Stress Corrosion Cracking Resistance of Cold-Sprayed Al 6061 Deposits Using a Newly Developed Test Fixture



Abstract
1. Introduction
2. Materials and Methods
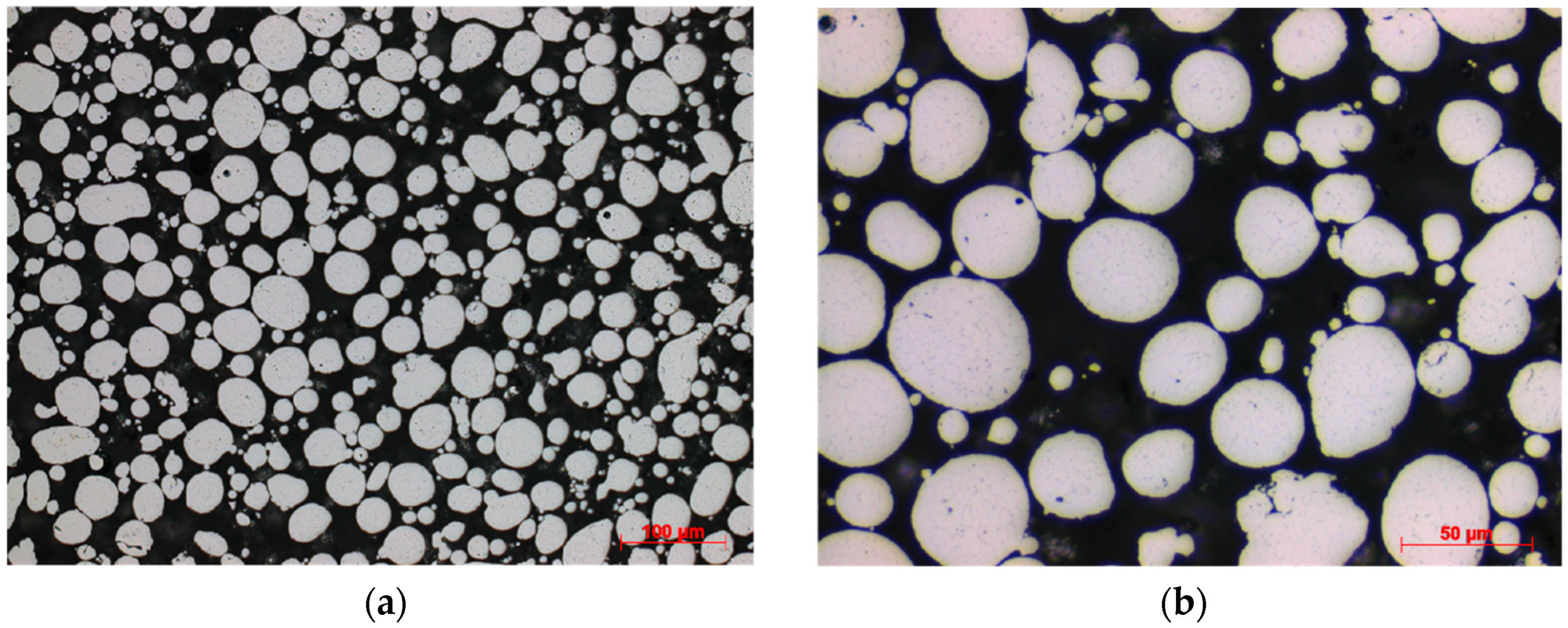
2.1. Feedstock Powders
2.2. Sample Preparation
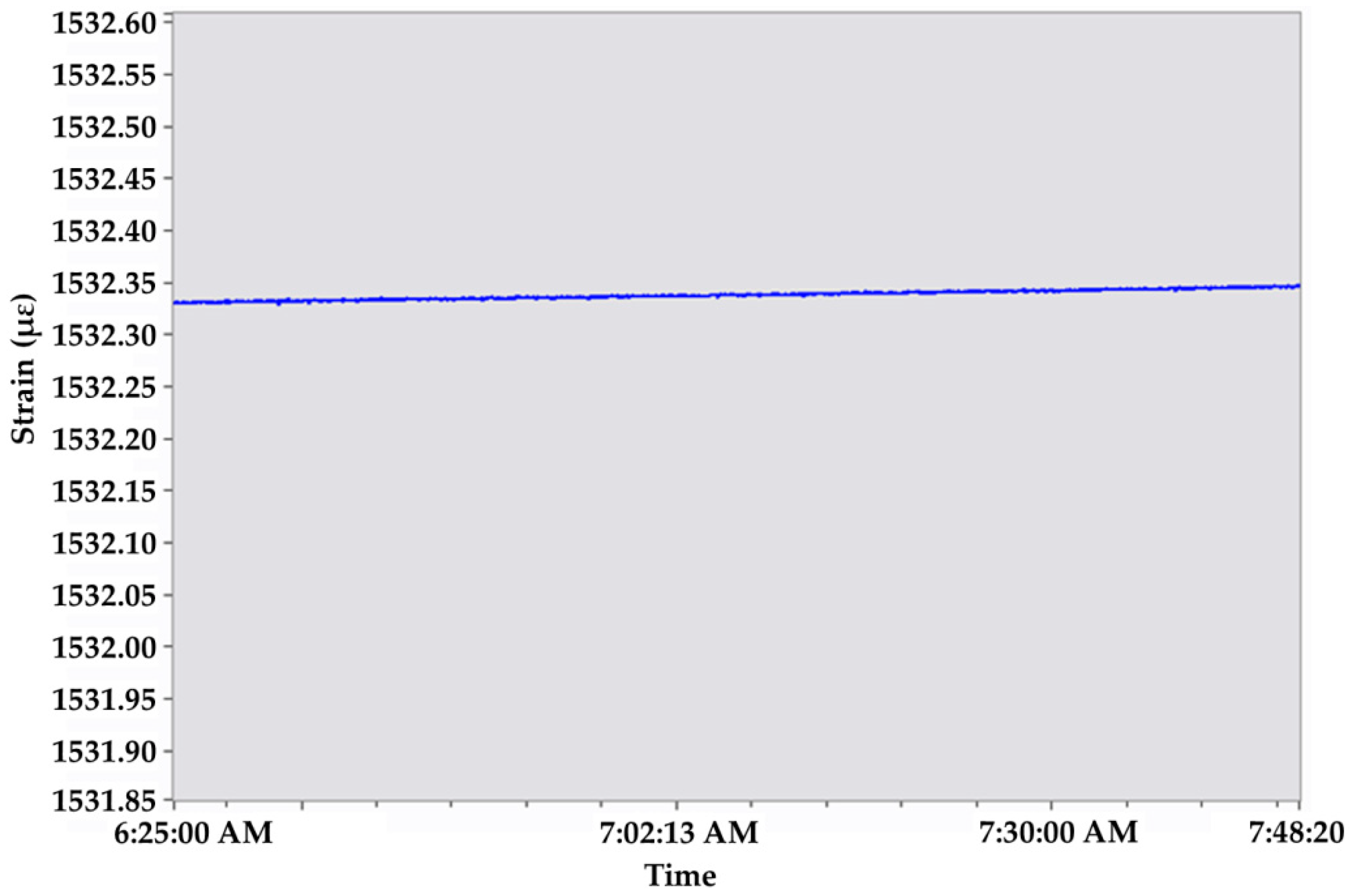
2.3. Test Procedure and Fixture Development
