
Improving Recycled Paper Materials through the Incorporation of Hemp, Wood Virgin Cellulose Fibers, and Nanofibers

 , ,
, ,  and
and
Abstract

1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Characterization Methods
3. Results and Discussion
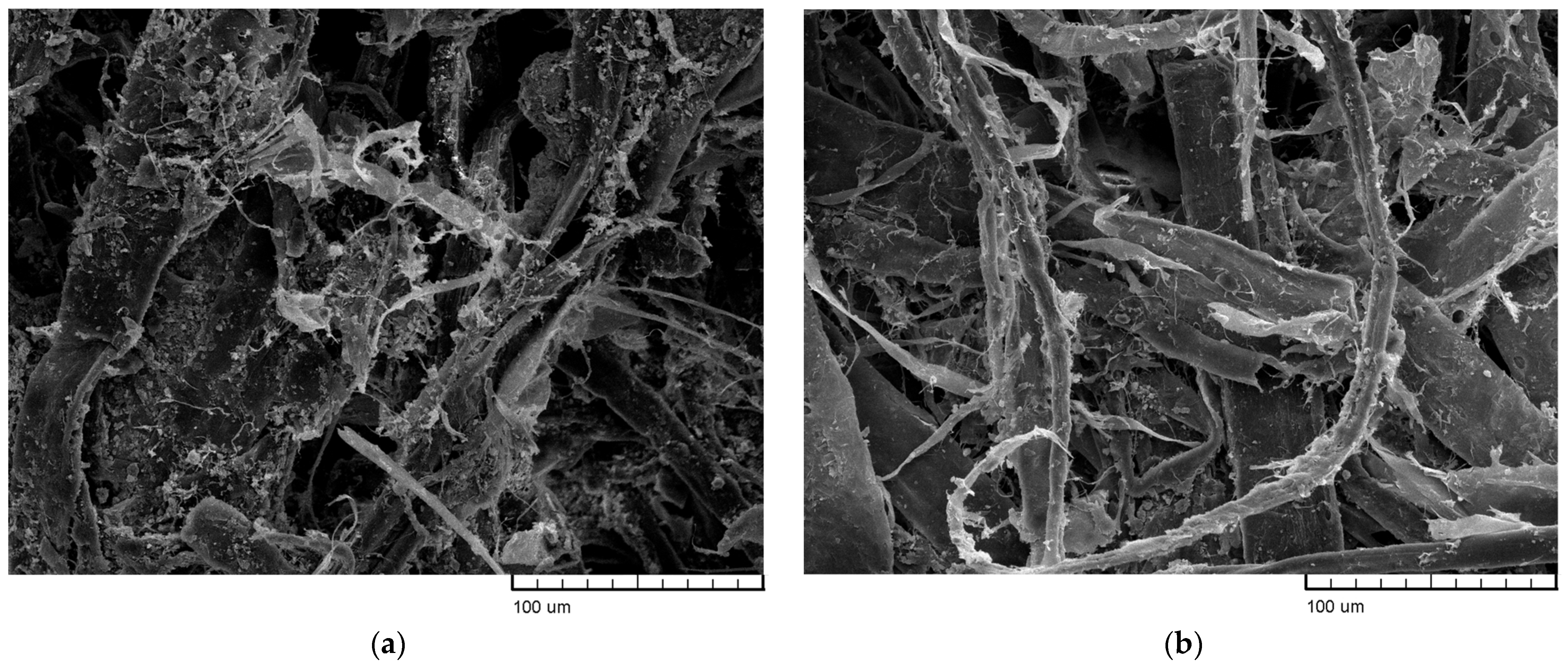
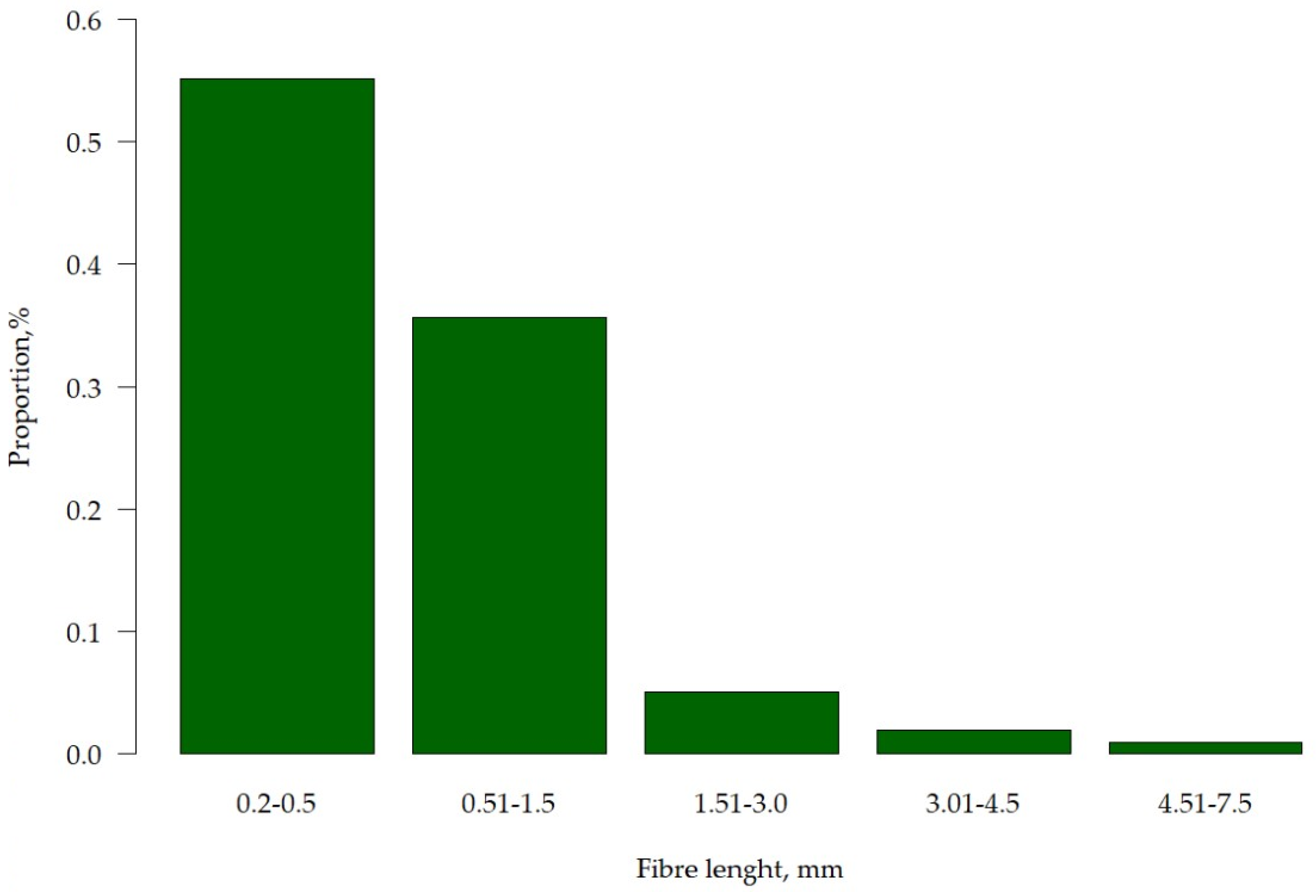
3.1. Fiber Characterization
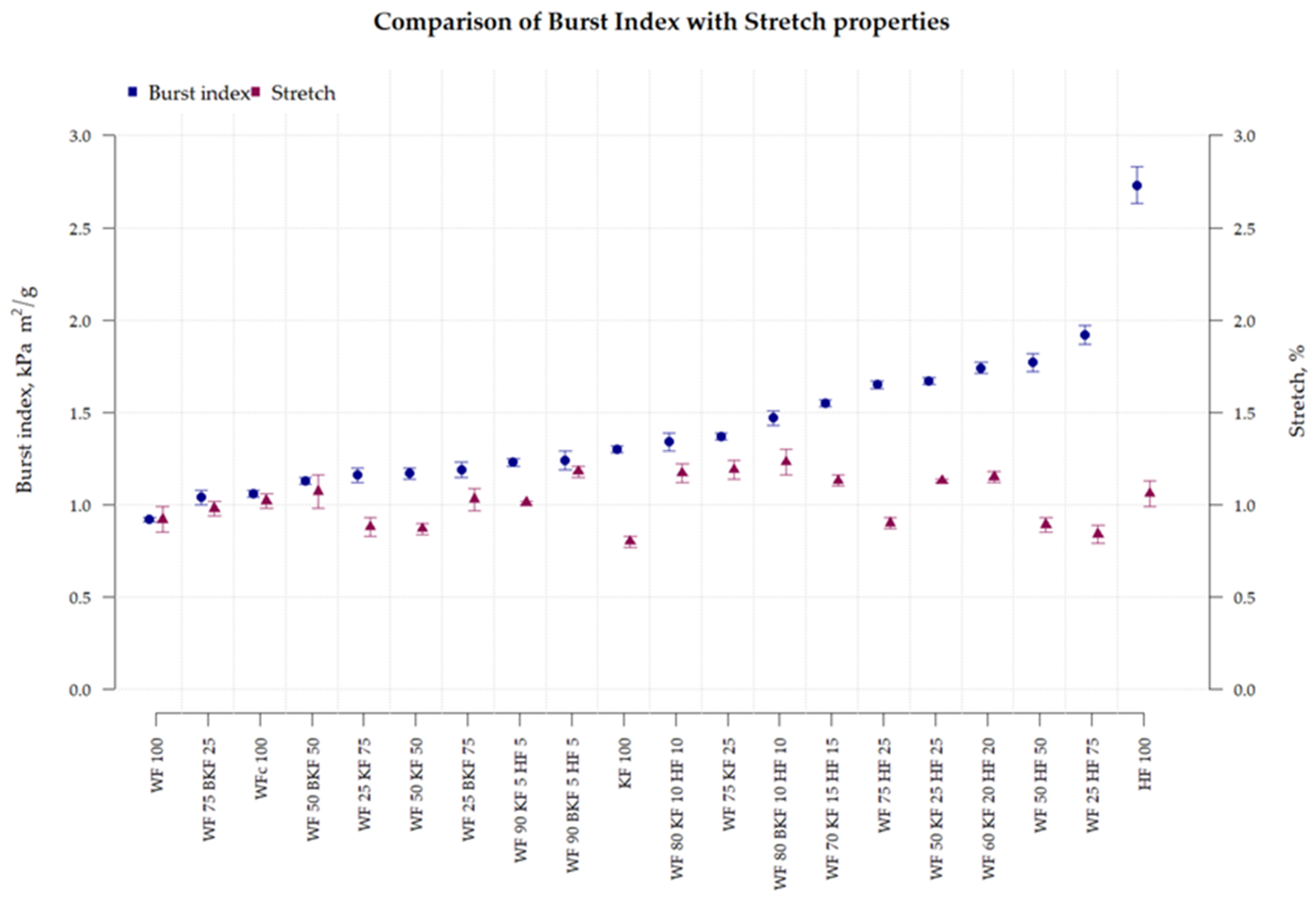
3.2. Characterisation of Fiber Blends’ Mechanical Properties
3.3. Impact of CNF Additive on Mechanical Properties of Fiber Materials
3.4. Characterisation of Fiber Blends’ Air Permeability
3.5. Biodegradability
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Chacon, L.; Lavoine, N.; Venditti, R.A. Valorization of mixed office waste as macro-, micro-, and nano-sized particles in recycled paper containerboards for enhanced performance and improved environmental perception. Resour. Conserv. Recycl. 2022, 180, 106125. [Google Scholar] [CrossRef]
- Escursell, S.; Llorach-Massana, P.; Roncero, M.B. Sustainability in e-commerce packaging: A review. J. Clean. Prod. 2021, 280, 124314. [Google Scholar] [CrossRef] [PubMed]
- Severo, E.A.; De Guimarães, J.C.F.; Wanderley, L.S.O.; Gueiros, M.M.B.; Jabbour, C.J.C. Influence of the COVID-19 pandemic on the use of social media on awareness’ socio-environmental and sustainable consumption: Consolidating lessons from the pandemic. Environ. Dev. 2023, 46, 100865. [Google Scholar] [CrossRef] [PubMed]
- European Commission. The European Green Deal, Communication from the Commission to the European Parliament, the European Council, the Council, the European Economic and Social Committee and the Committee of the Regions; European Commission: Brussels, Belgium, 2019; p. 24. [Google Scholar]
