
Recycling Particleboard by Acid Hydrolysis: Effects on the Physical, Thermal, and Chemical Characteristics of Recycled Wood Particles




Abstract
Highlights
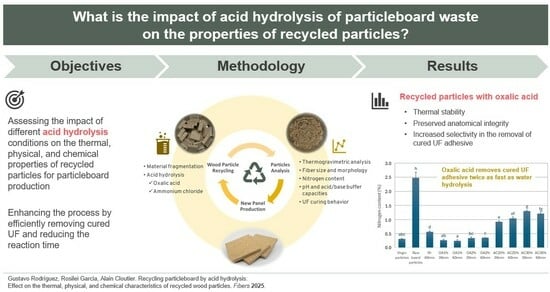
- Particleboards were effectively recycled through acid hydrolysis using ammonium chloride and oxalic acid, enabling the selective and efficient removal of cured urea-formaldehyde (UF) adhesive.
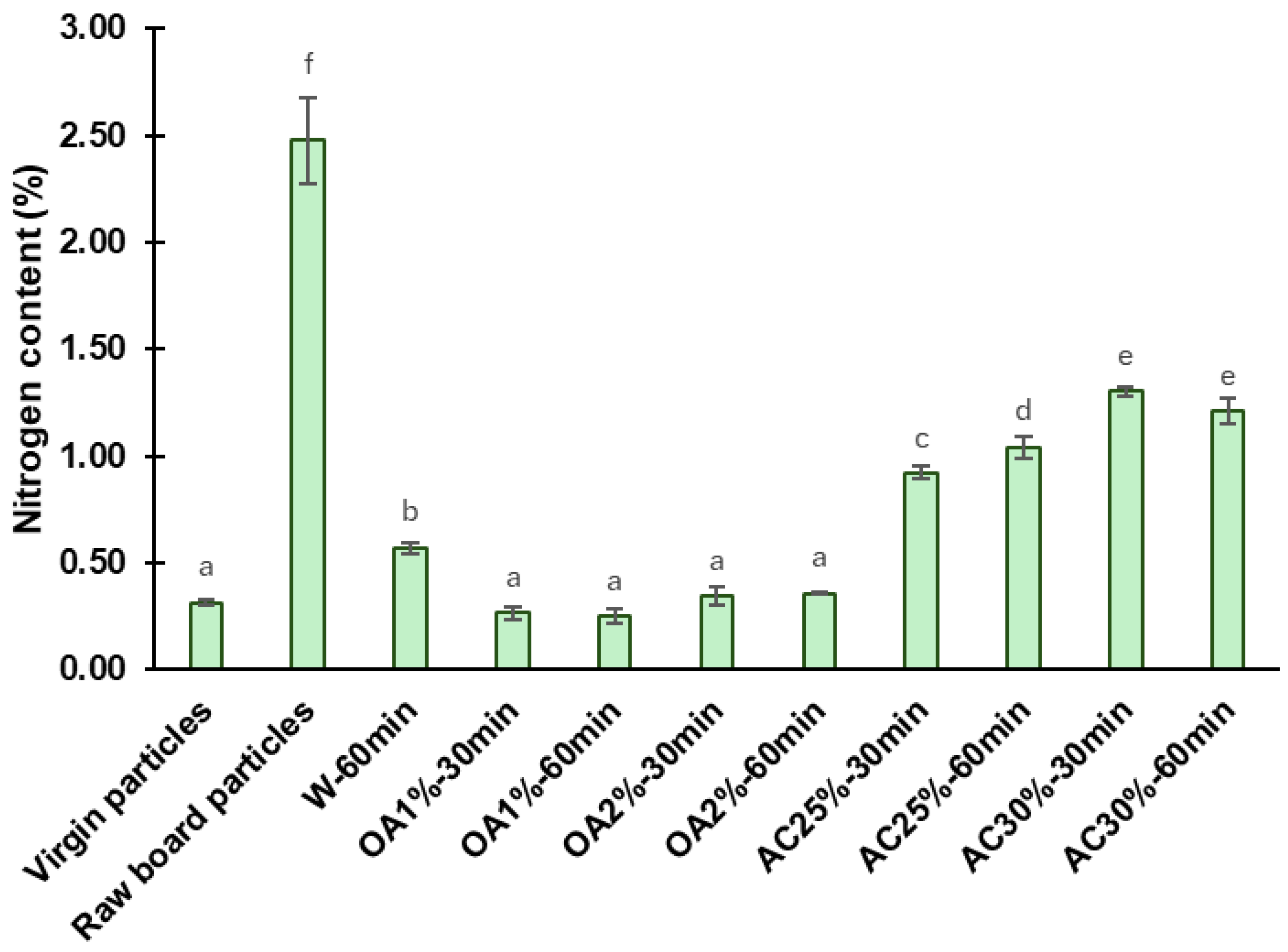
- Oxalic acid showed improved effectiveness, reducing the nitrogen content of the recycled particles by more than 85%.
