Cold Sprayed Tungsten Armor for Tokamak First Wall

 , , , , and
, , , , and
Abstract
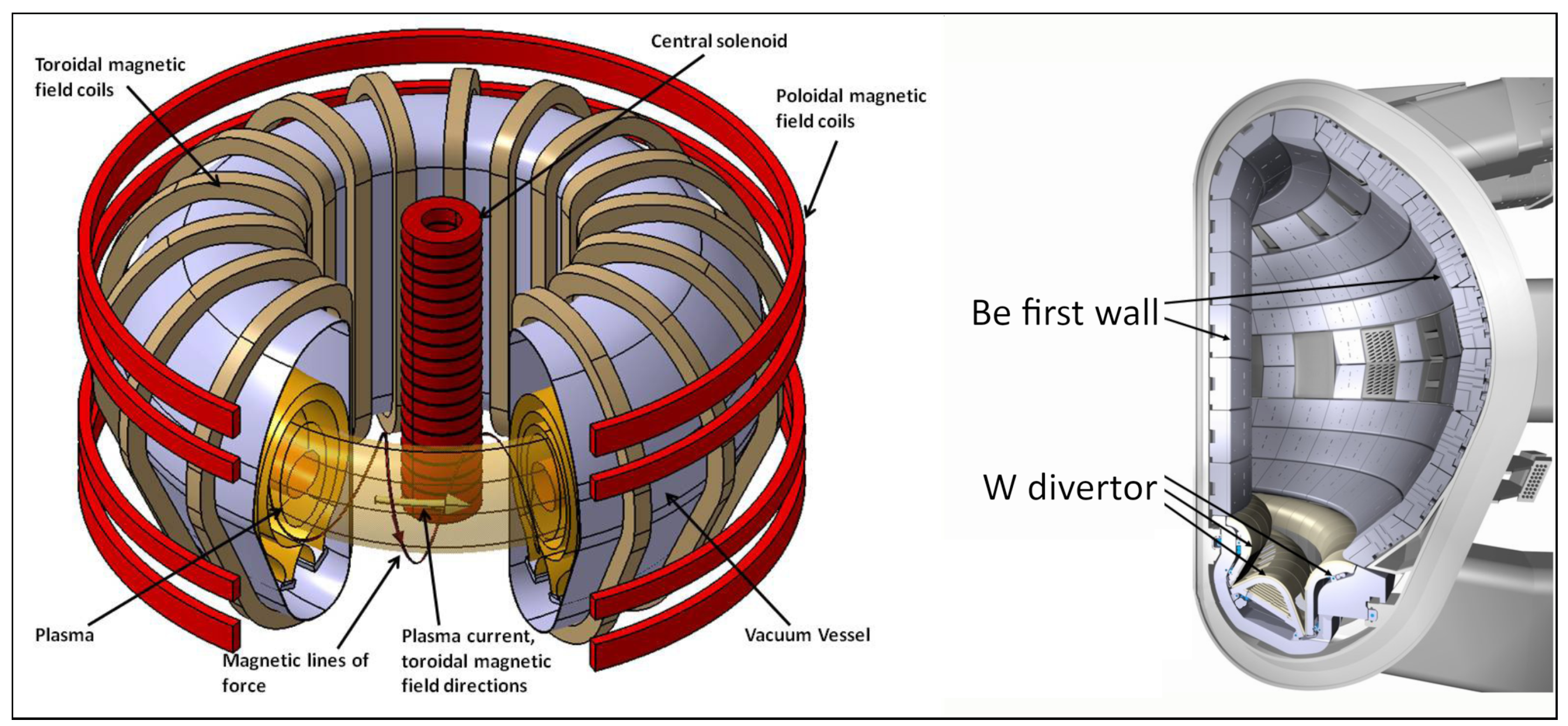
1. Introduction
2. Experimental Setup
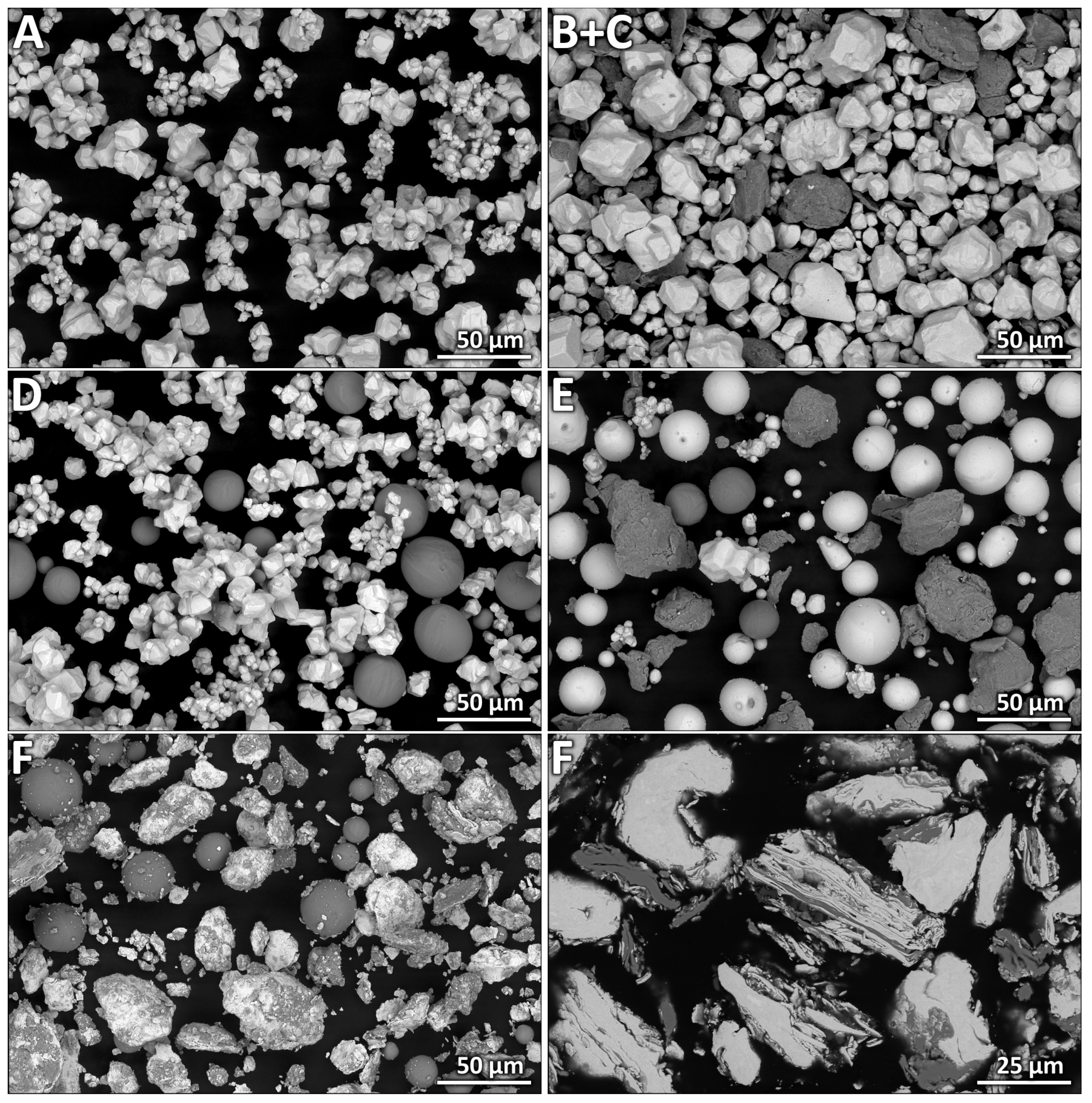
2.1. Materials
2.2. Cold Spray Deposition
2.3. Coatings Characterization
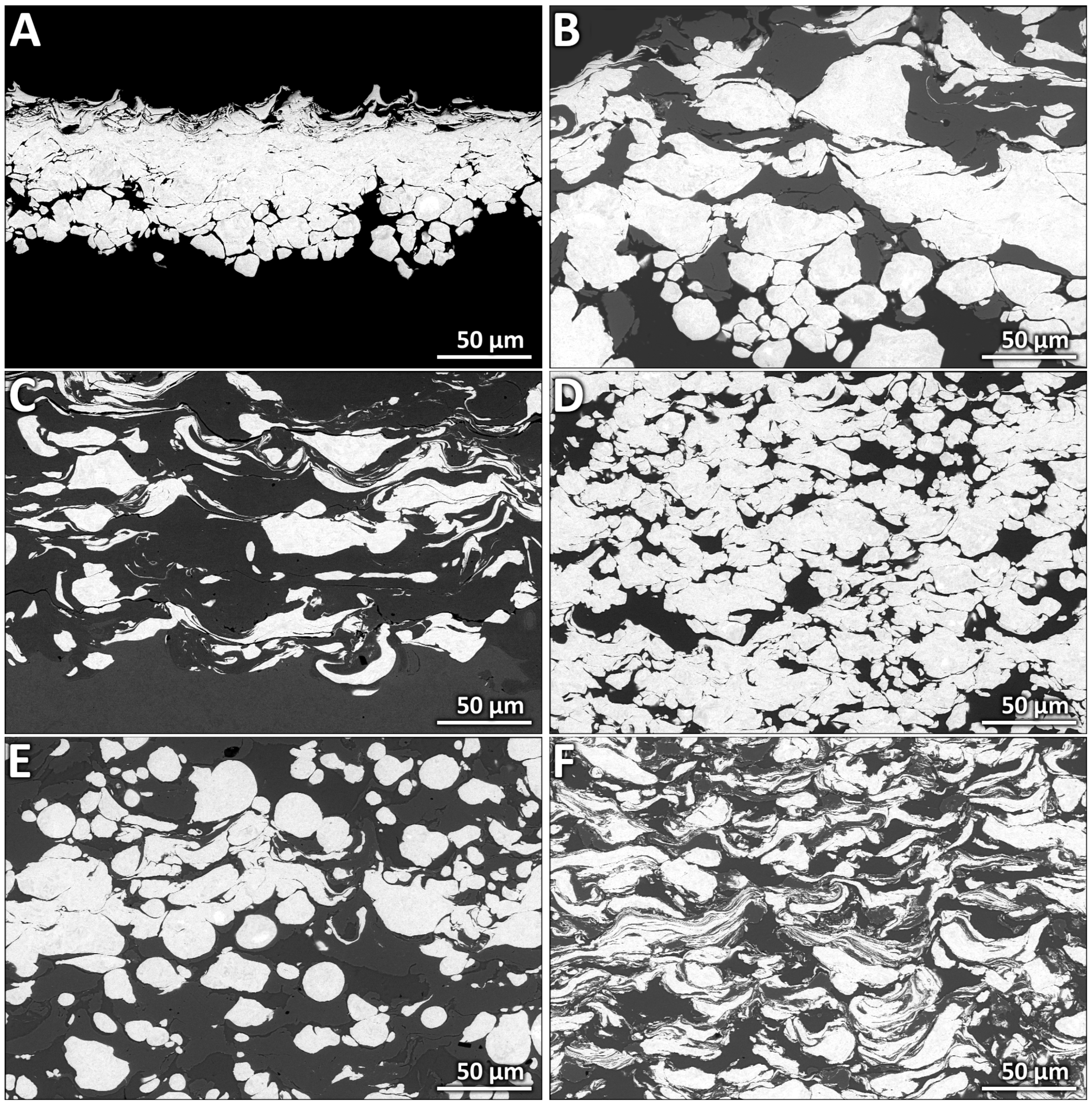
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Matejicek, J. Materials for fusion Applications. Acta Polytech. 2013, 53, 197–212. [Google Scholar]
- Pintsuk, G. Tungsten as a Plasma-Facing Material. In Comprehensive Nuclear Materials; Elsevier: Amsterdam, The Netherlands, 2012; Chapter 4.17; pp. 551–581. [Google Scholar]
- Cizek, J.; Klecka, J. Harnessing fusion power: W and W-Cr armor coatings for plasma-facing components in tokamaks. Adv. Mater. Process. 2019, 177, 46–49. [Google Scholar]
- Kikuchi, M.; Lackner, K.; Tran, M.Q. (Eds.) Fusion Physics; International Atomic Energy Agency: Vienna, Austria, 2012. [Google Scholar]
- Litnovsky, A.; Wegener, T.; Klein, F.; Linsmeier, C.; Rasinski, M.; Kreter, A.; Unterberg, B.; Coenen, J.; Du, H.; Mayer, J.; et al. Smart tungsten alloys as a material for the first wall of a future fusion power plant. Nucl. Fusion 2017, 57, 066020. [Google Scholar] [CrossRef]
- Lopez-Ruiz, P.; Ordas, N.; Iturriza, I.; Walter, M.; Gaganidze, E.; Lindig, S.; Koch, F.; Garcia-Rosales, C. Powder metallurgical processing of self-passivating tungsten alloys for fusion first wall application. J. Nucl. Mater. 2013, 442, S219–S224. [Google Scholar] [CrossRef]
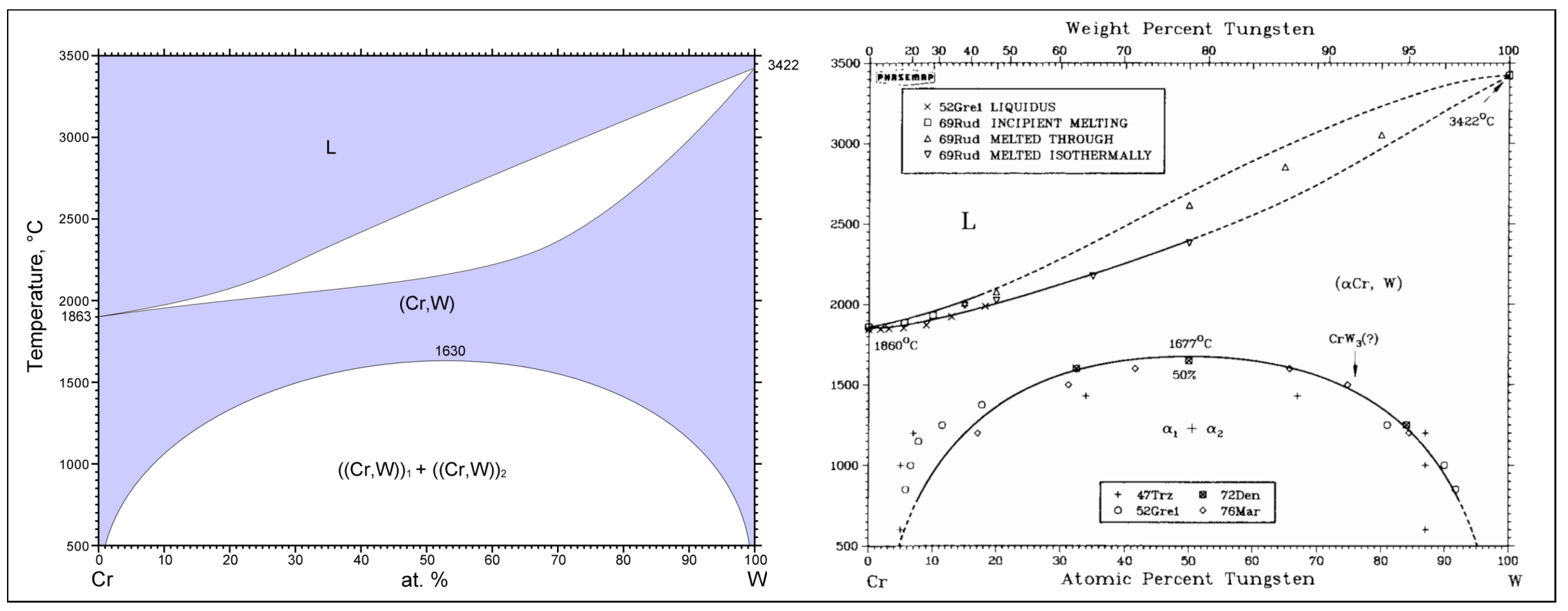
