Crack-Growth Behavior in Thermal Barrier Coatings with Cyclic Thermal Exposure


 ,
,
Abstract
1. Introduction
2. Experimental Procedure
2.1. Sample Preparation
2.2. Crack Formation and Observation
3. Modeling of Residual Stress and Crack-Growth Behavior in TBC Samples
4. Results
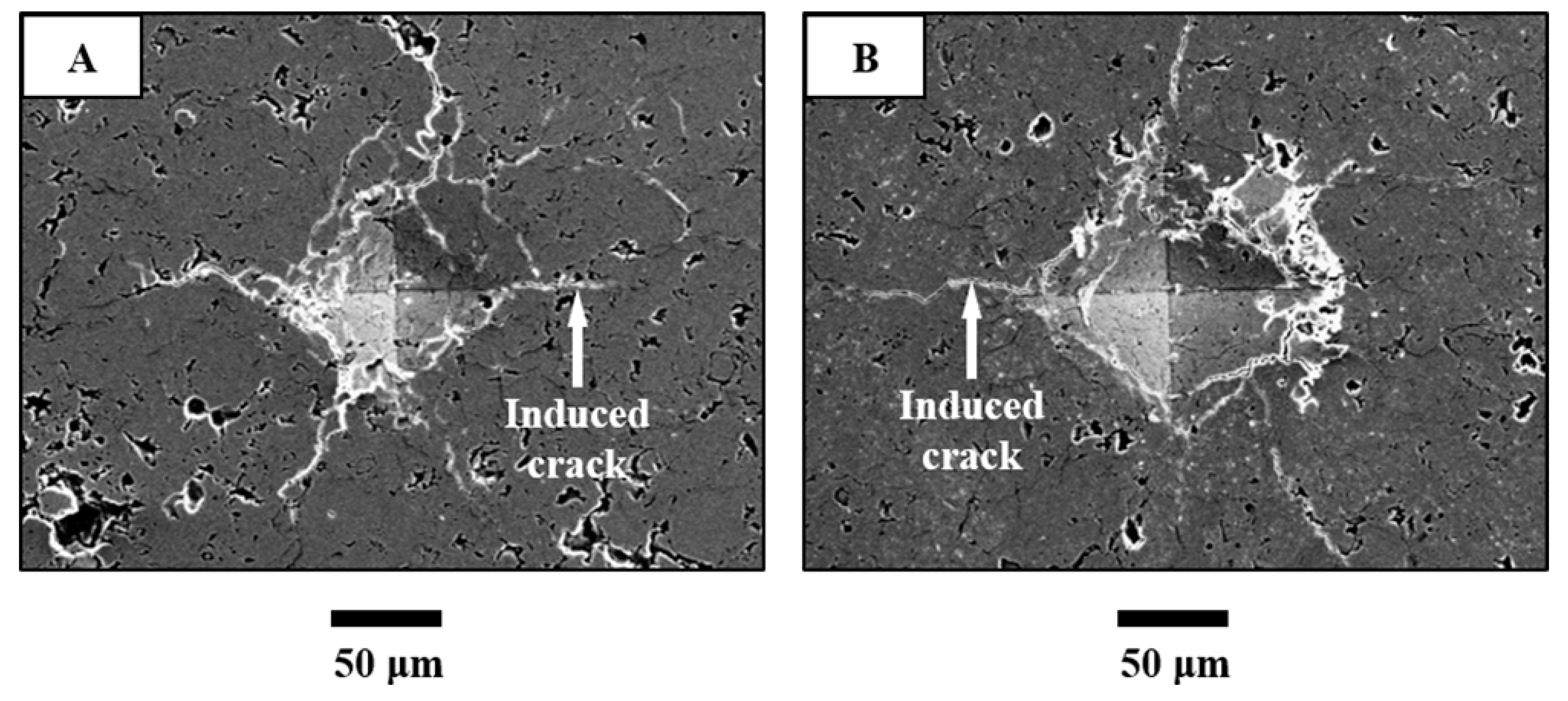
4.1. Crack Initiation
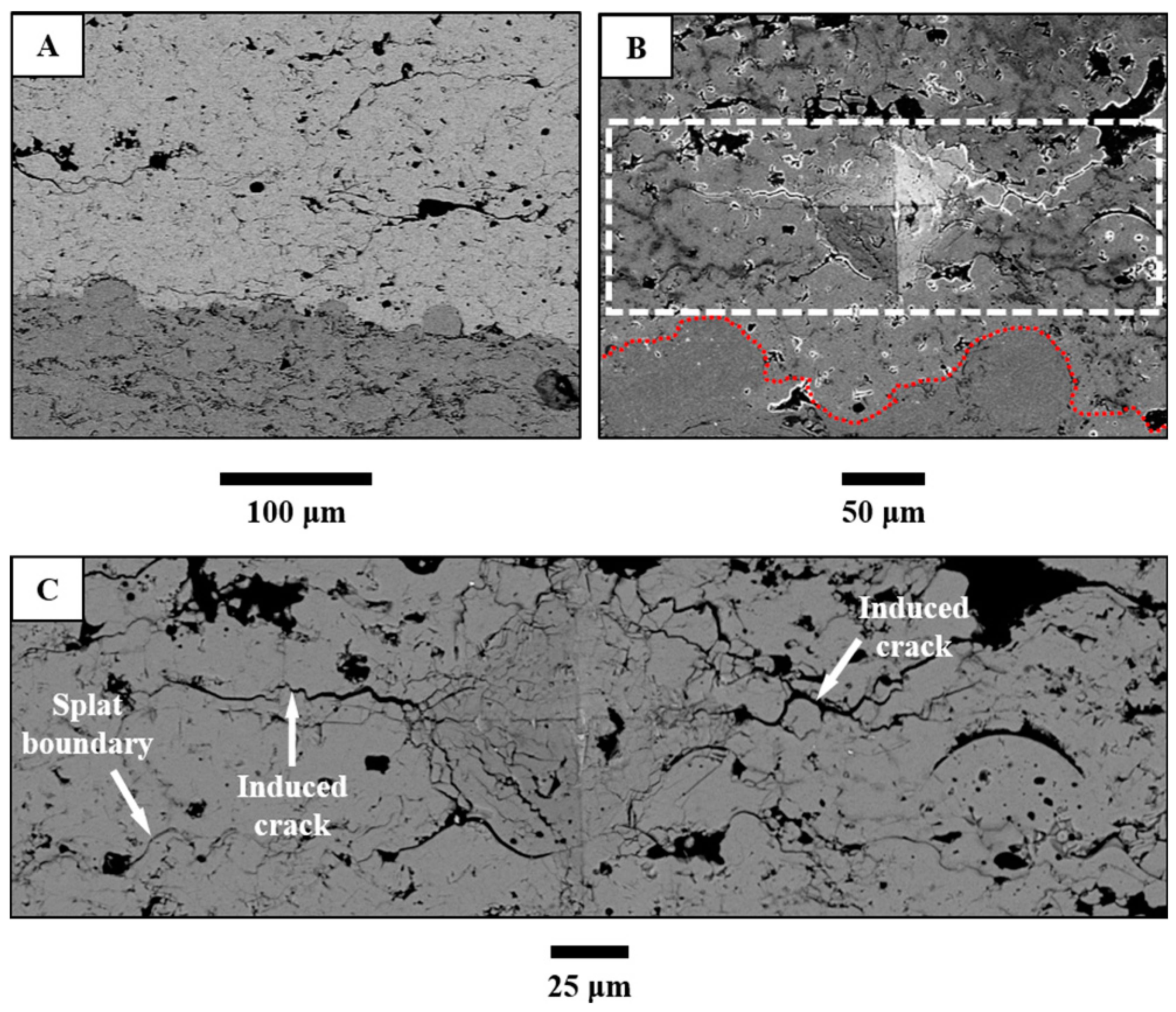
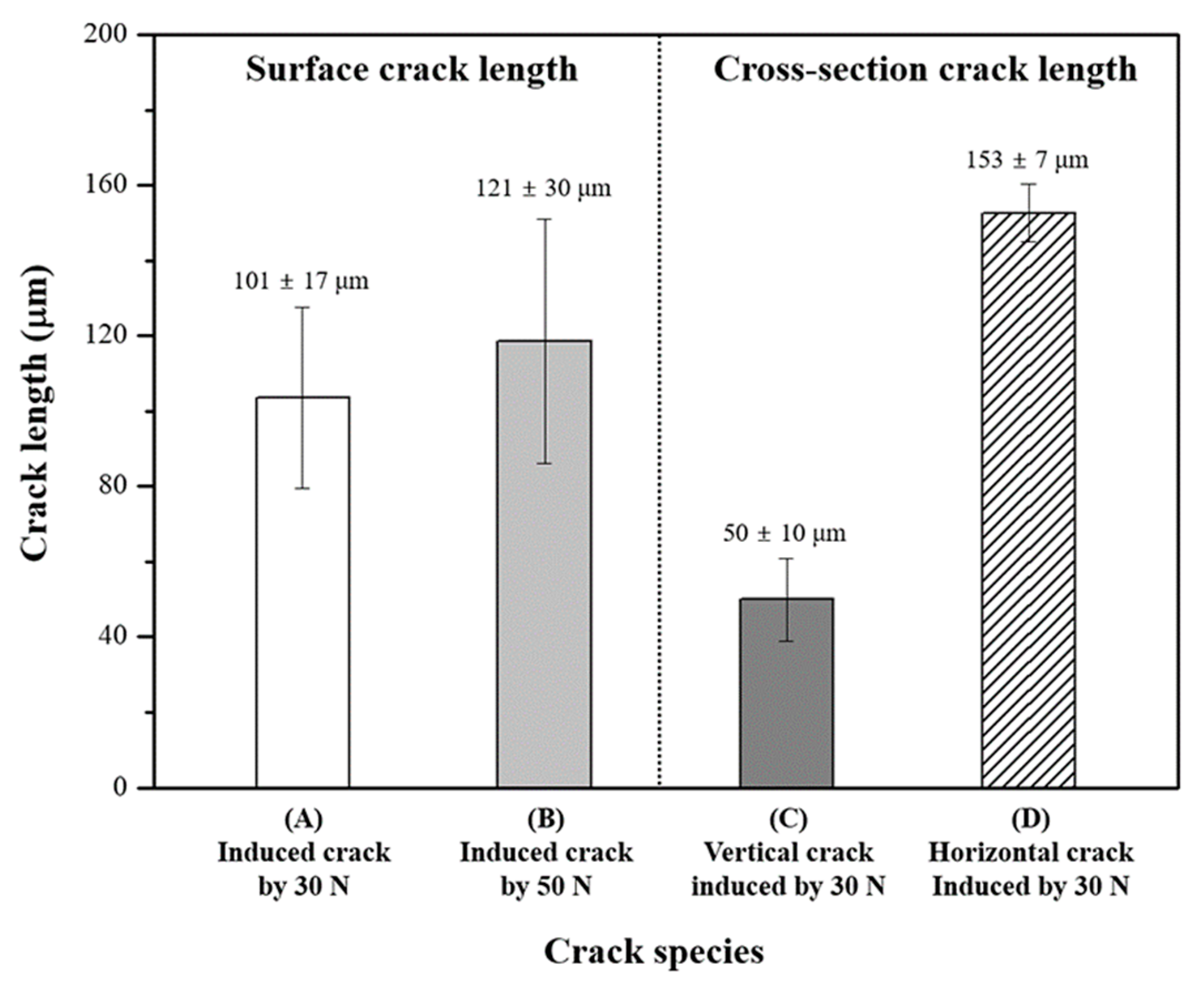
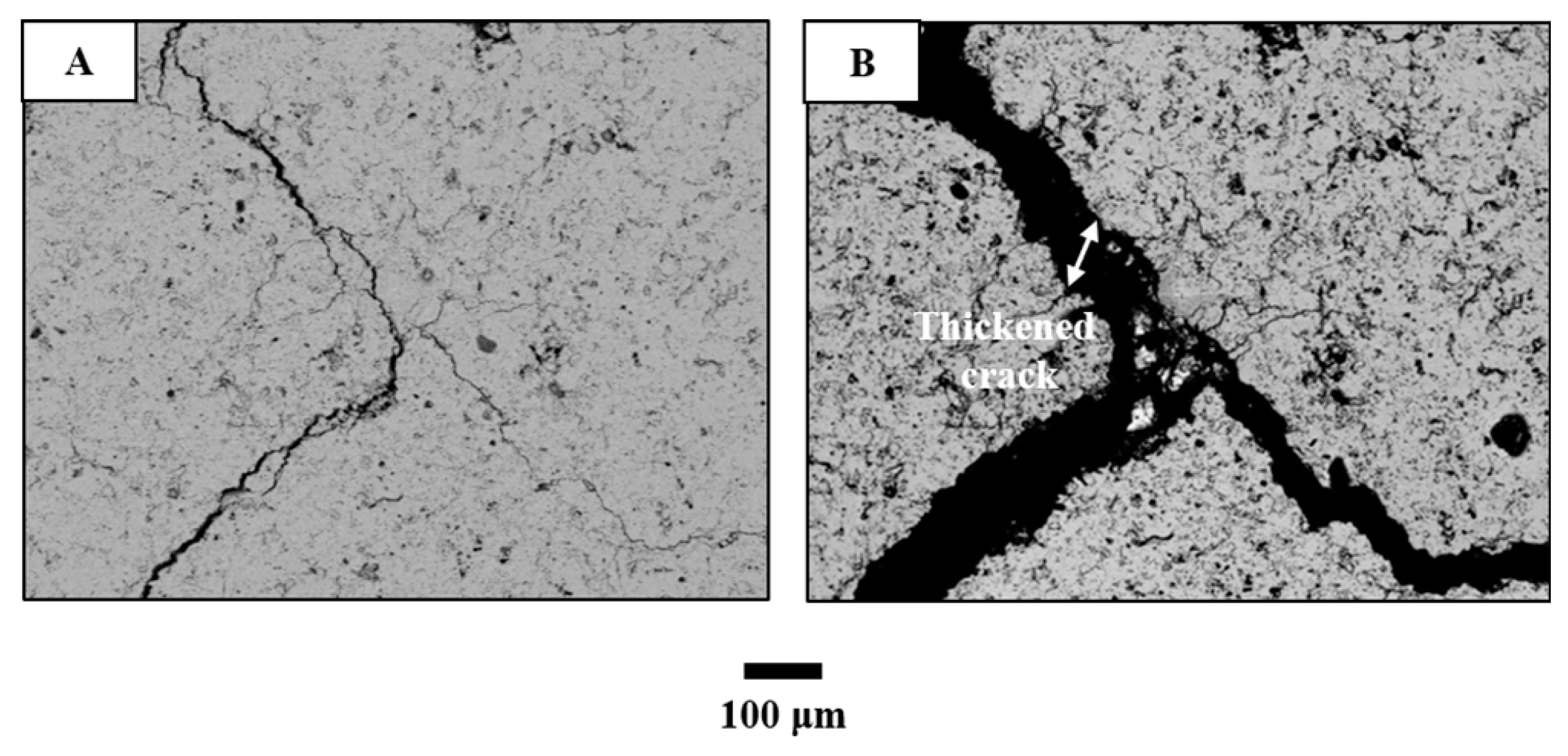
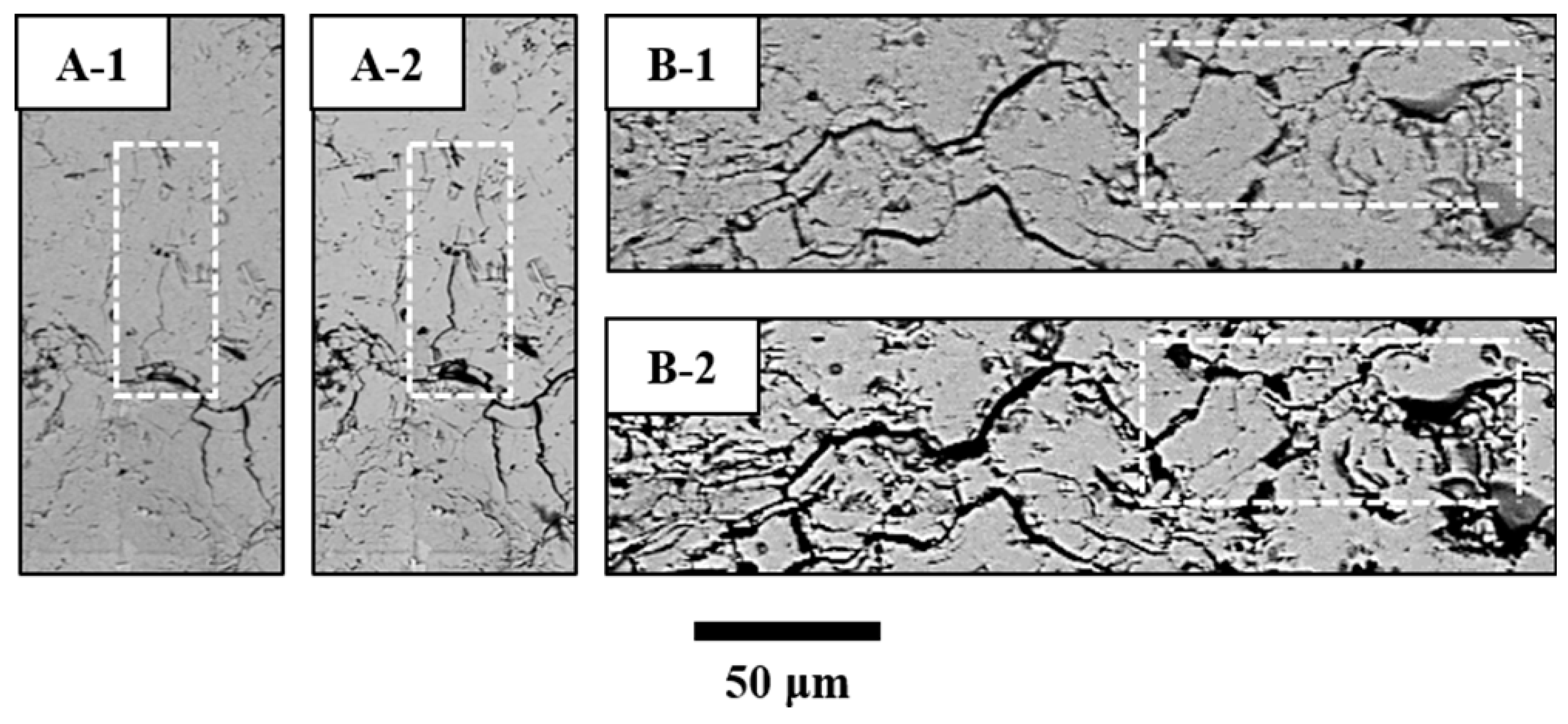
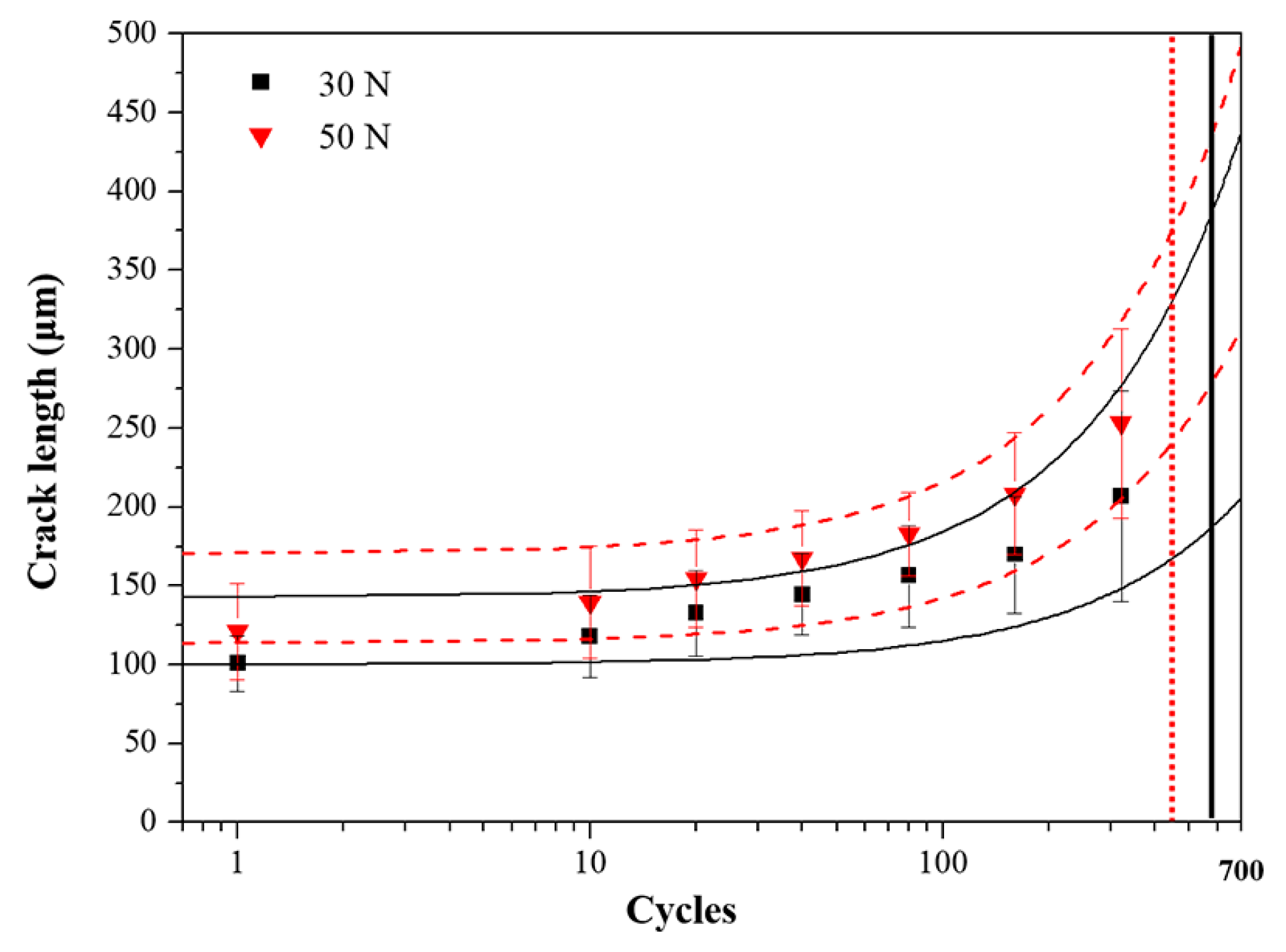
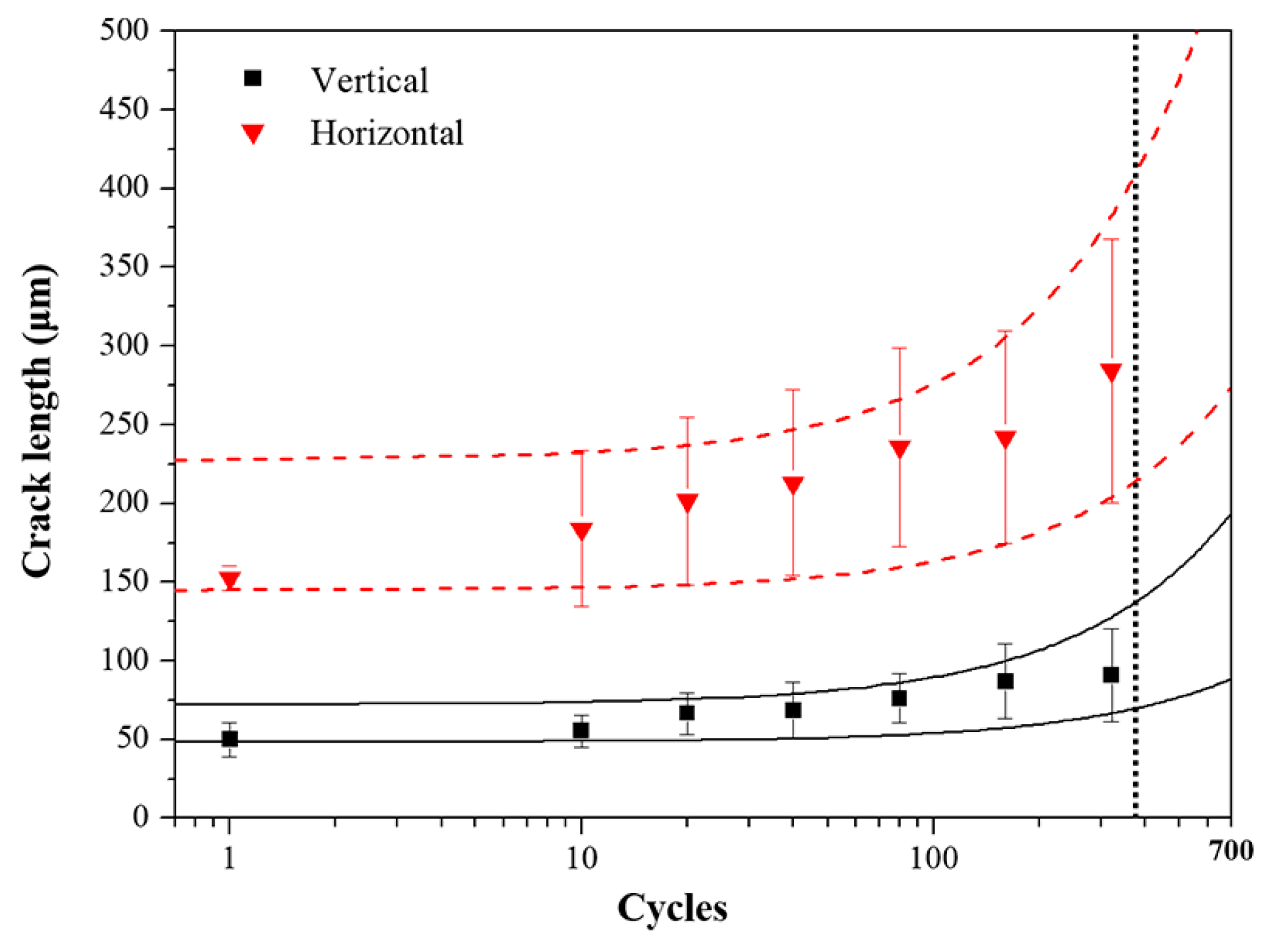
4.2. Crack Propagation
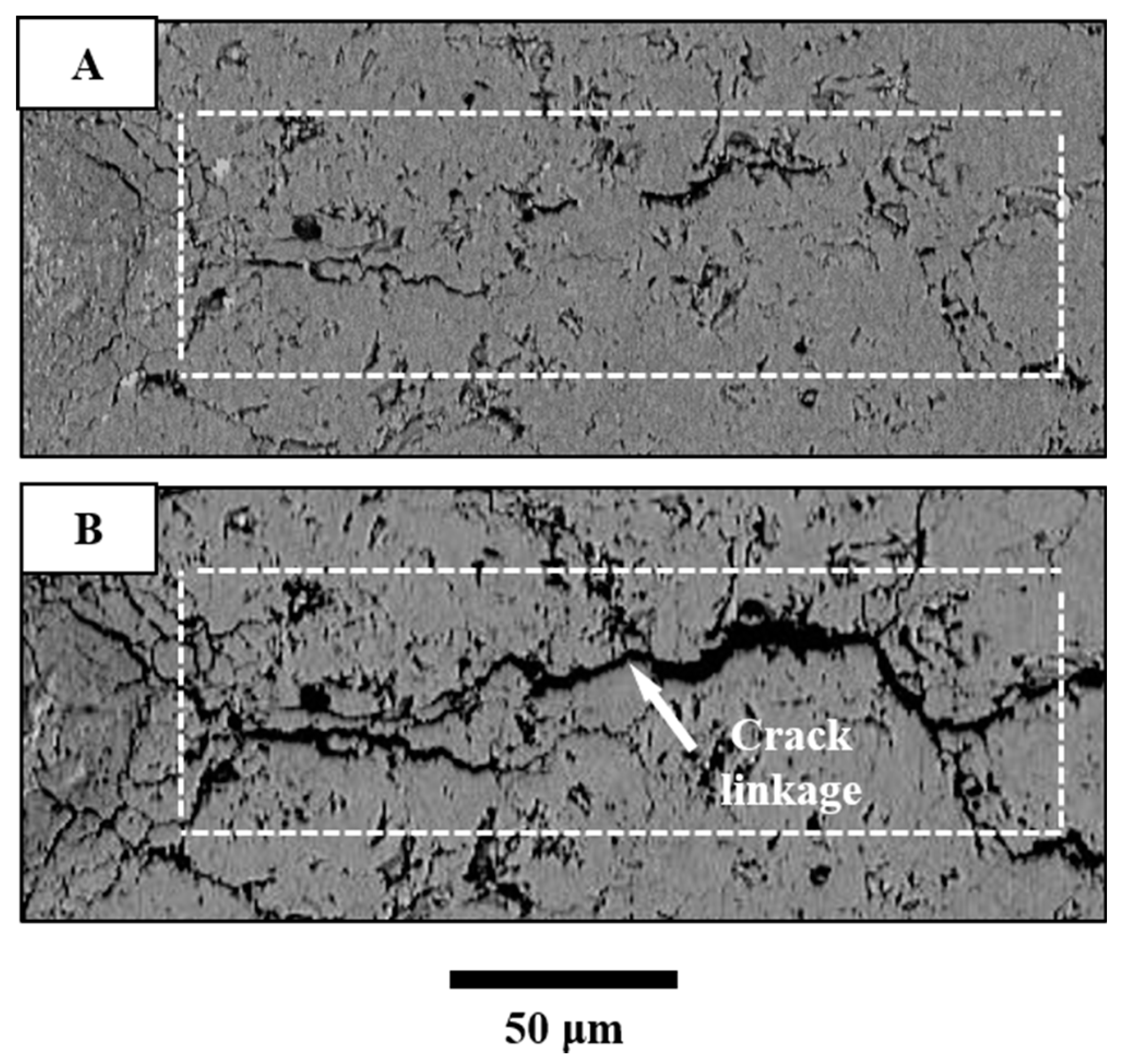
4.3. Crack Growth to Failure
4.4. Modeling of Residual Stress Distribution and Fatigue Crack-Growth Behavior
5. Discussion
5.1. Crack Initiation Behavior
5.2. Crack-Growth Behavior
5.3. Threshold Crack Length for Failure
5.4. Modeling of Residual Stress Distribution and Fatigue Crack-Growth Behavior
6. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Clarke, D.; Levi, C. Materials design for the next generation thermal barrier coatings. Annu. Rev. Mater. Res. 2003, 33, 383–417. [Google Scholar] [CrossRef]
- Evans, A.G.; Mumm, D.; Hutchinson, J.; Meier, G.; Pettit, F. Mechanisms controlling the durability of thermal barrier coatings. Prog. Mater. Sci. 2001, 46, 505–553. [Google Scholar] [CrossRef]
