
Multiscale Polymer Composites: A Review of the Interlaminar Fracture Toughness Improvement




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
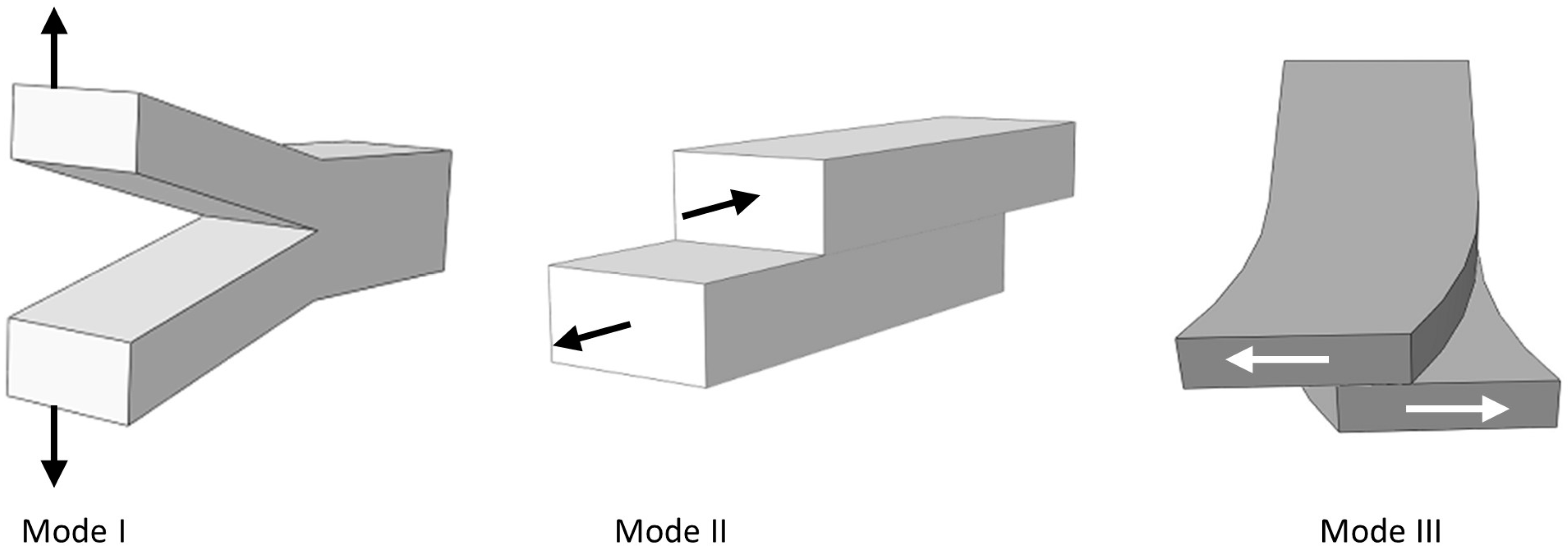
2. Mode I, Mode II, and Mode III ILFT Measurement
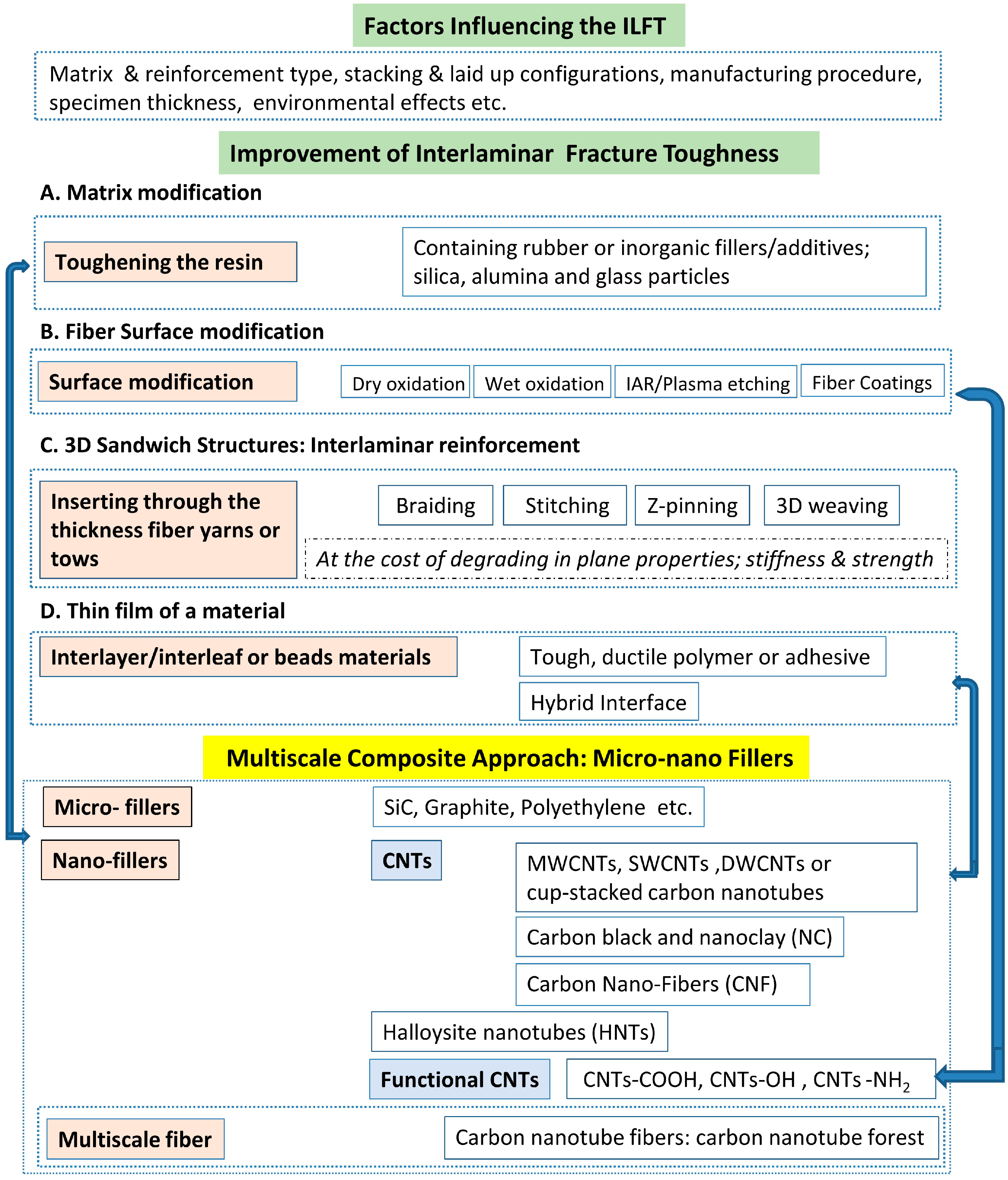
3. Factors Influencing the ILFT and Methods for Improving ILFT
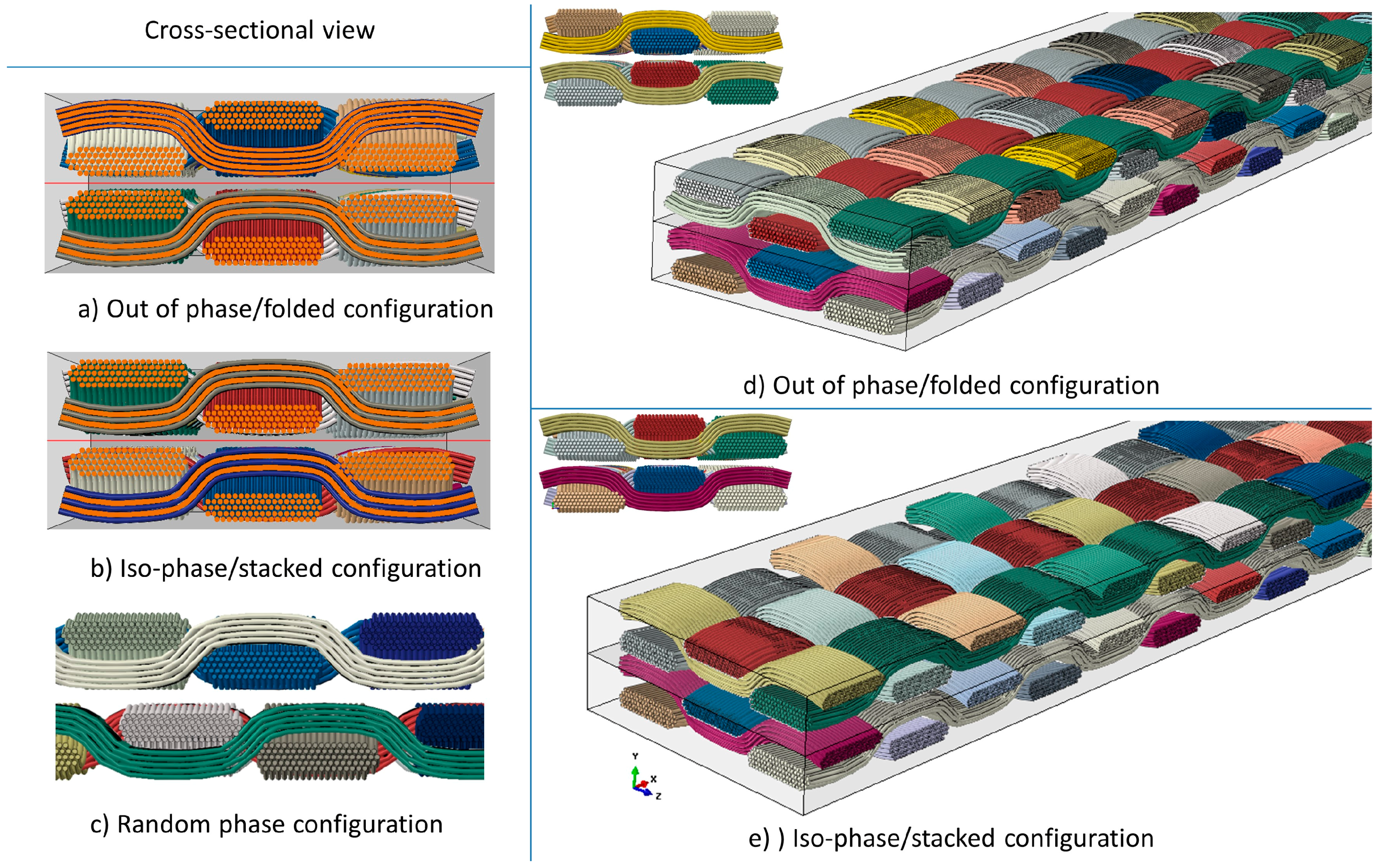
3.1. Lamina Stacking and Laid-Up Configurations
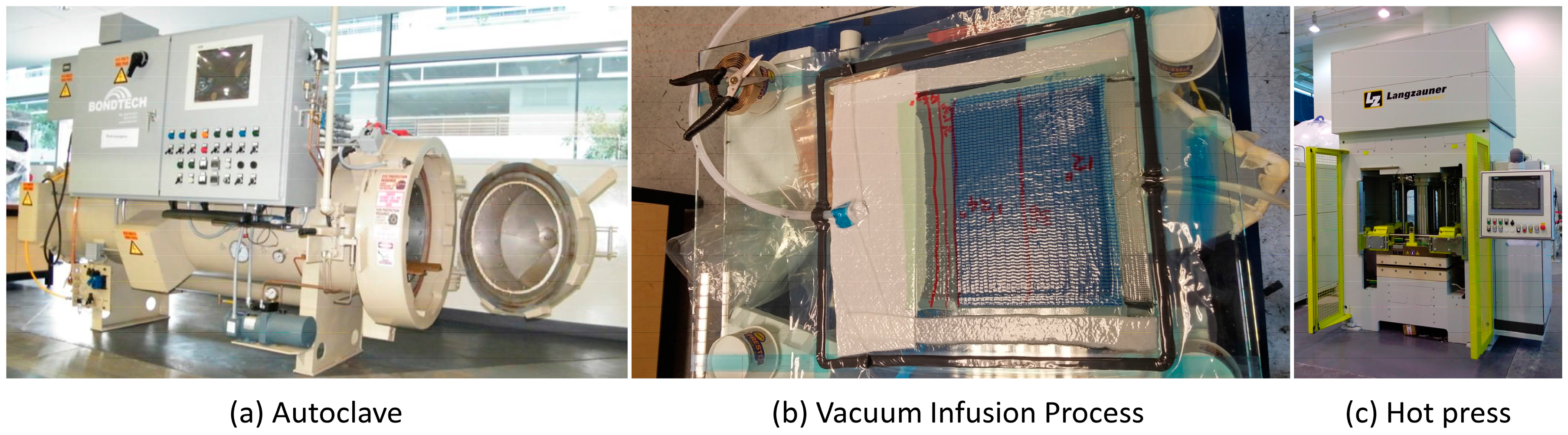
3.2. Influence of the Manufacturing Procedure
3.3. Toughening of Epoxy Resins (with Additives/Modifiers) and the Thermoplastic Matrices
3.4. Fiber Surface Treatments
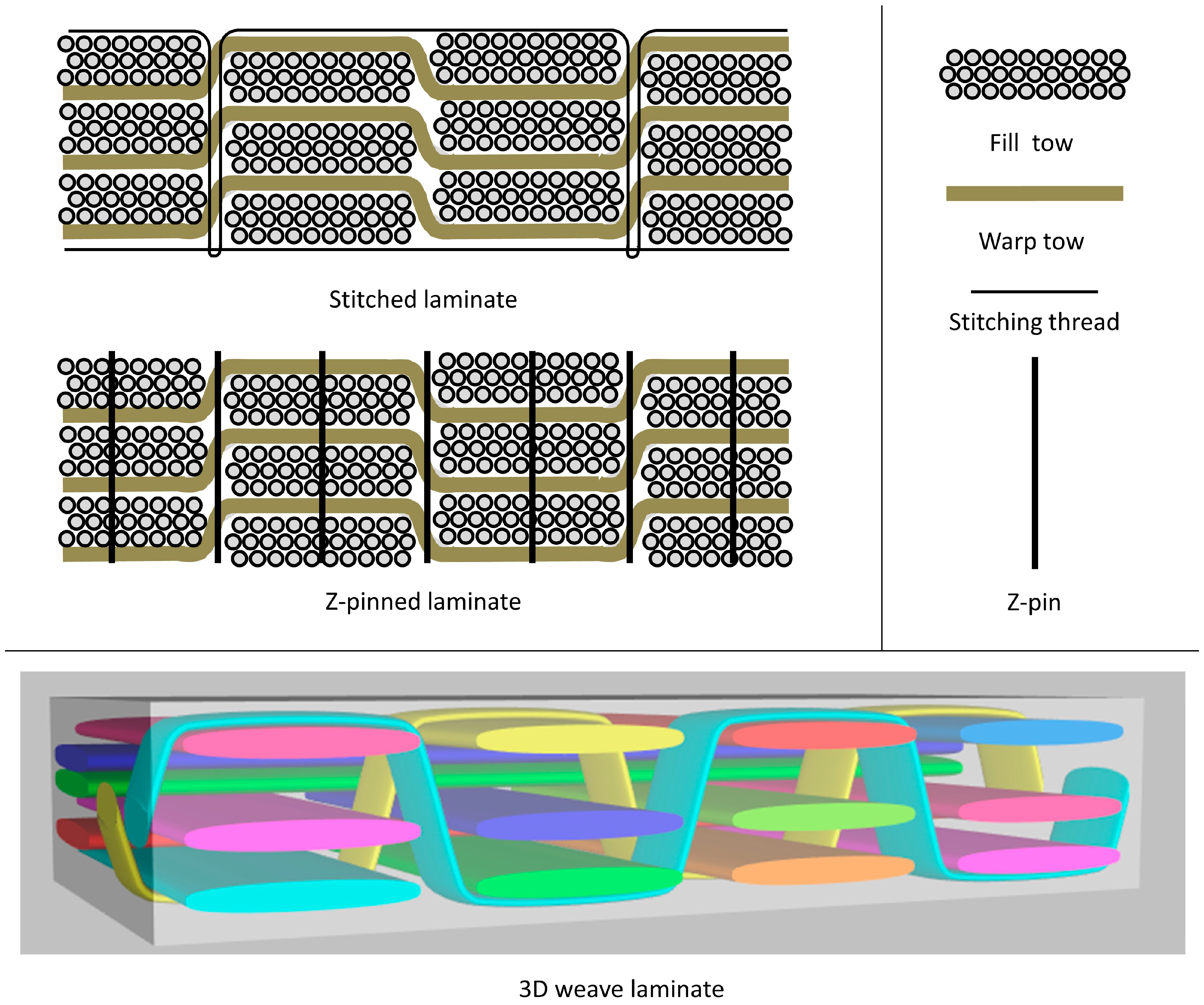
3.5. 3D Sandwich Structures
3.6. Interleaving or Interleafing
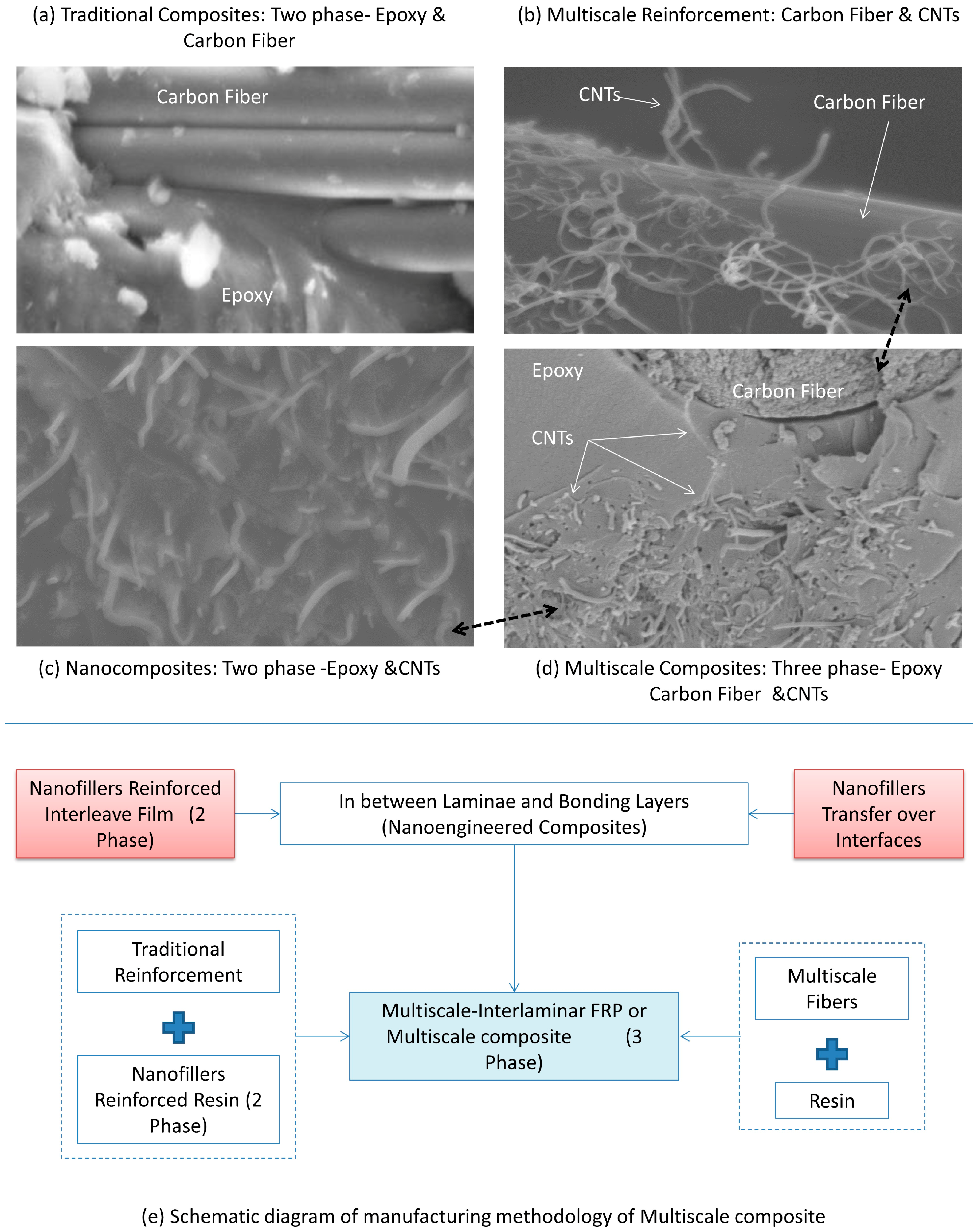
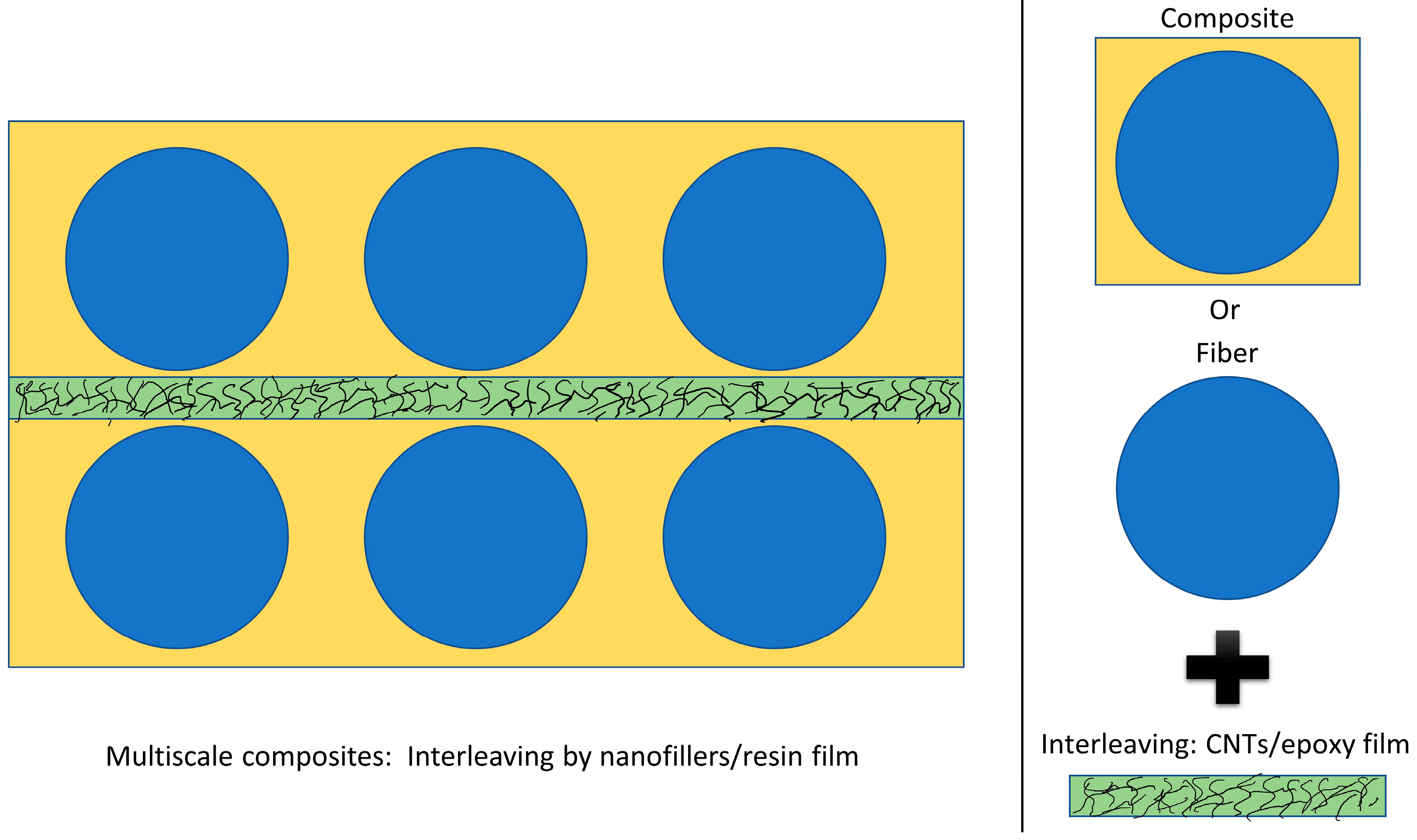
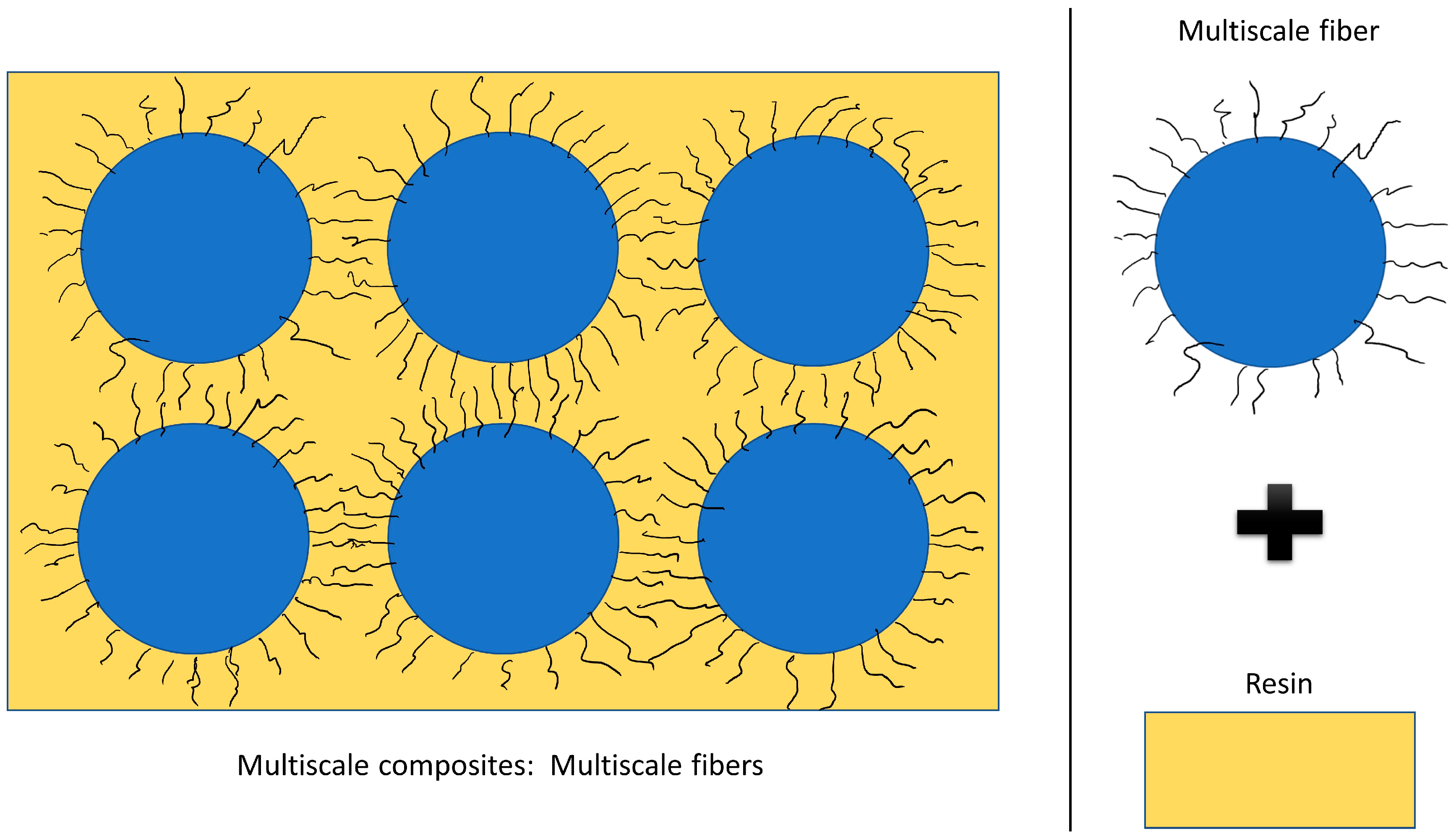
4. Multiscale Composites
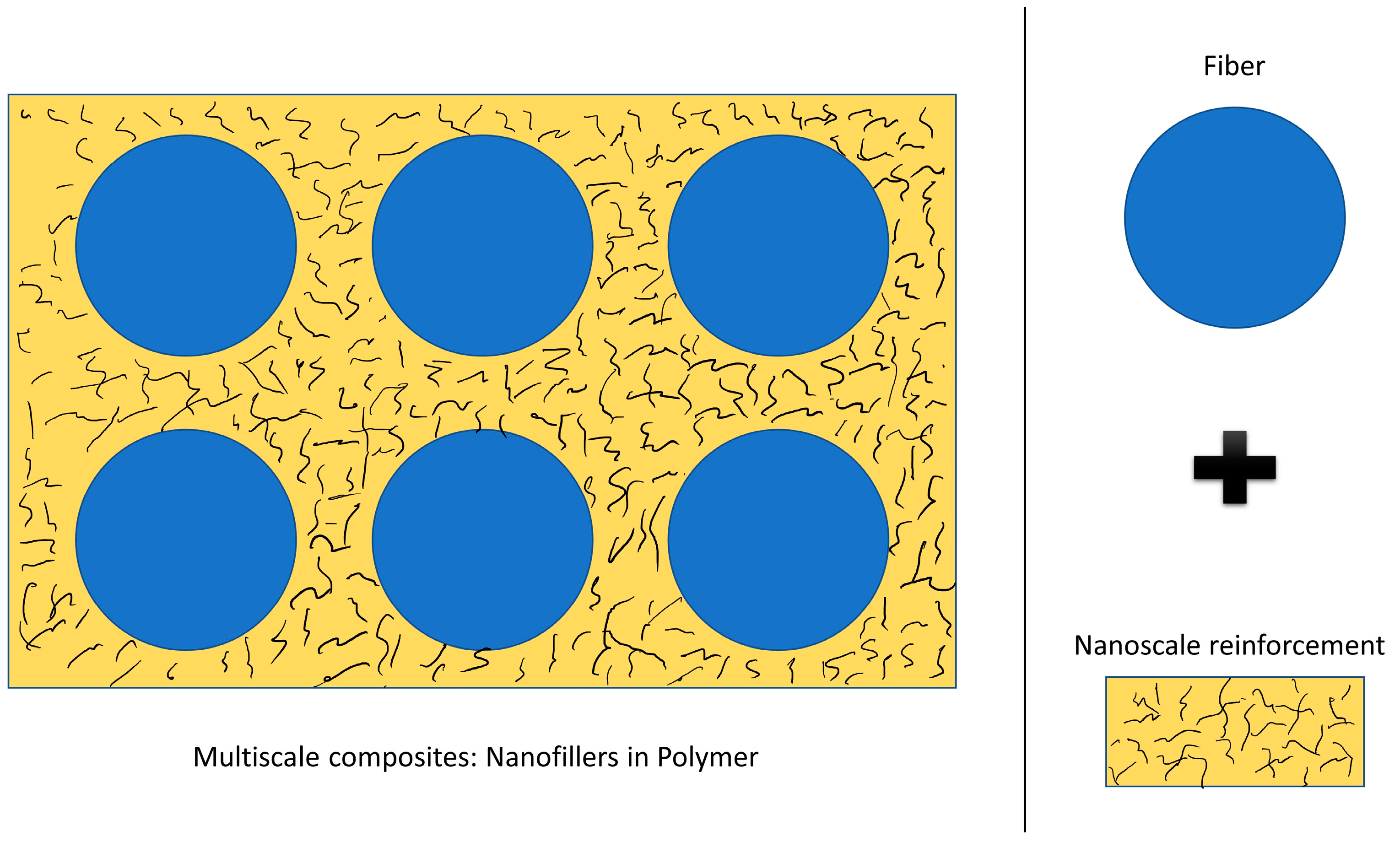
- Nanofillers in the polymer
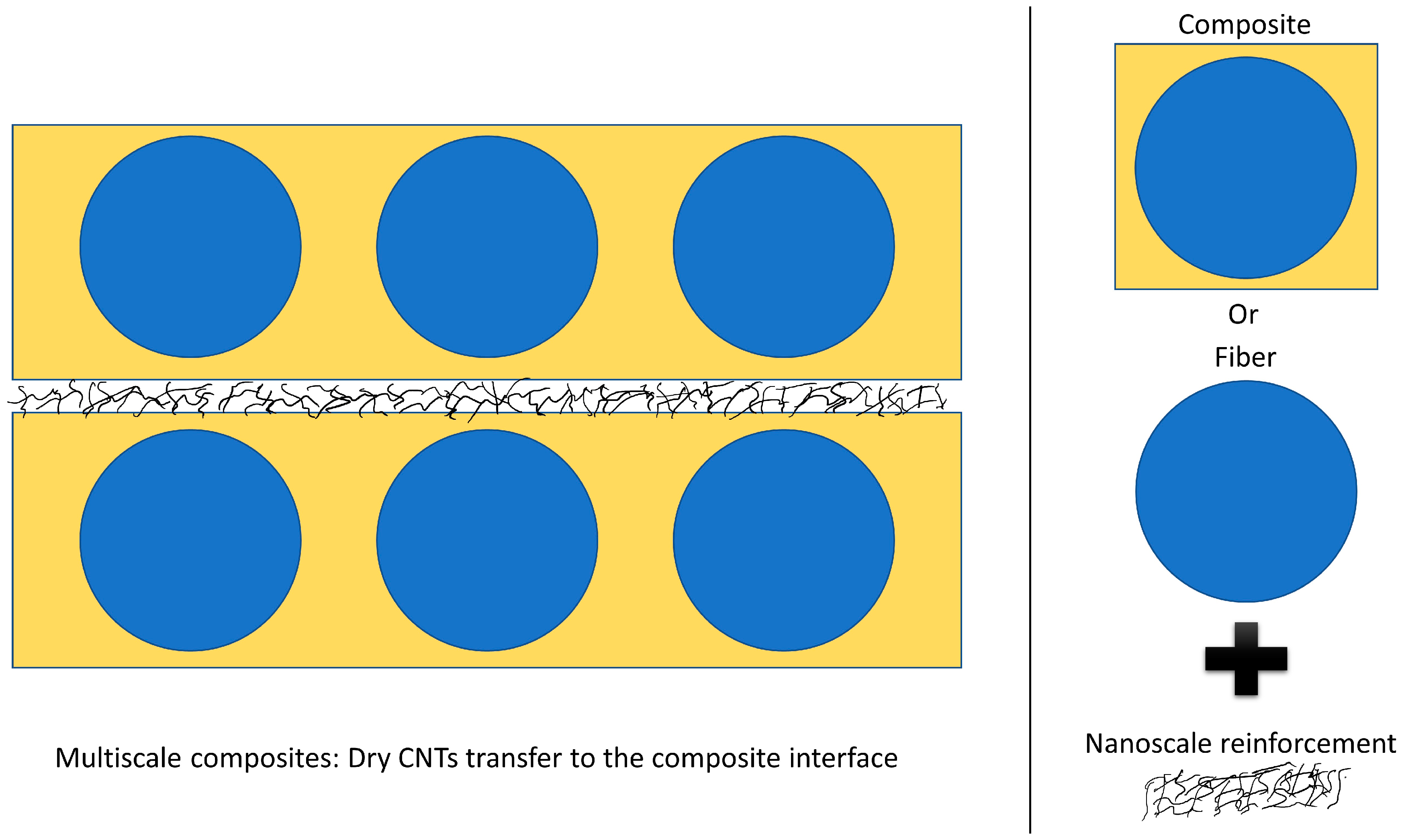
- Dry CNTs transferred to the composite interface
- Interleaving by CNTs/epoxy film
- Multiscale fibers
4.1. Nanofillers in Polymer
4.2. Dry CNTs Transfer to the Composite Interface
4.3. Nanofillers in Interleave
4.4. Multiscale Reinforcement
5. Conclusions and Future Directions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Shu, D.; Mai, Y.-W. Effect of stitching on interlaminar delamination extension in composite laminates. Compos. Sci. Technol. 1993, 49, 165–171. [Google Scholar] [CrossRef]
- Dransfield, K.A.; Jain, L.K.; Mai, Y.-W. On the effects of stitching in CFRPS—I. Mode I delamination toughness. Compos. Sci. Technol. 1998, 58, 815–827. [Google Scholar] [CrossRef]
- Bullions, T.; Mehta, R.H.; Tan, B.; McGrath, J.E.; Kranbuehl, D.; Loos, A.C. Mode I and Mode II fracture toughness of high-performance 3000 g mole−1 reactive poly(etherimide)/carbon fiber composites. Compos. A Appl. Sci. Manuf. 1999, 30, 153–162. [Google Scholar] [CrossRef]
- Mouritz, A.P.; Baini, C.; Herszberg, I. Mode I interlaminar fracture toughness properties of advanced textile fibreglass composites. Compos. A Appl. Sci. Manuf. 1999, 30, 859–870. [Google Scholar] [CrossRef]
- Zheng, N.; Huang, Y.; Liu, H.-Y.; Gao, J.; Mai, Y.-W. Improvement of interlaminar fracture toughness in carbon fiber/epoxy composites with carbon nanotubes/polysulfone interleaves. Compos. Sci. Technol. 2017, 140, 8–15. [Google Scholar] [CrossRef]
- Kadlec, M.; Nováková, L.; Mlch, I.; Guadagno, L. Fatigue delamination of a carbon fabric/epoxy laminate with carbon nanotubes. Compos. Sci. Technol. 2016, 131, 32–39. [Google Scholar] [CrossRef]
- Hao, W.; Tang, C.; Yuan, Y.; Ma, Y. Investigation of dynamic Mode I matrix crack-fiber bundle interaction in composites using caustics. Compos. B Eng. 2016, 92, 395–404. [Google Scholar] [CrossRef]
