
Novel Hybrid Flax Reinforced Supersap Composites in Automotive Applications

 ,
,
Abstract
:1. Introduction

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fibre/Matrix | Processing | Tensile Strength | Tensile Modulus | Flexural Strength | Reference |
|---|---|---|---|---|---|
| Flax/(MSO)a | Compression | 50–120 MPa | 6–15 GPa | 180 MPa | [4] |
| Flax/(MMSO)b | Compression | 50–120 MPa | 7–15 GPa | 201 MPa | [4] |
| Flax yarn/SPCc | Pultrusion | 298 MPa | 4.3 GPa | 117 MPa | [9] |
| Arctic flax/epoxy | Resin transfer | 280 MPa | 40 GPa | – | [10] |
| Flax/ epoxy | Compression | 280 MPa | 32 GPa | 250 MPa | [5] |
| Fiber/Matrix | Treatment | Conditions | Effect on Properties | Ref |
|---|---|---|---|---|
| Flax/PP | Esterification | 10 wt% MA, 25 h, 50 °C | Highest flexural and tensile strength | [14] |
| Flax/phenolic | Esterification | 25 wt% MMA, 30 min, 210 W | More moisture retardant | [15] |
| Flax/epoxy | Alkali treatment | 5 wt% NaOH, 30 min | Tensile strength 21.9%; Flex. Strength 16.1% | [19] |
| Flax/epoxy | Alkali treatment | 4 wt% NaOH, 45 s | Transvers strength, 30% increment | [20] |
| Flax/polyester | Silane treatment | 0.05 wt%, 24 h RT | Hydric fiber/matrix interface | [21] |
| Flax/PP | Esterification | MA-PP coupling agent | Interphase compatibility | [22] |
2. Methodology
2.1. Materials and Manufacturing
| Matrix Type | Fibre Type | ||
|---|---|---|---|
| Supersap bio-epoxy | UD fabric | Configuration | Treatment |
| Provided material | |||
| 5 internal layers | Untreated | ||
| Investigating factor | |||
| Non-woven mat | (ttom) | Untreated | |
| 5% NaOH | |||
| Alkali + BTCA | |||
| Alkali + APS | |||
| Laccase-Doga (LD) | |||
2.2. Fibre Treatments
2.3. Characterization and Testing
2.3.1. Dynamic Mechanical Analysis
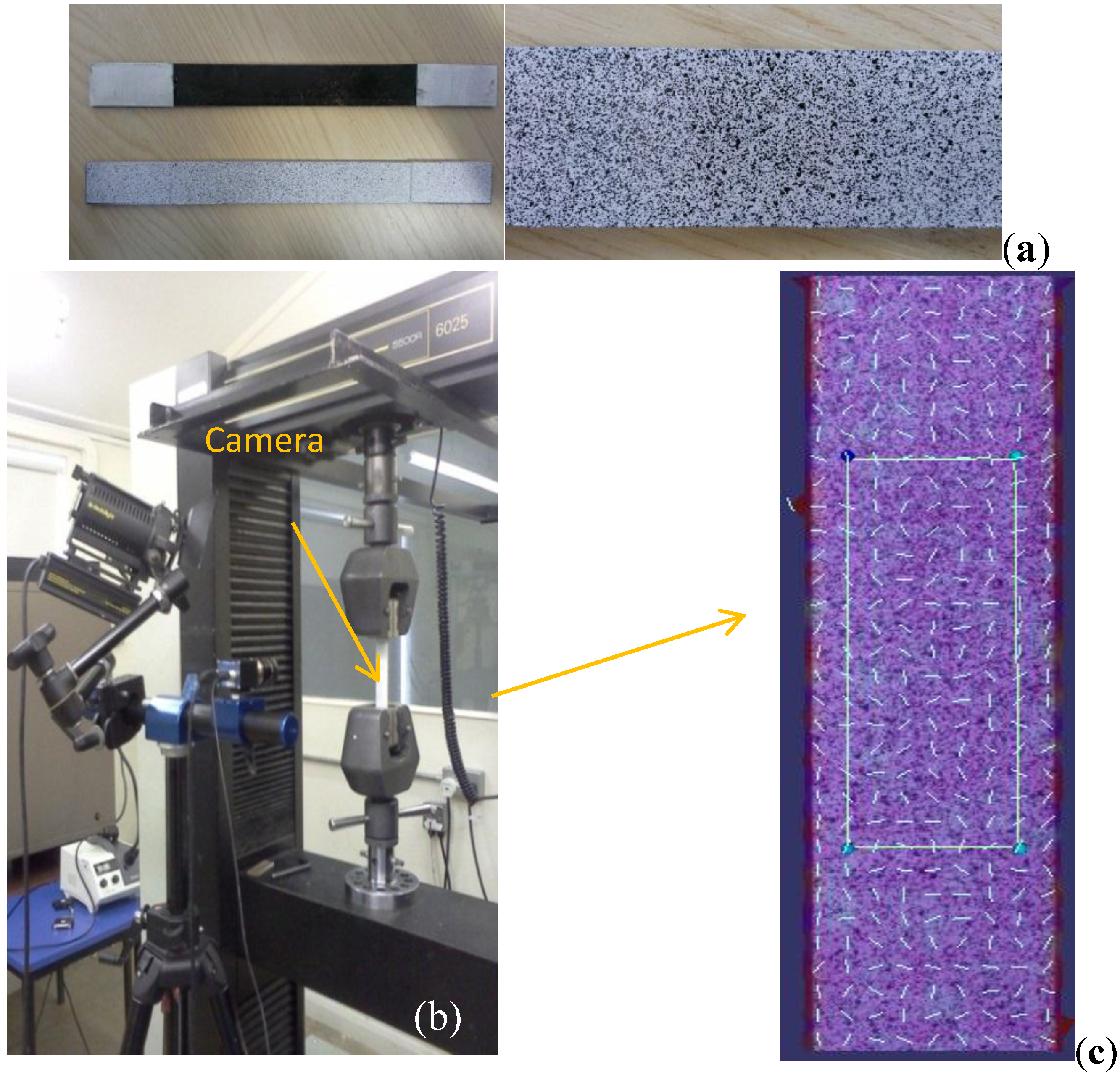
