
Reinforcement of Flexural Members with Basalt Fiber Mortar


 ,
,  ,
,  and
and
Abstract
1. Introduction
- -
- the presence in the existing methods of calculating the bearing capacity of flexural members, reinforced by the build-up of the compressed zone of concrete with various methods of processing the surface of old concrete, a large number of assumptions and empiricism with static and dynamic loading;
- -
- insufficient knowledge of the compatibility of the work of old and new concrete, with different methods of processing the surface of the reinforcement structure, during bending; the values of abrasion of the reinforcement layer have not been practically investigated, which is the most important characteristic for layered elements that perceive flexural stresses;
- -
- the need for further development of methods for calculating the bearing capacity of bent reinforced concrete elements when reinforcing structural elements by increasing the compressed concrete zone.
2. Materials and Methods
2.1. Methods
2.2. Materials
2.3. Mix Design
3. Results and Discussion
3.1. Creation of an Analysis Model
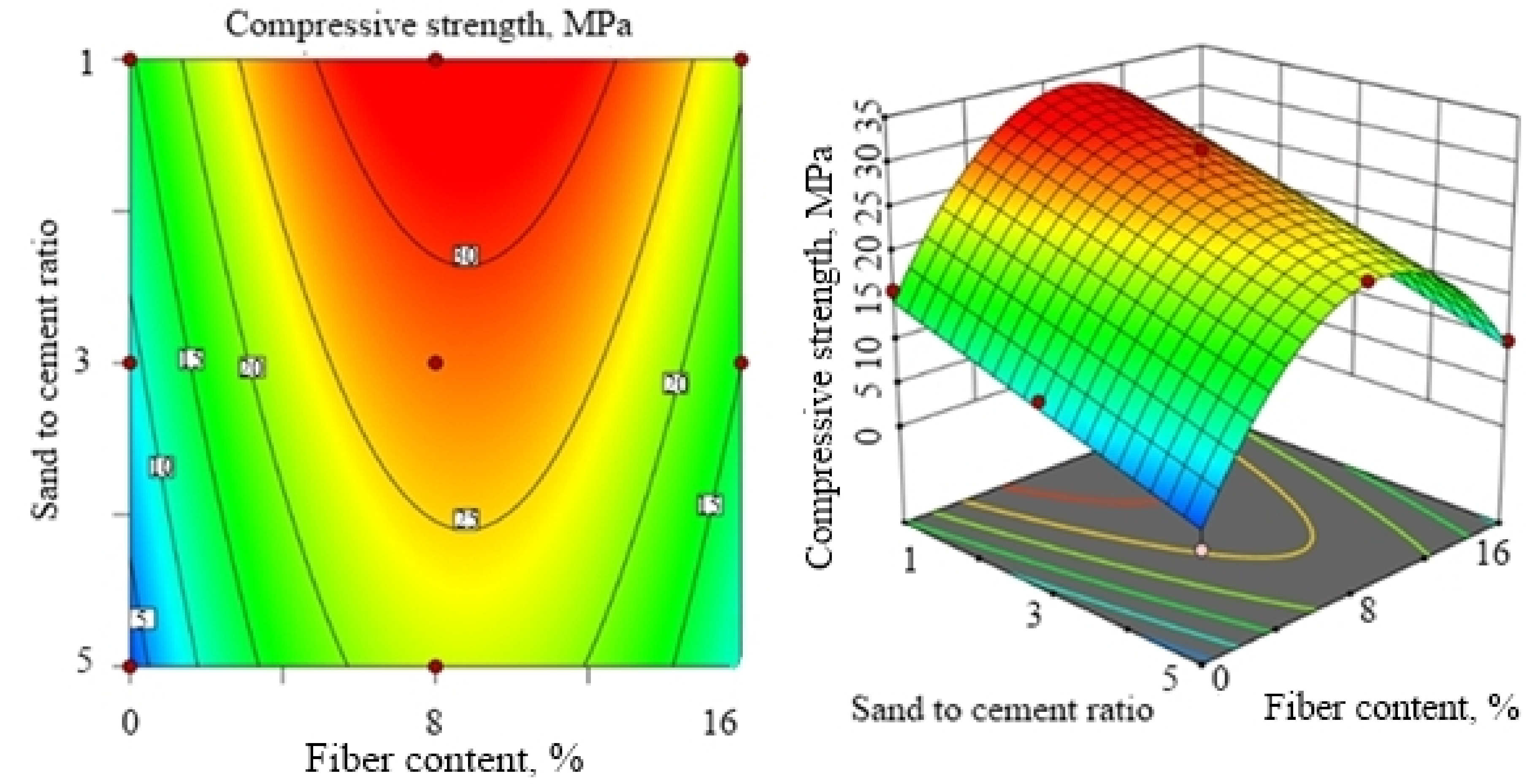
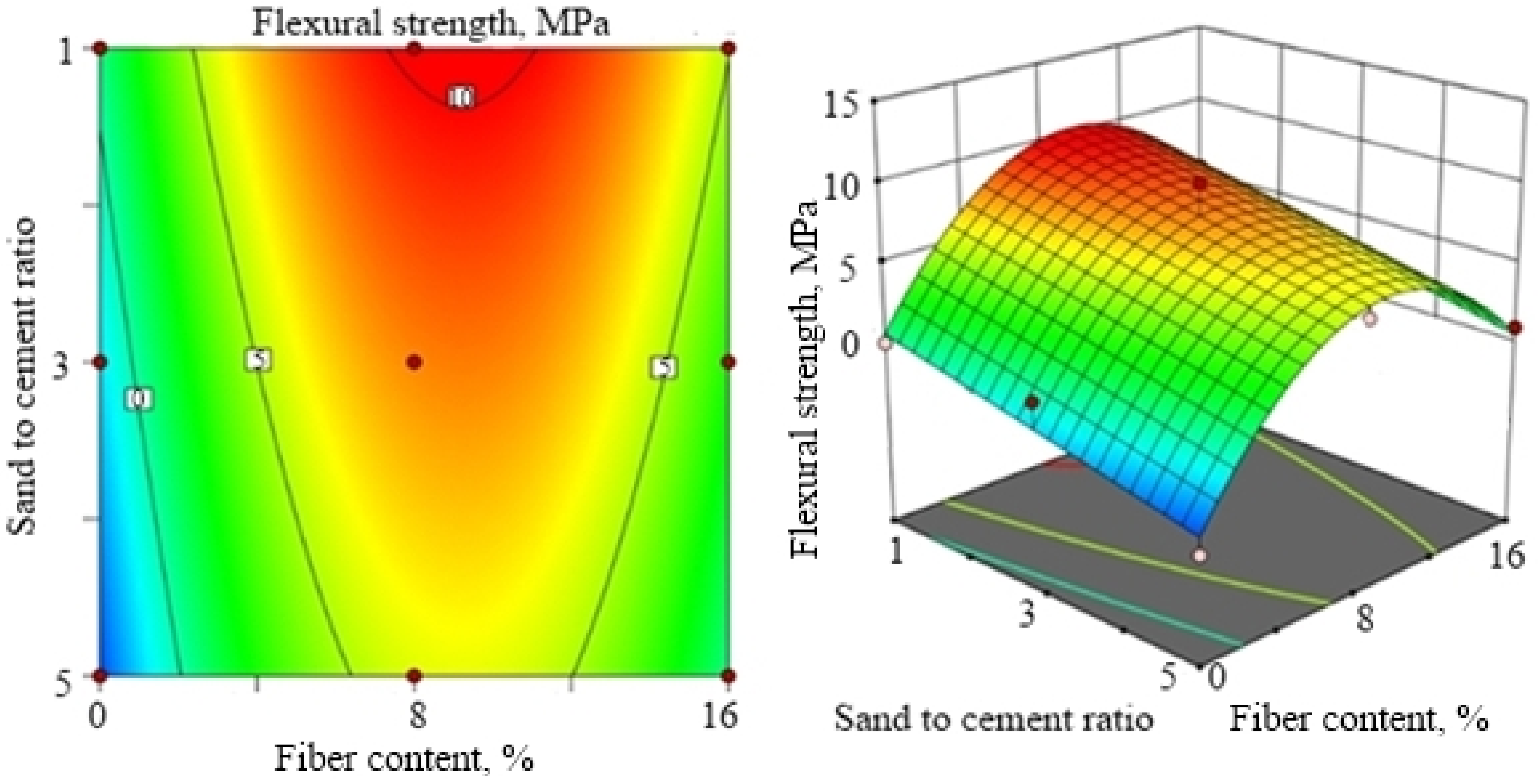
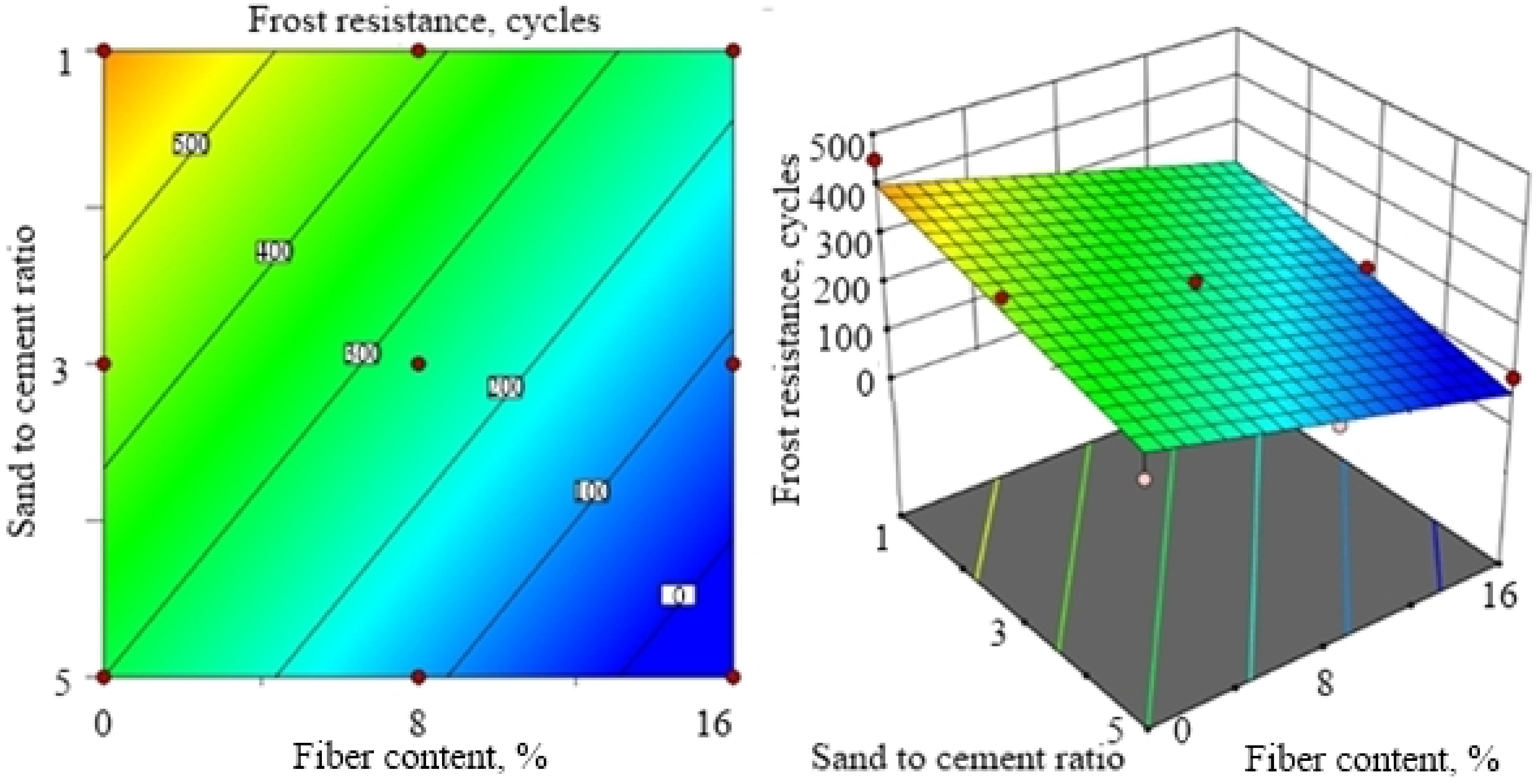
3.2. Experimental Part
- Compressive strength (Figure 4)
- Flexural strength (Figure 5)
- Frost resistance (Figure 6)
- Abrasion (Figure 7)
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Betti, M.; Galano, L.; Vignoli, A. Comparative analysis on the seismic behaviour of unreinforced masonry buildings with flexible diaphragms. Eng. Struct. 2014, 61, 195–208. [Google Scholar] [CrossRef]
- Tolstoy, A.D.; Lesovik, V.S.; Glagolev, E.S.; Krymova, A.I. Synergetics of hardening construction systems. IOP Conf. Ser. Mater. Sci. Eng. 2018, 327, 032056. [Google Scholar] [CrossRef]
- Ayzenshtadt, A.; Lesovik, V.; Frolova, M.; Tutygin, A.; Danilov, V. Nanostructured Wood Mineral Composite. Procedia Eng. 2015, 117, 45–51. [Google Scholar] [CrossRef]