- Naidu, S.; Sriramamurthy, A.; Rao, P. The Cr-W (chromium-tungsten) system. Bull. Alloy Phase Diagrams 1984, 5, 289–292. [Google Scholar] [CrossRef]
- Cizek, J.; Man, O.; Roupcova, P.; Loke, K.; Dlouhy, I. Oxidation performance of cold spray Ti-Al barrier coated gamma-TiAl intermetallic substrates. Surf. Coat. Technol. 2015, 268, 85–89. [Google Scholar] [CrossRef]
- Cizek, J.; Matejkova, M.; Dlouhy, I.; Siska, F.; Kay, C.; Karthikeyan, J.; Kuroda, S.; Kovarik, O.; Siegl, J.; Loke, K.; et al. Influence of Cold Sprayed, Warm Sprayed and Plasma Sprayed Layers Deposition on Fatigue Properties of Steel Specimens. J. Therm. Spray Technol. 2015, 24, 758–768. [Google Scholar] [CrossRef]
- Kang, H.; Kang, S. Tungsten/copper composite deposits produced by a cold spray. Scr. Mater. 2003, 49, 1169–1174. [Google Scholar] [CrossRef]
- Deng, N.; Tang, J.; Xiong, T.; Li, J.; Zhou, Z. Fabrication and characterization of W-Cu composite coatings with different W contents by cold spraying. Surf. Coat. Technol. 2019, 368, 8–14. [Google Scholar] [CrossRef]
- Xia, M.; Huang, P.; Cu, R.; Ge, C. Cold sprayed W/Ni/Fe alloy coating: Microstructure and mechanical properties. Surf. Coat. Technol. 2016, 291, 376–381. [Google Scholar] [CrossRef]
- Barnett, B.; Trexler, M.; Champagne, V. Cold sprayed refractory metals for chrome reduction in gun barrel liners. Int. J. Refract. Met. Hard Mater. 2015, 53, 139–143. [Google Scholar] [CrossRef]
- Ji, G.; Wang, H.; Chen, X.; Bai, X.; Dong, Z.; Yang, F. Characterization of cold-sprayed multimodal WC-12Co coating. Surf. Coat. Technol. 2013, 235, 536–543. [Google Scholar] [CrossRef]
