
Application of Capillary Polypropylene Membranes for Microfiltration of Oily Wastewaters: Experiments and Modeling



Abstract
1. Introduction
2. Materials and Methods
2.1. Oily Wastewaters
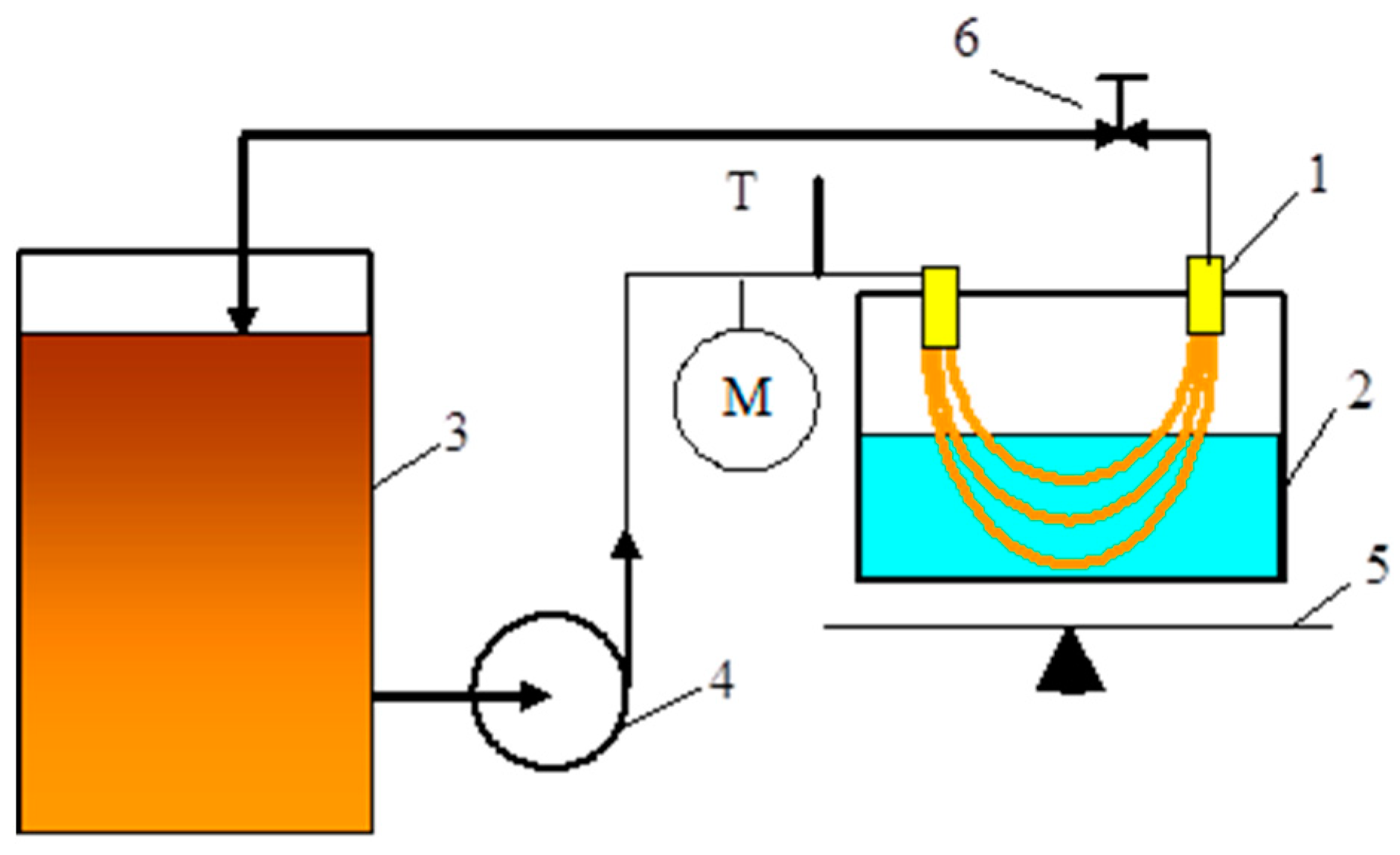
2.2. MF Process
2.3. Membrane Hydrophilization
2.4. Analytical Methods
2.5. Modeling
3. Results and Discussion
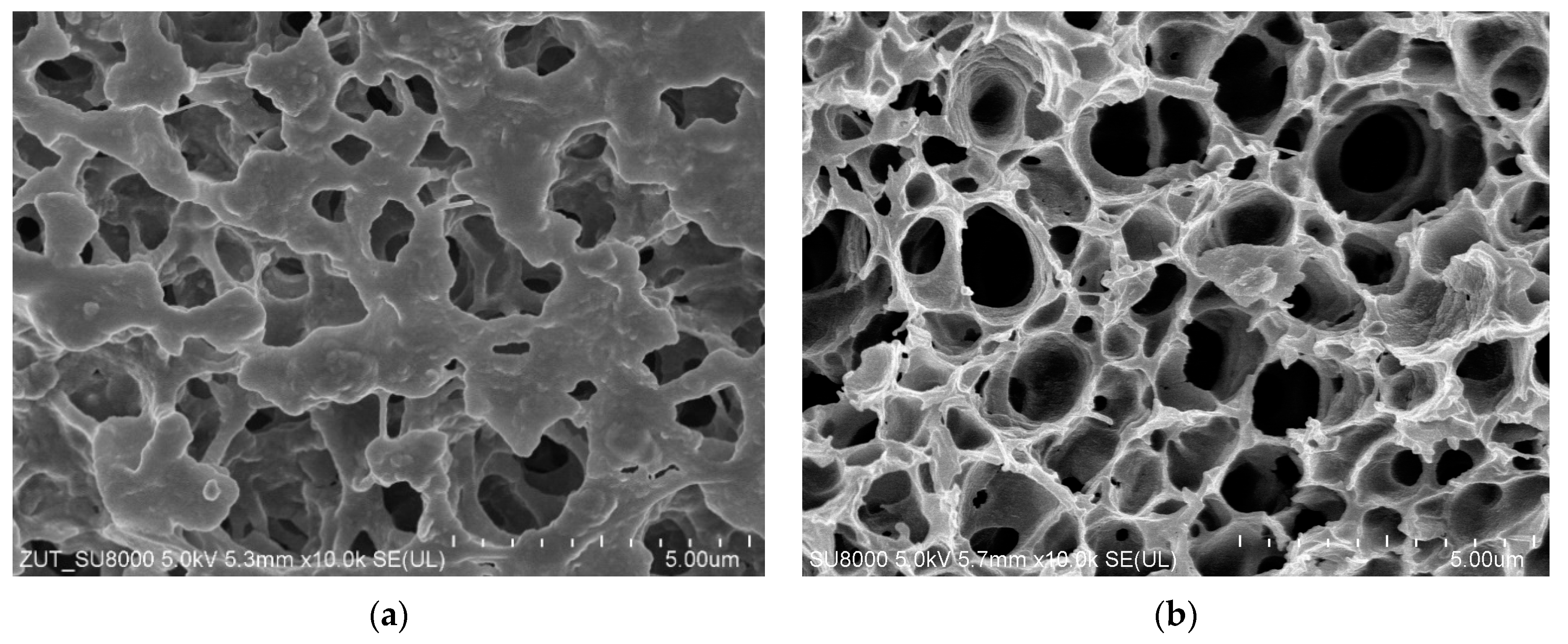
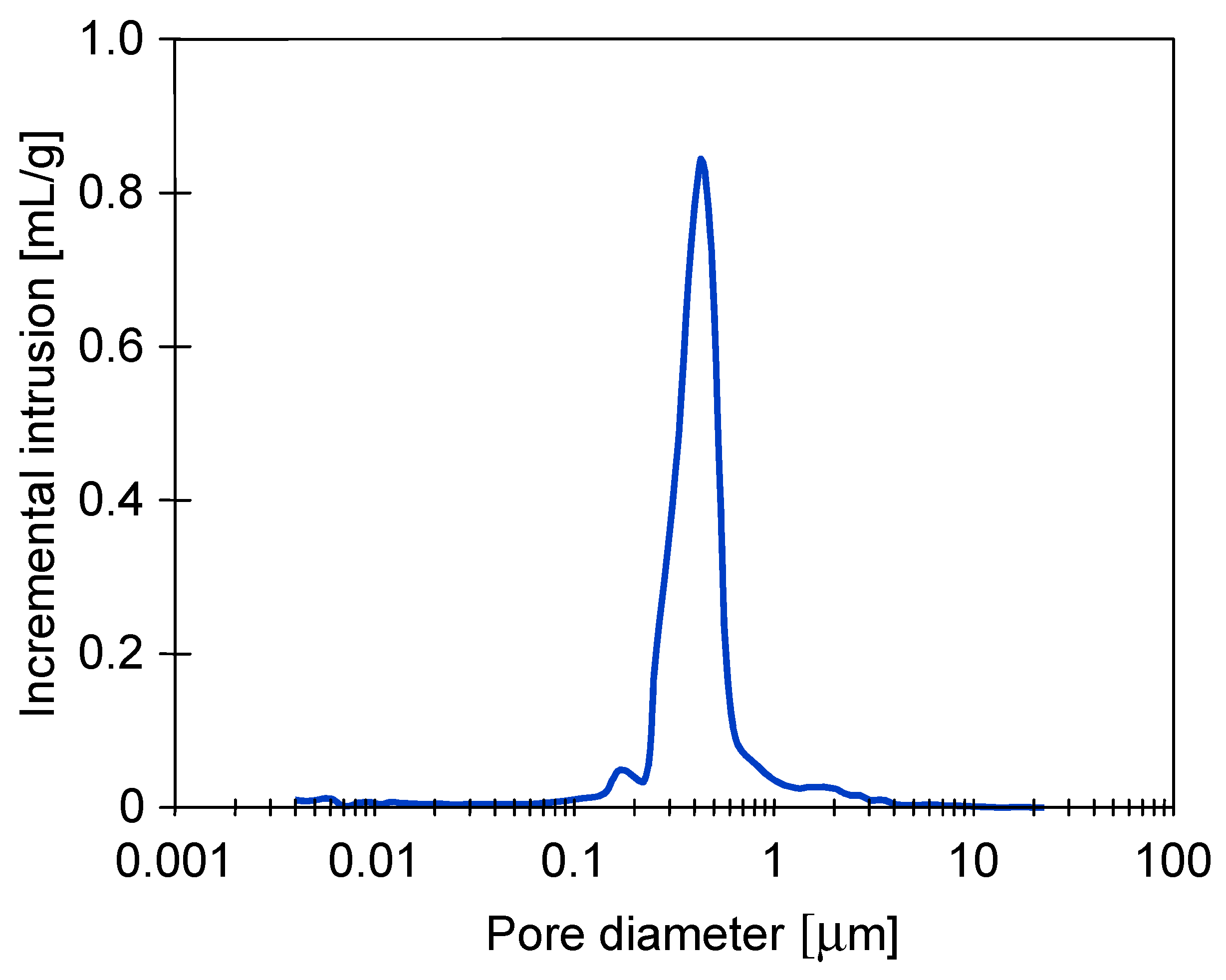
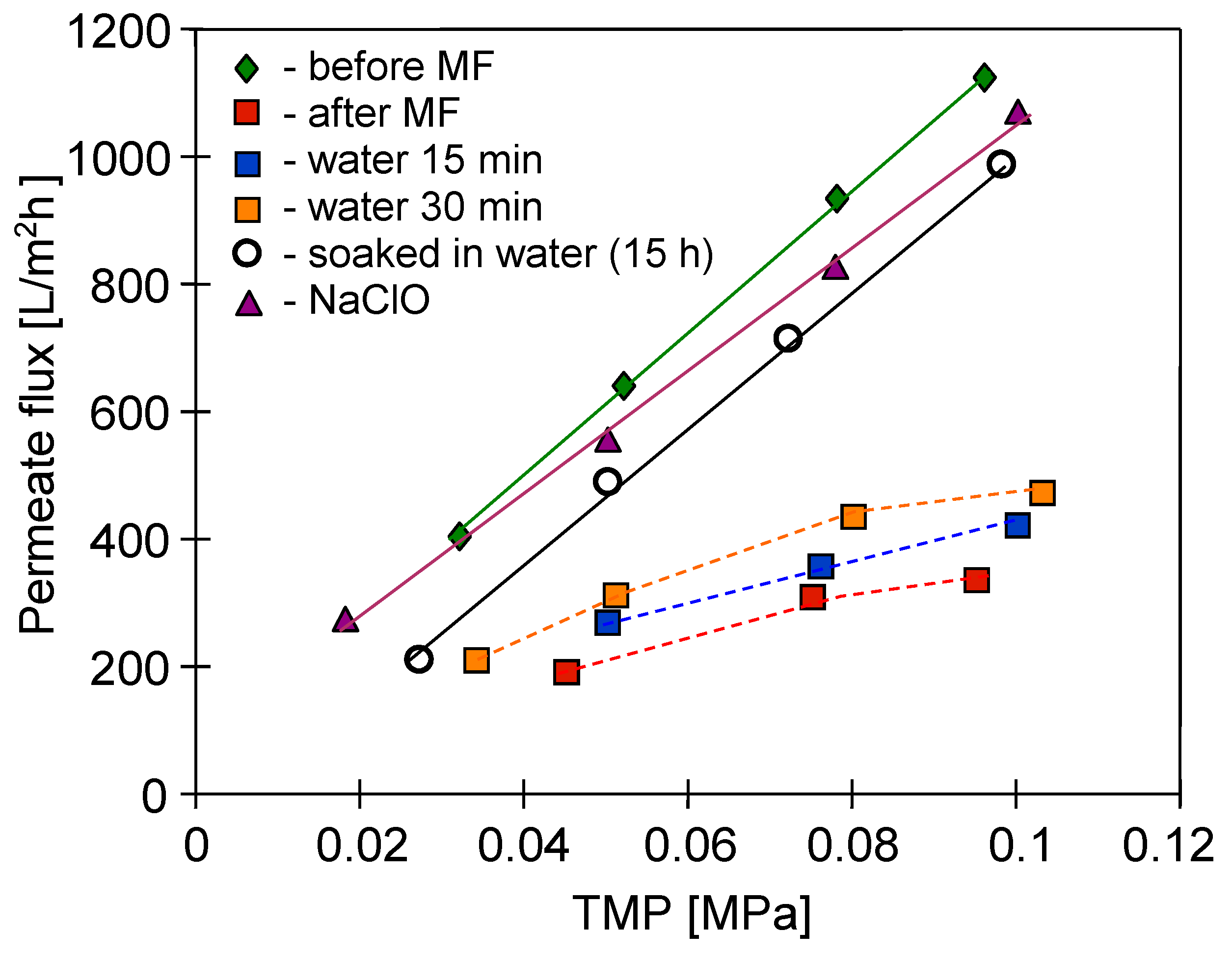
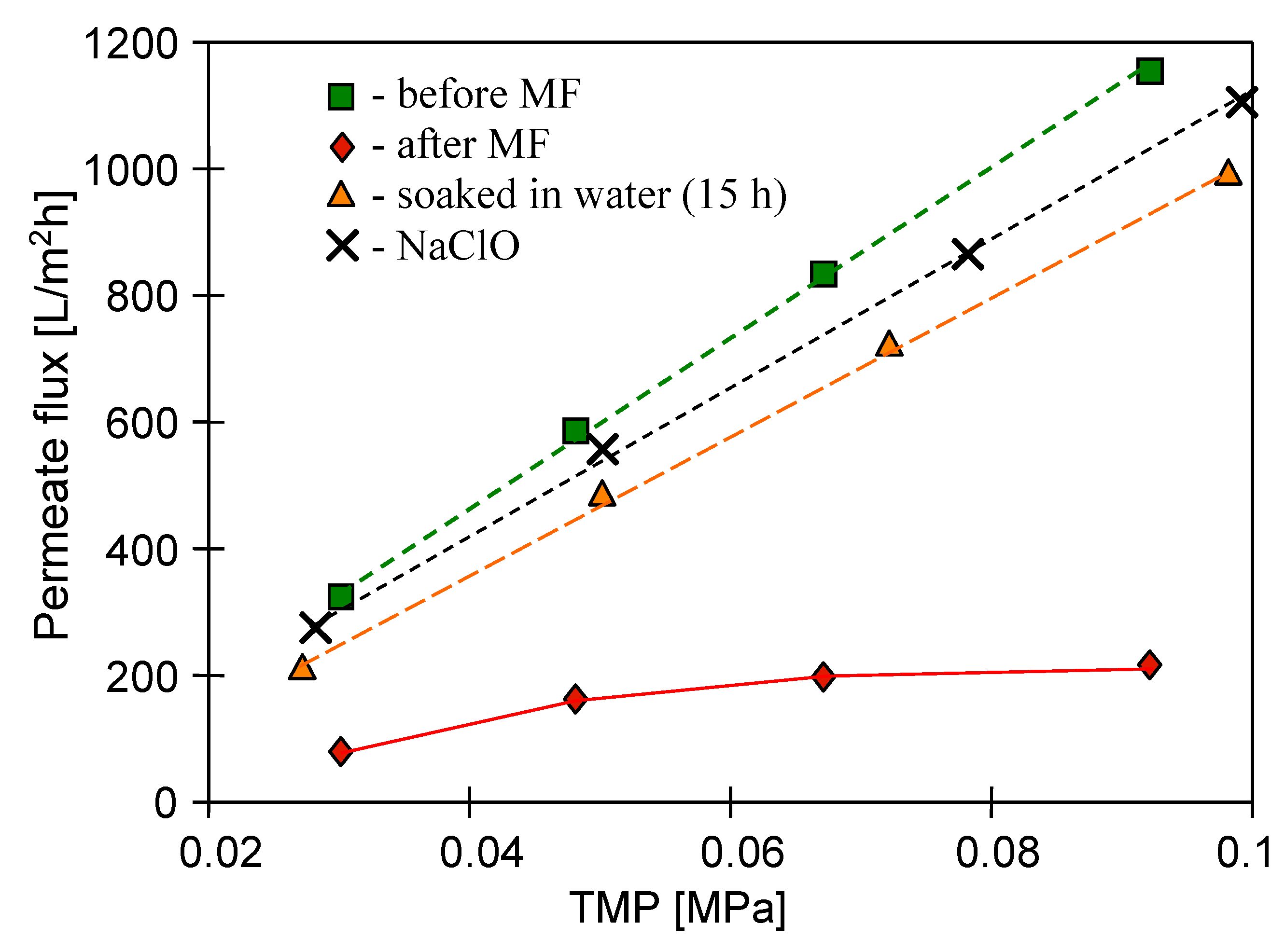
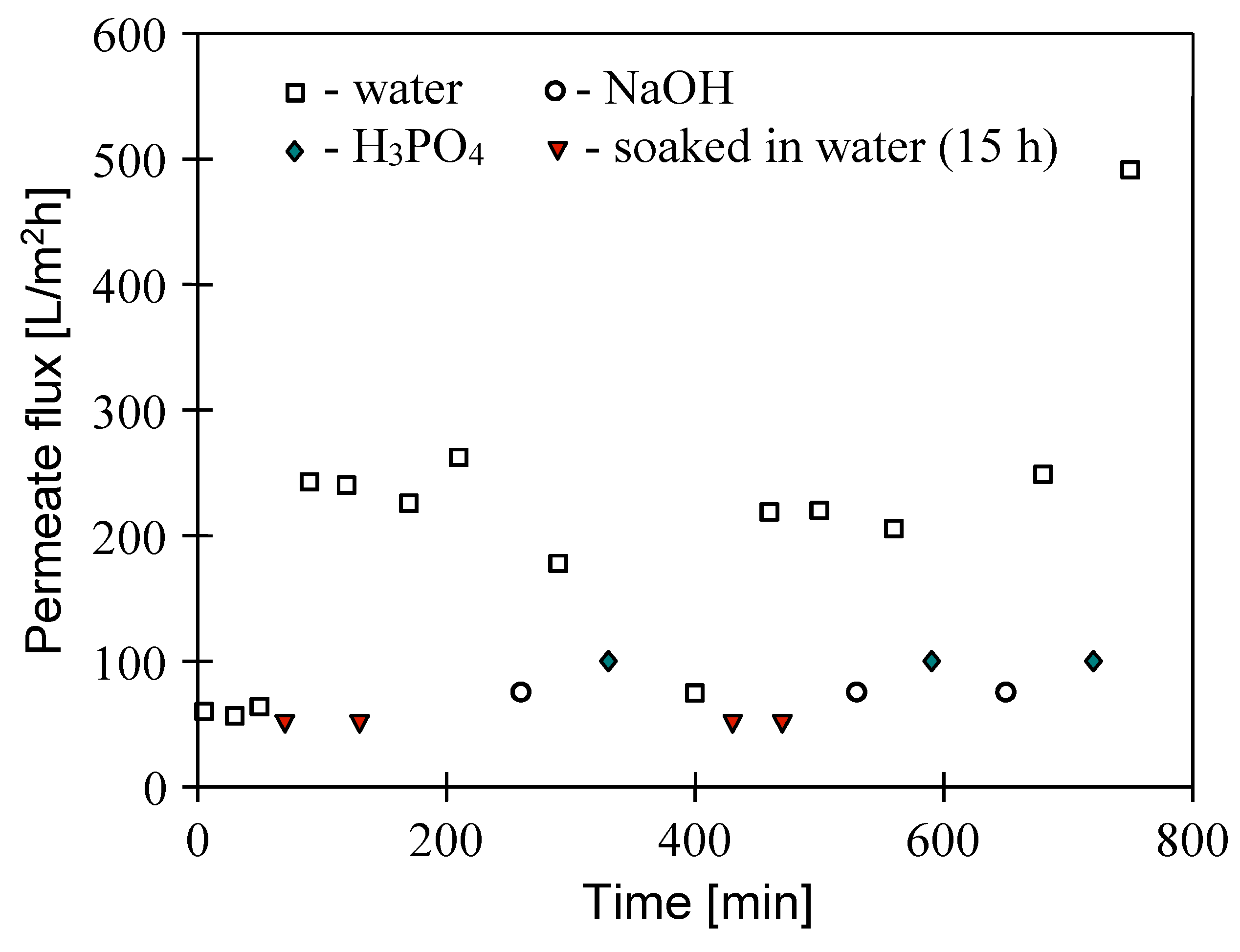
3.1. Membrane Characteristics
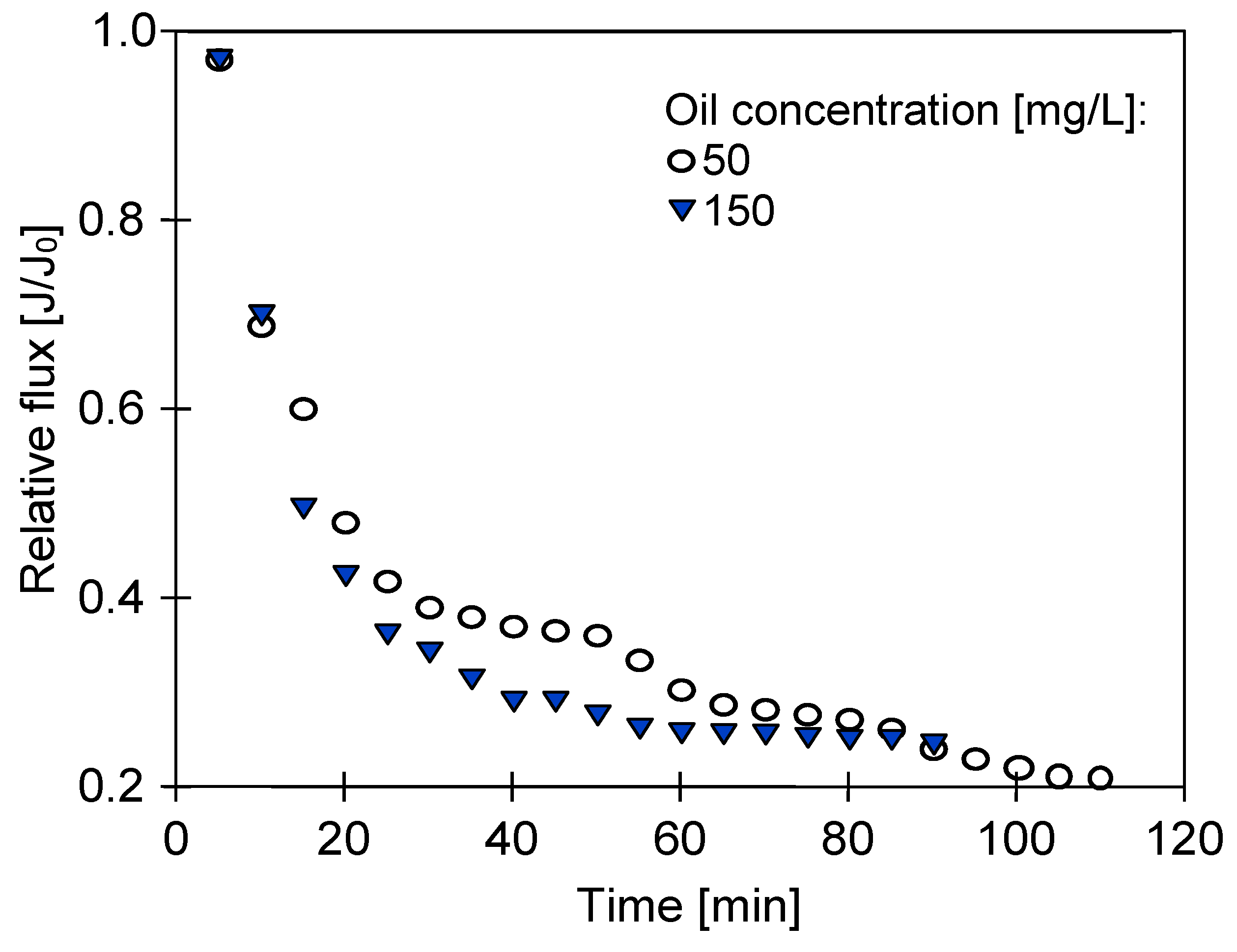
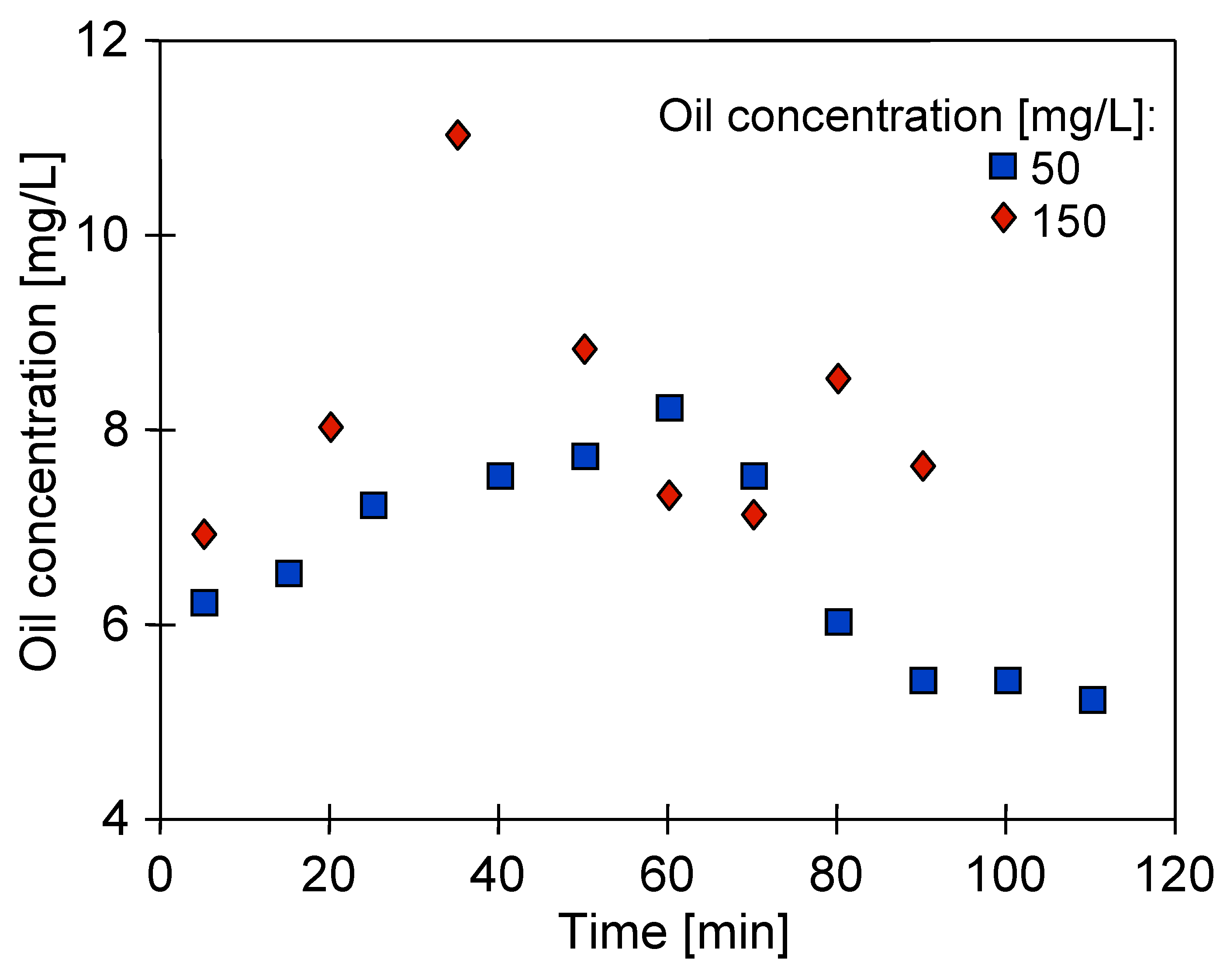
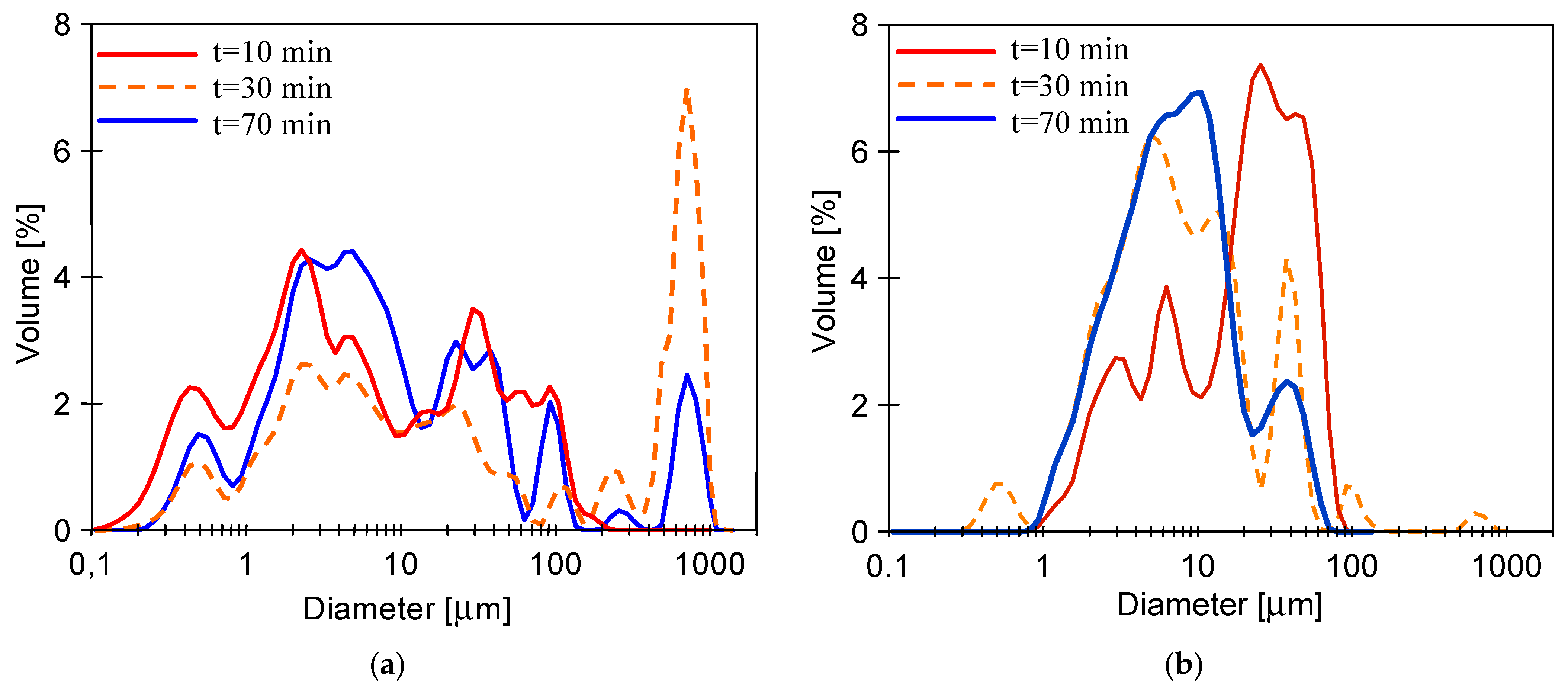
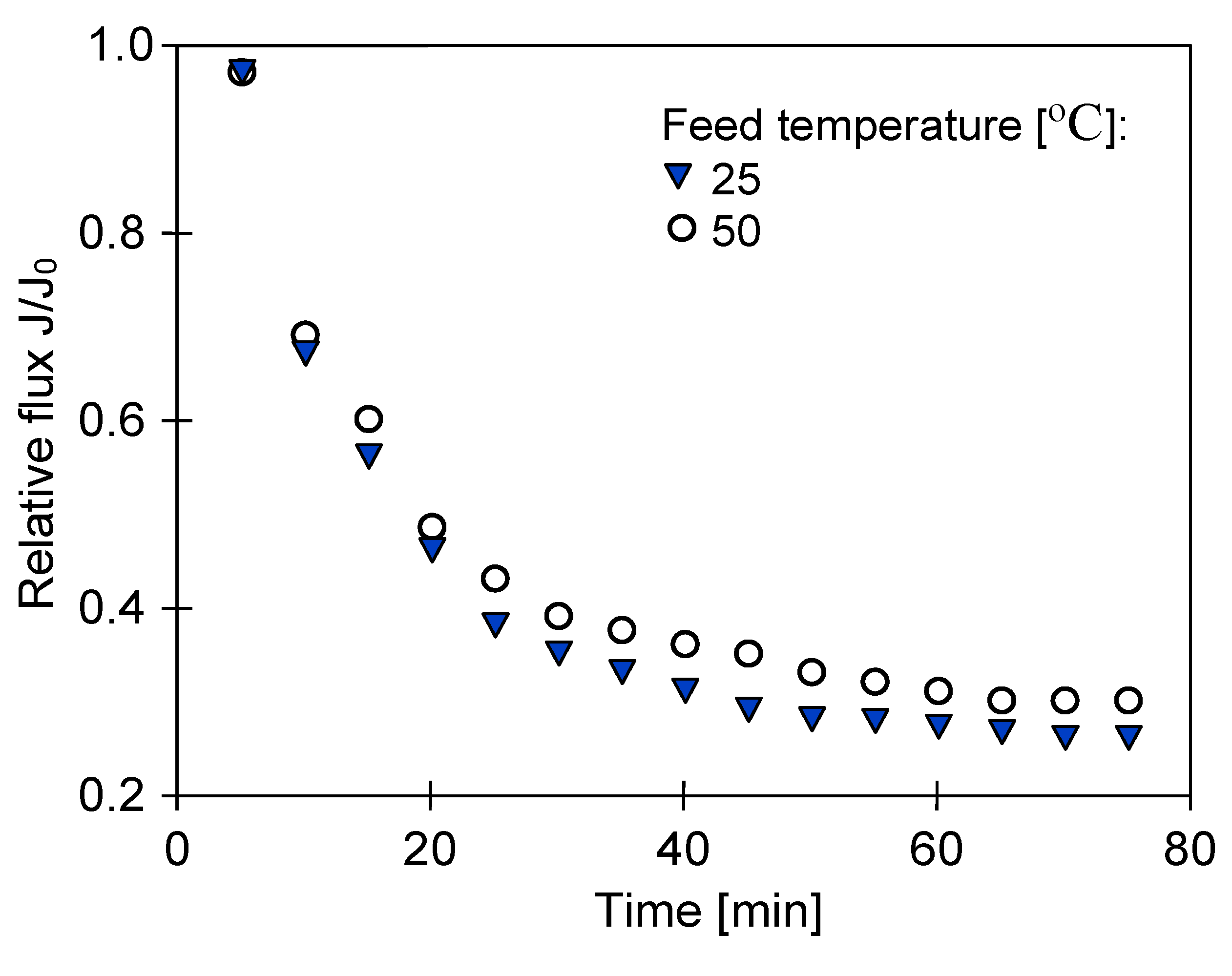
3.2. MF of Model Emulsions
3.3. MF of Real Oily Wastewaters
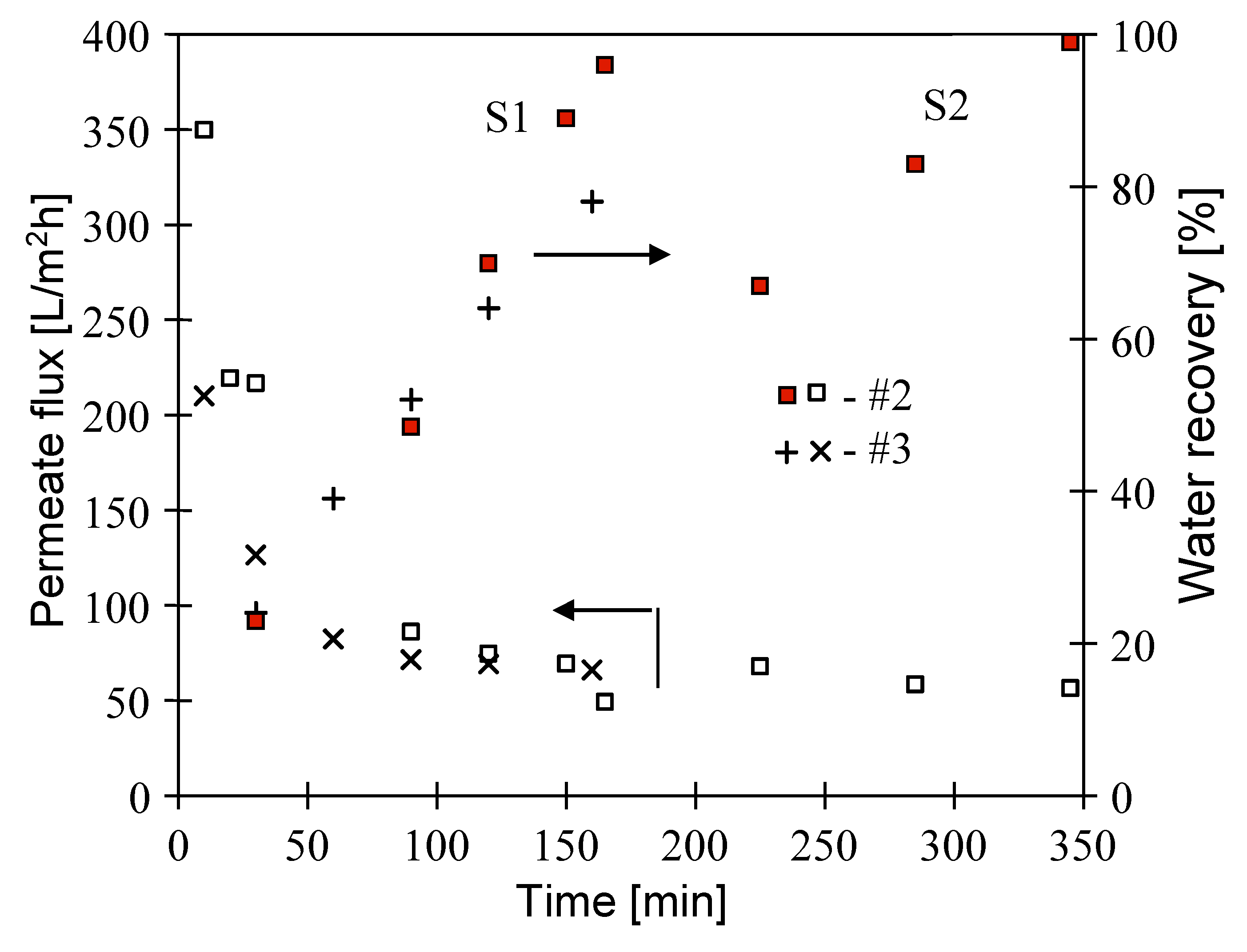
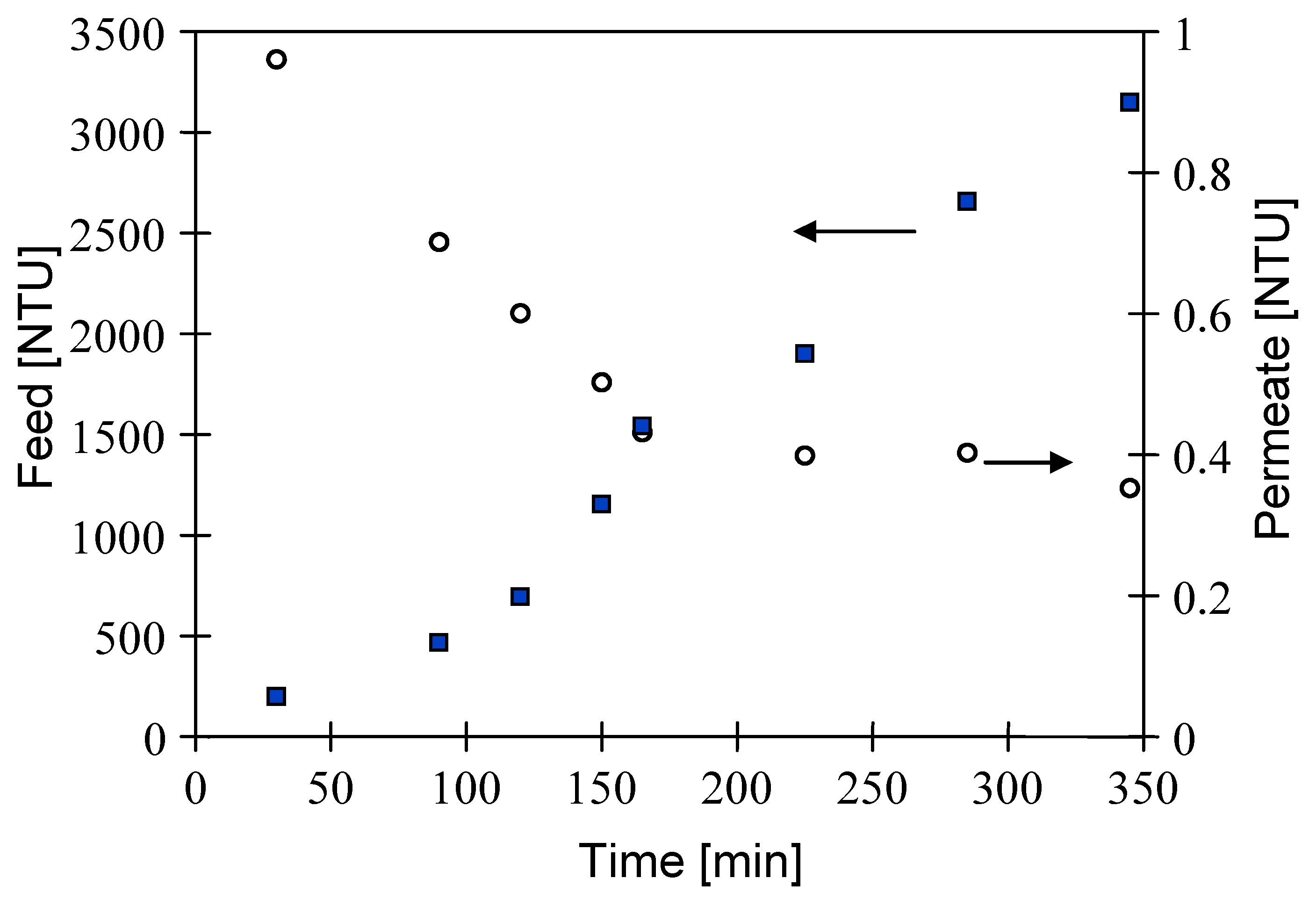
3.4. Long-Term MF of Real Oily Wastewaters
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Feed | CF (mg/L) | TMP (MPa) | VF (m/s) | T (°C) | Complete Blocking | Standard Blocking | Intermediate Blocking | Cake Formation |
|---|---|---|---|---|---|---|---|---|
| Oil-in-water emulsion | 50 | 0.05 | 0.5 | 22 | 0.8599 | 0.9178 | 0.9574 | 0.9790 |
| 150 | 0.05 | 0.5 | 22 | 0.7453 | 0.8047 | 0.8351 | 0.9244 | |
| 90 | 0.05 | 0.5 | 25 | 0.8238 | 0.8741 | 0.9140 | 0.9622 | |
| 90 | 0.05 | 0.5 | 50 | 0.8339 | 0.8823 | 0.9216 | 0.9704 | |
| Oily wastewater #1 | 90 | 0.05 | 0.5 | 22 | 0.5965 | 0.7345 | 0.8321 | 0.9434 |
| Oily wastewater #2 | 8 | 0.05 | 0.5 | 22 | 0.6611 | 0.6910 | 0.7023 | 0.8646 |
| Oily wastewater #3 | 21 | 0.05 | 0.5 | 22 | 0.6460 | 0.7003 | 0.7509 | 0.8362 |
| Oily wastewater #4—Series 1 | 13.3 | 0.05 | 0.5 | 22 | 0.4840 | 0.5862 | 0.6676 | 0.7469 |
| Oily wastewater #4—Series 2 | 13.3 | 0.05 | 0.5 | 22 | 0.7301 | 0.7518 | 0.7696 | 0.8006 |
| Oily wastewater #4—Series 3 | 13.3 | 0.05 | 0.5 | 22 | 0.6147 | 0.7743 | 0.7795 | 0.8339 |
References
- McLaughlin, C.; Falatko, D.; Danesi, R.; Albert, R. Characterizing Shipboard Bilgewater Effluent before and after Treatment. Envrion. Sci. Pollut. Res. 2014, 21, 5637–5652. [Google Scholar] [CrossRef]
- Tiselius, P.; Magnusson, K. Toxicity of Treated Bilge Water: The Need for Revised Regulatory Control. Mar. Pollut. Bull. 2017, 114, 860–866. [Google Scholar] [CrossRef]
- Walker, T.R.; Adebambo, O.; Del Aguila Feijoo, M.C.; Elhaimer, E.; Hossain, T.; Edwards, S.J.; Morrison, C.E.; Romo, J.; Sharma, N.; Taylor, S.; et al. Environmental Effects of Marine Transportation. In World Seas: An Environmental Evaluation; Elsevier: Amsterdam, The Netherlands, 2019; pp. 505–530. ISBN 978-0-12-805052-1. [Google Scholar]