- Miller, R.A. Current status of thermal barrier coatings—An overview. Surf. Coat. Technol. 1987, 30, 1–11. [Google Scholar]
- Padture, N.P.; Gell, M.; Jordan, E.H. Thermal barrier coatings for gas-turbine engine applications. Science 2002, 296, 280–284. [Google Scholar] [CrossRef] [PubMed]
- Rabiei, A.; Evans, A. Failure mechanisms associated with the thermally grown oxide in plasma-sprayed thermal barrier coatings. Acta Mater. 2000, 48, 3963–3976. [Google Scholar] [CrossRef]
- Beshish, G.; Florey, C.; Worzala, F.; Lenling, W. Fracture toughness of thermal spray ceramic coatings determined by the indentation technique. JTST 1993, 2, 35–38. [Google Scholar] [CrossRef]
- Cao, X.; Vassen, R.; Stoever, D. Ceramic materials for thermal barrier coatings. J. Eur. Ceram. Soc. 2004, 24, 1–10. [Google Scholar] [CrossRef]
- Zhou, Y.; Hashida, T. Thermal fatigue failure induced by delamination in thermal barrier coating. Int. J. Fatigue 2002, 24, 407–417. [Google Scholar] [CrossRef]
- Trunova, O.; Beck, T.; Herzog, R.; Steinbrech, R.; Singheiser, L. Damage mechanisms and lifetime behavior of plasma sprayed thermal barrier coating systems for gas turbines—Part I: Experiments. Surf. Coat. Technol. 2008, 202, 5027–5032. [Google Scholar] [CrossRef]
