2.2, Resilience Engineering, the three elements of withstand, continue, and recover are defined as <<EnterpriseObjective>>.
- B. Sustainability
The second goal is to establish a sustainable supply chain (middle left in Figure 3). The supply chain shall produce less waste and consume minimal energy and materials. Sustainability, along with resilience, is an important pillar of Industry 5.0. The <<Driver>> elements are Carbon Neutral, Circular Economy Action, and Circular Economy Regulations.
- C. Human-Centric Nature
The third goal is the human-centric supply chain (bottom left, Figure 3). This is the third vision of Industry 5.0. Workers in the subsystem of the supply chain maintain their human rights and well-being. This is the <<Driver>> of the Regulations of the due diligence for human rights and the General Data Protection Regulation (GDPR) [46].
- D. Maximize Efficiency
The fourth goal is to maximize efficiency (bottom center, Figure 3). In a stable situation, the supply network is optimized to deliver products with maximum efficiency. This is the goal of Industrie 4.0, and it employs approaches to automate and improve supply chain efficiency.
4.1.2. Opportunities
The <<Opportunity>> that achieves the four goals is located in the middle right part of Figure 3. As enabling technologies for Industrie 4.0 and Industry 5.0, smart manufacturing technologies, and specifically the technologies described in Figure 3, are included. The data space framework is explained in Section 2.3. As mentioned above, Gaia-X has been launched and is being vigorously promoted, particularly in Europe, and there is room for utilizing smart manufacturing technologies, such as AI, the IoT, Robotics, and AM.
4.1.3. Capability Identification of a Secure and Robust Manufacturing Supply Chain
To realize a stable and robust supply chain, it is necessary to clarify the capabilities required to execute the enterprise strategy. The first step is to identify the current supply chain capabilities and determine the required capabilities. A traditional manufacturing supply chain aims to deliver products on time, in an effective manner, and maintain the quality of the products. It has the <<Capability>> elements of effective product supply, such as Supplier Assurance, Parts Assurance, Product Transportation, Product Manufacturing, Parts Inventory, Parts Supply, and Resource Procurement. In the Data space-based manufacturing supply chain, additional capabilities are required to enhance its recovery capabilities and ensure the continued supply of goods, such as Data Trust, Transportation Recovery, Manufacturing Recovery, Flexible Manufacturing, and Continuity of Business (<<Capability>> elements).
Data Trust and Flexible Manufacturing were introduced as <<Capability>> elements, and their derivation is explained in Figure 4. Collaboration of participants and Immediate manufacturing recovery are defined as <<Challenges>> to overcome. It is possible to address these elements using the Data space framework and Additive Manufacturing (AM), respectively, compared to other candidate technologies, aiding the recent Industrie 4.0 and Industry 5.0. As described in Section 2.3, the data space framework is a mechanism that ensures secure data exchange between participating companies in the data space, and it is a basis for collaborative activities. Thus, Data Trust is one of the crucial capabilities of the data space. In addition, as pointed out by Eyers et al. [47] and Jimo et al. [48], AM can be employed for flexible production by providing data to three-dimensional printers as an AM system located on site. Thus, it can impact Flexible Manufacturing.
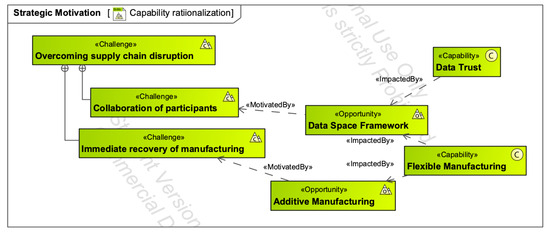
Figure 4.
Gaining capabilities to overcome supply chain disruption.
4.2. Structural Overview of Supply Chain with Data Space
4.2.1. Investigation of Security in Manufacturing Supply Chain
The security perspectives of a manufacturing supply chain incorporated with the data space are investigated. This step includes identifying risks, affected assets, and security controls. Based on the NIST SP 800-161r1 [17] and Operations Management Body of Knowledge (OMBOK) [40], the potential harm of cybersecurity risks throughout the supply chain is extracted (Figure 5). This taxonomy is at a conceptual level, and more specific events should be described as subordinate concepts in each case. We extracted and described the risks that have been made concrete in light of the subject of this study. From the NIST SP 800-161r1 [17], Resource Depletion, Supplier Failure, Lack of Cooperation, and Data Leak are identified for consideration in this study. From OMBOK [40], the <<Risk>> of Loss of Business Opportunity is identified, as shown in the bottom row in Figure 5.
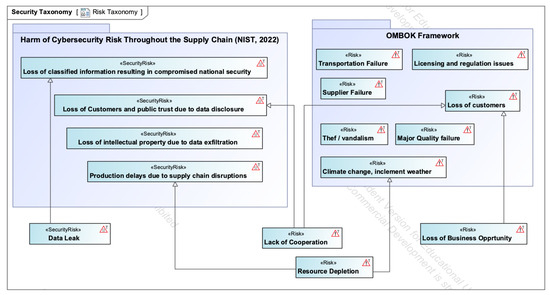
Figure 5.
Risk taxonomy referred to from NIST [17] and OMBOK [39].
4.2.2. System of Systems of Supply Chain with Data Space and Risk Mapping
The <<Risk>> elements identified in Figure 5 affect the <<System>> elements that comprise the SoS of the manufacturing supply chain and its <<Capability>> elements. Figure 6 shows a resource taxonomy diagram that describes the relationship among the <<System>>, <<Capability>>, and <<Risk>> elements. A conventional Manufacturing supply chain System of Systems (upper center in Figure 6) is composed of the Material Production System, Inventory, Transportation System, Parts Manufacturing System, and Product Manufacturing System, as well as external environments, such as the Societal Environment and Natural Environment. Hause et al. described the traditional supply chain with the UAF diagram [28]. They addressed the security aspect in a traditional supply chain explored by using the UAF.
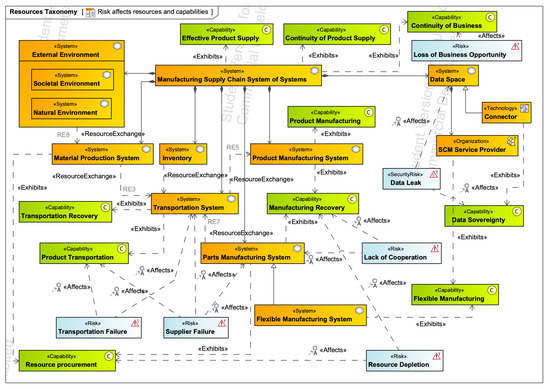
Figure 6.
