3.1. Geometrical Analysis
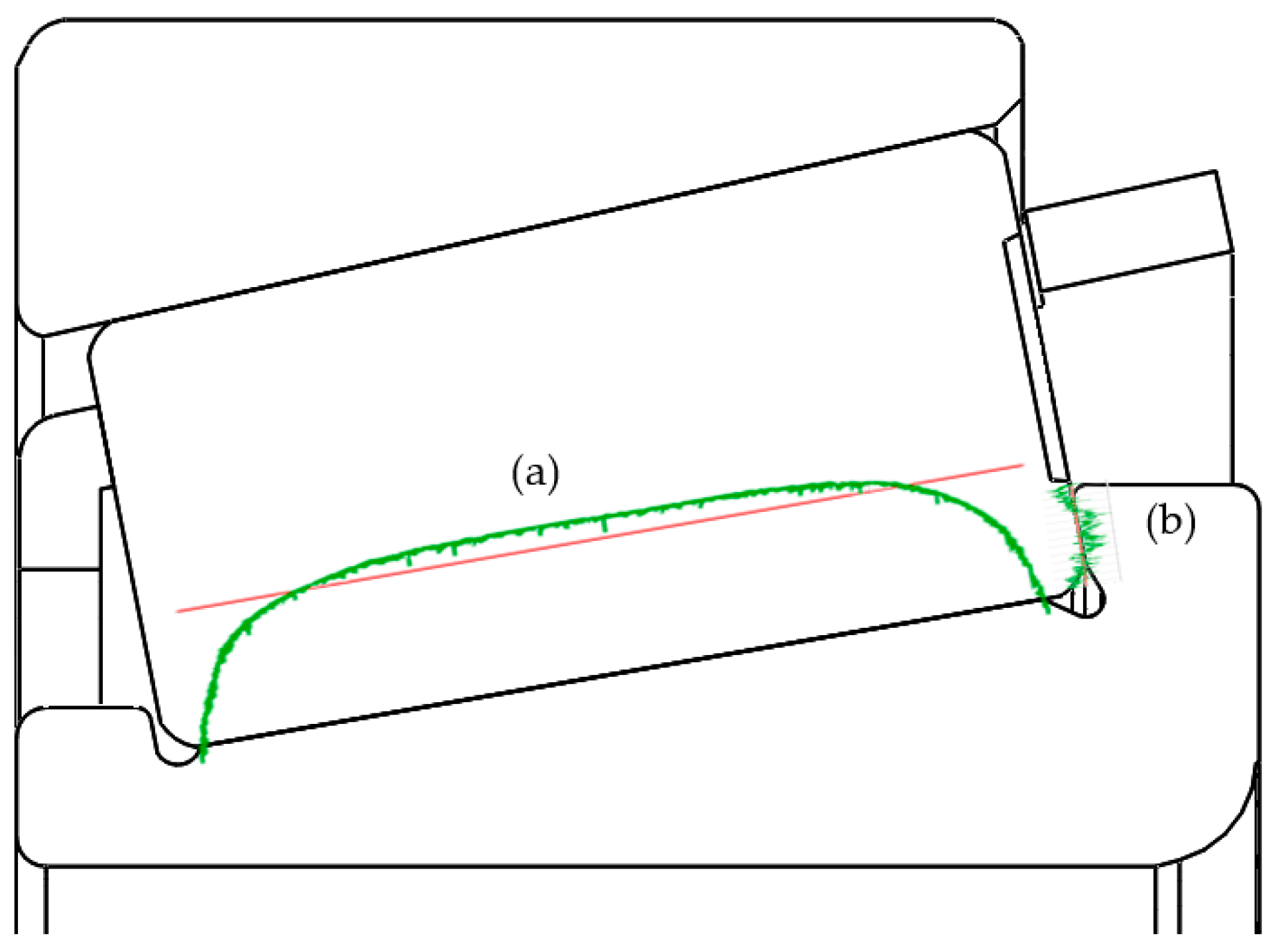
Results of a geometrical analysis for the raceway profile defined as (a) in
Figure 2 are shown in
Figure 4. Although all the samples were tested,
Figure 4 and
Figure 5 only show the results for D4 coating, since the results for all the configurations of the coating were very similar.
