Abstract
Indigo leaves from various plant species are sources of dyes/pigments, not fully exploited for making sustainable textiles. Blue indigo vat dye extracted from indigo leaves yields high wash color fastness but fades slowly with light, and is not easily used for direct printing. Indigo leaves can be used to produce textiles of various color shades, while light-resistant Mayan-inspired hybrid pigments have not yet been used for textile coloring. Using blue indigo dyes from three plant species, with exhaustion dyeing, intense wash-resistant blue-colored textiles are produced, and in the case of Indigofera Persicaria tinctoria, textiles have antibacterial activity against S. epidermis and E. coli. A 100% natural Mayan-inspired blue indigo pigment, made from sepiolite clay and natural indigo dye, was used both in powdered and paste forms to perform pigment textile dyeing by pad cure process, and direct screen printing on textiles. A water-based bio-binder was used efficiently for both padding and printing. Bio-based Na Alginate thickener allowed to produce prints with good color-fastness on both polyester and cotton fabrics, while bio-based glycerin produced excellent print color fastness on polyester only: wash fastness (5/5), dry and wet rub fastness (5/5) and light fastness (7/8).
1. Introduction
History: Indigo, the blue natural vat dye, was extracted from plants in ancient times, since 3000–4000 BCE, in Asia, Africa, and Europe, as well as in America. It received its name Indigo because it reached Europe from the Indus Valley in India. At that time, indigo was used mainly for dyeing clothes [1]. It was also used to synthesize the “Mayan Indigo pigments” by various civilizations to paint frescoes and decorate pottery, statues, and masks [2]. Faced with high prices charged by British traders for natural indigo dye, the German Adolf Baeyer succeeded in synthesizing a cheap indigo dye in 1882. This explains why natural plant-produced indigo dye and indigo crop became a part of history [1].
Present situation: Blue indigo is a vat dye that is insoluble in water in its oxidized form, and hence allows for good color fastness to washing. It is known for its excellent wash fastness and quite good resistance to light. The dyeing process is carried out in an alkaline medium with a pH between 10 and 12 using sodium hydroxide and sodium dithionite as a reducing agent. The reduced form of indigo, called the leuco-indigo, is yellow and water-soluble, and it diffuses inside cellulosic fiber. The dye is then oxidized back to the blue insoluble indigo dye. The annual synthetic indigo production is estimated to be 70,000 tons [3]. Indigo is the main dye used in the production of the 4 billion denim pieces, which corresponds to a market volume of USD 90 billion [4]. The dyeing process of cotton into denim with synthetic indigo dyes presents three main ecological problems: 1. mutagenic contaminants, with up to 0.6% aniline and 0.4% N-methylaniline by weight are present as in synthesized indigo dyes [5]; 2. the indigo reduction into leuco species using sodium dithionite leads to the formation of substantial quantities of waste water; 3. huge amounts of water, approximately 20 L per meter of fabric, are required for dyeing denim pants, as the cotton warp yarns are immersed in 10 to 15 successive dyebaths with intermittent exposure to the air to fix the indigo properly [4].
Demand for more sustainable dyes and dyeing processes: During the past decade, developments in natural indigo dyeing technologies have been made to improve the environmental impact of the dyeing process. Bio-based reducing agents [6], such as glucose and fructose, are being used to replace the sodium dithionite, while the cationization of cellulosic fibers allows for improved dye absorption and exhaustion [7]. Ecotechnologies such as Smart-Indigo™ utilize electrochemical reduction [8] to optimize denim dyeing and reduce environmental impacts. Recently, a renowned denim brand Wrangler, along with a Spanish-based textile mill Tejidos Royo, has invested in a foam dyeing technique [9] using the technology of Gaston Systems Inc., a US-based textile firm, to produce its first line of denims that will be foam-dyed.
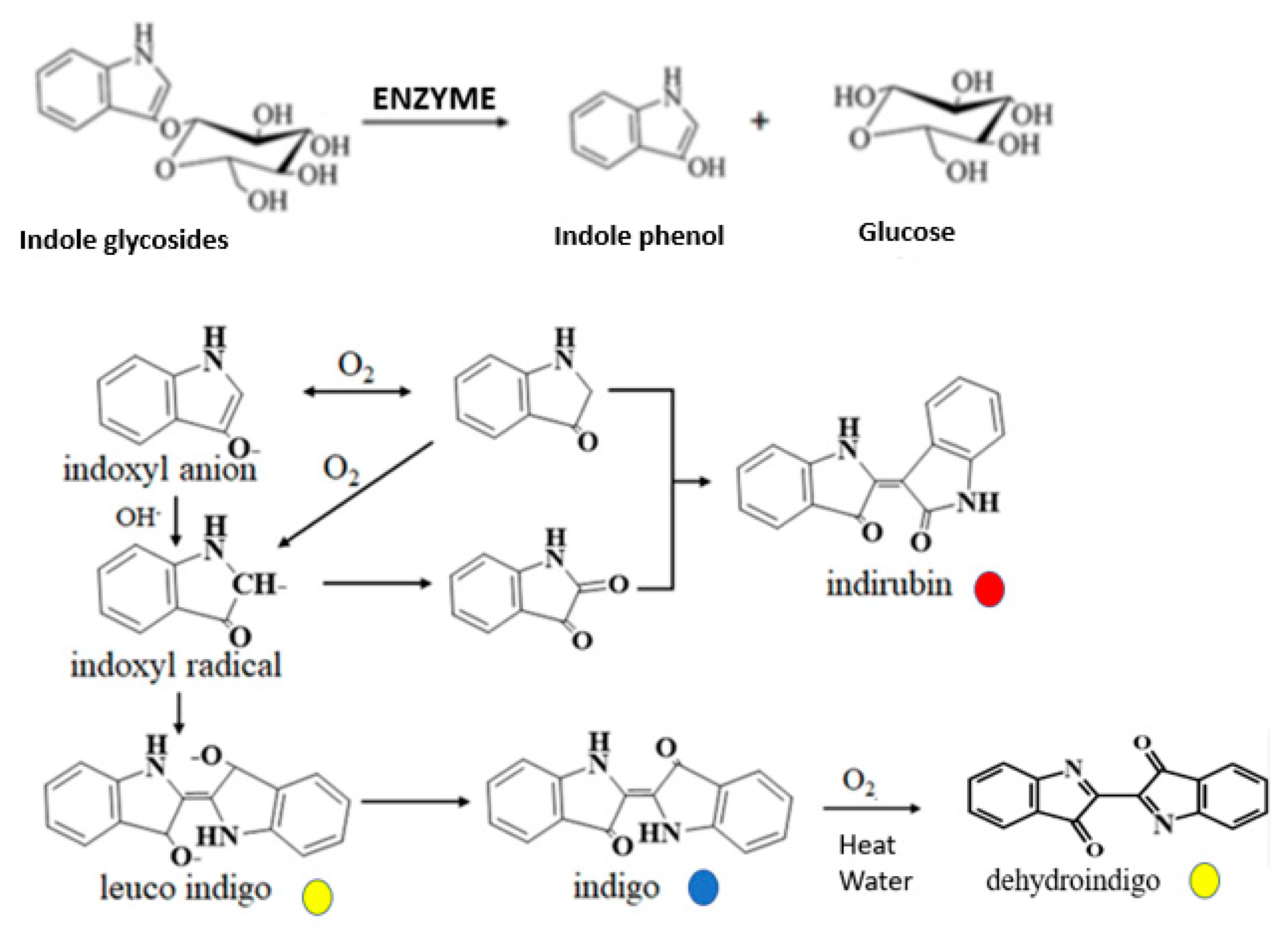
Natural Blue Indigo dyes from Plant species: The interest in natural indigo dye is increasing as the demand for organic clothes and natural dyes is growing [3]. In countries such as Japan and the United States, natural indigo is being used for both jeans dyeing and luxury silk batik printing. In India, as far back as 2000 BC, indigo was extracted from the Indigofera tinctoria shrub. In Europe, indigo was extracted from the woad plant, or Isatis tinctoria, which contains isatane B, and indigo from Persicaria tinctoria was extracted in Japan. The first step involves grinding the indigo leaves and then macerating them to rupture the vacuoles and chloroplasts of the leaves, which contain indole and an enzyme, respectively. Indole (colorless), when in contact with the enzyme, transforms into indoxyl. Subsequently, indoxyl dimerizes into leuco-indigo (yellow), which oxidizes to form blue indigo (insoluble) in the presence of oxygen. Under certain conditions (pH, temperature, and oxygen), indirubin, a red dye, can also be formed from the isomerization of these molecules [10,11,12]. Only the blue dye indigo is extracted using appropriate solvent and then sold for dyeing textiles such as blue denim.
Dyeing using indigo leaves: The indigo leaves are composed of several organic compounds including pharmaceuticals, antimicrobials, amino acids, vitamins, and dyes [10,12]. Dyeing textiles directly with crushed indigo leaves is possible in an artisanal manner. Ancient practices used it to dye hair, and today there is a resurgence of this technique. By varying pH and temperature, and using reducing agents, different shades can be obtained on silk fabric, from blue–green to purple and yellowish shades [13].
Antibacterial activity: Several papers show that some of the indigo powders/extracts have an antibacterial activity on certain bacteria such as Staphylococcus aureus, Staphylococcus epidermidis, Escherichia coli, Proteus vulgaris, and Candida albicans [10,14].