- Karpov, D. The algorithm of complex diagnostics of technical condition of building structures on thermograms analysis. Constr. Mater. Prod. 2020. [Google Scholar] [CrossRef]
- Monaldo, E.; Nerilli, F.; Vairo, G. Basalt-based fiber-reinforced materials and structural applications in civil engineering. Compos. Struct. 2019, 214, 246–263. [Google Scholar] [CrossRef]
- Penttila, H.; Rajala, M.; Freese, S. Building Information Modelling of Modern Historic Buildings. In Proceedings of the Predicting the Future, 25th eCAADe Konferansı, Frankfurt am Main, Germany, 26–29 September 2007. [Google Scholar]
- Birjukov, A.; Bolotin, S. Construction of Temporary Accommodation Camp and Selection of Optimal Type of Building. Appl. Mech. Mater. 2015, 725–726, 105–110. [Google Scholar] [CrossRef]
- Raczkiewicz, W.; Wójcicki, A. Implementation and usage aspects for floors in the residential houses. E3S Web Conf. 2018, 49, 00085. [Google Scholar] [CrossRef]
- Semančík, M. Mausoleum in Horné Obdokovce. Archit. Urban. 2007, 41, 55–64. [Google Scholar]
- Al-Qaraghuli, H.; Alsayed, Y.; Almoghazy, A. Postwar City: Importance of Recycling Construction and Demolition Waste. IOP Conf. Ser. Mater. Sci. Eng. 2017, 245, 82062. [Google Scholar] [CrossRef]
- Fediuk, R.; Smoliakov, A.; Stoyushko, N. Increase in composite binder activity. IOP Conf. Ser. Mater. Sci. Eng. 2016, 156, 012042. [Google Scholar] [CrossRef]
- Lesovik, V.; Voronov, V.; Glagolev, E.; Fediuk, R.; Alaskhanov, A.; Amran, Y.M.; Murali, G.; Baranov, A. Improving the behaviors of foam concrete through the use of composite binder. J. Build. Eng. 2020, 31, 101414. [Google Scholar] [CrossRef]
- Fediuk, R.S.; Lesovik, V.S.; Liseitsev, Y.L.; Timokhin, R.A.; Bituyev, A.V.; Zaiakhanov, M.Y.; Mochalov, A.V. Composite binders for concretes with improved shock resistance. Mag. Civ. Eng. 2019, 85, 28–38. [Google Scholar] [CrossRef]