- United Nations. General Assembly Economic and Social Council Progress towards the Sustainable Development Goals: Towards a Rescue Plan for People and Planet; United Nations: New York City, NY, USA, 2023; p. 43. [Google Scholar]
- Chueamuangphan, K.; Kashyap, P.; Visvanathan, C. Packaging Waste from E-Commerce: Consumers’ Awareness and Concern. In Sustainable Waste Management: Policies and Case Studies: 7th IconSWM—ISWMAW 2017; Ghosh, S.K., Ed.; Springer Nature: Singapore, 2020; pp. 27–41. ISBN 9789811370717. [Google Scholar]
- Sellman, F.A.; Benselfelt, T.; Larsson, P.T.; Wågberg, L. Hornification of cellulose-rich materials—A kinetically trapped state. Carbohydr. Polym. 2023, 318, 121132. [Google Scholar] [CrossRef] [PubMed]
- Hubbe, M.A.; Venditti, R.A.; Rojas, O.J. What happens to cellulosic fibers during papermaking and recycling? A review. BioResources 2007, 2, 739–788. [Google Scholar]
- Filipova, I.; Serra, F.; Tarres, Q.; Mutjé, P.; Delgado-Aguilar, M. Oxidative treatments for cellulose nanofibers production: A comparative study between TEMPO-mediated and ammonium persulfate oxidation. Cellulose 2020, 27, 10671–10688. [Google Scholar] [CrossRef]
- Hu, F.; Zeng, J.; Cheng, Z.; Wang, X.; Wang, B.; Zeng, Z.; Chen, K. Cellulose nanofibrils (CNFs) produced by different mechanical methods to improve mechanical properties of recycled paper. Carbohydr. Polym. 2021, 254, 117474. [Google Scholar] [CrossRef]
- Campano, C.; Merayo, N.; Negro, C.; Blanco, A. In situ production of bacterial cellulose to economically improve recycled paper properties. Int. J. Biol. Macromol. 2018, 118, 1532–1541. [Google Scholar] [CrossRef]