- Joshi, S.C.; Bhudolia, S.K. Microwave–thermal technique for energy and time efficient curing of carbon fiber reinforced polymer prepreg composites. J. Compos. Mater. 2013, 48, 3035–3048. [Google Scholar] [CrossRef]
- Saghizadeh, H.; Dharan, C.K.H. Delamination Fracture Toughness of Graphite and Aramid Epoxy Composites; ASME: Miami Beach, FL, USA, 1985. [Google Scholar]
- Garg, A.C. Delamination—A damage Mode in composite structures. Eng. Fract. Mech. 1988, 29, 557–584. [Google Scholar] [CrossRef]
- Wang, A.S.D. An Overview of the delamination problem in structural composites. Key Eng. Mater. 1989, 37, 1–19. [Google Scholar] [CrossRef]
- Pagano, N.J.; Schoeppner, G.A. Delamination of polymer matrix composites: Problems and assessment. In Comprehensive Composite Materials; Anthony, K., Carl, Z., Eds.; Pergamon: Oxford, UK, 2000; pp. 433–528. [Google Scholar]
- Tay, T.E. Characterization and analysis of delamination fracture in composites: An overview of developments from 1990 to 2001. Appl. Mech. Rev. 2003, 56, 1–31. [Google Scholar] [CrossRef]
- Brunner, A.J.; Blackman, B.R.K.; Davies, P. A status report on delamination resistance testing of polymer-matrix composites. Eng. Fract. Mech. 2008, 75, 2779–2794. [Google Scholar] [CrossRef]
- Davies, P.; Blackman, B.R.K.; Brunner, A.J. Standard test methods for delamination resistance of composite materials: Current status. Appl. Compos. Mater. 1998, 5, 345–364. [Google Scholar] [CrossRef]
- Robinson, P.; Hodgkinson, J.M. Interlaminar fracture toughness. In Mechanical Testing of Advanced Fibre Composites; CRC Press: Boca Raton, FL, USA, 2000; pp. 170–206. [Google Scholar]
- Donald, F.A.; Carlsson, L.A.; Pipes, R.B. Characterization of delamination failure. In Experimental Characterization of Advanced Composite Materials, 3rd ed.; CRC Press: Boca Raton, FL, USA, 2003; pp. 185–194. [Google Scholar]
- ASTM D5528-13, Standard Test Method for Mode I Interlaminar Fracture Toughness of Unidirectional Fiber-Reinforced Polymer Matrix Composites; ASTM International: West Conshohocken, PA, USA, 2013. [CrossRef]
- ASTM D7905/D7905M-14, Standard Test Method for Determination of the Mode II Interlaminar Fracture Toughness of Unidirectional Fiber-Reinforced Polymer Matrix Composites; ASTM International: West Conshohocken, PA, USA, 2014. [CrossRef]
- Lee, S. An edge crack torsion method for Mode III delamination fracture testing. J. Compos. Technol. Res. 1993, 15, 193–201. [Google Scholar]
- López-Menéndez, A.; Viña, J.; Argüelles, A.; Rubiera, S.; Mollón, V. A new method for testing composite materials under Mode III fracture. J. Compos. Mater. 2016, 50, 3973–3980. [Google Scholar] [CrossRef]