Overall view of SoS and risk relations in resource taxonomy.
We introduce the Data Space into the SoS (top right in Figure 6). As a subsystem of the Data Space, the SCM Service Provider coordinates supply chain production to exhibit the <<Capability>> of Flexible Manufacturing. Another role of the Data Space is to address the <<SecurityRisk>> of a Data Leak, which will become the trigger of another <<Risk>> of the Lack of Corporation (expressed in the middle right in Figure 6). The Lack of Corporation affects the <<Capability>> of Continuity of Business (expressed in the top right in Figure 6). One of the <<Risk>> elements, Lack of Cooperation, affects the Parts Manufacturing System and impairs Manufacturing Recovery. Thus, it is necessary to mitigate the risk and utilize a secure communication mechanism in the data space that guarantees data sovereignty and security and does not interfere with each business. Using the data space allows for responses to cybersecurity concerns and the facilitation of rapid data sharing between companies in a secure environment through the IDS (International Data Space) safe data communication mechanism [6]. The implementation of Connector technology facilitates the secure exchange of information among companies operating within the data space. The procedures and technologies for this information exchange are described in Bakopoulos et al. [31] and the Gaia-X Architecture documents [11]. The next step of this study is to elucidate the correlation between risks and capabilities, as illustrated in Figure 4. This will be followed by deriving metrics to address the identified risks and acquiring means to verify the efficacy of these metrics.
4.2.3. Measure of Effectiveness and Performance of Risk Mitigation
Figure 7 shows the traceability of the types of elements, <<Risk>>, <<Security Control>>, <<OperationalPerformer>>, and <<Capability>>, affected by supply chain disruption. Noteworthily, cybersecurity risks and information leaks may appear in an emergent manner, thereby diminishing the propensity of participating companies to engage with the data space. The role of ensuring data security in the data space, such as protecting from a data leak, can be applied as a risk control measure.
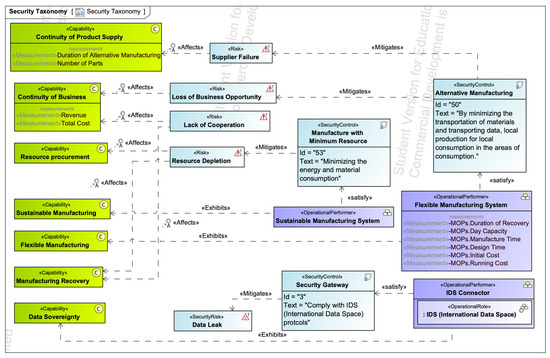
Figure 7.
Relationship among supply chain risks, security controls, and affected capabilities.
<<SecurityControl>> alternative manufacturing is a method used for reducing the number of nodes in the supply chain via local manufacturing and consuming materials and parts during manufacturing; the application of AM has the potential to become an effective option in that sense [48]. Participating in the data space and data-sharing mechanism is essential for the temporal adoption of such alternative methods.
To evaluate the effectiveness of the SoS, the MOPs of the flexible manufacturing system are linked rationally to the respective MOEs of Continuity of Business (i.e., Total Cost) and Continuity of Product Supply (i.e., Duration of Alternative Manufacturing and Number of Parts) by the behavior of <<Security Control>>, as shown in the top left side of Figure 7. The MOPs of the flexible manufacturing system exhibit a relationship with the MOEs of <<Capability>>, namely Continuity of Business and Continuity of Product Supply (top left of Figure 6). The equations are investigated in the specific use case in Section 4.3.
4.3. Parts Supply Disruption and Alternative Manufacturing
4.3.1. Evaluation Result of Alternative Manufacturing Performance
Number of Parts during alternative manufacturing is an appropriate MOE of Continuity of Product Supply in view of the security of the supply chain’s capability and resilience. As an MOE of Continuity of Business, Parts Cost is appropriate as well. By simulating the two MOEs, we are able to evaluate the effect of alternative manufacturing to make better decisions.
Table 2 shows candidates for relatively small parts that would allow for a short-term setup process for manufacturing. In the event of a supply chain disruption, it is assumed that possible manufacturing alternatives will be identified through data space service providers in a secure way. The data space offers a contract service for participants [11], and the service enables the smooth start of business between participants. After the contract, parts data and manufacturing information can be safely exchanged in the data space.
Table 2.
Candidate methods of alternative manufacturing.
After selecting an alternative manufacturer, it is necessary to prepare for manufacturing. The preparation procedures for each manufacturing method and the operational process refer to the literature [46,49]. Regarding the manufacturing preparation period, adopting the jig preparation layout and CAD/CAM design period, we have assumed that a minimum of two days is required, with one day secured for equipment layout, enabling startup three days later. For BJT, we have assumed that a trial run will be conducted before molding, debinding, and sintering, and the associated costs have been included in the initial costs.
Regarding manufacturing capacity, sintering is a batch process, and the daily production capacity is limited by the number of parts that can be loaded into the sintering furnace, which is the bottleneck in both MIM and BJT. In MIM, the cycle time for one shot required for molding is typically 60–90 s. Assuming two parts are molded per shot and 480 shots per day, 960 molded parts can be produced. Subsequent processes include degreasing and sintering. Assuming a sintering capacity of 100 parts per batch per furnace, this is based on the Nabertherm VHT 80/15 MIM furnace (two batches per day) [50] with a 60% loading rate. Assuming a degreasing cycle of 8 h, a sintering cycle of 12 h, and a manufacturer with two furnaces, continuous operation of two batches per day results in a throughput of 600 degreased parts and 400 sintered parts per day. The maximum daily production capacity of the process is 400 parts. This is the same for BJT, with the sintering process being the bottleneck process.
Additionally, the time taken for CNC processing is the bottleneck factor. For PBF-LB, the number of parts that can be produced is determined by the number of parts that can be placed within the build area. Parts are fixed to the build plate (bottom surface) and can only be arranged in a single layer, so the number of parts per batch directly corresponds to the production capacity.
Regarding additional costs for this specific parts manufacturing process, in the MIM case, initial investment is required for mold design and manufacturing. Mold costs and preparation time depend on the complexity of the shape, but we have adopted the estimated values from Asami et al. [51]. In the CNC case, since it can accommodate flexible manufacturing, large initial investments such as molds are not required. However, in some cases, special small-scale additional investments may be necessary for fixed jigs; we have assumed that dedicated jigs would be prepared and included them in the additional cost. For PBF-LB and BJT, we have added costs for minor jigs, but these have little impact on the final price. These costs are allocated equally to the parts produced during the alternative manufacturing period (dal).