- Khan, A.N.; Lu, J. Behavior of air plasma sprayed thermal barrier coatings, subject to intense thermal cycling. Surf. Coat. Technol. 2003, 166, 37–43. [Google Scholar]
- Czech, N.; Esser, W.; Schmitz, F. Effect of environment on mechanical properties of coated superalloys and gas turbine blades. Mater. Sci. Technol. 1986, 2, 244–249. [Google Scholar] [CrossRef]
- Tamura, M.; Takahashi, M.; Ishii, J.; Suzuki, K.; Sato, M.; Shimomura, K. Multilayered thermal barrier coating for land-based gas turbines. J. Therm. Spray Technol. 1999, 8, 68–72. [Google Scholar]
- Wu, B.; Chang, E.; Chang, S.; Chao, C. Thermal cyclic response of yttria-stabilized zirconia/CoNiCrAlY thermal barrier coatings. Thin Solid Films 1989, 172, 185–196. [Google Scholar] [CrossRef]
- Miller, R.A.; Lowell, C.E. Failure mechanisms of thermal barrier coatings exposed to elevated temperatures. Thin Solid Films 1982, 95, 265–273. [Google Scholar] [CrossRef]
- Schlichting, K.W.; Padture, N.; Jordan, E.; Gell, M. Failure modes in plasma-sprayed thermal barrier coatings. Mater. Sci. Eng. A 2003, 342, 120–130. [Google Scholar]