- Doostali, M.; Gholami, Z.; Sanaei, D.; Kazembeigi, F.; Ghasemi, M.; Ahmadi, S.; Javid, A.; Sarafraz, M.; Adiban, M. Amino-functionalized cellulose fibers recovered from newspaper waste for efficient adsorption of crystal violet: Optimization using central composite design. Mater. Today Commun. 2023, 36, 106909. [Google Scholar] [CrossRef]
- Wu, K.; Wu, H.; Wang, R.; Yan, X.; Sun, W.; Liu, Y.; Kuang, Y.; Jiang, F.; Chen, S. The use of cellulose fiber from office waste paper to improve the thermal insulation-related property of konjac glucomannan/starch aerogel. Ind. Crops Prod. 2022, 177, 114424. [Google Scholar] [CrossRef]
- Shadkam, R.; Naderi, M.; Ghazitabar, A.; Akbari, S. Adsorption performance of reduced graphene-oxide/cellulose nano-crystal hybrid aerogels reinforced with waste-paper extracted cellulose-fibers for the removal of toluene pollution. Mater. Today Commun. 2021, 28, 102610. [Google Scholar] [CrossRef]
- Lei, W.; Fang, C.; Zhou, X.; Li, Y.; Pu, M. Polyurethane elastomer composites reinforced with waste natural cellulosic fibers from office paper in thermal properties. Carbohydr. Polym. 2018, 197, 385–394. [Google Scholar] [CrossRef] [PubMed]
- Balea, A.; Monte, M.C.; Fuente, E.; Sanchez-Salvador, J.L.; Tarrés, Q.; Mutjé, P.; Delgado-Aguilar, M.; Negro, C. Fit-for-Use Nanofibrillated Cellulose from Recovered Paper. Nanomaterials 2023, 13, 2536. [Google Scholar] [CrossRef]
- Yu, H.; Xu, Y.; Ni, Y.; Liu, S.; Li, L.; Yu, S.; Ji, Z. Enhanced enzymatic hydrolysis of cellulose from waste paper fibers by cationic polymers addition. Carbohydr. Polym. 2018, 200, 248–254. [Google Scholar] [CrossRef] [PubMed]
- Ken Voon, L.; Cem Pang, S.; Fun Chin, S. Regeneration of cello-oligomers via selective depolymerization of cellulose fibers derived from printed paper wastes. Carbohydr. Polym. 2016, 142, 31–37. [Google Scholar] [CrossRef] [PubMed]