- Chen, H.; Shivakumar, K. Failure mechanics of Brittle and Toughened Composite dcb Specimen under Mode I and I-III Stress State. In Proceedings of the 44th AIAA/ASME/ASCE/AHS/ASC Structures, Structural Dynamics, and Materials Conference, Norfolk, VA, USA, 7–10 April 2003; American Inst. Aeronautics and Astronautics Inc.: Reston, VA, USA; Volume 2, pp. 1117–1128. [Google Scholar]
- López-Menéndez, A.; Viña, J.; Argüelles, A.; Viña, I.; Rubiera, S. Analysis of Mode III interlaminar fracture toughness of laminated composites using a novel testing device. Eng. Fract. Mech. 2017, 173, 55–63. [Google Scholar] [CrossRef]
- Tawk, I.; Rishmany, J.; Saba, N.; Mahmoud, B. Experimental Study of the Interlaminar Fracture of Composite Materials in Mode III. In Proceedings of the 17th European Conference on Composite Materials (ECCM 2016), Munich, Germany, 26–30 June 2016. [Google Scholar]
- Ge, Y.; Gong, X.; Hurez, A.; De Luycker, E. Test methods for measuring pure Mode III delamination toughness of composite. Polym. Test. 2016, 55, 261–268. [Google Scholar] [CrossRef]
- Ge, Y.; Gong, X.; De Luycker, E.; Hurez, A. Characterization of pure Mode I, II and III delamination of laminated composite by using edge ring crack specimen. In Proceedings of the 17th European Conference on Composite Materials (ECCM 2016), Munich, Germany, 26–30 June 2016. [Google Scholar]
- Czabaj, M.W.; Davidson, B.D.; Ratcliffe, J.G. A Modified Edge Crack Torsion Test for Measurement of Mode-III Fracture Toughness of Laminated Tape Composites; Davidson, B.D., Czabaj, M.W., Ratcliffe, J.G., Eds.; DEStech Publications Inc.: Lancaster, PA, USA, 2016. [Google Scholar]
- Khoshravan, M.R.; Moslemi, M. Investigation on Mode III interlaminar fracture of glass/epoxy laminates using a modified split cantilever beam test. Eng. Fract. Mech. 2014, 127, 267–279. [Google Scholar] [CrossRef]
- Agrawal, A.; Ben Jar, P.Y. Analysis of specimen thickness effect on interlaminar fracture toughness of fiber composites using finite element Models. Compos. Sci. Technol. 2003, 63, 1393–1402. [Google Scholar] [CrossRef]
- Kim, J.-K.; Mai, Y.-W. Engineered Interfaces in Fiber Reinforced Composites; Elsevier: Amsterdam, The Netherlands, 1998; pp. 1–416. [Google Scholar]
- Lee, S.M. Mode II interlaminar crack growth process in polymer matrix composites. J. Reinf. Plast. Compos. 1999, 18, 1254–1266. [Google Scholar] [CrossRef]
- Tong, L.; Mouritz, A.P.; Bannister, M. 3D Fibre Reinforced Polymer Composites; Elsevier: Amsterdam, The Netherlands, 2002; pp. 1–248. [Google Scholar]
- Yan, C.; Xiao, K.; Ye, L.; Mai, Y.-W. Numerical and experimental studies on the fracture behavior of rubber-toughened epoxy in bulk specimen and laminated composites. J. Mater. Sci. 2002, 37, 921–927. [Google Scholar] [CrossRef]
- Ramesh Kumar, R.; Jose, S.; Venkateswara Rao, G. Evaluation of intralaminar fracture toughness of angle ply laminate. Indian J. Eng. Mater. Sci. 2002, 9, 269–274. [Google Scholar]