- Ji, G.; Chen, X.; Wang, H.; Bai, X.; Dong, Z. Deformation Behaviors of Cold-Sprayed WC-Co Particles. J. Therm. Spray. Technol. 2015, 24, 1100–1110. [Google Scholar] [CrossRef]
- da Silva, F.; Cinca, N.; Dosta, S.; Cano, I.; Couto, M.; Guilemany, J.; Benedetti, A. Corrosion behavior of WC-Co coatings deposited by cold gas spray onto AA 7075-T6. Corros. Sci. 2018, 136, 231–243. [Google Scholar] [CrossRef]
- Kim, H.; Lee, C.; Hwang, S. Fabrication of WC-Co coatings by cold spray deposition. Surf. Coat. Technol. 2005, 191, 335–340. [Google Scholar] [CrossRef]
- Kim, H.; Lee, C.; Hwang, S. Superhard nano WC-12%Co coating by cold spray deposition. Mater. Sci. Eng. A 2005, 391, 243–248. [Google Scholar] [CrossRef]
- Gao, P.; Li, C.; Yang, G.; Li, Y.; Li, C. Influence of substrate hardness on deposition behavior of single porous WC-12Co particle in cold spraying. Surf. Coat. Technol. 2008, 203, 384–390. [Google Scholar] [CrossRef]
- Gao, P.; Li, Y.; Li, C.; Yang, G.; Li, C. Influence of Powder Porous Structure on the Deposition Behavior of Cold-Sprayed WC-12Co Coatings. J. Therm. Spray Technol. 2008, 17, 742–749. [Google Scholar] [CrossRef]
- Gao, P.; Li, C.; Yang, G.; Li, Y.; Li, C. Influence of substrate hardness transition on built-up of nanostructured WC-12Co by cold spraying. Appl. Surf. Sci. 2010, 256, 2263–2268. [Google Scholar] [CrossRef]
- Wang, H.; Chen, X.; Bai, X.; Ji, G.; Dong, Z.; Yi, D. Microstructure and properties of cold sprayed multimodal WC-17Co deposits. Int. J. Refract. Met. Hard Mater. 2014, 45, 196–203. [Google Scholar] [CrossRef]
