Abstract
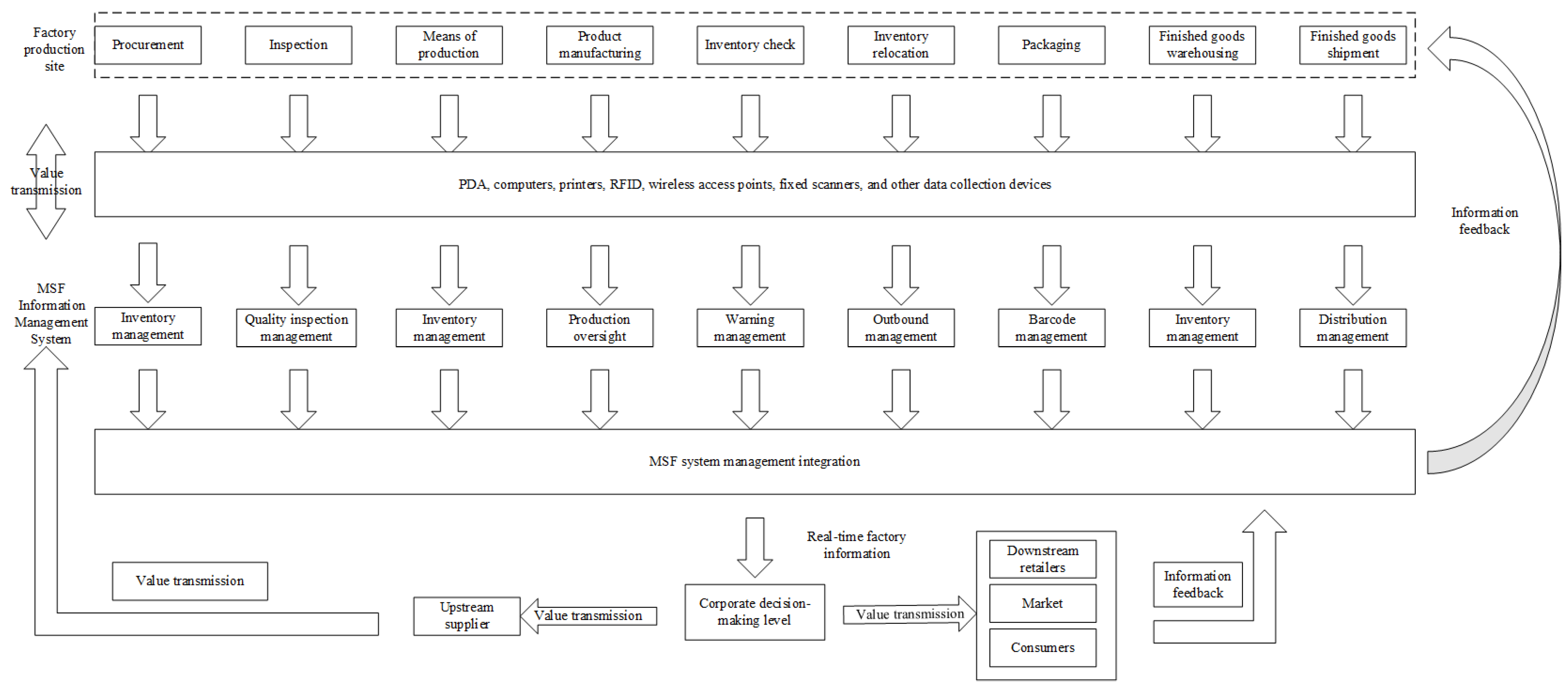
Micro smart factories (MSFs) represent a new way for small and medium-sized enterprises (SMEs) to build smart factories. Intelligence and manufacturing are two important dimensions of intelligent manufacturing. However, there is still a gap in the research on the coordinated development of intelligence and manufacturing in MSF. Based on survey data from 93 SMEs in Liaoning Province, a dynamic coupling model of the intelligence dimensions (ID) and manufacturing dimensions (MD) of MSF was constructed. Stock increment was used to simulate the development level of the fusion and dynamically evaluate the degree of coupling coordination. The results show that both ID and MD have different advantages in terms of stock and incremental resources, and that the development of intelligence and manufacturing is imbalanced. In addition, in the transformation process of SMEs, the impact of stock factors is significant and the driving force of incremental factors in intelligent manufacturing is insufficient. Finally, SMEs lack comprehensive planning for the development of intelligent manufacturing processes.
1. Introduction
The era of Industry 4.0 and the trend of intelligent manufacturing have driven traditional manufacturing companies to transform production methods [1,2,3,4]. A smart factory is the core carrier of intelligent manufacturing and is regarded as the mainstay of future industrial development [5]. The construction of smart factories is important for the transformation and upgrading of the manufacturing industry [6]. The manufacturing industry is the first pillar in Liaoning Province [7]. Compared to the southeastern provinces of China, the manufacturing foundation and approach of Liaoning Province are relatively under-developed, and more of them are traditional manufacturing industries. Small and medium-sized enterprises (SMEs) in this region are more likely to experience an imbalance between intelligence and manufacturing development when developing intelligent manufacturing. Liaoning Province needs to enhance the core competitiveness of the manufacturing industry, speed up the development of advanced manufacturing clusters, and realize the transformation from “manufacturing” to “intelligent” [8]. As the main body of the market economy, transforming SMEs’ production modes is crucial for the overall upgrading of the manufacturing industry [9]. However, the burdens of funding, technology, and talent that are required to build smart factories often deter SMEs from doing so [10]. SMEs should pursue intelligent manufacturing methods tailored to their actual needs by building micro smart factories (MSF, scene diagram see Figure A1) [9]. MSFs present an alternative for SMEs that leverages technologies such as the Internet of Things (IoT), big data, and artificial intelligence to digitize production site databases, enable real-time intelligent data analysis and decision-making, and integrate the entire process of planning, designing, producing, distributing, and selling products into a micro-scale flexible production system within an information system, managing production in a more precise and dynamic manner, combining intelligent systems with micro-production to form a ‘smart’ digital factory [11]. Therefore, the construction of MSFs is an important direction for Liaoning to promote the transformation and upgrading of the equipment manufacturing industry in the context of the wider high-end, intelligent, characteristic, and green manufacturing industry, with a focus on intelligent manufacturing and intelligent services [7]. The maturity of SMEs’ intelligent manufacturing is the foundation of MSF construction, reflecting their digital and networking capabilities and potential for intelligent future development [12,13,14]. However, the current intelligent manufacturing capacity of SMEs in Liaoning Province remains at a low level, with a relatively weak foundation. Therefore, using the Intelligent Manufacturing Capability Maturity Model (CMMM) to assess the maturity level of SMEs’ intelligent manufacturing capabilities is crucial for advancing the industry. Although intelligent manufacturing is regarded as a core direction for the transformation and upgrading of traditional manufacturing industries, existing studies often treat intelligence and manufacturing as a single dimension for holistic evaluation, overlooking their differences as independent systems in terms of resource endowments, evolutionary paths, and driving mechanisms [15]. The manufacturing dimension (MD) focuses on the full lifecycle capabilities of enterprise production activities, whose development relies on the accumulation of traditional elements, such as lean management, process optimization, and resource integration [16]. In contrast, the intelligence dimension (ID) emphasizes the empowerment effects of emerging technologies, such as digitalization, networking, and intelligentization, on manufacturing systems, requiring sustained investment in technological iteration and innovation ecosystems [13]. Current research reveals that SMEs commonly face the imbalanced dilemma of “prioritizing intelligence over manufacturing” during their intelligence transformation. Some SMEs blindly introduce smart devices but ignore manufacturing process optimization, resulting in resource mismatch and technology disconnection [10]. This fragmented development model not only diminishes the overall effectiveness of intelligent manufacturing but also exacerbates transformation risks owing to weak foundational capabilities. The complexity of ID and MD necessitates a comprehensive evaluation framework, such as CMMM, which assesses the maturity of intelligent manufacturing capabilities across various levels. Attempting to evaluate them solely using one or two indicators is challenging. Hence, it is imperative to deeply and precisely understand the underlying meanings of enterprise manufacturing foundations and intelligent capabilities and develop a scientific and rational measurement model for the evaluation index system. In existing research, there are few literature studies on the construction of manufacturing industry models and the evaluation index models for manufacturing enterprises. There are gaps in the research on the synergistic development of intelligence and manufacturing in MSF, specifically manifested in three key deficiencies of existing studies. First, current research predominantly focuses on intelligent manufacturing as the subject of study, neglecting the relationship between the two. Second, the majority of research outcomes are inclined towards static studies, treating intelligent manufacturing as a current state rather than a developmental process. Third, the research subjects are predominantly large enterprises, with less attention given to the intelligent manufacturing of SMEs. Therefore, an article is needed to integrate pertinent literature on intelligent manufacturing evaluation systems to develop an indicator system tailored for SMEs’ intelligence and manufacturing capabilities, thereby offering novel perspectives on the harmonious development of MSF intelligence and manufacturing. We synthesized existing research to develop an indicator evaluation system and measurement model. Using data from SMEs in Liaoning Province as a case study, we empirically validated the effectiveness of the intelligent manufacturing evaluation system and measurement model. We address the following issues:
- RQ1: How can an evaluation index system for intelligence and manufacturing be built in MSF?
- RQ2: What is the value of MSF in the context of intelligent manufacturing?
- RQ3: How can the coordinated development of intelligence and manufacturing in MSFs be promoted?
The rest of this study is divided into the following parts. In Section 2, we delve into the deficiencies of existing research by reviewing the intelligence and manufacturing literature. Section 3 delves into the methodology of the dynamic coupling coordination degree, a key analytical tool in this study, and outlines the framework of the research. In Section 4, we analyze the influence mechanism of intelligence and manufacturing, present the evaluation index system for intelligent manufacturing in MSF, and the comprehensive evaluation model and coupling coordination degree evaluation model for empirical research. In Section 5, data sources are introduced to empirically test the degree of coordinated development of SMEs’ intelligence and manufacturing in Liaoning Province. In Section 6, we summarize the full text.
