
Multi-Scale Carbon (Micro/Nano) Fiber Reinforcement of Polyetheretherketone Using High Shear Melt-Processing


Abstract
:
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Processing
2.3. Characterization
3. Results and Discussion
3.1. Morphology
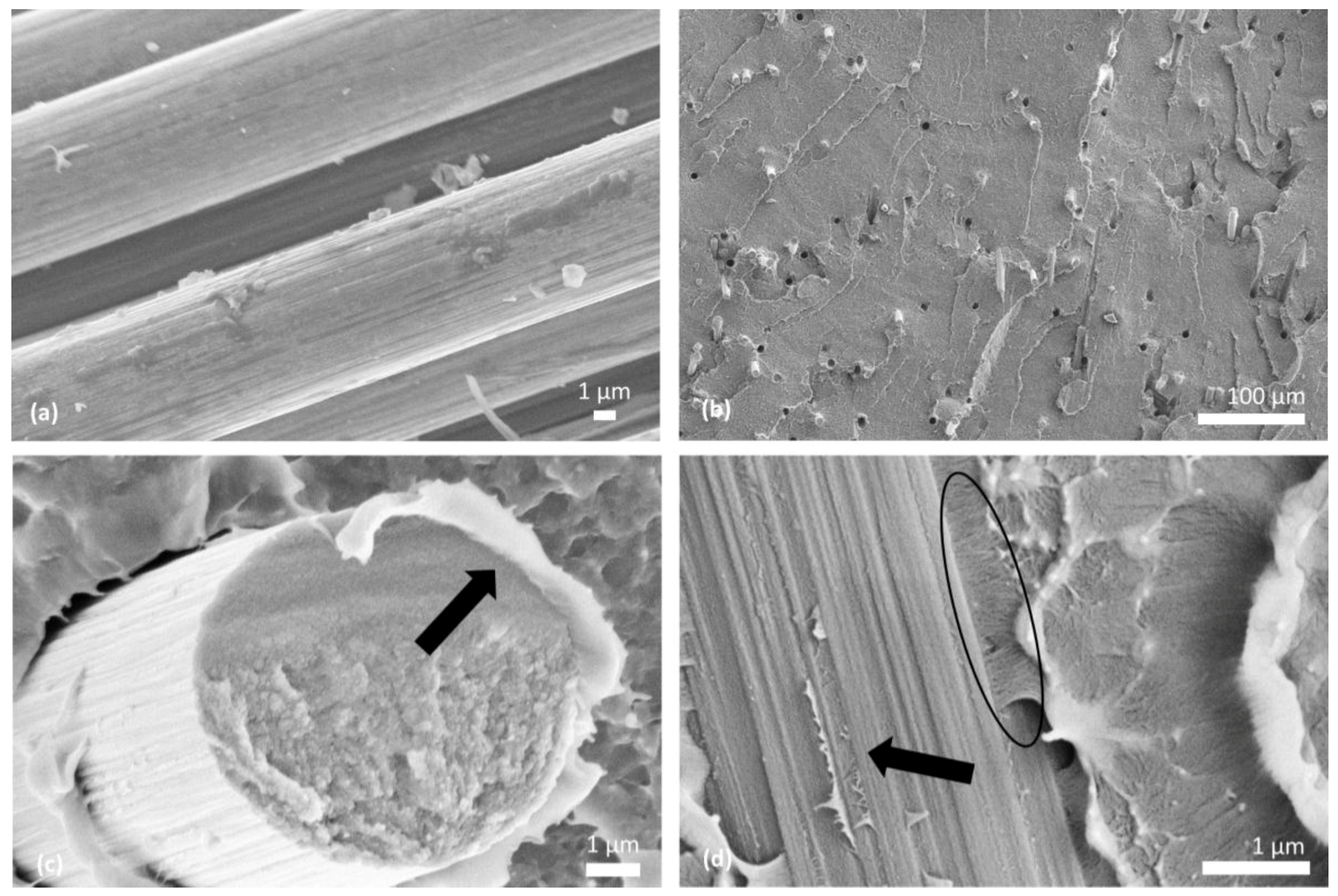
3.1.1. CF-PEEK
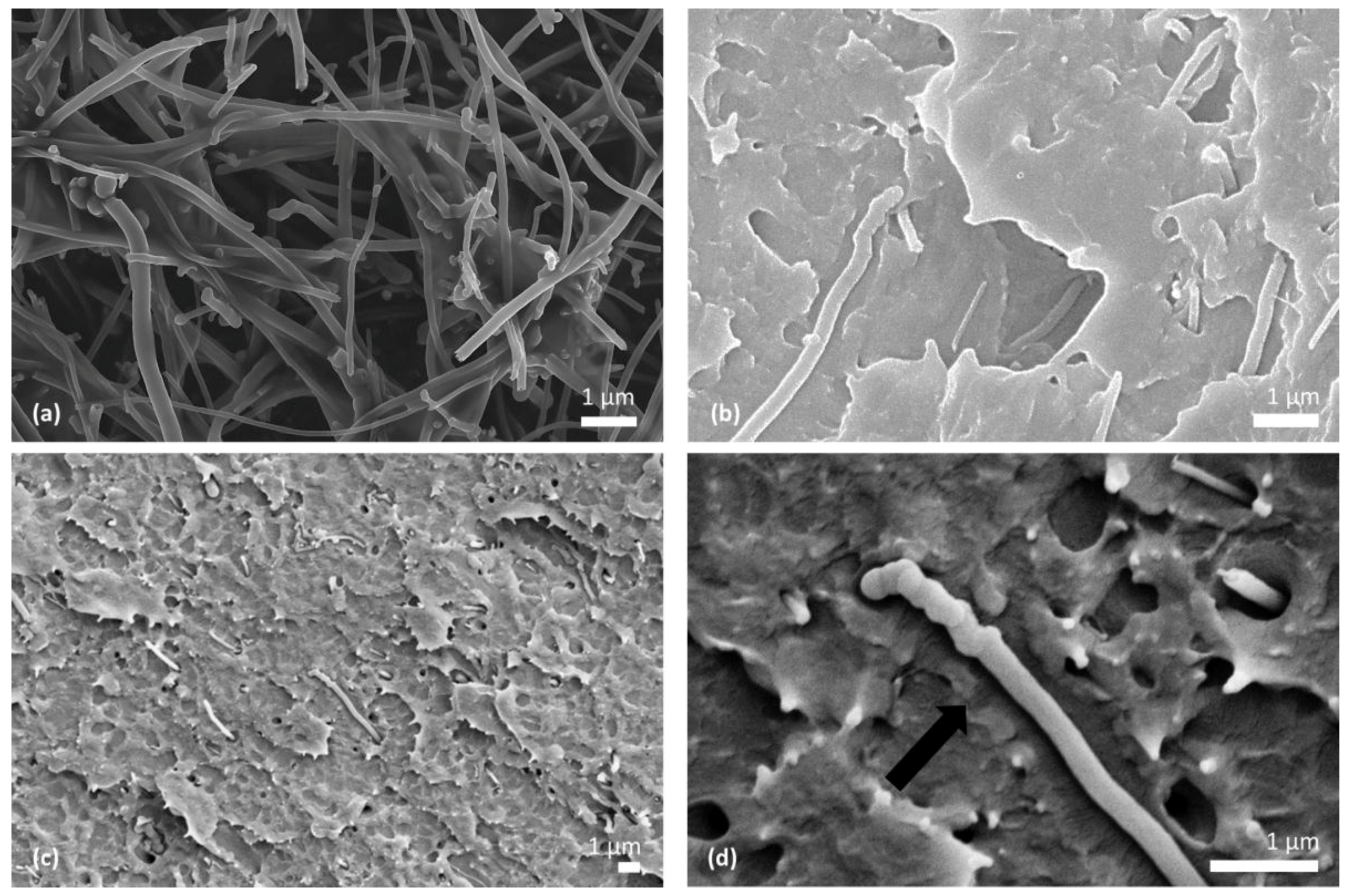
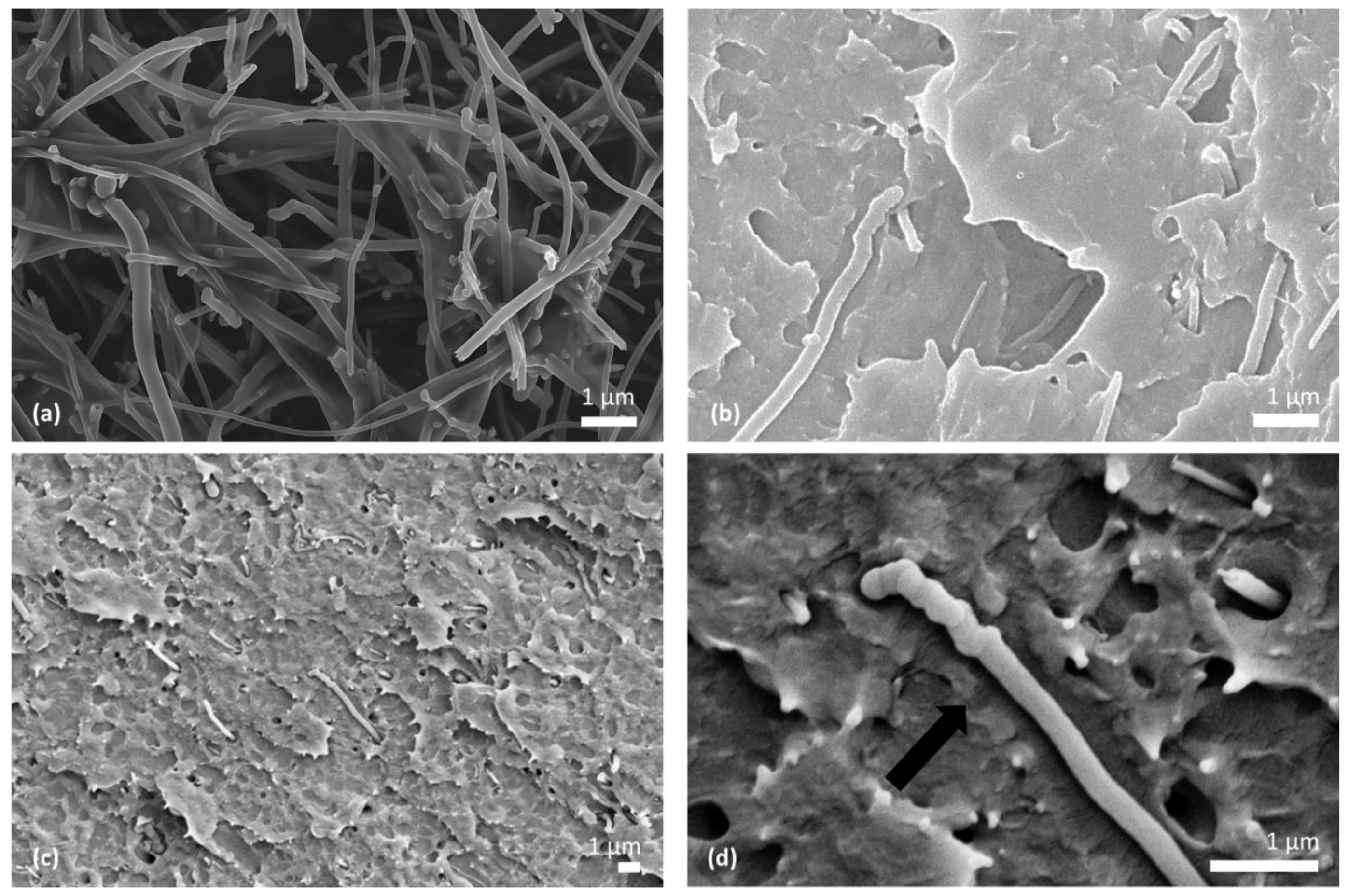
3.1.2. CNF-PEEK
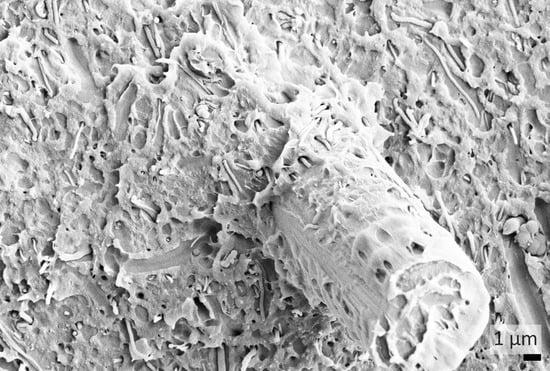
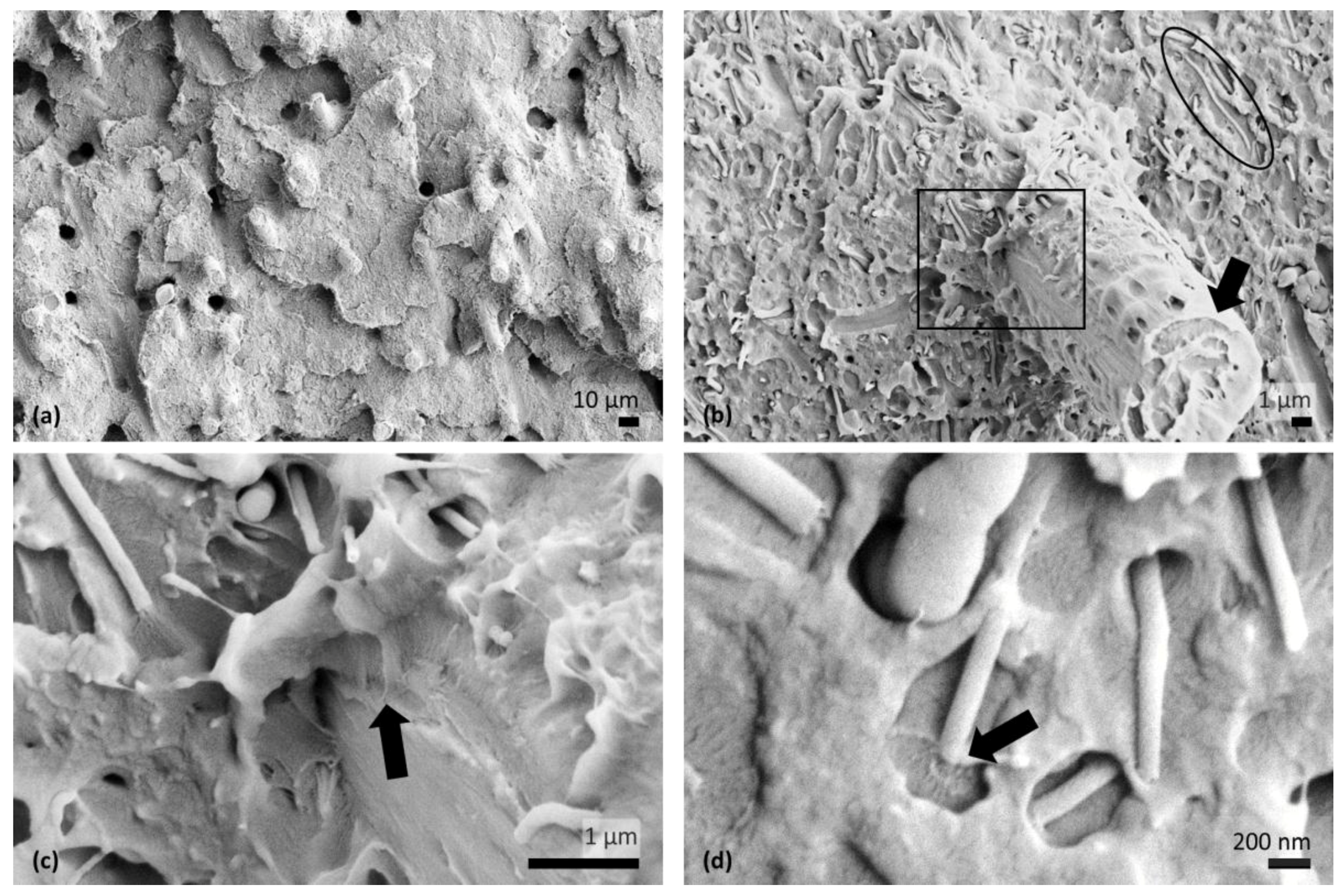
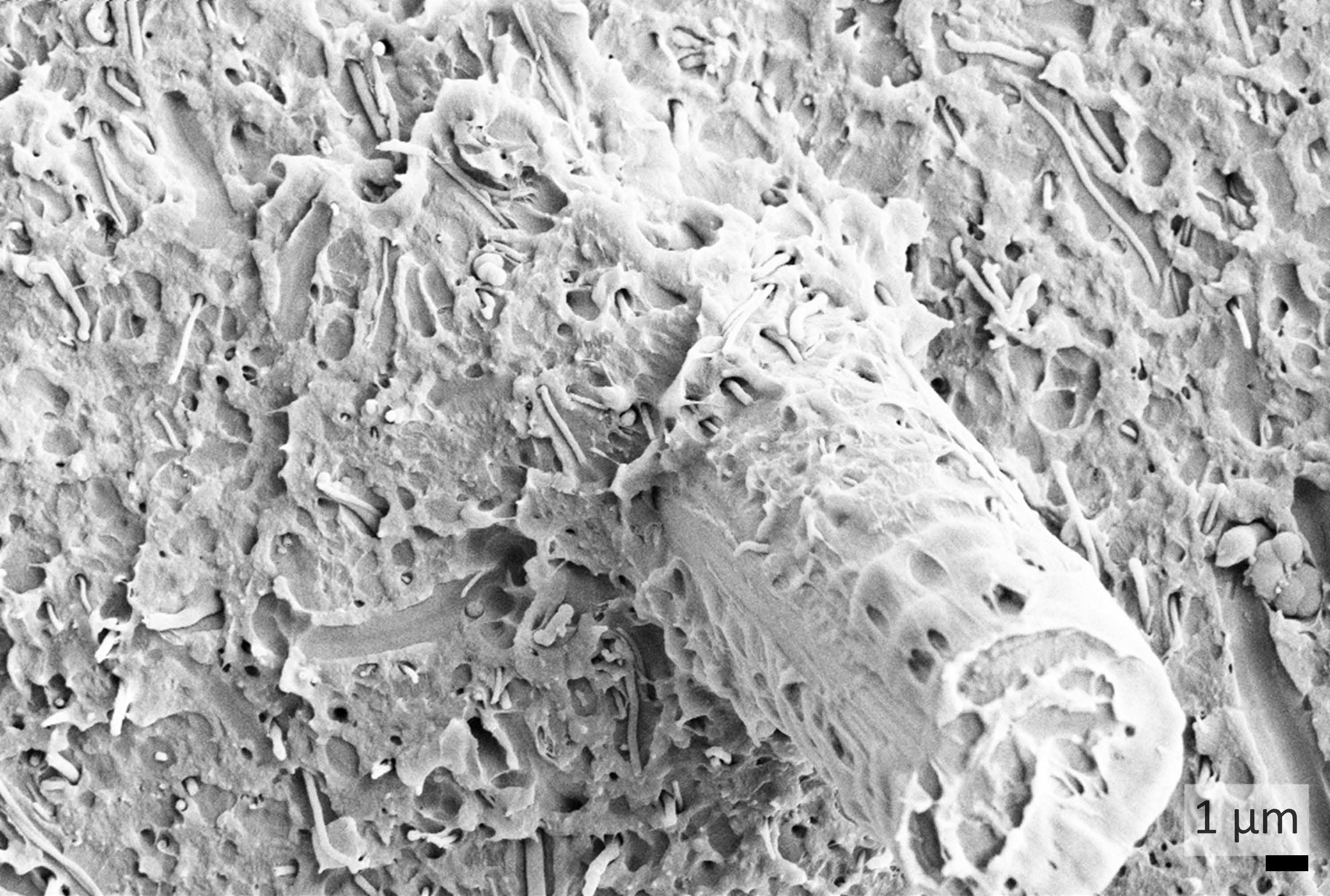
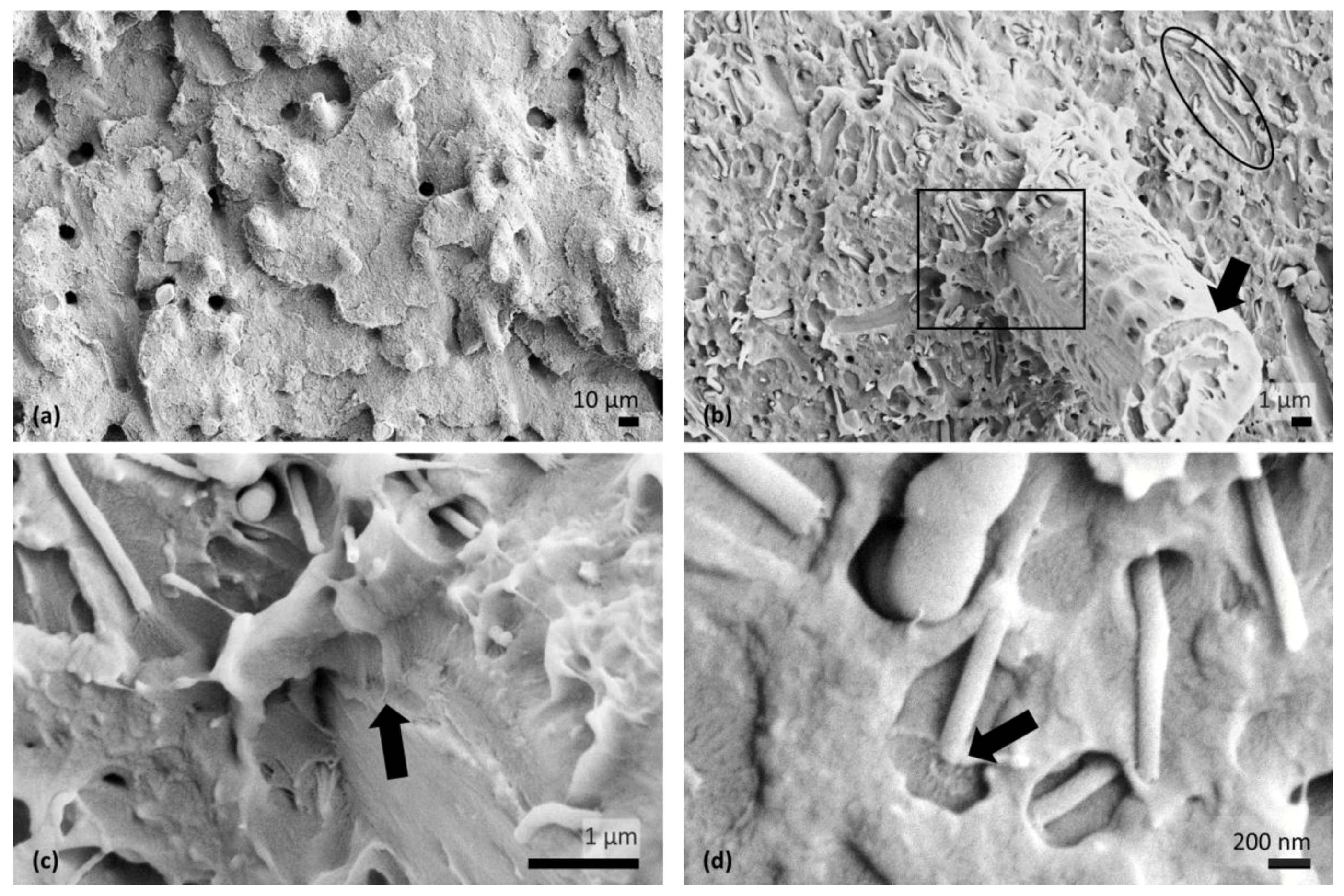
3.1.3. 20CF–2.5CNF-PEEK, the Multi-Scale Composite
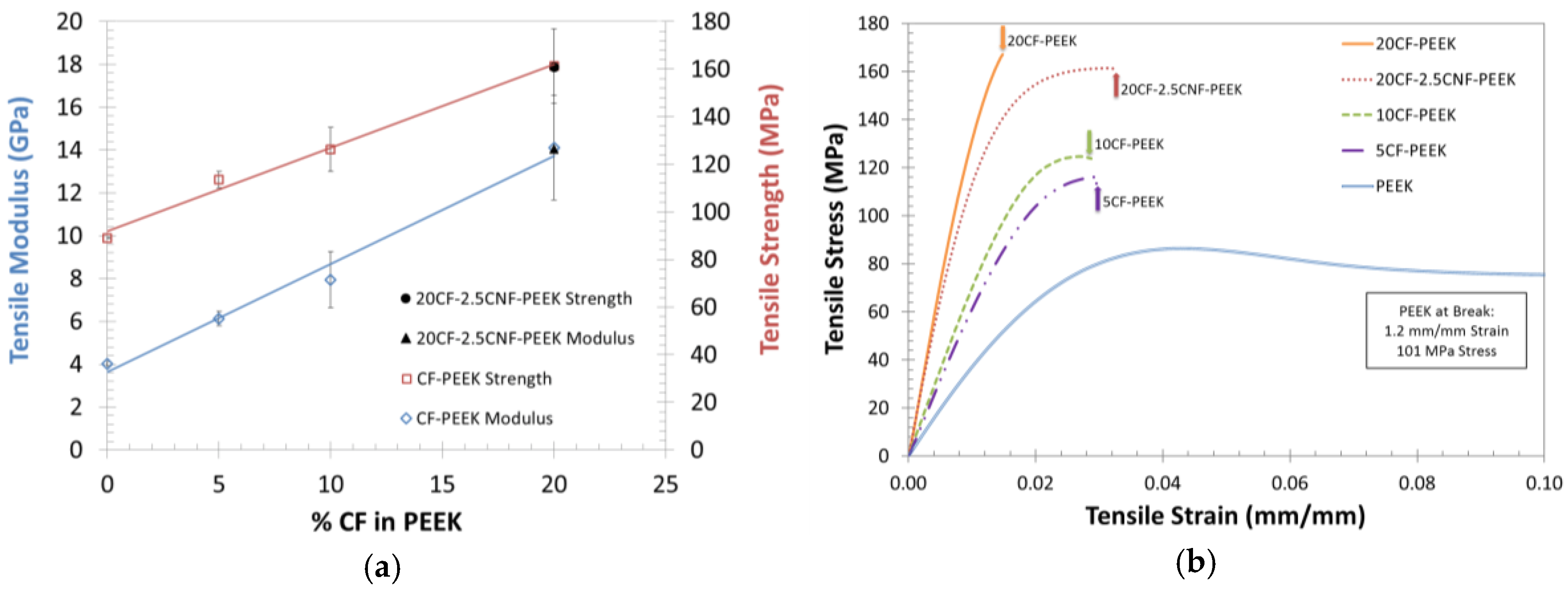
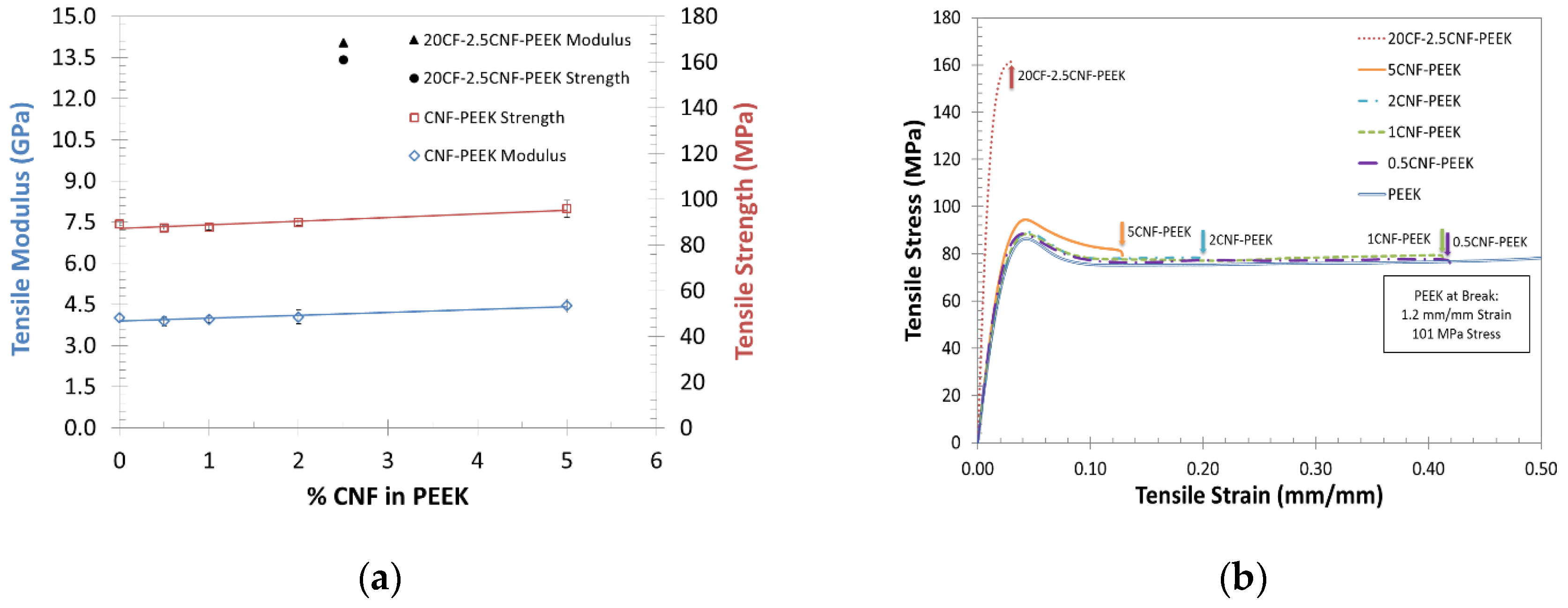
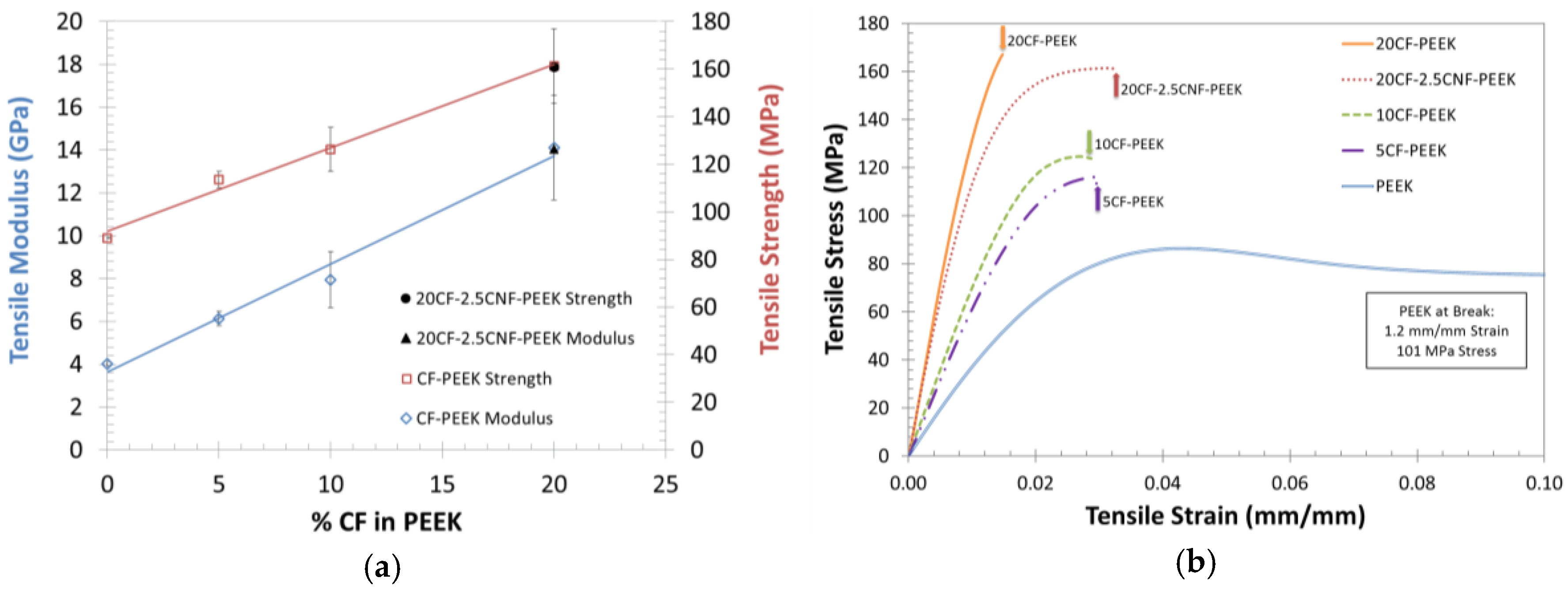
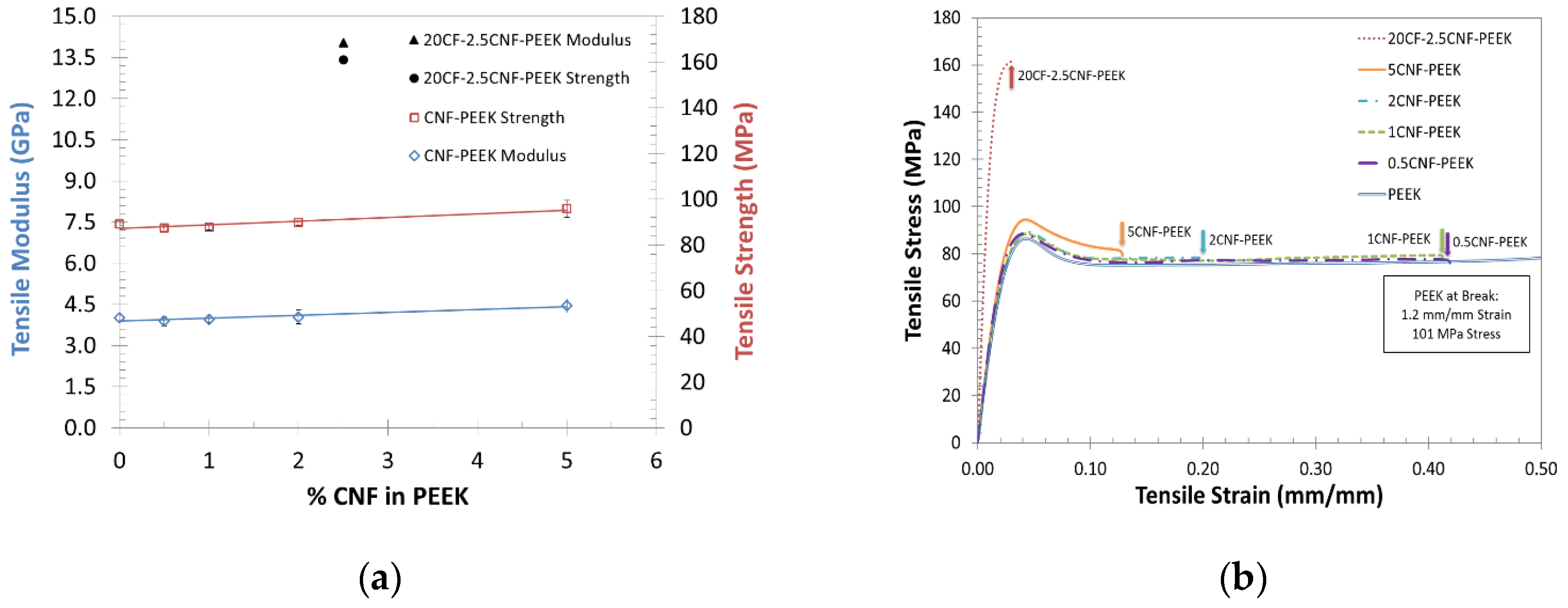
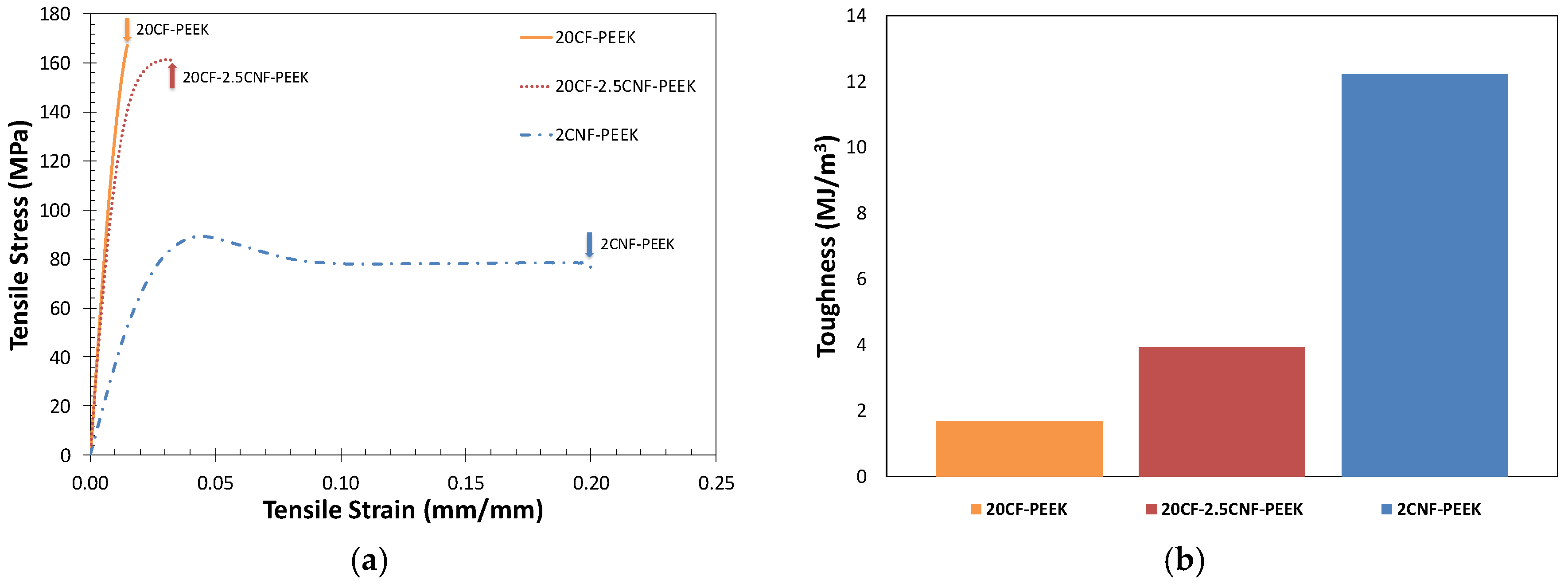
3.2. Tensile Results
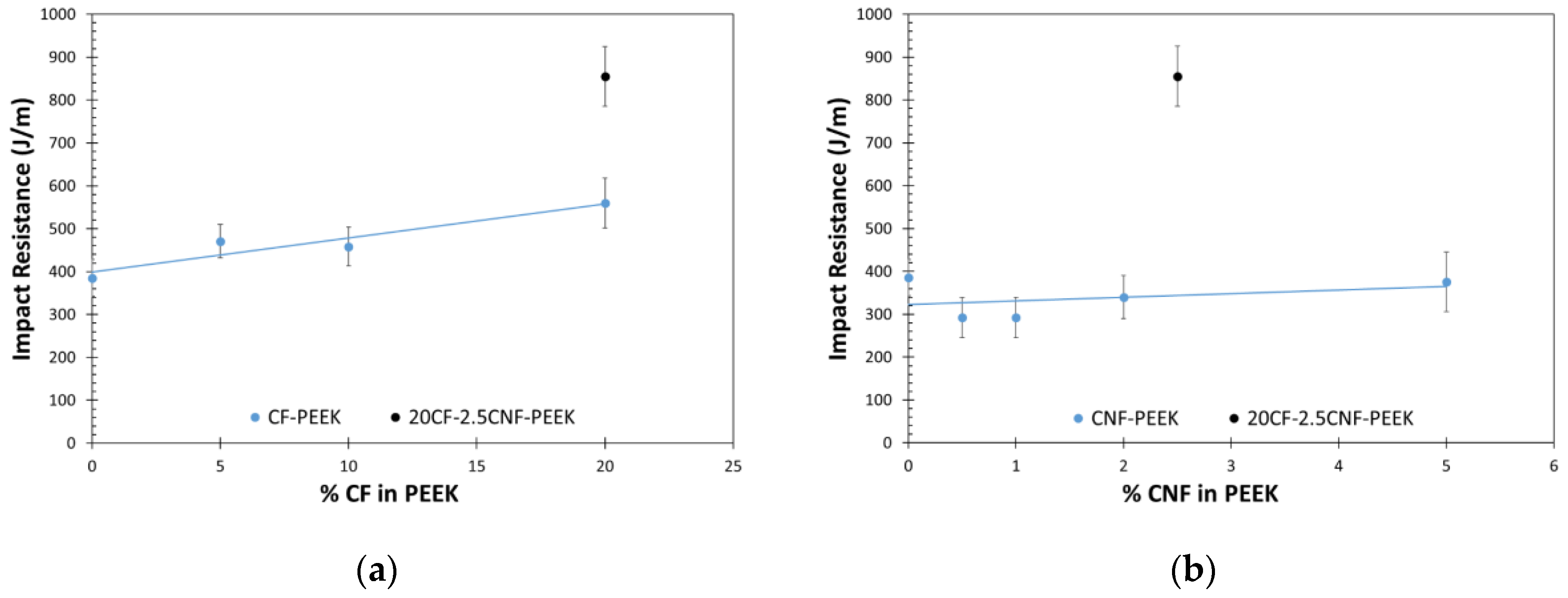
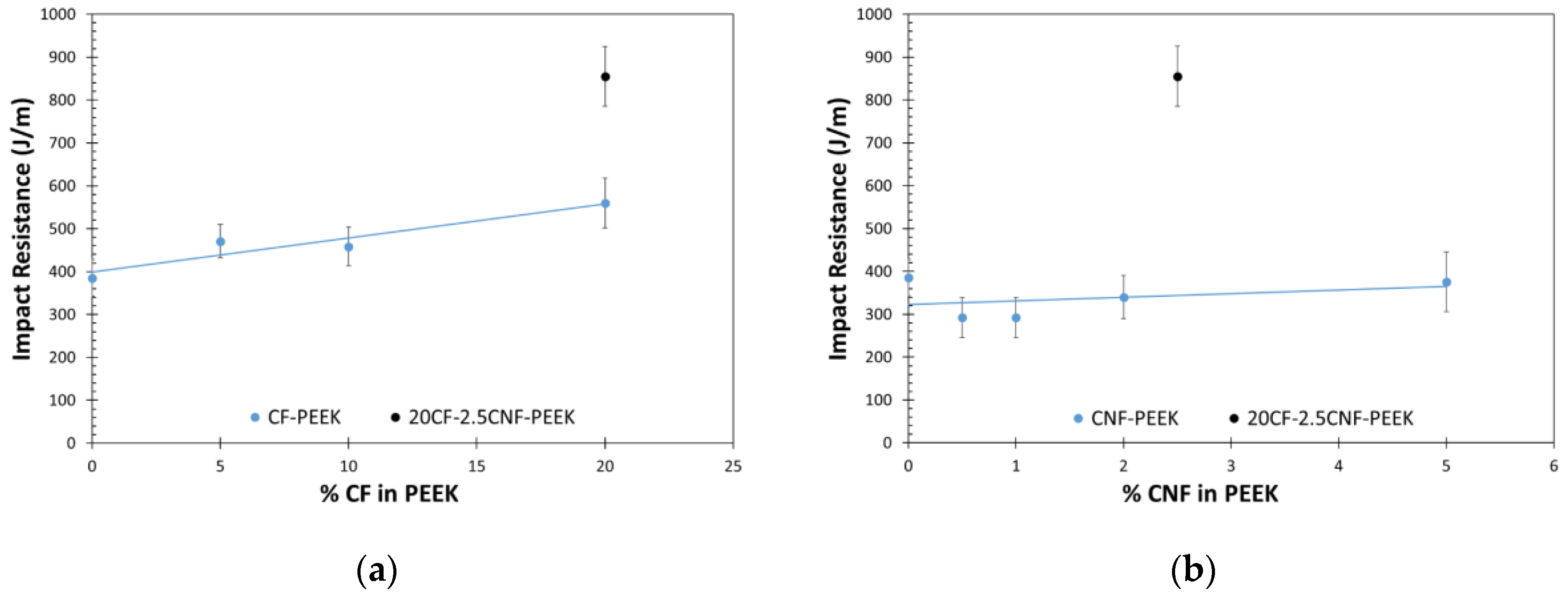
3.3. Impact Resistance Results
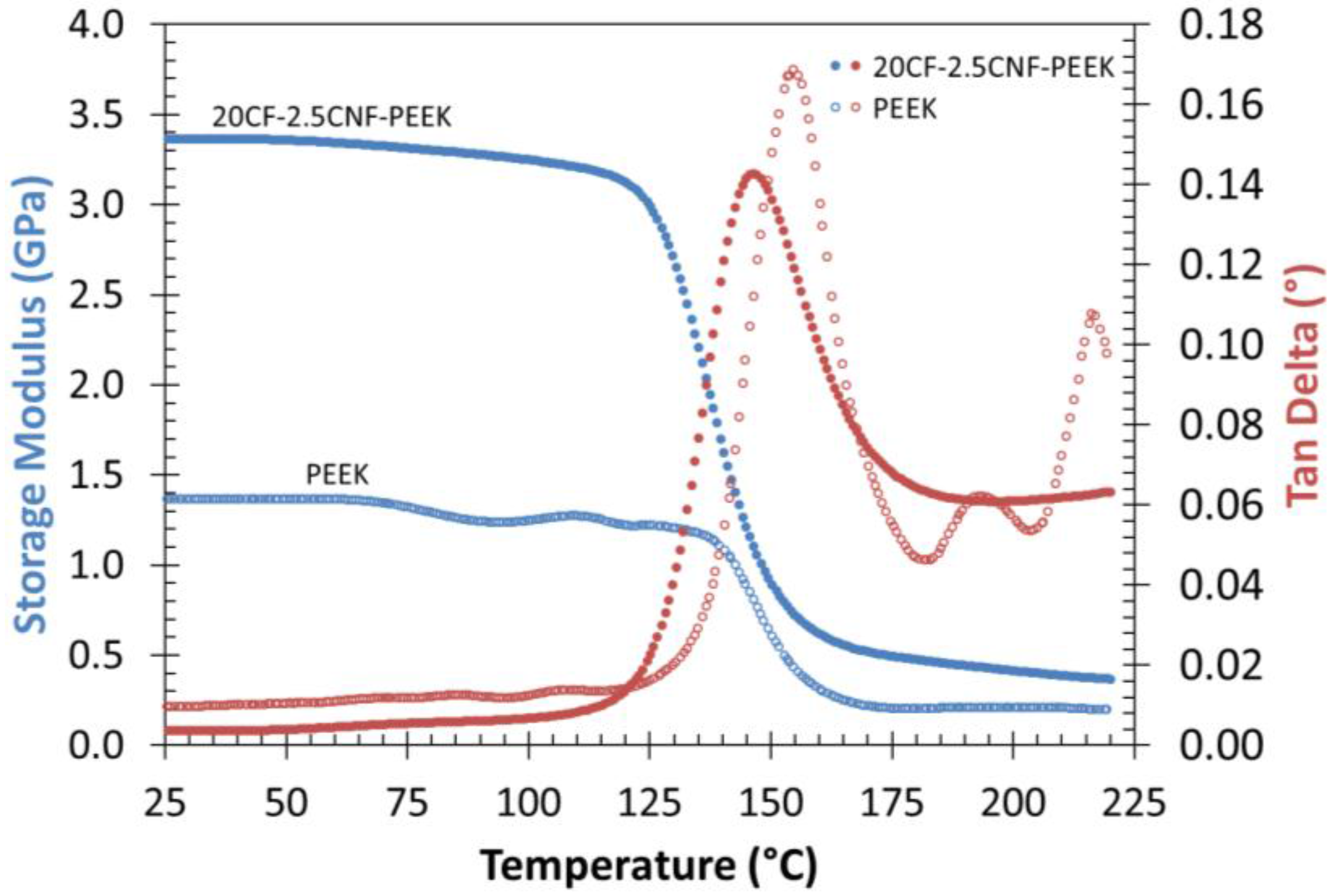
