
Comparative Study of Atmosphere Effect on Wood Torrefaction

 ,
, 


Abstract
1. Introduction
2. Material and Methods
2.1. Materials and Thermal Treatment Conditions
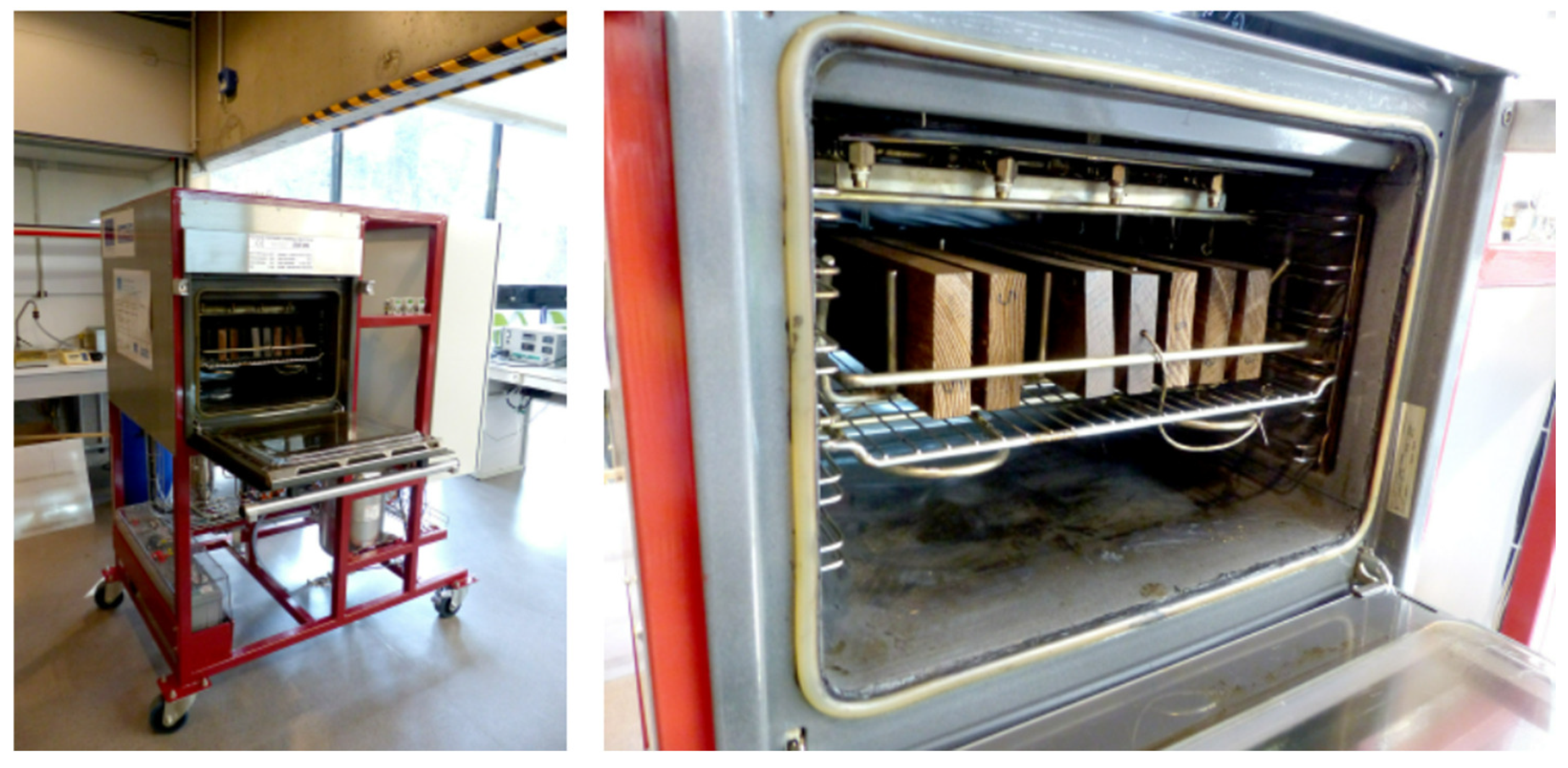
2.2. Experimental Devices
2.3. Characterization
3. Results and Discussion
3.1. ML
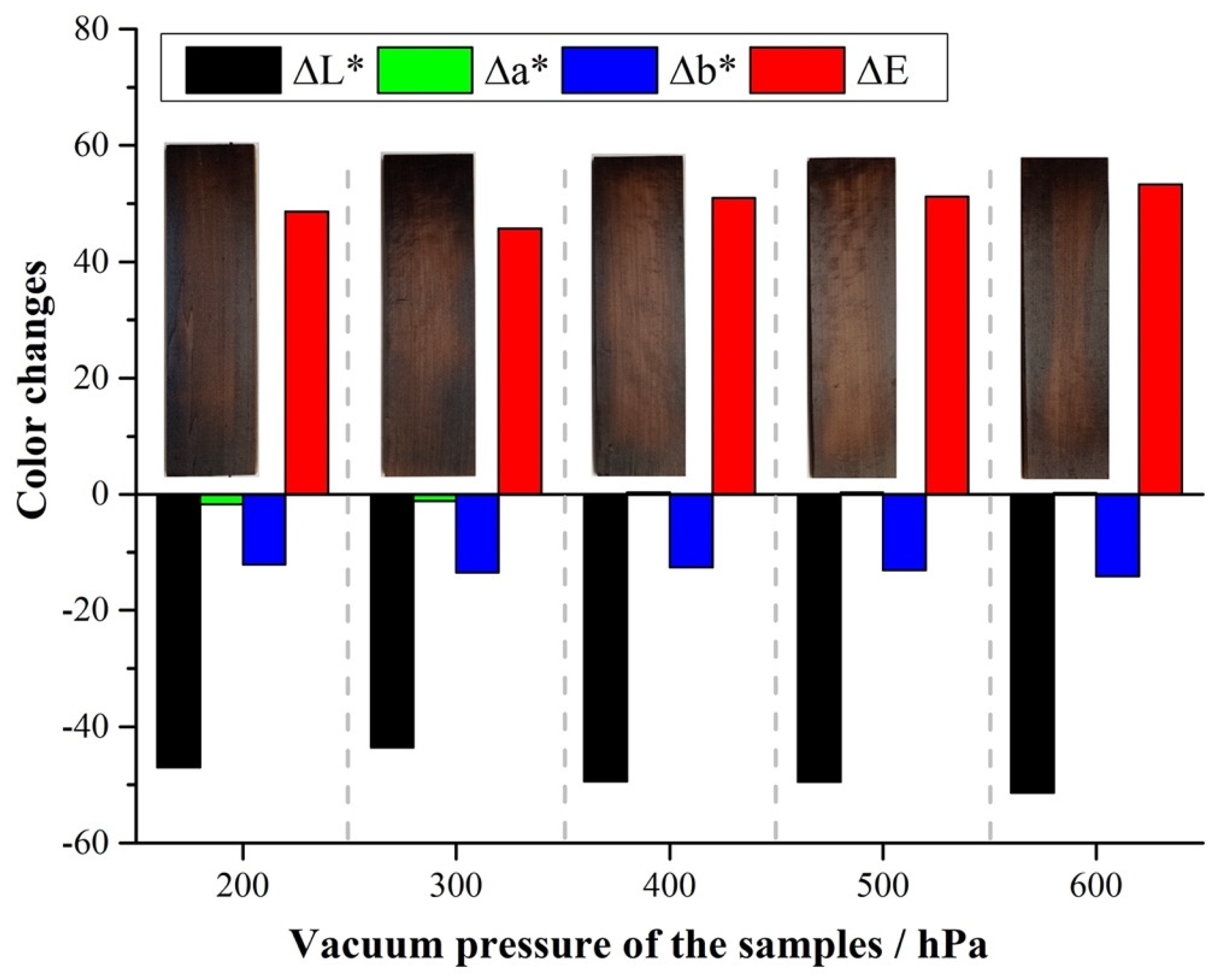
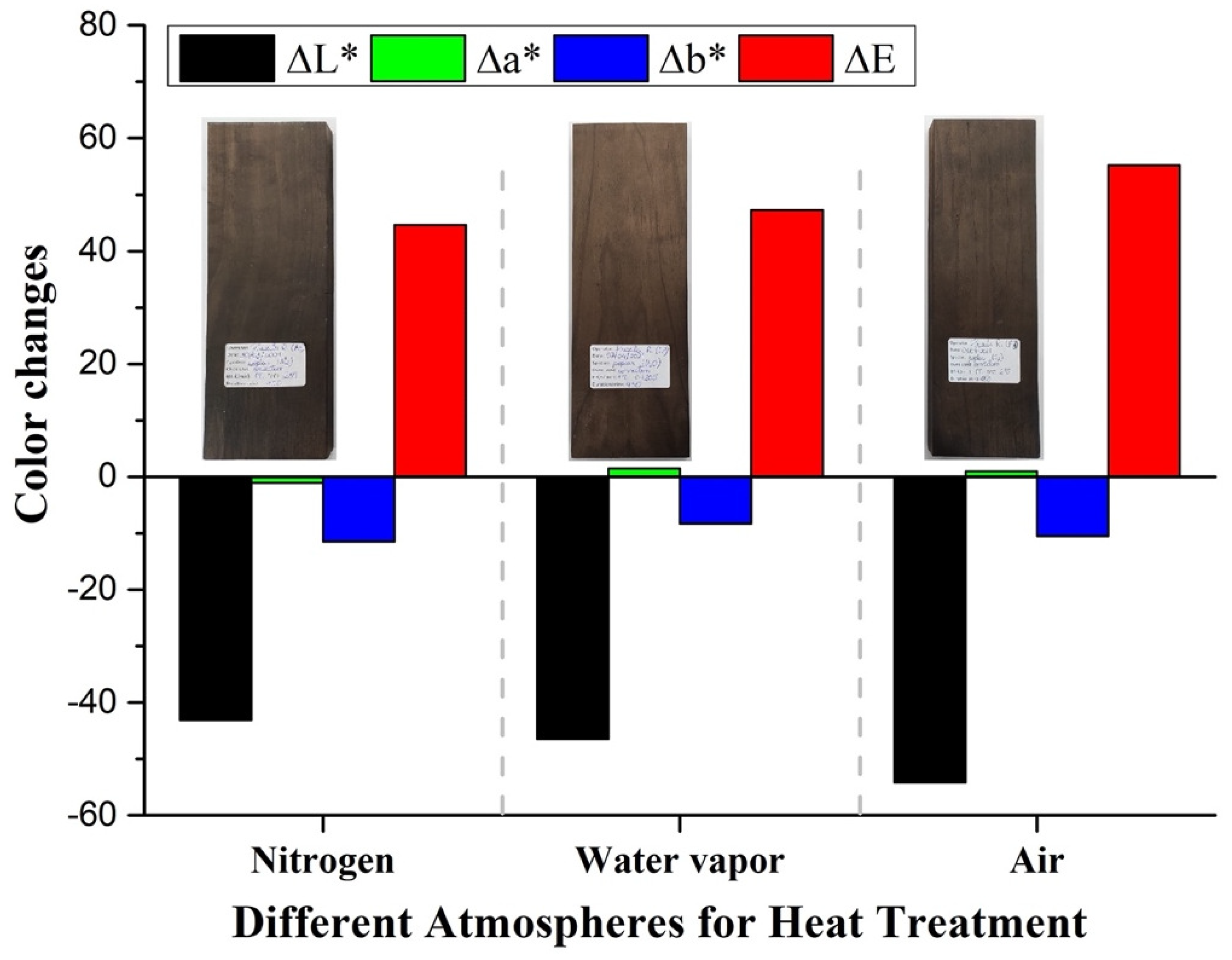
3.2. Color Change
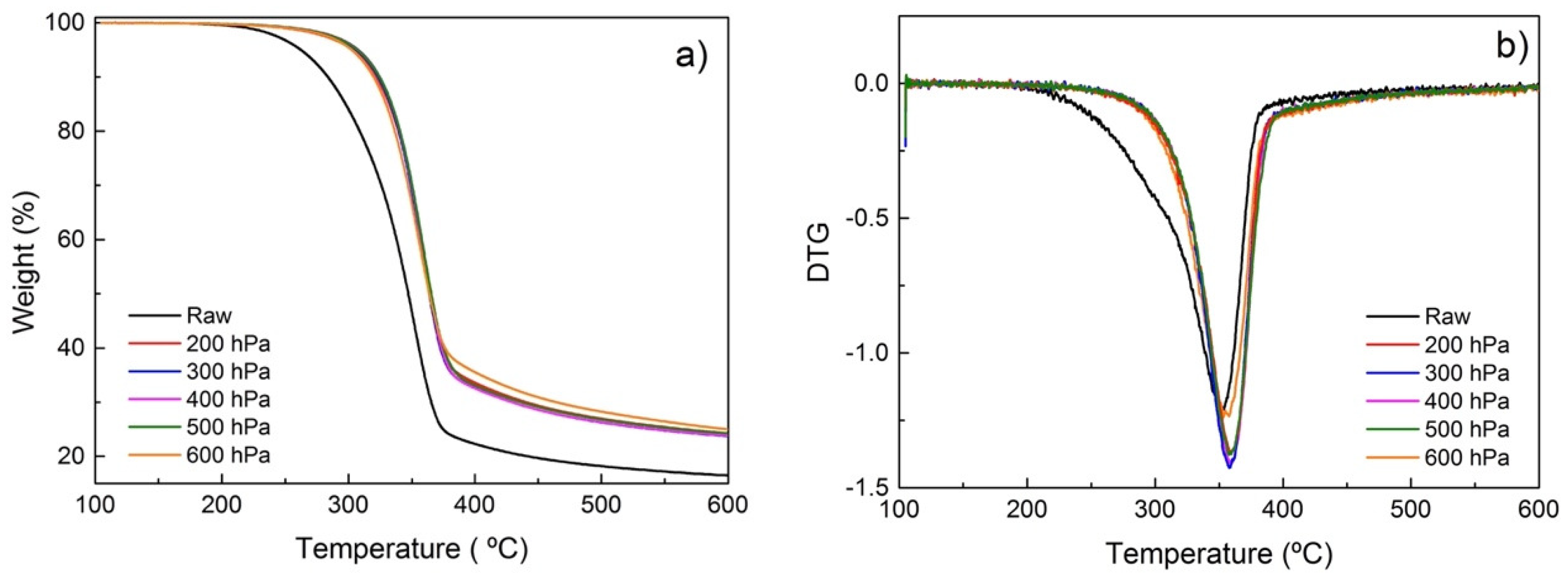
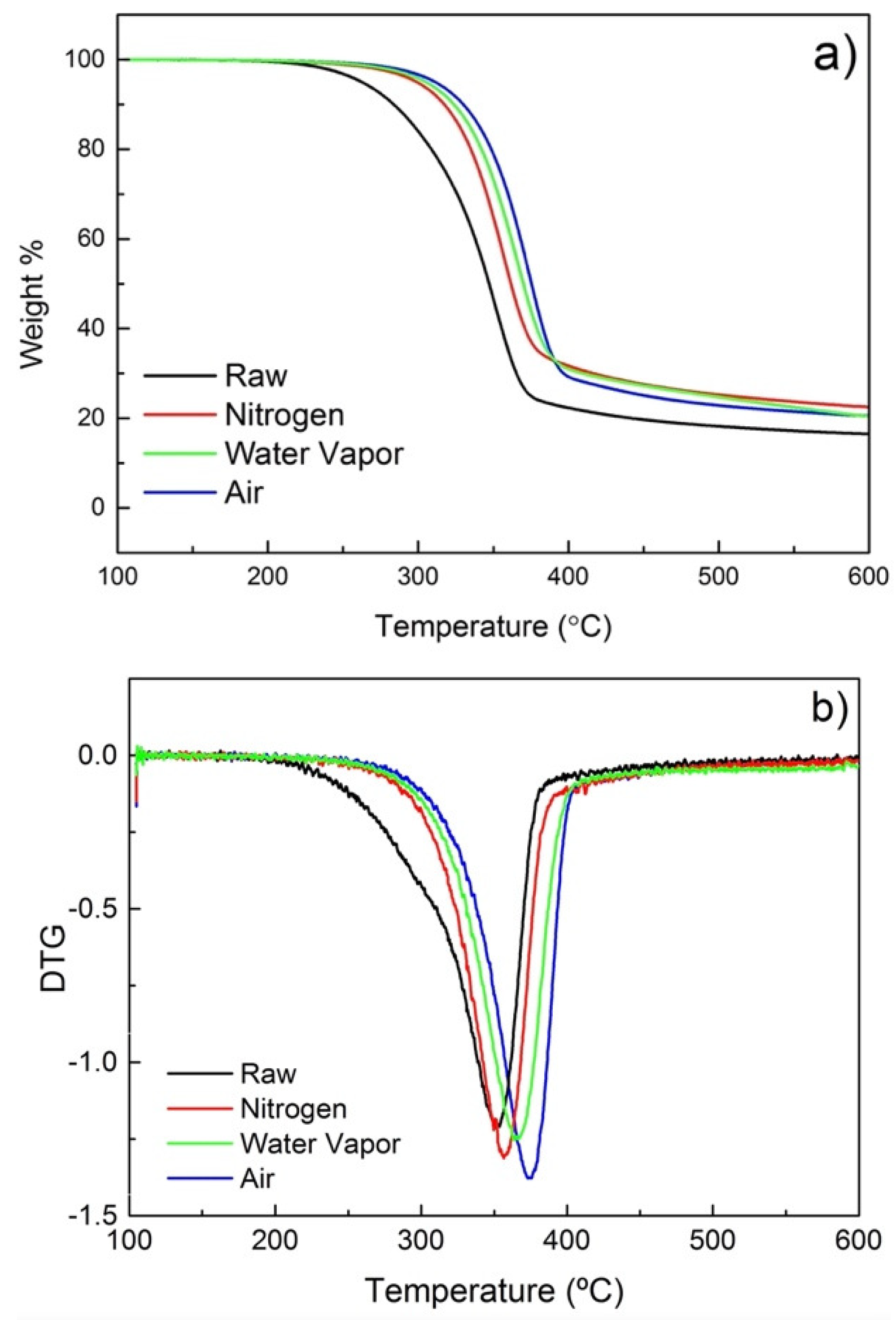
3.3. Thermogravimetric Analysis
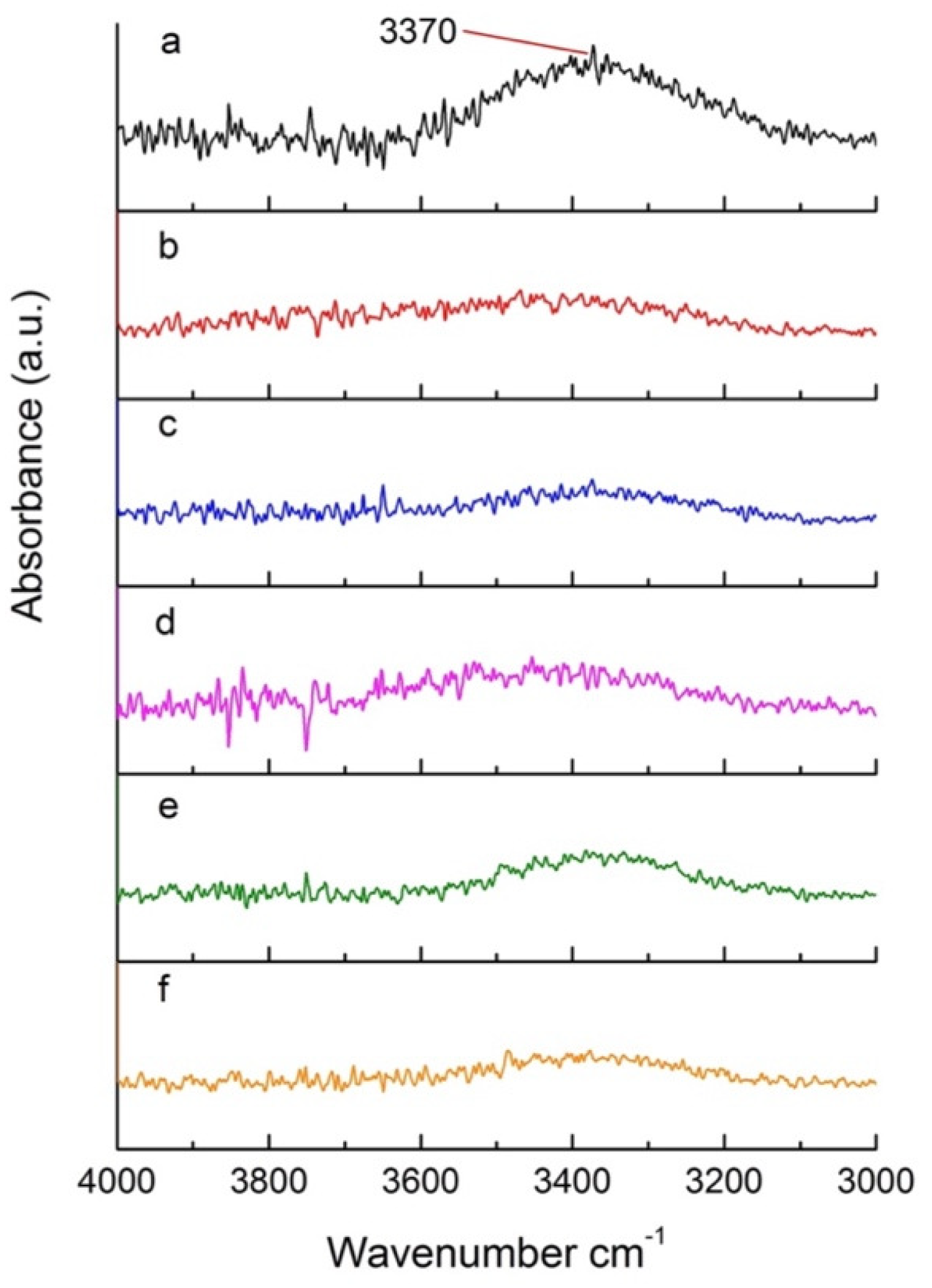
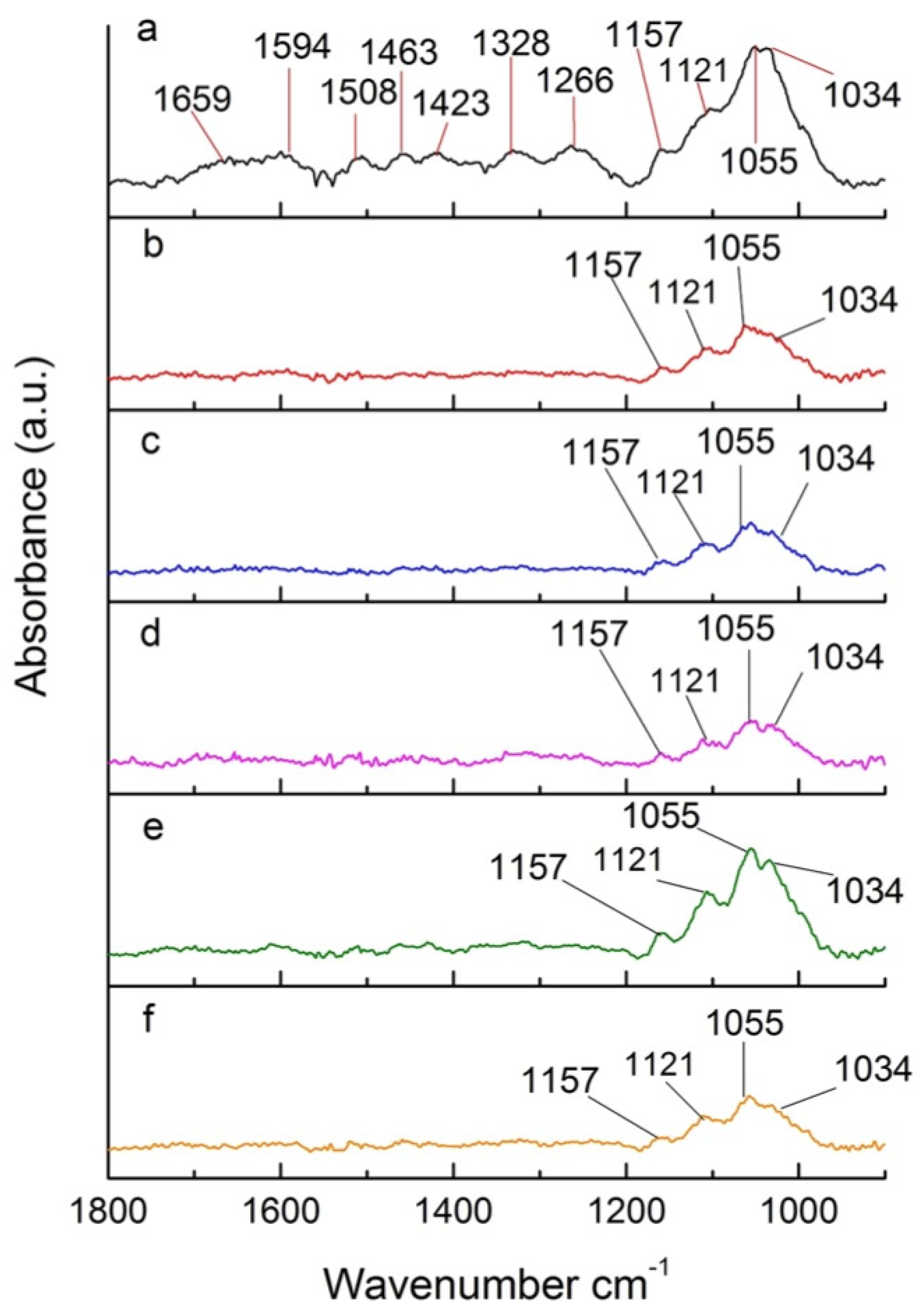
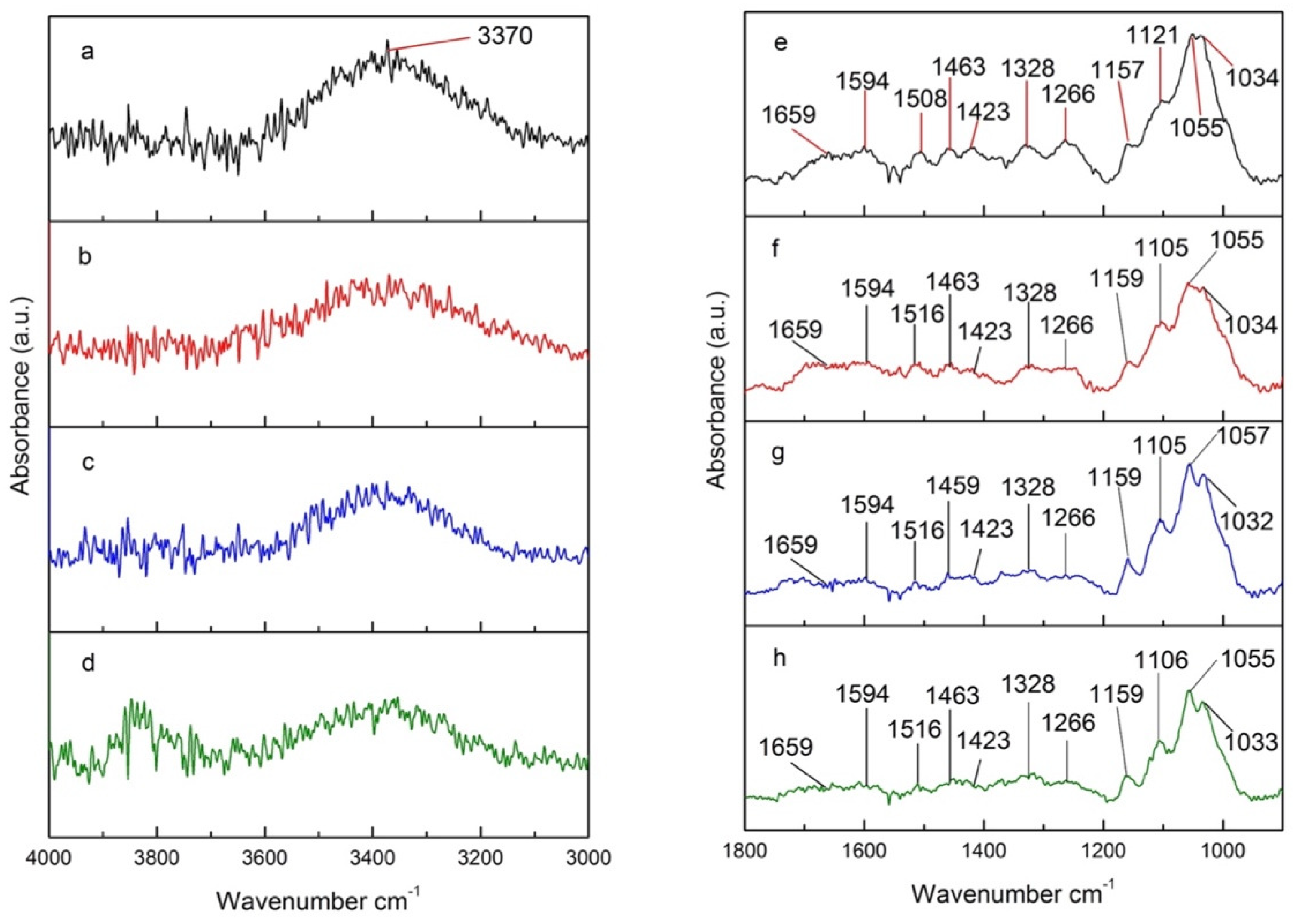
3.4. FTIR
3.5. Elemental Analysis
3.6. XRD
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Militz, H. Heat treatment of wood: European Processes and their background. In International Research Group Wood Preservation; Section 4-Processes, Nº IRG/WP 02-40241; International Research Group on Wood Protection: Stockholm, Sweden, 2002. [Google Scholar]
- Korkut, S.; Korkut, D.S.; Kocaefe, D.; Elustondo, D.; Bajraktari, A.; Çakıcıer, N. Effect of thermal modification on the properties of narrow-leaved ash and chestnut. Ind. Crops Prod. 2012, 35, 287–294. [Google Scholar] [CrossRef]
- Hakkou, M.; Pétrissans, M.; Gérardin, P.; Zoulalian, A. Investigations of the reasons for fungal durability of heat-treated beech wood. Polym. Degrad. Stab. 2006, 91, 393–397. [Google Scholar] [CrossRef]
- Allegretti, O.; Brunetti, M.; Cuccui, I.; Ferrari, S.; Nocetti, M.; Terziev, N. Thermovacuum modification of spruce (picea abies karst.) and fir (abies albamill.) wood. BioResources 2012, 7, 3656–3669. [Google Scholar]
- Chen, W.-H.; Lin, B.-J.; Colin, B.; Chang, J.-S.; Pétrissans, A.; Bi, X.; Pétrissans, M. Hygroscopic transformation of woody biomass torrefaction for carbon storage. Appl. Energy 2018, 231, 768–776. [Google Scholar] [CrossRef]