- De Morais, A.B.; De Moura, M.F.; Marques, A.T.; De Castro, P.T. Mode-I interlaminar fracture of carbon-epoxy cross-ply composites. Compos. Sci. Technol. 2002, 62, 679–686. [Google Scholar] [CrossRef]
- Kobayashi, S.; Ogihara, S.; Takeda, N. Experimental characterization of the effects of stacking sequence on the transverse crack behavior in quasi-isotropic interleaved cfrp laminates. Adv. Compos. Mater. 2000, 9, 241–251. [Google Scholar] [CrossRef]
- Kim, H.S.; Wang, W.X.; Takao, Y. Effects of Temperature and stacking sequence on the Mode I interlaminar fracture behavior of composite laminates. In Proceedings of the Fourth International Conference on Fracture and Strength of Solids, Pohang, South Korea, 16–18 August 2000; Trans Tech Publications: Uetikon-Zuerich, Switzerland, 2000; Volume 183–187, pp. 815–820. [Google Scholar]
- Lee, I.G.; Kim, D.H.; Jung, K.H.; Kim, H.J.; Kim, H.S. Effect of the cooling rate on the mechanical properties of glass fiber reinforced thermoplastic composites. Compos. Struct. 2017, 177, 28–37. [Google Scholar] [CrossRef]
- Zhang, J.; Fox, B.L. Characterization and analysis of delamination fracture and nanocreep properties in carbon epoxy composites manufactured by different processes. J. Compos. Mater. 2006, 40, 1287–1299. [Google Scholar] [CrossRef]
- Zhang, J.; Fox, B.L. Effect of the manufacturing process on the interlaminar fracture toughness of 2/2 twill weave fabric carbon/epoxy composites. Mater. Forum 2005, 29, 216–221. [Google Scholar]
- Kravchenko, O.G.; Kravchenko, S.G.; Sun, C.T. Thickness dependence of Mode I interlaminar fracture toughness in a carbon fiber thermosetting composite. Compos. Struct. 2017, 160, 538–546. [Google Scholar] [CrossRef]
- Zhao, Y.; Liu, W.; Seah, L.K.; Chai, G.B. Delamination growth behavior of a woven e-glass/bismaleimide composite in seawater environment. Compos. B Eng. 2016, 106, 332–343. [Google Scholar] [CrossRef]
- Im, J.; Shin, K.; Hwang, T. Effect of temperature on interlaminar fracture toughness of filament-wound carbon/epoxy composites. Trans. Korean Soc. Mech. Eng. A 2015, 39, 491–497. [Google Scholar] [CrossRef]
- Solaimurugan, S.; Velmurugan, R. Influence of in-plane fibre orientation on Mode I interlaminar fracture toughness of stitched glass/polyester composites. Compos. Sci. Technol. 2008, 68, 1742–1752. [Google Scholar] [CrossRef]
- Yurgartis, S.W.; Maurer, J.P. Modelling weave and stacking configuration effects on interlaminar shear stresses in fabric laminates. Composites 1993, 24, 651–658. [Google Scholar] [CrossRef]
- Funk, J.G.; Deaton, J.W. Interlaminar Fracture Toughness of Woven Graphite/Epoxy Composites; Langley Research Center: Hampton, VA, USA, 1989; ISSN 01488341.