- Han, M.; Zhang, J.; Chu, W.; Chen, J.; Zhou, G. Research Progress and Prospects of Marine Oily Wastewater Treatment: A Review. Water 2019, 11, 2517. [Google Scholar] [CrossRef]
- Behroozi, A.H.; Ataabadi, M.R. Improvement in Microfiltration Process of Oily Wastewater: A Comprehensive Review over Two Decades. J. Environ. Chem. Eng. 2021, 9, 104981. [Google Scholar] [CrossRef]
- Available online: www.imo.org (accessed on 22 February 2021).
- Available online: www.ospar.org (accessed on 22 February 2021).
- Garmsiri, E.; Rasouli, Y.; Abbasi, M.; Izadpanah, A.A. Chemical Cleaning of Mullite Ceramic Microfiltration Membranes Which Are Fouled during Oily Wastewater Treatment. J. Water Process Eng. 2017, 19, 81–95. [Google Scholar] [CrossRef]
- Gornati, R.; Maisano, M.; Pirrone, C.; Cappello, T.; Rossi, F.; Borgese, M.; Giannetto, A.; Cappello, S.; Mancini, G.; Bernardini, G.; et al. Mesocosm System to Evaluate BF-MBR Efficacy in Mitigating Oily Wastewater Discharges: An Integrated Study on Mytilus Galloprovincialis. Mar. Biotechnol. 2019, 21, 773–790. [Google Scholar] [CrossRef]
- Tanudjaja, H.J.; Hejase, C.A.; Tarabara, V.V.; Fane, A.G.; Chew, J.W. Membrane-Based Separation for Oily Wastewater: A Practical Perspective. Water Res. 2019, 156, 347–365. [Google Scholar] [CrossRef] [PubMed]
- Ebrahimi, M.; Ashaghi, K.S.; Engel, L.; Willershausen, D.; Mund, P.; Bolduan, P.; Czermak, P. Characterization and Application of Different Ceramic Membranes for the Oil-Field Produced Water Treatment. Desalination 2009, 245, 533–540. [Google Scholar] [CrossRef]
- Mueller, J. Crossflow Microfiltration of Oily Water. J. Membr. Sci. 1997, 129, 221–235. [Google Scholar] [CrossRef]
- Padaki, M.; Surya Murali, R.; Abdullah, M.S.; Misdan, N.; Moslehyani, A.; Kassim, M.A.; Hilal, N.; Ismail, A.F. Membrane Technology Enhancement in Oil–Water Separation. A Review. Desalination 2015, 357, 197–207. [Google Scholar] [CrossRef]
- Chakrabarty, B.; Ghoshal, A.K.; Purkait, M.K. Ultrafiltration of Stable Oil-in-Water Emulsion by Polysulfone Membrane. J. Membr. Sci. 2008, 325, 427–437. [Google Scholar] [CrossRef]
- Chakrabarty, B.; Ghoshal, A.K.; Purkait, M.K. Cross-Flow Ultrafiltration of Stable Oil-in-Water Emulsion Using Polysulfone Membranes. Chem. Eng. J. 2010, 165, 447–456. [Google Scholar] [CrossRef]
- Kalla, S. Use of Membrane Distillation for Oily Wastewater Treatment—A Review. J. Environ. Chem. Eng. 2021, 9, 104641. [Google Scholar] [CrossRef]
- Sun, C.; Leiknes, T.; Weitzenböck, J.; Thorstensen, B. Development of an Integrated Shipboard Wastewater Treatment System Using Biofilm-MBR. Sep. Purif. Technol. 2010, 75, 22–31. [Google Scholar] [CrossRef]