Figure 4a shows a raceway profile for uncoated bearings, and
Figure 4c shows a raceway profile for coated bearings. It can be observed that the coating has perfectly copied the shape of the raceway logarithmic profile.
Figure 4b,d show the roughness of the profile along the dotted area in
Figure 4a,c. Roughness is represented on a horizontal axis (different from the axis of the bearing profile) in order to calculate an average of the peaks and valleys, and, thus, the roughness. It is also confirmed in detailed views that the coating reproduces almost exactly the uncoated track.
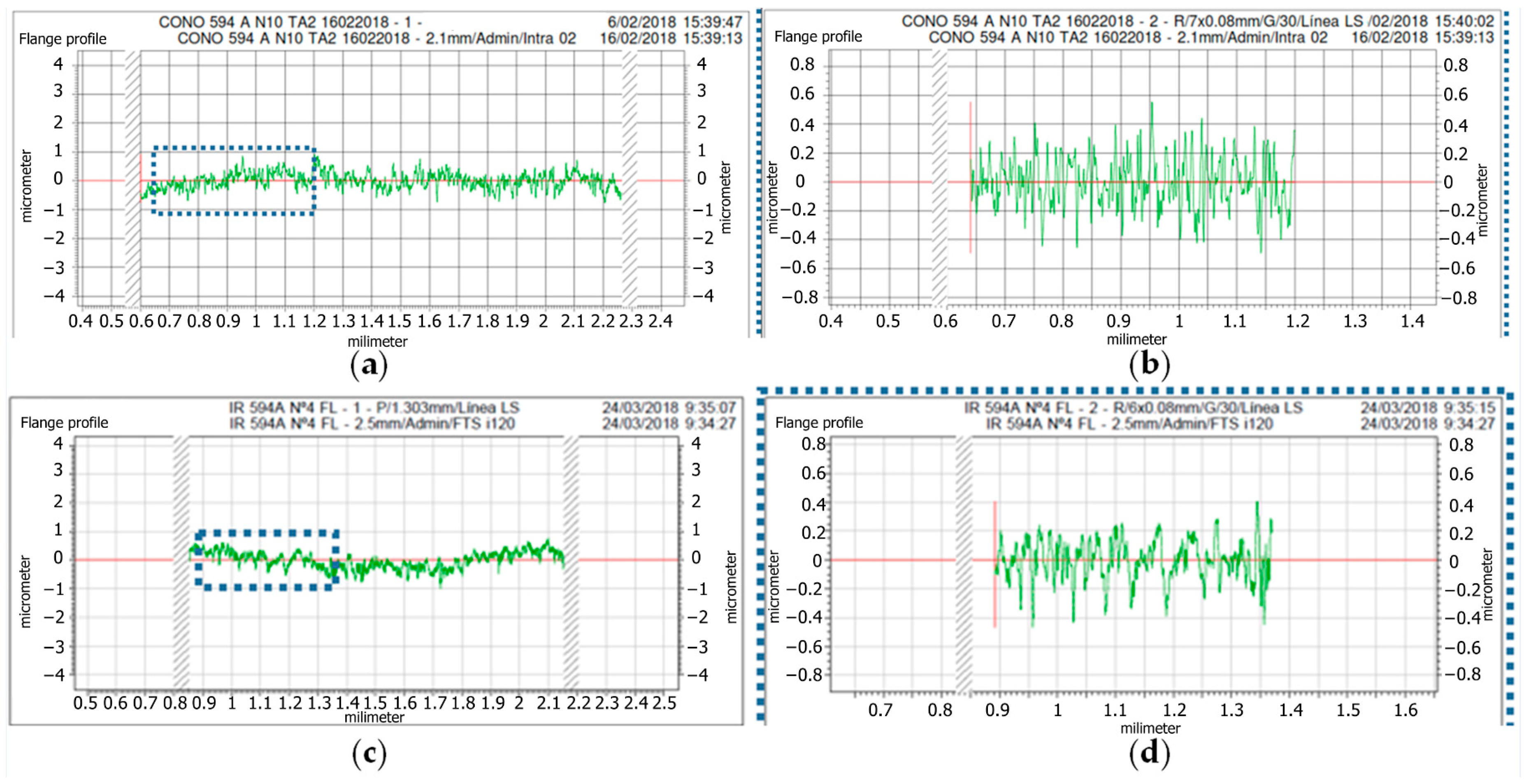
The results of a geometrical analysis for flange profile, which is defined as (b) in
Figure 2 are shown in
Figure 5.