- Tsipas, S.; Golosnoy, I.; Clyne, T.; Damani, R. The effect of a high thermal gradient on sintering and stiffening in the top coat of a thermal barrier coating system. JTST 2004, 13, 370–376. [Google Scholar] [CrossRef]
- Zhou, B.; Kokini, K. Effect of surface pre-crack morphology on the fracture of thermal barrier coatings under thermal shock. Acta Mater. 2004, 52, 4189–4197. [Google Scholar] [CrossRef]
- Kokini, K.; Takeuchi, Y.; Choules, B. Thermal crack initiation mechanisms on the surface of functionally graded ceramic thermal barrier coatings. Ceram. Int. 1996, 22, 397–401. [Google Scholar] [CrossRef]
- Choules, B.D.; Kokini, K.; Taylor, T.A. Thermal fracture of ceramic thermal barrier coatings under high heat flux with time-dependent behavior.: Part 1. Experimental results. Mater. Sci. Eng. A 2001, 299, 296–304. [Google Scholar]
- Choules, B.; Kokini, K.; Taylor, T. Thermal fracture of thermal barrier coatings in a high heat flux environment. Surf. Coat. Technol. 1998, 106, 23–29. [Google Scholar] [CrossRef]
- Hutchinson, J.; Evans, A. On the delamination of thermal barrier coatings in a thermal gradient. Surf. Coat. Technol. 2002, 149, 179–184. [Google Scholar]
- Donohue, E.M.; Philips, N.R.; Begley, M.R.; Levi, C.G. Thermal barrier coating toughness: Measurement and identification of a bridging mechanism enabled by segmented microstructure. Mater. Sci. Eng. A 2013, 564, 324–330. [Google Scholar] [CrossRef]