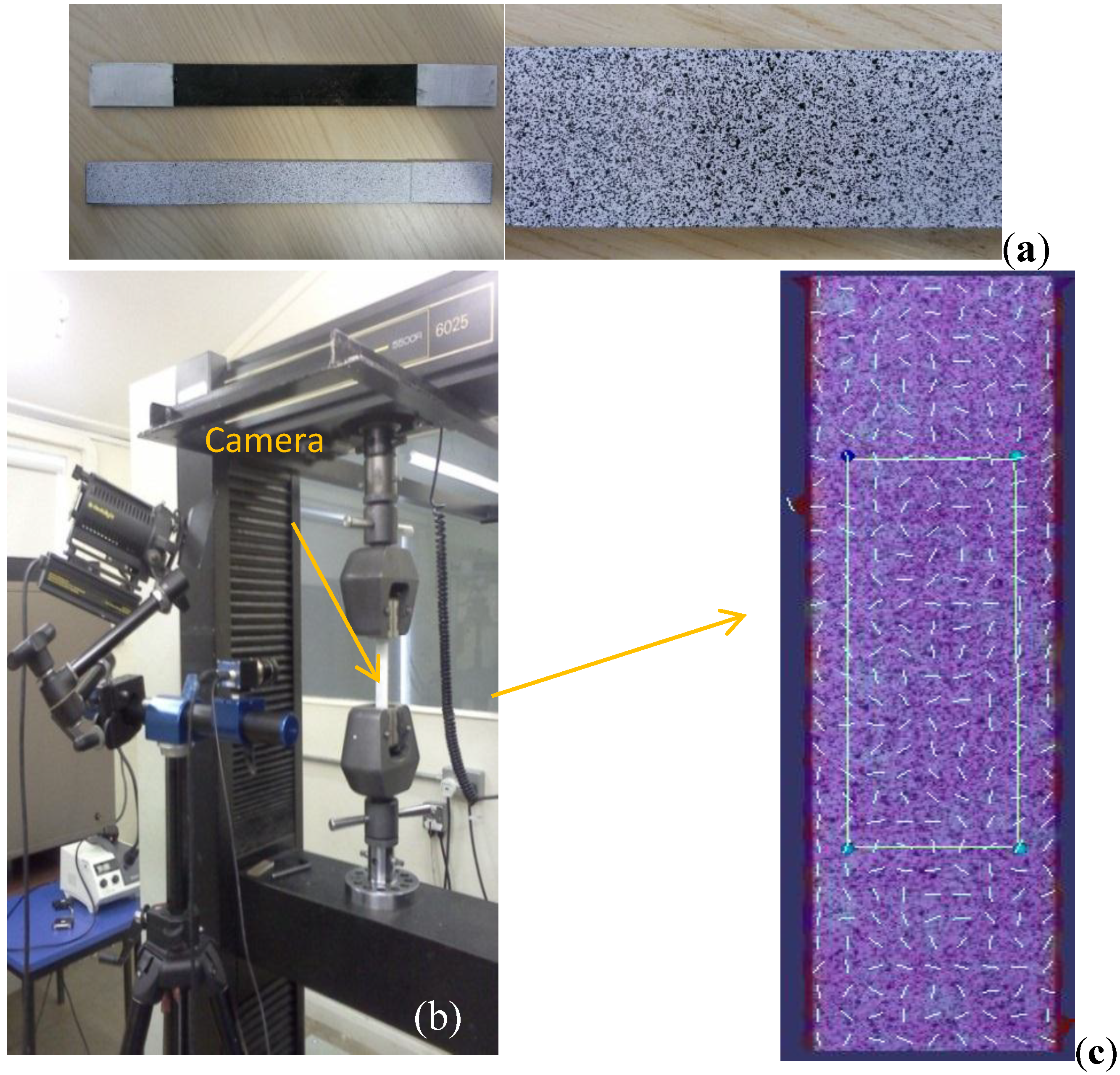
2.3.2. Tensile Testing
2.3.3. UV and Xenon-arc Light Aging
3. Results and Discussion
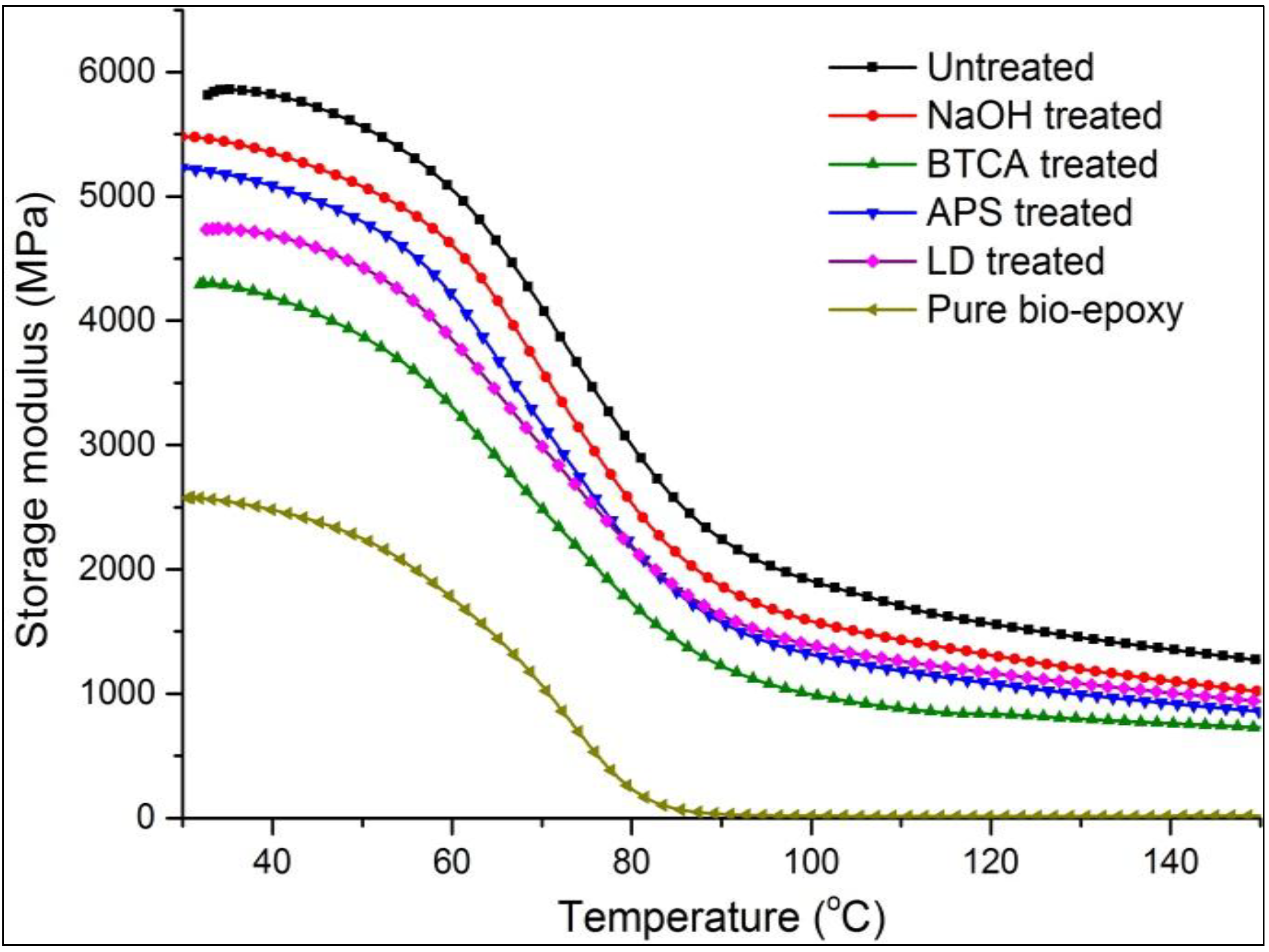
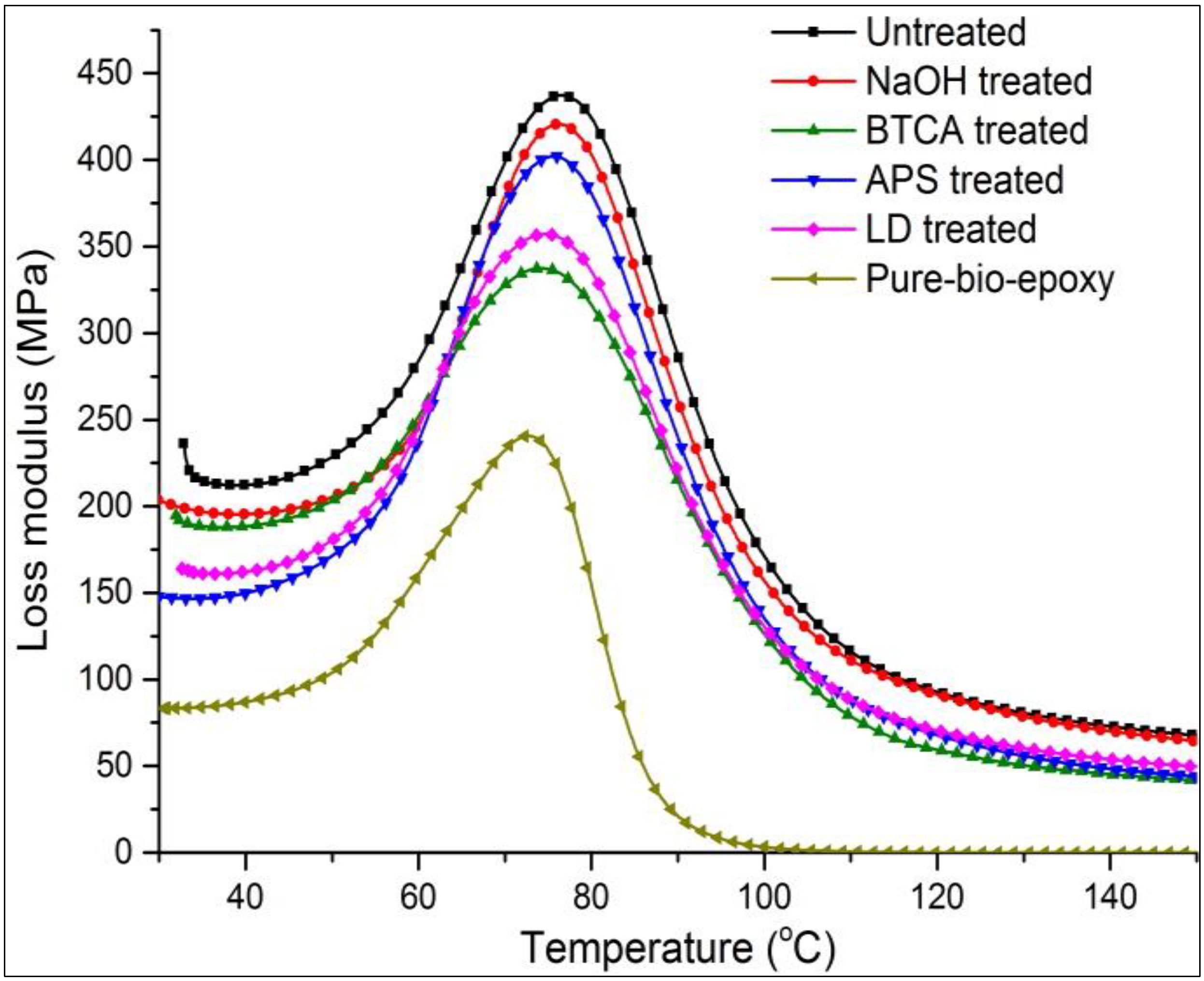
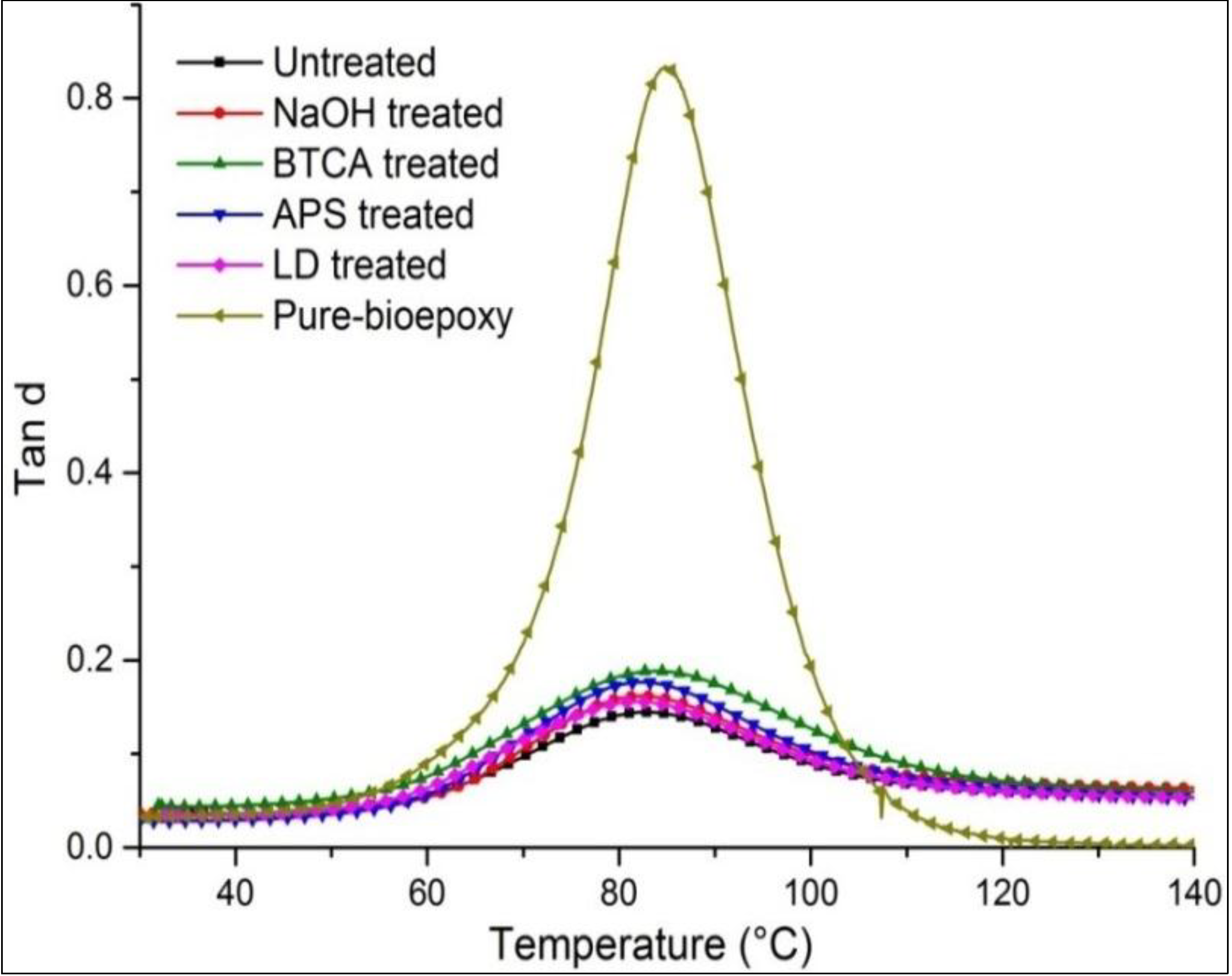
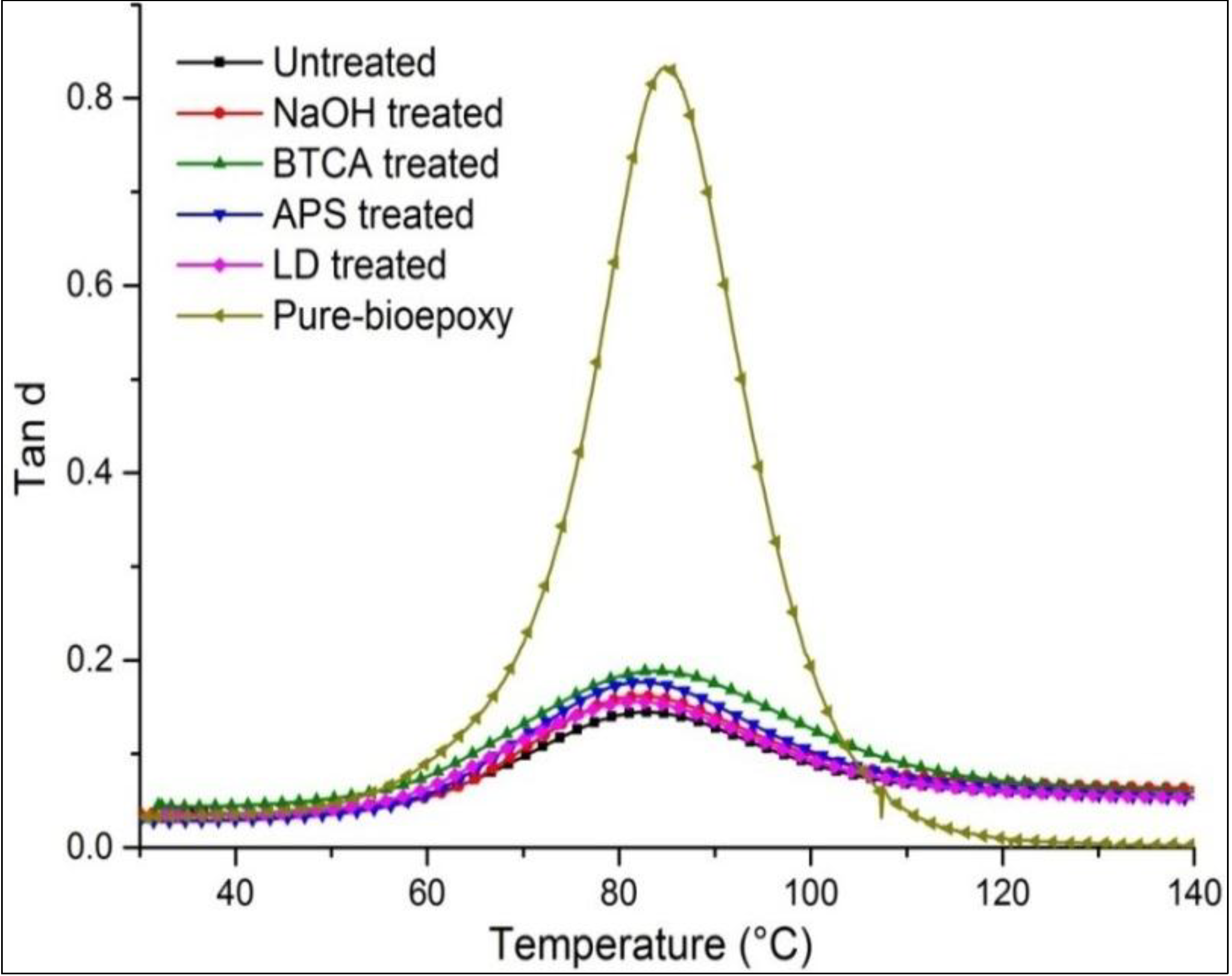
3.1. Effect of Treatment on Dynamical Mechanical Properties
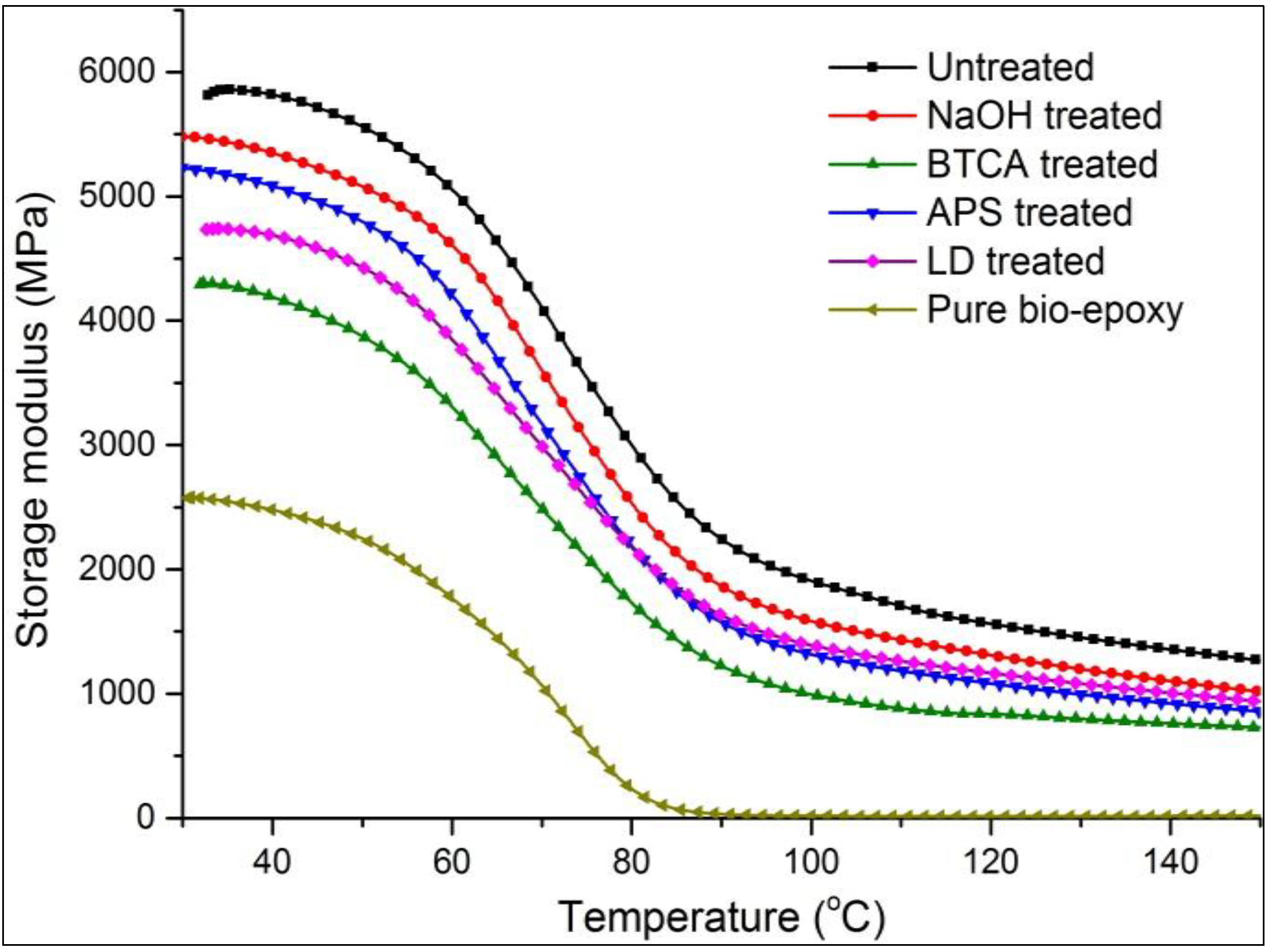
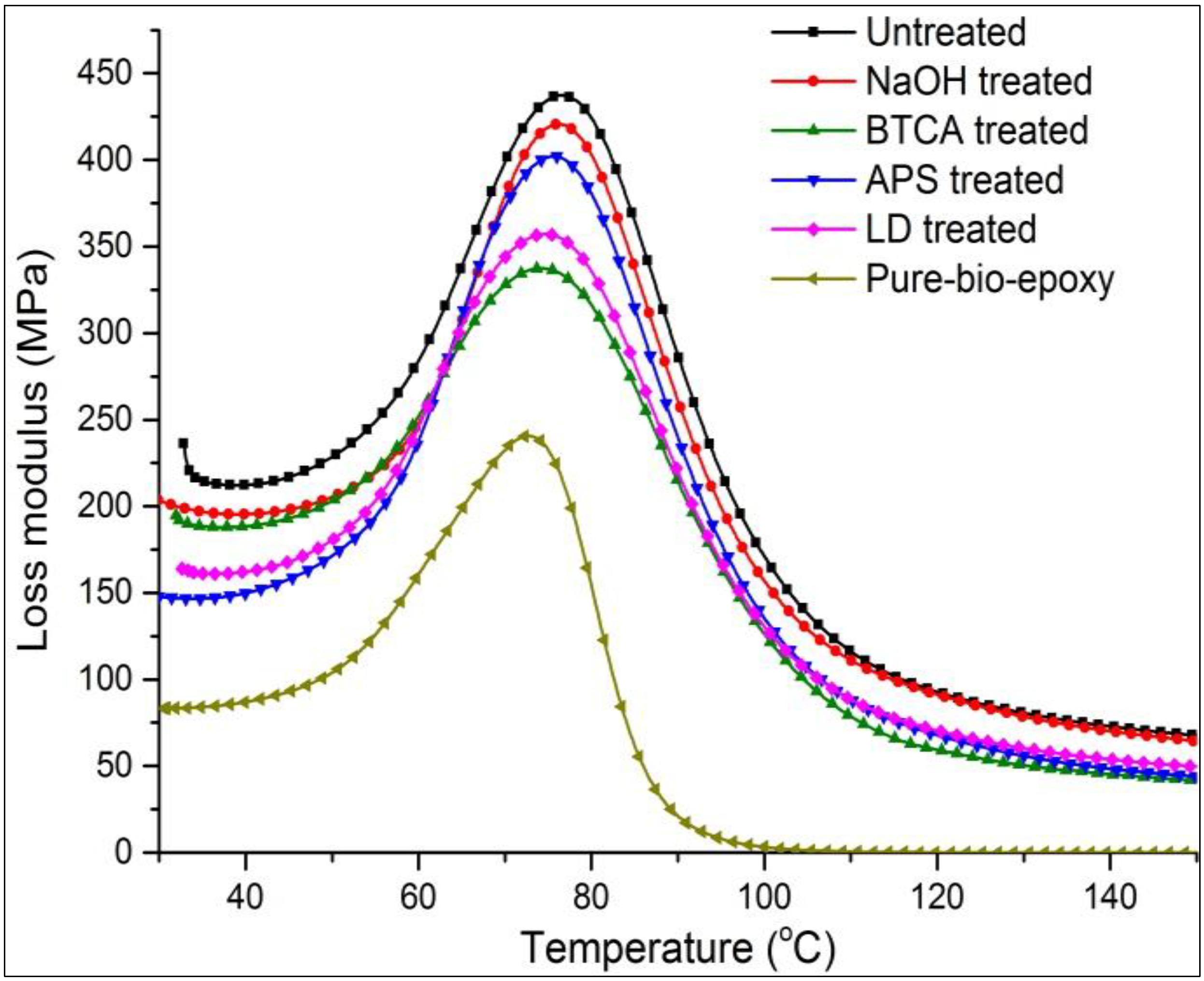
| Testing material | Tg (Loss) (°C) | Tg (Tanδ) (°C) | Max Eʺ (MPa) | Max Tanδ | B |
|---|---|---|---|---|---|
| Pure bio-epoxy | 72.74 | 84.83 | 241 | 0.834 | 0 |
| Untreated | 77.32 | 82.43 | 430 | 0.144 | 1.69 |
| NaOH treated | 75.28 | 81.29 | 400 | 0.176 | 1.61 |
| BTCA treated | 75.49 | 82.00 | 337 | 0.188 | 1.58 |
| APS treated | 76.79 | 81.87 | 356 | 0.155 | 1.66 |
| LD treated | 75.55 | 82.30 | 420 | 0.161 | 1.64 |
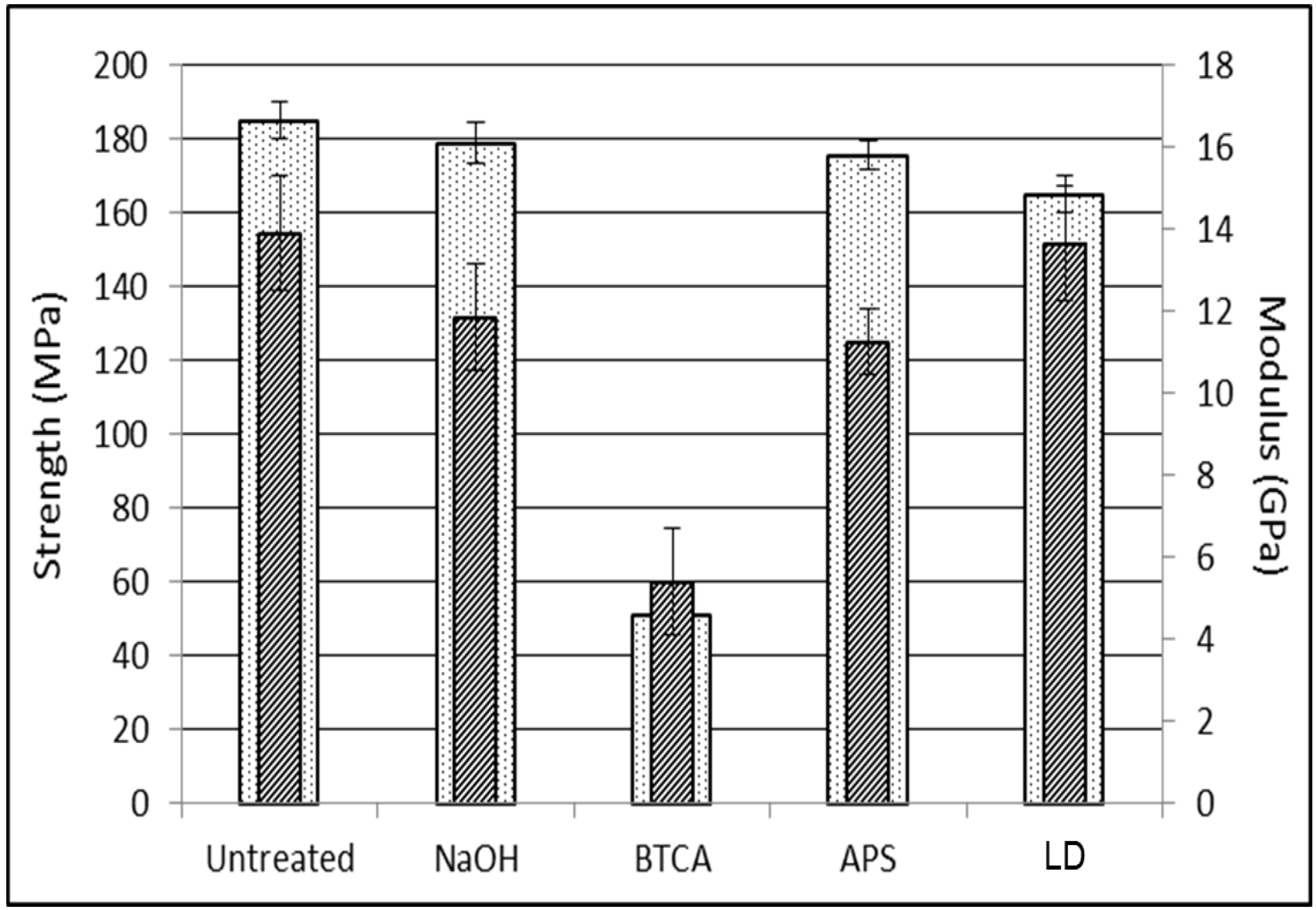