- Kotaki, M.; Hamada, H. Effect of interfacial properties and weave structure on Mode I interlaminar fracture behaviour of glass satin woven fabric composites. Compos. A Appl Sci. Manuf. 1997, 28, 257–266. [Google Scholar] [CrossRef]
- Alif, N.; Carlsson, L.A.; Boogh, L. The effect of weave pattern and crack propagation direction on Mode I delamination resistance of woven glass and carbon composites. Compos. B Eng. 1998, 29, 603–611. [Google Scholar] [CrossRef]
- Martin, R.H. Delamination characterization of woven glass/polyester composites. J. Compos. Technol. Res. 1997, 19, 20–28. [Google Scholar]
- Zhang, J.; Fox, B.L. Manufacturing influence on the delamination fracture behavior of the t800h/3900-2 carbon fiber reinforced polymer composites. Mater. Manuf. Process. 2007, 22, 768–772. [Google Scholar] [CrossRef]
- Khan, L.A. Quickstep processing of polymeric composites: An out-of-autoclave (ooa) approach. In Materials Science and Engineering: Concepts, Methodologies, Tools, and Applications; IGI Global: Hershey, PA, USA, 2017; Volume 2–3, pp. 894–919. [Google Scholar]
- Khan, L.A.; Kausar, A.; Hussain, S.T.; Iqbal, Z.; Day, R.J.; Syed, A.S.; Khan, Z.M. Cure characterization of cycom 977-2a carbon/epoxy composites for quickstep processing. Polym. Eng. Sci. 2014, 54, 887–898. [Google Scholar] [CrossRef]
- Silcock, M.D.; Garschke, C.; Hall, W.; Fox, B.L. Rapid composite tube manufacture utilizing the quicksteptm process. J. Compos. Mater. 2007, 41, 965–978. [Google Scholar] [CrossRef]
- Brosius, D.; Law, H.; Tiam, S.; Odagiri, N. Quickstep processing of an agate qualified carbon epoxy prepreg. In Proceedings of the 38th SAMPE Fall Technical Conference: Global Advances in Materials and Process Engineering, Dallas, TX, USA, 6–9 November 2006; Society for the Advancement of Material and Process Engineering: Covina, CA, USA, 2006. [Google Scholar]
- Ye, L. Characterization of delamination resistance in composite laminates. Composites 1989, 20, 275–281. [Google Scholar] [CrossRef]
- Saghafi, H.; Brugo, T.; Minak, G.; Zucchelli, A. The effect of pvdf nanofibers on Mode-i fracture toughness of composite materials. Compos. B Eng. 2015, 72, 213–216. [Google Scholar] [CrossRef]
- Liu, H.-Y.; Wang, G.-T.; Mai, Y.-W.; Zeng, Y. On fracture toughness of nano-particle modified epoxy. Compos. B Eng. 2011, 42, 2170–2175. [Google Scholar] [CrossRef]
- Isik, I.; Yilmazer, U.; Bayram, G. Impact modified epoxy/montmorillonite nanocomposites: Synthesis and characterization. Polymer 2003, 44, 6371–6377. [Google Scholar] [CrossRef]
- Deng, S.; Rosso, P.; Ye, L.; Friedrich, K. Interlaminar Fracture of CF/EP Composites Modified with Nano-Silica; Trans Tech Publications: Beijing, China, 2007; Volume 121–123, pp. 1403–1406. [Google Scholar]
- Bascom, W.D.; Bitner, J.L.; Moulton, R.J.; Siebert, A.R. The interlaminar fracture of organic-matrix, woven reinforcement composites. Composites 1980, 11, 9–18. [Google Scholar] [CrossRef]
- Verrey, J.; Winkler, Y.; Michaud, V.; Månson, J.A.E. Interlaminar fracture toughness improvement in composites with hyperbranched polymer modified resin. Compos. Sci. Technol. 2005, 65, 1527–1536. [Google Scholar] [CrossRef]
- Varley, R.; DeCarli, M.; Kozielski, K.; Tian, W. Toughening of a carbon fibre reinforced epoxy anhydride composite using an epoxy terminated hyperbranched modifier. Compos. Sci. Technol. 2005, 65, 2156–2166. [Google Scholar]
- Park, S.-J.; Jin, F.-L.; Lee, J.-R. Thermal and mechanical properties of tetrafunctional epoxy resin toughened with epoxidized soybean oil. Mater. Sci. Eng. 2004, 374, 109–114. [Google Scholar] [CrossRef]
- Garg, A.C.; Yiu-Wing, M. Failure mechanisms in toughened epoxy resins—A review. Compos. Sci. Technol. 1988, 31, 179–223. [Google Scholar] [CrossRef]
- Bagheri, R. Rubber-toughened epoxies: A critical review. Polym. Rev. 2009, 49, 201–225. [Google Scholar] [CrossRef]
- Ratna, D. Modification of epoxy resins for improvement of adhesion: A critical review. J. Adhes. Sci. Technol. 2003, 17, 1655–1668. [Google Scholar] [CrossRef]
- De Baere, I.; Jacques, S.; Van Paepegem, W.; Degrieck, J. Study of the Mode I and Mode II interlaminar behaviour of a carbon fabric reinforced thermoplastic. Polym. Test. 2012, 31, 322–332. [Google Scholar] [CrossRef]
- Friedrich, K.; Gogeva, T.; Fakirov, S. Thermoplastic impregnated fiber bundles: Manufacturing of laminates and fracture mechanics characterization. Compos. Sci. Technol. 1988, 33, 97–120. [Google Scholar] [CrossRef]
- Hinkley, J.A. Interface effects in interlaminar fracture of thermoplastic composites. J. Reinf. Plast. Compos. 1990, 9, 470–476. [Google Scholar] [CrossRef]
- Kim, K.Y.; Ye, L. Interlaminar fracture toughness of CF/PEI composites at elevated temperatures: Roles of matrix toughness and fibre/matrix adhesion. Compos. A Appl. Sci. Manuf. 2004, 35, 477–487. [Google Scholar] [CrossRef]
- Tiwari, S.; Bijwe, J. Surface treatment of carbon fibers—A review. Procedia Technol. 2014, 14, 505–512. [Google Scholar] [CrossRef]
- Hojo, M.; Yamao, T.; Tanaka, M.; Ochiai, S.; Iwashita, N.; Sawada, Y. Effect of interface control on Mode I interlaminar fracture toughness of woven c/c composite laminates. JSME Int. J. Ser. A Solid Mech. Mater. Eng. 2001, 44, 573–581. [Google Scholar] [CrossRef]
- Kim, J.K.; Sham, M.L.; Hamada, H.; Hirai, Y.; Fujihara, K.; Saidpour, H.; Sezen, M.; Dong, Y.J.; Yang, H.S.; Bai, Y.L.; et al. Effect of surface treatment on Mode I interlaminar fracture behaviour of plain glass woven fabric composites: Part i. Report of the 2nd round-robin test results. Compos. Interfaces 2000, 7, 227–242. [Google Scholar] [CrossRef]
- Varelidis, P.C.; McCullough, R.L.; Papaspyrides, C.D. The effect on the mechanical properties of carbon/epoxy composites of polyamide coatings on the fibers. Compos. Sci. Technol. 1999, 59, 1813–1823. [Google Scholar] [CrossRef]
- Tang, L.G.; Karoos, J.L. A review of methods for improving the interfacial adhesion between carbon fiber and polymer matrix. Polym. Compos. 1997, 18, 100–113. [Google Scholar] [CrossRef]
- Jones, F.R. A review of interphase formation and design in fibre-reinforced composites. J. Adhes. Sci. Technol. 2010, 24, 171–202. [Google Scholar] [CrossRef]
- Hoa, S.V. Principles of the Manufacturing of Composite Materials; DEStech Publications Inc.: Lancaster, PA, USA, 2009. [Google Scholar]
- Shea, J.J. Carbon Fibers, 3rd ed.; Book Review; IEEE Electrical Insulation Magazine: Piscataway, NJ, USA, 1999; Volume 15, p. 35. [Google Scholar]
- Albertsen, H.; Ivens, J.; Peters, P.; Wevers, M.; Verpoest, I. Interlaminar fracture toughness of cfrp influenced by fibre surface treatment: Part 1. Experimental results. Compos. Sci. Technol. 1995, 54, 133–145. [Google Scholar] [CrossRef]
- Sharp, K.; Bogdanovich, A.; Mungalov, D.; Wigent, D.; Mohamed, M. High modulus fibers in 3-D woven and braided cmc preforms. In Proceedings of the SAMPE Fall Technical Conference—37th ISTC: Materials and Processing Technologies for Revolutionary Application, Seattle, WA, USA, 31 October 2005; Society for the Advancement of Material and Process Engineering: Covina, CA, USA, 2005. [Google Scholar]
- Gause, L.W.; Alper, J.M. Structural properties of braided graphite/epoxy composites. J. Compos. Technol. Res. 1987, 9, 141–150. [Google Scholar]
- Shiino, M.Y.; Pelosi, T.S.; Cioffi, M.O.H.; Donadon, M.V. The role of stitch yarn on the delamination resistance in non-crimp fabric: Chemical and physical interpretation. J. Mater. Eng. Perform. 2017, 26, 978–986. [Google Scholar] [CrossRef]
- Ravandi, M.; Teo, W.S.; Tran, L.Q.N.; Yong, M.S.; Tay, T.E. The effects of through-the-thickness stitching on the Mode I interlaminar fracture toughness of flax/epoxy composite laminates. Mater. Des. 2016, 109, 659–669. [Google Scholar] [CrossRef]
- Göktaş, D.; Kennon, W.R.; Potluri, P. Improvement of Mode I interlaminar fracture toughness of stitched glass/epoxy composites. Appl. Compos. Mater. 2017, 24, 351–375. [Google Scholar] [CrossRef]
- Bhudolia, S.; Perrotey, P.; Joshi, S. Optimizing polymer infusion process for thin ply textile composites with novel matrix system. Materials 2017, 10, 293. [Google Scholar] [CrossRef] [PubMed]
- Bhudolia, S.K.; Kam, K.K.C.; Joshi, S.C. Mechanical and vibration response of insulated hybrid composites. J. Ind. Text. 2017. [Google Scholar] [CrossRef]
- Bhudolia, S.K.; Perrotey, P.; Joshi, S.C. Experimental investigation on suitability of carbon fibre thin plies for racquets. Proc. Inst. Mech. Eng. P J. Sports Eng. Technol. 2015, 230, 64–72. [Google Scholar] [CrossRef]
- Bhudolia, S.K.; Perrotey, P.; Joshi, S.C. Enhanced vibration damping and dynamic mechanical characteristics of composites with novel pseudo-thermoset matrix system. Compos. Struct. 2017, 179, 502–513. [Google Scholar] [CrossRef]
- Ladani, R.B.; Ravindran, A.R.; Wu, S.; Pingkarawat, K.; Kinloch, A.J.; Mouritz, A.P.; Ritchie, R.O.; Wang, C.H. Multi-scale toughening of fibre composites using carbon nanofibres and z-pins. Compos. Sci. Technol. 2016, 131, 98–109. [Google Scholar] [CrossRef]
- Yasaee, M.; Bigg, L.; Mohamed, G.; Hallett, S.R. Influence of z-pin embedded length on the interlaminar traction response of multi-directional composite laminates. Mater. Des. 2017, 115, 26–36. [Google Scholar] [CrossRef]
- Chu, Q.; Li, Y.; Xiao, J.; Huan, D.; Zhang, X. Bridging effect and efficiency of partly-cured z-pin reinforced composite laminates. Trans. Nanjing Univ. Aeronaut. Astronaut. 2017, 34, 177–187. [Google Scholar]
- Pankow, M.; Salvi, A.; Waas, A.M.; Yen, C.F.; Ghiorse, S. Resistance to delamination of 3d woven textile composites evaluated using end notch flexure (enf) tests: Experimental results. Compos. A Appl. Sci. Manuf. 2011, 42, 1463–1476. [Google Scholar] [CrossRef]