2.4. Microstructural Characterization
3. Results
3.1. Microstructural Characterization before B117 Salt Fog Exposure
3.1.1. As-Deposited Cold Spray Condition
3.1.2. As-Received Wrought Al 6061-T6
3.2. Tensile Testing and Residual Strength Calculations
3.3. Microstructural Analysis after B117 Exposure
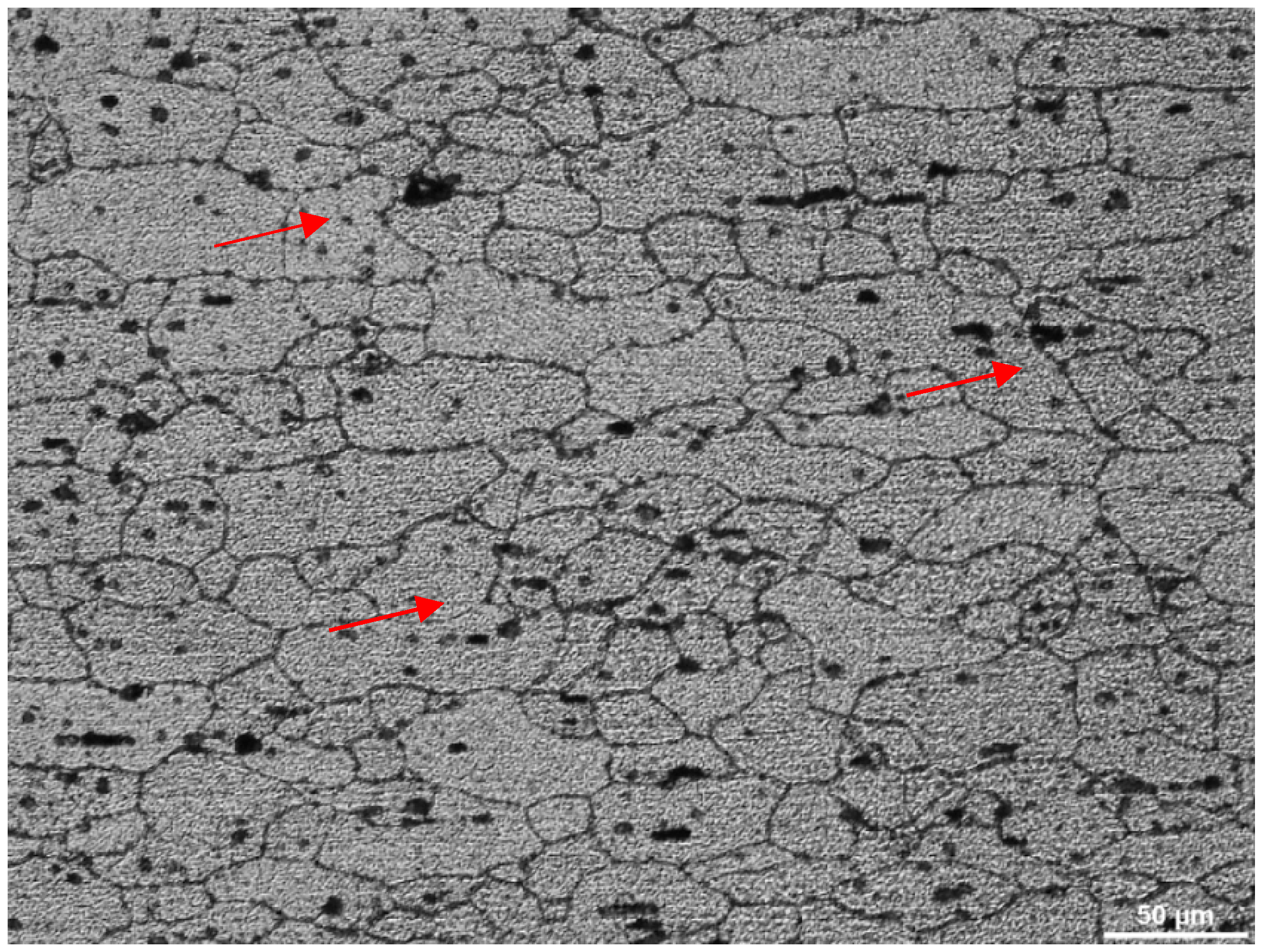
3.3.1. Optical Microscopy