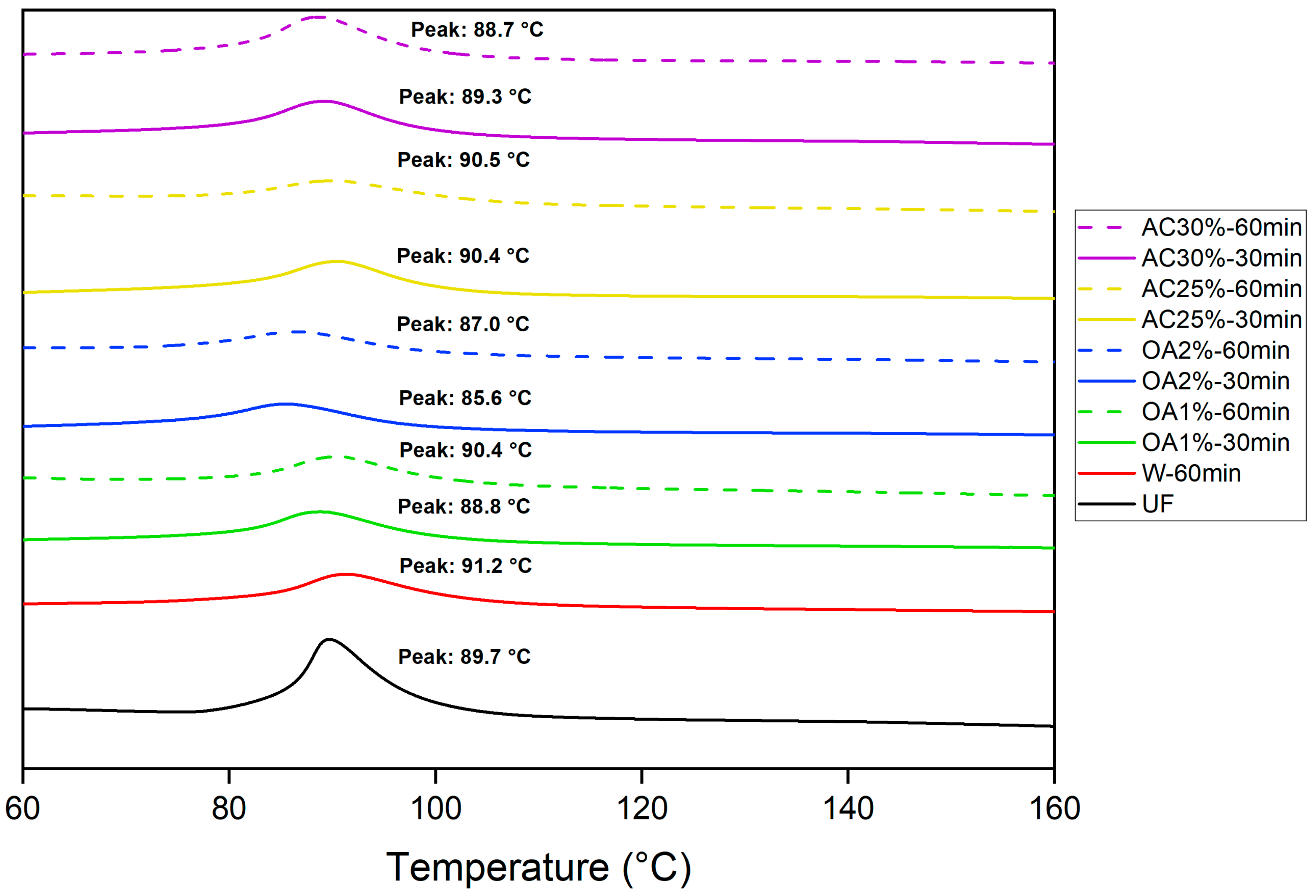
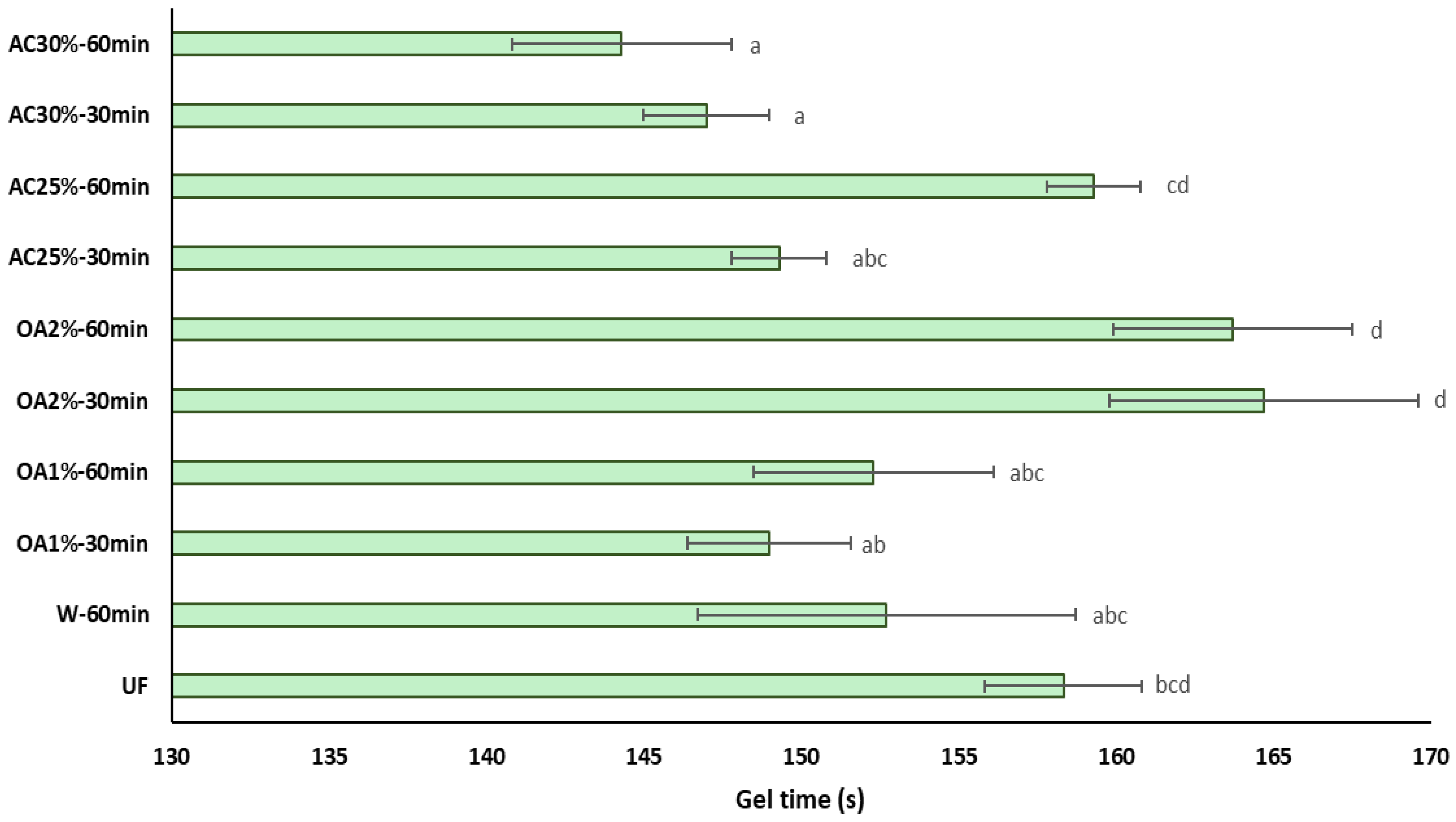
- The recycled particles exhibited good thermal stability, low acid buffer capacity and no significant impact on the curing temperature or time of UF adhesive.
- Treatment with a 1% oxalic acid solution for 30-min reaction time produced recycled particles suitable for manufacturing new particleboards.
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
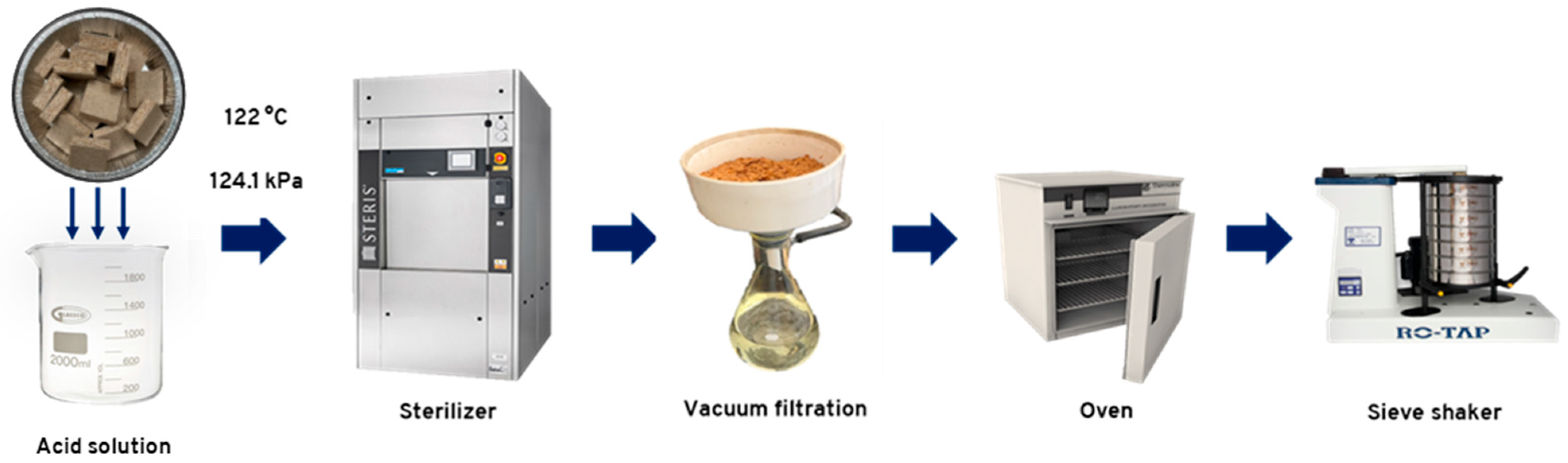
