

The Quality of Blended Cotton and Denim Waste Fibres: The Effect of Blend Ratio and Waste Category


Abstract
:1. Introduction
- Energy, chemical and water consumption and the need for wastewater treatment are all reduced.
- The dyeing and finishing processes are eliminated for these coloured fibres.
2. Materials and Methods
2.1. Waste Fibre Preparation
- Waste 1 (W1): white yarn waste from the winding process;
- Waste 2 (W2): blue yarn waste from the dyeing process.
2.2. Simulation of the Blending Process
2.3. The Yarn Manufacturing Process and Quality Characterisation
3. Results
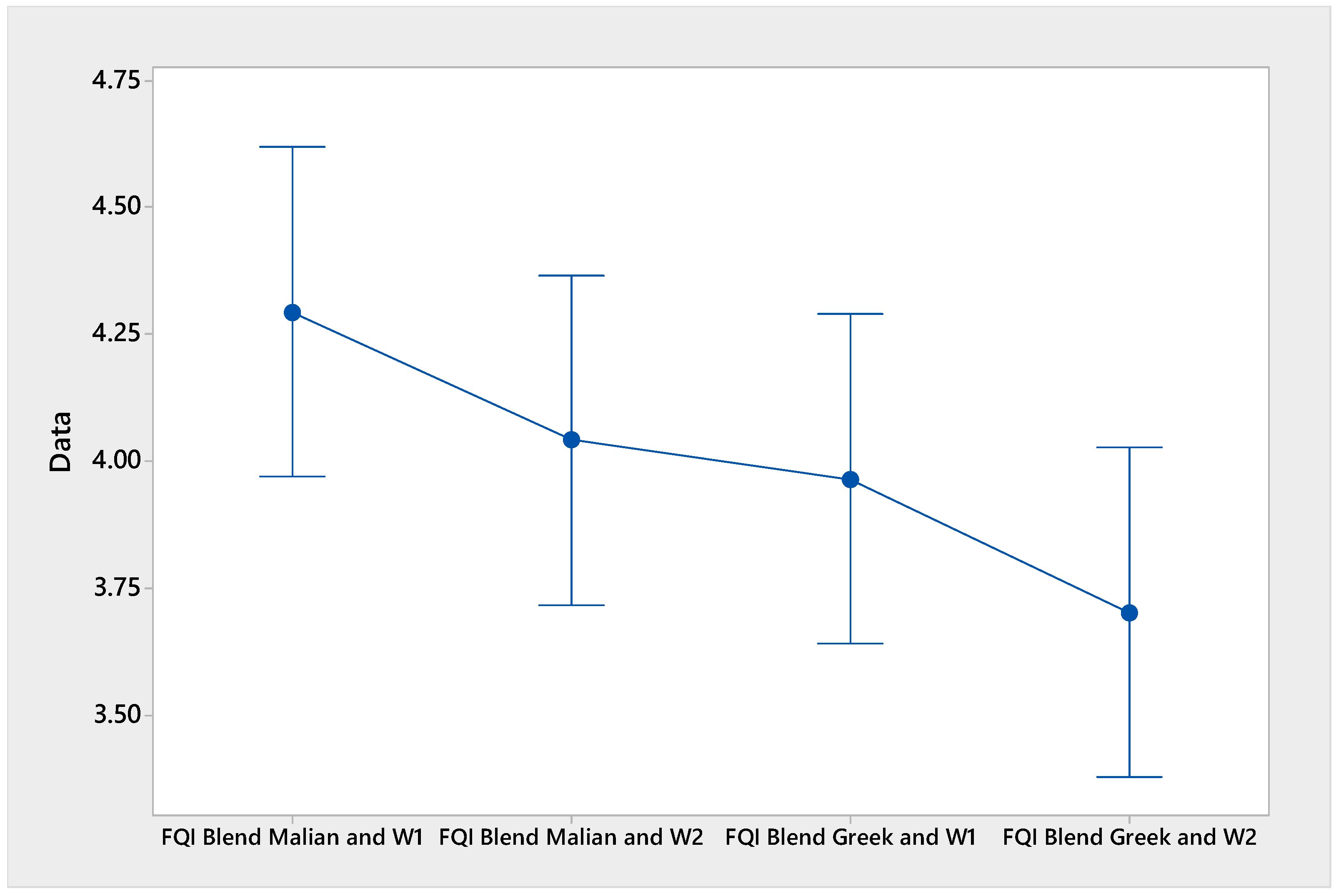
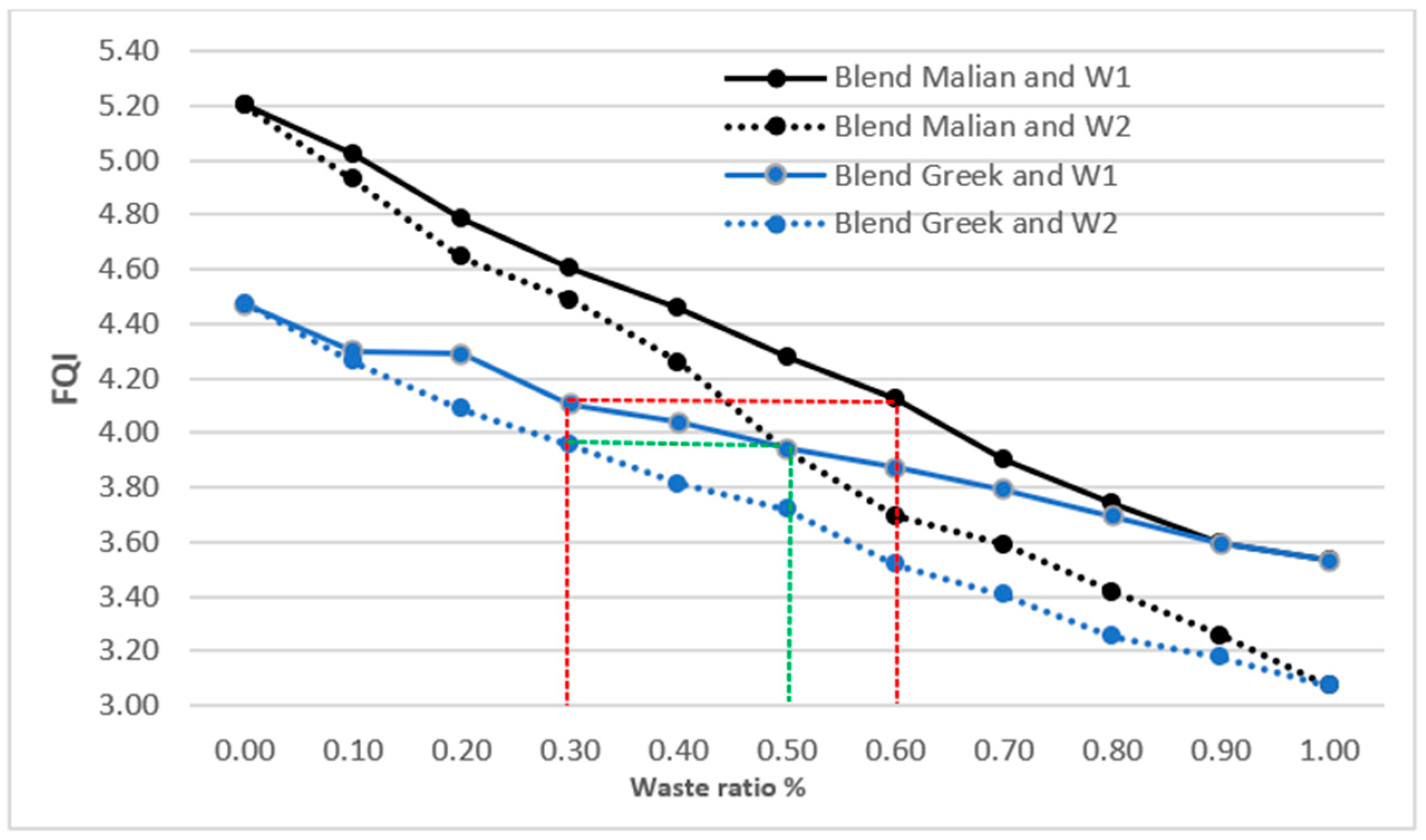
3.1. The Quality of the Fibres and Their Blend
- The length of the fibres. The greater the length, the greater the regularity, and the mechanical properties of the yarn are better.