- Lima, R.; Karthikeyan, J.; Kay, C.; Lindemann, J.; Berndt, C. Microstructural characteristics of cold-sprayed nanostructured WC-Co coatings. Thin Solid Films 2002, 416, 129–135. [Google Scholar] [CrossRef]
- Couto, M.; Dosta, S.; Torrell, M.; Fernandez, J.; Guilemany, J. Cold spray deposition of WC-17 and 12Co cermets onto aluminum. Surf. Coat. Technol. 2013, 235, 54–61. [Google Scholar] [CrossRef]
- Couto, M.; Dosta, S.; Fernandez, J.; Guilemany, J.M. Comparison of the Mechanical and Electrochemical Properties of WC-25Co Coatings Obtained by High Velocity Oxy-Fuel and Cold Gas Spraying. J. Therm. Spray Technol. 2014, 23, 1251–1258. [Google Scholar] [CrossRef]
- Couto, M.; Dosta, S.; Guilemany, J. Comparison of the mechanical and electrochemical properties of WC-17 and 12Co coatings onto Al7075-T6 obtained by high velocity oxy-fuel and cold gas spraying. Surf. Coat. Technol. 2015, 268, 180–189. [Google Scholar] [CrossRef]
- Dosta, S.; Couto, M.; Guilemany, J. Cold spray deposition of a WC-25Co cermet onto Al7075-T6 and carbon steel substrates. Acta Mater. 2013, 61, 643–652. [Google Scholar] [CrossRef]
- Dosta, S.; Bolelli, G.; Candeli, A.; Lusvarghi, L.; Cano, I.; Guilemany, J. Plastic deformation phenomena during cold spray impact of WC-Co particles onto metal substrates. Acta Mater. 2017, 124, 173–181. [Google Scholar] [CrossRef]
- Ang, S.; Berndt, C.; Cheang, P. Deposition effects of WC particle size on cold sprayed WC-Co coatings. Surf. Coat. Technol. 2011, 205, 3260–3267. [Google Scholar] [CrossRef]