- Fediuk, R.S. Mechanical Activation of Construction Binder Materials by Various Mills. IOP Conf. Ser. Mater. Sci. Eng. 2016, 125, 012019. [Google Scholar] [CrossRef]
- Fediuk, R.; Pak, A.; Kuzmin, D. Fine-Grained Concrete of Composite Binder. IOP Conf. Ser. Mater. Sci. Eng. 2017, 262, 012025. [Google Scholar] [CrossRef]
- Chernysheva, N.V.; Lesovik, V.S.; Drebezgova, M.Y.; Shatalova, S.V.; Alaskhanov, A.H. Composite Gypsum Binders with Silica-containing Additives. IOP Conf. Ser. Mater. Sci. Eng. 2018, 327, 032015. [Google Scholar] [CrossRef]
- Haridharan, M.K.; Matheswaran, S.; Murali, G.; Abid, S.R.; Fediuk, R.; Mugahed Amran, Y.H.; Abdelgader, H.S. Impact response of two-layered grouted aggregate fibrous concrete composite under falling mass impact. Constr. Build. Mater. 2020, 263, 120628. [Google Scholar] [CrossRef]
- Aghdasi, P.; Ostertag, C.P. Tensile fracture characteristics of Green Ultra-High Performance Fiber-Reinforced Concrete (G-UHP-FRC) with longitudinal steel reinforcement. Cem. Concr. Compos. 2020, 114, 103749. [Google Scholar] [CrossRef]
- Taheri, M.; Barros, J.A.; Salehian, H. Integrated approach for the prediction of crack width and spacing in flexural FRC members with hybrid reinforcement. Eng. Struct. 2020, 209, 110208. [Google Scholar] [CrossRef]
- Attar, H.S.; Esfahani, M.R.; Ramezani, A. Experimental investigation of flexural and shear strengthening of RC beams using fiber-reinforced self-consolidating concrete jackets. Structures 2020, 27, 46–53. [Google Scholar] [CrossRef]
- Katz, A. Properties of concrete made with recycled aggregate from partially hydrated old concrete. Cem. Concr. Res. 2003, 33, 703–711. [Google Scholar] [CrossRef]
- Fediuk, R.; Yushin, A. Composite binders for concrete with reduced permeability. IOP Conf. Ser. Mater. Sci. Eng. 2016, 116, 012021. [Google Scholar] [CrossRef]
- Fediuk, R.S.; Ibragimov, R.A.; Lesovik, V.S.; Pak, A.A.; Krylov, V.V.; Poleschuk, M.M.; Stoyushko, N.Y.; Gladkov, N.A. Processing equipment for grinding of building powders. IOP Conf. Ser. Mater. Sci. Eng. 2018, 327, 042029. [Google Scholar] [CrossRef]