A case study is currently underway to verify the manufacturing process of an impeller [52], a part used in industrial pumps that is composed of stainless steel and evaluated in a previous study [42]. This assertion is founded upon existing manufacturing information, and the temporal requirements for manufacturing preparation are presumed to fall within the prevailing range. Although the impeller is utilized as a model example, the daily production volume may fluctuate depending on factors such as the dimensions of the component. Subsequently, a sensitivity analysis will be conducted to ascertain how alterations in these parameters influence the MOE. The results of this analysis will identify the factors that are sensitive to changes.
In this study, we focus on the manufacturing of impellers of stainless steel (Figure 8). The price of manufacturing with each method was obtained from currently available cloud-based manufacturing services [53] to represent the actual manufacturing service, along with specific examples calculated from the literature and online services (Appendix B).
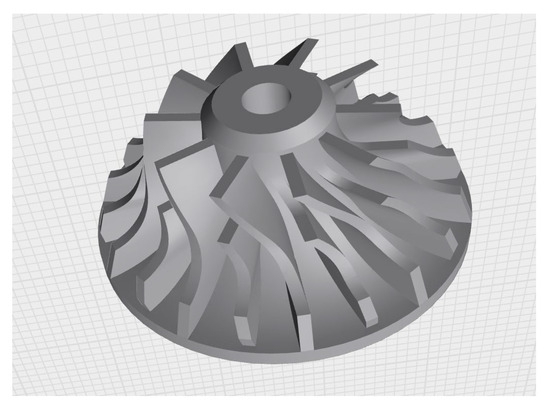
Figure 8.
The design of impeller parts for this study [52], with a volume of 31.0 [cm3] (scale = 1.0).
The higher the BTF ratio, the more excess material is generated and discarded during processing. MIM and BJT use little material, so the amount of material input matches the amount used in the parts, resulting in γ = 1. In the case of CNC, complex shapes like the impeller in this case generate a lot of material that needs to be removed and discarded. In this calculation, the amount of material input is ten times the number of parts produced, resulting in γ = 4.47 [42]. In the case of PBF-LB, γ = 1.41 [42], and operational costs include labor costs. These vary significantly depending on the country and service provider.
Cost information was collected from publicly available online platforms operated by contract manufacturers [53] that offer cloud-based production services and cost estimation tools. This selection was made to reflect realistic and practical solutions in the context of cloud manufacturing. It is acknowledged that manufacturing costs can vary significantly depending on region, company, and market conditions. Therefore, while the data provide valuable insights into current practices, they are not intended to represent universally applicable or reproducible benchmarks. Instead, they serve as demonstrative examples to support the feasibility and relevance of the proposed approach. Cost estimation comes from the calculated by estimation tool [53]. The calculation results are presented in Appendix B. Table 3 shows the parameters for estimating the productivity and cost for each manufacturing method.
Table 3.
Parameters of each manufacturing method for estimation of alternative manufacturing.
4.3.2. Cost and Productivity Analysis
From the perspective of alternative manufacturing performance, production volume is estimated using Equation (1), and cost estimates for each method are derived from Equation (2). Based on the calculation formula described in Section 3.5, we estimated the production volume and unit cost under the specified conditions. Figure 9 illustrates the number of parts that can be manufactured within the alternative manufacturing period for each method. The duration until recovery from disruption (dre) is shown on the horizontal axis. During the initial termination period, the daily production volume is zero due to manufacturing preparation; however, manufacturing begins after the preparation period for each method.
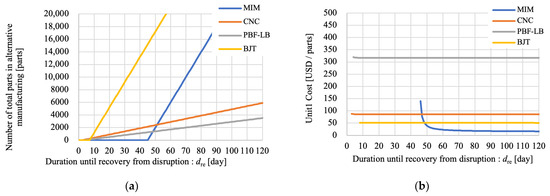
Figure 9.
Relationship between duration until recovery (dre) and MOEs. (a) Number of total parts in alternative manufacturing. (b) Unit cost of parts.
The results shown in Figure 9a,b reveal that MIM requires a long preparation period, resulting in a slow launch of manufacturing. However, the high productivity of MIM results in a lower unit cost of parts in the end. Table 4 shows the number of parts and the unit price of the parts manufactured using alternative manufacturing methods when the recovery date of the original manufacturing method is set to t3 = 60. During the relevant period, BJT has the highest number of manufactured parts, followed by MIM, CNC, and PBF-LB. On the other hand, MIM has the lowest cost, followed by BJT, CNC, and PBF-LB. In addition to the stainless steel impeller, aluminum parts that were investigated in a previous comparative study of PBF-LB and CNC [54] are analyzed under the assumption that all parts can be manufactured using each alternative manufacturing method. The weight and BTF ratio of CNC are varied. As a result, there is no significant change in the overall trend of parts costs. Furthermore, assuming that differences in parts do not affect the number of days required for each process, the total production volume remains constant.
Table 4.
Total production volume and unit cost of 60 days of alternative manufacturing for each manufacturing method.
4.3.3. Sensitivity Analysis Results
The sensitivity of MOEs (production volume and cost) to each parameter is examined for the impeller parts under conditions of change of 10% at dre = 60 (after 60 days, the original manufacturing has recovered). The manufacturing preparation period is varied with single day. This reveals the sensitivity of the total production volume of parts to the duration of preparation and the production capacity. Moreover, it demonstrates the sensitivity of the unit cost of parts.
The increase in the manufacturing preparation time or the decrease in the production capacity (orange bar) contributes to the increase in the total parts volume in Figure 10. MIM shows high sensitivity to the manufacturing preparation time because of its high production capacity and slow start of manufacturing.
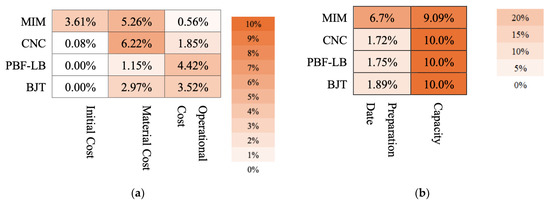
Figure 10.
The results of the sensitivity analysis. (a) The production volume of parts; (b) the unit cost of parts.