- Liu, S.; Cui, R.; Ma, Y.; Yu, Q.; Kannegulla, A.; Wu, B.; Fan, H.; Wang, A.X.; Kong, X. Plasmonic cellulose textile fiber from waste paper for BPA sensing by SERS. Spectrochim. Acta-Part A Mol. Biomol. Spectrosc. 2020, 227, 117664. [Google Scholar] [CrossRef]
- Srasri, K.; Thongroj, M.; Chaijiraaree, P.; Thiangtham, S.; Manuspita, H.; Pipitsak, P.; Ummartyotin, S. Recovery potential of cellulose fiber from newspaper waste: An approach on magnetic cellulose aerogel for dye adsorption material. Int. J. Biol. Macromol. 2018, 119, 662–668. [Google Scholar] [CrossRef]
- Kadam, A.; Saratale, R.G.; Shinde, S.; Yang, J.; Hwang, K.; Mistry, B.; Saratale, D.G.; Lone, S.; Kim, D.-Y.; Sung, J.-S.; et al. Adsorptive remediation of cobalt oxide nanoparticles by magnetized α-cellulose fibers from waste paper biomass. Bioresour. Technol. 2019, 273, 386–393. [Google Scholar] [CrossRef]
- Ghodake, G.; Yang, J.; Shinde, S.; Mistry, B.; Kim, D.-Y.; Sung, J.-S.; Kadam, A. Paper waste extracted α-cellulose fibers super-magnetized and chitosan-functionalized for covalent laccase immobilization. Bioresour. Technol. 2018, 261, 420–427. [Google Scholar] [CrossRef]
- Zhang, Y.; Duan, C.; Bokka, S.K.; He, Z.; Ni, Y. Molded fiber and pulp products as green and sustainable alternatives to plastics: A mini review. J. Bioresour. Bioprod. 2022, 7, 14–25. [Google Scholar] [CrossRef]
- CEPI. Press Release: The Paper Value Chain Reached a 70.5% Recycling Rate in 2022; CEPI: Brussels, Belgium, 2023. [Google Scholar]
- Indarti, E.; Abdul Rahman, K.H.; Ibrahim, M.; Wan Daud, W.R. Enhancing strength properties of recycled paper with TEMPO-oxidized nanocellulose. BioResources 2023, 18, 1508–1524. [Google Scholar] [CrossRef]