3.4. Dynamic Mechanical Torsion Results
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Chung, D.D.L. Processing of Carbon Fibers. In Carbon Fiber Composites; Elsevier: Amsterdam, The Netherlands, 1994; pp. 13–53. [Google Scholar]
- Kim, J.-K.; Mai, Y.-W.; Mai, Y.-W. Interface mechanics and fracture toughness theories. In Engineered Interfaces in Fiber Reinforced Composites; Elsevier: Amsterdam, The Netherlands, 1998; pp. 239–277. [Google Scholar]
- Zhu, L. Investigations on damage resistance of carbon fiber composite panels toughened using veils. Chin. J. Aeronaut. 2013, 26, 807–813. [Google Scholar] [CrossRef]
- Poveda, R.L.; Gupta, N. Carbon Nanofibers: Structure and Fabrication. In SpringerBriefs in Materials; Springer International Publishing: Cham, Switzerland, 2016; pp. 11–26. [Google Scholar]
- Feng, L.; Xie, N.; Zhong, J. Carbon nanofibers and their composites: A review of synthesizing, properties and applications. Materials 2014, 7, 3919–3945. [Google Scholar] [PubMed]
- Kumar, R. Manufacturing of High Performance Polymer Nanocomposites Containing Carbon Nanotubes And Carbon Nanofibers Using Ultrasound Assisted Extrusion Process. Ph.D. Thesis, The University of Akron, Akron, OH, USA, December 2010. [Google Scholar]
- Bortz, D.R.; Merino, C.; Martin-Gullon, I. Carbon nanofibers enhance the fracture toughness and fatigue performance of a structural epoxy system. Compos. Sci. Technol. 2011, 71, 31–38. [Google Scholar] [CrossRef]
- Koissin, V.; Bor, T.; Kotanjac, Ž.; Lefferts, L.; Warnet, L.; Akkerman, R. Carbon Nanofibers Grown on Large Woven Cloths: Morphology and Properties of Growth. J. Carbon Res. 2016, 2, 19. [Google Scholar] [CrossRef]
- Rana, S.; Alagirusamy, R.; Fangueiro, R.; Joshi, M. Effect of carbon nanofiber functionalization on the in-plane mechanical properties of carbon/epoxy multiscale composites. J. Appl. Polym. Sci. 2012, 125, 1951–1958. [Google Scholar] [CrossRef]