- The tenacity of the fibres. When the tenacity of fibres increases, the mechanical properties of the yarns also increase.
- The fineness of fibres. Fine cotton fibres lead to a high quality of yarn (fineness decreases).
- Blending 60% W1 with 40% V1 fibres obtains the same FQI as when 30% W1 and 70% V2 fibres are blended.
- Blending 50% W2 with 50% V1 fibres obtains the same FQI as when 30% W2 and 70% V2 fibres are blended.
- An appropriate fibre separation process is used (because classical tearing machines are better used with garment waste than yarn waste);
- Suitable-quality fibres are used (V1 fibre length in this case).
3.2. The Quality of the Blended Yarns
- The regularity of the yarn decreases (while the Cvm, Thin and Thick of the yarn increase) when the proportion of waste cotton that is used increases. Waste fibres contain more short fibres, which causes more perturbation in the drafting zone of the ring frame machine, creating imperfections and defects.
- The mechanical properties of the yarns decrease with increased waste fibre content. The yarns’ mechanical properties correlate to the fibres’ mechanical properties. During the manufacturing and recycling processes, many mechanical forces are exerted on the recycled fibres, which lose a part of their mechanical properties.
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Meyer, L.A.; Dew, T. Cotton and Wool Outlook: May 2022 CWS-22e; United States Department of Agriculture, Economic Research Service: Washington, DC, USA, 2022.
- Subramanian, K.; Sarkar, M.K.; Wang, H.; Qin, Z.-H.; Chopra, S.S.; Jin, M.; Kumar, V.; Chen, C.; Tsang, C.-W.; Lin, C.S.K. An Overview of Cotton and Polyester, and Their Blended Waste Textile Valorisation to Value-Added Products: A Circular Economy Approach—Research Trends, Opportunities and Challenges. Crit. Rev. Environ. Sci. Technol. 2021, 52, 3921–3942. [Google Scholar] [CrossRef]
- Sanches, R.A.; Marcicano, J.P.P.; de Held, M.S.B.; Guimarães, B.M.G.; Alonso, R.S.; Takamune, K.M.; Duarte, A.Y.S.; Dedini, F.G. Organic Cotton, Lyocell and SPF: A Comparative Study. Int. J. Cloth. Sci. Technol. 2015, 27, 692–704. [Google Scholar] [CrossRef]
- Hawly, J.M. Recycling in Textiles; Woodhead Publishing Limited: Cambridge, UK, 2006; pp. 7–24. [Google Scholar]
- Triki, A.; Wanassi, B.; Hassen, M.; Arous, M.; Kallel, A. Dieletric Analysis of Unsaturated Polyester Composite Reinforced with Recycled Cotton Textile Residues. Int. J. Appl. Res. Text. 2019, 44–50. Available online: http://atctex.org/ijartex/index.php?mayor=magazine&id=50 (accessed on 22 July 2022).