- Balea, A.; Merayo, N.; Fuente, E.; Delgado-Aguilar, M.; Mutje, P.; Blanco, A.; Negro, C. Valorization of corn stalk by the production of cellulose nanofibers to improve recycled paper properties. BioResources 2016, 11, 3416–3431. [Google Scholar] [CrossRef]
- Tozluoglu, A.; Fidan, H.; Tutus, A.; Arslan, R.; Sertkaya, S.; Poyraz, B.; Kucuk, S.D.; Sozbir, T.; Yemsen, B.; Gucus, M.O. Reinforcement potential of modified nanofibrillated cellulose in recycled paper production. BioResources 2021, 16, 911–941. [Google Scholar] [CrossRef]
- Jirarotepinyo, N.; Venditti, R.A. A Statistically Designed Evaluation of Nanocellulose, Refining and Cationic Starch on the Properties of Linerboard from Recycled Old Corrugated Containers (OCC). BioResources 2022, 17, 6875–6899. [Google Scholar] [CrossRef]
- Aguado, R.; Tarrés, Q.; Mutjé, P.; Pèlach, M.À.; Delgado-Aguilar, M. Non-covalently cationized nanocellulose from hemp: Kinetics, key properties, and paper strengthening. Ind. Crops Prod. 2022, 188, 115582. [Google Scholar] [CrossRef]
- Sheikhi, P.; Asadpour, G.; Zabihzadeh, S.M.; Amoee, N. An optimum mixture of Virgin bagasse pulp and recycled pulp (OCC) for manufacturing fluting paper. BioResources 2013, 8, 5871–5883. [Google Scholar] [CrossRef]
- Bangar, S.P.; Whiteside, W.S.; Kajla, P.; Tavassoli, M. Value addition of rice straw cellulose fibers as a reinforcer in packaging applications. Int. J. Biol. Macromol. 2023, 243, 125320. [Google Scholar] [CrossRef]
- Pal, L.; Lucia, L. Renaissance of industrial hemp: A miracle crop for a multitude of products. BioResources 2019, 14, 2460–2464. [Google Scholar]
- Hemp Benchmarks The European Hemp Sector: A Market in Transition. Available online: https://www.hempbenchmarks.com/hemp-market-insider/the-european-hemp-sector-a-market-in-transition/ (accessed on 19 November 2023).