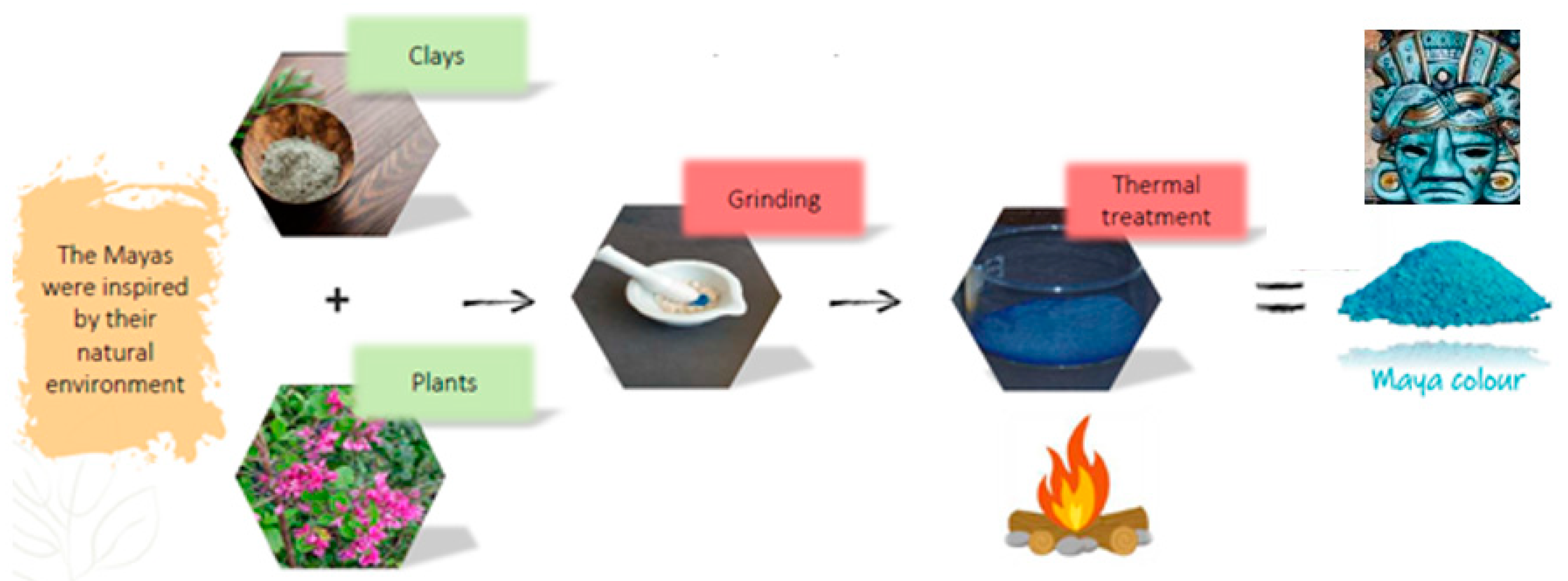
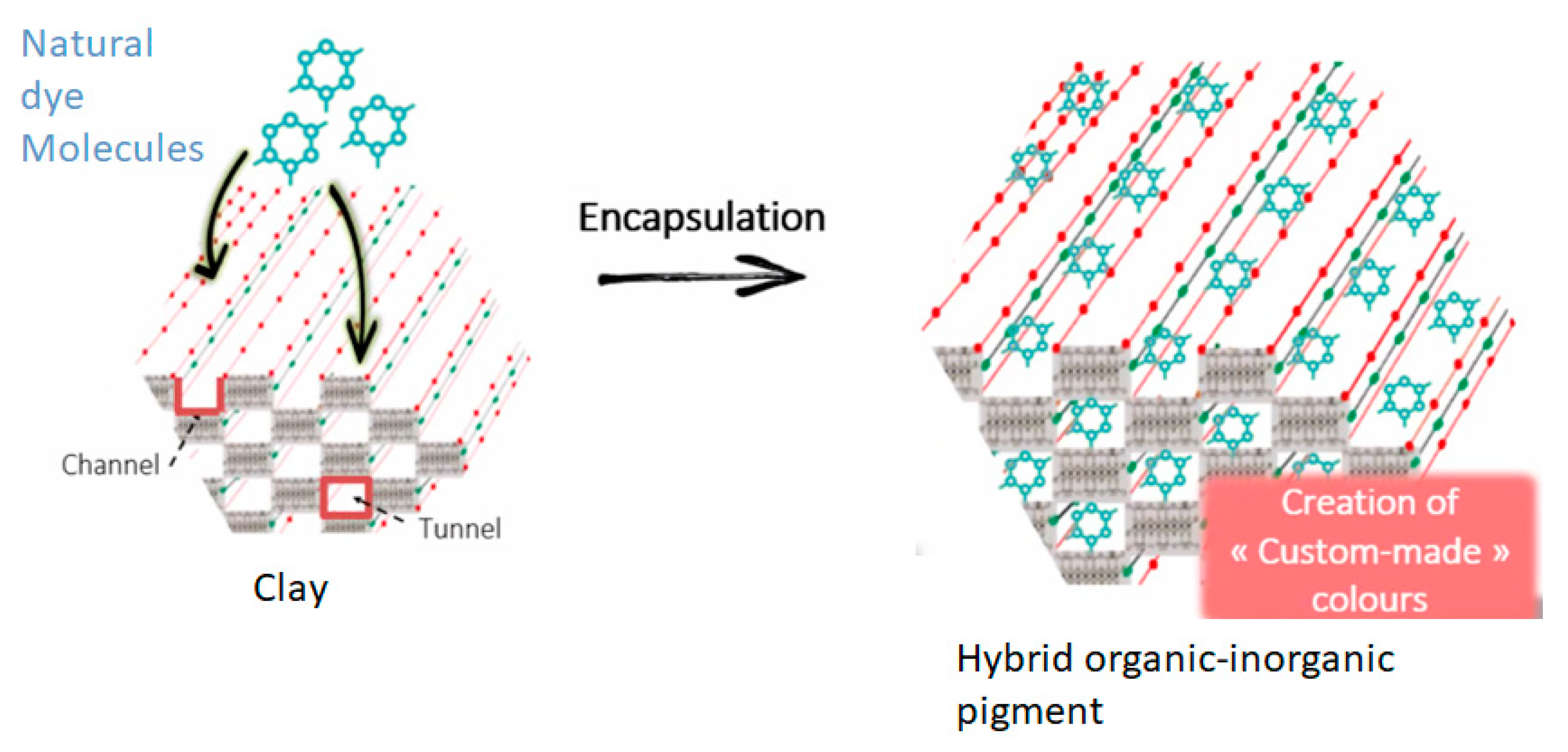
Mayan indigo pigments: Natural Indigo pigments were synthesized by various civilizations to paint frescoes and decorate pottery, statues, masks, and more (Figure 1). These colors have endured through the centuries, retaining their brilliance. The remarkable stability of Maya blue can be attributed to the confinement of indigo molecules within the channels of a clay matrix, achieved through a thermal treatment [2]. Spectroscopic techniques have revealed that this pigment consists of three ingredients: a plant-based dye, clay, and resin. The dye is indigo, extracted from the leaves of the Indigofera suffruticosa plant. The clay used is palygorskite, a relatively rare magnesium and aluminum silicate that, unlike most clays, features channels where indigo molecules can be incorporated [15] (Figure 2). In Mexico, this clay is extracted from the soils of the Maya kingdom. The third ingredient is copal resin, traditionally used as incense in religious rituals, which hardens to form amber. Maya blue can thus be seen as a precursor to the materials we now call hybrids, composed of both organic and inorganic compounds [2]. The co-author and his collaborators have previously carried out research on the Mayan pigment nanotechnology [16,17], and developed pigments inspired by Mayan paintings. Using 90% sepiolite clay [Mg8Si12O30(OH)4(OH2)4.8H20] and 10% Indigofera Tinctoria extract (patent FR0708777 (17 December 2007)), together with grinding and heating process, the Mayan indigo pigment NC63 Blue has been produced. The blue indigo dye molecules (guests) are protected from external aggression by incorporation in the nano-channels (hosts) of sepiolite. Molecular interactions between the sepiolite and indigo through the formation of organic/inorganic complexes confer stability to indigo dyes [16,17]. These hybrid organic/inorganic pigments have a high degree of naturalness (100% for NC63 Blue according to NF ISO 16125 [18]), saturation, and stability to acids, bases, and UV light.
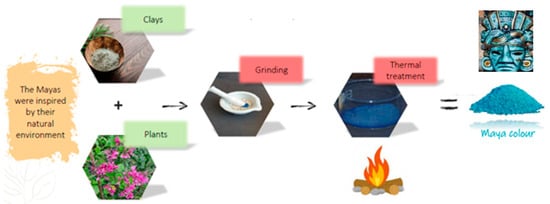
Figure 1.
Method used to produce Mayan indigo pigments.
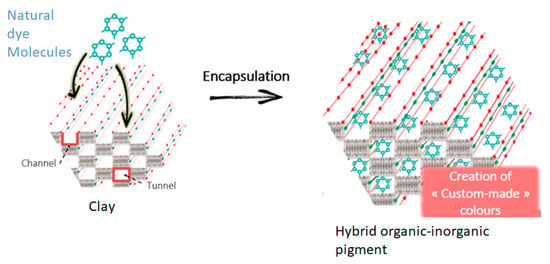
Figure 2.
Formation of 100% hybrid organic/inorganic pigment by encapsulation of natural dyes inside channels and tunnels of natural clay.
Objective of this paper: This paper aims to highlight the extensive array of coloring and printing options available for textiles using products derived from the natural indigo plant. It explores the potential of utilizing sustainable products from a single source to achieve a variety of color shades, impart additional properties such as antimicrobial benefits, and ensure high levels of fastness—including resistance to washing, rubbing, and light. This study also tests the efficiency of the hybrid organic/inorganic Mayan blue pigments for the dyeing/printing of textiles, and compare their color fastness to the existing textiles dyed/printed with natural indigo dyes or extracts. Direct printing using flat or rotary screens with natural blue indigo vat dye is not easy to perform as the leuco species oxidizes easily. In general, batik and resist dyeing or discharge printing are used to achieve printed designs with vat blue indigo dyes. A comparative experimental study is carried out on a range of textile fibers to show the potential use of natural indigo-based colored products. Formulations with Mayan indigo pigments are optimized to achieve pigment dyeing and direct printing. The possibility of using 100% natural Mayan-inspired pigments on textile fabrics for direct printing through the use of bio-based binders, as a breakthrough technology, will be presented.
2. Materials and Methods
2.1. Materials
2.1.1. Fabrics
A multifiber fabric, with the following fiber yarns in weft direction: acetate, acrylics, triacetate, cotton, polyester PET1, and PET2, polyamide 6, silk, polypropylene, viscose, and wool, was used for the dyeing experiments. For dyeing and printing, textile fabrics (woven, knitted, and lace) having specific GSM between 80 and 100 g/m2 were used. Twill woven polyester, cotton, and wool fabrics were used, and knitted jerseys of acetate and polyamide 6, as well as a lace of polyamide 6, were used. All the fabrics were scoured and bleached (except wool). The samples were conditioned under 65% ± 2% relative humidity and 20 ± 2 °C for at least 24 h prior to use.
2.1.2. Indigo Dyes, Pigments and Leaves Used
Three Blue indigo dyes from three different origins were purchased from GREEN’ING (France) (Figure 3a,d–f):

Figure 3.
Indigo-based coloring agents used for dyeing and printing of textiles (a–c), and different plant species yielding indigo dye(s) (d–f).