- Shankar Tumuluru, J.; Sokhansanj, S.; Hess, J.R.; Wright, C.T.; Boardman, R.D. REVIEW: A Review on Biomass Torrefaction Process and Product Properties for Energy Applications. Ind. Biotechnol. 2011, 7, 384–401. [Google Scholar] [CrossRef]
- Keeratiisariyakul, P.; Rousset, P.; Pattiya, A. Coupled effect of torrefaction and densification pre-treatment on biomass energetic and physical properties. J. Sustain. Energy Environ. 2019, 10, 1–10. [Google Scholar]
- Kubovský, I.; Kačíková, D.; Kačík, F. Structural changes of oak wood main components caused by thermal modification. Polymers 2020, 12, 485. [Google Scholar] [CrossRef]
- Li, M.-F.; Li, X.; Bian, J.; Xu, J.-K.; Yang, S.; Sun, R.-C. Influence of temperature on bamboo torrefaction under carbon dioxide atmosphere. Ind. Crops Prod. 2015, 76, 149–157. [Google Scholar] [CrossRef]
- Poletto, M.; Zattera, A.J.; Santana, R.M.C. Thermal decomposition of wood: Kinetics and degradation mechanisms. Bioresour. Technol. 2012, 126, 7–12. [Google Scholar] [CrossRef]
- Wang, S.; Dai, G.; Ru, B.; Zhao, Y.; Wang, X.; Xiao, G.; Luo, Z. Influence of torrefaction on the characteristics and pyrolysis behavior of cellulose. Energy 2017, 120, 864–871. [Google Scholar] [CrossRef]
- Chih, Y.-K.; Chen, W.-H.; Ong, H.C.; Show, P.L. Product characteristics of torrefied wood sawdust in normal and vacuum environments. Energies 2019, 12, 3844. [Google Scholar] [CrossRef]
- Pelaez-Samaniego, M.R.; Yadama, V.; Lowell, E.; Espinoza-Herrera, R. A review of wood thermal pretreatments to improve wood composite properties. Wood Sci. Technol. 2013, 47, 1285–1319. [Google Scholar] [CrossRef]