2. Literature Review
Through a review of previous literature and the collation of existing research results, we adopt the definition of intelligent manufacturing capability in GB/T 39116-2020 (Intelligent Manufacturing capability maturity model) [17]: the degree of management improvement and comprehensive application of personnel, technology, resources, manufacturing, etc., to achieve the goal of intelligent manufacturing. We collected relevant literature on the evaluation of intelligent manufacturing, which mainly involved the following aspects.
2.1. Manufacturing Capabilities of Manufacturing Companies
The existing literature discusses the theoretical connotations, constituent dimensions, and evaluation systems of enterprise manufacturing capabilities from multiple perspectives. Größler and Grübner [18] examined the relationships between strategic manufacturing capabilities, identifying cumulative effects among strategic capabilities, and proposed that ‘quality’ is the foundation of ‘delivery’, and ‘delivery’ is the basis for ‘flexibility’ and ‘cost’. The relationship between ‘flexibility’ and ‘cost’ is not clear; the choice of addressing only ‘flexibility’ or both ‘flexibility’ and ‘cost’ seems related to the implementation of certain improvement measures, thereby enabling companies to better assess their manufacturing capabilities. Swink and Harvey Hegarty [19] proposed that “capabilities” are the main basis for competition among enterprises, which represents the enterprise’s basic proficiency in manufacturing and is the basis for the future development of the enterprise. Cheng, et al. [20] established a system to evaluate the manufacturing capacity of enterprises from the aspects of collaborative manufacturing capacity, real-time data application and human resources through hierarchical analysis. Lekurwale, et al. [21] proposed that enterprises’ manufacturing capabilities are determined by the level of output produced by the production system it adopts, which in turn determines market competitiveness and evaluates manufacturing capabilities based on human resources, organizational structure and control, process technology, production planning and control, procurement, and facility construction. It can be seen that academic research on enterprise manufacturing capabilities shows three significant evolution trends: first, the research paradigm shifts from a static capability view to a dynamic system view; second, the evaluation dimension extends from a single technical indicator to a compound capability system; third, the logic of value creation has undergone a fundamental transformation. It is noteworthy that existing research has insufficiently explored the aspects of intelligent technology driving manufacturing capabilities, and there is a lack of research regarding intelligence as the overall driving force. Future research can focus on exploring the reconstruction path of manufacturing capabilities in the context of digital transformation, particularly the co-evolution mechanism of traditional manufacturing capabilities and intelligent capabilities empowered by digital technology.
2.2. Intelligent Level of Manufacturing Enterprises
Existing research has deepened the theoretical exploration and practical application of intelligent technology in manufacturing enterprises in terms of technology empowerment, capability evaluation, and system optimization. Tuptuk and Hailes [22] pointed out that in the context of Industry 4.0, intelligent manufacturing systems have become primary targets of cyber threats due to vulnerabilities in the network layer. This makes ensuring the confidentiality, integrity, and availability of cybersecurity from a digital thread perspective a key challenge in safeguarding the secure operation of intelligent manufacturing. Guo, et al. [23], based on data mining in artificial intelligence energy-saving resources, discussed intelligent manufacturing management systems, optimized order management, material management, mixed-model assembly line balance, assembly line logistics planning, and system management in enterprise production lines through digital technology to achieve refined management of manufacturing companies. Hu, et al. [24] proposed a hierarchical architecture for the intelligent industrial Internet of Things and seven key technologies. Through systematic analysis of the practical experience of Chinese enterprises, it was demonstrated that this framework can effectively address cognitive biases in the digital transformation of manufacturing, thereby providing innovative solutions for each link in the industrial chain. Zhou, et al. [25] take the equipment manufacturing industry in the Yangtze River Delta as an example, from the perspective of equity structure, company performance, management capabilities, cash flow, asset structure, return on total assets, R & D investment, technological innovation capabilities, human capital density, physical capital density, growth capabilities, and cost pressure, building an intelligent assessment level of manufacturing enterprises, and propose that technological innovation capabilities, human capital density, and enterprise cost pressure are the main influencing factors on the intelligence level. Scholars believe that research on intelligent manufacturing capabilities exhibits the characteristics of a systematic capability architecture, iterative upgrades of technology-driven logic, and innovation in evaluation methods. However, manufacturing companies are often regarded as research subjects, and there is little literature on the coordinated development of intelligent and enterprise manufacturing technologies. Future research should focus on breakthroughs in the innovation of dynamic evaluation methods of intelligent manufacturing capabilities and the study of the coupling effect of intelligent technologies on traditional manufacturing capabilities.
2.3. Intelligent Manufacturing Measurement Index Design
Existing research has carried out a multi-dimensional exploration of the theoretical construction, evaluation system, and influence mechanism of intelligent manufacturing capabilities, and the research perspectives and methodology have shown significant differences. Blandino [26] used a systematic review method to design smart manufacturing assessment indicators to measure the impact on worker health and performance and company productivity. Hu, Jia, Yao, Lee, Lee, Wang, Zhou, Xie and Yu [24] propose a systematic architecture and key technologies for the intelligence of the Industrial Internet of Things (IIoT) in the digital transformation of manufacturing. By establishing a five-layer development framework and identifying seven categories of transformation acceleration technologies, they provide a comprehensive perspective from which to address the current limitations of existing research. Jiang and Li [27] proposed the concept of shared factories, a new manufacturing model, by integrating three types of sharing modes—production orders, manufacturing resources, and manufacturing capabilities—to construct a manufacturing ecosystem; its characteristic of social resource allocation not only aligns with the needs of light asset requirements but also achieves a win–win situation for all parties through value-added transformation and social innovation. Farid [28] proposed reconfigurability metrics for automated and intelligent manufacturing systems, considering their integrative, interoperable, and customizable characteristics, to drive technological advancement and intuitive design. Additionally, they analyze the practical value of technological upgrades for lighthouse factories and the ethical environmental impact of industrial transformation.
In summary, with the in-depth development of the intelligent economy, research on promoting intelligent manufacturing and index system construction for manufacturing enterprises is becoming increasingly abundant. However, the majority of these studies continue to concentrate on the manufacturing process of traditional enterprises, the progression towards intelligent manufacturing, and the establishment of index systems, while research pertinent to MSF, as an emerging field, remains scant. In addition, although existing studies on the construction of intelligent manufacturing indicators for manufacturing enterprises have their characteristics, the following shortcomings remain. First, when constructing intelligent manufacturing evaluation indicators, the foundational aspects of enterprise manufacturing capabilities are overlooked. For example, Chen et al. [29] focused their research on an evaluation index system of intelligent construction capabilities for construction enterprises. Consideration has been given insufficiently to traditional production, design, and sales capabilities. Second, the relationship between intelligence and manufacturing needs to be separated. In the above research, most scholars do not consider the significance of enterprise manufacturing capability to the coordinated development of intelligent foundations and intelligent manufacturing. Third, index system design focuses excessively on the enterprise’s current state, making it challenging to assess the extent of change or progress coordination between intelligence and manufacturing.
3. Research Method and Design
In physics, coupling refers to the phenomenon in which two or more systems or forms of motion influence each other through various interactions of themselves or the outside world; coordination refers to the degree of cooperation between systems or forms of motion, reflecting the overall “efficacy” or “synergy” between various systems or forms of motion [16,30,31]. Utilizing this physical concept, we employed the degree of coupling coordination to illustrate the interdependence between the development of the two parts. Specifically, when the coupling degree of intelligence and manufacturing of MSF reaches a certain level, the two show a state of mutual promotion and development [32,33]. The unified perturbation method proposed by Luongo [32] for the static/dynamic coupled instability problem of nonlinear structures and the innovative method proposed by Zhang, Pattipati, Hu, Wen and Sankavaram [33] for the coupled fault diagnosis of propagation and observation delays, which combines the real-time nature and complexity of dynamic systems, provide methodological and thinking support for this paper. Based on the evolution idea of general system theory, a dynamic coupling model of intelligence and manufacturing was constructed. The research and design concepts of this study are shown in Figure 1.
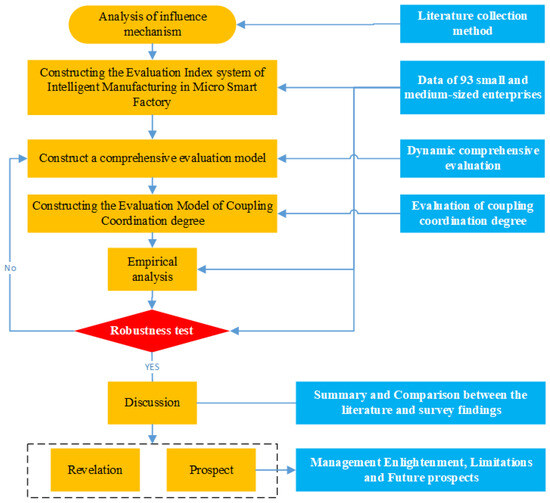
Figure 1.
Research design.
4. Model Building
4.1. Analysis of the Influence Mechanism
As China regards intelligent manufacturing as the future development direction of the manufacturing industry, intelligent transformation has become an important way to support the transformation of the manufacturing industry from a high-speed growth mode to a high-quality development model [34,35,36,37]. Under the environment of the internet and big data, intelligent factories for intelligent manufacturing present new development characteristics, such as more complex and dynamic production corporations, intensive innovation knowledge, uncertain and unpredictable manufacturing processes, as well as increased focus on service value in operations management [38]. This requires enterprises to accumulate manufacturing capabilities through lean management and match intelligent manufacturing to support the realization of digital, networked, and intelligent goals [39,40,41,42]. According to the review of the above literature and research results, the capabilities of design, production, logistics, sales, service, and resources are the basis of the manufacturing capability of enterprises [15,43,44,45] and guarantee the development of intelligent manufacturing [46,47,48]. Apart from technology promotion and market pull, design is also considered the third driving force of enterprise transformation [49,50], and the design and optimization of products and processes play a guiding role in improving the capability of intelligent manufacturing [36,51,52,53]. Production activity is an important part of the operation of manufacturing enterprises [54]; it runs through the processes of enterprise procurement, planning, production operations, warehousing, control, and safety, which is the key direction of intelligence construction [55,56,57]. Through lean logistics and sales management, enterprises use big data, cloud computing, and other technologies to analyze and predict sales data and behavior [58] to promote the optimization and adjustment of production planning, warehousing, procurement, supplier management, and other business [59,60,61] to provide better products and customer service. This requires enterprises to optimize their resource integration capabilities, plan strategies and development goals suitable for their enterprises, and exercise lean control over personnel, equipment, and energy management to provide a basis for the implementation of intelligent manufacturing [62].