- Li, C.; Yang, G.; Gao, P.; Ma, J.; Wang, Y.; Li, C. Characterization of Nanostructured WC-Co Deposited by Cold Spraying. J. Therm. Spray Technol. 2007, 16, 1011–1020. [Google Scholar] [CrossRef]
- Yandouzi, M.; Sansoucy, E.; Ajdelsztajn, L.; Jodoin, B. WC-based cermet coatings produced by cold gas dynamic and pulsed gas dynamic spraying processes. Surf. Coat. Technol. 2007, 202, 382–390. [Google Scholar] [CrossRef]
- Lioma, D.; Sacks, N.; Botef, I. Cold gas dynamic spraying of WC-Ni cemented carbide coatings. Int. J. Refract. Met. Hard Mater. 2015, 49, 365–373. [Google Scholar] [CrossRef]
- Alidokht, S.; Manimunda, P.; Vo, P.; Yue, S.; Chromik, R. Cold spray deposition of a Ni-WC composite coating and its dry sliding wear behavior. Surf. Coat. Technol. 2016, 308, 424–434. [Google Scholar] [CrossRef]
- Alidokht, S.; Vo, P.; Yue, S.; Chromik, R. Erosive wear behavior of Cold-Sprayed Ni-WC composite coating. Wear 2017, 376–377, 566–577. [Google Scholar] [CrossRef]
- Alidokht, S.; Yue, S.; Chromik, R. Effect of WC morphology on dry sliding wear behavior of cold-sprayed Ni-WC composite coatings. Surf. Coat. Technol. 2019, 357, 849–863. [Google Scholar] [CrossRef]
- Torgerson, T.; Harris, M.; Alidokht, S.; Scharf, T.; Aouadi, S.; Chromik, R.; Zabinski, J.; Voevodin, A. Room and elevated temperature sliding wear behavior of cold sprayed Ni-WC composite coatings. Surf. Coat. Technol. 2018, 350, 136–145. [Google Scholar] [CrossRef]