- Otitoju, T.A.; Ahmad, A.L.; Ooi, B.S. Polyvinylidene Fluoride (PVDF) Membrane for Oil Rejection from Oily Wastewater: A Performance Review. J. Water Process Eng. 2016, 14, 41–59. [Google Scholar] [CrossRef]
- Bolto, B.; Zhang, J.; Wu, X.; Xie, Z. A Review on Current Development of Membranes for Oil Removal from Wastewaters. Membranes 2020, 10, 65. [Google Scholar] [CrossRef] [PubMed]
- Masoudnia, K.; Raisi, A.; Aroujalian, A.; Fathizadeh, M. Treatment of Oily Wastewaters Using the Microfiltration Process: Effect of Operating Parameters and Membrane Fouling Study. Sep. Sci. Technol. 2013, 48, 1544–1555. [Google Scholar] [CrossRef]
- Shamaei, L.; Khorshidi, B.; Islam, M.A.; Sadrzadeh, M. Industrial Waste Lignin as an Antifouling Coating for the Treatment of Oily Wastewater: Creating Wealth from Waste. J. Clean. Prod. 2020, 256, 120304. [Google Scholar] [CrossRef]
- Cheryan, M.; Rajagopalan, N. Membrane Processing of Oily Streams. Wastewater Treatment and Waste Reduction. J. Membr. Sci. 1998, 151, 13–28. [Google Scholar] [CrossRef]
- Yan, L.; Hong, S.; Li, M.L.; Li, Y.S. Application of the Al2O3–PVDF Nanocomposite Tubular Ultrafiltration (UF) Membrane for Oily Wastewater Treatment and Its Antifouling Research. Sep. Purif. Technol. 2009, 66, 347–352. [Google Scholar] [CrossRef]
- Kong, J.; Li, K. Oil Removal from Oil-in-Water Emulsions Using PVDF Membranes. Sep. Purif. Technol. 1999, 16, 83–93. [Google Scholar] [CrossRef]
- Barambu, N.U.; Bilad, M.R.; Bustam, M.A.; Kurnia, K.A.; Othman, M.H.D.; Nordin, N.A.H.M. Development of Membrane Material for Oily Wastewater Treatment: A Review. Ain Shams Eng. J. 2020, S2090447920302355. [Google Scholar] [CrossRef]
- Obotey Ezugbe, E.; Rathilal, S. Membrane Technologies in Wastewater Treatment: A Review. Membranes 2020, 10, 89. [Google Scholar] [CrossRef] [PubMed]
- Yalcinkaya, F.; Boyraz, E.; Maryska, J.; Kucerova, K. A Review on Membrane Technology and Chemical Surface Modification for the Oily Wastewater Treatment. Materials 2020, 13, 493. [Google Scholar] [CrossRef]
- Huang, S.; Ras, R.H.A.; Tian, X. Antifouling Membranes for Oily Wastewater Treatment: Interplay between Wetting and Membrane Fouling. Curr. Opin. Colloid Interface Sci. 2018, 36, 90–109. [Google Scholar] [CrossRef]
- Anis, S.F.; Hashaikeh, R.; Hilal, N. Microfiltration Membrane Processes: A Review of Research Trends over the Past Decade. J. Water Process Eng. 2019, 32, 100941. [Google Scholar] [CrossRef]
- Tummons, E.; Han, Q.; Tanudjaja, H.J.; Hejase, C.A.; Chew, J.W.; Tarabara, V.V. Membrane Fouling by Emulsified Oil: A Review. Sep. Purif. Technol. 2020, 248, 116919. [Google Scholar] [CrossRef]