Figure 5a shows the flange profile for uncoated bearings, and
Figure 5c shows the flange profile for coated bearings. It can be observed that the coating has also perfectly copied the shape of the flange profile.
Figure 5b,d show the roughness of the profile along the dotted area in
Figure 5a,c. Roughness is represented on a horizontal axis (different from the axis of the bearing profile) in order to calculate an average of the peaks and valleys, and thus the roughness. It is also confirmed in detailed views that the coating reproduces almost exactly the uncoated flange.
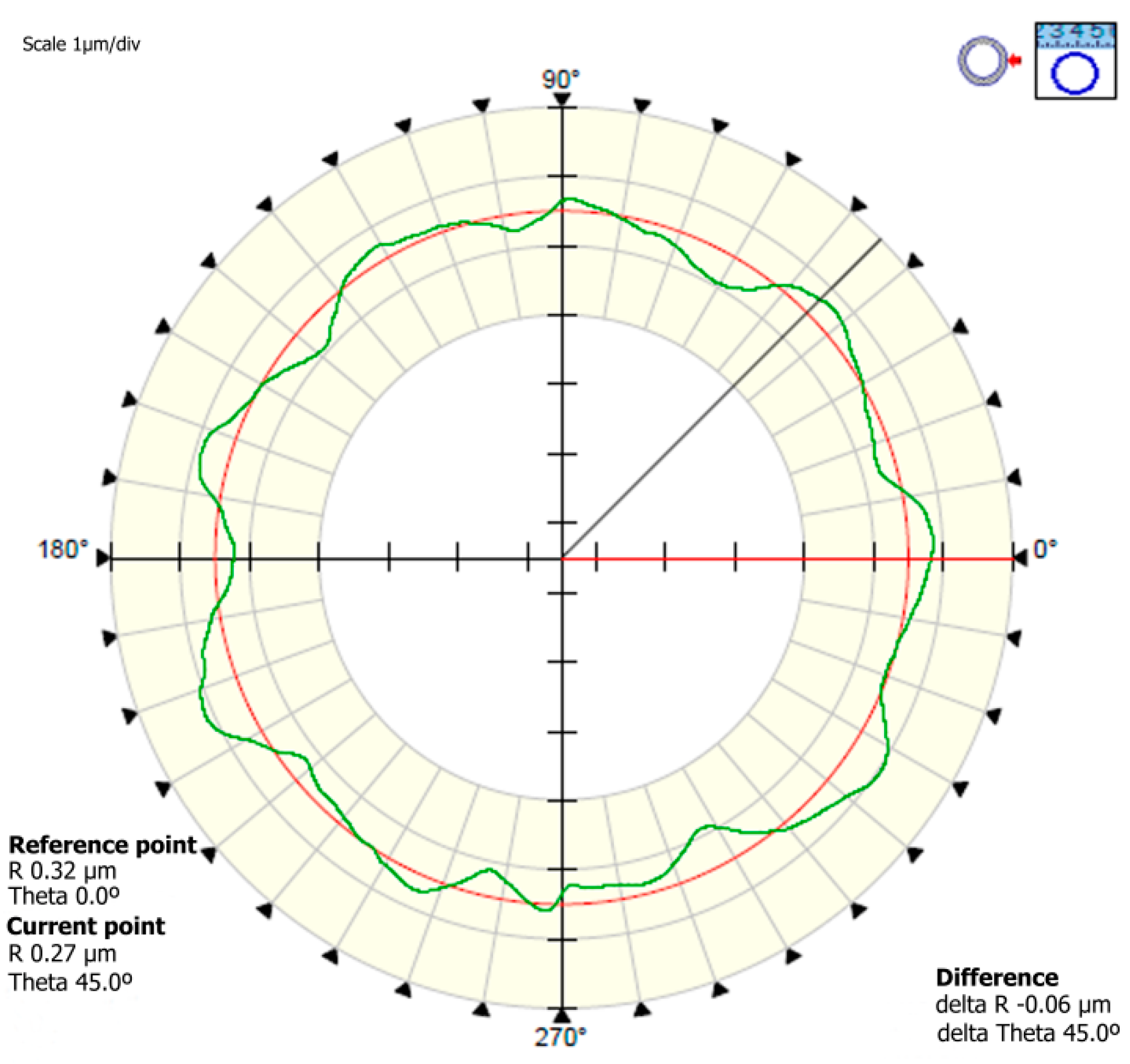
Figure 6 shows the RONt distribution at the inner ring raceway. RONt values, obtained after the PVD coating process, range from 0.82 to 2.34 μm, which are under the FERSA BEARINGS SA specifications (RONt < 6 μm).
It can be concluded that the obtained shapes are suitable according to FERSA BEARINGS SA specification, so the coating process has no affection on the profile