- Temmink, R.; Baghaei, B.; Skrifvars, M. Development of Biocomposites from Denim Waste and Thermoset Bio-Resins for Structural Applications. Compos. Part A Appl. Sci. Manuf. 2018, 106, 59–69. [Google Scholar] [CrossRef]
- Lu, L.; Fan, W.; Meng, X.; Liu, T.; Han, L.; Zhang, T.; Dong, J.; Yuan, L.; Tian, H. Modal Analysis of 3D Needled Waste Cotton Fiber/Epoxy Composites with Experimental and Numerical Methods. Text. Res. J. 2020, 91, 358–372. [Google Scholar] [CrossRef]
- Jamshaid, H.; Mishra, R.; Zeeshan, M.; Zahid, B.; Basra, S.A.; Tichy, M.; Muller, M. Mechanical Performance of Knitted Hollow Composites from Recycled Cotton and Glass Fibers for Packaging Applications. Polymers 2021, 13, 2381. [Google Scholar] [CrossRef] [PubMed]
- Petrucci, R.; Nisini, E.; Puglia, D.; Sarasini, F.; Rallini, M.; Santulli, C.; Minak, G.; Kenny, J.M. Tensile and Fatigue Characterisation of Textile Cotton Waste/Polypropylene Laminates. Compos. Part B Eng. 2015, 81, 84–90. [Google Scholar] [CrossRef]
- Serra, A.; Tarrés, Q.; Llop, M.; Reixach, R.; Mutjé, P.; Espinach, F.X. Recycling Dyed Cotton Textile Byproduct Fibers as Polypropylene Reinforcement. Text. Res. J. 2018, 89, 2113–2125. [Google Scholar] [CrossRef]
- Tserki, V.; Matzinos, P.; Panayiotou, C. Effect of Compatibilization on the Performance of Biodegradable Composites Using Cotton Fiber Waste as Filler. J. Appl. Polym. Sci. 2003, 88, 1825–1835. [Google Scholar] [CrossRef]
- Meng, X.; Fan, W.; Ma, Y.; Wei, T.; Dou, H.; Yang, X.; Tian, H.; Yu, Y.; Zhang, T.; Gao, L. Recycling of Denim Fabric Wastes into High-Performance Composites Using the Needle-Punching Nonwoven Fabrication Route. Text. Res. J. 2019, 90, 695–709. [Google Scholar] [CrossRef]
- Bogale, M.; Sakthivel, S.; Senthil Kumar, S.; Senthil Kumar, B. Sound Absorbing and Thermal Insulating Properties of Recycled Cotton/Polyester Selvedge Waste Chemical Bonded Nonwovens. J. Text. Inst. 2022, 1–8. [Google Scholar] [CrossRef]
- Abidi, H.; Rana, S.; Chaouch, W.; Azouz, B.; Aissa, I.B.; Hassen, M.B.; Fangueiro, R. Accelerated Weathering of Textile Waste Nonwovens Used as Sustainable Agricultural Mulching. J. Ind. Text. 2019, 50, 1079–1110. [Google Scholar] [CrossRef]
- Echeverria, C.A.; Handoko, W.; Pahlevani, F.; Sahajwalla, V. Cascading use of textile waste for the advancement of fibre reinforced composites for building applications. J. Clean. Prod. 2019, 208, 1524–1536. [Google Scholar] [CrossRef]
- Algin, H.M.; Turgut, P. Cotton and limestone powder wastes as brick material. Constr. Build. Mater. 2008, 22, 1074–1080. [Google Scholar] [CrossRef]
- Uddin, M.M.; Karim, R.; Kaysar, M.; Dayan, M.A.R.; Islam, K.A. Low-Cost Jute-Cotton and Glass Fibre Reinforced Textile Composite Sheet. Int. J. Mat. Math. Sci. 2020, 2, 1–7. [Google Scholar]