- Suliman, W.; Harsh, J.B.; Abu-Lail, N.I.; Fortuna, A.-M.; Dallmeyer, I.; Garcia-Pérez, M. The role of biochar porosity and surface functionality in augmenting hydrologic properties of a sandy soil. Sci. Total Environ. 2017, 574, 139–147. [Google Scholar] [CrossRef] [PubMed]
- Hill, C.; Altgen, M.; Rautkari, L. Thermal modification of wood—A review: Chemical changes and hygroscopicity. J. Mater. Sci. 2021, 56, 6581–6614. [Google Scholar] [CrossRef]
- Bach, Q.-V.; Tran, K.-Q.; Skreiberg, Ø. Accelerating Wet Torrefaction Rate and Ash Removal by Carbon Dioxide Addition. Fuel Process. Technol. 2015, 140, 297–303. [Google Scholar] [CrossRef]
- Bach, Q.-V.; Trinh, T.N.; Tran, K.-Q.; Thi, N.B.D. Pyrolysis Characteristics and Kinetics of Biomass Torrefied in Various Atmospheres. Energy Convers. Manag. 2017, 141, 72–78. [Google Scholar] [CrossRef]
- Melkior, T.; Barthomeuf, C.; Bardet, M. Inputs of Solid-State NMR to Evaluate and Compare Thermal Reactivity of Pine and Beech Woods under Torrefaction Conditions and Modified Atmosphere. Fuel 2017, 187, 250–260. [Google Scholar] [CrossRef]
- Nakason, K.; Khemthong, P.; Kraithong, W.; Chukaew, P.; Panyapinyopol, B.; Kitkaew, D.; Pavasant, P. Upgrading Properties of Biochar Fuel Derived from Cassava Rhizome via Torrefaction: Effect of Sweeping Gas Atmospheres and Its Economic Feasibility. Case Stud. Therm. Eng. 2021, 23, 100823. [Google Scholar] [CrossRef]
- Nguyen, Q.; Nguyen, D.D.; He, C.; Bach, Q.-V. Pretreatment of Korean Pine (Pinus koraiensis) via Wet Torrefaction in Inert and Oxidative Atmospheres. Fuel 2021, 291, 119616. [Google Scholar] [CrossRef]
- Rousset, P.; Macedo, L.; Commandré, J.-M.; Moreira, A. Biomass Torrefaction under Different Oxygen Concentrations and Its Effect on the Composition of the Solid By-Product. J. Anal. Appl. Pyrolysis 2012, 96, 86–91. [Google Scholar] [CrossRef]