Regarding the cost sensitivity in Figure 10, the sensitivity of each method differs in terms of the factor with the largest impact. For MIM, initial and material costs are sensitive. For CNC, material costs have a significant impact, while operating costs are sensitive for PBF-LB. In the case of BJT, material and operating costs have the same level of influence.
5. Discussion
5.1. Architecture Definition and Elaboration
Bakopoulos et al. [31] proposed the use of Gaia-X as a digital-twin value chain. They used PoC (Penalty of Charge) metrics to predict the resiliency of the potential supply chain structure. They state that companies can access Resilience Assessment Services and Reconfiguration Services by connecting to Gaia-X. However, they do not address the risks associated with collaboration between a large number of companies or the operation of collaborative manufacturing. This study employed the UAF diagram (Figure 6) to map risks across the entire supply chain, identify relationships between risks and elements, and propose alternative manufacturing mechanisms as risk mitigation measures. Although this approach is expected to mitigate risks through collaboration, enhancing cybersecurity capabilities is also crucial. The emergence of the data space, as represented by Gaia-X, provides a framework of security and leads to the acquisition of more participants. With more participants, the coordination of manufacturing becomes more flexible, and a virtuous cycle begins to turn. In general, the SoS is classified into four types according to the attributes of their governance: directed, acknowledged, collaborative, and virtual [57]. In this sense, the data space-based manufacturing supply chain can behave as a collaborative SoS. There has been no quantitative evaluation of the benefits of participating in a data space, and we believe that the proposed architecture can be utilized as a useful reference of the collaborative supply chain. This will promote rapid decision-making in situations that require resilience under a collaborative SoS.
By utilizing the data space, it is possible to quickly identify suppliers with the appropriate facilities and capabilities in a short period of time, enabling continuous manufacturing using alternative methods with minimal additional investment and lead time. Once the existing supply chain is restored, it will be possible to end this temporary situation and return to the original production system. This kind of temporal solution is viable for short-term contract manufacturing based on the data space.
Gaia-X is a mechanism that enables small and medium-sized enterprises (SMEs) in Europe to enter the market as service providers by establishing the necessary environment. This allows them to enter the market with relatively low barriers to entry, eliminating the need for large-scale infrastructure investments. However, it will be difficult for Gaia-X to be recognized as a business opportunity unless large enterprises adopt it. Therefore, widespread adoption and participation from the entire industry are key. SMEs operating as manufacturing service providers face the challenge of demonstrating competitive advantages, such as cost efficiency and rapid deployment, in the data space.
This real-time decision support system enables flexible manufacturing adjustments at a low cost by providing options other than experience-based decisions. However, it is considered necessary to ensure appropriate operation and training, as there is a possibility that decisions may be made that result in high costs if the recovery period is misjudged.
5.2. Evaluation of Alternative Manufacturing
For the evaluation of MOE, Equation (2) assumes the case of alternative manufacturing. The initial investment is not included as capital investment. Only auxiliary materials and jigs that must be prepared individually are required. This makes it possible to minimize the cost of mitigation to resilience. By using the proposed set of flow and equations, it becomes possible to appropriately evaluate the costs of flexibly manufacturing AM and other technologies to effectively enhance resilience.
MIM and CNC are conventional and highly mature in parts manufacturing. When adopting MIM, a new mold should be prepared for the alternative manufacturing term. The residual duration of alternative manufacturing is short. The time it takes to fabricate a new mold needs to be taken into account when employing MIM as an alternative manufacturing method. The mold preparation period generally lasts a long time, contingent upon the specific geometry and dimensions. Consequently, the duration of the production volume recovery phase in an alternative manufacturing system prior to the restoration of the original manufacturing system is short, and it is not considered viable. Additionally, the fabrication of new molds for such temporal manufacturing should be avoided, as this would necessitate the storage of molds and thus excess investment. However, if a sufficient period of alternative manufacturing can be obtained, profitability will be enhanced. Similar to other AM methods, PBF requires a short design time and a similar production time. Because it can only build a small number of parts per time, it is not extremely profitable [58]. Note that BJT has a lower technical readiness level than PBF [59]; therefore, the time required for parts manufacturing design is longer than that of PBF, and the duration of production is slightly shorter. However, because it can produce numerous parts at a time, it is highly profitable.
The findings of this study indicate that in collaborative manufacturing with the data space, AM technologies such as BJT and flexible manufacturing methods such as CNC are useful options in cases where immediate recovery for continuity of manufacturing is a main concern. Even in relatively short-term manufacturing periods of several months, MIM offers significant cost advantages. This is because MIM allows for the transfer of mold amortization costs to parts, enabling the production of large quantities of parts even in short periods. However, mold preparation takes one to two months, and in this study, it was set at 45 days. This preparation period cannot be replaced by alternative manufacturing methods, so it is important to note that MIM is not a viable option if the goal is to minimize production downtime.
The sensitivity analysis results indicate that production volume is highly sensitive to the manufacturing preparation period, with shorter lead times enabling higher total production volumes. Parts costs vary depending on the manufacturing method, although both parts costs and operational costs have significant influences. The sintering process is a bottleneck for MIM and BJT productivity. Developing a temperature profile that allows for shorter sintering times and increases the number of parts that can be input per batch or the number of furnaces can improve performance. The insights gained from this study contribute to the flexible selection of alternative manufacturing methods by leveraging the data space. Alternative manufacturing methods offer significant advantages, such as the ability to flexibly respond to design changes and shape modifications, for example, by utilizing AM. Although AM is generally considered expensive, it offers flexibility for temporary manufacturing.
From a practical standpoint, manufacturing enterprises should proactively engage in data space-based collaboration platforms to prepare for potential supply chain disruptions. Specifically, SCM service providers can implement real-time simulation tools, as proposed in this study, to evaluate alternative manufacturing agents based on updated data such as material costs, labor availability, and preparation time. For example, in the event of a sudden disruption event induced by regional war, the system enables rapid selection and activation of Additive Manufacturing methods like PBF or conventional CNC depending on cost and time constraints. This approach allows companies to maintain operational continuity and minimize financial losses.
The reliability and integrity of the data space must be guaranteed by the data space mechanism to achieve the engagement of enterprises. The information required is the MOPs presented in this study, with particular emphasis on the critical information of the preparation period for manufacturing launch, material costs, and labor costs. MIM and BJT have high sensitivity to the preparation period, while CNC is more practical for reducing material costs. Additionally, PBF could be an effective option by reducing operational costs.