2.2. Acid Hydrolysis Treatments
2.3. Characterization of Recycled Particles
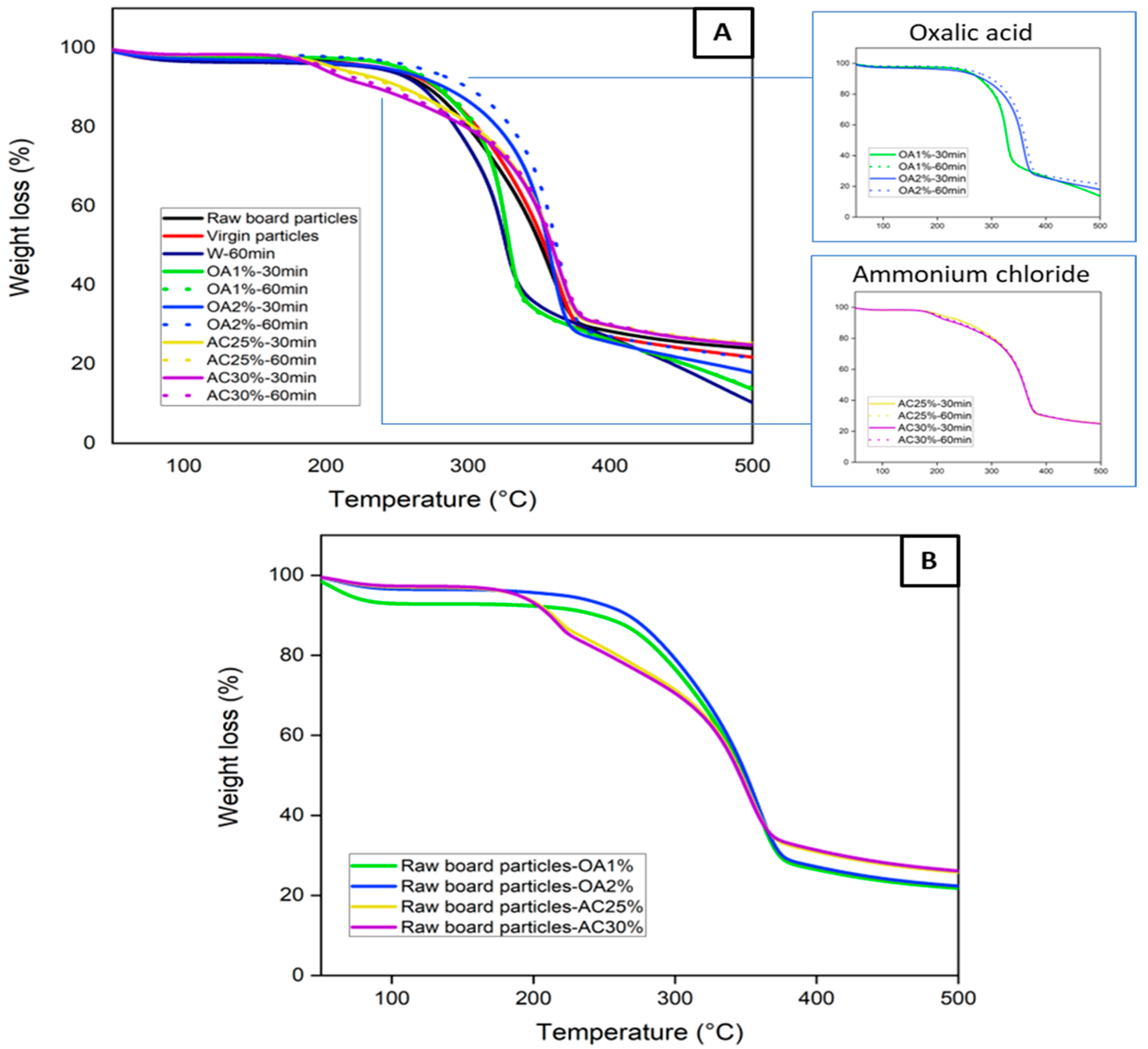
2.3.1. Thermal Stability
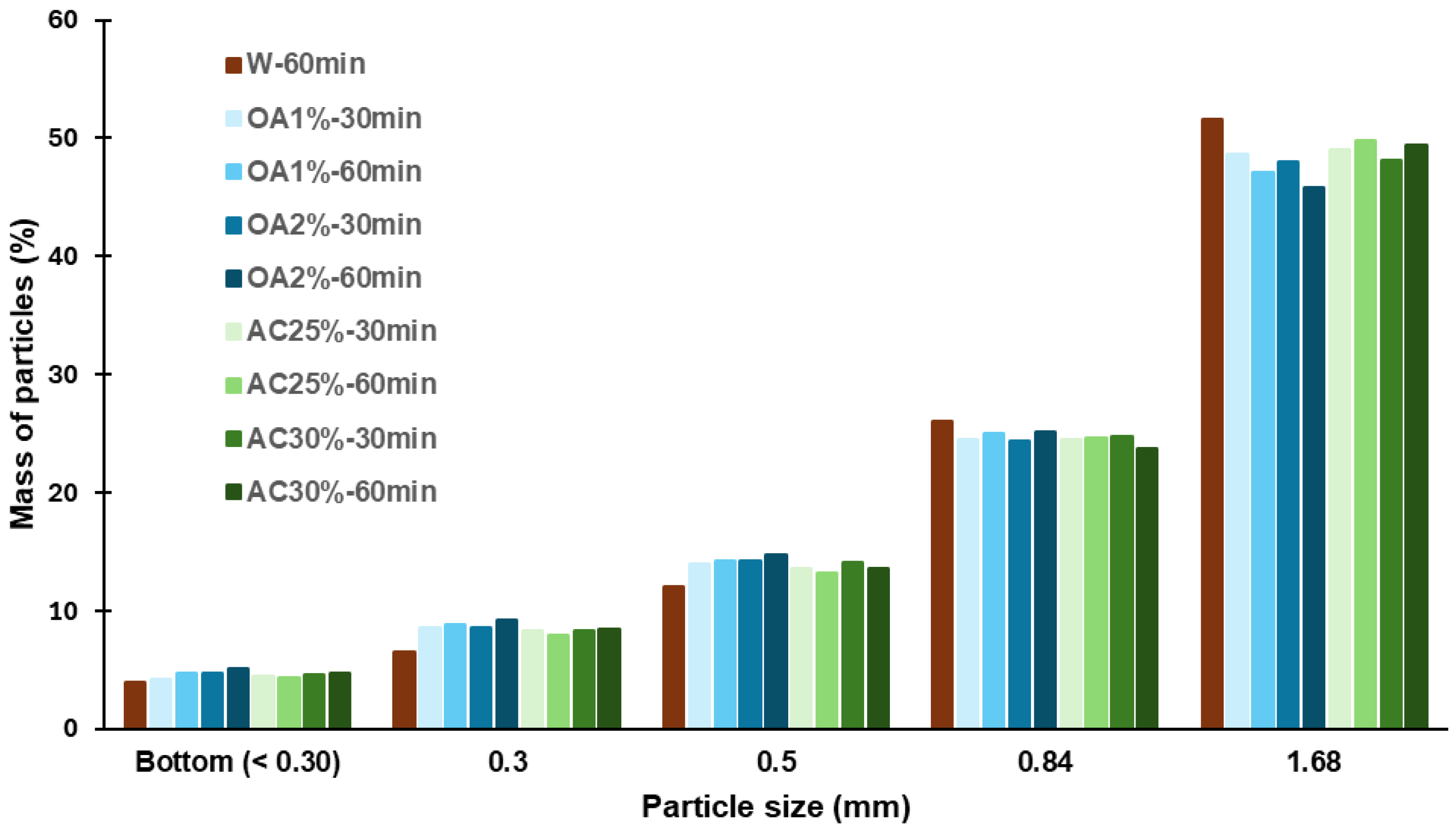
2.3.2. Granulometric and Morphological Characterization
2.3.3. Nitrogen Content
2.3.4. pH and Acid/Base Buffer Capacity
2.3.5. Influence of the Recycled Particles on the UF Curing Behavior and Gel Time
2.4. Statistical Analysis
3. Results and Discussion
3.1. Thermal Stability
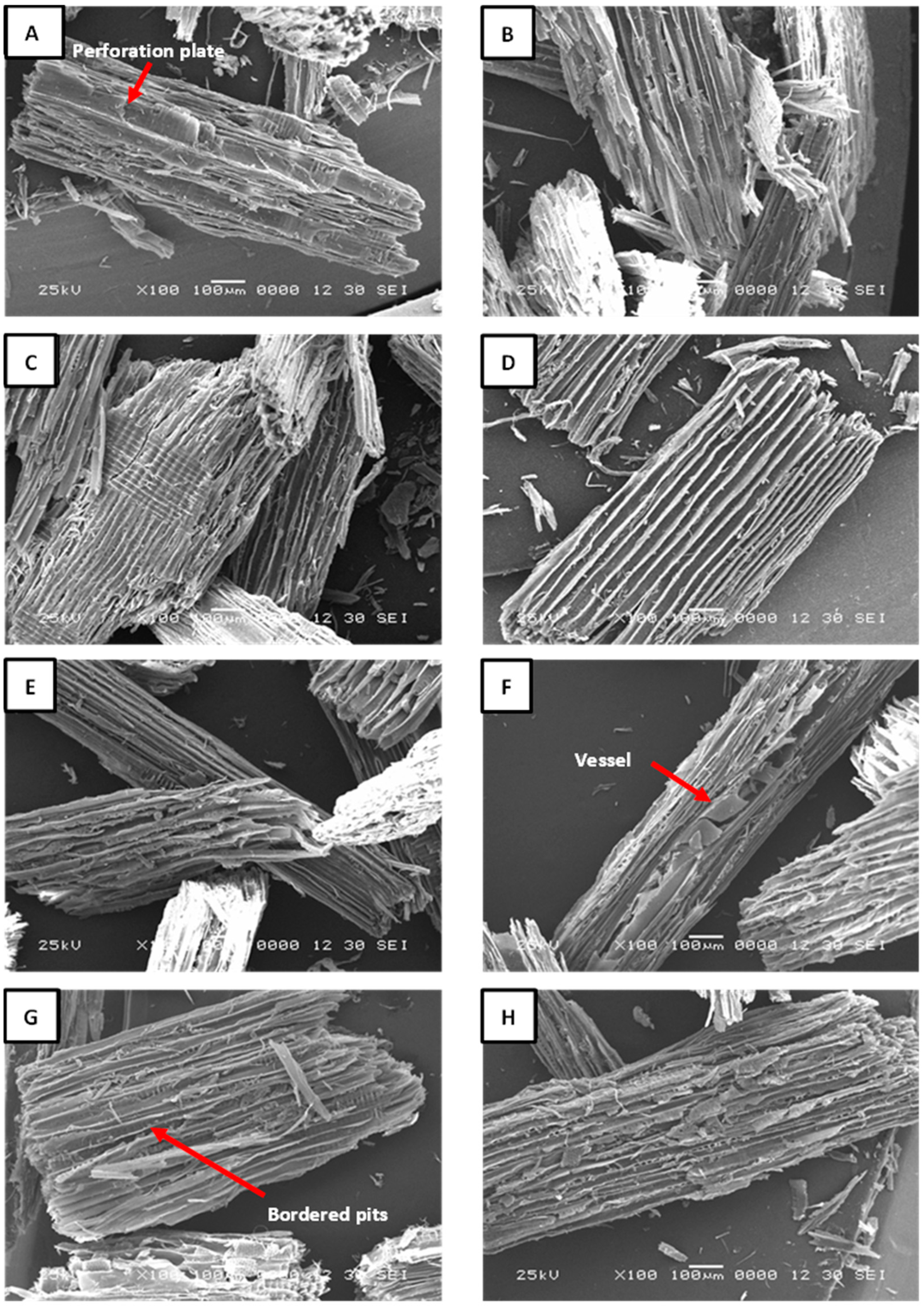