- Saadon, S.; Uemura, Y.; Mansor, N. Torrefaction in the Presence of Oxygen and Carbon Dioxide: The Effect on Yield of Oil Palm Kernel Shell. Procedia Chem. 2014, 9, 194–201. [Google Scholar] [CrossRef]
- Li, R.; Wu, C.; Zhu, L.; Hu, Z.; Xu, J.; Yang, Y.; Yang, F.; Ma, Z. Regulation of the Elemental Distribution in Biomass by the Torrefaction Pretreatment Using Different Atmospheres and Its Influence on the Subsequent Pyrolysis Behaviors. Fuel Process. Technol. 2021, 222, 106983. [Google Scholar] [CrossRef]
- Brachi, P.; Chirone, R.; Miccio, M.; Ruoppolo, G. Fluidized Bed Torrefaction of Biomass Pellets: A Comparison between Oxidative and Inert Atmosphere. Powder Technol. 2019, 357, 97–107. [Google Scholar] [CrossRef]
- Ramos-Carmona, S.; Delgado-Balcázar, S.; Perez, J.F. Physicochemical Characterization of Torrefied Wood Biomass under Air as Oxidizing Atmosphere. BioResources 2017, 12, 5428–5448. [Google Scholar] [CrossRef]
- Chen, W.-H.; Lu, K.-M.; Lee, W.-J.; Liu, S.-H.; Lin, T.-C. Non-Oxidative and Oxidative Torrefaction Characterization and SEM Observations of Fibrous and Ligneous Biomass. Appl. Energy 2014, 114, 104–113. [Google Scholar] [CrossRef]
- Sun, Y.; Sun, Y.; Chen, W.; Wang, S.; Liang, G.; Li, W.; Ma, Z.; Zhang, W. Effect of Torrefaction Temperature and O2 Concentration on the Pyrolysis Behaviour of Moso Bamboo. BioResources 2020, 15, 6344–6370. [Google Scholar] [CrossRef]
- González Martínez, M.; Hélias, E.; Ratel, G.; Thiéry, S.; Melkior, T. Torrefaction of Woody and Agricultural Biomass: Influence of the Presence of Water Vapor in the Gaseous Atmosphere. Processes 2020, 9, 30. [Google Scholar] [CrossRef]
- Lee, Y.; Yang, W.; Chae, T.; Kang, B.; Park, J.; Ryu, C. Comparative Characterization of a Torrefied Wood Pellet under Steam and Nitrogen Atmospheres. Energy Fuels 2018, 32, 5109–5114. [Google Scholar] [CrossRef]