- Boufi, S.; González, I.; Delgado-Aguilar, M.; Tarrès, Q.; Mutjé, P. Nanofibrillated cellulose as an additive in papermaking process: A review. Carbohydr. Polym. 2016, 154, 151–166. [Google Scholar] [CrossRef]
- Nechyporchuk, O.; Belgacem, M.N.; Bras, J. Production of cellulose nanofibrils: A review of recent advances. Ind. Crops Prod. 2016, 93, 2–25. [Google Scholar] [CrossRef]
- Vallejos, M.E.; Felissia, F.E.; Area, M.C.; Ehman, N.V.; Tarrés, Q.; Mutjé, P. Nanofibrillated Cellulose (CNF) from Eucalyptus Sawdust as a Dry Strength Agent of Unrefined Eucalyptus Handsheets. Carbohydr. Polym. 2016, 139, 99–105. [Google Scholar] [CrossRef]
- Boufi, S.; Chaker, A. Easy production of cellulose nanofibrils from corn stalk by a conventional high speed blender. Ind. Crops Prod. 2016, 93, 39–47. [Google Scholar] [CrossRef]
- Filipova, I.; Fridrihsone, V.; Cabulis, U.; Berzins, A. Synthesis of nanofibrillated cellulose by combined ammonium persulphate treatment with ultrasound and mechanical processing. Nanomaterials 2018, 8, 640. [Google Scholar] [CrossRef] [PubMed]
- Lavrič, G.; Oberlintner, A.; Filipova, I.; Novak, U.; Likozar, B.; Vrabič-Brodnjak, U. Functional nanocellulose, alginate and chitosan nanocomposites designed as active film packaging materials. Polymers 2021, 13, 2523. [Google Scholar] [CrossRef]
- ISO 5269-2:2004; Pulps—Preparation of Laboratory Sheets for Physical Testing—Part 2: Rapid-Köthen Method. ISO: Geneva, Switzerland, 2004.
- ISO 534:2011; Paper and Board—Determination of Thickness, Density and Specific Volume. ISO: Geneva, Switzerland, 2011.
- ISO 536:2019; Paper and Board—Determination of Grammage. ISO: Geneva, Switzerland, 2019.
- ISO 5636:2019; Paper and Board—Determination of Air Permeance (Medium Range)—Part 3: Bendtsen Method. ISO: Geneva, Switzerland, 2019.
- ISO 1924-2:2008; Paper and Board—Determination of Tensile Properties—Part 2: Constant Rate of Elongation Method (20 mm/min). ISO: Geneva, Switzerland, 2008.
- ISO 2758:2014; Paper—Determination of Bursting Strength. ISO: Geneva, Switzerland, 2014.
- EN 14045:2003; Packaging—Evaluation of the Disintegration of Packaging Materials in Practical Oriented Tests under Defined Composting Conditions. CEN: Brussels, Belgium, 2003.