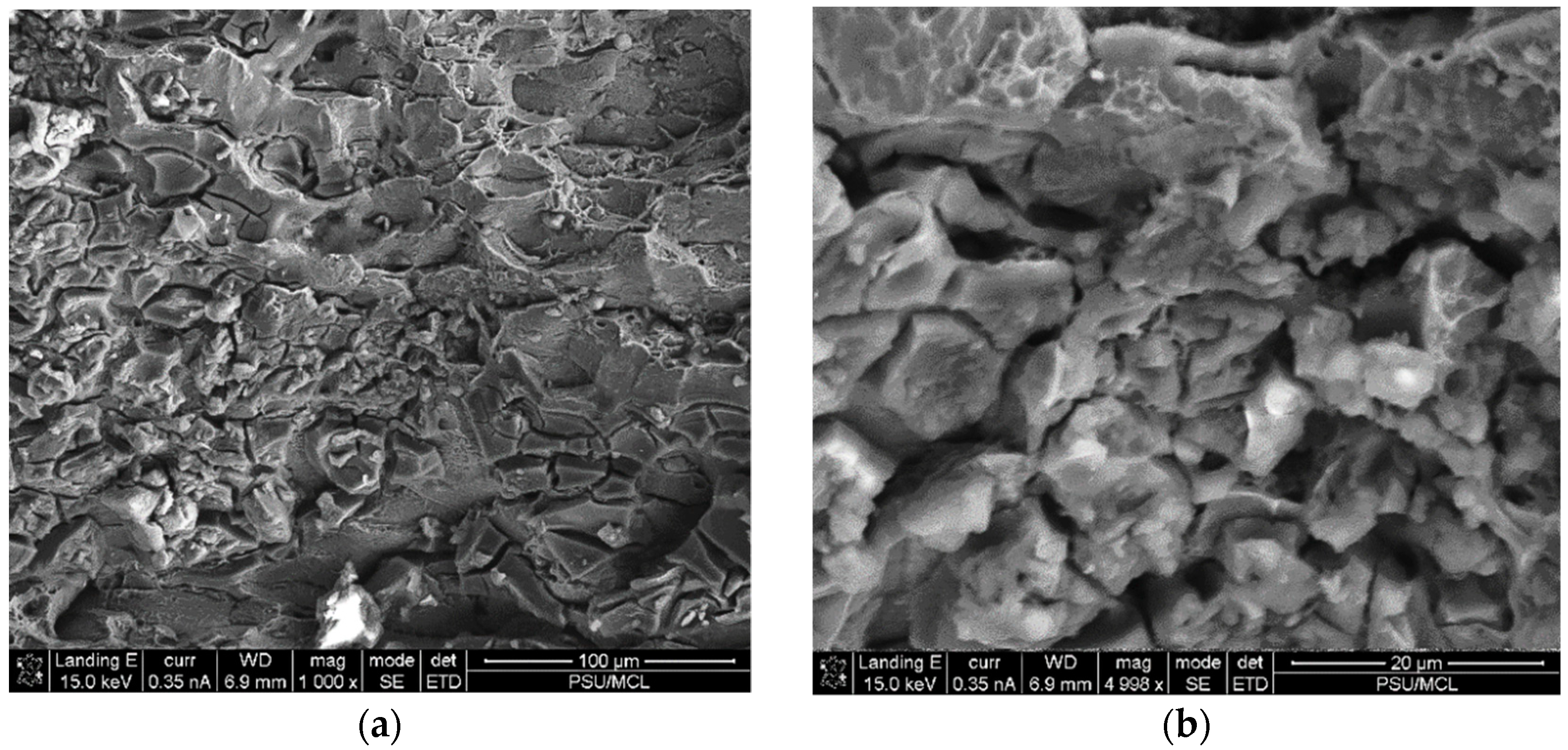
3.3.2. Fractography
3.4. Stress Corrosion Cracking
4. Conclusions
- The cold-sprayed deposits displayed yield strengths similar to wrought peak-aged samples after exposure. Furthermore, the cold-sprayed deposits retained a higher percentage of tensile strength after 90 days exposure in samples pre-stressed to 25% and 65% of yield strength than the wrought counterparts did. The reduction in residual strength was attributed to the development of stress corrosion cracking and was supported by metallographic evidence, which revealed pitting and intergranular branch cracking in the wrought samples, with depths of attack averaging between 350 and 400 μm.