shapes of the bearing. Therefore, it allows proceeding with the roughness, thickness, hardness, and adhesion tests ensuring that the results obtained are comparable to those obtained on the uncoated baseline bearings.
3.2. PVD Coating Characterization
The Zr(C,N) coatings were analyzed by means of XRD, using the Cu K_1 wavelength (0.154075 nm). The corresponding spectrum is represented in
Figure 7. Graze Incidence X-Ray Diffraction (GIXRD) was employed, meaning that, as the functional coating is the same for all the studied coating designs, equivalent spectra are obtained in all the cases. That is the reason just one of them is shown.
The spectrum agrees with an equivalent coating reported in a previous work [
38], showing clear peaks of cubic Zr
2CN, cubic ZrN, and ZrC, approximately homologous. The coatings investigated are crystalline with a rock salt like a NaCl cubic structure Fm–3m.
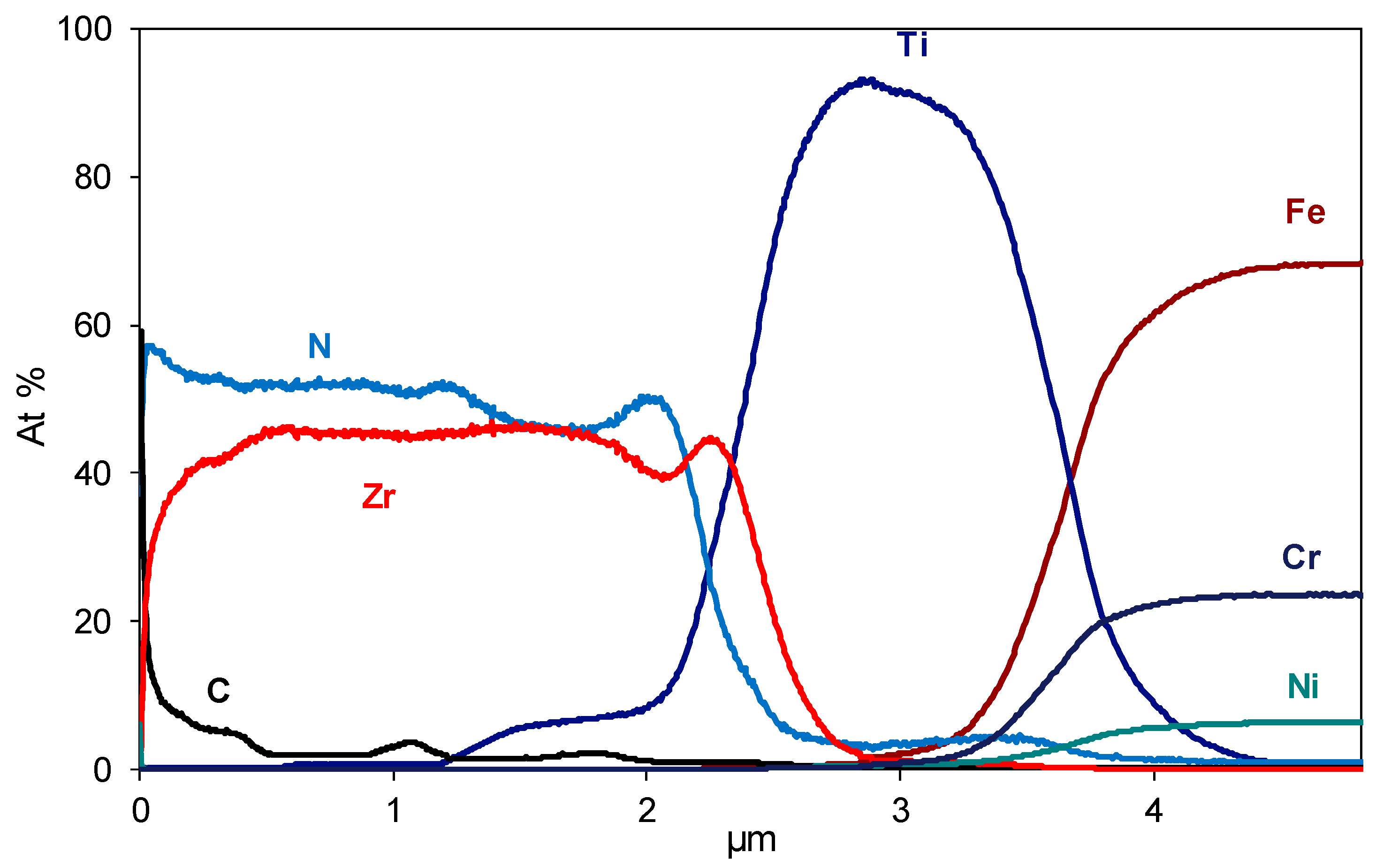
The chemical composition profiles of the developed coatings were measured using the GD-OES technique.
Figure 8 shows the profile corresponding to D1 design as an example, where the sequence of the adhesion layer and functional layer configuration can be observed. It must be said that the profile gives a qualitative idea of the progression in chemical composition in coating depth because a general PVD method for calibration has been used. On the right of the graph, the main elements of the stainless-steel substrate can be seen, and afterward an increase of the titanium concentration is appreciated due to the first titanium adhesion layer. Finally, regarding the functional layer, the sequence of three ZrN/ZrCN bilayers can be observed by the presence of small “hills” for carbon profile, which correspond to the introduction of acetylene gas during the coating deposition process.
Table 6 gathers the characterization results obtained for the developed coatings, regarding roughness, thickness, adhesion, and substrate integrity.