3.2. Granulometric and Morphological Characterization
3.3. Nitrogen Content
3.4. pH and Acid/Base Buffer Capacity
3.5. Influence of the Recycled Particles on the UF Curing Behavior and Gel Time
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- FAO. FAOSTAT: Forestry Production and Trade. Available online: https://www.fao.org/faostat/en/#data (accessed on 27 November 2024).
- Baharuddin, M.N.M.; Zain, N.M.; Harun, W.S.W.; Roslin, E.N.; Ghazali, F.A.; Som, S.N.M. Development and performance of particleboard from various types of organic waste and adhesives: A review. Int. J. Adhes. Adhes. 2023, 124, 103378. [Google Scholar] [CrossRef]
- Puettman, M.E. Carbon analysis of wood composite panels. For. Prod. J. 2022, 72, 112–115. [Google Scholar] [CrossRef]
- Farjana, S.H.; Tokede, O.; Tao, Z.; Ashraf, M. Life cycle assessment of end-of-life engineered wood. Sci. Total Environ. 2023, 887, 164018. [Google Scholar] [CrossRef] [PubMed]
- Risholm-Sundman, M.; Vestin, E. Emissions during combustion of particleboard and glued veneer. Holz Roh Werkst. 2005, 63, 179–185. [Google Scholar] [CrossRef]
- Ministry of Environment. Wood Waste Landfills Guideline for the Code of Practice for Industrial Non-Hazardous Waste Landfills Incidental to the Wood Processing Industry. British Columbia. 2011. Available online: https://www2.gov.bc.ca/assets/gov/environment/waste-management/industrial-waste/industrial-waste/pulp-paper-wood/woodwastelandfillguideline.pdf (accessed on 2 December 2024).