Intelligent manufacturing is an important direction in which manufacturing enterprises should alter their mode of production to focus on [63,64]. Digitization, networking, and intelligence are important components of the realization of intelligent manufacturing [53,65]. Enterprises use emerging digital technology to realize data application and fusion [66]. Through network technology, factories can create an environment that organically connects people, machines, and things, enabling the interconnection and interoperability of various business processes and information within the enterprise.. Doing so can also achieve a state of complete integration of information physics [67]. In enterprise operations, we should promote the combination of big data and security management [68] and make use of information security technology to supervise important content, such as data security, network security, and system security, which have a significant impact on production and operation, to deepen the digital intelligence of enterprise control capabilities [69]. Moreover, with technological change promoted by the internet having a significant effect on the production activities of manufacturing enterprises, the traditional performance evaluation and independent innovation methods of manufacturing enterprises have been unable to meet the requirements of emerging formats [70]. Enterprises need to meet consumers’ individual product and service requirements through personalized customization [71]. However, owing to the limitations of their conditions, SMEs have difficulty realizing the independent transformation of production modes and large-scale personalized customization production [9,72]. Therefore, relying on large enterprises to conduct remote operations and maintenance and adopt collaborative manufacturing modes can effectively solve the problem of weak enterprise foundations [73,74]. For manufacturing enterprises, intelligent manufacturing is an important direction for future development, and manufacturing capacity is the basis of production and management. In the process of realizing the transformation of the mode of production, the overall cooperation between intelligence and manufacturing is a powerful guarantee for the transformation and upgrading of enterprises.
4.2. Evaluation Index System for Intelligent Manufacturing in MSF
Enterprise intelligence and manufacturing capabilities are closely intertwined, mutually influencing and supporting one another in the development of MSFs. We follow the principles of scientific validity, comprehensiveness, comparability, continuity, and other indicators, and refer to official documents such as white papers, national standards, and mature scales in authoritative journals such as the Journal Management of Manufacturing Technology and Asia Pacific Journal of Management, which have shown good reliability and validity in empirical studies at home and abroad. This study adjusted the scale expression according to the human, material, and financial situations of SMEs. The revised scale is as follows. (1) MD, including intelligent design, intelligent production, intelligent logistics, intelligent sales, intelligent services, and resource elements. The MD scale using the white paper on the CMMM [75,76] contains a total of 17 questions. (2) ID, including interconnection, system integration, information fusion, emerging business formats and others. Comprehensively drawing on the white paper on the CMMM and the research of the national standard “CMMM” (GB/T 39116-2020) [17], interconnection, system integration, and other two topics are used, and three topics are used to measure information fusion and four topics are used to measure emerging business formats. To facilitate the understanding of respondents, we first set the questionnaire to contain qualitative questions, and then assigned values to the collected results according to the Likert five-level scale method for further quantitative research. The specific intelligent manufacturing evaluation index system for MSF is shown in Table 1.

Table 1.
An indicator system tailored for SMEs’ intelligence and manufacturing capabilities.
4.3. Constructing a Comprehensive Evaluation Model
We established a comprehensive evaluation model to assess the sample enterprise situation. The specific steps are as follows.
First, we determined the stock increments. Previous studies have predominantly focused on static evaluation, with insufficient research on the dynamic evaluation of samples. The term ‘stock increment’ employed in our study enables a systematic evaluation of the fundamental capabilities and growth drivers of the samples. From a perspective that combines stock and increment, it is possible to better evaluate the dynamic changes in intelligence and manufacturing, thereby providing a scientific basis for the coordinated development of the MSF (Manufacturing System Framework). By analyzing the integration of existing resources and new resources, the impact of technological progress on manufacturing can be more accurately predicted, optimizing resource allocation and enhancing production efficiency. Additionally, this research method can help identify potential risks and challenges and formulate corresponding response strategies, ensuring continuous innovation and stable operation of intelligent manufacturing systems. Therefore, an increase in the stock increment index reflects the industry’s development path and emphasizes the dynamic aspect of the index evaluation. Drawing on the work of Subramaniyam, Park, Choi, Song and Park [48], Hu [77], and Wang [7], we regard the MD as the basis of the firm’s stock and the intelligence dimension as the incremental outcome of the firm. Incremental indicators are designed as shown in Equations (1) and (2), where Xsi and Xmi represent the i-th incremental values of the ID and MD, respectively, and Xsi(min) and Xmi(min) represent the minimum value of ID and MD, respectively.
Xsi = Xsi(min), i = 1, 2, 3, …, n
Xmi = Xmi(min), i = 1, 2, 3, …, n
Second, the comprehensive development level of MD is calculated. Considering the differences in the assignment results in different items of the MD, the assignment results must be further standardized using the entropy method, with the standardized stock MD results produced as shown in Equations (3) and (4). Xmi represents the MD i-th indicator stock standardization result, max (Xi) and min (Xi) are the maximum and minimum values of X′i, ΔX′mi, respectively, is the incremental standardized result of the i-th indicator of the MD, and Δmax (Xi) and Δmin (Xi) are the maximum and minimum values of ΔXi. Equations (5) and (6) show the weight of information obtained through a standardized method. βsi is the weight of the amount of information on the stock and Ssi is the standard deviation of the stock. The formulae used to determine the overall level of the incremental inventory of the MD are shown in Equations (7) and (8). βms and βmi represent the comprehensive development level of stock and increment.
Then, the same method is used to calculate ID. The calculation formulas are shown in Equations (9)–(14). Xsi represents ID i-th indicator stock standardization result, and max (Xi), min (Xi), , ΔX′si, ΔXmi, Δmax (Xi), and Δmin (Xi) are the same for MD. βii and Sii are the weight of the incremental amount of information the standard deviation of the incremental amount. βss and βsi represent the comprehensive development level of stock and incremental amounts, respectively.
Finally, we establish dynamic comprehensive evaluation level indicators. Equations (15) and (16) are the dynamic level for calculating stock and increment. and are the development levels of enterprise ID and MD, respectively. and represent the stock and incremental importance coefficients; means that the enterprise’s stock factor contributes a lot to the development of enterprise intelligent manufacturing. indicates that the contribution of the enterprise stock factor to the development of enterprise intelligent manufacturing is less than that of the incremental factor ( = 0.1, 0.2, 0.3, 0.4, 0.5, 0.6, 0.7, 0.8, 0.9, 1).
4.4. Evaluation Model of the Degree of Coupling Coordination
The evaluation model of the degree of coupling coordination is an effective method for testing the overall degree of balanced development of enterprises. The operating status of a complex system can be comprehensively evaluated by analyzing the mutual influence and dependence as well as the extent of synchronization between its subsystems, which is crucial for maintaining the system’s stability and performance. The coupled coordination degree model offers an effective quantitative approach for evaluating the coordinated development of a system. This helps us better understand the interactions and dependencies between the systems. However, the analysis results of the coupled coordination degree model may be influenced by factors such as the method of data standardization or normalization as well as the approach to setting weights. Therefore, we draw on past research [33,61,78,79], standardize ID and MD through the entropy method, and use mature dynamic coupled coordination calculation methods to test the coordination between ID and MD development in MSF.
A model for the coordinated development of dynamic coupling between intelligence and manufacturing in a MSF is established based on the physics capability coupling coefficient model, as shown in Equation (17).
The degree of coupling between the enterprise intelligence dimension and the manufacturing dimension is represented by , and as C increases, the degree of coupling between ID and MD becomes higher. The numerical criteria are listed in Table 2.
Table 2.
Coupling coordination level classification replication.
The comprehensive coordination indicator is represented by T, which reflects the overall synergy or contribution of the enterprise’s ID and MD, highlighting their respective importance. Based on the actual situation, we chose a value of 0.5. The coupling coordination degree between ID and MD results in D, with a value ranging from 0 to 1. The evaluation criteria are shown in Table 2.
5. Empirical Research
5.1. Sample Selection and Data Collection
In this study, SMEs in Liaoning Province (traditional industrial provinces) with a background in intelligent manufacturing transformation were selected as the research objects, and the research scope included all cities in Liaoning Province. We chose SMEs in Liaoning Province as sample data due to the following advantages. Firstly, as the core region of China’s old industrial base in northeast China, Liaoning Province acts as a representative foundation for heavy industry and equipment manufacturing. However, compared to the southeastern coastal provinces, the region exhibits relatively lagging levels of intelligent manufacturing and predominantly relies on traditional manufacturing models. This characteristic of “weak foundational capabilities coupled with urgent demands for transformation” provides a unique empirical context for studying the dynamic coordination mechanisms of SMEs during their transition to intelligent manufacturing. Selecting this region enables an in-depth analysis of the common challenges faced by traditional manufacturing industries under the wave of intelligent transformation, thereby contributing to exploring critical barriers encountered by low-capability enterprises in the early stages of transition. Second, although the overall foundation of intelligent manufacturing among SMEs in Liaoning Province remains relatively low, the heterogeneity of the sampled enterprises provides a multidimensional dataset for validating the dynamic coupling model. By analyzing the coordination between intelligent and manufacturing capabilities under low baseline conditions, this study enables clearer identification of the dynamic interplay effects among resource allocation, technological iteration, and strategic planning. Empirical research conducted in such “low starting point” environments contributes to refining the application theories of CMMM in resource-constrained scenarios. Finally, existing research predominantly focuses on intelligent manufacturing practices in developed regions or large enterprises, while systematic studies targeting SMEs in traditional industrial zones remain scarce. Selecting Liaoning Province as the research subject addresses this gap by revealing unique contradictions faced by low-capability enterprises in coordinating intelligence and manufacturing dimensions (e.g., “resource waste caused by blind pursuit of intelligent technologies”). Furthermore, analyzing the evolutionary patterns of coordination through a dynamic coupling model provides academia with a novel analytical framework. This framework emphasizes that intelligent manufacturing is not merely a technological upgrade but also a process of capability accumulation and systemic synergy.