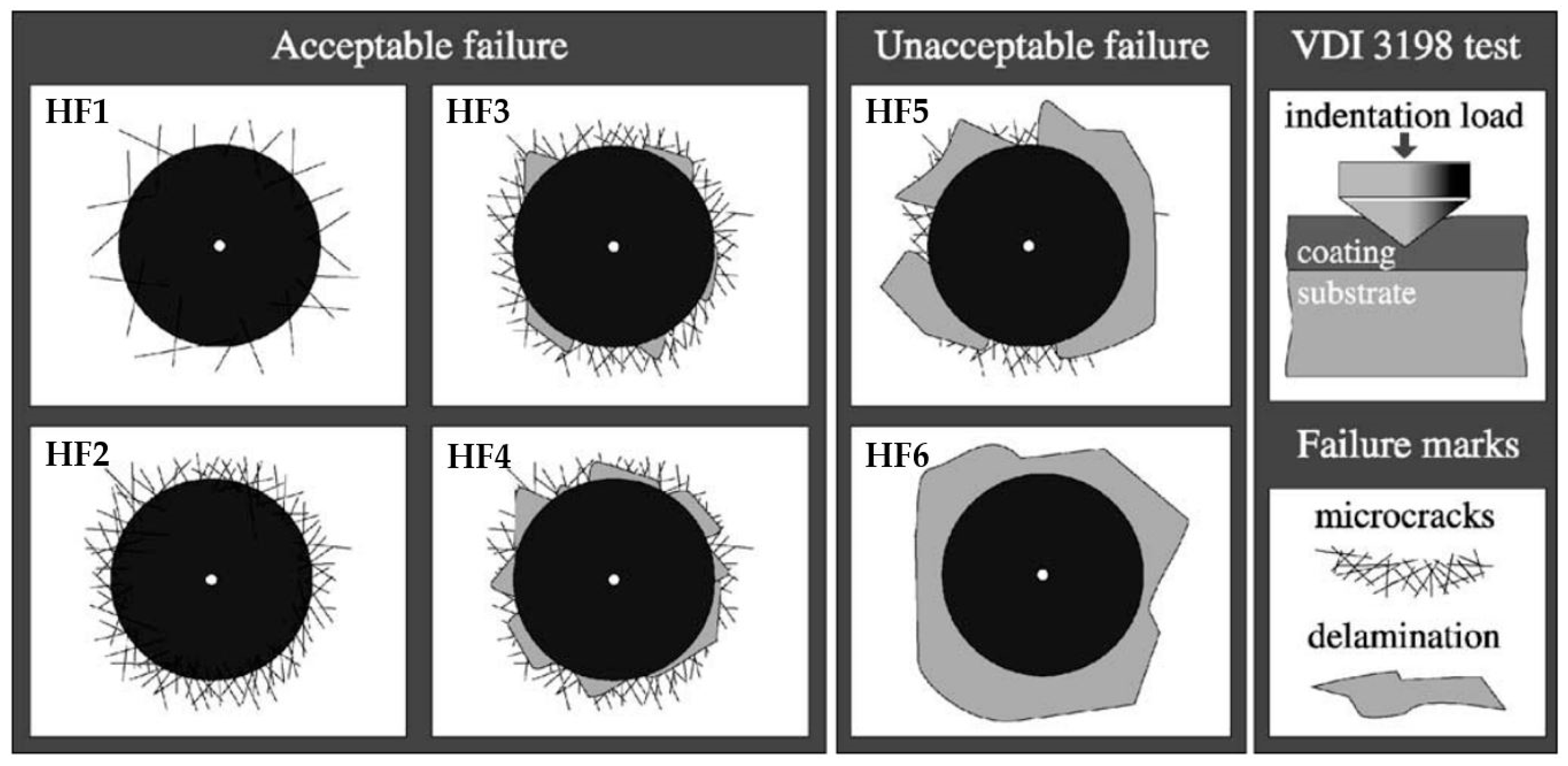
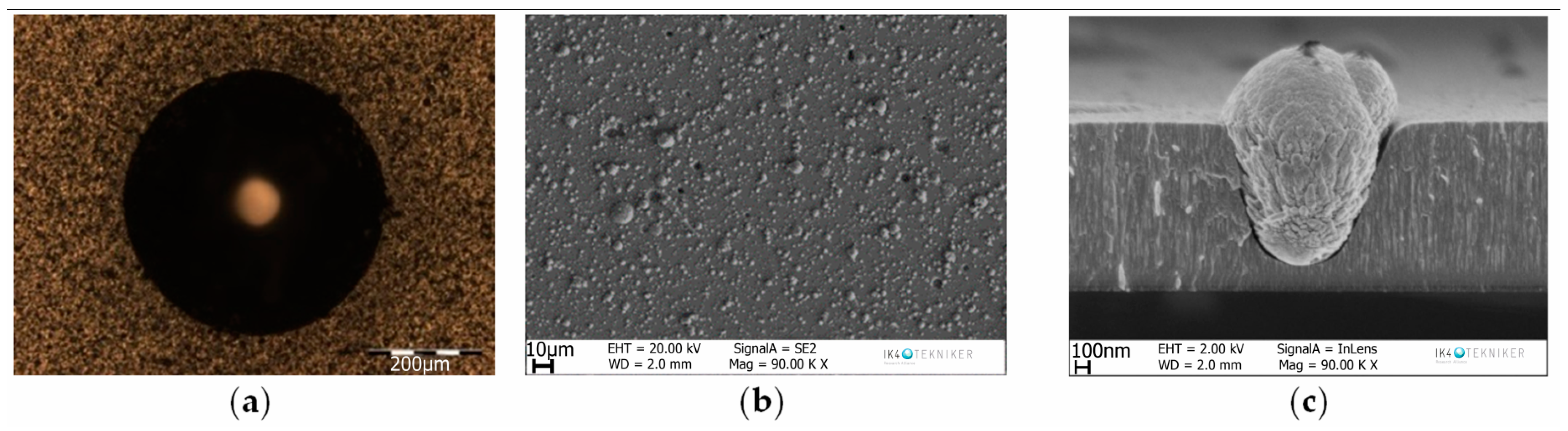
Coating design D1 offers a good adhesion result HF1, showing neither cracks nor delamination (
Figure 9a). Nevertheless, the roughness
Ra is 0.540 μm, above the allowed value (
Ra < 0.15 μm) due to the presence of droplets. These droplets are inherent to the Arc Evaporation coating technology in which a very high grade of ionization is achieved. At the same time, these high energies can melt the material to be deposited, with the formation and deposition of the consequent droplets. Filters can be used (Filtered Arc Evaporation) to avoid droplets reaching