- -
- Indigo 1: Indigofera suffruticosa. Crops under organic conditions in Central America. Artisanal and fair trade production.
- -
- Indigo 2: Indigofera Tinctoria L species. Artisanal production in India.
- -
- Indigo 3: Persicaria tinctoria (Aiton) Spach species = Polygonum tinctorium Aiton. Indigo of Renouée des teinturiers. Organic crops and artisanal production in Provence by Laura and Amandine (Le Champ des Couleurs).
Powdered leaves of Indigofera Tinctoria (Figure 3b) were purchased from AROMA ZONE (France) and blue hybrid Mayan organic/inorganic pigment NC63 Blue was provided both in powdered form and in the form of paste (90% bio-based glycerin and 10% pigment). The Mayan organic/inorganic pigment is composed of sepiolite (90%) and natural Indigofera Tinctoria extract (10%) to produce the NC63 Blue (Figure 3c), which is, thus, 100% natural, COSMOS and ECOCERT certifiable, and non-toxic as per toys, food contact, and cosmetic regulation.
2.1.3. Other Chemicals Used
All the chemicals, fructose (reducing agent), quick lime, and ethanol were also purchased from GREEN’ING for the dyeing process.
For pigment dyeing, the four following binders were tested: Dicrylan—a soft polyurethane from Huntsman chemicals (The Woodlands, TX, USA), was used. Two synthetic self-crosslinking acrylic copolymers (US CA) from Archroma (Kanton Reinach, Switzerland) were used: APPRETAN N96100 is a styrene/acrylic polymer, and APPRETAN NTR@6553 is an acrylic copolymer containing 30% renewable material (see Archroma product data sheet). More than 30% of APPRETAN NTR@6553 active content is based on a polysaccharide from renewable raw materials designed for food filtration articles and tea bags. It is formaldehyde-free. The Appretan® NTR grades are Bluesign® registered and compliant to the GOTS 6.0 requirements and to Oekotex Standard 100.
For printing, bio-based sodium alginate and glycerin thickeners from Sigma Aldrich (Burlington, MA, USA) were used.
2.2. Methods for Dyeing and Printing Textiles with Dyes, Powdered Leaves and Pigments
2.2.1. Dyeing Fabrics with Exhaustion Method and Tie-Dye Technique Using the Three Natural Blue Indigo Dyes from GREEN’ING
A total of 2.5 g of each natural blue indigo dye was dispersed in 4 mL of ethanol to obtain a homogeneous paste, and 6 mL of very hot water was added. In total, 7.5 g of fructose was separately dissolved in 10 mL of hot water. In a 500 mL stainless steel beaker, 480 mL of hot water (70 °C) was added, then while stirring, the prepared indigo paste was followed by the fructose syrup, and then quick lime (5 g) was added. The beaker was tightly closed, and placed in a water bath at 50 °C for 20 min. As the beaker was opened, a greenish-yellow solution formed, indicating the formation of the water-soluble indigo leuco species. Various fabrics, including tied fabrics (for tie-dye technique), multifiber fabric, and polyamide lace were dyed by making a number of immersions in the dyebath followed by rinsing and oxidizing in air, necessary to obtain the shade required. A final rinse in water with acetic acid (or pH5) was performed to eliminate the alkalinity. In some cases, the textiles were dyed in one step using this exhaustion dyeing by using closed beakers.
2.2.2. Dyeing with Powdered Green Leaves from Indigofera Tinctoria (From AROMA ZONE)
Three sets of five dyebaths were prepared, by pouring 200 mL of water (at pH 3, 5, 7, 9, and 12, respectively) in a 500 mL stainless beaker and adding 5 g of green indigo leaf powder in each dyebath. A total of 2 g of multifibre fabric or other fabrics were immersed in each dyebath. The temperature of the three sets of dyebaths were set at 50 °C and 70 °C for 30 min, and at room temperature (25 °C) for 2 h, respectively. The textiles were dyed in one step using this exhaustion dyeing, by using closed beakers.
2.2.3. Dyeing and Printing with Mayan Indigo-Based Pigments in Powdered Form, or in Paste Form with Glycerin
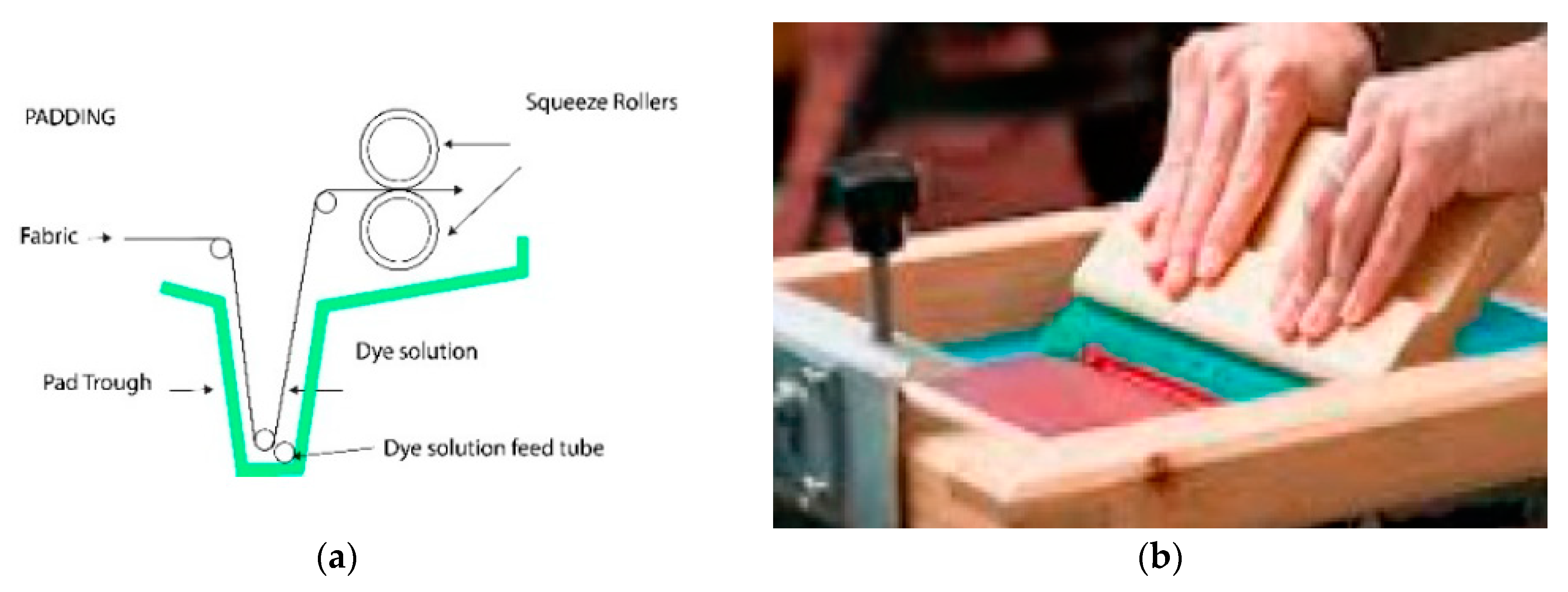
Pigment dyeing was performed on cotton fabrics using a pad-dry cure process with an aqueous formulation with very low viscosity (20 mPa s), containing the binder and the Mayan pigments. The fabrics were padded with the pigment formulation with a padding machine (Weriner Mathis AG, Oberhasli, Switzerland) for uptake of 100%.
Screen Printing: Printing formulations were prepared to reach 30,000 mPa s, suitable for manual screen printing before application on A4-format fabric samples.
First, a sodium alginate (8%) thickener paste was prepared using 40 g of low molecular sodium alginate powder mixed with 500 mL of distilled water acidified to pH 5 using acetic acid. The thickener paste was kept aside for 24 h before use. The printing paste was prepared by mixing the indigo pigment powder or the indigo pigment/glycerin paste with the APPRETAN NTR@6553 binder and with the alginate paste or glycerin thickener using a motorized high-speed stirrer.
After padding or printing, drying was carried at 110 °C for 2 min, followed by curing at 150 °C (for 60 or 90 s) or 180 °C (for 60 s).
2.3. Characterization of Dyed and Printed Fabrics
2.3.1. Washing Test
For the washing test, the SL-F09 Rotawash Washing Fastness Testing machine was used. Washing was carried at 40 °C for 30 min using 5 g/L of Ultravon@ detergent, 50 mL of water, and 1 g of textile according to NF ISO 105-C06 [18]. For the evaluation of color degradation, a gray scale from 1 (the lowest washing fastness) to 5 (the highest washing fastness) was used according to NF ISO 105-A02 [18].
2.3.2. Rubbing Test
A rubbing test was performed using a crockmeter in the warp direction. A sample was placed on the metal arm. In case the size of the sample was smaller than the size of the base, masking tape had to be used to fix the sample. Then, a metal weight was placed over the sample to hold it in place. On the upper arm of the device, a piece of cotton fabric was placed. The rub test was conducted by moving the upper arm in such a way that the surface of the printed sample was rubbed by the small piece of cotton fabric forward and back 10 times. The test was carried out twice, first with a dry reference cotton piece and second with a wet reference cotton piece according to the standard NF ISO 105-X12:2016 [18].
2.3.3. Light Fastness
To test the UV light resistance of the fabric samples, Xenotest 440 was used according to standard NF ISO 105-B02:2014 [18]. The samples were attached to small frames, half of the sample was covered using a hard paper, and the rest was exposed to UV light. The exposure lasted for 16 h. Then, the resistance was evaluated using a wool standard and a scale of numbers from 1 (the lowest fastness) to 8 (the highest fastness).
2.3.4. Antibacterial Tests in Natural Dye Powders and on Dyed Fabrics Using Agar Diffusion Test (NF ISO20645:2004) [18]
The level of antibacterial activity is assessed by examining the extent of bacterial growth in the contact zone between the agar and the fabric specimen and, if present, the extent of the inhibition zone around the specimen. In total, 10 (±1) mL of nutritive agar medium were poured on Petri dishes. The inoculums of bacteria (0.5 ± 0.1) mL with a bacterial culture of 1–5 × 108 CFU/mL were then poured on the agar media. A total of 1 mg of natural indigo powder or squared indigo-dyed textile sample of 9 cm2 was then placed on the surface. To maintain good contact, if necessary, a sterilized inox ring was placed on the surface of the textile sample to guarantee good contact between the fabric and the agar. Immediately after placing textile samples on the agar, Petri dishes were placed in incubation for 24 h at 37 (±1) °C. The inhibition zone was measured. The halo is the zone free from bacteria near the sample edges. The contact zone under the tested textile sample was analyzed visually to check whether bacteria growth occurred or not.