- Hu, N.; Li, Y.; Nakamura, T.; Katsumata, T.; Koshikawa, T.; Arai, M. Reinforcement effects of MWCNT and VGCF in bulk composites and interlayer of CFRP laminates. Compos. B 2012, 43, 3–9. [Google Scholar] [CrossRef]
- Arai, M.; Hirokawa, J.I.; Hanamura, Y.; Ito, H.; Hojo, M.; Quaresimin, M. Characteristic of mode i fatigue crack propagation of CFRP laminates toughened with CNF interlayer. Compos. B 2014, 65, 26–33. [Google Scholar] [CrossRef]
- Kurtz, S.M. Synthesis and Processing of PEEK for Surgical Implants; Elsevier: Amsterdam, The Netherlands, 2012. [Google Scholar]
- Bozarth, M.J.; Gillespie, J.W.; McCullough, R.L. Fiber orientation and its effect upon thermoelastic properties of short carbon fiber reinforced poly(etheretherketone) (PEEK). Polym. Compos. 1987, 8, 74–81. [Google Scholar] [CrossRef]
- Lee, Y.; Porter, S.R. Crystallization of Poly(etheretherketone) (PEEK) in Carbon Fiber Composites. Polym. Eng. Sci. 1986, 26, 633–639. [Google Scholar] [CrossRef]