The proposed architecture, while demonstrated in the context of manufacturing supply chains, is inherently modular and scalable. Its credibility with data space mechanisms and service-oriented architecture allows for adaptation to more complex supply chains involving multiple tiers, multifunctional corporations, and cross-border operations. For instance, in sectors such as aerospace or pharmaceuticals, where traceability, compliance, and rapid reconfiguration are critical, the architecture can be extended by incorporating domain-specific data protocols and governance models. Moreover, the collaborative SoS framework supports integration across heterogeneous systems, making it suitable for diverse industrial ecosystems.
5.3. Limitations
This study has some limitations. AM technologies (PBF-LB and BJT) are still under development, so the performance properties or costs may be changed. The main reasons for this are that AM technology is flexible in terms of free-form shapes and adjustable in terms of production volume but has limitations in terms of applicable materials and sizes.
The proposed architecture is versatile and offers a high level of deliverability. The subsequent systems engineering phase, i.e., the design definition process, should be undertaken when contemplating specific implementation. However, this study does not address this aspect.
Simulation results are dependent on the underlying conditions. We covered general conditions with the currently available information. However, the key to increasing the resilience of the manufacturing supply chain to disruptions is to rapidly share and respond to ever-changing conditions, such as regional differences, distance effects, and manufacturing capacity, at any given time. Active data exchange is necessary among participating companies in the data space. This article does not provide measures to encourage companies to share their data. Further refining of the architecture model is necessary to increase motivation.
5.4. Next Steps and Recommendations
In terms of further research to improve supply chain security and resilience, the following actions are recommended for future works. (1) Defining a detailed system architecture as a model-based systems engineering architecture by utilizing SysML is a useful way to implement the system of systems. In particular, EA modeling and real-world data-sharing processes should be the main focus. (2) Investigating the mechanisms in the data space based on this architecture and defining the data to be provided and the protocols should be carried out. Furthermore, evaluating the impact of product shortage and localized supply chain disruptions is also crucial. The flexible manufacturing system and the sustainable manufacturing system have been introduced as measures to mitigate risk, and there is a possibility that they will correlate and exhibit emergent behavior.
6. Conclusions
A previous study by Hause et al. [28] analyzed the security of a typical manufacturing supply chain and examined how to address risk using an enterprise architecture modeling approach. In contrast, this study examines a manufacturing supply chain that can be flexibly recombined based on the data space. This approach increases supply chain security, ensures data security, enables quick decision-making in disruptive situations, and facilitates the development of appropriate strategies. While Alexopoulos et al. [30] proposed a probabilistic measure for initial investment decisions, this study introduces a decision-making instrument for the immediate and timely reconfiguration of the supply chain.
This study examines a data space-based manufacturing supply chain from the perspectives of security and resilience. The risk of a data leak triggers the loss of collaboration without the data transaction secured by the connector technology. However, by adopting the data space for the manufacturing supply chain, the participants are able to collaborate in a secure environment. Utilization of the evaluation method proposed in this study facilitates the assessment of the effectiveness of alternative manufacturing methods and the selection of candidate manufacturing methods under the appropriate SoS. Cooperation between companies participating in the manufacturing supply chain can improve profits in situations where the supply chain is partially disrupted.
The adoption of the UAF facilitates a comprehensive understanding of the relationship between the risks and capabilities of the constituent elements of the manufacturing supply chain system. We found that the lack of cooperation among the accompanied companies in the SoS induces a risk of a loss of business opportunity, affects the parts manufacturing systems, and impairs the manufacturing system’s recovery. Thus, it is necessary to mitigate the risk and utilize a secure communication mechanism in the data space to guarantee data sovereignty and security and prevent interference with each business.
In the case where the manufacturing capacity during normal operation is reduced due to a disruptive event, we proposed a system in which the SCM service provider evaluates and selects alternative manufacturing candidates and decides on an alternative agent based on the simulation with updated information in the data space. In addition, it is necessary to achieve the start of manufacturing using alternative manufacturing agents in a short period until the original manufacturing system recovers and fills in the partial gaps. The ability to quickly alternate chain coordination by utilizing updated manufacturing data and to start manufacturing in a short preparation period is an important capability.
This article makes two contributions to the existing literature. First, it defines the architecture of a manufacturing supply chain that incorporates the data space as an SoS and comprehensively elucidates the relationship between the risks and capabilities of its elements. Second, it extracts the risks of the supply chain and indicates that utilizing SCM service providers in the data space and flexible manufacturing methods like Additive Manufacturing as mitigation methods can address such risks from the perspectives of security and resilience. As we look to the future, we will be implementing the logical architecture into a system through the pursuit of practical system architecture implementations and specific forms of services that promote inter-company communication. At the same time, we will focus on integrating architectures that balance sustainability and resilience.
Author Contributions
Conceptualization, Y.N. and H.N.; methodology, Y.N.; validation, Y.N. and H.N.; writing—original draft preparation, Y.N.; writing—review and editing, H.N.; supervision, H.N.; project administration, Y.N. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Data Availability Statement
The original contributions presented in this study are included in the article; further inquiries can be directed to the corresponding author.
DURC Statement
As an ethical responsibility, the authors strictly adhere to the relevant national and international laws regarding DURC. The authors advocate responsible deployment, ethical considerations, regulatory compliance, and transparent reporting to mitigate misuse risks and foster beneficial outcomes.
Conflicts of Interest
The authors declare no conflicts of interest.
Appendix A. Predefined Words in UAF Models
In this study, UAF diagrams are based on the UAFML rule. Table A1 describes the diagrams, and Table A2 details the terminations.
Table A1.
Types of diagrams in UAF [37].
Table A1.
Types of diagrams in UAF [37].
| Diagram | Figure | Description |
|---|---|---|
| Strategic Motivation Diagram (St-Mv) | Figure 3 and Figure 4 | Assemble Strategic Drivers—for enterprise transformation that deal with national, department, community, joint, coalition, business, technology, or other kinds of considerations [37] (p. 24). Capture Enterprise Challenges and Opportunities—Identify challenges, opportunities, and concerns that pertain to enterprise transformation efforts. [37] (p. 24). |
| Security Taxonomy Diagram (Sc-Tx) | Figure 5 and Figure 7 | Establish security taxonomy to define the hierarchy of kinds of security and protection assets and asset owners that mitigate threats. [37] (p. 90). |
| Resource Taxonomy Diagram (Rs-Tx) | Figure 6 | A set of resource performers are described, including any that have been preliminarily identified. [37] (p. 65). |
Table A2.