the substrate but, as this variant entails lower deposition rates, it was not considered interesting from an industrial point of view. As can be seen in the cross-section of the adhesion layer (Ti + Ti–Zr) of the D1 coating (
Figure 9b,c), the Ti metallic first layer is the main responsible for the high roughness, reason why a strategy to reduce the thickness (1.24 μm) of this adhesion layer is followed in D2 and D3 coating designs.
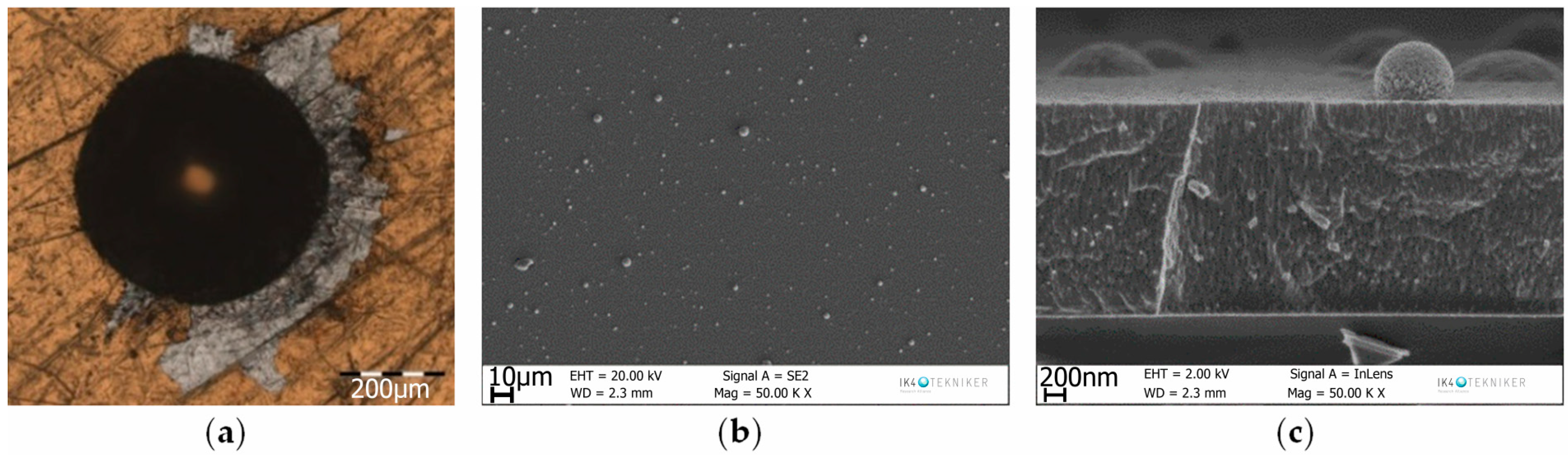
For the coating design D2, 5 min of Ti instead of 60 min, and 1 min of Ti–Zr instead of 5 min have been applied. An evident lack of adhesion (HF5) is observed.