- de Souza Pinho, G.C.; Calmon, J.L.; Medeiros, D.L.; Vieira, D.; Bravo, A. Wood waste management from the furniture industry: The environmental performances of recycling, energy recovery, and landfill treatments. Sustainability 2023, 15, 14944. [Google Scholar] [CrossRef]
- Garcia, R.; Calvez, I.; Koubaa, A.; Landry, V.; Cloutier, A. Sustainability, circularity, and innovation in wood-based panel manufacturing in the 2020s: Opportunities and challenges. Curr. For. Rep. 2024, 10, 420–441. [Google Scholar] [CrossRef]
- Fu, Q.; Zhuang, B.; Wang, X.-M.; Cloutier, A.; Roussière, F.; Bouffard, J.F. Thermo-hydrolytically recycling of urea-formaldehyde resin-bonded laminated particleboards. BioResources 2022, 17, 6847–6859. [Google Scholar] [CrossRef]
- Fu, Q.; Wang, X.-M.; Cloutier, A.; Roussière, F. Chemical characteristics of thermo-hydrolytically recycled particles. BioResources 2020, 15, 3774–3786. [Google Scholar] [CrossRef]
- Nuryawan, A.; Rahmawaty; Tambun, K.D.S.; Risnasari, I.; Masruchin, N. Hydrolysis of particleboard bonded with urea-formaldehyde resin for recycling. Heliyon 2020, 6, e03936. [Google Scholar] [CrossRef]
- Lubis, M.A.R.; Manohar, S.Y.; Laksana, R.P.B.; Fatriasari, W.; Ismayati, M.; Falah, F.; Solihat, N.N.; Sari, F.P.; Hidayat, W. The removal of cured urea-formaldehyde adhesive towards sustainable medium density fiberboard production: A review. J. Sylva Lestari 2021, 9, 23–44. [Google Scholar] [CrossRef]
- Lubis, M.A.R.; Hong, M.K.; Park, B.D. Hydrolytic removal of cured urea-formaldehyde resins in medium-density fiberboard for recycling. J. Wood Chem. Technol. 2018, 38, 1–14. [Google Scholar] [CrossRef]
- Olgun, Ç.; Ateş, S.; Uzer, E. Effects of medium density fiberboards (MDF) recycling methods on fiber dimensions and some reconstructed board properties. Drv. Ind. 2023, 74, 61–69. [Google Scholar] [CrossRef]
- Fox, J.; Weisberg, S. An R Companion to Applied Regression, 3rd ed.; Sage: Thousand Oaks, CA, USA, 2019. [Google Scholar]
- R Core Team. R: A Language and Environment for Statistical Computing; R Foundation for Statistical Computing: Vienna, Austria, 2024; Available online: https://www.R-project.org/ (accessed on 17 March 2025).
- Chen, W.; Fong, C.; Lin, Y.; Bach, Q. Independent parallel pyrolysis kinetics of cellulose, hemicelluloses and lignin at various heating rates analyzed by evolutionary computation. Energy Convers. Manag. 2020, 221, 113165. [Google Scholar] [CrossRef]
- Poletto, M.; Zattera, A.J.; Forte, M.M.C.; Santana, R.M.C. Bioresource Technology Thermal decomposition of wood: Influence of wood components and cellulose crystallite size. Bioresour. Technol. 2012, 109, 148–153. [Google Scholar] [CrossRef] [PubMed]
- Morán, J.I.; Alvarez, V.A.; Cyras, V.P.; Vázquez, A. Extraction of cellulose and preparation of nanocellulose from sisal fibers. Cellulose 2008, 15, 149–159. [Google Scholar] [CrossRef]
- Alvarado Flores, J.J.; Rutiaga Quiñones, J.G. Estudio de cinética en procesos termogravimétricos de materiales lignocelulósicos. Maderas-Cienc. Tecnol. 2018, 20, 221–238. [Google Scholar] [CrossRef]
- Kuzmenko, V.; Naboka, O.; Gatenholm, P.; Enoksson, P. Ammonium chloride promoted synthesis of carbon nanofibers from electrospun cellulose acetate. Carbon 2014, 67, 694–703. [Google Scholar] [CrossRef]
- Xing, C.; Deng, J.; Zhang, S.Y.; Riedl, B.; Cloutier, A. Differential scanning calorimetry characterization of urea—Formaldehyde resin curing behavior as affected by less desirable wood material and catalyst content. J. Appl. Polym. Sci. 2005, 98, 2027–2032. [Google Scholar] [CrossRef]
- Hagel, S.; Saake, B. Fractionation of Waste MDF by Steam Refining. Molecules 2020, 25, 2165. [Google Scholar] [CrossRef]
- Król, P.; Toczyłowska-mamińska, R.; Mamiński, M. A Critical Role for the Presence of Lignocellulosic Material in the Determination of Wood Buffering Capacity. J. Wood Chem. Technol. 2017, 37, 478–484. [Google Scholar] [CrossRef]
- Policardi, F.; Thebault, M. The Buffer Effect of Different Wood Species and the Influence of Oak on Panel Composites Binders. Polymer 2020, 12, 1540. [Google Scholar] [CrossRef] [PubMed]