- Feduik, R. Reducing permeability of fiber concrete using composite binders. Spec. Top. Rev. Porous Media 2018, 9, 79–89. [Google Scholar] [CrossRef]
- Rackauskaite, E.; El-Rimawi, J. A Study on the Effect of Compartment Fires on the Behaviour of Multi-Storey Steel Framed Structures. Fire Technol. 2015, 51, 867–886. [Google Scholar] [CrossRef]
- Bhoir, A.S.; Patil, S.P. Effect of post-installed rebar connection on concrete structure. Int. J. Sci. Technol. Res. 2019, 8, 1045–1050. [Google Scholar]
- Martinola, G.; Meda, A.; Plizzari, G.A.; Rinaldi, Z. Strengthening and repair of RC beams with fiber reinforced concrete. Cem. Concr. Compos. 2010, 32, 731–739. [Google Scholar] [CrossRef]
- Lukuttsova, N. Water films (nanofilms) in cement concrete deformations. Int. J. Appl. Eng. Res. 2015, 10, 35120–35124. [Google Scholar]
- Motter, C.J.; Abdullah, S.A.; Wallace, J.W. Reinforced Concrete Structural Walls without Special Boundary Elements. ACI Struct. J. 2018, 115, 723–733. [Google Scholar] [CrossRef]
- Klyuev, S.V.; Klyuev, A.V.; Khezhev, T.A.; Pukharenko, Y.V. High-strength fine-grained fiber concrete with combined reinforcement by fiber. J. Eng. Appl. Sci. 2018, 13, 6407–6412. [Google Scholar] [CrossRef]
- Afroughsabet, V.; Ozbakkaloglu, T. Mechanical and durability properties of high-strength concrete containing steel and polypropylene fibers. Constr. Build. Mater. 2015, 94, 73–82. [Google Scholar] [CrossRef]
- Klyuev, S.V.; Klyuev, A.V.; Shorstova, E. Fiber Concrete for 3-D Additive Technologies. Mater. Sci. Forum 2019, 974, 367–372. [Google Scholar] [CrossRef]
- Frazão, C.; Camões, A.; Barros, J.; Gonçalves, D. Durability of steel fiber reinforced self-compacting concrete. Constr. Build. Mater. 2015, 80, 155–166. [Google Scholar] [CrossRef]