Collaborating with the Liaoning Provincial Bureau of Industry and Information Technology, we gathered data through two means: field research and questionnaire augmentation. Based on the survey’s purpose and content, the targeted respondents were the top leaders or senior managers who are very familiar with the overall strategy, production and technology management and new product development of the enterprise. For uncertainties regarding specific content, the relevant functional department heads will assist in completing the answers. The survey distributed 150 questionnaires, recovering 99 and validating 93, resulting in an effective recovery rate of 62%. Among them, senior leaders accounted for 69.89%, senior managers accounted for 31.11%, and in 23, corporate information was completed with the assistance of heads of relevant functional departments, accounting for 24.73%. Female respondents accounted for 46.23% and male respondents accounted for 53.77%.
Sample statistics show that there are 7 micro-enterprises, accounting for 7.52%; 68 small enterprises, accounting for 73.12%; and 18 medium-sized enterprises, accounting for 19.36%. There are 20 companies in general machinery manufacturing, accounting for 21.5%; 1 company in steel manufacturing, accounting for 1.1%; 4 companies in non-ferrous metal smelting and rolling processing, accounting for 4.3%; 1 company in stone processing, accounting for 1.1%; 5 companies in automobile manufacturing, accounting for 5.4%; 3 companies in metal products, accounting for 3.2%; 2 companies in clothing, accounting for 2.2%; 5 companies in food, accounting for 5.4%; 2 companies in beverage, accounting for 2.2%; and 1 company in information network operation, accounting for 1.1%. According to the National Bureau of Statistics, there were 17 electronic equipment manufacturing companies, which accounted for 18.3% of the total, indicating a significant contribution to the industry’s overall profit: two printing and packaging companies, accounting for 2.2%; two pharmaceuticals companies, accounting for 2.2%; one plastic products company, accounting for 1.1%; and twenty-seven other unspecified industries, accounting for 29%. In terms of enterprise distribution, it includes 14 cities in Liaoning Province. Overall, the sample in this study has a normal distribution in terms of the above indicators and is suitably representative.
5.2. Reliability and Validity Analysis
The results of the reliability analysis are shown in Table 3, with a KMO value of 0.924, indicating that the data is highly suitable for factor analysis. Additionally, Bartlett’s test results (p < 0.001) confirm the appropriateness of the scale for factor analysis. The factor loading values for each variable are between 0.641 and 0.974, exceeding the commonly accepted threshold of 0.5, indicating a strong correlation with the underlying factors, and are statistically significant at the 0.01 level. Cronbach’s α coefficients are all greater than the standard of 0.700, indicating that the measure of each latent variable shows good intrinsic consistency and high reliability.
Table 3.
Structural validity and reliability analysis results of variables (n = 93).
This study utilizes established scales from reputable journals, which have been validated through empirical research both domestically and internationally, and adapts the scale statements to better reflect the context of SMEs. Therefore, the scale has good content validity. In this study, SPSS23 was used to conduct confirmatory factor analysis. The fitting indexes of all sample data (χ2/df = 1831.056; p < 0.010; CFI = 0.928; NFI = 0.967; IFI = 0.945; RMSEA = 0.008) were ideal, indicating that the confirmatory factor model fits well. This study also tested the discriminative validity of the scale by observing the AVE value (average variance extraction) of each latent variable and comparing the square root of the AVE value with the pairwise correlation coefficient between the variables, ensuring that the AVE values were above the acceptable threshold of 0.5, as suggested by Fornell and Larcker (1981) [80], or within the range of 0.36 to 0.5 as a more lenient criterion. The diagonal data at the top of Table 4 is the square root of the AVE values of each latent variable, and the data below the diagonal are the pairwise correlation coefficients between the variables. Looking at Table 3 and Table 4, it can be found that the AVE values are all greater than 0.500, and the square root of the AVE values of each latent variable is greater than the correlation coefficient between this variable and all other variables, indicating that this scale has good discriminatory validity.
Table 4.
Descriptive statistics and correlation coefficients.
Upon further observation and analysis of Table 4, it becomes evident that, firstly, the mean values of each major variable are relatively low (the overall value has been standardized according to the Likert five-level scale method, with a full score of 5 points). Both ID and MD are still in their most rudimentary stages, devoid of the essential manufacturing foundation and technical prowess necessary for implementing intelligent manufacturing. Under this situation, the urgency for enterprises to undergo transformation and upgrading has become a pressing issue. Secondly, the intelligence of SMEs. The average dimension (1.882) is slightly higher than the average of the manufacturing dimension (1.516). This is contrary to the traditional perception of the development path of intelligent manufacturing [12,16,32]. We inferred two main reasons for this anomaly: low awareness of intelligent manufacturing among companies (average corporate strategy: 1.763) and widespread ignorance of basic manufacturing realities in favor of blind promotion of intelligence. As a result, enterprises invest a large number of resources in intelligent production when their manufacturing foundation is weak, resulting in a higher ID than the MD. In the enterprise sample, there are large differences in intelligence levels among enterprises (standard deviation of 2.435, which is higher than the enterprise foundation and MD). Some “SMEs in Specialized New Sectors” have higher intelligence levels, thus increasing the overall average of ID of the enterprise sample. Third, empirical studies have shown a significant positive correlation between ID and MD, with ID and MD being highly correlated. This shows that the enhancement of manufacturing and intelligent capabilities of the enterprise as a whole will significantly affect the level of other dimensions. This is consistent with traditional research views [44,57,71]. Meanwhile, it also supports our conjecture that there is a significant correlation between the ID and MD of an enterprise, and that there are challenges in system integration when SMEs develop MSFs.
5.3. Measurement of Levels of Coupling and Coordinated Development
According to Equations (1)–(16), the dynamic comprehensive development levels of the ID and MD of SMEs in Liaoning Province can be obtained. To gain a deeper understanding of how the stock importance coefficient influences the dynamic comprehensive development levels of both ID and MD of MSF, Table 5 and Table 6 are presented. With the gradual increases in the importance of stock α, the variables of ID and MD show an increasing trend.
Table 5.
Comprehensive development indicators for the manufacturing sector.
Table 6.
Dynamic comprehensive development level of the intelligence dimension.
Equations (17)–(19) calculate the coupling coordination degree D of ID and MD and explore the coupling coordination degree of ID and MD from the two aspects of indicators and enterprise types (Table 7 and Table 8). Based on the calculation results, the coupling coordination degree between ID and MD exhibits an upward trend in conjunction with changes in the stock importance coefficient, and the coupling coordination degree of different enterprises also shows an increasing trend with the change in the stock importance coefficient.
Table 7.
Dynamic coupling coordination degree table of the intelligent manufacturing index.
Table 8.
Dynamic coupling coordination degrees of enterprise types.
5.4. Discussion
An empirical study of the intelligent manufacturing of 93 SMEs in Liaoning Province reveals that the province’s manufacturing industry, a key pillar of the local economy, is undergoing significant transformation. With a solid foundation in major technological equipment and a focus on intelligent manufacturing, the industry is poised to address challenges such as talent retention, innovation, and investment. Liaoning provincial government has implemented policies to support the industry’s growth, including the ‘14th Five-Year Plan’ and the ‘Action Plan for Enhancing the Design Capabilities of the Manufacturing Industry’ (2020–2022). The industry’s development is further supported by the ‘Made in China 2025’ strategy and the ‘Liaoning Intelligent Manufacturing Development Analysis Report 2023–2028’, which provides a detailed overview of the industry’s progress and prospects.
First of all, from the perspective of the indicator system, through testing the collected data of 93 companies, both ID and MD showed good reliability and validity, and RQ1 could be effectively answered.
Secondly, from the perspective of descriptive statistics and correlation, the original foundation, ID and MD of the sample enterprises are all at low levels (MD:1.516; ID:1.882), and the overall level is lower than Level 2. In terms of correlation, ID and MD have the highest correlation and are two closely related dimensions. This is important to note because it highlights that the close relationship between ID and MD not only answers our RQ2 but also confirms that there is a strong correlation between intelligence and manufacturing, which is consistent with previous research by scholars [36,50,59].
Thirdly, from the perspective of dynamic comprehensive development, the sample enterprise’s ID and MD show a low level, which rises with the increasing importance coefficient of stock. Further analysis reveals that the slower growth in certain secondary indices, as indicated by a lower increment coefficient compared to the stock coefficient, may be attributed to the current distribution of companies across different maturity levels in intelligent manufacturing. This indicates that stock factors are influencing the intelligent manufacturing development of the sample. Stock has a great influence, enhancing MD plays a crucial role in elevating the intelligent manufacturing capabilities of sample enterprises. Meanwhile, the sample enterprises exhibit a low level of intelligent manufacturing maturity, with a still fragile manufacturing capacity foundation. Consequently, the advancement of enterprises’ intelligent production capacity should hinge on the enhancement of manufacturing capacity. Enterprises should consider their unique circumstances and genuine development requirements, avoiding the blind pursuit of intelligent capabilities associated with emerging industries.
Finally, from the perspective of dynamic coupling coordination, dynamic coupling coordination is strongly influenced by the enterprise ID. When the stock coefficient is less than 0.5, SMEs find themselves in a state of imbalance. This is due to ID failing to serve as a driving force for enterprise development, resulting in uncoordinated growth despite low inventory levels. Therefore, improving enterprises intelligent production capabilities plays a more crucial role in fostering the integrity and coordination of MSF construction. Furthermore, when considering enterprise types, small and micro enterprises exhibit superior dynamic coupling and coordination between ID and MD compared to medium-sized enterprises. Among them, small companies display better coordination than micro companies, though some micro companies’ coordination levels may be slightly affected by rounding to three decimal places) companies are consistent with that of small businesses in the results). This is because when compared to medium-sized enterprises, small and micro enterprises engage less in ID, with most MD still in their nascent stages. The balance of development gives them advantages over medium-sized enterprises. However, medium-sized companies face limitations in capital, technology, and talent, making it difficult. It is difficult to comprehensively build mathematical intelligence. Building enterprise digital intelligence is a gradual process that prioritizes the development of digital capabilities. However, medium-sized companies often blindly pursue intelligent construction due to a lack of proper understanding and planning for intelligent manufacturing, despite their manufacturing capabilities not meeting digital standards, which in unbalanced development. Among small and micro enterprises, small enterprises have comparative advantages. Compared with micro-enterprises, small enterprises have a solid manufacturing foundation and have begun to develop intelligent capabilities, as evidenced by the successful implementation of digital technologies and intelligent systems in various industries, leading to improved production efficiency and product quality.