Predefined terminology in UAFML [39,60].
Table A2.
Predefined terminology in UAFML [39,60].
| Terminology | Extension | Figure | Description |
|---|---|---|---|
| ActualEnterprisePhase | Instance specification | Figure 3 | An individual that describes the phase of an actual enterprise endeavor. [39] (p. 50). |
| EnterpriseVision | Class | Figure 3 | Describes the future state of the enterprise without regard to how it is to be achieved. [39] (p. 42). |
| EnterpriseGoal | Class | Figure 3 | A statement about a state or condition of the enterprise to be brought about or sustained through appropriate means. An Enterprise Goal amplifies an Enterprise Vision, i.e., it indicates what must be satisfied on a continuing basis to effectively attain the Enterprise Vision. [39] (p. 41). |
| EnterpriseObjective | Class | Figure 3 | A statement of an attainable, time-targeted, and measurable target that the enterprise seeks to meet in order to achieve its goals. [39] (pp. 41–42). |
| MotivatedBy | Dependency | Figure 3 and Figure 4 | A tuple denoting the reason or reasons one has for acting or behaving in a particular way. [39] (pp. 36–37). |
| ImpactedBy | Abstraction | Figure 4 | A dependency relationship denoting that a Capability is affected by an Opportunity. [39] (p. 35). |
| Enables | Dependency | Figure 3 | A dependency relationship denoting that an Opportunity provides the means for achieving an Enterprise Goal or objective. [39] (p. 35). |
| Challenge | Class | Figure 3 and Figure 4 | An existing or potential difficulty, circumstance, or obstacle that will require effort and determination from an enterprise to be overcome so they can achieving their goals. [39] (p. 33). |
| Opportunity | Class | Figure 3 and Figure 4 | An existing or potential favorable circumstance or combination of circumstances which can be advantageous for addressing enterprise Challenges. [39] (p. 38). |
| Driver | Class | Figure 3 | A factor which will have a significant impact on the activities and goals of an enterprise. [39] (p. 34). |
| Risk | Class | Figure 5 and Figure 6 | A type that represents a situation involving exposure to the danger of Affectable Elements (e.g., Assets, Processes, Capabilities, Opportunities, or Enterprise Goals) where the effects of such exposure can be characterized in terms of the likelihood of occurrence of a given threat and the potential adverse consequences of that threat’s occurrence. [39] (p. 186). |
| SecurityRisk | Class | Figure 5 and Figure 6 | The level of impact on enterprise operations, assets, or individuals resulting from the operation of an information system given the potential impact of a threat and the likelihood of that threat occurring. [NIST SP 800-65]. [39] (p. 141). |
| System | Class | Figure 6 | An integrated set of elements, subsystems, or assemblies that accomplish a defined objective. These elements include products (hardware, software, firmware), processes, people, information, techniques, facilities, services, and other support elements (INCOSE SE Handbook V4, 2015). [39] (p. 110). |
| Technology | Class | Figure 6 | A subtype of ResourceArtifact that indicates a technology domain, i.e., nuclear, mechanical, electronic, mobile telephony, etc. [39] (p. 127). |
| Capability | Class | Figure 4, Figure 6 and Figure 7 | An enterprise’s ability to achieve a desired effect realized through a combination of ways and means (e.g., Capability Configurations) along with specified measures. [39] (p. 40). |
| OperationalPerformer | Class | Figure 7 | A logical entity that is capable of performing operational activities which produce, consume, and process resources. [39] (p. 68). |
| SecurityControl | Class | Figure 7 | The management, operations, and technical control (i.e., safeguard or countermeasure) required to protect the confidentiality, integrity, and availability of the system and its information [NIST SP 800-53]. [39] (p. 133). |
| OperationalRole | Property | Figure 7 | The usage of an Operational Performer or Operational Architecture in the context of another Operational Performer or Operational Architecture. Creates a whole-part relationship. [39] (p. 69). |
| Affects | Dependency | Figure 7 | A dependency that asserts that a risk is applicable to an asset. [39] (p. 173). |
| Mitigates | Dependency | Figure 7 | A tuple relating security control to a risk. Mitigation is established to manage the risk and could be represented as an overall strategy or through techniques (mitigation configurations) and procedures (security processes). [39] (p. 183). |
| Exhibits | Abstraction | Figure 7 | A tuple that exists between a Capable Element and a Capability that it meets under specific environmental conditions. [39] (p. 61). |
| Satisfy | - | Figure 7 | A stereotype of the SysML relationship in the requirement diagram [60]. |
Appendix B. Estimation Result of Online Parts Manufacturing
To confirm the online manufacturing service price, the impeller model (SUS316L) is examined in the CraftCloud [53], providing the unit cost for each number of orders. Figure A1 shows the result of prices for CNC, PBF-LB, and BJT.

Figure A1.
Impeller manufacturing price based on cloud service with the number of parts–orders [53].
Figure A1.
Impeller manufacturing price based on cloud service with the number of parts–orders [53].

References
- Rahman, T.; Paul, S.K.; Shukla, N.; Agarwal, R.; Taghikhah, F. Supply chain resilience initiatives and strategies: A systematic review. Comput. Ind. Eng. 2022, 170, 108317. [Google Scholar] [CrossRef]
- El Baz, J.; Ruel, S. Can supply chain risk management practices mitigate the disruption impacts on supply chains’ resilience and robustness? Evidence from an empirical survey in a COVID-19 outbreak era. Int. J. Prod. Econ. 2021, 233, 107972. [Google Scholar] [CrossRef]
- Camarinha-Matos, L.M.; Rocha, A.D.; Graça, P. Collaborative approaches in sustainable and resilient manufacturing. J. Intell. Manuf. 2024, 35, 499–519. [Google Scholar] [CrossRef]
- Salkin, C.; Oner, M.; Ustundag, A.; Cevikcan, E. A Conceptual Framework for Industrie 4.0. In Managing the Digital Transformation; Springer Series in Advanced Manufacturing; Springer International Publishing: Cham, Switzerland, 2018; pp. 3–23. [Google Scholar]
- Federal Ministry for Economic Affairs and Energy, 2030 Vision for Industrie 4.0. 2019. Available online: https://www.plattform-i40.de/IP/Redaktion/EN/Downloads/Publikation/Vision-2030-for-Industrie-4.0.html (accessed on 14 February 2025).