3. Results and Discussion
3.1. Dyeing with Blue Indigo Dyes
3.1.1. Spectral Analysis of Reduced Blue Indigo Dyes
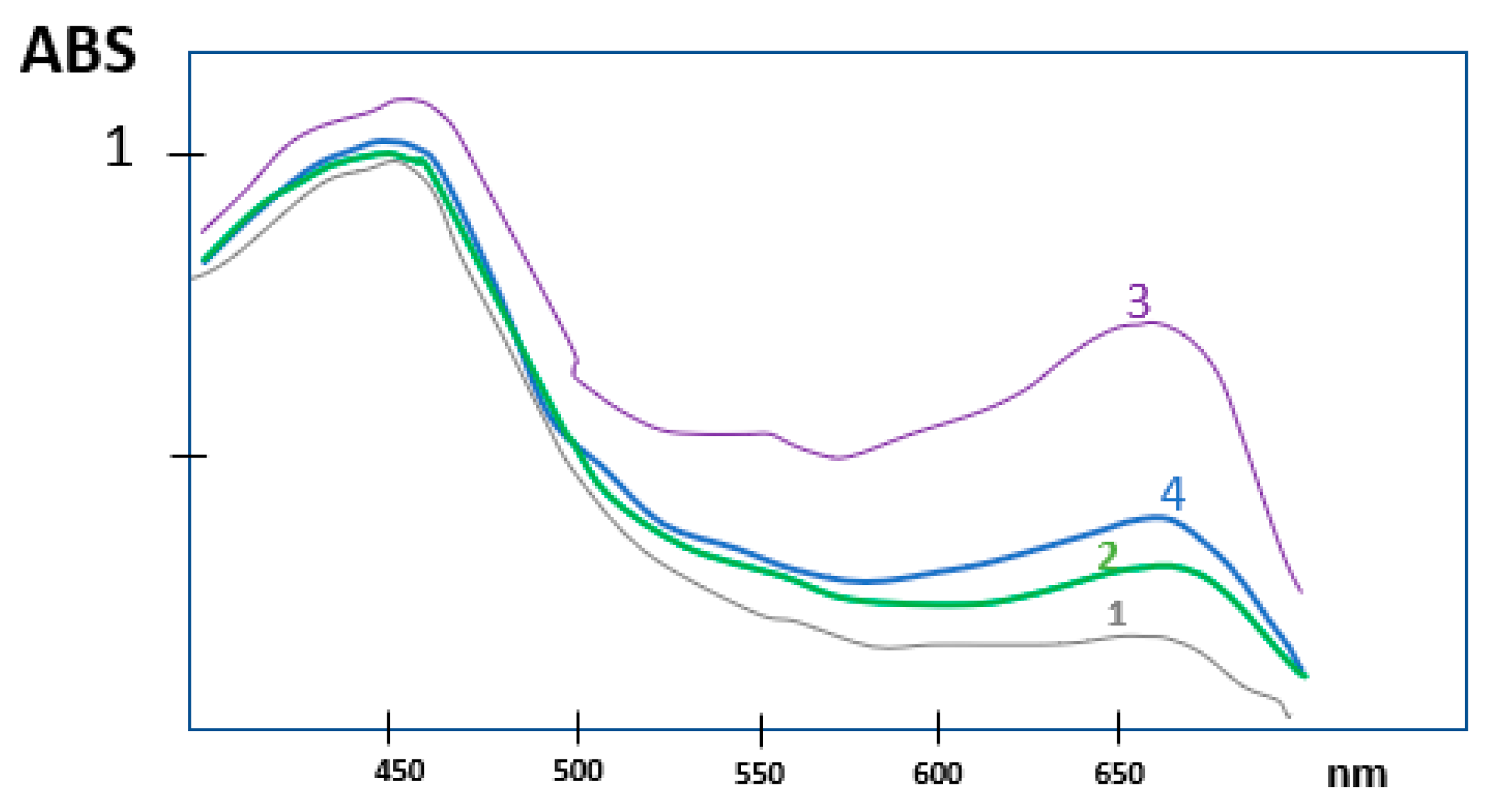
The yellow leuco species of blue indigo dyed were produced by alkaline reduction, and analyzed by spectrophotometric analysis (see Figure 4). A total of 0.025 g of each of the three blue natural dyes was mixed with 1.5 mL of ethanol and 3 mL of hot purified water. In total, 3 mL of Caustic Soda (30%) and a chemical reducing agent sodium hydrosulfite—Na2S2O4 (0.1 g) were added, and the dye solution was maintained at 50 °C for 20 min before spectral analysis. These were compared to leuco species formed with a synthetic indigo dye form BASF (270 9726) Badische Anilin & Soda-Fabrik AG (Mannheim, Germany). The purity and % of pure blue indigotin in the blue dye extract from leaves of the three different plants should not be the same, and Figure 4 confirms that the quantity of reducing agent used does not efficiently solubilize indigotin from Indigofera suffruticosa.
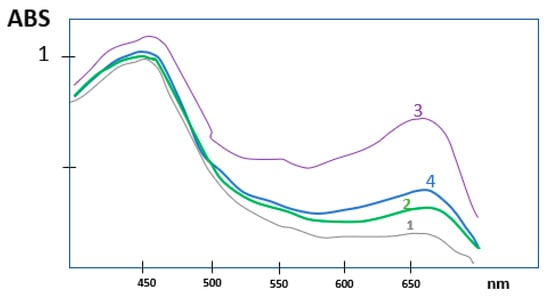
Figure 4.
Spectral curves of the reduced leuco-indigo dye using the same concentration of blue indigo dyes at 50 °C, (1) Indigofera Tinctoria (India), (2) Indigofera Persicaria tinctoria (France), (3) Indigofera suffruticosa (Central America), and (4) synthetic indigo (from BASF).
3.1.2. Results of Textile Dyeing with the Three Blue Indigo Dye from GREEN’ING at 50 °C
Various fabrics were dyed using the method described in Section 2.2.1, (with fructose as a reducing agent, and at pH 11–12), with the three blue indigo dyes of different plant origins (see Figure 5). However, the color intensities of the dyed fabrics were slightly higher for the blue indigo dye from Indigofera suffruticosa (Central America), with K/S ~5.5 compared to K/S ~5 for the indigo dyes from the two other origins. This difference may be explained by the degree of purity of the blue indigo dyes extracted from leaves.
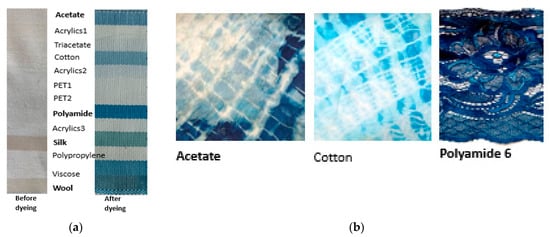
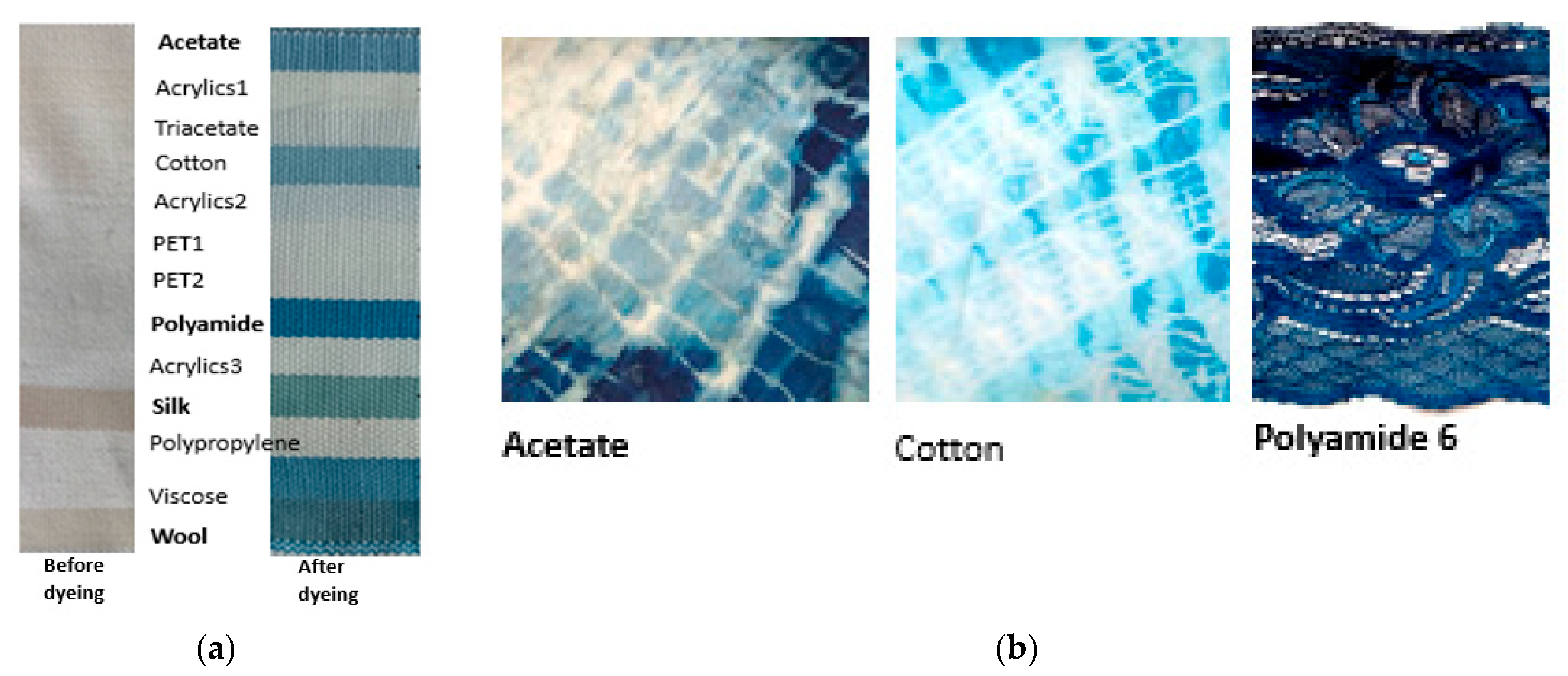
Figure 5.