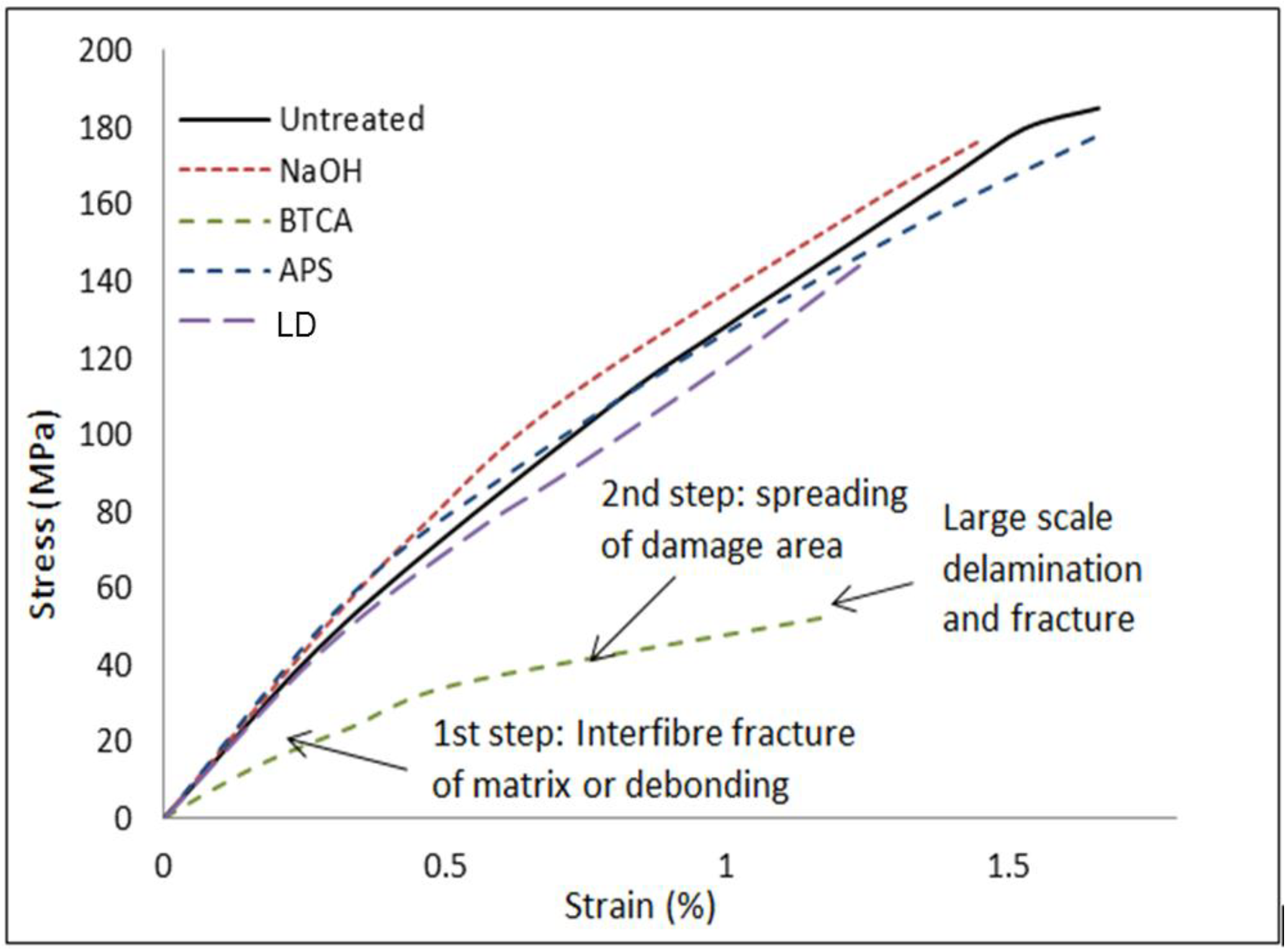
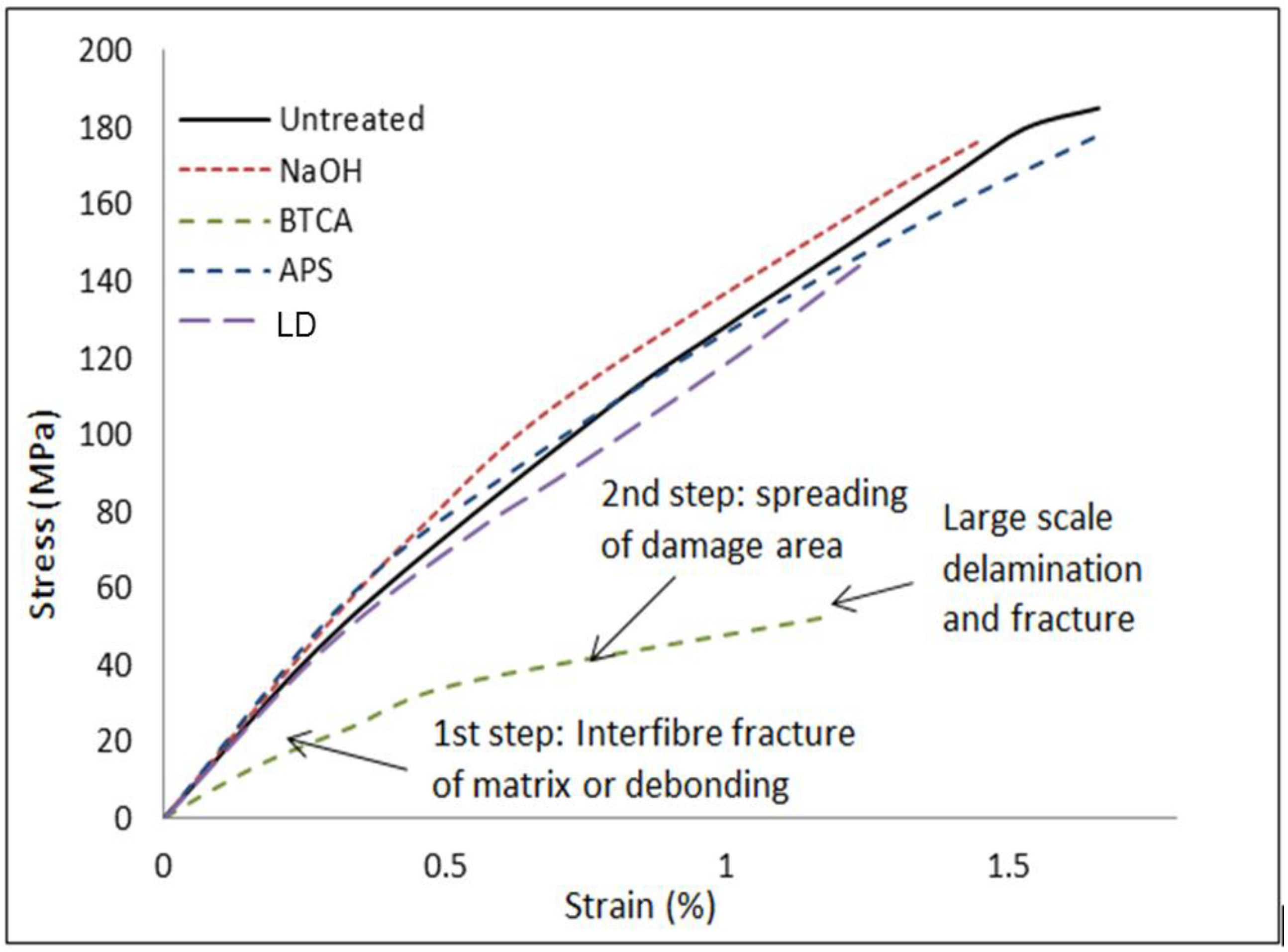
3.2. Effect of Treatment on Quasi-Static Tension Properites
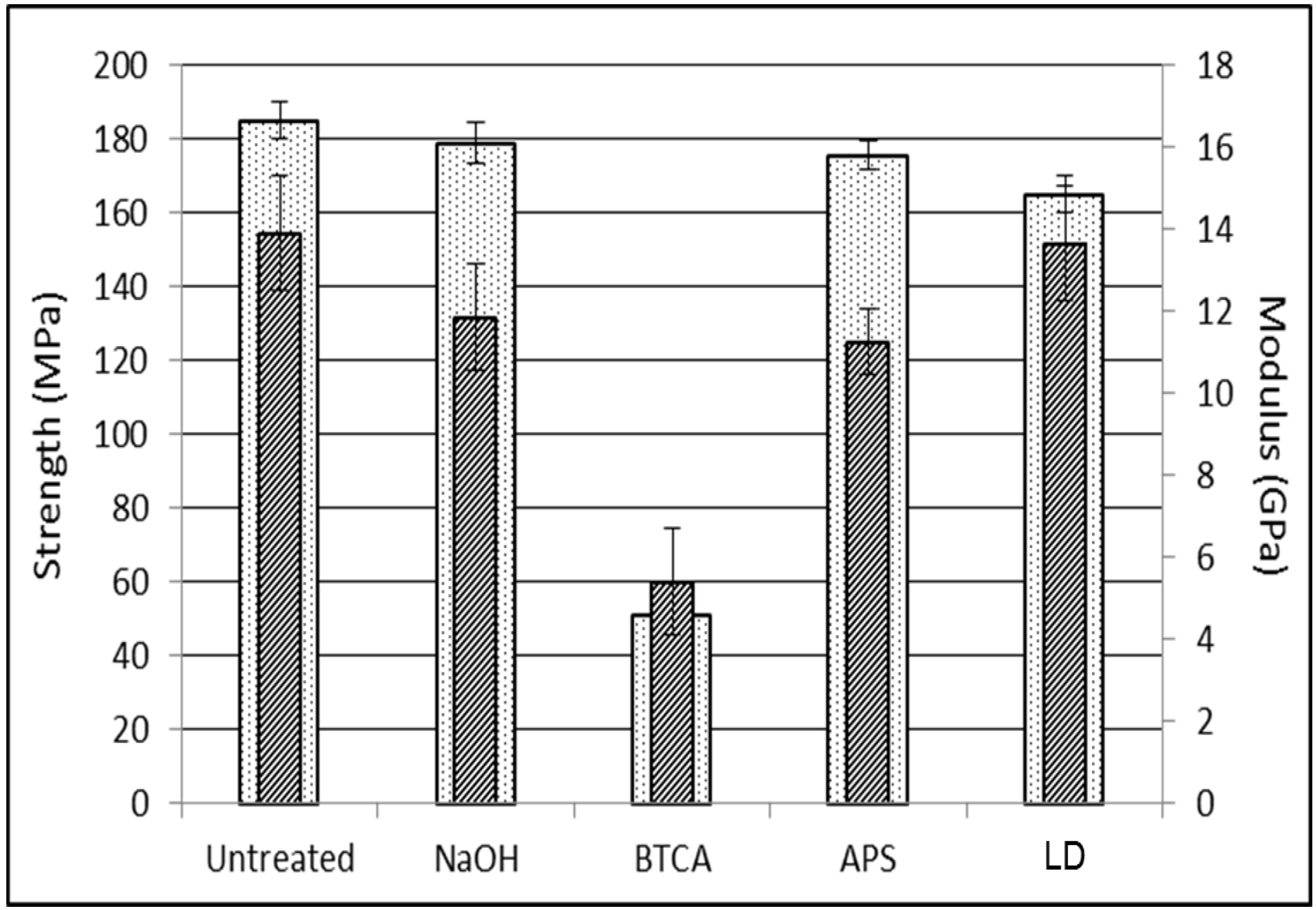
3.3. Effect of Treatment on UV and Xenon Aging Properties
| Samples | Tensile Strength (MPa) | Tensile Modulus (GPa) | ||||
|---|---|---|---|---|---|---|
| Normal | UV | Xenon | Normal | UV | Xenon | |
| Untreated | 185.4 ± 8.5 | 185.4 ± 7.8 | 172.2 ± 8.1 | 13.9 ± 0.4 | 14.0 ± 0.3 | 8.8 ± 0.4 |
| NaOH | 178.5 ± 6.4 | 146.9 ± 6.4 | 169.8 ± 6.5 | 11.9 ± 0.5 | 10.5 ± 0.4 | 11.8 ± 0.5 |
| BTCA | 51.7 ± 6.1 | 40.2 ± 5.8 | 45.9 ± 6.2 | 6.4 ± 0.6 | 5.4 ± 0.2 | 6.0 ± 0.2 |
| APS | 175.4 ± 6.2 | 157.3 ± 8.2 | 175.1 ± 6.2 | 11.3 ± 0.4 | 9.8 ± 0.5 | 11.5 ± 0.6 |
| LD | 164.5 ± 5.7 | 157.1 ± 7.0 | 160.3 ± 5.6 | 13.7 ± 0.4 | 13.7 ± 0.2 | 11.9 ± 0.3 |