- Abadi, S.R.H.; Sebzari, M.R.; Hemati, M.; Rekabdar, F.; Mohammadi, T. Ceramic Membrane Performance in Microfiltration of Oily Wastewater. Desalination 2011, 265, 222–228. [Google Scholar] [CrossRef]
- Aloulou, H.; Aloulou, W.; Daramola, M.O.; Ben Amar, R. Silane-Grafted Sand Membrane for the Treatment of Oily Wastewater via Air Gap Membrane Distillation: Study of the Efficiency in Comparison with Microfiltration and Ultrafiltration Ceramic Membranes. Mater. Chem. Phys. 2021, 261, 124186. [Google Scholar] [CrossRef]
- Abbasi, M.; Reza Sebzari, M.; Mohammadi, T. Enhancement of Oily Wastewater Treatment by Ceramic Microfiltration Membranes Using Powder Activated Carbon. Chem. Eng. Technol. 2011, 34, 1252–1258. [Google Scholar] [CrossRef]
- Abbasi, M.; Mirfendereski, M.; Nikbakht, M.; Golshenas, M.; Mohammadi, T. Performance Study of Mullite and Mullite–Alumina Ceramic MF Membranes for Oily Wastewaters Treatment. Desalination 2010, 259, 169–178. [Google Scholar] [CrossRef]
- Abdalla, M.; Nasser, M.; Kayvani Fard, A.; Qiblawey, H.; Benamor, A.; Judd, S. Impact of Combined Oil-in-Water Emulsions and Particulate Suspensions on Ceramic Membrane Fouling and Permeability Recovery. Sep. Purif. Technol. 2019, 212, 215–222. [Google Scholar] [CrossRef]
- Hua, F.L.; Tsang, Y.F.; Wang, Y.J.; Chan, S.Y.; Chua, H.; Sin, S.N. Performance Study of Ceramic Microfiltration Membrane for Oily Wastewater Treatment. Chem. Eng. J. 2007, 128, 169–175. [Google Scholar] [CrossRef]
- Jafari, B.; Abbasi, M.; Hashemifard, S.A. Development of New Tubular Ceramic Microfiltration Membranes by Employing Activated Carbon in the Structure of Membranes for Treatment of Oily Wastewater. J. Clean. Prod. 2020, 244, 118720. [Google Scholar] [CrossRef]
- Vinoth Kumar, R.; Kumar Ghoshal, A.; Pugazhenthi, G. Elaboration of Novel Tubular Ceramic Membrane from Inexpensive Raw Materials by Extrusion Method and Its Performance in Microfiltration of Synthetic Oily Wastewater Treatment. J. Membr. Sci. 2015, 490, 92–102. [Google Scholar] [CrossRef]
- Nandi, B.K.; Uppaluri, R.; Purkait, M.K. Treatment of Oily Waste Water Using Low-Cost Ceramic Membrane: Flux Decline Mechanism and Economic Feasibility. Sep. Sci. Technol. 2009, 44, 2840–2869. [Google Scholar] [CrossRef]
- Nandi, B.K.; Moparthi, A.; Uppaluri, R.; Purkait, M.K. Treatment of Oily Wastewater Using Low Cost Ceramic Membrane: Comparative Assessment of Pore Blocking and Artificial Neural Network Models. Chem. Eng. Res. Des. 2010, 88, 881–892. [Google Scholar] [CrossRef]