- Mouritz, A.P.; Bannister, M.K.; Falzon, P.J.; Leong, K.H. Review of applications for advanced three-dimensional fibre textile composites. Compos. A Appl. Sci. Manuf. 1999, 30, 1445–1461. [Google Scholar] [CrossRef]
- Jain, L.K.; Mai, Y.-W. On the effect of stitching on Mode I delamination toughness of laminated composites. Compos. Sci. Technol. 1994, 51, 331–345. [Google Scholar] [CrossRef]
- Plain, K.P.; Tong, L. The effect of stitch incline angle on Mode I fracture toughness—Experimental and Modelling. Compos. Struct. 2010, 92, 1620–1630. [Google Scholar] [CrossRef]
- Plain, K.P.; Tong, L. An experimental study on Mode I and II fracture toughness of laminates stitched with a one-sided stitching technique. Compos. A Appl. Sci. Manuf. 2011, 42, 203–210. [Google Scholar] [CrossRef]
- Tsai, G.-C.; Chen, J.-W. Effect of stitching on Mode I strain energy release rate. Compos. Struct. 2005, 69, 1–9. [Google Scholar] [CrossRef]
- Bannister, M. Challenges for composites into the next millennium—A reinforcement perspective. Compos. A Appl. Sci. Manuf. 2001, 32, 901–910. [Google Scholar] [CrossRef]
- Lee, L.; Rudov-Clark, S.; Mouritz, A.P.; Bannister, M.K.; Herszberg, I. Effect of weaving damage on the tensile properties of three-dimensional woven composites. Compos. Struct. 2002, 57, 405–413. [Google Scholar] [CrossRef]
- Velmurugan, R.; Solaimurugan, S. Improvements in Mode I interlaminar fracture toughness and in-plane mechanical properties of stitched glass/polyester composites. Compos. Sci. Technol. 2007, 67, 61–69. [Google Scholar] [CrossRef]
- Shah Khan, M.Z.; Mouritz, A.P. Fatigue behaviour of stitched grp laminates. Compos. Sci. Technol. 1996, 56, 695–701. [Google Scholar] [CrossRef]
- Mouritz, A.P. Tensile fatigue properties of 3d composites with through-thickness reinforcement. Compos. Sci. Technol. 2008, 68, 2503–2510. [Google Scholar] [CrossRef]
- Muruganandhan; Murali, V. Mode-i fracture and impact analysis on stitched and unstitched glass/epoxy composite laminate. Procedia Eng. 2012, 38, 2207–2213. [Google Scholar] [CrossRef]
- Evans, R.E.; Masters, J.E. New Generation of Epoxy Composites for Primary Structural Applications: Materials and Mechanics; Toughened Composites; ASTM: Houston, TX, USA, 1987; pp. 413–436. [Google Scholar]
- Tanimoto, T. Suppression of interlaminar damage in carbon/epoxy laminates by use of interleaf layers. Scr. Metall. Mater. 1994, 31, 1073–1078. [Google Scholar] [CrossRef]
- Masters, J.E. Improved impact and delamination resistance through interleafing. Mech. Corros. Prop. Ser. A Key Eng. Mater. 1989, 37, 317–347. [Google Scholar] [CrossRef]
- Shivakumar, K.N.; Panduranga, R.; Sharpe, M. Interleaved polymer matrix composites—A review. In Proceedings of the 54th AIAA/ASME/ASCE/AHS/ASC Structures, Structural Dynamics, and Materials Conference, Boston, MA, USA, 8–11 April 2013; American Institute of Aeronautics and Astronautics Inc.: Reston, VA, USA, 2013. [Google Scholar]
- Sela, N.; Ishai, O. Interlaminar fracture toughness and toughening of laminated composite materials: A review. Composites 1989, 20, 423–435. [Google Scholar] [CrossRef]
- Sela, N.; Ishai, O.; Banks-Sills, L. The effect of adhesive thickness on interlaminar fracture toughness of interleaved cfrp specimens. Composites 1989, 20, 257–264. [Google Scholar] [CrossRef]
- Moloney, A.C. Parameters determining the strength and toughness of particulate filled epoxide resins. J. Mater. Sci. 1987, 22, 381–393. [Google Scholar] [CrossRef]
- Krieger, R.B., Jr. Advances in toughness of structural composites based on interleaf technology. In Progress in Advanced Materials and Processes: Durability, Reliability and Quality Control, Proceedings of the 6th International European Chapter Conference of the Society for the Advancement of Material and Process Engineering, Scheveningen, The Netherlands, 28–30 May 1985; Elsevier: Scheveningen, The Netherlands, 1985; Volume 29, pp. 189–199. [Google Scholar]
- Singh, S.; Partridge, I.K. Mixed-Mode fracture in an interleaved carbon-fibre/epoxy composite. Compos. Sci. Technol. 1995, 55, 319–327. [Google Scholar] [CrossRef]
- Jiang, W.; Tjong, S.C.; Chu, P.K.; Li, R.K.Y.; Kim, J.K.; Mai, Y.W. Interlaminar fracture properties of carbon fibre/epoxy matrix composites interleaved with polyethylene terephthalate (pet) films. Polym. Polym. Compos. 2001, 9, 141–144. [Google Scholar]
- Hojo, M.; Ando, T.; Tanaka, M.; Adachi, T.; Ochiai, S.; Endo, Y. Modes I and II interlaminar fracture toughness and fatigue delamination of CF/epoxy laminates with self-same epoxy interleaf. Int. J. Fatigue 2006, 28, 1154–1165. [Google Scholar] [CrossRef]
- Wong, D.W.Y.; Lin, L.; McGrail, P.T.; Peijs, T.; Hogg, P.J. Improved fracture toughness of carbon fibre/epoxy composite laminates using dissolvable thermoplastic fibres. Compos. A Appl. Sci. Manuf. 2010, 41, 759–767. [Google Scholar] [CrossRef]
- Park, B.Y.; Kim, S.C.; Jung, B. Interlaminar fracture toughness of carbon fiber/epoxy composites using short kevlar fiber and/or nylon-6 powder reinforcement. Polym. Adv. Technol. 1997, 8, 371–377. [Google Scholar] [CrossRef]
- Lee, S.-H.; Noguchi, H.; Cheong, S.-K. Tensile properties and fatigue characteristics of hybrid composites with non-woven carbon tissue. Int. J. Fatigue 2002, 24, 397–405. [Google Scholar] [CrossRef]
- Lee, S.-H.; Lee, J.-H.; Cheong, S.-K.; Noguchi, H. A toughening and strengthening technique of hybrid composites with non-woven tissue. J. Mater. Process. Technol. 2008, 207, 21–29. [Google Scholar] [CrossRef]
- Kin-Tak, L.; San-Qiang, S.; Li-Min, Z.; Hui-Ming, C. Micro-hardness and flexural properties of randomly-oriented carbon nanotube composites. J. Compos. Mater. 2003, 37, 365–376. [Google Scholar]
- Kumar, S.; Han Gi, C.; Sreekumar, T.V.; Uchida, T. A comparison of reinforcement efficiency of various types of carbon nanotubes in polyacrylonitrile fiber. Polymer 2005, 46, 10925–10935. [Google Scholar]
- Rangari, V.K.; Yousuf, M.; Jeelani, S.; Pulikkathara, M.X.; Khabashesku, V.N. Alignment of carbon nanotubes and reinforcing effects in nylon-6 polymer composite fibers. Nanotechnology 2008, 19, 245703. [Google Scholar] [CrossRef] [PubMed]
- Regi, M.; Mancia, F.; Marchetti, M.; Amantini, L. Study of carbon nanotubes process for their application in the aerospace engineering. Atti della Fondazione Giorgio Ronchi 2005, 60, 267–272. [Google Scholar]
- Xiaoqing, G.; Liu, L.; Quangui, G.; Jingli, S.; Gengtai, Z. Fabrication and mechanical/conductive properties of multi-walled carbon nanotube (mwnt) reinforced carbon matrix composites. Mater. Lett. 2005, 59, 3062–3065. [Google Scholar]
- Joshi, S.C.; Dikshit, V. Enhancing interlaminar fracture characteristics of woven cfrp prepreg composites through cnt dispersion. J. Compos. Mater. 2012, 46, 665–675. [Google Scholar] [CrossRef]
- Thostenson, E.T.; Ren, Z.; Chou, T.-W. Advances in the science and technology of carbon nanotubes and their composites: A review. Compos. Sci. Technol. 2001, 61, 1899–1912. [Google Scholar] [CrossRef]
- Abdalla, M.; Dean, D.; Adibempe, D.; Nyairo, E.; Robinson, P.; Thompson, G. The effect of interfacial chemistry on molecular mobility and morphology of multiwalled carbon nanotubes epoxy nanocomposite. Polymer 2007, 48, 5662–5670. [Google Scholar] [CrossRef]
- Ware, G.; Park, Y.B.; Zhang, C.; Liang, Z.; Wang, B. Processing and characterization of epoxy/carbon fiber/carbon nanotube multiscale composites fabricated using vartm. In Proceedings of the 39th International SAMPE Technical Conference—From Art to Science: Advancing Materials and Process Engineering, Cincinnati, OH, USA, 29 October–1 November 2007; Society for the Advancement of Material and Process Engineering: Covina, CA, USA, 2007. [Google Scholar]
- Thostenson, E.T.; Li, W.Z.; Wang, D.Z.; Ren, Z.F.; Chou, T.W. Carbon nanotube/carbon fiber hybrid multiscale composites. J. Appl. Phys. 2002, 91, 6034–6037. [Google Scholar] [CrossRef]
- Dean, D.; Obore, A.M.; Richmond, S.; Nyairo, E. Multiscale fiber-reinforced nanocomposites: Synthesis, processing and properties. Compos. Sci. Technol. 2006, 66, 2135–2142. [Google Scholar] [CrossRef]
- Daelemans, L.; van der Heijden, S.; De Baere, I.; Rahier, H.; Van Paepegem, W.; De Clerck, K. Using aligned nanofibres for identifying the toughening micromechanisms in nanofibre interleaved laminates. Compos. Sci. Technol. 2016, 124, 17–26. [Google Scholar] [CrossRef]
- Li, P.; Liu, D.; Zhu, B.; Li, B.; Jia, X.; Wang, L.; Li, G.; Yang, X. Synchronous effects of multiscale reinforced and toughened cfrp composites by mwnts-ep/psf hybrid nanofibers with preferred orientation. Compos. A Appl. Sci. Manuf. 2015, 68, 72–80. [Google Scholar] [CrossRef]
- Khan, S.U.; Kim, J.K. Improved interlaminar shear properties of multiscale carbon fiber composites with bucky paper interleaves made from carbon nanofibers. Carbon 2012, 50, 5265–5277. [Google Scholar] [CrossRef]
- Gorbatikh, L.; Lomov, S.V.; Verpoest, I. Nano-Engineered Composites: A mulTiscale Approach for Adding Toughness to Fibre Reinforced Composites. Procedia Eng. 2011, 10, 3252–3258. [Google Scholar] [CrossRef]
- Zhou, Y.; Jeelani, S.; Lacy, T. Experimental study on the mechanical behavior of carbon/epoxy composites with a carbon nanofiber-modified matrix. J. Compos. Mater. 2014, 48, 3659–3672. [Google Scholar] [CrossRef]
- Wicks, S.S.; Wang, W.; Williams, M.R.; Wardle, B.L. Multi-scale interlaminar fracture mechanisms in woven composite laminates reinforced with aligned carbon nanotubes. Compos. Sci. Technol. 2014, 100, 128–135. [Google Scholar] [CrossRef]