- Dwivedi, G.; Viswanathan, V.; Sampath, S.; Shyam, A.; Lara-Curzio, E. Fracture toughness of plasma-sprayed thermal barrier ceramics: Influence of processing, microstructure, and thermal aging. J. Am. Ceram. Soc. 2014, 97, 2736–2744. [Google Scholar]
- Viswanathan, V.; Dwivedi, G.; Sampath, S. Engineered multilayer thermal barrier coatings for enhanced durability and functional performance. J. Am. Ceram. Soc. 2014, 97, 2770–2778. [Google Scholar] [CrossRef]
- Viswanathan, V.; Dwivedi, G.; Sampath, S. Multilayer, multimaterial thermal barrier coating systems: Design, synthesis, and performance assessment. J. Am. Ceram. Soc. 2015, 98, 1769–1777. [Google Scholar] [CrossRef]
- Levi, C.G. Emerging materials and processes for thermal barrier systems. Curr. Opin. Solid State Mater. Sci. 2004, 8, 77–91. [Google Scholar] [CrossRef]
- Jordan, E.H.; Xie, L.; Gell, M.; Padture, N.; Cetegen, B.; Ozturk, A.; Ma, X.; Roth, J.; Xiao, T.; Bryant, P. Superior thermal barrier coatings using solution precursor plasma spray. J. Therm. Spray Technol. 2004, 13, 57–65. [Google Scholar]