- Niaki, M.H.; Fereidoon, A.; Ahangari, M.G. Experimental study on the mechanical and thermal properties of basalt fiber and nanoclay reinforced polymer concrete. Compos. Struct. 2018, 191, 231–238. [Google Scholar] [CrossRef]
- Feduik, R.S.; Smoliakov, A.K.; Timokhin, R.A.; Batarshin, V.O.; Yevdokimova, Y.G. Using thermal power plants waste for building materials. IOP Conf. Ser. Earth Environ. Sci. 2017, 87, 092010. [Google Scholar] [CrossRef]
- Ragavendra, S.; Reddy, I.P.; Dongre, A. Fibre Reinforced Concrete—A Case Study. In Proceedings of the 33rd National Convention of Architectural Engineers and National Seminar on “Architectural Engineering Aspect for Sustainable Building Envelopes” ArchEn, BuilEn-2017, by Institution of Engineers Indian in Association with Indian Association of Structural Engineers at: Institution of Engineers Khairatabad, Khairtabad, India, 10–11 November 2017. [Google Scholar]
- Safdar, M.; Matsumoto, T.; Kakuma, K. Flexural behavior of reinforced concrete beams repaired with ultra-high performance fiber reinforced concrete (UHPFRC). Compos. Struct. 2016, 157, 448–460. [Google Scholar] [CrossRef]
- Sim, J.; Park, C.; Moon, D.Y. Characteristics of basalt fiber as a strengthening material for concrete structures. Compos. Part B Eng. 2005, 36, 504–512. [Google Scholar] [CrossRef]
- High, C.; Seliem, H.M.; El-Safty, A.; Rizkalla, S.H. Use of basalt fibers for concrete structures. Constr. Build. Mater. 2015, 96, 37–46. [Google Scholar] [CrossRef]
- Farzad, M.; Shafieifar, M.; Azizinamini, A. Experimental and numerical study on bond strength between conventional concrete and Ultra High-Performance Concrete (UHPC). Eng. Struct. 2019, 186, 297–305. [Google Scholar] [CrossRef]
- Zhu, D.; Liu, S.; Yao, Y.; Li, G.; Du, Y.; Shi, C. Effects of short fiber and pre-tension on the tensile behavior of basalt textile reinforced concrete. Cem. Concr. Compos. 2019, 96, 33–45. [Google Scholar] [CrossRef]