- Otto, B. GAIA-X and IDS, Ver. 1; International Data Spaces Association: Berlin, Germany, 2021. [CrossRef]
- Directorate General for Research and Innovation. Industry 5.0: A Transformative Vision for Europe: Governing Systemic Transformations Towards a Sustainable Industry; European Commission, Eurostat: Luxembourg, 2021. [Google Scholar]
- Directorate General for Research and Innovation. Industry 5.0: Towards a Sustainable, Human Centric and Resilient European Industry; European Commission, Eurostat: Luxembourg, 2021. [Google Scholar]
- Wofuru-Nyenke, O.K.; Briggs, T.A.; Aikhuele, D.O. Advancements in sustainable manufacturing supply chain modelling: A review. Process Integr. Optim. Sustain. 2023, 7, 3–27. [Google Scholar] [CrossRef]
- Özbayrak, M.; Papadopoulou, T.C.; Akgun, M. Systems dynamics modeling of a manufacturing supply chain system. Simul. Model. Pract. Theory 2007, 15, 1338–1355. [Google Scholar] [CrossRef]
- Gaia-X Association. Gaia-X—Architecture Document 22.04 Release. 2022. Available online: https://gaia-x.eu/wp-content/uploads/2022/06/Gaia-x-Architecture-Document-22.04-Release.pdf (accessed on 14 February 2025).
- Catena-X Automotive Network e.V. Catena-X Operating Model Version 2.1 White Paper; Catena-X Automotive Network e.V.: Berlin, Germany 2023. Available online: https://cdn.prod.website-files.com/5f19a993f080600777bbd184/65f86cfa9b30f326f4d51446_CX_Operating_Modelv2.1_final.pdf (accessed on 14 February 2025).
- INCOSE. Systems Engineering Handbook: A Guide for System Life Cycle Process and Activities, 5th ed.; Wiley: Hoboken, NJ, USA, 2023. [Google Scholar]
- Ross, R.; Winstead, M.; McEvilley, M. Engineering Trustworthy Secure Systems; (No. NIST SP 800-160v1r1); National Institute of Standards and Technology: Gaithersburg, MD, USA, 2022. [Google Scholar]
- Ross, R.; Pillitteri, V.; Graubart, R.; Bodeau, D.; McQuaid, R. Developing Cyber-Resilient Systems: A Systems Security Engineering Approach; (No. NIST SP 800-160v2r1); National Institute of Standards and Technology: Gaithersburg, MD, USA, 2021. [Google Scholar]
- ISO/IEC/IEEE 15288; Systems and Software Engineering—System Life Cycle Processes. ISO: Geneva, Switzerland, 2023.
- Boyens, J.M. Cybersecurity Supply Chain Risk Management Practices for Systems and Organizations; (No. NIST SP 800-161r1-upd1); National Institute of Standards and Technology: Gaithersburg, MD, USA, 2024.
- Nemeth, C.P.; Hollnagel, E. Resilience Engineering in Practice Volume 2: Becoming Resilient; Ashgate CRC Press: Boca Raton, FL, USA, 2014. [Google Scholar]
- Seidel, A.; Wenzel, K.; Hänel, A.; Teicher, U.; Weiß, A.; Schäfer, U.; Ihlenfeldt, S.; Eisenmann, H.; Ernst, H. Towards A seamless data cycle for space components: Considerations from the growing European future digital ecosystem Gaia-X. CEAS Space J. 2023, 16, 351–365. [Google Scholar] [CrossRef]
- Forte, S.; Gast, F.; Dickopf, T.; Sturmer, C.; Weber, M. Gaia-X based Data Ecosystem Offerings in the Context of Data Management Systems. In Proceedings of the IEEE 29th International Conference on Emerging Technologies and Factory Automation (ETFA), Padova, Italy, 10–13 September 2024; pp. 1–6. [Google Scholar]
- Li, Z.; Faheem, F.; Husung, S. Collaborative model-based systems engineering using data spaces and SysML v2. Systems 2024, 12, 18. [Google Scholar] [CrossRef]
- Bonfiglio, F. Vision & Strategy Gaia-X. 2021. Available online: https://gaia-x.eu/wp-content/uploads/2021/12/Vision-Strategy.pdf (accessed on 16 February 2025).
- DuHadway, S.; Carnovale; Hazen, B. Understanding risk management for intentional supply chain disruptions: Risk detection, risk mitigation, and risk recovery. Ann. Oper. Res. 2019, 283, 179–198. [Google Scholar] [CrossRef]
- Trappey, A.J.C.; Hareesh Govindarajan, U.; Chuang, A.C.; Sun, J.J. A review of essential standards and patent landscapes for the Internet of Things: A key enabler for Industry 4.0. Adv. Eng. Inform. 2017, 33, 208–229. [Google Scholar] [CrossRef]
- Menanno, M.; Savino, M.M.; Accorsi, R. Digitalization of Fresh Chestnut Fruit Supply Chain through RFID: Evidence, Benefits and Managerial Implications. Appl. Sci. 2023, 13, 5086. [Google Scholar] [CrossRef]
- Pohlmeyer, F.; Möbitz, C.; Gries, T. A Sovereign and Interoperable Data Ecosystem for an Eco-Efficient Nonwovens Industry. Sustainability 2024, 16, 10735. [Google Scholar] [CrossRef]
- Mitra, A.; Seetharaman, A.; Maddulety, K. A Structural Equation Model Study for Adoption of Internet of Things for the Growth of Manufacturing Industries in Australia. J. Compr. Bus. Adm. Res. 2024, 1, 93–104. [Google Scholar] [CrossRef]
- Hause, M.; Brooks, M.; Kennedy, R. Securing your eggs in multiple baskets—Assuring a resilient and secure supply chain. INCOSE Int. Symp. 2024, 34, 1748–1770. [Google Scholar] [CrossRef]
- Hosseini, S.; Ivanov, D.; Blackhurst, J. Conceptualization and Measurement of Supply Chain Resilience in an Open-System Context. IEEE Trans. Eng. Manag. 2022, 69, 3111–3126. [Google Scholar]
- Alexopoulos, K.; Anagiannis, I.; Nikolakis, N.; Chryssolouris, G. A quantitative approach to resilience in manufacturing systems. Int. J. Prod. Res. 2022, 60, 7178–7193. [Google Scholar] [CrossRef]
- Bakopoulos, E.; Sipsas, K.; Nikolakis, N.; Alexopoulos, K. A Digital Twin and Data Spaces framework towards Resilient Manufacturing Value Chains. IFAC-Pap. 2024, 58, 163–168. [Google Scholar] [CrossRef]
- ISO/IEC/IEEE 42020; Software, Systems and Enterprise–Architecture Processes. ISO: Geneva, Switzerland, 2019.