- Chen, W.-H.; Lu, K.-M.; Liu, S.-H.; Tsai, C.-M.; Lee, W.-J.; Lin, T.-C. Biomass Torrefaction Characteristics in Inert and Oxidative Atmospheres at Various Superficial Velocities. Bioresour. Technol. 2013, 146, 152–160. [Google Scholar] [CrossRef]
- Esteves, B.M.; Pereira, H.M. Wood modification by heat treatment: A review. BioResources 2009, 4, 370–404. [Google Scholar] [CrossRef]
- Pétrissans, A.; Younsi, R.; Chaouch, M.; Gérardin, P.; Pétrissans, M. Wood Thermodegradation: Experimental Analysis and Modeling of Mass Loss Kinetics. Maderas Cienc. Tecnol. 2014, 16, 133–148. [Google Scholar] [CrossRef]
- Tooyserkani, Z.; Sokhansanj, S.; Bi, X.; Lim, J.; Lau, A.; Saddler, J.; Kumar, L.; Lam, P.S.; Melin, S. Steam Treatment of Four Softwood Species and Bark to Produce Torrefied Wood. Appl. Energy 2013, 103, 514–521. [Google Scholar] [CrossRef]
- Chaouch, M.; Candelier, K.; Dumarçay, S.; Pétrissans, A.; Pétrissans, M.; Gérardin, P. Development of a Quality Control Assessment Method to Predict Properties of Heat Treated Wood. In Proceedings of the IRG/WP-IUFRO, Estoril, Portugal, 8–13 July 2012. [Google Scholar]
- Candelier, K.; Dumarçay, S.; Pétrissans, A.; Gérardin, P.; Pétrissans, M. Mechanical Properties of Heat Treated Wood after Thermodegradation under Different Treatment Intensity. In Proceedings of the 1st International Congress, Cost Action FP0904, Biel, Switzerland, 16–18 February 2011. [Google Scholar]
- Rosu, D.; Teaca, C.-A.; Bodirlau, R.; Rosu, L. FTIR and Color Change of the Modified Wood as a Result of Artificial Light Irradiation. J. Photochem. Photobiol. B Biol. 2010, 99, 144–149. [Google Scholar] [CrossRef]
- Xi, Y.; Yuan, X.; Tan, M.; Jiang, S.; Wang, Z.; Huang, Z.; Wang, H.; Jiang, L.; Li, H. Properties of Oxidatively Torrefied Chinese Fir Residue: Color Dimension, Pyrolysis Kinetics, and Storage Behavior. Fuel Process. Technol. 2021, 213, 106663. [Google Scholar] [CrossRef]