- Rasouli, Y.; Abbasi, M.; Hashemifard, S.A. Fabrication, Characterization, Fouling Behavior and Performance Study of Ceramic Microfiltration Membranes for Oily Wastewater Treatment. J. Asian Ceram. Soc. 2019, 7, 476–495. [Google Scholar] [CrossRef]
- Zhang, Q.; Fan, Y.; Xu, N. Effect of the Surface Properties on Filtration Performance of Al2O3–TiO2 Composite Membrane. Sep. Purif. Technol. 2009, 66, 306–312. [Google Scholar] [CrossRef]
- Zhong, J.; Sun, X.; Wang, C. Treatment of Oily Wastewater Produced from Refinery Processes Using Flocculation and Ceramic Membrane Filtration. Sep. Purif. Technol. 2003, 32, 93–98. [Google Scholar] [CrossRef]
- Abbasi, M.; Sebzari, M.R.; Salahi, A.; Mirza, B. Modeling of Membrane Fouling and Flux Decline in Microfiltration of Oily Wastewater Using Ceramic Membranes. Chem. Eng. Commun. 2012, 199, 78–93. [Google Scholar] [CrossRef]
- Yu, X.; Zhong, Z.; Xing, W. Treatment of Vegetable Oily Wastewater Using an Integrated Microfiltration–Reverse Osmosis System. Water Sci. Technol. 2010, 61, 455–462. [Google Scholar] [CrossRef][Green Version]
- Chang, Q.; Zhou, J.; Wang, Y.; Liang, J.; Zhang, X.; Cerneaux, S.; Wang, X.; Zhu, Z.; Dong, Y. Application of Ceramic Microfiltration Membrane Modified by Nano-TiO2 Coating in Separation of a Stable Oil-in-Water Emulsion. J. Membr. Sci. 2014, 456, 128–133. [Google Scholar] [CrossRef]
- Lee, S.-H.; Chung, K.-C.; Shin, M.-C.; Dong, J.-I.; Lee, H.-S.; Auh, K.H. Preparation of Ceramic Membrane and Application to the Crossflow Microfiltration of Soluble Waste Oil. Mater. Lett. 2002, 52, 266–271. [Google Scholar] [CrossRef]
- Tummons, E.N.; Tarabara, V.V.; Chew, J.W.; Fane, A.G. Behavior of Oil Droplets at the Membrane Surface during Crossflow Microfiltration of Oil–Water Emulsions. J. Membr. Sci. 2016, 500, 211–224. [Google Scholar] [CrossRef]
- Li, L.; Ding, L.; Tu, Z.; Wan, Y.; Clausse, D.; Lanoisellé, J.-L. Recovery of Linseed Oil Dispersed within an Oil-in-Water Emulsion Using Hydrophilic Membrane by Rotating Disk Filtration System. J. Membr. Sci. 2009, 342, 70–79. [Google Scholar] [CrossRef]
- Wang, Y.; Chen, X.; Zhang, J.; Yin, J.; Wang, H. Investigation of Microfiltration for Treatment of Emulsified Oily Wastewater from the Processing of Petroleum Products. Desalination 2009, 249, 1223–1227. [Google Scholar] [CrossRef]
- Hu, B.; Scott, K. Microfiltration of Water in Oil Emulsions and Evaluation of Fouling Mechanism. Chem. Eng. J. 2008, 136, 210–220. [Google Scholar] [CrossRef]
- Salahi, A.; Gheshlaghi, A.; Mohammadi, T.; Madaeni, S.S. Experimental Performance Evaluation of Polymeric Membranes for Treatment of an Industrial Oily Wastewater. Desalination 2010, 262, 235–242. [Google Scholar] [CrossRef]