- Paul, D.R.; Robeson, L.M. Polymer nanotechnology: Nanocomposites. Polymer 2008, 49, 3187–3204. [Google Scholar] [CrossRef]
- Sandler, J.; Werner, P.; Shaffer, M.S.P.; Demchuk, V.; Altstädt, V.; Windle, A.H. Carbon-nanofibre-reinforced poly(ether ether ketone) composites. Compos. A 2002, 33, 1033–1039. [Google Scholar] [CrossRef]
- Ghaemi, F.; Ahmadian, A.; Yunus, R.; Ismail, F.; Rahmanian, S. Effects of Thickness and Amount of Carbon Nanofiber Coated Carbon Fiber on Improving the Mechanical Properties of Nanocomposites. Nanomaterials 2016, 6, 6. [Google Scholar] [CrossRef] [PubMed]
- Palmeri, M.J.; Putz, K.W.; Ramanathan, T.; Brinson, L.C. Multi-scale reinforcement of CFRPs using carbon nanofibers. Compos. Sci. Technol. 2011, 71, 79–86. [Google Scholar] [CrossRef]
- Zhou, Y.; Pervin, F.; Jeelani, S.; Mallick, P.K. Improvement in mechanical properties of carbon fabric-epoxy composite using carbon nanofibers. J. Mater. Process. Technol. 2008, 198, 445–453. [Google Scholar] [CrossRef]