- Sivarajasekar, N.; Baskar, R.; Ragu, T.; Sarika, K.; Preethi, N.; Radhika, T. Biosorption studies on waste cotton seed for cationic dyes sequestration: Equilibrium and thermodynamics. Appl. Water Sci. 2017, 7, 1987–1995. [Google Scholar] [CrossRef]
- Tunc, Ö.; Tanacı, H.; Aksu, Z. Potential use of cotton plant wastes for the removal of Remazol Black B reactive dye. J. Hazard. Mater. 2009, 163, 187–198. [Google Scholar] [CrossRef]
- Wanassi, B.; Hariz, I.B.; Ghimbeu, C.M.; Vaulot, C.; Hassen, M.B.; Jeguirim, M. Carbonaceous adsorbents derived from textile cotton waste for the removal of Alizarin S dye from aqueous effluent: Kinetic and equilibrium studies. Environ. Sci. Pollut. Res. 2017, 24, 10041–10055. [Google Scholar] [CrossRef]
- Jordan, J.H.; Easson, M.W.; Dien, B.; Thompson, S.; Condon, B.D. Extraction and characterization of nanocellulose crystals from cotton gin motes and cotton gin waste. Cellulose 2019, 26, 5959–5979. [Google Scholar] [CrossRef]
- Wang, Z.; Yao, Z.; Zhou, J.; He, M.; Jiang, Q.; Li, A.; Li, S.; Liu, M.; Luo, S.; Zhang, D. Improvement of polylactic acid film properties through the addition of cellulose nanocrystals isolated from waste cotton cloth. Int. J. Biol. Macromol. 2019, 129, 878–886. [Google Scholar] [CrossRef]
- Jiang, S.; Xia, Z.; Farooq, A.; Zhang, M.; Li, M.; Liu, L. Efficient recovery of the dyed cotton–polyester fabric: Cellulose nanocrystal extraction and its application in composite films. Cellulose 2021, 28, 3235–3248. [Google Scholar] [CrossRef]
- Mohamed Taher, H.; Bechir, A.; Mohamed, B.H.; Faouzi, S. Influence of Spinning Parameters and Recovered Fibers from Cotton Waste on the Uniformity and Hairiness of Rotor Spun Yarn. J. Eng. Fibers Fabr. 2009, 4, 36–45. [Google Scholar] [CrossRef] [Green Version]
- Wanassi, B.; Azzouz, B.; Hassen, M.B. Value-Added Waste Cotton Yarn: Optimization of Recycling Process and Spinning of Reclaimed Fibers. Ind. Crops Prod. 2016, 87, 27–32. [Google Scholar] [CrossRef]
- Hanafy, I. Fabric from Cotton Waste. Indian Text. J. 1997, 4, 16–18. [Google Scholar]
- Periyasamy, A.P.; Militky, J. 10-Denim and consumers’ phase of life cycle. In Sustainability in Denim; Muthu, S.S., Ed.; Woodhead Publishing: Cambridge, UK, 2017; pp. 257–282. [Google Scholar]
- Schrott, W.; Paul, R. 20-Environmental impacts of denim manufacture. In Denim; Paul, R., Ed.; Woodhead Publishing: Cambridge, UK, 2015; pp. 563–580. [Google Scholar]
- Luiken, A.; Bouwhuis, G. 18-Recovery and recycling of denim waste. In Denim; Paul, R., Ed.; Woodhead Publishing: Cambridge, UK, 2015; pp. 527–540. [Google Scholar]
- Halimi, M.T.; Hassen, M.B.; Azzouz, B.; Sakli, F. Effect of Cotton Waste and Spinning Parameters on Rotor Yarn Quality. J. Text. Inst. 2007, 98, 437–442. [Google Scholar] [CrossRef]