- Burkeev, D.O.; Romanova, A.I.; Murafa, A.A.; Maksimchuk, O.V.; Voronin, A.V. Improving the efficiency and mobility of urban housing maintenance services. IOP Conf. Ser. Mater. Sci. Eng. 2020, 786, 012028. [Google Scholar] [CrossRef]
- Carette, J.; Staquet, S. Monitoring and modelling the early age and hardening behaviour of eco-concrete through continuous non-destructive measurements: Part II. Mechanical behaviour. Cem. Concr. Compos. 2016, 73, 1–9. [Google Scholar] [CrossRef]
- Sorelli, L.G.; Meda, A.; Plizzari, G.A. Steel fiber concrete slabs on ground: A structural matter. ACI Struct. J. 2006, 103, 551–558. [Google Scholar] [CrossRef]
- Zhu, Y.; Zhang, Y.X. Nonlinear finite element analyses of FRP-reinforced concrete slabs using a new layered composite plate element. Comput. Mech. 2010, 46, 417–430. [Google Scholar] [CrossRef]
- Vecchio, F.; Tata, M. Approximate analyses of reinforced concrete slabs. Struct. Eng. Mech. 1999, 8, 1–18. [Google Scholar] [CrossRef]
- Adamczyk, W.P.; Górski, M.; Ostrowski, Z.; Bialecki, R.; Kruczek, G.; Przybyła, G.; Krzywon, R.; Bialozor, R. Application of numerical procedure for thermal diagnostics of the delamination of strengthening material at concrete construction. Int. J. Numer. Methods Heat Fluid Flow 2019, 30, 2655–2668. [Google Scholar] [CrossRef]
- Regelink, I.C.; Stoof, C.R.; Rousseva, S.; Weng, L.; Lair, G.J.; Kram, P.; Nikolaidis, N.P.; Kercheva, M.; Banwart, S.; Comans, R.N. Linkages between aggregate formation, porosity and soil chemical properties. Geoderma 2015, 247–248, 24–37. [Google Scholar] [CrossRef]
- Poon, C.; Shui, Z.; Lam, L. Effect of microstructure of ITZ on compressive strength of concrete prepared with recycled aggregates. Constr. Build. Mater. 2004, 18, 461–468. [Google Scholar] [CrossRef]
- Klyuyev, S.V.; Klyuyev, A.V.; Sopin, D.M.; Netrebenko, A.V.; Kazlitin, S.A. Heavy loaded floors based on fine-grained fiber concrete. Mag. Civ. Eng. 2013, 38, 7–14. [Google Scholar] [CrossRef]