- Silva, H.; Ferreira, J.A.M.; Capela, C.; Richardson, M.O.W. Mixed Mode interlayer fracture of glass fiber/nano-enhanced epoxy composites. Compos. A Appl. Sci. Manuf. 2014, 64, 211–222. [Google Scholar] [CrossRef]
- Prasad, N.; Tola, C.; Coulaud, M.; Claes, M.; Lomov, S.V.; Verpoest, I.; Gorbatikh, L. Carbon fiber composites based on multi-phase epoxy/pes matrices with carbon nanotubes: Morphology and interlaminar fracture toughness characterization. Adv. Eng. Mater. 2016, 18, 2040–2046. [Google Scholar] [CrossRef]
- Liu, L.; Shen, L.; Zhou, Y. Improving the interlaminar fracture toughness of carbon/epoxy laminates by directly incorporating with porous carbon nanotube buckypaper. J. Reinf. Plast. Compos. 2016, 35, 165–176. [Google Scholar] [CrossRef]
- Bekyarova, E.; Thostenson, E.T.; Yu, A.; Kim, H.; Gao, J.; Tang, J.; Hahn, H.T.; Chou, T.W.; Itkis, M.E.; Haddon, R.C. Multiscale carbon nanotube-carbon fiber reinforcement for advanced epoxy composites. Langmuir 2007, 23, 3970–3974. [Google Scholar] [CrossRef] [PubMed]
- Garcia, E.J.; Hart, A.J.; Wardle, B.L. Long carbon nanotubes grown on the surface of fibers for hybrid composites. AIAA J. 2008, 46, 1405–1412. [Google Scholar] [CrossRef]
- Qu, L.; Zhao, Y.; Dai, L. Carbon microfibers sheathed with aligned carbon nanotubes: Towards multidimensional, multicomponent, and multifunctional nanomaterials. Small 2006, 2, 1052–1059. [Google Scholar] [CrossRef] [PubMed]
- Wichmann, M.H.G.; Sumfleth, J.; Gojny, F.H.; Quaresimin, M.; Fiedler, B.; Schulte, K. Glass-fibre-reinforced composites with enhanced mechanical and electrical properties—Benefits and limitations of a nanoparticle modified matrix. Eng. Fract. Mech. 2006, 73, 2346–2359. [Google Scholar] [CrossRef]
- Qiu, J.; Zhang, C.; Wang, B.; Liang, R. Multiscale composites reinforced with functionalized nanotubes. In Proceedings of the SAMPE ‘07: M and P—From Coast to Coast and Around the World, Baltimore, MD, USA, 3–7 June 2007; Society for the Advancement of Material and Process Engineering: Covina, CA, USA, 2007. [Google Scholar]
- Garcia, E.J.; Wardle, B.L.; John Hart, A.; Yamamoto, N. Fabrication and multifunctional properties of a hybrid laminate with aligned carbon nanotubes grown in situ. Compos. Sci. Technol. 2008, 68, 2034–2041. [Google Scholar] [CrossRef]
- Qian, H.; Bismarck, A.; Greenhalgh, E.S.; Kalinka, G.; Shaffer, M.S.P. Hierarchical composites reinforced with carbon nanotube grafted fibers: The potential assessed at the single fiber level. Chem. Mater. 2008, 20, 1862–1869. [Google Scholar] [CrossRef]
- Tan, P.; Tong, L.; Sun, X. Effective properties for plain weave composites through-thickness reinforced with carbon nanotube forests. Compos. Struct. 2008, 84, 1–10. [Google Scholar] [CrossRef]
- Godara, A.; Mezzo, L.; Luizi, F.; Warrier, A.; Lomov, S.V.; van Vuure, A.W.; Gorbatikh, L.; Moldenaers, P.; Verpoest, I. Influence of carbon nanotube reinforcement on the processing and the mechanical behaviour of carbon fiber/epoxy composites. Carbon 2009, 47, 2914–2923. [Google Scholar] [CrossRef]
- Kim, M. Processing, characterization, and Modeling of carbon nanotube-reinforced multiscale composites. Compos. Sci. Technol. 2009, 69, 335–342. [Google Scholar] [CrossRef]
- Romhány, G.; Szebényi, G. Interlaminar crack propagation in mwcnt/fiber reinforced hybrid composites. Exp. Polym. Lett. 2009, 3, 145–151. [Google Scholar] [CrossRef]
- McCrary-Dennis, M.C.; Okoli, O.I. A review of multiscale composite manufacturing and challenges. J. Reinf. Plast. Compos. 2012, 31, 1687–1711. [Google Scholar] [CrossRef]
- Rahmanian, S.; Suraya, A.R.; Shazed, M.A.; Zahari, R.; Zainudin, E.S. Mechanical characterization of epoxy composite with multiscale reinforcements: Carbon nanotubes and short carbon fibers. Mater. Des. 2014, 60, 34–40. [Google Scholar] [CrossRef]
- Srivastava, V.K.; Gries, T.; Veit, D.; Quadflieg, T.; Mohr, B.; Kolloch, M. Effect of nanomaterial on Mode I and Mode II interlaminar fracture toughness of woven carbon fabric reinforced polymer composites. Eng. Fract. Mech. 2017, 180, 73–86. [Google Scholar] [CrossRef]
- Kermansaravi, M.; Pol, M.H. Experimental investigation on the effects of carbon nanotubes on Mode I interlaminar fracture toughness of laminated composites. Polym. Compos. 2016. [Google Scholar] [CrossRef]
- Xie, G.; Zhou, G.; Bao, X. Mechanical Behaviour of Advanced Composite Laminates Embedded with Carbon Nanotubes—Review; Society of Photo-Optical Instrumentation Engineers: Weihai, China, 2009. [Google Scholar]
- Hirsch, A. Functionalization of single-walled carbon nanotubes. Angew. Chem. Int. Ed. 2002, 41, 1853–1859. [Google Scholar] [CrossRef]
- Frankland, S.J.V.; Caglar, A.; Brenner, D.W.; Griebel, M. Reinforcement mechanisms in polymer nanotube composites: Simulated non-bonded and cross-linked systems. In Proceedings of the Nanotubes and Related Materials: Symposium, Boston, MA, USA, 27–30 November 2000; Materials Research Society: Warrendale, PA, USA, 2001; Volume 633, pp. A14171–A14175. [Google Scholar]
- Star, A.; Stoddart, J.F.; Steuerman, D.; Diehl, M.; Boukai, A.; Wong, E.W.; Yang, X.; Chung, S.W.; Choi, H.; Heath, J.R. Preparation and properties of polymer—Wrapped single-walled carbon nanotubes. Angew. Chem. Int. Ed. 2001, 40, 1721–1725. [Google Scholar] [CrossRef]
- Lin, Y.; Zhou, B.; Fernando, K.A.S.; Liu, P.; Allard, L.F.; Sun, Y.P. Polymeric carbon nanocomposites from carbon nanotubes functionalized with matrix polymer. Macromolecules 2003, 36, 7199–7204. [Google Scholar] [CrossRef]
- Qu, L.; Lin, Y.; Hill, D.E.; Zhou, B.; Wang, W.; Sun, X.; Kitaygorodskiy, A.; Suarez, M.; Connell, J.W.; Allard, L.F.; et al. Polyimide-functionalized carbon nanotubes: Synthesis and dispersion in nanocomposite films. Macromolecules 2004, 37, 6055–6060. [Google Scholar] [CrossRef]
- Liao, Y.-H.; Marietta-Tondin, O.; Liang, Z.; Zhang, C.; Wang, B. Investigation of the dispersion process of swnts/sc-15 epoxy resin nanocomposites. Mater. Sci. Eng. 2004, 385, 175–181. [Google Scholar] [CrossRef]
- Sahoo, N.G.; Jung, Y.C.; Yoo, H.J.; Cho, J.W. Effect of functionalized carbon nanotubes on molecular interaction and properties of polyurethane composites. Macromol. Chem. Phys. 2006, 207, 1773–1780. [Google Scholar] [CrossRef]
- So, H.H.; Cho, J.W.; Sahoo, N.G. Effect of carbon nanotubes on mechanical and electrical properties of polyimide/carbon nanotubes nanocomposites. Eur. Polym. J. 2007, 43, 3750–3756. [Google Scholar] [CrossRef]
- Lee, C.H.; Liu, J.Y.; Chen, S.L.; Wang, Y.Z. Miscibility and properties of acid-treated multi-walled carbon nanotubes/polyurethane nanocomposites. Polym. J. 2007, 39, 138–146. [Google Scholar] [CrossRef]
- Yuen, S.M.; Ma, C.C.M.; Lin, Y.Y.; Kuan, H.C. Preparation, morphology and properties of acid and amine modified multiwalled carbon nanotube/polyimide composite. Compos. Sci. Technol. 2007, 67, 2564–2573. [Google Scholar] [CrossRef]
- Sahoo, N.G.; Cheng, H.K.F.; Cai, J.; Li, L.; Chan, S.H.; Zhao, J.; Yu, S. Improvement of mechanical and thermal properties of carbon nanotube composites through nanotube functionalization and processing methods. Mater. Chem. Phys. 2009, 117, 313–320. [Google Scholar] [CrossRef]
- Hamon, M.A.; Chen, J.; Hu, H.; Chen, Y.; Itkis, M.E.; Rao, A.M.; Eklund, P.C.; Haddon, R.C. Dissolution of single-walled carbon nanotubes. Adv. Mater. 1999, 11, 834–840. [Google Scholar] [CrossRef]
- Chen, J.; Hamon, M.A.; Hu, H.; Chen, Y.; Rao, A.M.; Eklund, P.C.; Haddon, R.C. Solution properties of single-walled carbon nanotubes. Science 1998, 282, 95–98. [Google Scholar] [CrossRef] [PubMed]
- Chen, J.; Rao, A.M.; Lyuksyutov, S.; Itkis, M.E.; Hamon, M.A.; Hu, H.; Cohn, R.W.; Eklund, P.C.; Colbert, D.T.; Smalley, R.E.; et al. Dissolution of full-length single-walled carbon nanotubes. J. Phys. Chem. 2001, 105, 2525–2528. [Google Scholar] [CrossRef]
- Ma, P.C.; Mo, S.Y.; Tang, B.Z.; Kim, J.K. Dispersion, interfacial interaction and re-agglomeration of functionalized carbon nanotubes in epoxy composites. Carbon 2010, 48, 1824–1834. [Google Scholar] [CrossRef]
- Gojny, F.H.; Wichmann, M.H.G.; Köpke, U.; Fiedler, B.; Schulte, K. Carbon nanotube-reinforced epoxy-composites: Enhanced stiffness and fracture toughness at low nanotube content. Compos. Sci. Technol. 2004, 64, 2363–2371. [Google Scholar] [CrossRef]
- Wu, S.-H.; Wang, F.-Y.; Ma, C.-C.M.; Chang, W.-C.; Kuo, C.-T.; Kuan, H.-C.; Chen, W.-J. Mechanical, thermal and morphological properties of glass fiber and carbon fiber reinforced polyamide-6 and polyamide-6/clay nanocomposites. Mater. Lett. 2001, 49, 327–333. [Google Scholar] [CrossRef]
- Yasmin, A.; Abot, J.L.; Daniel, I.M. Processing of clay/epoxy nanocomposites by shear mixing. Scr. Mater. 2003, 49, 81–86. [Google Scholar] [CrossRef]
- Chisholm, N.; Mahfuz, H.; Rangari, V.K.; Ashfaq, A.; Jeelani, S. Fabrication and mechanical characterization of carbon/sic-epoxy nanocomposites. Compos. Struct. 2005, 67, 115–124. [Google Scholar] [CrossRef]
- Gojny, F.H.; Wichmann, M.H.G.; Fiedler, B.; Bauhofer, W.; Schulte, K. Influence of nano-modification on the mechanical and electrical properties of conventional fibre-reinforced composites. Compos. A Appl. Sci. Manuf. 2005, 36, 1525–1535. [Google Scholar] [CrossRef]
- Tsantzalis, S.; Karapappas, P.; Vavouliotis, A.; Tsotra, P.; Kostopoulos, V.; Tanimoto, T.; Friedrich, K. On the improvement of toughness of cfrps with resin doped with cnf and pzt particles. Compos. A Appl. Sci. Manuf. 2007, 38, 1159–1162. [Google Scholar] [CrossRef]
- Yokozeki, T.; Iwahori, Y.; Ishiwata, S.; Enomoto, K. Mechanical properties of cfrp laminates manufactured from unidirectional prepregs using cscnt-dispersed epoxy. Compos. A Appl. Sci. Manuf. 2007, 38, 2121–2130. [Google Scholar] [CrossRef]