Fabrics dyed with blue indigo dyes from Indigofera Persicaria tinctoria at pH 11.5 and 50 °C. (a) Multifiber fabric before and after dyeing; (b) Knitted acetate and cotton fabrics after tie and dye and dyed-polyamide 6 lace.
Figure 5a shows the dyed multifiber fabric and knitted acetate and woven cotton (dyed using tie-dye technique), and the dyed polyamide 6 lace for dyeing using only one immersion for 20 min in the dyebath, at 50 °C, using blue indigo dyes from Indigofera Persicaria tinctoria. Proteinic fibers (wool and silk), cellulosic fibers (cotton and viscose), and synthetic polyamide and acetate fibers were dyed. The yellowish-blue color shade of the dyed silk and wool can be explained by the yellowish shade of unbleached scoured silk and wool, respectively (see Figure 5a). Dye color intensity is higher on synthetic polyamide 6.6 and acetate rayon. None of the acrylic fibers (Creslan 61 and Orlan 75) was dyed, most probably because these fibers are in general negatively charged which repel the negatively charged leuco-indigo species. The two polyester PET fibers—Dacron 54 and Dacron 64—were not dyed at this temperature as their glass transition temperature “Tg = 80 °C” is well above the dyeing temperature used (50 °C). The non mobility of the amorphous PET chains at lower temperatures (50 °C) does not allow for dye diffusion inside the fiber.
3.1.3. Antibacterial Inhibition Activity
The three blue indigo dye powders were tested against Staphylococcus Epidermis and Escherichia coli according to the method described in Section 2.3.4.
Indigofera Tinctoria (India) did not show any antibacterial activity against these two bacteria. Indigofera suffruticosa (Central America) showed antibacterial activity against Escherichia coli only, and Indigofera Persicaria tinctoria powder had antimicrobial activity against the two tested bacteria.
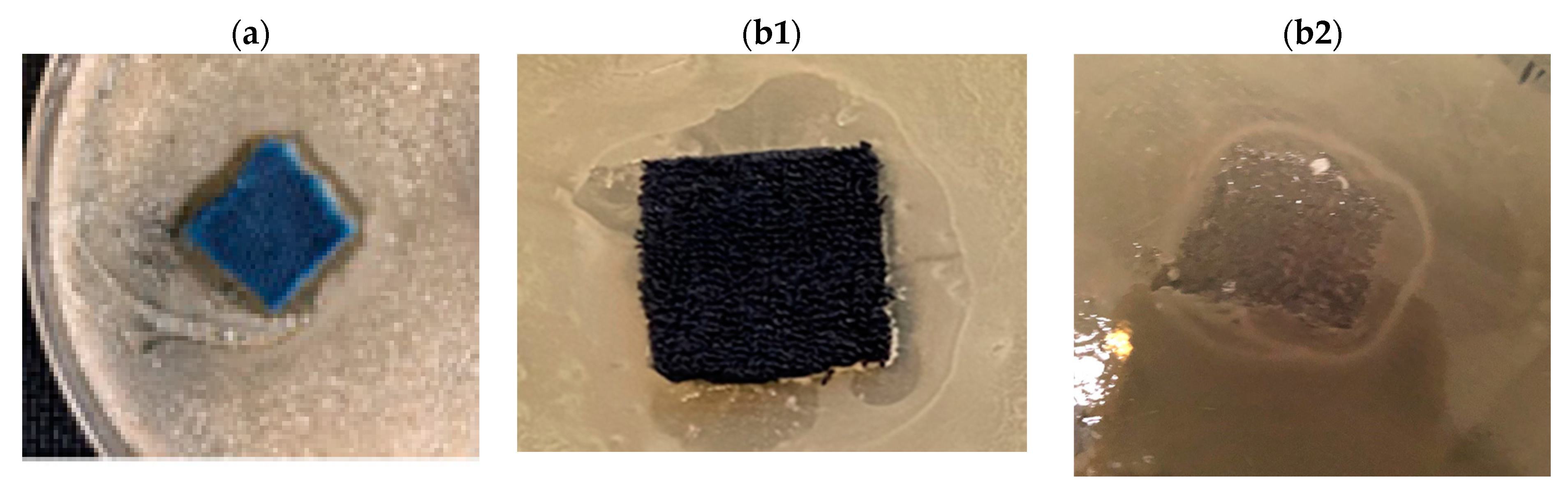
Figure 6 shows an inhibition zone for polyamide (PA11—Figure 6a) and linen (cellulose—Figure 6a) fabrics dyed with blue indigo dye from Indigofera Persicaria tinctoria, confirming the antibacterial activity of dyed fabrics. Figure 6b2 shows no bacterial growth under the dyed fabric, confirming the bioactive property of the dyed fabrics.
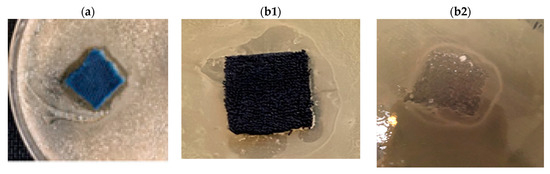
Figure 6.
Antibacterial activity of PA11 and linen dyed with blue indigo from Indigofera Persicaria tinctoria (inhibition zone confirms antibacterial activity). (a) Blue indigo-dyed PA11 antibacterial activity against Staphyloccus Epidermis; (b) blue indigo-dyed linen fabric antibacterial activity against Escherichia coli (b1); (b2) shows the Petri dish after the removal of the fabric (no bacterial growth).
3.1.4. Wash, Rub, and Light Fastness of the Dyed Samples
All the dyed samples were washed once before subjecting to rub, wash, and light fastness tests as described in Section 2.3. All the fiber fabrics have good wash fastness 5/5 whatever the fiber nature may be; however, the rub fastness, especially the wet rub fastness was not good (3/5), especially for hydrophilic fibers such as cotton (see Table 1). Indeed, the insoluble blue dye molecules are immobilized inside the fiber and there is no chemical bond between the cellulosic chains and the indigo dyes. Also, when dark shade color is targeted through several dips (each dip followed by air oxidation), rub fastness is not very good (2/3). Dyeing for a longer time in a close beaker (45 min) improves the wet rub fastness (3–4/5) of the blue indigo dyed cotton fabric, most probably because the leuco species can diffuse deeper into the fiber’s inner core and thus the dyes are not easily rubbed out.

Table 1.
Wash/rub/light fastness (color degradation) of the textiles dyed with blue indigo dyes from Indigofera Persicaria tinctoria and with the indigo leaves from Indigofera Tinctoria.
3.2. Dyeing Fabrics with Indigo Leaves
A previous study [12] has already shown the ability to confer various shades to silk fabric when it is dyed with indigo leaves at various pH and temperatures, since in the presence of water and oxygen, indigo leaves can produce various dyes, such as blue indigo, pink indirubin, etc.
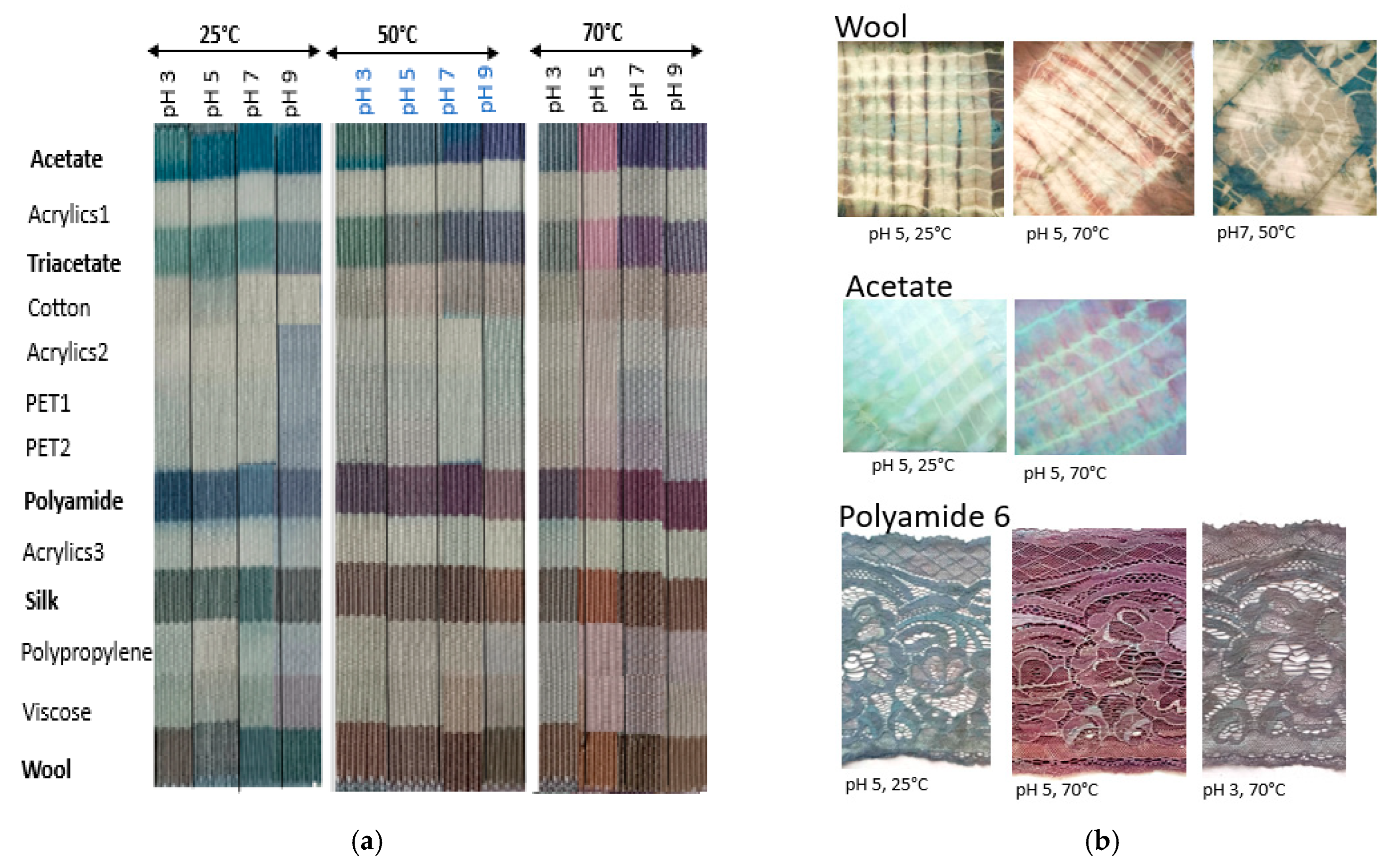
The dyeing of a multifiber fabric with powdered indigo leaves was carried without the need for a reducing agent. Only the pH was varied using drops of acetic acid and sodium hydroxide. Figure 7a shows the various color variations for dyeing at different temperatures (25 °C, 50 °C, and 70 °C) and various pH (3, 5, 7, and 9). A wide range of colors was obtained, confirming the dichromic and trichromic nature of the dyes produced from indigo leaves (in contact with water). Greenish-blue, violet, pink, brown, reddish brown, yellowish-brown, grey, etc., shades were obtained depending on the fiber nature, temperature, and pH. Compared to blue indigo dyes, with indigo leaves, very little dyeing took place for the cellulosic (cotton and viscose) fibers, while the triacetate rayon was dyed with the indigo leaves but not with the blue indigo dyes. All the multifiber fabrics dyed with indigo leaf powder were washed at 40 °C for 30 min, and then subjected to a rub fastness test. After washing, very little color variation occurred compared to the unwashed sample: wash fastness was (4/5), and rub fastness was around (4/5). Most probably, as dyeing takes place in a closed beaker, dye diffusion in the inner core of fibers is enhanced (as explained above).