- Usanova, K.; Barabanshchikov, Y.G. Cold-bonded fly ash aggregate concrete. Mag. Civ. Eng. 2020, 95, 104–118. [Google Scholar] [CrossRef]
- Petrovna, L.N.; Germanovna, L.I.; Gennadievich, K.E. High-Performance Fine Concrete Modified with Nano-Dispersion Additive. Int. J. Appl. Eng. Res. 2014, 9, 16725–16731. [Google Scholar]
- Salamanova, M.; Bataev, D.; Uzayeva, A.; Gacayev, Z. Recipes of Knitting Systems Alkaline Activation Using Natural Raw Materials of the Chechen Republic. Mater. Sci. Forum 2020, 1011, 1–7. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Portland Cement Mc | Sand Ms | BF Mf | Water Mw |
|---|---|---|---|
| 472.1 | 1416.3 | 113.3 | 198.3 |
| Tensile strength, MPa | 197.1 |
| Fiber diameter, mm | 165 × 10−3 |
| Fiber length, mm | 110 ± 2.5 |
| Elastic modulus, GPa | 75 |
| Elongation ratio, % | 3.2 |
| Melting temperature, °C | 1450 |
| Resistant to alkalis and corrosion | high |
| Density, kg/m3 | 2750 |
| Mix ID | Planning Matrix | ||
|---|---|---|---|
| Sand to Cement Ratio Ms/Mc | Water to Cement Ratio Mw/Mc | Content of Basalt Fiber μs | |
| 1 | 5 | 0.70 | 16 |
| 2 | 1 | 0.70 | 16 |
| 3 | 5 | 0.40 | 16 |
| 4 | 1 | 0.40 | 16 |
| 5 | 5 | 0.70 | 0 |
| 6 | 1 | 0.70 | 0 |
| 7 | 5 | 0.40 | 0 |
| 8 | 1 | 0.40 | 0 |
| 9 | 5 | 0.55 | 8 |
| 10 | 1 | 0.55 | 8 |
| 11 | 3 | 0.70 | 8 |
| 12 | 3 | 0.40 | 8 |
| 13 | 3 | 0.55 | 16 |
| 14 | 3 | 0.55 | 0 |
| 15 | 3 | 0.55 | 8 |
| 16 | 3 | 0.55 | 8 |
| 17 | 3 | 0.55 | 8 |
| Mix ID | Mix Stiffness According to the Russian Standard GOST 10181.1-81 tq, s | Duration of Vibration Treatment of the Mix t, s | Ratio between the Duration of Vibration Treatment of the Mix and Its Stiffness t/tq |
|---|---|---|---|
| 1 | <4 | - | - |
| 2 | 44 | 111 | 2.52 |
| 3 | 6 | 15 | 2.50 |
| 4 | 37 | 94 | 2.54 |
| 5 | <4 | - | - |
| 6 | 26 | 66 | 2.54 |
| 7 | 5 | 12 | 2.40 |
| 8 | 38 | 94 | 2.47 |
| 9 | <4 | - | - |
| 10 | 42 | 104 | 2.48 |
| 11 | 8 | 20 | 2.50 |
| 12 | 34 | 86 | 2.53 |
| 13 | 28 | 69 | 2.46 |
| 14 | 24 | 62 | 2.58 |