- Kim, M.-G.; Hong, J.-S.; Kang, S.-G.; Kim, C.-G. Enhancement of the crack growth resistance of a carbon/epoxy composite by adding multi-walled carbon nanotubes at a cryogenic temperature. Compos. A Appl. Sci. Manuf. 2008, 39, 647–654. [Google Scholar] [CrossRef]
- Chen, W.; Shen, H.; Auad, M.L.; Huang, C.; Nutt, S. Basalt fiber-epoxy laminates with functionalized multi-walled carbon nanotubes. Compos. A Appl. Sci. Manuf. 2009, 40, 1082–1089. [Google Scholar] [CrossRef]
- Green, K.J.; Dean, D.R.; Vaidya, U.K.; Nyairo, E. Multiscale fiber reinforced composites based on a carbon nanofiber/epoxy nanophased polymer matrix: Synthesis, mechanical, and thermomechanical behavior. Compos. A Appl. Sci. Manuf. 2009, 40, 1470–1475. [Google Scholar] [CrossRef]
- Ganesan, Y.; Peng, C.; Lu, Y.; Loya, P.E.; Moloney, P.; Barrera, E.; Yakobson, B.I.; Tour, J.M.; Ballarini, R.; Lou, J. Interface toughness of carbon nanotube reinforced epoxy composites. ACS Appl. Mater. Interfaces 2011, 3, 129–134. [Google Scholar] [CrossRef] [PubMed]
- Zeng, Y.; Liu, H.-Y.; Mai, Y.-W.; Du, X.-S. Improving interlaminar fracture toughness of carbon fibre/epoxy laminates by incorporation of nano-particles. Compos. B Eng. 2012, 43, 90–94. [Google Scholar] [CrossRef]
- Kobayashi, S.; Kitagawa, J. Effect of fine particle incorporation into matrix on mechanical properties of plain woven carbon fiber reinforced plastics fabricated with vacuum assisted resin transfer molding. Compos. B Eng. 2016, 85, 31–40. [Google Scholar] [CrossRef]
- Hunston, D.L.; Moulton, R.J.; Johnston, N.J.; Bascom, W.D. Matrix resin effects in composite delamination—Mode I fracture aspects. Am. Soc. Test. Mater. 1987, 74–94. [Google Scholar] [CrossRef]
- Ozdemir, N.G.; Zhang, T.; Aspin, I.; Scarpa, F.; Hadavinia, H.; Song, Y. Toughening of carbon fibre reinforced polymer composites with rubber nanoparticles for advanced industrial applications. Exp. Polym. Lett. 2016, 10, 394–407. [Google Scholar] [CrossRef]
- Rodríguez-González, J.A.; Rubio-González, C.; Meneses-Nochebuena, C.A.; González-García, P.; Licea-Jiménez, L. Enhanced interlaminar fracture toughness of unidirectional carbon fiber/epoxy composites modified with sprayed multi-walled carbon nanotubes. Compos. Interfaces 2017, 24, 883–896. [Google Scholar] [CrossRef]
- Yokozeki, T.; Iwahori, Y.; Ishibashi, M.; Yanagisawa, T.; Imai, K.; Arai, M.; Takahashi, T.; Enomoto, K. Fracture toughness improvement of cfrp laminates by dispersion of cup-stacked carbon nanotubes. Compos. Sci. Technol. 2009, 69, 2268–2273. [Google Scholar] [CrossRef]
- Chen, C.; Li, Y.; Yu, T. Interlaminar toughening in flax fiber-reinforced composites interleaved with carbon nanotube buckypaper. J. Reinf. Plast. Compos. 2014, 33, 1859–1868. [Google Scholar] [CrossRef]
- Thakre, P.R.; Lagoudas, D.C.; Zhu, J.; Barrera, E.V.; Gates, T.S. Processing and Characterization of Epoxy/Swcnt/woven Fabric Composites; American Institute Aeronautics and Astronautics Inc.: Reston, VA, USA; Newport, RI, USA, 2006; pp. 3256–3266. [Google Scholar]
- Arai, M.; Noro, Y.; Sugimoto, K.I.; Endo, M. Mode I and Mode II interlaminar fracture toughness of cfrp laminates toughened by carbon nanofiber interlayer. Compos. Sci. Technol. 2008, 68, 516–525. [Google Scholar] [CrossRef]
- Wong, D.W.Y.; Zhang, H.; Bilotti, E.; Peijs, T. Interlaminar toughening of woven fabric carbon/epoxy composite laminates using hybrid aramid/phenoxy interleaves. Compos. A Appl. Sci. Manuf. 2017, 101, 151–159. [Google Scholar] [CrossRef]
- Ning, H.; Weng, S.; Hu, N.; Yan, C.; Liu, J.; Yao, J.; Liu, Y.; Peng, X.; Fu, S.; Zhang, J. Mode-ii interlaminar fracture toughness of gfrp/al laminates improved by surface modified vgcf interleaves. Compos. B Eng. 2017, 114, 365–372. [Google Scholar] [CrossRef]
- Stahl, J.J.; Bogdanovich, A.E.; Bradford, P.D. Carbon nanotube shear-pressed sheet interleaves for Mode I interlaminar fracture toughness enhancement. Compos. A Appl. Sci. Manuf. 2016, 80, 127–137. [Google Scholar] [CrossRef]
- Liu, D.; Li, G.; Li, B.; Yang, X. Establishment of multi-scale interface in interlayer-toughened cfrp composites by self-assembled pa-mwnts-ep. Compos. Sci. Technol. 2016, 130, 53–62. [Google Scholar] [CrossRef]
- Xu, W.; Ding, Y.; Jiang, S.; Zhu, J.; Ye, W.; Shen, Y.; Hou, H. Mechanical flexible pi/mwcnts nanocomposites with high dielectric permittivity by electrospinning. Eur. Polym. J. 2014, 59, 129–135. [Google Scholar] [CrossRef]
- Huang, Z.-M.; Zhang, Y.Z.; Kotaki, M.; Ramakrishna, S. A review on polymer nanofibers by electrospinning and their applications in nanocomposites. Compos. Sci. Technol. 2003, 63, 2223–2253. [Google Scholar] [CrossRef]
- Jiang, S.; Greiner, A.; Agarwal, S. Short nylon-6 nanofiber reinforced transparent and high modulus thermoplastic polymeric composites. Compos. Sci. Technol. 2013, 87, 164–169. [Google Scholar] [CrossRef]
- Jiang, S.; Duan, G.; Hou, H.; Greiner, A.; Agarwal, S. Novel layer-by-layer procedure for making nylon-6 nanofiber reinforced high strength, tough, and transparent thermoplastic polyurethane composites. ACS Appl. Mater. Interfaces 2012, 4, 4366–4372. [Google Scholar] [CrossRef] [PubMed]
- Jiang, S.; Hou, H.; Greiner, A.; Agarwal, S. Tough and transparent nylon-6 electrospun nanofiber reinforced melamine–formaldehyde composites. ACS Appl. Mater. Interfaces 2012, 4, 2597–2603. [Google Scholar] [CrossRef] [PubMed]
- Xu, W.; Feng, Y.; Ding, Y.; Jiang, S.; Fang, H.; Hou, H. Short electrospun carbon nanofiber reinforced polyimide composite with high dielectric permittivity. Mater. Lett. 2015, 161, 431–434. [Google Scholar] [CrossRef]
- Jiang, S.; Duan, G.; Schöbel, J.; Agarwal, S.; Greiner, A. Short electrospun polymeric nanofibers reinforced polyimide nanocomposites. Compos. Sci. Technol. 2013, 88, 57–61. [Google Scholar] [CrossRef]
- Daelemans, L.; Van Der Heijden, S.; De Baere, I.; Rahier, H.; Van Paepegem, W.; De Clerck, K. Damage-resistant composites using electrospun nanofibers: A multiscale analysis of the toughening mechanisms. ACS Appl. Mater. Interfaces 2016, 8, 11806–11818. [Google Scholar] [CrossRef] [PubMed]
- Beckermann, G.W.; Pickering, K.L. Mode I and Mode II interlaminar fracture toughness of composite laminates interleaved with electrospun nanofibre veils. Compos. A Appl. Sci. Manuf. 2015, 72, 11–21. [Google Scholar] [CrossRef]
- Van der Heijden, S.; Daelemans, L.; De Schoenmaker, B.; De Baere, I.; Rahier, H.; Van Paepegem, W.; De Clerck, K. Interlaminar toughening of resin transfer moulded glass fibre epoxy laminates by polycaprolactone electrospun nanofibres. Compos. Sci. Technol. 2014, 104, 66–73. [Google Scholar] [CrossRef]
- Beylergil, B.; Tanoğlu, M.; Aktaş, E. Enhancement of interlaminar fracture toughness of carbon fiber–epoxy composites using polyamide-6,6 electrospun nanofibers. J. Appl. Polym. Sci. 2017, 134. [Google Scholar] [CrossRef]
- Manh, C.V.; Choi, H.J. Enhancement of interlaminar fracture toughness of carbon fiber/epoxy composites using silk fibroin electrospun nanofibers. Polym. Plast. Technol. Eng. 2016, 55, 1048–1056. [Google Scholar] [CrossRef]
- Klein, P.J.; Warren, G.L.; Sager, R.J.; Sue, H.J.; Lagoudas, D.C. B-Staged Carbon Nanotube/Epoxy Films for the Improvement of Interlaminar Fracture Toughness; Society for the Advancement of Material and Process Engineering (SAMPE): Cincinnati, OH, USA, 2007. [Google Scholar]
- Warren, G.; Sun, L.; Moghbelli, E.; White, K.; Davis, D.; Lagoudas, D.; Sue, H.J. B-staged interleaf-toughened epoxy/swcnt nanocomposites for vartm applications. In Proceedings of the SAMPE ‘09 Spring Symposium Conference, Baltimore, MD, USA, 18–21 May 2009; Society for the Advancement of Material and Process Engineering: Covina, CA, USA, 2009. [Google Scholar]
- Davis, D.C.; Wilkerson, J.W.; Zhu, J.; Ayewah, D.O.O. Improvements in mechanical properties of a carbon fiber epoxy composite using nanotube science and technology. Compos. Struct. 2010, 92, 2653–2662. [Google Scholar] [CrossRef]
- Feng, L.; Li, K.; Xue, B.; Fu, Q.; Zhang, L. Optimizing matrix and fiber/matrix interface to achieve combination of strength, ductility and toughness in carbon nanotube-reinforced carbon/carbon composites. Mater. Des. 2017, 113, 9–16. [Google Scholar] [CrossRef]
- Kepple, K.L.; Sanborn, G.P.; Lacasse, P.A.; Gruenberg, K.M.; Ready, W.J. Improved fracture toughness of carbon fiber composite functionalized with multi walled carbon nanotubes. Carbon 2008, 46, 2026–2033. [Google Scholar] [CrossRef]
- Mathur, R.B.; Chatterjee, S.; Singh, B.P. Growth of carbon nanotubes on carbon fibre substrates to produce hybrid/phenolic composites with improved mechanical properties. Compos. Sci. Technol. 2008, 68, 1608–1615. [Google Scholar] [CrossRef]










© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dikshit, V.; Bhudolia, S.K.; Joshi, S.C. Multiscale Polymer Composites: A Review of the Interlaminar Fracture Toughness Improvement. Fibers 2017, 5, 38. https://doi.org/10.3390/fib5040038
Dikshit V, Bhudolia SK, Joshi SC. Multiscale Polymer Composites: A Review of the Interlaminar Fracture Toughness Improvement. Fibers. 2017; 5(4):38. https://doi.org/10.3390/fib5040038
Chicago/Turabian StyleDikshit, Vishwesh, Somen K. Bhudolia, and Sunil C. Joshi. 2017. "Multiscale Polymer Composites: A Review of the Interlaminar Fracture Toughness Improvement" Fibers 5, no. 4: 38. https://doi.org/10.3390/fib5040038
APA StyleDikshit, V., Bhudolia, S. K., & Joshi, S. C. (2017). Multiscale Polymer Composites: A Review of the Interlaminar Fracture Toughness Improvement. Fibers, 5(4), 38. https://doi.org/10.3390/fib5040038