- Halimi, M.T.; Hassen, M.B.; Sakli, F. Cotton Waste Recycling: Quantitative and Qualitative Assessment. Resour. Conserv. Recycl. 2008, 52, 785–791. [Google Scholar] [CrossRef]
- Juanga-Labayen, J.P.; Labayen, I.V.; Yuan, Q. A Review on Textile Recycling Practices and Challenges. Textiles 2022, 2, 174–188. [Google Scholar] [CrossRef]
- Aronsson, J.; Persson, A. Tearing of post-consumer cotton T-shirts and jeans of varying degree of wear. J. Eng. Fibers Fabr. 2020, 15, 1–9. [Google Scholar] [CrossRef]
- El Mogazhy, Y.E.; Gowayed, Y. Theory and practice of cotton fibre selection, Part I: Fibre selection techniques and bale picking algorithms. Text. Res. J. 1995, 65, 32–40. [Google Scholar] [CrossRef]
- El Mogazhy, Y.E.; Gowayed, Y. Theory and practice of cotton fibre selection, Part II: Sources of cotton mix variability and critical factors affecting it. Text. Res. J. 1995, 65, 75–84. [Google Scholar] [CrossRef]
- Majumdar, A.; Majumdar, P.K.; Sarkar, B. Determination of the technological value of cotton fibre: A comparative study of the traditional and multiple-criteria decision-making approaches. Autex Res. J. 2005, 5, 71–80. [Google Scholar]
- Béchïr, W.; Béchïr, A.; Mohamed, B.H. Industrial Cotton Waste: Recycling, Reclaimed Fiber Behavior and Quality Prediction of Its Blend. Tekst. Konfeksiyon 2018, 28, 14–20. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fibre | Neps (Cnt/g) | ML (mm) | SFC (%) | LD (mTex) | St (cN/Tex) |
|---|---|---|---|---|---|
| Virgin Malian (V1) | 66 | 26.1 | 6.2 | 151 | 30.2 |
| Virgin Greek (V2) | 105 | 25 | 6.8 | 163 | 28.8 |
| Waste 1 (W1) | 189 | 19.6 | 20.6 | 146 | 26.3 |
| Waste 2 (W2) | 211 | 19 | 21.5 | 159 | 25.7 |
| x | Str (cN/Tex) | ML (mm) | Fineness (mTex) | FQI (m × cN/Tex2) |
|---|---|---|---|---|
| 0.00 | 30.20 | 26.00 | 151.00 | 5.20 |
| 0.10 | 29.92 | 25.23 | 150.30 | 5.02 |
| 0.20 | 29.46 | 24.30 | 149.60 | 4.79 |
| 0.30 | 29.10 | 23.58 | 149.10 | 4.60 |
| 0.40 | 28.71 | 23.10 | 148.70 | 4.46 |
| 0.50 | 28.45 | 22.28 | 148.20 | 4.28 |
| 0.60 | 27.83 | 21.90 | 147.70 | 4.13 |
| 0.70 | 27.29 | 21.02 | 147.10 | 3.90 |
| 0.80 | 26.92 | 20.38 | 146.70 | 3.74 |
| 0.90 | 26.47 | 19.90 | 146.40 | 3.60 |
| 1.00 | 26.30 | 19.60 | 146.00 | 3.53 |
| x | Str (cN/Tex) | ML (mm) | Fineness (mTex) | FQI (m × cN/Tex2) |
|---|---|---|---|---|
| 0.00 | 30.20 | 26.00 | 151.00 | 5.20 |
| 0.10 | 29.86 | 25.05 | 151.80 | 4.93 |
| 0.20 | 29.52 | 24.05 | 152.90 | 4.64 |
| 0.30 | 29.00 | 23.79 | 153.80 | 4.49 |
| 0.40 | 28.70 | 22.97 | 154.80 | 4.26 |
| 0.50 | 28.10 | 21.78 | 155.60 | 3.93 |
| 0.60 | 27.50 | 21.01 | 156.40 | 3.69 |
| 0.70 | 26.92 | 20.91 | 156.80 | 3.59 |
| 0.80 | 26.60 | 20.27 | 157.80 | 3.42 |
| 0.90 | 26.21 | 19.69 | 158.50 | 3.26 |
| 1.00 | 25.70 | 19.00 | 159.00 | 3.07 |