- Rostamiyan, Y.; Fereidoon, A.B.; Omrani, A.; Ganji, D.D. Preparation, modeling, and optimization of mechanical properties of Epoxy/HIPS/silica hybrid nanocomposite using combination of central composite design and genetic algorithm. Part 2. Studies on flexural, compression, and impact strength. Strength Mater. 2013, 45, 703–715. [Google Scholar] [CrossRef]
- Lynch, J.K. High shear melt-processing of fiberglass-reinforced poly(trimethylene) terephthalate composites. J. Appl. Polym. Sci. 2015, 132. [Google Scholar] [CrossRef]
- Ishida, H.; Bussi, P. Surface-Induced Crystallization in Ultrahigh-Modulus Polyethylene Fiber Reinforced Polyethylene Composites. Macromolecules 1991, 24, 3569–3577. [Google Scholar] [CrossRef]
- Ishida, H.; Bussi, P. Surface Induced Crystallization in Fiber Reinforced Semicrystalline Thermoplastic Composites; Defense Technical Information Center: Fort Belvoir, VA, USA, 1991. [Google Scholar]
- Vivet, A.; Leclerc, W.; Doudou, B.; Chen, J.; Poilâne, C. Improvement by Nanofibers of Load Transfer in Carbon Fiber Reinforced Composites. Fibers 2015, 3, 134–150. [Google Scholar] [CrossRef]
- Harris, B. Engineering Composite Materials; IOM: Geneva, Switzerland, 1999. [Google Scholar]
- Steinmann, W.; Saelhoff, A.-K. Essential Properties of Fibres for Composite Applications. In Fibrous and Textile Materials for Composite Applications; Springer: Singapore, 2016; pp. 39–73. [Google Scholar]
- Callister, W.D. Composites. In Materials Science and Engineering: An Introduction, 7th ed.; John Wiley & Sons: Chichester, UK, 2006; pp. 577–620. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| wt. % CF | Label | wt. % CNF | Label | wt. % CF | wt. % CNF | Label |
|---|---|---|---|---|---|---|
| 0 | PEEK | 0 | PEEK | 0 | 0 | PEEK |
| 5 | 5CF-PEEK | 0.5 | 0.5CNF-PEEK | 20 | 2.5 | 20CF–2.5CNF-PEEK |
| 10 | 10CF-PEEK | 1 | 1CNF-PEEK | |||
| 20 | 20CF-PEEK | 2 | 2CNF-PEEK | |||