- At the same stress conditions, the cold-sprayed deposits showed negligible evidence of corrosion. When samples were pre-stressed to 85% of the yield strength and exposed for 90 days, wrought and cold spray deposits retained a similar percentage of residual strength. Metallographic evidence showed average depths of attack reached 650 μm for the wrought material, with some evidence of corrosive attack observed for the cold spray deposits, although not intergranular.
- Scanning electron microscopy of the fractured wrought peak-aged Al 6061 showed failure from multiple mechanisms including cleavage, intergranular and transgranular fracture. Fractography of the cold-sprayed deposits revealed failure predominately by ductile dimple rupture, although brittle particle–particle fracture was also observed. Microstructural analysis supports that the wrought samples failed by stress corrosion cracking while the cold-sprayed samples failure predominately by mechanical means and general corrosion.
- The dissimilarities between the SCC response of the differently processed materials is attributed to the benefits of the cold spray process, which includes maintaining fine grain structure of the feedstock powder, fine distribution of second phase precipitates, and low oxidation.
Author Contributions
Funding
Conflicts of Interest
References
- Champagne, V.K. The Cold Spray Materials Deposition Process: Fundamentals and Applications, 1st ed.; Woodhead Publishing: Cambridge, UK, 2007. [Google Scholar]
- Schmidt, T.; Gartner, F.; Assadi, H.; Kreye, H. Development of a generalized parameter window for cold spray deposition. Acta Mater. 2006, 54, 729–742. [Google Scholar] [CrossRef]
- Assadi, H.; Gartner, F.; Stoltenhoff, T.; Kreye, H. Bonding mechanism in cold gas spraying. Acta Mater. 2003, 51, 4379–4394. [Google Scholar] [CrossRef]
- Zou, Y.; Goldbaum, D.; Szpunar, J.A.; Yue, S. Microstructure and nanohardness of cold-sprayed coatings: Electron backscattered diffraction and nanoindentation studies. Scr. Mater. 2010, 62, 395–398. [Google Scholar] [CrossRef]
- Lyle, J.P.; Cebulak, W.S. Powder metallurgy approach for control of microstructure and properties in high strength aluminum alloys. MTA 1975, 6, 685. [Google Scholar] [CrossRef]
- Pickens, J.R.; Christodoulou, L. The stress-corrosion cracking behavior of high-strength aluminum powder metallurgy alloys. MTA 1987, 18, 135–149. [Google Scholar] [CrossRef]
- Wang, S.D.; Xu, D.K.; Wang, B.J.; Sheng, L.Y.; Han, E.H.; Dong, C. Effect of Solution Treatment on Stress Corrosion Cracking Behavior of an As-Forged Mg-Zn-Y-Zr Alloy; Springer Nature: Basingstoke, UK, July 2016. [Google Scholar] [CrossRef]
- Williams, G.; ap Llwyd Dafydd, H.; Grace, R. The localised corrosion of Mg alloy AZ31 in chloride containing electrolyte studied by a scanning vibrating electrode technique. Electrochim. Acta 2013, 109, 489–501. [Google Scholar] [CrossRef]
- Lebouil, S.; Duboin, A.; Monti, F.; Tabeling, P.; Volovitch, P.; Ogle, K. A novel approach to on-line measurement of gas evolution kinetics: Application to the negative difference effect of Mg in chloride solution. Electrochim. Acta 2014, 124, 176–182. [Google Scholar] [CrossRef]
- Ralston, K.D.; Williams, G.; Birbilis, N. Effect of pH on the grain size dependence of magnesium corrosion. Corrosion 2012, 68, 507–517. [Google Scholar] [CrossRef]
- Winzer, N.; Atrens, A.; Song, G.; Ghali, E.; Dietzel, W.; Kainer, K.U.; Hort, N.; Blawert, C. A critical review of the stress corrosion cracking (SCC) of magnesium alloys. Adv. Eng. Mater. 2005, 7, 659–693. [Google Scholar] [CrossRef]