- ISO/IEC/IEEE 21839; Systems and Software Engineering—System of Systems (SoS) Considerations in Life Cycle Stages of a System. ISO: Geneva, Switzerland, 2019.
- Wand, Y.; Monarchi, D.; Parsons, J.; Woo, C. Theoretical foundations for conceptual modelling in information systems development. Decis. Support Syst. 1995, 15, 285–304. [Google Scholar] [CrossRef]
- Thalheim, B. The Theory of Conceptual Models, the Theory of Conceptual Modelling and Foundations of Conceptual Modelling. In Handbook of Conceptual Modeling; Springer: Berlin/Heidelberg, Germany, 2011. [Google Scholar]
- Hause, M.; Kihlstrom, L. Tilting at windmills: Drivers, risk, opportunity, resilience and the 2021 Texas electricity grid failure. In Proceedings of the 32nd INCOSE International Symposium, Detroit, MI, USA, 25–30 June 2022; INCOSE: San Diego, CA, USA, 2022; Volume 32, pp. 545–564. [Google Scholar] [CrossRef]
- Enterprise Architecture Guide for UAF-Object Management Group Unified Architecture Framework—Appendix C Version 1.2; The Objective Management Group: Milford, MA, USA, 2022.
- Martin, J.J.; Brookshier, D. Linking UAF and SysML Models: Achieving Alignment between Enterprise and System Architectures. In Proceedings of the 33rd Annual INCOSE International Symposium, Honolulu, HI, USA, 15–20 July 2023; INCOSE: San Diego, CA, USA, 2023; 33, pp. 1132–1155. [Google Scholar] [CrossRef]
- Unified Architecture Framework Modeling Language (UAFML) Version 1.2; Object Management Group Unified Architecture Framework (OMG UAF): Milford, MA, USA, 2022.
- APICS Operations Management Body of Knowledge Framework, 3rd ed.; APICS The Association for Operations Management: Parramatta, NSW, Australia, 2011.
- Alghamdi, A.; Torkjazi, M.; Davila-Andino, A.J.; Zaidi, A.K. Employing UAF Inter-Domain Traceability for Performance and Effectiveness Evaluation. In Proceedings of the 2023 IEEE International Systems Conference, Vancouver, BC, Canada, 9–11 February 2023; IEEE: Los Alamitos, CA, USA, 2023; pp. 1–8. [Google Scholar]
- Rupp, M.; Buck, M.; Klink, R.; Merke, M.; Harrison, D.K. Additive manufacturing of steel for digital spare parts—A perspective on carbon emissions for decentral production. Clean. Environ. Syst. 2022, 4, 100069. [Google Scholar] [CrossRef]
- E-Metals (SUS316L Powder). Available online: https://www.e-metals.net/product/800174/ (accessed on 21 June 2025).
- E-Metals (SLS316L Rod). Available online: https://www.e-metals.net/product/200828/ (accessed on 21 June 2025).
- Net3d. Available online: https://met3dp.com/ja/316l-stainless-steel-powder-20240108/ (accessed on 21 June 2025).
- Commission. Regulation (EU) No 2016/679 of the European Parliament and of the Council-of 27 April 2016-on the Protection of Natural Persons with Regard to the Processing of Personal Data and on the Free Movement of such Data, and Repealing Directive 95/46/EC (General Data Protection Regulation); Official Journal of the European Union, Eurostat: Luxembourg, 2016. [Google Scholar]
- Eyers, D.R.; Potter, A.T.; Gosling, J.; Naim, M.M. The flexibility of industrial additive manufacturing systems. Int. J. Oper. Prod. Manag. 2018, 38, 2313–2343. [Google Scholar] [CrossRef]
- Jimo, A.; Braziotis, C.; Rogers, H.; Pawar, K. Traditional vs additive manufacturing supply chain configurations: A comparative case study. Procedia Manuf. 2019, 39, 765–774. [Google Scholar] [CrossRef]
- Groover, M.P. Fundamentals of Modern Manufacturing, 6th ed.; Wiley: Hoboken, NJ, USA, 2019. [Google Scholar]
- Nabertherm. Metal Injection Molding (MIM) Furnaces for Debinding and Sintering. Available online: https://nabertherm.com/sites/default/files/2023-12/K4_4_Englisch.pdf (accessed on 21 June 2025).
- Asami, K.; Herzog, D.; Deutschmann, T.; Röver, T.; Kelbassa, I.; Emmelmann, C. Methodology for Cost Estimation Using Characteristic Factors in Additive Manufacturing. J. Jpn. Soc. Powder Powder Metall. 2025, 72, S75–S82. [Google Scholar] [CrossRef]
- Impeller Parts Design by Bijibijmak is Licensed Under the Creative Commons-Attribution-Non-Commercial License. Available online: https://thinverse.com (accessed on 21 June 2025).
- Craft Cloud. Available online: https://craftcloud3d.com/ (accessed on 21 June 2025).
- Hällgren, S.; Pejryd, L.; Ekengren, J. Additive Manufacturing and High Speed Machining-cost Comparison of short Lead Time Manufacturing Methods. Procedia CIRP 2016, 50, 384–389. [Google Scholar] [CrossRef]
- E-Metals (Aluminum Rod). Available online: https://www.e-metals.net/product/201461/ (accessed on 30 July 2025).
- E-Metals (Aluminum Powder). Available online: https://www.e-metals.net/ (accessed on 30 July 2025).
- ISO/IEC/IEEE 21841; Systems and Software Engineering–Taxonomy of Systems of Systems. ISO: Geneva, Switzerland, 2019.
- Nyamekye, P.; Piili, H.; Leino, M.; Salminen, A. Preliminary investigation on life cycle inventory of powder bed fusion of stainless steel. Phys. Procedia 2017, 89, 108–121. [Google Scholar] [CrossRef]
- Ziaee, M.; Crane, N.B. Binder jetting: A review of process, materials, and methods. Addit. Manuf. 2019, 28, 781–801. [Google Scholar] [CrossRef]
- Freudenthal, S.; Moore, A.; Steiner, R. A Practical Guide to SysML The System Modeling Language, 3rd ed.; Elsevier: North Andover, MA, USA, 2015; p. 314. [Google Scholar]










Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).