- Sivrikaya, H.; Tesařová, D.; Jeřábková, E.; Can, A. Color Change and Emission of Volatile Organic Compounds from Scots Pine Exposed to Heat and Vacuum-Heat Treatment. J. Build. Eng. 2019, 26, 100918. [Google Scholar] [CrossRef]
- Sun, S.-N.; Li, H.-Y.; Cao, X.-F.; Xu, F.; Sun, R.-C. Structural Variation of Eucalyptus Lignin in a Combination of Hydrothermal and Alkali Treatments. Bioresour. Technol. 2015, 176, 296–299. [Google Scholar] [CrossRef]
- Colin, B.; Quirino, R.L.; Ntsika-Mbou, C.Y.; Lin, Y.-Y.; Lin, B.-J.; Leconte, F.; Petrissans, A.; Chen, W.-H.; Petrissans, M. Behavior of Wood during the Thermal Transition between Torrefaction and Pyrolysis: Chemical and Physical Modifications. Wood Mater. Sci. Eng. 2021, 1–10. [Google Scholar] [CrossRef]
- Safar, M.; Lin, B.-J.; Chen, W.-H.; Langauer, D.; Chang, J.-S.; Raclavska, H.; Pétrissans, A.; Rousset, P.; Pétrissans, M. Catalytic Effects of Potassium on Biomass Pyrolysis, Combustion and Torrefaction. Appl. Energy 2019, 235, 346–355. [Google Scholar] [CrossRef]
- Li, Y.; Khanal, S.K. (Eds.) Bioenergy: Principles and Applications; Wiley Blackwell: Hoboken, NJ, USA, 2017. [Google Scholar]
- Zhang, B.; Petrissans, M.; Petrissans, A.; Pizzi, A.; Colin, B. Furanic Polymerization Causes the Change, Conservation and Recovery of Thermally-Treated Wood Hydrophobicity before and after Moist Conditions Exposure. Polymers 2022, 15, 221. [Google Scholar] [CrossRef]
- Popescu, M.-C.; Froidevaux, J.; Navi, P.; Popescu, C.-M. Structural Modifications of Tilia Cordata Wood during Heat Treatment Investigated by FT-IR and 2D IR Correlation Spectroscopy. J. Mol. Struct. 2013, 1033, 176–186. [Google Scholar] [CrossRef]