- Jafari, S.; Harandi, S.E.; Singh Raman, R.K. A Review of stress-corrosion cracking and corrosion fatigue of magnesium alloys for biodegradable implant applications. J. Mater. 2015, 67, 1143–1153. [Google Scholar] [CrossRef]
- Kannan, M.B.; Dietzel, W. Pitting-induced hydrogen embrittlement of magnesium-aluminium alloy. Mater. Des. 2012, 42, 321–326. [Google Scholar] [CrossRef]
- Deakin, J.; Dong, Z.H.; Lynch, B.; Newman, R.C. De-alloying of type 316 stainless steel in hot, concentrated sodium hydroxide solution. Corros. Sci. 2004, 46, 2117–2133. [Google Scholar] [CrossRef]
- Knight, S.P.; Birbilis, N.; Muddle, B.C.; Trueman, A.R.; Lynch, S.P. In situ X-ray tomography of intergranular corrosion of 2024 and 7050 aluminium alloys. Corros. Sci. 2010, 52, 3855–3860. [Google Scholar] [CrossRef]
- Raja, V.S.; Shoji, T. Stress Corrosion Cracking: Theory and Practice (Woodhead Publishing Series in Metals and Surface Engineering); Elsevier: Cambridge, UK, 2011. [Google Scholar]
- Renner, F.U.; Ankah, G.N.; Bashir, A.; Ma, D.; Biedermann, P.U.; Shrestha, B.R.; Nellessen, M.; Khorashadizadeh, A.; Losada-Pérez, P.; Duarte, M.J.; et al. Star-shaped crystallographic cracking of localized nanoporous defects. Adv. Mater. 2015, 27, 4877–4882. [Google Scholar] [CrossRef] [PubMed]
- Holroyd, N.J.H.; Vasudevan, A.K.; Christodoulou, L. Aluminum Alloys–Contemporary Research and Applications; Treatise on Materials Science and Technology; Academic Press: Boston, MA, USA, 1989; pp. 46–52. [Google Scholar]
- Holroyd, N.J.H. Environment-Induced Cracking of High-Strength Aluminum Alloys. In Proceedings of the First International Conference on Environmental Induced Cracking of Metals, Sheboygan, WI, USA, 2–7 October 1988; Gangloff, R.P., Ives, M.B., Eds.; National Association of Corrosion Engineers: Houston, TX, USA, 1990; pp. 311–345. [Google Scholar]
- Gruhl, W. Stress corrosion cracking of high strength aluminum alloys. Z. Metalkd. 1984, 75, 819–826. [Google Scholar]
- Burleigh, T.D. The postulated mechanisms for stress corrosion cracking of aluminum alloys: A review of the literature 1980–1989. Corrosion 1991, 47, 89–98. [Google Scholar] [CrossRef]
- Braun, R. Environmentally assisted cracking of aluminium alloys. Materialwiss. Werkstofftech. 2007, 38, 674–689. [Google Scholar] [CrossRef]
- Braun, R. On the stress corrosion cracking behaviour of 6XXX series aluminium alloys. Int. J. Mater. Res. 2010, 101, 657–668. [Google Scholar] [CrossRef]
- Rokni, M.R.; Widener, C.A.; Ozdemir, O.C.; Crawford, G.A. Microstructure and mechanical properties of cold sprayed 6061 Al in As-sprayed and heat treated condition. Surf. Coat. Tech. 2017, 309, 641–650. [Google Scholar] [CrossRef]
- Gärtner, F.; Stoltenhoff, T.; Voyer, J.; Kreye, H.; Riekehr, S.; Koçak, M. Mechanical properties of cold-sprayed and thermally sprayed copper coatings. Surf. Coat. Tech. 2006, 200, 6770–6782. [Google Scholar] [CrossRef]
- Meng, X.-M.; Zhang, J.-B.; Han, W.; Zhao, J.; Liang, Y.-L. Influence of annealing treatment on the microstructure and mechanical performance of cold sprayed 304 stainless steel coating. Appl. Surf. Sci. 2011, 258, 700–704. [Google Scholar] [CrossRef]
- AL-Mangour, B.; Vo, P.; Mongrain, R.; Irissou, E.; Yue, S. Effect of heat treatment on the microstructure and mechanical properties of stainless steel 316L coatings produced by cold spray for biomedical applications. J. Therm. Spray Technol. 2014, 23, 641–652. [Google Scholar] [CrossRef]
- ASTM E8-04, Standard Test Methods for Tension Testing of Metallic Materials; ASTM International: West Conshohocken, PA, USA, 2004.