Overall, based on the research findings, an imbalance between intelligence and manufacturing aspects represents a prevalent issue for SMEs. Intelligent manufacturing encompasses not merely an enhancement in competitiveness or a shift in production methodologies for enterprises, but also a profound reflection of their strategic development and planning competencies. In previous studies, intelligent manufacturing was often discussed as a holistic entity, viewed as a concentrated manifestation of enterprise transformation and technological advancement. Rising competitiveness, and evaluation for its level of development, treat intelligent manufacturing as a static endpoint [52,81]. These studies are often based on the evaluation of the existing capabilities of enterprises, and the methods used are often limited to indicator design and capability evaluation. Our research indicates that intelligent manufacturing is not only a reflection of enterprise advancement but also a testament to the progressive accumulation of technological expertise and innovation. Intelligence and manufacturing are interrelated parts of the definition of intelligent manufacturing. Manufacturing is the foundation of intelligence, and intelligence is the direction of manufacturing. Through an in-depth analysis of the synergistic development between intelligence and manufacturing, it becomes possible to pinpoint the current challenges faced by enterprises, such as technical integration complexities, data security vulnerabilities, and the scarcity of skilled personnel. More importantly, it enables enterprises to formulate suitable development strategies based on actual situations, avoiding blindly pursuing intelligence whitelisting the accumulation of manufacturing capabilities, or focusing solely on the improvement of a specific capability without comprehensive promotion, which can lead to difficulties in transforming these efforts into enterprise competitiveness (that RQ3 was answered). Additionally, measures must be taken to prevent enterprises from becoming too conservative, thereby lacking exploratory breakthroughs in key areas.
6. Conclusions
In this study, we explored how to promote the coordinated development of MSF intelligence and manufacturing. We constructed MSF using the Entropy Method, using the stock increment to simulate the level of fusion development, and dynamically evaluate the degree of coupling coordination. The following problems of MSF are discussed: the evaluation standard of intelligence and manufacturing; the relationship between intelligence and manufacturing; how to promote the collaborative development of intelligence and manufacturing. Through this study, we obtain the following new findings.
6.1. Theoretical Significance
Our research results are not only consistent with existing research on the impact of intelligent manufacturing on enterprise transformation [81,82,83] but also provide new empirical insights into the role, impact, and coordinated development of intelligent manufacturing in enterprises. Studies have shown that the integration of intelligent manufacturing with traditional manufacturing processes leads to significant improvements in production efficiency and quality, as well as cost reductions, which in turn positively influence the development of MSF. This is consistent with the research on the transformation of enterprise intelligent manufacturing capabilities from manufacturing to intelligence [34].
Thus, manufacturing enterprises progressively attain intelligent manufacturing by accumulating manufacturing capabilities and optimizing intelligent systems, positively influencing their transformation and upgrading. However, the misalignment between the advancement of enterprise intelligence and the enhancement of manufacturing capabilities can adversely impact the establishment of MSF. This arises from disparities in capabilities across fields like design, production, and logistics, which can affect the performance of enterprises’ intelligent manufacturing capabilities [44]. These findings further support the view of Du et al. [15] that improving the intelligent manufacturing capabilities of manufacturing enterprises should focus more on the shortcomings of local capabilities rather than solely on overall capabilities.
To better guide the practice of constructing MSF for SMEs, we are different from previous studies that have regarded intelligent manufacturing as an enterprise capability [54,65]. Instead, we consider intelligence and manufacturing separately and adopt a dynamic coupling method to explore their coordinated development in the construction of MSF. In terms of research methodologies, we draw upon the methods frequently employed in prior studies to devise an evaluation index system for intelligent manufacturing of MSF [45,81]. The distinction lies in our focus on the synchronized advancement of intelligence and manufacturing in SMEs, as opposed to merely enhancing the overall competencies of intelligent manufacturing. Our findings reveal that SMEs typically face a shortage of synchronization between intelligence and manufacturing development during the construction of MSF, an aspect overlooked in prior research. In addition, through indicator design and empirical research, we found that different variables, such as design, production, and logistics, have different impacts on intelligent manufacturing, which is consistent with previous research [20,51,55].
Our research aims to address three core questions of MSFs’ coordinated development: How can this be evaluated? How can it be understood? How can it be achieved? These core questions contribute to the following academic advancements. First, we design an intelligent manufacturing evaluation index system for MSF, refine the evaluation system for ID and MD, and explain their role in the relationships found in collaborative work environments. Traditionally, research on enterprise intelligent manufacturing has primarily emphasized holism, with a concentration on large enterprises [46]. Such research often overlooks SMEs in the market economy. Moreover, traditional research has focused heavily on the results and current situation of smart factory construction [65] but has not considered the construction process. Our research expands this research approach by studying the emerging subject of MSF ID and MD. Second, to ensure the stability and long-term sustainability of coordinated development between intelligence in the construction of MSF, we introduce indicators such as innovation and performance evaluation into ID, with a focus on manufacturing. Third, our research proposes a theory for the construction of MSF by focusing on the coordination between intelligence and manufacturing. Finally, our research proposes a new approach for intelligent manufacturing. According to this approach, intelligent manufacturing is viewed not only as a subject but its impact on intelligent manufacturing capabilities is also considered from two aspects: intelligence and manufacturing. In particular, we must understand the relationship between intelligence and manufacturing. Manufacturing is the foundation of intelligence, and intelligence is the development direction of manufacturing. This approach helps to better explain the problems that some SMEs encounter during the construction of MSFs, guiding them to improve their transformation planning strategies rather than blindly introducing equipment or enhancing their intelligence capabilities [51,55,58].
6.2. Management Implications
Through the survey of sample enterprises, it is found that the development of intelligent manufacturing and the transformation of production methods have become the consensus of manufacturing enterprises (including SMEs) [50,55,69]. However, if SMEs lack a structured pathway and blindly invest resources in intelligent manufacturing without addressing foundational manufacturing weaknesses, it may lead to imbalanced development between intelligence and manufacturing, hindering the integration of enterprise operations with MSF.
To enhance competitiveness, SMEs should adopt a phased approach. The first step is to assess current capabilities by conducting a maturity evaluation of existing manufacturing and intelligent capabilities using frameworks like CMMM to identify gaps in strategy, technology, and talent [17,75]. The second step is to strengthen manufacturing foundations by prioritizing lean management, process optimization, and workforce upskilling to build a solid base for digital transformation [20,39]. The third step, incremental intelligence integration, involves implementing modular intelligent solutions, such as IoT sensors and data analytics, tailored to specific operational needs while ensuring compatibility with existing systems [58,81]. Step four, systematic coordination, involves the promotion of ongoing feedback between intelligence upgrades and manufacturing improvements, using dynamic coupling models to monitor and adjust resource allocation [2,55,71]. Through the spiral process of diagnosis, reinforcement, implantation, and coordination, SMEs can achieve dynamic adaptation of their enterprise capabilities and intelligent transformation needs. This approach maximizes the return on digital investment (RODI) while controlling transformation risks. At its core, it involves building a continuously evolving digital manufacturing ecosystem by integrating manufacturing and intelligent systems. This can not only enable the development of intelligent manufacturing capabilities based on the existing foundation of the enterprises but also allow for the gradual exploration of appropriate paths to reduce development resistance. For instance, enterprises with limited capital should first address critical manufacturing bottlenecks before scaling intelligent infrastructure [1,34,44].
Our research indicates that intelligent manufacturing represents a dual process; it encompasses the intelligence of production activities and also embodies a continuous enhancement of manufacturing productivity. For SMEs, the transformation of production methods and the development of MSF construction are not limited to the introduction of advanced production methods, the construction of intelligent production lines, and the large-scale improvement of digital capabilities. Consolidation of enterprise foundation and manufacturing capacity is also an indispensable process of intelligent manufacturing. As the mainstream view in academia, intelligent manufacturing is the driving force of enterprise development, manufacturing is the foundation of intelligence, and intelligence is the extension and promotion of manufacturing [9,13,37,83]. However, intelligence and manufacturing are not a complete whole, but they are closely related and influence each other. Hence, during the development of SMEs, emphasis should be placed on the coordinated advancement of intelligence and manufacturing within system integration, enhancing understanding of MSF, and exploring a path tailored for their development enterprise.
6.3. Limitations and Prospects
This study has the following limitations. First of all, the research data of this paper comes from the company questionnaire survey, which is retrospective data. Such questionnaires may lead to recall bias and lack of longitudinal data comparison. Secondly, although the quantitative research method is adopted, the research objects and variables involved are relatively single. Since the enterprise data is concentrated in Liaoning Province, the applicability of other regions needs to be further verified, and the designed indicators may have certain limitations in terms of universality. Finally, obtaining data as cross-sectional data lacks consideration for longitudinal time series.