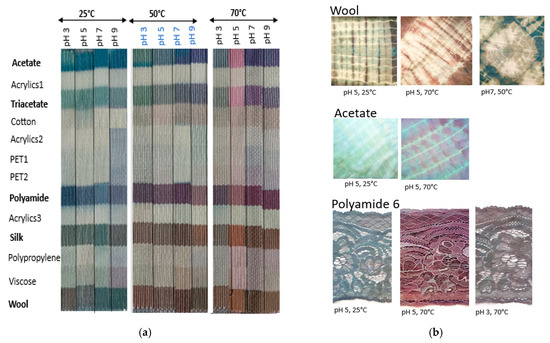
Figure 7.
(a) Multifiber fabric dyed with powdered indigo leaves after washing at 40 °C; (b) tie-dye and lace dyeing with powdered indigo leaves.
Proteinic fibers (wool and silk), polyamides, acetate, and triacetate can be dyed with the indigo leaves. Blueish-green shades were observed at 25 °C; and more reddish shades at 50 °C and 70 °C. The formation of blue indigo dye (λmax = 612 nm) and red indiburin (λmax = 547 nm) [11] inside the fibers can explain the different shades observed. At 25 °C, for wool and silk, gray and brownish shades can also be observed as a function of pH, most probably because of the pale yellowish color of the undyed silk and wool. However, yellowish flavonoids [10] present in the indigo leaves may also diffuse inside fibers to give more greenish (at 25 °C) and brownish shades at higher temperatures. It is also possible that yellowish dehydroindigo (absorbing at 455 nm) may be formed when the blue indigo is subjected to high temperature (70 °C) in the presence of oxygen and water as demonstrated by Rondao et al. [19]. Higher color depth observed for wool, polyamide, and silk may be explained by the more positive zeta potential of these fibers which can attract the negatively charged species such as the indoxyl anion or the leuco-indigo (see Figure 8). These penetrate inside the fiber and are then oxidized to form a purple–gray shade (a mixture of red indiburin, blue indigo, and yellow dehydroindigo) or more brownish colors (a mixture of red and yellow) at 70 °C—since the blue indigo is overoxidized to yellow dehydroindigo.
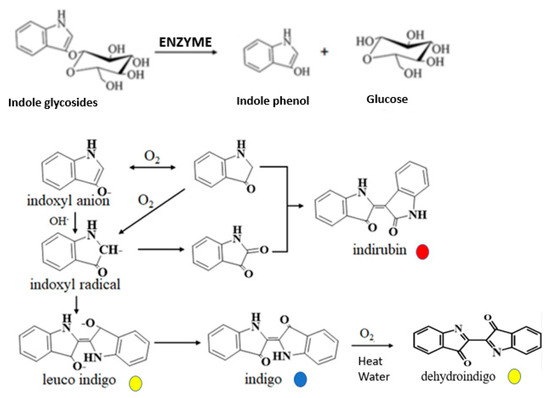
Figure 8.
Possible pathways for various dye molecule production. The corresponding color of each component is indicated.
3.3. Printing with Mayan Blue Pigments
3.3.1. Optimizing Water-Based Binder Content for Mayan Blue Pigment Dyeing Formulation Applied by Padding Using Pigment/Glycerin Paste
Four pigment-dyeing formulations for the padding process, with a viscosity of 20 mPa s, were prepared using the aqueous solutions of four (4) different binders (45 mL with 100 g/L of binder) and 5 g of Mayan indigo pigment/glycerin paste). Table 2 gives more details on the four binders. A4 format of scoured cotton fabrics was padded (Figure 9a) with a pigment-dyeing solution (pick-up rate 100%), dried at 110 °C and fixed at 180 °C for 1 min.
Table 2.
Indigo pigment dyeing of cotton fabric using padding process with 4 different water-based binders and pigment/glycerin paste.
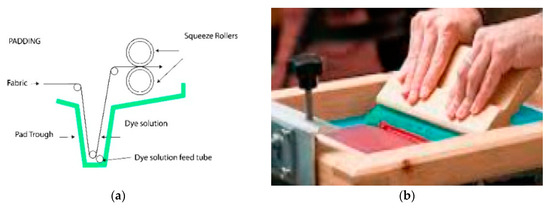
Figure 9.
Methods used for fabric dyeing and printing using the blue Mayan pigments. (a) Padding for pigment dyeing of fabric; (b) manual screen printing.
Table 2 shows that with the soft polyurethane Dicrylan binder, color leveling was not good, as the pigment/glycerin paste was not completely dispersible in the aqueous Dicrylan solution. The three Appretan acrylic-based binders (APPRETAN N96100, APPRETAN N92111, and APPRETAN NTR@6553) allowed a more uniform colored coating on the cotton.
Optimizing Water-Based Biosourced Binder APPRETAN NTR@6553 for Pigment Printing
For further experiments, the biosourced water-based APPRETAN NTR@6553-formulation was optimized for the application of the blue Mayan pigment paste through padding process. A total of 5 g of indigo pigment/glycerin paste was mixed with each of the four different concentrations (20, 60, 80, and 100g/L) of the APPRETAN NTR@6553 binder, and applied by padding, then dried and cross-linked at 180 °C for 60 s. Then, the padded colored samples were subjected to a wash test at 40 °C (for 30 min) and to dry rub and wet fastness tests. Table 3 shows the values for wash and rub fastness testing and 60 g/L of APPRETAN NTR@6553 seems adequate for a good wash and rub fastness (4–5) without making the fabric too rigid. Table 4 shows that similar wash fastness was obtained for this binder cross-linked at 150 °C for 90 s.
Table 3.
Optimizing concentration of the water-based APPRETAN NTR@6553 bio-binder.
Table 4.
Optimizing cross-linking temperature and time for the water-based bio-binder APPRETAN NTR@6553. All the rub fastness tests were performed after a first wash at 40 °C for 30 min.
3.3.2. Screen Printing Using (a) Mayan Indigo Pigment/Glycerin Mix and (b) the Mayan Indigo Pigment Powder
Four different printing pastes were prepared: pastes 1 and 2 using the indigo pigment/glycerin paste and pastes 3 and 4 using indigo pigment powder. For all the printing pastes, APPRETAN NTR@6553 was used as the binder. Sodium alginate thickener paste (see Section 2.2) was used for printing pastes 1, 2, and 3, while glycerin was used as thickener for paste 4. Table 5 gives a more detailed description of the quantities of product used for each printing paste. The pastes were applied onto the fabric by using the laboratory hand screen printing technique (see Figure 9b), and the printed fabrics were dried at 110 °C for 3 min and cured at 150 °C for 5 min.
Table 5.
Composition of printing pastes composed of Mayan blue pigments.
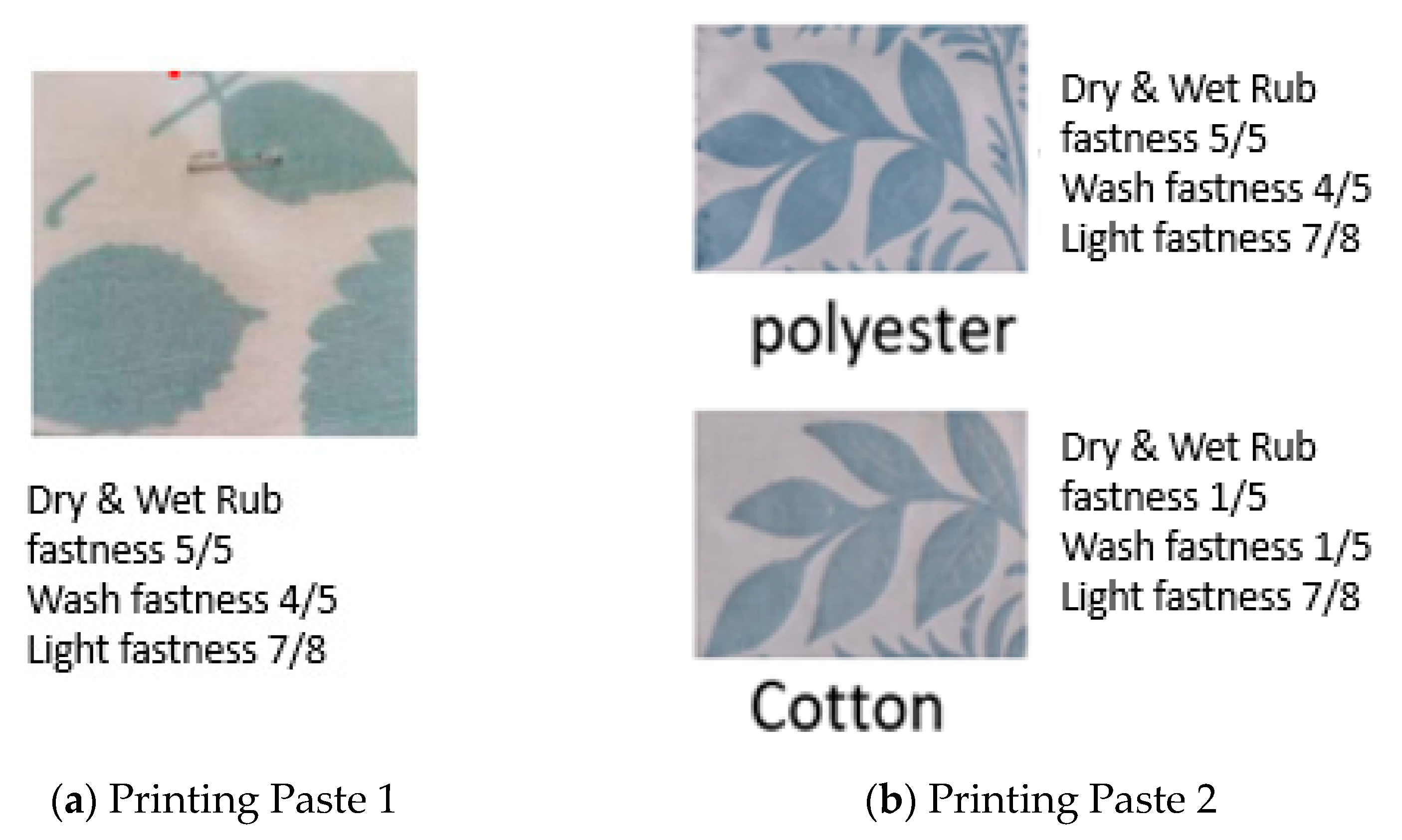
Printing with paste 1 gave very good durable results on both polyester and cotton samples: rub dry and wet fastnesses: 5/5, wash fastness 4/5; and light fastness: 7/8. However, very pale shade prints were obtained (Figure 10a).