| 15 | 21 | 53 | 2.52 |
| 16 | 20 | 50 | 2.50 |
| 17 | 22 | 55 | 2.50 |
| Mix ID | Flexural Strength, MPa | Compressive Strength, MPa | Frost Resistance, Cycles | Abrasion, g/cm2 |
|---|---|---|---|---|
| 1 | 5.3 | 10.4 | 21 | 0.301 |
| 2 | 9.6 | 28.9 | 279 | 0.062 |
| 3 | 2.4 | 4.1 | 41 | 0.585 |
| 4 | 8.8 | 38.9 | 295 | 0.099 |
| 5 | 2.8 | 15.7 | 37 | 0.209 |
| 6 | 5.2 | 26.2 | 79 | 0.175 |
| 7 | 1.1 | 4.2 | 3 | 0.398 |
| 8 | 4.7 | 32.3 | 76 | 0.157 |
| 9 | 4.4 | 5.2 | 238 | 0.455 |
| 10 | 9.6 | 28.8 | 376 | 0.171 |
| 11 | 7.6 | 17.5 | 330 | 0.148 |
| 12 | 6.2 | 21.3 | 328 | 0.274 |
| 13 | 10.2 | 27.8 | 256 | 0.181 |
| 14 | 4.2 | 21.5 | 120 | 0.174 |
| 15 | 9.1 | 22.2 | 339 | 0.216 |
| 16 | 8.9 | 22.1 | 333 | 0.217 |
| 17 | 8.8 | 22.4 | 338 | 0.216 |
| Defect | Approximate Number of Defective Slabs, % |
|---|---|
| Peeling surface | - |
| Separate sinks | 1 |
| Transverse cracks | 2 |
| Longitudinal cracks | 2 |
| Cracks at an angle to the axis | 1 |
| Shrinkage cracks | - |
| Chipped seam edges | 1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kurlapov, D.; Klyuev, S.; Biryukov, Y.; Vatin, N.; Biryukov, D.; Fediuk, R.; Vasilev, Y. Reinforcement of Flexural Members with Basalt Fiber Mortar. Fibers 2021, 9, 26. https://doi.org/10.3390/fib9040026
Kurlapov D, Klyuev S, Biryukov Y, Vatin N, Biryukov D, Fediuk R, Vasilev Y. Reinforcement of Flexural Members with Basalt Fiber Mortar. Fibers. 2021; 9(4):26. https://doi.org/10.3390/fib9040026
Chicago/Turabian StyleKurlapov, Dmitry, Sergey Klyuev, Yury Biryukov, Nikolai Vatin, Dmitry Biryukov, Roman Fediuk, and Yuriy Vasilev. 2021. "Reinforcement of Flexural Members with Basalt Fiber Mortar" Fibers 9, no. 4: 26. https://doi.org/10.3390/fib9040026
APA StyleKurlapov, D., Klyuev, S., Biryukov, Y., Vatin, N., Biryukov, D., Fediuk, R., & Vasilev, Y. (2021). Reinforcement of Flexural Members with Basalt Fiber Mortar. Fibers, 9(4), 26. https://doi.org/10.3390/fib9040026