We have conducted an empirical study on the coordinated development of dynamic coupling between intelligence and manufacturing of MSF, but there is still much research space to expand, and we can perform in-depth research from the following aspects in the future. Firstly, research on the maturity of MSF construction in SMEs from multiple dimensions and multiple perspectives is needed. Future research can be based on the theoretical development of MSF and the reality of building MSF in SMEs and draw lessons from the relevant evaluation standards of intelligent manufacturing and intelligent factory. A maturity evaluation model tailored specifically for the core of MSF needs to be established. Secondly, the practical application of management principles is examined within a miniature wisdom factory setting. MSFs distinguish themselves from both micro factories and intelligent factories, not to mention any hybrid of the two, as their operational and developmental characteristics are unique. Therefore, exploring the characteristics and functions of management and the incorporation of ideas such as lean management, low-carbon concepts, and flat management into the new realm of MSFs is of utmost significance in enriching the theoretical framework of MSFs. Thirdly, a scenario study on the practical application of MSF is performed. The construction of MSFs presents similar unique challenges as those of an intelligent factory, necessitating the identification of a construction pathway tailored to the enterprise’s needs and the factory’s realities. Fourthly, expanding the research scope to include comparative studies across different initial conditions (such as variations in industry type, geographical location, and initial resource endowments) is crucial for a comprehensive understanding of the dynamic coupling mechanism between intelligence and manufacturing in MSFs. This will help identify the specific situational barriers and facilitating factors faced by SMEs during the initial stages of intelligent transformation due to capability heterogeneity and constraints.
Author Contributions
Conceptualization, Y.J. and J.L.; methodology, J.L.; software, J.L.; validation, Y.J., J.L. and H.-J.S.; formal analysis, J.L.; investigation, Y.J. and J.L.; resources, Y.J.; data curation, Y.J. and J.L.; writing—original draft preparation, J.L.; writing—review and editing, Y.J., H.-J.S. and E.H.; visualization, Y.J.; supervision, Y.J. and J.L.; project administration, Y.J., H.-J.S. and E.H.; funding acquisition, Y.J. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the Social Science Foundation of Liaoning Province, grant number L22BJY040.
Data Availability Statement
The raw data supporting the conclusions of this article will be made available by the authors on request.
Acknowledgments
We sincerely thank all participants for their support of this article.
Conflicts of Interest
The authors declare no conflicts of interest.
Appendix A
Table A1.
Compilation of full text abbreviations.
Table A1.
Compilation of full text abbreviations.
| Full Name | Abbreviation |
|---|---|
| Micro smart factory | MSF |
| Small and medium-sized enterprises | SMEs |
| Manufacturing dimensions | MD |
| Intelligence dimensions | ID |
| Manufacturing Capability Maturity Mode | CMMM |
Table A2.
All indexes; index sets of Equations (1)–(19).
Table A2.
All indexes; index sets of Equations (1)–(19).
| Indexes | LHS of the Equation | Representative Content | RHS of the Equation | Representative Content |
|---|---|---|---|---|
| Equation (1) | Xsi | The i-th incremental values of the ID. | Xsi(min) | The minimum value of ID. |
| Equation (2) | Xmi | The i-th incremental values of the MD. | Xmi(min) | The minimum value of MD. |
| Equation (3) | X′mi | The MD i-th indicator stock standardization result. | max (Xi) min (Xi) | The maximum values of Xi. The minimum values of Xi. |
| Equation (4) | ΔX′mi | The incremental standardized result of the i-th indicator of the MD. | Δmax (Xi) Δmin (Xi) | The maximum values of ΔXi. The minimum values of ΔXi. |
| Equation (5) | Ssi | The standard deviation of the stock. | Xij | The values of X in the MD and ID. |
| Equation (6) | βsi | The weight of the amount of information on the stock. | Sii Ssi | The standard deviation of the incremental amount. The standard deviation of the stock. |
| Equation (7) | βms | The comprehensive development level of stock. | βsi X′mi | The weight of the amount of information on the stock. The MD i-th indicator stock standardization result. |
| Equation (8) | βmi | The comprehensive development level of increment. | βii ΔX′mi | The weight of the incremental amount of information. The incremental standardized result of the i-th indicator of the MD. |
| Equation (9) | X′si | The ID i-th indicator stock standardization result. | max (Xi) min (Xi) | The maximum values of Xi. The minimum values of Xi. |
| Equation (10) | ΔX′si | The incremental standardized result of the i-th indicator of the ID. | Δmax (Xi) Δmin (Xi) | The maximum values of ΔXi. The minimum values of ΔXi. |
| Equation (11) | Sii | The standard deviation of the incremental amount. | ΔXij | The values of ΔX in the MD and ID. |
| Equation (12) | βii | The weight of the incremental amount of information. | Sii Ssi | The standard deviation of the incremental amount. The standard deviation of the stock. |
| Equation (13) | βss | The comprehensive development level of stock. | βsi X′si | The comprehensive development level of increment. The ID i-th indicator stock standardization result. |
| Equation (14) | βsi | The comprehensive development level of increment. | βii X′si | The weight of the incremental amount of information. The ID i-th indicator stock standardization result. |
| Equation (15) | φs | The development levels of enterprise ID, respectively. | βss βii | The comprehensive development level of stock. The weight of the incremental amount of information. |
| Equation (16) | φm | The development levels of enterprise MD, respectively. | βms βmi | The comprehensive development level of stock. The comprehensive development level of increment. |
| Equation (17) | C | The degree of coupling between the enterprise intelligence dimension and the manufacturing dimension. | φs φm | The development levels of enterprise ID, respectively. The development levels of enterprise MD, respectively. |
| Equation (18) | D | The coupling coordination degree between ID and MD. | C T | The degree of coupling between the enterprise intelligence dimension and the manufacturing dimension. Comprehensive coordination indicator. |
| Equation (19) | T | Comprehensive coordination indicator. | φs φm | The development levels of enterprise ID, respectively. The development levels of enterprise MD, respectively. |
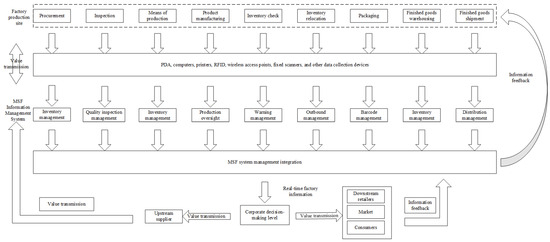
Figure A1.
Schematic diagram of micro smart factory (MSF) layout.
Figure A1.
Schematic diagram of micro smart factory (MSF) layout.
References
- Chen, B.; Wan, J.; Shu, L.; Li, P.; Mukherjee, M.; Yin, B. Smart Factory of Industry 4.0: Key Technologies, Application Case, and Challenges. IEEE Access 2018, 6, 6505–6519. [Google Scholar] [CrossRef]
- Chen, G.; Wang, P.; Feng, B.; Li, Y.; Liu, D. The framework design of smart factory in discrete manufacturing industry based on cyber-physical system. Int. J. Comput. Integr. Manuf. 2020, 33, 79–101. [Google Scholar] [CrossRef]
- Liu, Y.; Zhang, R.; Wang, J.; Wang, Y. Current and future lithium-ion battery manufacturing. IScience 2021, 24, 102332. [Google Scholar] [CrossRef]
- Min, H. Smart factory: A game changer or another fad in the era of fourth industrial revolution. Int. J. Technol. Manag. 2022, 89, 26–45. [Google Scholar] [CrossRef]
- Park, K.T.; Nam, Y.W.; Lee, H.S.; Im, S.J.; Noh, S.D.; Son, J.Y.; Kim, H. Design and implementation of a digital twin application for a connected micro smart factory. Int. J. Comput. Integr. Manuf. 2019, 32, 596–614. [Google Scholar] [CrossRef]