- ASTM standard G64-99, Standard Classification of Resistance to Stress-Corrosion Cracking of Heat-Treatable Aluminum Alloys; ASTM International: West Conshohocken, PA, USA, 2013.
- ASTM B117-18, Standard Practice for Operating Salt Spray (Fog) Apparatus; ASTM International: West Conshohocken, PA, USA, 2018.
- ASTM-E112-12, Standard Test Methods for Determining Average Grain Size; ASTM International: West Conshohocken, PA, USA, 2013.
- Rokni, M.R.; Widener, C.A.; Champagne, V.K.; Crawford, G.A. Microstructure and mechanical properties of cold sprayed 7075 deposition during non-isothermal annealing. Surf. Coat. Tech. 2015, 276, 305–315. [Google Scholar] [CrossRef]
- Rokni, M.R.; Widener, C.A.; Nardi, A.T.; Champagne, V.K. Nano crystalline high energy milled 5083 Al powder deposited using cold spray. Appl. Surf. Sci. 2014, 305, 797–804. [Google Scholar] [CrossRef]
- Ajdelsztajn, L.; Schoenung, J.M.; Jodoin, B.; Kim, G.E. Cold spray deposition of nanocrystalline aluminum alloys. Metall. Mater. Trans. A 2005, 36, 657–666. [Google Scholar] [CrossRef]
- Rokni, M.R.; Widener, C.A.; Champagne, V.R. Microstructural stability of ultrafine grained cold sprayed 6061 aluminum alloy. Appl. Surf. Sci. 2014, 290, 482–489. [Google Scholar] [CrossRef]
- Rokni, M.R.; Widener, C.A.; Crawford, G.A. Microstructural evolution of 7075 Al gas atomized powder and high-pressure cold sprayed deposition. Surf. Coat. Tech. 2014, 251, 254–263. [Google Scholar] [CrossRef]
- Rokni, M.R.; Widener, C.A.; Champagne, V.K. Microstructural evolution of 6061 aluminum gas-atomized powder and high-pressure cold-sprayed deposition. J. Therm. Spray Tech. 2014, 23, 514–524. [Google Scholar] [CrossRef]
- Zou, Y.; Qin, W.; Irissou, E.; Legoux, J.-G.; Yue, S.; Szpunar, A.J. Dynamic recrystallization in the particle/particle interfacial region of cold-sprayed nickel coating: Electron backscatter diffraction characterization. Scripta Mater. 2009, 61, 899–902. [Google Scholar] [CrossRef]
- Borchers, C.; Gärtner, F.; Stoltenhoff, T.; Kreye, H. Formation of persistent dislocation loops by ultra-high strain-rate deformation during cold spraying. Acta Mater. 2005, 53, 2991–3000. [Google Scholar] [CrossRef]
- Kim, K.H.; Watanabe, M.; Kawakita, J.; Kuroda, S. Grain refinement in single titanium powder particle impacted at high velocity. Scripta Mater. 2008, 59, 768–771. [Google Scholar] [CrossRef]
- Henao, J.; Sharma, M.M. Characterization, deposition mechanisms and modeling of metallic glass powders for cold spray. In Cold-Spray Coatings: Recent Trends and Future Perspectives; Cavaliere, P., Ed.; Springer: Berlin, Germany, 2017; pp. 251–272. [Google Scholar]
- Sharma, M.M.; Eden, T.J.; Golesich, B.T. Effect of surface preparation on the microstructure, adhesion and tensile properties of cold sprayed aluminum coatings on AA2024 substrates. J. Therm. Spray. Tech. 2015, 24, 410–422. [Google Scholar] [CrossRef]
- Farshidi, M.H.; Kazeminezhad, M.; Miyamoto, H. Severe plastic deformation of 6061 aluminum alloy tube with pre and post heat treatments. Mater. Sci. Eng. A 2013, 563, 60–67. [Google Scholar] [CrossRef]