| x | Str (cN/Tex) | ML (mm) | Fineness (mTex) | FQI (m × cN/Tex2) |
|---|---|---|---|---|
| 0.00 | 28.80 | 25.00 | 163.00 | 4.47 |
| 0.10 | 28.62 | 24.16 | 160.80 | 4.30 |
| 0.20 | 28.31 | 24.02 | 158.60 | 4.29 |
| 0.30 | 28.16 | 22.81 | 156.50 | 4.10 |
| 0.40 | 27.98 | 22.31 | 154.50 | 4.04 |
| 0.50 | 27.71 | 21.77 | 153.10 | 3.94 |
| 0.60 | 27.45 | 21.35 | 151.30 | 3.87 |
| 0.70 | 27.13 | 20.94 | 149.80 | 3.79 |
| 0.80 | 26.75 | 20.49 | 148.40 | 3.69 |
| 0.90 | 26.57 | 19.94 | 147.40 | 3.59 |
| 1.00 | 26.30 | 19.60 | 146.00 | 3.53 |
| x | Str (cN/Tex) | ML (mm) | Fineness (mTex) | FQI (m × cN/Tex2) |
|---|---|---|---|---|
| 0.00 | 28.80 | 25.00 | 161.00 | 4.47 |
| 0.10 | 28.50 | 24.28 | 162.40 | 4.26 |
| 0.20 | 28.30 | 23.41 | 162.10 | 4.09 |
| 0.30 | 27.92 | 22.88 | 161.50 | 3.96 |
| 0.40 | 27.71 | 22.18 | 161.20 | 3.81 |
| 0.50 | 27.30 | 21.89 | 160.70 | 3.72 |
| 0.60 | 27.01 | 20.88 | 160.40 | 3.52 |
| 0.70 | 26.51 | 20.55 | 159.90 | 3.41 |
| 0.80 | 26.13 | 19.87 | 159.60 | 3.25 |
| 0.90 | 26.00 | 19.47 | 159.30 | 3.18 |
| 1.00 | 25.70 | 19.00 | 159.00 | 3.07 |
| Waste (%) | CVm (%) | Thin (−30%) | Thick (+30%) | Ten (cN/Tex) | El (%) |
|---|---|---|---|---|---|
| 0 | 10.8 | 481 | 240 | 15.48 | 7.98 |
| 60 | 12.61 | 812 | 345 | 10.45 | 6.74 |
| 80 | 19.34 | 883 | 351 | 9.64 | 6.66 |
| 100 | 23.04 | 889 | 360 | 9.31 | 6.38 |
| Waste (%) | CVm (%) | Thin (−30%) | Thick (+30%) | Ten (cN/Tex) | El (%) |
|---|---|---|---|---|---|
| 0 | 10.8 | 481 | 240 | 15.48 | 7.98 |
| 60 | 13.74 | 1037 | 234 | 8.84 | 6.82 |
| 80 | 15.97 | 1139 | 258 | 8.64 | 5.56 |
| 100 | 25.22 | 1288 | 577 | 7.53 | 5.18 |
| Yarn Properties | CVm (%) | Thin | Thick | Ten | El |
|---|---|---|---|---|---|
| Pvalue | 0.997 | 0.316 | 0.972 | 0.652 | 0.475 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kanan, M.; Wannassi, B.; Barham, A.S.; Ben Hassen, M.; Assaf, R. The Quality of Blended Cotton and Denim Waste Fibres: The Effect of Blend Ratio and Waste Category. Fibers 2022, 10, 76. https://doi.org/10.3390/fib10090076
Kanan M, Wannassi B, Barham AS, Ben Hassen M, Assaf R. The Quality of Blended Cotton and Denim Waste Fibres: The Effect of Blend Ratio and Waste Category. Fibers. 2022; 10(9):76. https://doi.org/10.3390/fib10090076
Chicago/Turabian StyleKanan, Mohammad, Bechir Wannassi, Ahmad S. Barham, Mohamed Ben Hassen, and Ramiz Assaf. 2022. "The Quality of Blended Cotton and Denim Waste Fibres: The Effect of Blend Ratio and Waste Category" Fibers 10, no. 9: 76. https://doi.org/10.3390/fib10090076
APA StyleKanan, M., Wannassi, B., Barham, A. S., Ben Hassen, M., & Assaf, R. (2022). The Quality of Blended Cotton and Denim Waste Fibres: The Effect of Blend Ratio and Waste Category. Fibers, 10(9), 76. https://doi.org/10.3390/fib10090076