- Xie, Y.; Chen, X.; Liu, Z.; Wu, J. Construction of Practical Teaching Platform of Smart Factory. Res. Explor. Lab. 2020, 39, 174–178. (In Chinese) [Google Scholar]
- Wang, Y. Spatial–temporal evolution of “Production-Living-Ecologica” function and layout optimization Strategy in China: A case study of Liaoning Province, China. Environ. Sci. Pollut. Res. 2023, 30, 10683–10696. [Google Scholar] [CrossRef]
- Yu, Z.-J.; Shan, S.-H. Status, problems and countermeasures of smart equipment manufacturing in Liaoning Province. J. Shenyang Univ. Technol. (Soc. Sci. Ed.) 2020, 13, 46–49. (In Chinese) [Google Scholar]
- Lee, R. The effects of smart factory operational strategies and system management on the innovative performance of small-and medium-sized manufacturing firms. Sustainability 2021, 13, 3087. [Google Scholar] [CrossRef]
- Matt, D.T.; Rauch, E. SME 4.0: The role of small-and medium-sized enterprises in the digital transformation. In Industry 4.0 for SMEs; Palgrave Macmillan: Cham, Switzerland, 2020; pp. 3–36. [Google Scholar]
- Jin, Y.; Liu, J. Micro smart factory: Concept, research framework and future prospects. J. Shenyang Univ. Technol. (Soc. Sci. Ed.) 2024. (In Chinese) [Google Scholar]
- Won, J.Y.; Park, M.J. Smart factory adoption in small and medium-sized enterprises: Empirical evidence of manufacturing industry in Korea. Technol. Forecast. Soc. Change 2020, 157, 1201–1217. [Google Scholar] [CrossRef]
- Sarwar, Z.; Gao, J.; Khan, A. Nexus of digital platforms, innovation capability, and strategic alignment to enhance innovation performance in the Asia Pacific region: A dynamic capability perspective. Asia Pac. J. Manag. 2024, 41, 867–901. [Google Scholar] [CrossRef]
- Ogawa, Y.; Tokunaga, E.; Kobayashi, O.; Hirai, K.; Shibata, N. Current contributions of organofluorine compounds to the agrochemical industry. Iscience 2020, 23, 101467. [Google Scholar] [CrossRef]
- Du, J.; Yu, Y.; Zhao, N.; Xie, Z.; Fei, Z.; Pan, J. Evaluation modelling for maturity in intelligent manufacturing for multi-type clothing factories. J. Text. Res. 2021, 42, 162–167. (in Chinese). [Google Scholar] [CrossRef]
- Hosseini Tehrani, P.; Eslami, M.R. Two-dimensional time-harmonic dynamic coupled thermoelasticity analysis by boundary element method formulation. Eng. Anal. Bound. Elem. 1998, 22, 245–250. [Google Scholar] [CrossRef]
- GBT 39116-2020; Intelligent Manufacturing Capability Maturity Model. General Administration of Quality Supervision, Inspection and Quarantine of the People’s Republic of China: Beijing, China, 2020. (In Chinese)
- Größler, A.; Grübner, A. An empirical model of the relationships between manufacturing capabilities. Int. J. Oper. Prod. Manag. 2006, 26, 458–485. [Google Scholar] [CrossRef]
- Swink, M.; Harvey Hegarty, W. Core manufacturing capabilities and their links to product differentiation. Int. J. Oper. Prod. Manag. 1998, 18, 374–396. [Google Scholar] [CrossRef]
- Cheng, H.; Xu, W.; Ai, Q.; Liu, Q.; Zhou, Z.; Pham, D.T. Manufacturing capability assessment for human-robot collaborative disassembly based on multi-data fusion. Procedia Manuf. 2017, 10, 26–36. [Google Scholar] [CrossRef]
- Lekurwale, R.; Akarte, M.; Raut, D. Framework to evaluate manufacturing capability using analytical hierarchy process. Int. J. Adv. Manuf. Technol. 2015, 76, 565–576. [Google Scholar] [CrossRef]
- Tuptuk, N.; Hailes, S. Security of smart manufacturing systems. J. Manuf. Syst. 2018, 47, 93–106. [Google Scholar] [CrossRef]
- Guo, Y.; Zhang, W.; Qin, Q.; Chen, K.; Wei, Y. Intelligent manufacturing management system based on data mining in artificial intelligence energy-saving resources. Soft Comput. 2023, 27, 4061–4076. [Google Scholar] [CrossRef]
- Hu, Y.; Jia, Q.; Yao, Y.; Lee, Y.; Lee, M.; Wang, C.; Zhou, X.; Xie, R.; Yu, F.R. Industrial internet of things intelligence empowering smart manufacturing: A literature review. IEEE Internet Things J. 2024, 11, 19143–19167. [Google Scholar] [CrossRef]
- Zhou, P.; Xiang, J.; Tang, D.; Li, J.; Obuobi, B. Intelligence level evaluation and influencing factors analysis of equipment manufacturing industry in the Yangtze River Delta. PLoS ONE 2024, 19, e0299119. [Google Scholar] [CrossRef]
- Blandino, G. How to measure stress in smart and intelligent manufacturing systems: A systematic review. Systems 2023, 11, 167. [Google Scholar] [CrossRef]
- Jiang, P.; Li, P. Shared factory: A new production node for social manufacturing in the context of sharing economy. Proc. Inst. Mech. Eng. Part. B J. Eng. Manuf. 2020, 234, 285–294. [Google Scholar] [CrossRef]
- Farid, A.M. Measures of reconfigurability and its key characteristics in intelligent manufacturing systems. J. Intell. Manuf. 2017, 28, 353–369. [Google Scholar] [CrossRef]
- Chen, K.; Du, P.; Duan, W.-X.; Liu, J.-P. Research on the Evaluation Model and Its Application of Intelligent Construction Capability of Construction Enterprises Based on Maturity. J. Eng. Manag. 2022, 36, 37–42. (In Chinese) [Google Scholar]
- Bhavsar, S.P.; Diamond, M.L.; Gandhi, N.; Nilsen, J. Dynamic coupled metal transport-speciation model: Application to assess a zinc-contaminated lake. Environ. Toxicol. Chem. 2004, 23, 2410–2420. [Google Scholar] [CrossRef]
- Qu, S.; Shastry, V.; Curtin, W.; Miller, R.E. A finite-temperature dynamic coupled atomistic/discrete dislocation method. Model. Simul. Mater. Sci. Eng. 2005, 13, 1101. [Google Scholar] [CrossRef]
- Luongo, A. A unified perturbation approach to static/dynamic coupled instabilities of nonlinear structures. Thin-Walled Struct. 2010, 48, 744–751. [Google Scholar] [CrossRef]
- Zhang, S.; Pattipati, K.R.; Hu, Z.; Wen, X.; Sankavaram, C. Dynamic Coupled Fault Diagnosis with Propagation and Observation Delays. IEEE Trans. Syst. Man Cybern. Syst. 2013, 43, 1424–1439. [Google Scholar] [CrossRef]
- Lee, K.-L.; Roesinger, A.; Hommel, U. Development and Practice of Industrie 4.0 in China—Practical Experience of a German Industrial Software Company in China. Sci 2022, 4, 28. [Google Scholar] [CrossRef]
- Qu, Y.; Shi, Y.; Guo, K.; Zheng, Y. Has “Intelligent Manufacturing” Promoted the Productivity of Manufacturing Sector?--Evidence from China’s Listed Firms. Procedia Comput. Sci. 2018, 139, 299–305. [Google Scholar] [CrossRef]
- Lüthje, B. Platform Capitalism ‘Made in China’? Intelligent Manufacturing, Taobao Villages and the Restructuring of Work. Sci. Technol. Soc. 2019, 24, 199–217. [Google Scholar] [CrossRef]
- Zhou, D.; Xu, K.; Zhou, P.; Jiang, X. The production of large blast furnaces of China in 2018 and thoughts of intelligent manufacturing in the ironmaking process. Ironmak. Steelmak. 2020, 47, 650–654. [Google Scholar] [CrossRef]
- Qiao, F.; Kong, W.; Liu, M.; Wang, J.; Zhang, H. The Operation Management of Smart Factory for Intelligent Manufacturing. Manag. World 2023, 39, 216–225+239+226. (In Chinese) [Google Scholar] [CrossRef]
- Harrison, R.; Vera, D.; Ahmad, B. Engineering the smart factory. Chin. J. Mech. Eng. 2016, 29, 1046–1051. [Google Scholar] [CrossRef]
- Islam, F.B.; Nwakanma, C.I.; Tuli, E.A.; Lee, J.M.; Kim, D.S. Breathing Pattern Forecasting using Deep Learning in Smart Factory Environment. Proc. Acad. Conf. Korean Commun. Soc. 2021, 1358–1359. Available online: https://www.dbpia.co.kr/Journal/articleDetail?nodeId=NODE10587523 (accessed on 25 March 2025). (In Korean).
- Nieuwenhuis, P. Micro Factory Retailing: An Alternative, More Sustainable Automotive Business Model. IEEE Eng. Manag. Rev. 2018, 46, 39–46. [Google Scholar] [CrossRef]
- Bai, Y.; You, J.-B.; Lee, I.-K. Design and Optimization of Smart Factory Control System Based on Digital Twin System Model. Math. Probl. Eng. 2021, 2021, 1–16. [Google Scholar] [CrossRef]
- Jin, Q.; Ding, Z.; Zhang, Z. Capability knowledge Architecture of Service-oriented Manufacturing Model. Sci. Technol. Prog. Policy 2013, 30, 57–64. (In Chinese) [Google Scholar]
- Zhao, D.; Du, Q. The Impact of Dem and Information Updating on Sharing of Manufacturing Capacity in the Supply Chain. J. Syst. Manag. 2017, 26, 374–380. [Google Scholar]