Figure 10a shows grey zones surrounding the indentation, which correspond to the bare substrate, areas where the coating has been detached. Roughness (
Ra = 0.240 μm) has been reduced (
Figure 10b), although it is not low enough to enter under the specifications. Therefore, applying a thinner adhesion layer (0.21 μm) leads to a lower roughness at the expense of the substrate-coating adhesion.
D3 coating design includes a new structure for the adhesion layer. After a thinner Ti metallic layer of one minute (to reduce roughness), nitrogen is introduced (4 min) before Zr, trying to build a more progressive transition to the functional multilayer starting with ZrN, with the aim of providing the coating an improved adhesion (total thickness of adhesion layer 0.46 μm). A proper
Ra value of 0.080 μm is achieved, which can be observed in both the surface and cross-section micrographs (
Figure 11b,c), where a lower density and smaller droplets appear. However, once again, the coating results in a lack of adhesion HF5 (
Figure 11a).
The D1 structure was reconsidered for the D4 design. However, taking into account the subsequent polish post-processing to be applied for roughness reduction, a fourth ZrN/ZrCN bilayer was added to the functional coating, achieving an adhesion layer thickness of 1.23 μm similar to the D1 adhesion layer, and a total thickness of 4.33 μm. Therefore, the thickness of the functional coating is increased to compensate for the thickness reduction during the polish post-processing. HF1 classification is observed at the adhesion test, as it can be seen in
Figure 12, where neither trace of peeling off nor bare substrates are observed. As expected, the roughness of the deposited coating (
Ra 0.533 µm) is far from the allowed roughness of 0.15 μm.
3.3. Polish Post-Processing
After the analysis of the PVD process carried out at a low-temperature Arc Evaporation, it can be concluded that coating design strategies are not enough to get a proper coating balancing required in terms of roughness and adhesion results. For that reason, a polish post-processing is applied to decrease the surface roughness of the properly adhered coatings D1 and D4.
Table 7 shows roughness results after the polish post-processing.
After applying the polish post-processing Method A during three hours (Polish Configuration A1), samples D1 were measured and then, introduced again in the vessel to continue the polish post-processing up to six hours (Polish Configuration A2).
Ra values decrease by 31.30% for Configuration A1 and by 58.15% for Configuration A2, showing that Configuration A is not able to obtain the required roughness. Following the more aggressive polish post-processing Method B (Configuration B),
Ra is reduced by 68.33% up to 0.171 μm in 15 min, achieving an adhesion very close to the roughness specification. In case of the D4 coating design, since a fourth Zr/ZrCN bilayer was added, the final thickness after polish post-processing is not significantly changed, and
Ra is reduced by 72.33% up to 0.148 μm (<
Ra = 0.15 required).
Figure 13 shows D4 coated samples, post polished under Configuration B.


 ,
, 

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}