- Nishiyama, Y.; Sugiyama, J.; Chanzy, H.; Langan, P. Crystal Structure and Hydrogen Bonding System in Cellulose I α from Synchrotron X-Ray and Neutron Fiber Diffraction. J. Am. Chem. Soc. 2003, 125, 14300–14306. [Google Scholar] [CrossRef] [PubMed]
- Li, M.-Y.; Cheng, S.-C.; Li, D.; Wang, S.-N.; Huang, A.-M.; Sun, S.-Q. Structural Characterization of Steam-Heat Treated Tectona Grandis Wood Analyzed by FT-IR and 2D-IR Correlation Spectroscopy. Chin. Chem. Lett. 2015, 26, 221–225. [Google Scholar] [CrossRef]
- Popescu, C.-M.; Popescu, M.-C.; Vasile, C. Characterization of Fungal Degraded Lime Wood by FT-IR and 2D IR Correlation Spectroscopy. Microchem. J. 2010, 95, 377–387. [Google Scholar] [CrossRef]
- Özgenç, Ö.; Durmaz, S.; Boyaci, I.H.; Eksi-Kocak, H. Determination of Chemical Changes in Heat-Treated Wood Using ATR-FTIR and FT Raman Spectrometry. Spectrochim. Acta Part A Mol. Biomol. Spectrosc. 2017, 171, 395–400. [Google Scholar] [CrossRef] [PubMed]
- Popescu, C.; Jones, D.; Kržišnik, D.; Humar, M. Determination of the Effectiveness of a Combined Thermal/Chemical Wood Modification by the Use of FT–IR Spectroscopy and Chemometric Methods. J. Mol. Struct. 2020, 1200, 127133. [Google Scholar] [CrossRef]
- Robles, E.; Herrera, R.; De Hoyos Martínez, P.L.; Fernández Rodríguez, J.; Labidi, J. Valorization of Heat-Treated Wood after Service Life through a Cascading Process for the Production of Lignocellulosic Derivatives. Resour. Conserv. Recycl. 2021, 170, 105602. [Google Scholar] [CrossRef]
- Gu, X.; Liu, C.; Jiang, X.; Ma, X.; Li, L.; Cheng, K.; Li, Z. Thermal Behavior and Kinetics of the Pyrolysis of the Raw/Steam Exploded Poplar Wood Sawdust. J. Anal. Appl. Pyrolysis 2014, 106, 177–186. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Torrefaction Conditions | ML (%) |
|---|---|
| Reduced pressure experiments | |