- Madaeni, S.S.; Gheshlaghi, A.; Rekabdar, F. Membrane Treatment of Oily Wastewater from Refinery Processes: Membrane Treatment of Oily Wastewater. Asia-Pac. J. Chem. Eng. 2013, 8, 45–53. [Google Scholar] [CrossRef]
- Daiminger, U.; Nitsch, W.; Plucinski, P.; Hoffmann, S. Novel Techniques for Oil/Water Separation. J. Membr. Sci. 1995, 7, 197–203. [Google Scholar] [CrossRef]
- Gorouhi, E.; Sadrzadeh, M.; Mohammadi, T. Microfiltration of Oily Wastewater Using PP Hydrophobic Membrane. Desalination 2006, 200, 319–321. [Google Scholar] [CrossRef]
- Vatai, G.N.; Krstic, D.M.; Koris, A.K.; Gáspár, I.L.; Tekic, M.N. Ultrafiltration of Oil-in-Water Emulsion: Comparison of Ceramic and Polymeric Membranes. Desalination Water Treat. 2009, 3, 162–168. [Google Scholar] [CrossRef]
- Bayat, A.; Mahdavi, H.R.; Kazemimoghaddam, M.; Mohammadi, T. Preparation and Characterization of γ-Alumina Ceramic Ultrafiltration Membranes for Pretreatment of Oily Wastewater. Desalination Water Treat. 2016, 57, 24322–24332. [Google Scholar] [CrossRef]
- Yang, C.; Zhang, G.; Xu, N.; Shi, J. Preparation and Application in Oil±water Separation of ZrO2/—-Al2O3 MF Membrane. J. Membr. Sci. 1998, 235–243. [Google Scholar] [CrossRef]
- Song, Q.; Qiu, L.; Qiu, Q.; Cheng, R. Development and Application of Ceramic Membrane in Oily Wastewater Treatment. In Proceedings of the 2017 6th International Conference on Energy and Environmental Protection (ICEEP 2017), Zhuhai, China, 29–30 June 2017; Atlantis Press: Zhuhai, China, 2017. [Google Scholar]
- Lobo, A.; Cambiella, Á.; Benito, J.M.; Pazos, C.; Coca, J. Ultrafiltration of Oil-in-Water Emulsions with Ceramic Membranes: Influence of PH and Crossflow Velocity. J. Membr. Sci. 2006, 278, 328–334. [Google Scholar] [CrossRef]
- Ismail, N.H.; Salleh, W.N.W.; Ismail, A.F.; Hasbullah, H.; Yusof, N.; Aziz, F.; Jaafar, J. Hydrophilic Polymer-Based Membrane for Oily Wastewater Treatment: A Review. Sep. Purif. Technol. 2020, 233, 116007. [Google Scholar] [CrossRef]
- Kaur, H.; Bulasara, V.K.; Gupta, R.K. Effect of Carbonates Composition on the Permeation Characteristics of Low-Cost Ceramic Membrane Supports. J. Ind. Eng. Chem. 2016, 44, 185–194. [Google Scholar] [CrossRef]
- Tabatabaei, S.; Carreau, P.; Ajji, A. Microporous Membranes Obtained from Polypropylene Blend Films by Stretching. J. Membr. Sci. 2008, 325, 772–782. [Google Scholar] [CrossRef]
- Himma, N.F.; Anisah, S.; Prasetya, N.; Wenten, I.G. Advances in Preparation, Modification, and Application of Polypropylene Membrane. J. Polym. Eng. 2016, 36, 329–362. [Google Scholar] [CrossRef]