- Sable, I.; Grinfelds, U.; Jansons, A.; Vikele, L.; Irbe, I.; Verovkins, A.; Treimanis, A. Comparison of the properties of wood and pulp fibers from lodgepole pine (Pinus contorta) and scots pine (Pinus sylvestris). BioResources 2012, 7, 1771–1783. [Google Scholar] [CrossRef]
- Irbe, I.; Sable, I.; Treimanis, A.; Jansons, A.; Grinfelds, U. Variation in the tracheid dimensions of Scots pine (Pinus sylvestris L.) and Lodgepole pine (Pinus contorta Dougl. var. latifolia Engelm) trees grown in Latvia. Balt. For. 2013, 19, 120–127. [Google Scholar]
- Sable, I.; Grinfelds, U.; Sisenis, L.; Verovkins, A.; Treimanis, A. Impact of Provenance on Wood and Fibres Properties of Lodgepole Pine, Grown in Latvia. In Proceedings of the 18th International Scientific Conference Research for Rural Development 2012, Jelgava, Latvia, 16–18 May 2012; Treija, S., Skuja, I., Eds.; LLU: Jelgava, Latvia, 2012; Volume 2, pp. 86–90. [Google Scholar]
- Naithani, V.; Tyagi, P.; Jameel, H.; Lucia, L.A.; Pal, L. Ecofriendly and innovative processing of hemp hurds fibers for tissue and towel paper. BioResources 2020, 15, 706–720. [Google Scholar] [CrossRef]
- Gümüşkaya, E.; Usta, M.; Balaban, M. Carbohydrate components and crystalline structure of organosolv hemp (Cannabis sativa L.) bast fibers pulp. Bioresour. Technol. 2007, 98, 491–497. [Google Scholar] [CrossRef]
- Chen, Z.; Zhang, L.; He, Z. Rethinking the Determination of Wet Strength of Paper. BioResources 2018, 13, 2184–2186. [Google Scholar] [CrossRef][Green Version]
- Andze, L.; Zoldners, J.; Rozenberga, L.; Sable, I.; Skute, M.; Laka, M.; Vecbiskena, L.; Andzs, M.; Actins, A. Effect of Molecular Chitosan on Recovered Paper Properties Described By a Mathematic Model. Cellul. Chem. Technol. 2018, 52, 873–881. [Google Scholar]
- Vikele, L.; Laka, M.; Sable, I.; Rozenberga, L.; Grinfelds, U.; Zoldners, J.; Passas, R.; Mauret, E. Effect of chitosan on properties of paper for packaging. Cellul. Chem. Technol. 2017, 51, 67–73. [Google Scholar]
- Wennman, M.; Hellberg, M.; Svagan, A.J.; Hedenqvist, M.S. A biobased binder of emulsion type that provides unique and durable wet strength and hydrophobicity to paper and nonwoven. Ind. Crops Prod. 2023, 193, 116126. [Google Scholar] [CrossRef]
- Kataja-aho, J.; Haavisto, S.; Asikainen, J.; Vuoti, S. The Influence of Cationized Birch Xylan on Wet and Dry Strength of Fine Paper Janne Kataja-aho. BioResources 2011, 7, 1713–1728. [Google Scholar]
- Filipova, I.; Irbe, I.; Spade, M.; Skute, M.; Dāboliņa, I.; Baltiņa, I.; Vecbiskena, L. Mechanical and air permeability performance of novel biobased materials from fungal hyphae and cellulose fibers. Materials 2021, 14, 136. [Google Scholar] [CrossRef] [PubMed]
- Brodin, F.W.; Gregersen, Ø.W.; Syverud, K. Cellulose nanofibrils: Challenges and possibilities as a paper additive or coating material—A review. Nord. Pulp Pap. Res. J. 2014, 29, 156–166. [Google Scholar] [CrossRef]
- Li, A.; Xu, D.; Luo, L.; Zhou, Y.; Yan, W.; Leng, X.; Dai, D.; Zhou, Y.; Ahmad, H.; Rao, J.; et al. Overview of nanocellulose as additives in paper processing and paper products. Nanotechnol. Rev. 2021, 10, 264–281. [Google Scholar] [CrossRef]