- VanEvery, K.; Krane, M.J.; Trice, R.W.; Wang, H.; Porter, W.; Besser, M.; Sordelet, D.; Ilavsky, J.; Almer, J. Column formation in suspension plasma-sprayed coatings and resultant thermal properties. J. Therm. Spray Technol. 2011, 20, 817–828. [Google Scholar] [CrossRef]
- Seshadri, R.C.; Dwivedi, G.; Viswanathan, V.; Sampath, S. Characterizing suspension plasma spray coating formation dynamics through curvature measurements. J. Therm. Spray Technol. 2016, 25, 1666–1683. [Google Scholar]
- Guo, X.; Lu, Z.; Jung, Y.-G.; Li, L.; Knapp, J.; Zhang, J. Thermal property, thermal shock and thermal cycling behavior of lanthanum zirconate based thermal barrier coatings. Metall. Mater. Trans. E 2016, 3, 64–70. [Google Scholar] [CrossRef]
- Zhang, J.; Guo, X.; Jung, Y.-G.; Li, L.; Knapp, J. Lanthanum zirconate based thermal barrier coatings: A review. Surf. Coat. Technol. 2016, 323, 18–29. [Google Scholar] [CrossRef]
- Hsueh, C.H. Thermal stresses in elastic multilayer systems. Thin Solid Films 2002, 418, 182–188. [Google Scholar] [CrossRef]
- Zhang, X.; Xu, B.; Wang, H.; Wu, Y. An analytical model for predicting thermal residual stresses in multilayer coating systems. Thin Solid Films 2005, 488, 274–282. [Google Scholar] [CrossRef]
- Townsend, P.H.; Barnett, D.M.; Brunner, T.A. Elastic relationships in layered composite media with approximation for the case of thin films on a thick substrate. J. Appl. Phys. 1987, 62, 4438–4444. [Google Scholar] [CrossRef]