| 200 hPa | 15.16 ± 0.12 |
| 300 hPa | 13.44 ± 0.06 |
| 400 hPa | 13.22 ± 0.41 |
| 500 hPa | 13.30 ± 0.52 |
| 600 hPa | 14.24 ± 0.26 |
| Different atmospheres | |
| N2 | 16.48 ± 0.59 |
| Water vapor | 14.97 ± 0.98 |
| Air | 12.81 ± 0.24 |
| Wood Sample | H/C | O/C |
|---|---|---|
| RAW | 2.4735 | 1.0407 |
| 200 hPa | 1.6602 | 0.9946 |
| 300 hPa | 1.7020 | 0.7924 |
| 400 hPa | 2.0165 | 0.8282 |
| 500 hPa | 2.1593 | 0.8099 |
| 600 hPa | 2.3050 | 0.7924 |
| N2 | 1.3219 | 0.5919 (0.4938) a |
| Water vapor | 1.3861 | 0.6268 |
| air | 1.3830 | 0.6261 (0.5364) a |
| Sample | Crystallinity Index (%) |
|---|---|
| RAW | 74.54 |
| 200 hPa | 76.72 |
| 300 hPa | 74.67 |
| 400 hPa | 79.07 |
| 500 hPa | 77.06 |
| 600 hPa | 73.06 |
| N2 | 78.56 |
| Water Vapor | 80.63 |
| Air | 80.40 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Quirino, R.L.; Richa, L.; Petrissans, A.; Teixeira, P.R.; Durrell, G.; Hulette, A.; Colin, B.; Petrissans, M. Comparative Study of Atmosphere Effect on Wood Torrefaction. Fibers 2023, 11, 27. https://doi.org/10.3390/fib11030027
Quirino RL, Richa L, Petrissans A, Teixeira PR, Durrell G, Hulette A, Colin B, Petrissans M. Comparative Study of Atmosphere Effect on Wood Torrefaction. Fibers. 2023; 11(3):27. https://doi.org/10.3390/fib11030027
Chicago/Turabian StyleQuirino, Rafael Lopes, Larissa Richa, Anelie Petrissans, Priscila Rios Teixeira, George Durrell, Allen Hulette, Baptiste Colin, and Mathieu Petrissans. 2023. "Comparative Study of Atmosphere Effect on Wood Torrefaction" Fibers 11, no. 3: 27. https://doi.org/10.3390/fib11030027
APA StyleQuirino, R. L., Richa, L., Petrissans, A., Teixeira, P. R., Durrell, G., Hulette, A., Colin, B., & Petrissans, M. (2023). Comparative Study of Atmosphere Effect on Wood Torrefaction. Fibers, 11(3), 27. https://doi.org/10.3390/fib11030027