- Wang, Y.-M.; Zhang, X.-W. Research on Intelligent Manufacturing Capability Maturity Index System of China’s Manufacturing Industry under Intelligent Economy. Sci. Decis.-Mak. 2021, 292, 118–132. (In Chinese) [Google Scholar]
- Shi, L.; Huang, K.; Liu, Y.; Ge, F.; Liu, S. Risk Assessment in Supplier Selection for Intelligent Manufacturing Systems Based on PLS-SEM. Appl. Sci. 2022, 12, 3998. [Google Scholar] [CrossRef]
- Rojanakit, P.; de Oliveira, R.T.; Dulleck, U. The sharing economy: A critical review and research agenda. J. Bus. Res. 2022, 139, 1317–1334. [Google Scholar] [CrossRef]
- Subramaniyam, M.; Park, S.; Choi, S.-I.; Song, J.-Y.; Park, J.K. Efficiency evaluation of micro factory for micro pump manufacture. J. Mech. Sci. Technol. 2009, 23, 498–503. [Google Scholar] [CrossRef]
- Zeng, D.; Hong, W. On the status quo and future prospect of STS: An interview with Michael Lynch. Stud. Sci. Sci. 2017, 35, 1409–1421. (In Chinese) [Google Scholar] [CrossRef]
- Ling, Y.-H. The influence of intellectual capital on organizational performance—Knowledge management as moderator. Asia Pac. J. Manag. 2013, 30, 937–964. [Google Scholar] [CrossRef]
- Kou, T.C.; Chiang, C.T.; Lee, B.C.Y. Enhancement of product design capability in the high-tech manufacturing industry. Int. J. Bus. Syst. Res. 2021, 15, 786–806. [Google Scholar] [CrossRef]
- Xue, J.; Swan, K.S. An investigation of the complementary effects of technology, market, and design capabilities on exploratory and exploitative innovations: Evidence from micro and small-sized tech enterprises in China. Creat. Innov. Manag. 2020, 29, 27–50. [Google Scholar] [CrossRef]
- Li, T. Cost control of mold enterprises under the trend of intelligence. J. Phys. Conf. Ser. 2019, 1237, 042056. [Google Scholar] [CrossRef]
- Anonymous. Expanded Production Capacity for Metal Finishing Industry. Prod. Finish. 2015, 79, 46. [Google Scholar]
- Keskin, H.; Akgün, A.E.; Esen, E.; Yilmaz, T. The manufacturing adaptive capabilities of firms: The role of technology, market and management systems-related adaptive capabilities. J. Manuf. Technol. Manag. 2022, 33, 1429–1449. [Google Scholar] [CrossRef]
- Khorram Niaki, M.; Nonino, F.; Tafakkori, K.; Torabi, S.A.; Kazemian, I. The influence of manufacturing contexts on additive manufacturing-enabled competitive capabilities. J. Manuf. Technol. Manag. 2022, 33, 1102–1123. [Google Scholar] [CrossRef]
- Xiao, W.; Fan, D. The “Simultaneous Development of Quantity and Quality”: Research on the Impact of the Digital Economy in Enabling Manufacturing Innovation. Systems 2024, 12, 470. [Google Scholar] [CrossRef]
- Yuan, F.-C.; Lee, C.-H. Intelligent sales volume forecasting using Google search engine data. Soft Comput. 2020, 24, 2033–2047. [Google Scholar] [CrossRef]
- Marzantowicz, Ł. The Impact of Uncertainty Factors on the Decision-Making Process of Logistics Management. Processes 2020, 8, 512. [Google Scholar] [CrossRef]
- Fayezi, S. Student-Centered Curriculum Design and Evaluation in Logistics Management. Logistics 2022, 6, 70. [Google Scholar] [CrossRef]
- Mridula, N.; Pant, T.K. The generation of post noon F3 layers over the dip equatorial location of Thiruvananthapuram- A new perspective. J. Atmos. Sol.-Terr. Phys. 2018, 170, 55–63. [Google Scholar] [CrossRef]
- Horbel, C.; Buck, C.; Diel, S.; Reith, R.; Walter, Y. Stadium visitors’ smartphone usage and digital resource integration. Sport Bus. Manag. Int. J. 2021, 11, 10–27. [Google Scholar] [CrossRef]
- Kim, H.G. Factors Affecting Purchase Intention on Smart Factory Manufactured Footwear in South Korea. Trade Res. 2021, 17, 99–111. [Google Scholar] [CrossRef]
- Jiao, P.; Tian, R. Research on the Mechanism of Deep Integration between Modern Service Industry and Advanced Manufacturing Industry Empowered by Digital Technology Innovation. J. Guangdong Univ. Financ. Econ. 2023, 38, 31–44. (In Chinese) [Google Scholar]
- Erol, S.; Jäger, A.; Hold, P.; Ott, K.; Sihn, W. Tangible Industry 4.0: A Scenario-Based Approach to Learning for the Future of Production. Procedia CIRP 2016, 54, 13–18. [Google Scholar] [CrossRef]
- Zheng, X. The Application of Big Data Technology in Network Marketing. J. Phys. Conf. Ser. 2021, 1744, 042200. [Google Scholar] [CrossRef]
- Azeem, S.A. Convergence in future wireless network technology. Orient. J. Comput. Sci. Technol. 2017, 10, 41–46. [Google Scholar] [CrossRef]
- John, N.; Wellmann, M. Data security management and data protection for video conferencing software. Int. Cybersecur. Law Rev. 2020, 1, 39–50. [Google Scholar] [CrossRef]
- La Torre, M.; Dumay, J.; Rea, M.A. Breaching intellectual capital: Critical reflections on Big Data security. Meditari Account. Res. 2018, 26, 463–482. [Google Scholar] [CrossRef]
- Xue, X.; Wang, S.; Lu, B. Computational Experiment Approach to Controlled Evolution of Procurement Pattern in Cluster Supply Chain. Sustainability 2015, 7, 1516–1541. [Google Scholar] [CrossRef]
- Zhang, X.; Ming, X. A Smart system in Manufacturing with Mass Personalization (S-MMP) for blueprint and scenario driven by industrial model transformation. J. Intell. Manuf. 2023, 34, 1875–1893. [Google Scholar] [CrossRef]
- bin Islam, S.O.; Khan, L.A.; Khalid, A.; Lughmani, W.A. A smart micro factory design: An integrated approach. In Functional Reverse Engineering of Machine Tools; Khan, W.A., Edwin, C.A., Abbas, G., Rahman, K., Hussain, G., Eds.; CRC Press: Boca Raton, FL, USA, 2019; pp. 215–254. [Google Scholar]
- Kristoffersen, P.B. Reaping Benefits of Digital Age While Avoiding Cyber Threats. Pipeline Gas J. 2017, 244, 45–46. [Google Scholar]
- Miklautsch, P.; Hoffelner, M.; Woschank, M. Harmonizing “Smart” Life Cycle Assessment in Manufacturing Companies: Literature Review and Preliminary Morphological Analysis. IFAC Pap. 2022, 55, 1483–1490. [Google Scholar] [CrossRef]
- Ministry of Industry and Information Technology, E.I.D. China Manufacturing Maturity Model; China Electronics Standardization Institute: Beijing, China, 2022. (In Chinese) [Google Scholar]
- Zhang, H.; He, Z.; Zheng, W. Quantifying the Emergence of Basic Research Capabilities in Cluster Enterprises: An Analytical Framework Based on Information Entropy. Systems 2024, 12, 473. [Google Scholar] [CrossRef]
- Hu, C. Analyzing dynamic coupling and coordination of modern service and advanced manufacturing industries in Guangdong–Hong Kong–Macao Greater Bay Area. Heliyon 2023, 9, e16565. [Google Scholar] [CrossRef] [PubMed]
- Ou, D.; Zhang, Q.; Wu, Y.; Qin, J.; Xia, J.; Deng, O.; Gao, X.; Bian, J.; Gong, S. Construction of a Territorial Space Classification System Based on Spatiotemporal Heterogeneity of Land Use and Its Superior Territorial Space Functions and Their Dynamic Coupling: Case Study on Qionglai City of Sichuan Province, China. Int. J. Environ. Res. Public Health 2021, 18, 9052. [Google Scholar] [CrossRef]
- Yan, M.; Chen, L. Analysis of the Dynamic Coupling Effect between the Development of Circulation Industry and the Agglomeration of Productive Service Industry. J. Commer. Econ. 2022, 11, 163–166. (In Chinese) [Google Scholar]
- Fornell, C.; Larcker, D.F. Evaluating structural equation models with unobservable variables and measurement error. J. Mark. Res. 1981, 18, 39–50. [Google Scholar] [CrossRef]
- Gao, L.; Ji, M.; Yang, J. Intelligent Manufacturing Capability Maturity Model of Small and Medium-sized Enterprises. Res. Sci. Technol. Manag. 2022, 42, 36–42. (In Chinese) [Google Scholar]
- Yang, W.; Yang, S.; Wang, Z. Research on the selection Mechanism of Enterprise Independent Innovation Mode based on Innovation capability intensity and matching-- taking Iron and Steel Enterprises as an example. Sci. Technol. Prog. Policy 2014, 31, 97–103. (In Chinese) [Google Scholar]
- Zhao, D.; Du, Q.; Xu, C. Strategies of Manufacturing Capability Sharing Based on Internet of Things Platform. J. Tianjin Univ. Soc. Sci. 2015, 17, 97–102. (In Chinese) [Google Scholar]
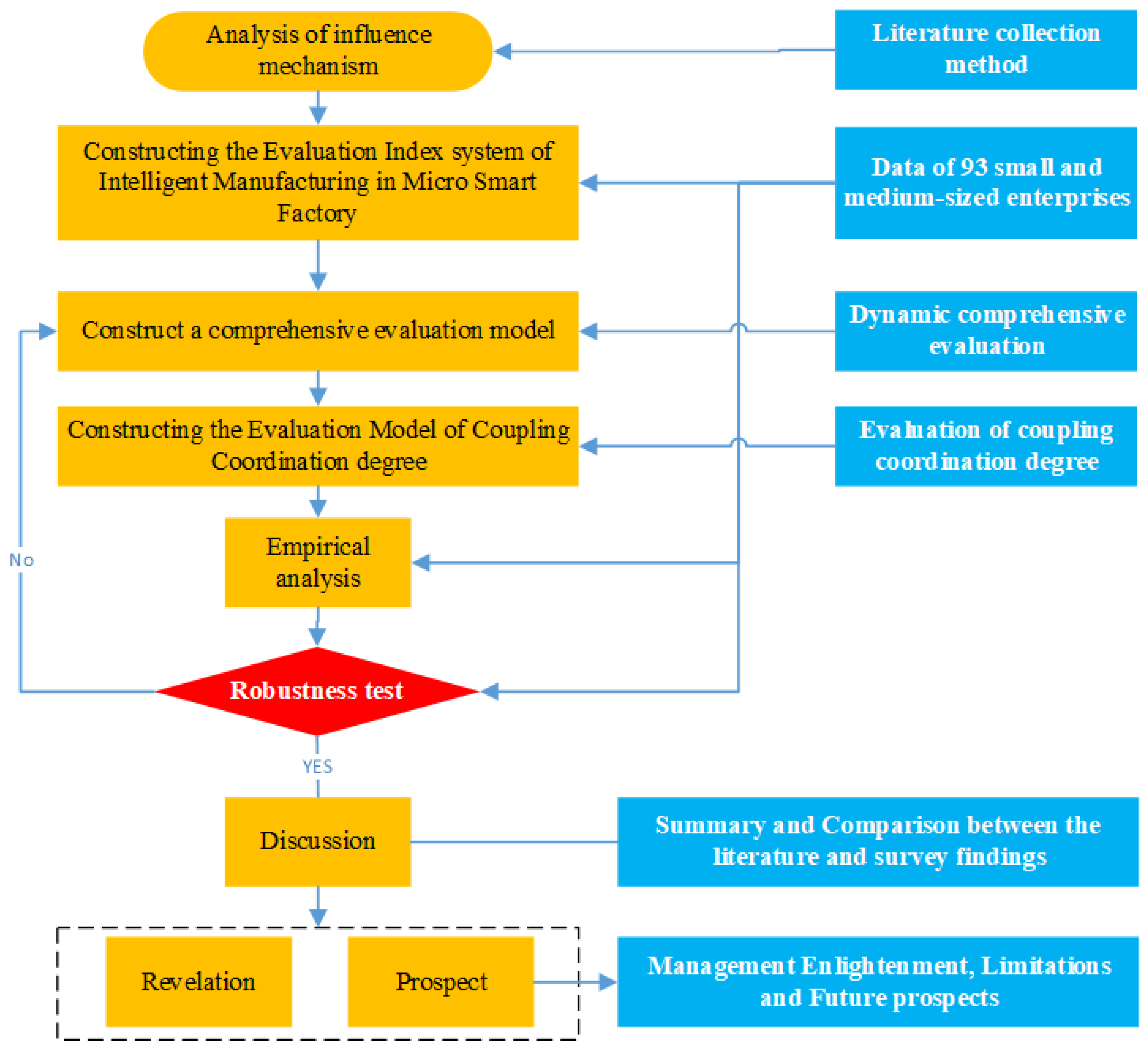
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).