| 5 | 5CNF-PEEK |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tewatia, A.; Hendrix, J.; Nosker, T.; Lynch-Branzoi, J. Multi-Scale Carbon (Micro/Nano) Fiber Reinforcement of Polyetheretherketone Using High Shear Melt-Processing. Fibers 2017, 5, 32. https://doi.org/10.3390/fib5030032
Tewatia A, Hendrix J, Nosker T, Lynch-Branzoi J. Multi-Scale Carbon (Micro/Nano) Fiber Reinforcement of Polyetheretherketone Using High Shear Melt-Processing. Fibers. 2017; 5(3):32. https://doi.org/10.3390/fib5030032
Chicago/Turabian StyleTewatia, Arya, Justin Hendrix, Thomas Nosker, and Jennifer Lynch-Branzoi. 2017. "Multi-Scale Carbon (Micro/Nano) Fiber Reinforcement of Polyetheretherketone Using High Shear Melt-Processing" Fibers 5, no. 3: 32. https://doi.org/10.3390/fib5030032
APA StyleTewatia, A., Hendrix, J., Nosker, T., & Lynch-Branzoi, J. (2017). Multi-Scale Carbon (Micro/Nano) Fiber Reinforcement of Polyetheretherketone Using High Shear Melt-Processing. Fibers, 5(3), 32. https://doi.org/10.3390/fib5030032