- Kim, W.J.; Kim, J.K.; Park, T.Y.; Hong, S.I.; Kim, D.I.; Kim, Y.S.; Lee, J.D. Enhancement of strength and superplasticity in a 6061 Al alloy processed by equal-channel-angular-pressing. Metall. Mater. Trans. A 2002, 33, 3155–3164. [Google Scholar] [CrossRef]
- Nurislamova, G.; Sauvage, X.; Murashkin, M.; Islamgaliev, R.; Valiev, R. Nanostructure and related mechanical properties of an Al–Mg–Si alloy processed by severe plastic deformation. Philos. Mag. Lett. 2008, 88, 459–466. [Google Scholar] [CrossRef]
- Liu, X.; Frankel, G.S.; Zoofan, B.; Rokhlin, S.I. In-situ observation of intergranular stress corrosion cracking in AA2024-T3 under constant load conditions. Corros. Sci. 2007, 49, 139–148. [Google Scholar] [CrossRef]
- Phull, B. Evaluating stress-corrosion cracking. In ASM Handbook Corrosion: Fundamentals, Testing, and Protection; ASM International: Russell Township, OH, USA, 2003; pp. 42–44. [Google Scholar]
- Speidel, M.O. Stress corrosion cracking of aluminum alloys. Metall. Trans. A 1975, 6, 631–651. [Google Scholar] [CrossRef]
- Huang, I.-W.; Hurley, B.L.; Yang, F.; Buhheit, R.G. Dependence on temperature, pH, and Cl in the uniform corrosion of aluminum alloys 2024-T3, 6061-T6, and 7075-T6. Electrochim. Acta 2016, 199, 242–253. [Google Scholar] [CrossRef]






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Contents | Parameters | Value |
|---|---|---|
| Feedstock Powder | Powder Information | Al6061 Valimet (−270/+635 mesh) |
| Cold Spray Nozzle | Nozzle Type | PBI (polybenzimidazole) Celazole® |
| Throat Diameter | 2 mm | |
| Exit Diameter | 4 mm | |
| Length | 120 mm | |
| Gas, Powder and Robot Controls | Gas Type | Helium |
| Gas Pressure | 25 bar | |
| Gas Heater | 400 C | |
| Mass Feed Rate | 4.8 grams per minute | |
| Robot Program | Raster | |
| Standoff | 1 inch | |
| Raster Speed | 200 mm/sec |
| Salt Concentration | Salt Solution pH | Salt Solution Temperature | Exposure Zone Temperature |
|---|---|---|---|
| 4%–6% | 6.5–7.2 | 35 °C | 35 ± 2 °C |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sharma, M.; Schreiber, J.; Eden, T.; Champagne, V. Stress Corrosion Cracking Resistance of Cold-Sprayed Al 6061 Deposits Using a Newly Developed Test Fixture. Coatings 2019, 9, 445. https://doi.org/10.3390/coatings9070445
Sharma M, Schreiber J, Eden T, Champagne V. Stress Corrosion Cracking Resistance of Cold-Sprayed Al 6061 Deposits Using a Newly Developed Test Fixture. Coatings. 2019; 9(7):445. https://doi.org/10.3390/coatings9070445
Chicago/Turabian StyleSharma, Mala, Jeremy Schreiber, Timothy Eden, and Victor Champagne. 2019. "Stress Corrosion Cracking Resistance of Cold-Sprayed Al 6061 Deposits Using a Newly Developed Test Fixture" Coatings 9, no. 7: 445. https://doi.org/10.3390/coatings9070445
APA StyleSharma, M., Schreiber, J., Eden, T., & Champagne, V. (2019). Stress Corrosion Cracking Resistance of Cold-Sprayed Al 6061 Deposits Using a Newly Developed Test Fixture. Coatings, 9(7), 445. https://doi.org/10.3390/coatings9070445