- Li, P.; Zhang, M.; Zhai, Z.; Wang, M.; Li, P.; Hou, Y.; Jason Niu, Q. Precise Assembly of a Zeolite Imidazolate Framework on Polypropylene Support for the Fabrication of Thin Film Nanocomposite Reverse Osmosis Membrane. J. Membr. Sci. 2020, 612, 118412. [Google Scholar] [CrossRef]
- Li, R.; Liu, J.; Shi, A.; Luo, X.; Lin, J.; Zheng, R.; Fan, H.; Selasie, S.V.; Lin, H. A Facile Method to Modify Polypropylene Membrane by Polydopamine Coating via Inkjet Printing Technique for Superior Performance. J. Colloid Interface Sci. 2019, 552, 719–727. [Google Scholar] [CrossRef] [PubMed]
- Ariono, D.; Wardani, A.K. Modification and Applications of Hydrophilic Polypropylene Membrane. IOP Conf. Ser. Mater. Sci. Eng. 2017, 214, 012014. [Google Scholar] [CrossRef]
- Himma, N.F.; Wardani, A.K.; Wenten, I.G. Preparation of Superhydrophobic Polypropylene Membrane Using Dip-Coating Method: The Effects of Solution and Process Parameters. Polym. Plast. Technol. Eng. 2017, 56, 184–194. [Google Scholar] [CrossRef]
- García-Payo, M.C.; Izquierdo-Gil, M.A.; Fernández-Pineda, C. Wetting Study of Hydrophobic Membranes via Liquid Entry Pressure Measurements with Aqueous Alcohol Solutions. J. Colloid Interface Sci. 2000, 230, 420–431. [Google Scholar] [CrossRef]
- Tomczak, W.; Gryta, M. Application of Ultrafiltration Ceramic Membrane for Separation of Oily Wastewater Generated by Maritime Transportation. Sep. Purif. Technol. 2021, 261, 118259. [Google Scholar] [CrossRef]
- Salahi, A.; Abbasi, M.; Mohammadi, T. Permeate Flux Decline during UF of Oily Wastewater: Experimental and Modeling. Desalination 2010, 251, 153–160. [Google Scholar] [CrossRef]
- Noshadi, I.; Salahi, A.; Hemmati, M.; Rekabdar, F.; Mohammadi, T. Experimental and ANFIS Modeling for Fouling Analysis of Oily Wastewater Treatment Using Ultrafiltration: Membrane Fouling. Asia-Pac. J. Chem. Eng. 2013, 8, 527–538. [Google Scholar] [CrossRef]
- Poyai, T.; Khiewpuckdee, P.; Wongrueng, A.; Painmanakul, P.; Chawaloesphonsiya, N. Enhancement of Crossflow Ultrafiltration for the Treatment of Stabilized Oily Emulsions. Eng. J. 2019, 23, 15–27. [Google Scholar] [CrossRef]
- Rajasekhar, T.; Trinadh, M.; Veera Babu, P.; Sainath, A.V.S.; Reddy, A.V.R. Oil–Water Emulsion Separation Using Ultrafiltration Membranes Based on Novel Blends of Poly(Vinylidene Fluoride) and Amphiphilic Tri-Block Copolymer Containing Carboxylic Acid Functional Group. J. Membr. Sci. 2015, 481, 82–93. [Google Scholar] [CrossRef]
- Shi, L.; Lei, Y.; Huang, J.; Shi, Y.; Yi, K.; Zhou, H. Ultrafiltration of Oil-in-Water Emulsions Using Ceramic Membrane: Roles Played by Stabilized Surfactants. Colloids Surf. A Physicochem. Eng. Asp. 2019, 583, 123948. [Google Scholar] [CrossRef]