- Popović, M.; Miljković, J.; Budinski Simendić, J.; Pavličević, J.; Ristić, I. Curing characteristics of low emission urea-formaldehyde adhesive in the presence of wood. Wood Res.-Slovakia 2011, 56, 589–600. [Google Scholar]
- Xing, C.; Zhang, S.Y.; Deng, J. Effect of wood acidity and catalyst on UF resin gel time. Holzforschung 2004, 58, 408–412. [Google Scholar] [CrossRef]
- Gadhave, R.V.; Mahanwar, P.A.; Gadekar, P.T. Factor Affecting Gel Time/Process-Ability of Urea Formaldehyde Resin Based Wood Adhesives. Open J. Polym. Chem. 2017, 7, 33–42. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Treatment Code | Treatment | Initial pH of the Solution | Acid Solution Concentration (%) | Reaction Time (min) |
|---|---|---|---|---|
| W-60 | Water | 5.55 | - | 60 |
| OA1%-30 min | Oxalic acid | 1.47 | 1 | 30 |
| OA1%-60 min | Oxalic acid | 1.47 | 1 | 60 |
| OA2%-30 min | Oxalic acid | 1.21 | 2 | 30 |
| OA2%-60 min | Oxalic acid | 1.21 | 2 | 60 |
| AC25%-30 min | Ammonium chloride | 3.95 | 25 | 30 |
| AC25%-60 min | Ammonium chloride | 3.95 | 25 | 60 |
| AC30%-30 min | Ammonium chloride | 3.41 | 30 | 30 |
| AC30%-60 min | Ammonium chloride | 3.41 | 30 | 60 |
| Variation Source | Nitrogen Content | pH | Base Buffer Capacity | Gel Time |
|---|---|---|---|---|
| Type of acid (A) | 2732.8 (<2.2 × 10−16 *) | 822.9 (<2.2 × 10−16 *) | 9180.5 (<2.2 × 10−16 *) | 32.6 (3.2 × 10−5 *) |
| Concentration (C) | 138.3 (2.8 × 10−9 *) | 441.5 (<2.2 × 10−16 *) | 1098.1 (<2.2 × 10−16 *) | 3.5 (8.1 × 10−2) |
| Reaction time (T) | 0.2 (6.7 × 10−1) | 56.6 (4.8 × 10−10 *) | 35.6 (3.7 × 10−6 *) | 3.5 (8.1 × 10−2) |
| (A × C) | 34.6 (2.3 × 10−5 *) | 101.7 (3.4 × 10−14 *) | 902.5 (<2.2 × 10−16 *) | 72.8 (2.4 × 10−4 *) |
| (A × T) | 0.3 (6.0 × 10−1) | 357.7 (<2.2 × 10−16 *) | 35.0 (4.2 × 10−6 *) | 0.9 (3.5 × 10−1) |
| (C × T) | 9.0 (8.5 × 10−3 *) | 7.5 (8.2 × 10−3 *) | 357.9 (6.3 × 10−16 *) | 10.7 (4.7 × 10−3 *) |
| (A × C × T) | 15.6 (1.1 × 10−3 *) | 27.6 (2.4 × 10−6 *) | 484.7 (<2.2 × 10−16 *) | 2.6 (1.2 × 10−1) |
| Virgin Particles | Raw Board Particles | W-60 min | OA1%-30 min | OA1%-60 min | OA2%-30 min | OA2%-60 min | AC25%-30 min | AC25%-60 min | AC30%-30 min | AC30%-60 min |
|---|---|---|---|---|---|---|---|---|---|---|
| 5.25 h | 5.37 i | 5.89 j | 3.86 f | 4.14 g | 3.28 c | 3.46 e | 3.38 d | 3.17 b | 3.34 cd | 3.00 a |
| (1.09) | (1.01) | (1.24) | (3.19) | (3.54) | (1.50) | (1.42) | (1.15) | (1.59) | (1.25) | (0.29) |
| Buffer Capacity | Virgin Particles | Raw Board Particles | W-60 min | OA1%-30 min | OA1%-60 min | OA2%-30 min | OA2%-60 min | AC25%-30 min | AC25%-60 min | AC30%-30 min | AC30%-60 min |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Acid (mmol) | 0.223 e (3.2) | 0.238 e (0.5) | 0.211 de (9.5) | 0.158 c (16.6) | 0.171 cd (19.4) | 0.083 ab (6.9) | 0.107 b (18.4) | 0.068 a (16.7) | 0.055 a (17.9) | 0.057 a (14.6) | 0 * (0) |
| Base (mmol) | 0.341 b (7.3) | 0.407 b (2.0) | 0.159 a (16.6) | 0.493 c (11.7) | 0.550 cd (7.1) | 0.610 d (2.0) | 0.550 cd (7.1) | 2.266 f (4.4) | 1.266 e (2.0) | 2.687 g (1.0) | 3.236 h (2.2) |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rodríguez, G.E.; Garcia, R.; Cloutier, A. Recycling Particleboard by Acid Hydrolysis: Effects on the Physical, Thermal, and Chemical Characteristics of Recycled Wood Particles. Fibers 2025, 13, 90. https://doi.org/10.3390/fib13070090
Rodríguez GE, Garcia R, Cloutier A. Recycling Particleboard by Acid Hydrolysis: Effects on the Physical, Thermal, and Chemical Characteristics of Recycled Wood Particles. Fibers. 2025; 13(7):90. https://doi.org/10.3390/fib13070090
Chicago/Turabian StyleRodríguez, Gustavo E., Rosilei Garcia, and Alain Cloutier. 2025. "Recycling Particleboard by Acid Hydrolysis: Effects on the Physical, Thermal, and Chemical Characteristics of Recycled Wood Particles" Fibers 13, no. 7: 90. https://doi.org/10.3390/fib13070090
APA StyleRodríguez, G. E., Garcia, R., & Cloutier, A. (2025). Recycling Particleboard by Acid Hydrolysis: Effects on the Physical, Thermal, and Chemical Characteristics of Recycled Wood Particles. Fibers, 13(7), 90. https://doi.org/10.3390/fib13070090