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Zhu, J.; Abhyankar, H.; Nassiopoulos, E.; Njuguna, J. Tannin-based flax fibre reinforced composites for structural applications in vehicles. IOP Conf. Ser. Mater. Sci. Eng. 2012, 40, 012030. [Google Scholar] [CrossRef]
- Avril, C.; Bailly, P.A.; Njuguna, J.; Nassiopoulos, E.; Larminat, D.A. Development of Flax-Reinforced Bio-Composites for High-Load Bearing Automotive Parts. In Proceedings of the European Conference on Composite Materials (ECCM), Venice, Italy, 24–28 June 2012.
- Fan, J.; Nassiopoulos, E.; Brighton, J.; de Larminat, A.; Njuguna, J. New Structural Biocomposites for Car Applications. In Proceedings of the Society of Plastics Engineers—EUROTEC 2011 Conference Proceedings, Barcelona, Spain, 3–5 October 2011.
- Adekunle, K.; Cho, S.-W.; Ketzscher, R.; Skrifvars, M. Mechanical properties of natural fiber hybrid composites based on renewable thermoset resins derived from soybean oil, for use in technical applications. J. Appl. Polym. Sci. 2012, 124, 4530–4541. [Google Scholar]
- Adekunle, K.; Cho, S.-W.; Patzelt, C.; Blomfeldt, T.; Skrifvars, M. Impact and flexural properties of flax fabrics and Lyocell fiber-reinforced bio-based thermoset. J. Reinf. Plast. Compos. 2011, 30, 685–697. [Google Scholar] [CrossRef]
- Lincoln, J.D.; Shapiro, A.A.; Earthman, J.C.; Saphores, J.-M.; Ogunseitan, O.A. Design and evaluation of bioepoxy-flax composites for printed circuit boards. IEEE Trans. Electron. Packag. Manuf. 2008, 31, 211–220. [Google Scholar] [CrossRef]
- Berger, C.; Bledzki, A.K.; Heim, H.-P.; Böttcher, A. Fiber-Reinforced Epoxy Composites Made from Renewable Resources. In Proceedings of the International SAMPE Technical Conference, Forth Worth, TX, USA, 17–21 October 2011.
- Felline, F.; Pappadà, S.; Gennaro, R.; Passaro, A. Resin transfer moulding of composite panels with bio-based resins. SAMPE J. 2013, 49, 20–24. [Google Scholar]
- Huang, X.; Netravali, A. Characterization of flax fiber reinforced soy protein resin based green composites modified with nano-clay particles. Compos. Sci. Technol. 2007, 67, 2005–2014. [Google Scholar] [CrossRef]
- Oksman, K. High quality flax fibre composites manufactured by the resin transfer moulding process. J. Reinf. Plast. Compos. 2001, 20, 621–627. [Google Scholar] [CrossRef]
- Zhu, J.; Njuguna, J.; Abhyankar, H.; Zhu, H.; Perreux, D.; Thiebaud, F.; Chapelle, D.; Pizzi, A.; Sauget, A.; de Larminat, A.; Nicollin, A. Effect of fibre configurations on mechanical properties of flax/tannin composites. Ind. Crops Prod. 2013, 50, 68–76. [Google Scholar] [CrossRef]
- Zhu, J.; Abhyankar, H.; Njuguna, J. Effect of Fibre Treatment on Water Absorption and Tensile Properties of Flax/Tannin Composites. In Proceedings of the ICMR 2013, Cranfield, UK, 19–20 September 2013.