- Venelampi, O.; Weber, A.; Rönkkö, T.; Itävaara, M. The biodegradation and disintegration of paper products in the composting environment. Compos. Sci. Util. 2003, 11, 200–209. [Google Scholar] [CrossRef]
- Mertoğlu-Elmas, G.; Çınar, G. Toxic Metals in Paper and Paperboard Food Packagings. BioResources 2018, 13, 7560–7580. [Google Scholar]
- Abd El-Hack, M.E.; El-Saadony, M.T.; Shafi, M.E.; Zabermawi, N.M.; Arif, M.; Batiha, G.E.; Khafaga, A.F.; Abd El-Hakim, Y.M.; Al-Sagheer, A.A. Antimicrobial and antioxidant properties of chitosan and its derivatives and their applications: A review. Int. J. Biol. Macromol. 2020, 164, 2726–2744. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fibers | Fiber Length, mm | Fiber Width, µm | Fiber Shape, % | Content of Fines, % |
|---|---|---|---|---|
| Waste fibers WF | 1.192 ± 0.060 | 25.7 ± 0.4 | 89.1 ± 0.1 | 9.7 |
| Waste fibers WFc | 1.141 ± 0.023 | 25.4 ± 0.1 | 88.1 ± 0.3 | 10.0 |
| Kraft fibers KF | 2.158 ± 0.016 | 29.6 ± 0.4 | 90.9 ± 0.1 | 3.2 |
| Hemp fibers HF | 0.649 ± 0.011 | 18.8 ± 0.4 | 91.8 ± 0.1 | 7.4 |
| Trial | 1 | 2 | 3 | 4 | PCC | Formula |
|---|---|---|---|---|---|---|
| Additive → Tensile Index, Nm/g ↘ | No CNF | 1% CNF | 3% CNF | 5% CNF | ||
| WF 100 | 20.4 | 27.4 | 30.6 | 32.4 | 0.9571 | TI = 17.9 + 3.92 × trial |
| WFc 100 | 19.6 | 21.8 | 23.1 | 25.3 | 0.9952 | TI = 17.85 + 1.84 × trial |
| WF 90 KF 5 HF 5 | 29.1 | 31.7 | 34.4 | 37.1 | 0.9999 | TI = 26.4 + 2.67 × trial |
| WF 80 KF 10 HF 10 | 26.3 | 33.9 | 37.4 | 39.6 | 0.9615 | TI = 23.45 + 4.34 × trial |
| WF 75 HF 25 | 36.3 | 37.6 | 38.9 | 43.6 | 0.9412 | TI = 33.3 + 2.32 × trial |
| WF 70 KF 15 HF 15 | 29.2 | 36.3 | 38.4 | 41.9 | 0.9688 | TI = 26.4 + 4.02 × trial |
| WF 60 KF 20 HF 20 | 32.7 | 40.1 | 42.4 | 44.4 | 0.9446 | TI = 30.55 + 3.74 × trial |
| WF 50 KF 50 | 24.9 | 27.6 | 29.5 | 31.9 | 0.9979 | TI = 22.75 + 2.29 × trial |
| WF 50 KF 25 HF 25 | 31.5 | 40.9 | 44.8 | 47.4 | 0.9563 | TI = 28.25 + 5.16 × trial |
| WF 50 HF 50 | 38.8 | 48.3 | 51.8 | 56.2 | 0.9725 | TI = 34.85 + 5.57 × trial |
| KF 100 | 22.3 | 24.4 | 26.2 | 28.2 | 0.9996 | TI = 20.4 + 1.95 × trial |
| HF 100 | 58.2 | 60.5 | 66.7 | 70.5 | 0.9865 | TI = 53.2 + 4.31 × trial |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Filipova, I.; Andze, L.; Skute, M.; Zoldners, J.; Irbe, I.; Dabolina, I. Improving Recycled Paper Materials through the Incorporation of Hemp, Wood Virgin Cellulose Fibers, and Nanofibers. Fibers 2023, 11, 101. https://doi.org/10.3390/fib11120101
Filipova I, Andze L, Skute M, Zoldners J, Irbe I, Dabolina I. Improving Recycled Paper Materials through the Incorporation of Hemp, Wood Virgin Cellulose Fibers, and Nanofibers. Fibers. 2023; 11(12):101. https://doi.org/10.3390/fib11120101
Chicago/Turabian StyleFilipova, Inese, Laura Andze, Marite Skute, Juris Zoldners, Ilze Irbe, and Inga Dabolina. 2023. "Improving Recycled Paper Materials through the Incorporation of Hemp, Wood Virgin Cellulose Fibers, and Nanofibers" Fibers 11, no. 12: 101. https://doi.org/10.3390/fib11120101
APA StyleFilipova, I., Andze, L., Skute, M., Zoldners, J., Irbe, I., & Dabolina, I. (2023). Improving Recycled Paper Materials through the Incorporation of Hemp, Wood Virgin Cellulose Fibers, and Nanofibers. Fibers, 11(12), 101. https://doi.org/10.3390/fib11120101