- Yi, X.S.; Yu, S.L.; Shi, W.X.; Wang, S.; Jin, L.M.; Sun, N.; Ma, C.; Sun, L.P. Separation of Oil/Water Emulsion Using Nano-Particle (TiO2/Al2O3) Modified PVDF Ultrafiltration Membranes and Evaluation of Fouling Mechanism. Water Sci. Technol. 2013, 67, 477–484. [Google Scholar] [CrossRef]
- Hermia, J. Constant Pressure Blocking Filtration Laws-Application to Power-Law Non-Newtonian Fluids. Trans. Inst. Chem. Eng. 1982, 60, 183–187. [Google Scholar]
- Li, C.; Song, C.; Tao, P.; Sun, M.; Pan, Z.; Wang, T.; Shao, M. Enhanced Separation Performance of Coal-Based Carbon Membranes Coupled with an Electric Field for Oily Wastewater Treatment. Sep. Purif. Technol. 2016, 168, 47–56. [Google Scholar] [CrossRef]
- Gryta, M.; Waszak, M.; Tomaszewska, M. Studies of Polypropylene Membrane Fouling during Microfiltration of Broth with Citrobacter Freundii Bacteria. Pol. J. Chem. Technol. 2015, 17, 56–64. [Google Scholar] [CrossRef]
- Gryta, M.; Tomczak, W. Microfiltration of Post-Fermentation Broth with Backflushing Membrane Cleaning. Chem. Pap. 2015, 69. [Google Scholar] [CrossRef]























| Oily Wastewater | TDS (g/L) | Conductivity (mS/cm) | pH | NTU | NTU 5d 1 | Oil (mg/L) |
|---|---|---|---|---|---|---|
| #1 | 3208 | 6.08 | 7.73 | 132.0 | 53.8 | 90.0 |
| #2 | 6647 | 11.82 | 7.40 | 354.0 | 56.3 | 8.0 |
| #3 | 6612 | 11.60 | 7.10 | 585.0 | 87.3 | 21.0 |
| #4 | 4782 | 12.30 | 8.20 | 25.2 | 12.6 | 13.3 |
| Stage | Medium | t (h) | TMP (MPa) | J * (L/m2h) |
|---|---|---|---|---|
| 1 | isopropanol | 0.5 | 0.05 | 1500 |
| 2 | water | 1.0 | 0.08 | 1200 |
| 3 | isopropanol | 0.5 | 0.05 | 1420 |
| 4 | water (membrane soaked) | 22.0 | 0 | 460 |
| 5 | NaClO | 0.1 | 0.05 | 580 |
| 6 | water | 6.0 | 0.08 | 470 |
| 7 | water (membrane soaked) | 20.0 | 0 | 380 |
| 8 | NaClO | 0.1 | 0.05 | 590 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tomczak, W.; Gryta, M. Application of Capillary Polypropylene Membranes for Microfiltration of Oily Wastewaters: Experiments and Modeling. Fibers 2021, 9, 35. https://doi.org/10.3390/fib9060035
Tomczak W, Gryta M. Application of Capillary Polypropylene Membranes for Microfiltration of Oily Wastewaters: Experiments and Modeling. Fibers. 2021; 9(6):35. https://doi.org/10.3390/fib9060035
Chicago/Turabian StyleTomczak, Wirginia, and Marek Gryta. 2021. "Application of Capillary Polypropylene Membranes for Microfiltration of Oily Wastewaters: Experiments and Modeling" Fibers 9, no. 6: 35. https://doi.org/10.3390/fib9060035
APA StyleTomczak, W., & Gryta, M. (2021). Application of Capillary Polypropylene Membranes for Microfiltration of Oily Wastewaters: Experiments and Modeling. Fibers, 9(6), 35. https://doi.org/10.3390/fib9060035