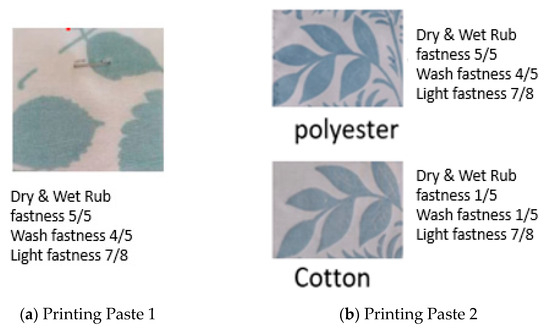
Figure 10.
Printed samples with Mayan Indigo pigment/glycerin paste. (a) Printing Paste 1; (b) Printing Paste 2.
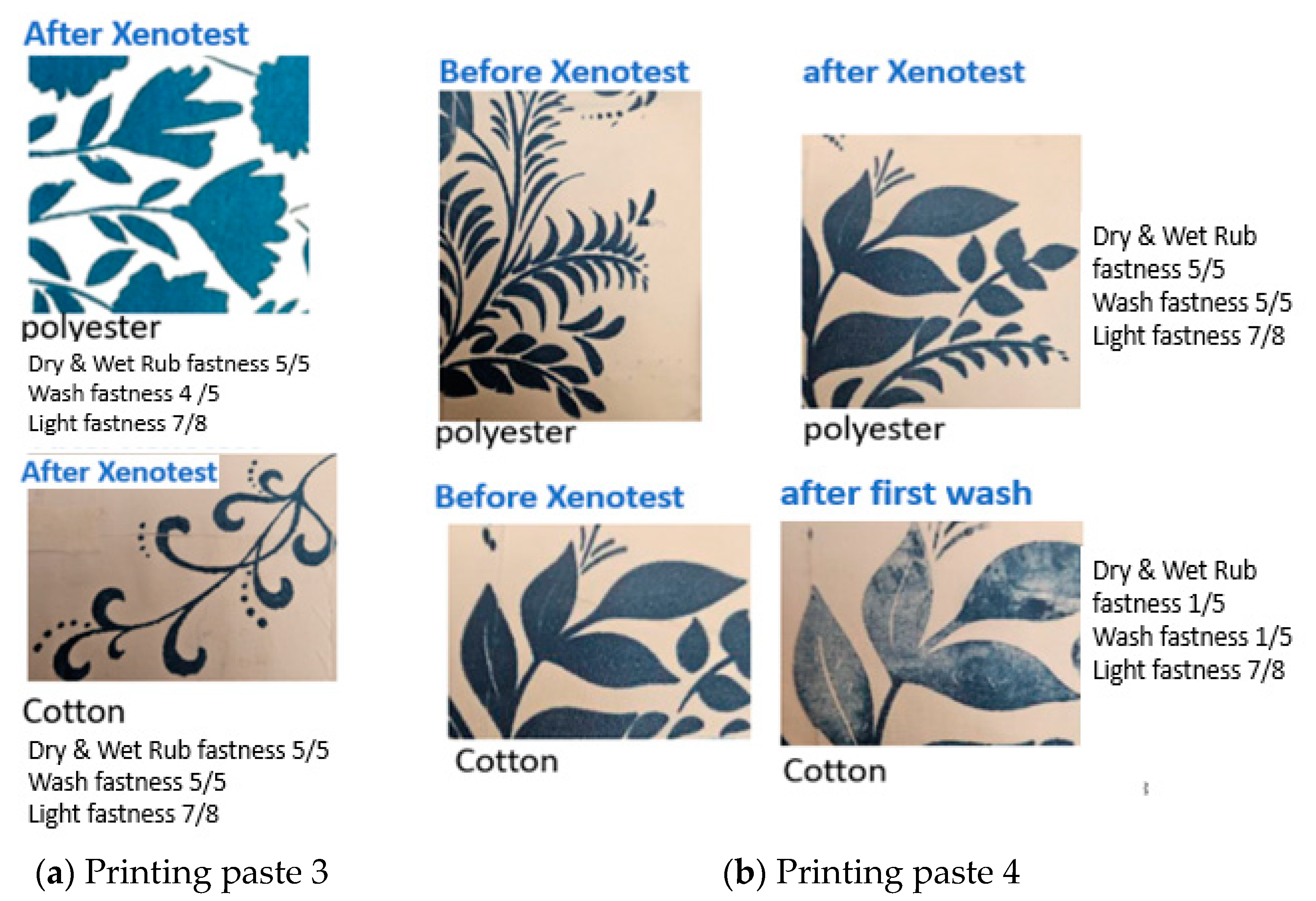
Printing with paste 2 with an increased proportion of pigment/glycerin paste did not allow us to increase the color intensity of the prints (Figure 10b)and for the cotton sample, pigments were washed off during the first wash. However, on the synthetic polyester and polyamide fabrics, good wash fastness (4–5) was maintained, as well as good dry and wet rub fastness (4–5/5) and light fastness (7/8) were obtained after the first wash. Printing pastes 3 and 4 were prepared using the Mayan Indigo pigment powder with an increased quantity of Appretan binder compared to pastes 1 and 2. For paste 3, sodium alginate and for paste 4, glycerin, respectively, were used as the thickener (see Table 5) as also published in a recent paper on textile printing paste [20]. Using paste 3, darker blue shades (compared to paste 2) with good rub dry and wet fastnesses 5/5, wash fastness 4/5, and light fastness 7/8 were obtained for both polyester and cotton (Figure 11a). With bio-based glycerin as the thickener in paste 4, a darker shade was also obtained but for the polyester sample alone; the wash fastness was very good (5/5) with the rub dry and wet fastnesses maintained at 5/5, and light fastness at 7/8. However, the pigment was washed out from the cotton sample.
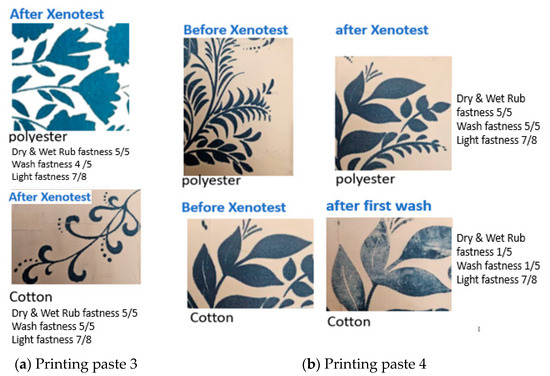
Figure 11.
Printed textile samples with Mayan indigo pigment powder mixed with alginate or glycerin thickener. (a) Printing paste 3; (b) Printing paste 4.
Glycerin allows the proper dispersion of the blue indigo pigment in the printing pastes 1 and 2. Glycerin may cross-link through the hydroxyl groups with the styrene–acrylic binder to efficiently immobilize the indigo pigments on both cotton and polyester fabrics (paste 1). However, when the glycerin content is higher (pastes 2 and 4), the prints are washed from cotton while good fastnesses are obtained for the polyester. It is probable that with printing pastes 2 and 4, better wetting and hence, better adhesion occurs between the glycerol hydrophobic backbone and the ethylene glycol group containing hydrophobic PET, and this results in higher wash/rub fastnesses [21,22,23].
Vegetable glycerin or glycerol is a biodegradable thickener [24], currently readily obtained by reactions such as the saponification of natural bio-based fatty acids [24], and can be used as a sustainable thickener for printing polyester fabrics with the indigo pigments.
In the case of cotton, the alginate thickener yields the highest print resistance. Indeed, sodium alginate is also a 100% biosourced polysaccharide thickener used in print-and-wash techniques for printing cotton fabrics, etc., wherein the sodium alginate which is water soluble is washed off during the print-and-wash process. In pigment printing with the powdered Mayan indigo pigment, the alginate would be cross-linked with the acrylic copolymer-based polysaccharide, and hence it is not washed off from both cotton and polyester fabrics.
4. Final Discussion and Conclusions
Natural indigo dyes and pigments, especially when used with non-toxic, biosourced agents, provide a possibility of sustainable dyeing and printing.
It is high time to explore the wide diversity of coloration and prints that can be obtained on various textile materials using natural indigo leaf extracts, dyes, and Mayan-inspired hybrid organic/inorganic indigo pigment, perhaps already explored by humanity centuries ago.
Proteinic fibers (wool and silk), cellulosic fibers (cotton and viscose), and synthetic polyamide and acetate fibers can be dyed blue using natural blue indigo dyes from three different plant species from India, Central America, and France, with slightly higher color intensity for Indigofera suffruticosa from Central America. Blue indigo dye extract from Indigofera Persicaria tinctoria had antimicrobial activity against the two tested bacteria, Staphylococcus Epidermis and Escherichia coli. The two other blue indigo dyes did not show similar antibacterial activity contrarily to what is described in the literature [10]. This can be explained by the fact that natural blue indigo powders have different compositions depending on the plant from which they are derived, and the extraction process used for obtaining the blue indigo dye powder can have an impact on the contents of the blue indigo powder. Indeed, indigo leaves contain lots of organic products (indole alkaloids, Nucleosides, sterols, amino acids, tryptanthrin, and others [10,14]), which may be present in the indigo blue dye extract and which have antibacterial properties.