- Tsui, Y.C.; Clyne, T.W. An analytical model for predicting residual stresses in progressively deposited coatings Part 1: Planar geometry. Thin Solid Films 1997, 306, 23–33. [Google Scholar] [CrossRef]
- Xie, L.; Chen, D.; Jordan, E.H.; Ozturk, A.; Wu, F.; Ma, X.; Cetegen, B.M.; Gell, M. Formation of vertical cracks in solution-precursor plasma-sprayed thermal barrier coatings. Surf. Coat. Technol. 2006, 201, 1058–1064. [Google Scholar] [CrossRef]
- Chen, W.; Wu, X.; Dudzinski, D. Influence of thermal cycle frequency on the TGO growth and cracking behaviors of an APS-TBC. J. Therm. Spray Technol. 2012, 21, 1294–1299. [Google Scholar] [CrossRef]
- Liang, B.; Ding, C. Thermal shock resistances of nanostructured and conventional zirconia coatings deposited by atmospheric plasma spraying. Surf. Coat. Technol. 2005, 197, 185–192. [Google Scholar] [CrossRef]
- Vaßen, R.; Kerkhoff, G.; Stöver, D. Development of a micromechanical life prediction model for plasma sprayed thermal barrier coatings. Mater. Sci. Eng. A 2001, 303, 100–109. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Gun Type | Current (A) | Primary Gas, Ar (L/min) | Secondary Gas, H2 (L/min) | Powder Feed Rate (g/min) | Spray Distance (mm) | Gun Speed (mm/s) | Turn Table Speed (mm/s) |