- Summerscales, J.; Dissanayake, N.P.J.; Virk, A.S.; Hall, W. A review of bast fibres and their composites. Part 1—Fibres as reinforcements. Compos. Part A Appl. Sci. Manuf. 2010, 41, 1329–1335. [Google Scholar] [CrossRef]
- Cantero, G.; Arbelaiz, A.; Llano-Ponte, R.; Mondragon, I. Effects of fibre treatment on wettability and mechanical behaviour of flax/polypropylene composites. Compos. Sci. Technol. 2003, 63, 1247–1254. [Google Scholar] [CrossRef]
- Kaith, B.S.; Kalia, S. Grafting of flax fiber (Linum usitatissimum) with vinyl monomers for enhancement of properties of flax-phenolic composites. Polym. J. 2007, 39, 1319–1327. [Google Scholar] [CrossRef]
- Hughes, M.; Carpenter, J.; Hill, C. Deformation and fracture behaviour of flax fibre reinforced thermosetting polymer matrix composites. J. Mater. Sci. 2007, 42, 2499–2511. [Google Scholar] [CrossRef]
- Jähn, A.; Schröder, M.W.; Füting, M.; Schenzel, K.; Diepenbrock, W. Characterization of alkali treated flax fibres by means of FT Raman spectroscopy and environmental scanning electron microscopy. Spectrochim. Acta Part A Mol. Biomol. Spectrosc. 2002, 58, 2271–2279. [Google Scholar] [CrossRef]
- Zhu, J.; Zhu, H.; Njuguna, J.; Abhyankar, H. Recent development of flax fibres and their reinforced composites based on different polymeric matrices. Materials 2013, 6, 5171–5198. [Google Scholar] [CrossRef]
- Yan, L.; Chouw, N.; Yuan, X. Improving the mechanical properties of natural fibre fabric reinforced epoxy composites by alkali treatment. J. Reinf. Plast. Compos. 2012, 31, 425–437. [Google Scholar] [CrossRef]
- Van de Weyenberg, I.; Chi Truong, T.; Vangrimde, B.; Verpoest, I. Improving the properties of UD flax fibre reinforced composites by applying an alkaline fibre treatment. Compos. Part A Appl. Sci. Manuf. 2006, 37, 1368–1376. [Google Scholar] [CrossRef]
- Alix, S.; Lebrun, L.; Morvan, C.; Marais, S. Study of water behaviour of chemically treated flax fibres-based composites: A way to approach the hydric interface. Compos. Sci. Technol. 2011, 71, 893–899. [Google Scholar] [CrossRef]
- Bledzki, A.K.; Fink, H.-P.; Specht, K. Unidirectional hemp and flax EP- and PP-composites: Influence of defined fiber treatments. J. Appl. Polym. Sci. 2004, 93, 2150–2156. [Google Scholar] [CrossRef]
- John, M.J.; Anandjiwala, R.D. Recent developments in chemical modification and characterization of natural fiber-reinforced composites. Polym. Compos. 2008, 29, 187–207. [Google Scholar] [CrossRef]
- John, M.J.; Anandjiwala, R.D. Chemical modification of flax reinforced polypropylene composites. Compos. Part A Appl. Sci. Manuf. 2009, 40, 442–448. [Google Scholar] [CrossRef]
- Assarar, M.; Scida, D.; El Mahi, A.; Poilâne, C.; Ayad, R. Influence of water ageing on mechanical properties and damage events of two reinforced composite materials: Flax-fibres and glass-fibres. Mater. Des. 2011, 32, 788–795. [Google Scholar] [CrossRef]
- Stamboulis, A.; Baillie, C.A.; Garkhail, S.K.; Van Melick, H.G.H.; Peijs, T. Environmental durability of flax fibres and their composites based on polypropylene matrix. Appl. Compos. Mater. 2000, 7, 273–294. [Google Scholar] [CrossRef]
- ASTM D3039; Test Method for Tensile Properties of Polymer Matrix Composite Materials; ASTM International: West Conshohocken, PA, USA, 2014.
- ISO 4892-3:2013; Plastics. Methods of exposure to laboratory light sources.—Part 3: Fluorescent UV lamps; BSI, International Organization for Standardization: Geneva, Switzerland, 2013.
- ISO 4892-2:2013; Plastics. Methods of exposure to laboratory light sources.—Part 2: Xenon-arc lamps; BSI, International Organization for Standardization: Geneva, Switzerland, 2013.
- Birley, A.W. Physics of Plastics: Processing, Properties, and Materials Engineering; Hanser Publishers: New York, NY, USA, 1992. [Google Scholar]
- Mohanty, S.; Nayak, S.K. Short bamboo fiber-reinforced HDPE composites: Influence of fiber content and modification on strength of the composite. J. Reinf. Plast. Compos. 2010, 29, 2199–2210. [Google Scholar] [CrossRef]
- Wang, B.; Tabil, L.; Panigrahi, S. Effects of chemical treatments on mechanical and physical properties of flax fiber-reinforced composites. Sci. Eng. Compos. Mater. 2008, 15, 43–57. [Google Scholar] [CrossRef]
- Gupta, S.; Raju Mantena, P.; Al-Ostaz, A. Dynamic mechanical and impact property correlation of nanoclay and graphite platelet reinforced vinyl ester nanocomposites. J. Reinf. Plast. Compos. 2010, 29, 2037–2047. [Google Scholar] [CrossRef]
- Zhu, J.; Brighton, J.; Zhu, H.; Abhyankar, H. Effect of alkali, esterification and silane surface treatments on properites of flax fibres. J. Sci. Res. Rep. 2014, 4, 1–11. [Google Scholar]
- Chabba, S.; Netravali, A.N. “Green” composites Part 1: Characterization of flax fabric and glutaraldehyde modified soy protein concentrate composites. J. Mater. Sci. 2005, 40, 6263–6273. [Google Scholar] [CrossRef]
- Van de Weyenberg, I.; Ivens, J.; De Coster, A.; Kino, B.; Baetens, E.; Verpoest, I. Influence of processing and chemical treatment of flax fibres on their composites. Compos. Sci. Technol. 2003, 63, 1241–1246. [Google Scholar] [CrossRef]
- Lee, N.-J.; Jang, J. Effect of fibre content on the mechanical properties of glass fibre mat/polypropylene composites. Compos. Part A Appl. Sci. Manuf. 1999, 30, 815–822. [Google Scholar] [CrossRef]
- Garkhail, S.K.; Heijenrath, R.W.H.; Peijs, T. Mechanical properties of natural-fibre-mat-reinforced thermoplastics based on flax fibres and polypropylene. Appl. Compos. Mater. 2000, 7, 351–372. [Google Scholar] [CrossRef]
© 2015 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhu, J.; Immonen, K.; Avril, C.; Brighton, J.; Zhu, H.; Abhyankar, H. Novel Hybrid Flax Reinforced Supersap Composites in Automotive Applications. Fibers 2015, 3, 76-89. https://doi.org/10.3390/fib3010076
Zhu J, Immonen K, Avril C, Brighton J, Zhu H, Abhyankar H. Novel Hybrid Flax Reinforced Supersap Composites in Automotive Applications. Fibers. 2015; 3(1):76-89. https://doi.org/10.3390/fib3010076
Chicago/Turabian StyleZhu, Jinchun, Kirsi Immonen, Christophe Avril, James Brighton, Huijun Zhu, and Hrushikesh Abhyankar. 2015. "Novel Hybrid Flax Reinforced Supersap Composites in Automotive Applications" Fibers 3, no. 1: 76-89. https://doi.org/10.3390/fib3010076
APA StyleZhu, J., Immonen, K., Avril, C., Brighton, J., Zhu, H., & Abhyankar, H. (2015). Novel Hybrid Flax Reinforced Supersap Composites in Automotive Applications. Fibers, 3(1), 76-89. https://doi.org/10.3390/fib3010076