Through literature review, as well as experiments led and presented in this paper, we demonstrated using powdered indigo leaves that a variety of dyeing shades can be obtained, ranging from pink, violet, blue, green, gray, brown, to purple depending on dyeing conditions (pH and temperature) and textile fiber nature. There is neither the need for a dye extraction step from indigo leaves nor the need for an alkaline reducing agent for textile dyeing. Proteinic fibers (wool and silk), polyamides, acetate, and triacetate can be dyed with the indigo leaves. Unfortunately, cellulosic fibers and polyester fibers could not be dyed in the dyeing conditions fixed in our experiments (maximum 70 °C). All the fabrics dyed with the indigo leaves gave good wash fastness (4/5), and rub fastness was around (4/5). In the presence of water, enzymatic reaction allows the breaking down of indole glycosides present in the leaves, with the production of glucose and indole phenol. Most probably, as this indole phenol molecule has low water solubility, it diffuses inside certain fibers only (hydrophobic fibers, or protein fibers containing non polar amino acids) before its dimerization in the presence of oxygen to form blue indigo or red indiburin, or even yellow dehydroindigo in the presence of heat. Hydrophilic cellulosic fibers are not dyed with the powdered leaves, probably because very little leuco-indigo species are formed in the presence of in situ glucose produced by the enzymatic reaction.
The 100% natural blue indigo pigment inspired by the Mayan civilization has very good light fastness (7/8) compared to the blue indigo dyes (5/8). The aim of the study carried out here was to optimize a formulation for fabric pigment dyeing and printing with durable properties to washing as well as dry and wet rub fastnesses. Our study confirmed that the use of a water-based APPRETAN NTR@6553, aqueous acrylic copolymer binder made from 30% renewable material, can allow one to produce by padding the pigment dyeing of cotton and polyester fabrics, yielding color fastness to wash (4/5) and dry rub (5/5), wet rub (4/5), and light fastness (7/8). As this binder is already used for food-grade packaging, it can potentially yield safe textiles, provided all the ecotoxicity and cytotoxicity tests are confirmed.
The aim of printing with 100% natural indigo pigments was to discover the right combination of ingredients for the printing paste to achieve good print fastness. Such efficient indigo pigment paste for direct screen printing can be achieved by several recipes. Indigo pigment already prepared in glycerin paste form yields prints with high wash/rub/light durability in the presence of bio-binders used, but it does not yield dark shade prints. The higher content of pigment using the powdered indigo pigment form allows one to obtain darker shades with very good wash and rub fastness when combined with the plant-based glycerin thickener for the polyester fabric, while the use of sodium alginate thickener allows one to have good print resistance for both cotton and polyester fabrics.
This study confirms the use of indigo-based dyes and indigo-based hybrid organic/inorganic pigments to produce durable color and print properties on textile materials.
Author Contributions
Conceptualization, N.B. and N.V.; methodology, N.B.; validation, N.B. and N.V.; formal analysis, N.B.; investigation, N.B.; resources, N.B. and N.V.; data curation, N.B. and N.V.; writing—N.B.; writing—review and editing, N.B. and N.V.; visualization, N.B. and N.V.; supervision, N.B.; project administration, N.B.; funding acquisition, N.B. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by ENSAIT, University of Lille (first author-affiliated university).
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
All research data have been published and included in this paper. The data can allow anyone to repeat experiments for results obtained and described in the paper.
Acknowledgments
We acknowledge Huntsman and Archroma company for having provided the samples of chemicals free of charge. We are grateful to the Bachelor and Master students who carried out experiments during the COVID-19 period—BARDIAUX Claire, HERZ Fanny, PENDOLINO Emma, Eliška Štukavcová, and Protithi Pandit. We are also grateful to the lab technician Claire Pinchon for her technical help.
Conflicts of Interest
The authors declare no conflicts of interest. The co-author has produced the Mayan pigments following his PhD work.
References
- Prasad, R. Indigo—The Crop that Created History and then Itself Became History. Indian J. Hist. Sci. 2018, 53, 296–301. [Google Scholar] [CrossRef]
- Grazia, C.; Buti, D.; Amat, A.; Rosi, F.; Romani, A.; Domenici, D.; Sgamellotti, A.; Miliani, C. Shades of blue: Non-invasive spectroscopic investigations of Maya blue pigments. From laboratory mock-ups to Mesoamerican codices. Heritage Sci. 2020, 8, 1. [Google Scholar] [CrossRef]
- Paul, R.; Blackburn, R.S.; Bechtold, T. Indigo and Indigo Colorants; Wiley: Hoboken, NJ, USA, 2021. [Google Scholar] [CrossRef]
- Manian, A.P.; Mueller, S.; Bechtold, T.; Pham, T. Quantification of indigo on denim textiles as basis for jeans recycling. Dye. Pigment. 2023, 216, 111327. [Google Scholar] [CrossRef]
- Cordin, M.; Bechtold, T.; Pham, T. Quantification of aniline and N-methylaniline in indigo. Sci. Rep. 2021, 11, 21135. [Google Scholar] [CrossRef] [PubMed]
- Saikhao, L.; Setthayanond, J.; Karpkird, T.; Bechtold, T.; Suwanruji, P. Green reducing agents for indigo dyeing on cotton fabrics. J. Clean. Prod. 2018, 197, 106–113. [Google Scholar] [CrossRef]
- Ben Ticha, M.; Meksi, N.; Drira, N.; Kechida, M.; Mhenni, M. A promising route to dye cotton by indigo with an ecological exhaustion process: A dyeing process optimization based on a response surface methodology. Ind. Crop. Prod. 2013, 46, 350–358. [Google Scholar] [CrossRef]
- Bechtold, T.; Burtscher, E.; Kühnel, G.; Bobleter, O. Electrochemical reduction processes in indigo dyeing. J. Soc. Dye. Colour. 1997, 113, 135–144. [Google Scholar] [CrossRef]
- Hoque, E.; Acharya, S.; Shamshina, J.; Abidi, N. Review of foam applications on cotton textiles. Text. Res. J. 2023, 93, 486–501. [Google Scholar] [CrossRef]
- Yang, Q.Y.; Zhang, T.; He, Y.N.; Huang, S.J.; Deng, X.; Han, L.; Xie, C.G. From natural dye to herbal medicine: A systematic review of chemical constituents, pharmacological effects and clinical applications of indigo naturalis. Chin. Med. 2020, 15, 127. [Google Scholar] [CrossRef]
- Ju, Z.; Sun, J.; Liu, Y. Molecular Structures and Spectral Properties of Natural Indigo and Indirubin: Experimental and DFT Studies. Molecules 2019, 24, 3831. [Google Scholar] [CrossRef]
- Alagbe, J. Chemical Evaluation of Proximate, Vitamin and Amino Acid Profile of Leaf, Stem Bark and Root of Indigofera Tinctoria. Biomed. Res. Clin. Rev. 2021, 3, 1–6. [Google Scholar] [CrossRef]
- Yoo, W.; Ahn, C. Dyeing Behavior of Silk Dyed with Indigo Leaf Powder Using Reduction and Nonreduction Dyeing and Its Relationship with the Amount of Indigotin and Indirubin Adsorbed in Silk. J. Korean Soc. Cloth. Text. 2019, 43, 753–767. [Google Scholar] [CrossRef]
- Kataoka, M.; Hirata, K.; Kunikata, T.; Ushio, S.; Iwaki, K.; Ohashi, K.; Ikeda, M.; Kurimoto, M. Antibacterial action of tryptanthrin and kaempferol, isolated from the indigo plant (Polygonum tinctorium Lour.), against Helicobacter pylori-infected Mongolian gerbils. J. Gastroenterol. 2001, 36, 5–9. [Google Scholar] [CrossRef] [PubMed]
- del Río, M.S.; García-Romero, E. The Maya Blue pigment. In Developments in Palygorskite-Sepiolite Research; A New Outlook on these Nanomaterials; Elsevier: Amsterdam, The Nederland, 2011; Volume 3. [Google Scholar]
- Ovarlez, S.; Giulieri, F.; Delamare, F.; Sbirrazzuoli, N.; Chaze, A.-M. Indigo–sepiolite nanohybrids: Temperature-dependent synthesis of two complexes and comparison with indigo–palygorskite systems. Microporous Mesoporous Mater. 2011, 142, 371–380. [Google Scholar] [CrossRef]
- ISO (International ISO standards) Distributed by AFNOR Publishing, France. Available online: https://www.iso.org/search.html (accessed on 1 July 2023).
- Volle, N.; Giulieri, F.; Burr, A.; Pagnotta, S.; Chaze, A.M. Controlled interactions between silanol groups at the surface of sepiolite and an acrylate matrix: Consequences on the thermal and mechanical properties. Mater. Chem. Phys. 2012, 134, 417–424. [Google Scholar] [CrossRef]
- Rondão, R.; de Melo, J.S.S.; Bonifácio, V.D.B.; Melo, M.J. Dehydroindigo, the Forgotten Indigo and Its Contribution to the Color of Maya Blue. J. Phys. Chem. A 2010, 114, 1699–1708. [Google Scholar] [CrossRef]
- Borisova, A. Study of print paste composition for natural and synthetic textiles. Part 2: Printing of polyester fabrics. IOP Conf. Ser. Mater. Sci. Eng. 2019, 500, 012029. [Google Scholar]
- Yang, M.-C.; Tsai, H.-Y. Ethylene Glycol and Glycerin as the Solvent for Alkaline Treatment of Poly(ethylene Terephthalate) Fabrics. Text. Res. J. 1997, 67, 760–766. [Google Scholar] [CrossRef]
- Pawar, S.S.; Maiti, S.; Biranje, S.; Kulkarni, K.; Adivarekar, R.V. A novel green approach for dyeing polyester using glycerine based eutectic solvent as a dyeing medium. Heliyon 2019, 5, e01606. [Google Scholar] [CrossRef]
- Safaei, H.R.; Shekouhy, M.; Rahmanpur, S.; Shirinfeshan, A. Glycerol as a biodegradable and reusable promoting medium for the catalyst-free one-pot three component synthesis of 4H-pyrans. Green Chem. 2012, 14, 1696–1704. [Google Scholar] [CrossRef]
- Chol, C.G.; Dhabhai, R.; Dalai, A.K.; Reaney, M. Purification of crude glycerol derived from biodiesel production process: Experimental studies and techno-economic analyses. Fuel Process. Technol. 2018, 178, 78–87. [Google Scholar] [CrossRef]








Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).