|---|---|---|---|---|---|---|---|---|
| Top coat | METCO-3MB | 480 | 23.6 | 5.6 | 40 | 80 | 4 | 1300 |
| Bond coat | METCO-3MB | 420 | 28.3 | 5.6 | 30 | 80 | 4 | 1300 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Song, D.; Song, T.; Paik, U.; Lyu, G.; Jung, Y.-G.; Choi, B.-G.; Kim, I.-S.; Zhang, J. Crack-Growth Behavior in Thermal Barrier Coatings with Cyclic Thermal Exposure. Coatings 2019, 9, 365. https://doi.org/10.3390/coatings9060365
Song D, Song T, Paik U, Lyu G, Jung Y-G, Choi B-G, Kim I-S, Zhang J. Crack-Growth Behavior in Thermal Barrier Coatings with Cyclic Thermal Exposure. Coatings. 2019; 9(6):365. https://doi.org/10.3390/coatings9060365
Chicago/Turabian StyleSong, Dowon, Taeseup Song, Ungyu Paik, Guanlin Lyu, Yeon-Gil Jung, Baig-Gyu Choi, In-Soo Kim, and Jing Zhang. 2019. "Crack-Growth Behavior in Thermal Barrier Coatings with Cyclic Thermal Exposure" Coatings 9, no. 6: 365. https://doi.org/10.3390/coatings9060365
APA StyleSong, D., Song, T., Paik, U., Lyu, G., Jung, Y.-G., Choi, B.-G., Kim, I.-S., & Zhang, J. (2019). Crack-Growth Behavior in Thermal Barrier Coatings with Cyclic Thermal Exposure. Coatings, 9(6), 365. https://doi.org/10.3390/coatings9060365