- Nunthavarawong, P.; Sacks, N.; Botef, I. Effect of powder feed rate on the mechanical properties of WC-5 wt%Ni coatings deposited using low pressure cold spray. Int. J. Refract. Met. Hard Mater. 2016, 61, 230–237. [Google Scholar] [CrossRef]
- Sacks, N. Low pressure cold gas dynamic spraying of tungsten carbide-nickel coatings. Met. Powder Rep. 2016, 71, 356–358. [Google Scholar] [CrossRef]
- Melendez, N.; Narulkar, V.; Fisher, G.; McDonald, A. Effect of reinforcing particles on the wear rate of low-pressure cold-sprayed WC-based MMC coatings. Wear 2013, 306, 185–195. [Google Scholar] [CrossRef]
- Melendez, N.; McDonald, A. Development of WC-based metal matrix composite coatings using low-pressure cold gas dynamic spraying. Surf. Coat. Technol. 2013, 214, 101–109. [Google Scholar] [CrossRef]
- Lee, Y.; Ashrafizadeh, H.; Fisher, G.; McDonald, A. Effect of type of reinforcing particles on the deposition efficiency and wear resistance of low-pressure cold-sprayed metal matrix composite coatings. Surf. Coat. Technol. 2017, 324, 190–200. [Google Scholar] [CrossRef]
- Yin, S.; Ekoi, E.; Lupton, T.; Dowling, D.; Lupoi, R. Cold spraying of WC-Co-Ni coatings using porous WC-17Co powders: Formation mechanism, microstructure characterization and tribological performance. Mater. Des. 2017, 126, 305–313. [Google Scholar] [CrossRef]
- Peat, T.; Galloway, A.; Toumpis, A.; Steel, R.; Zhu, W.; Iqbal, N. Enhanced erosion performance of cold spray co-deposited AISI316 MMCs modified by friction stir processing. Mater. Des. 2017, 120, 22–35. [Google Scholar] [CrossRef]
- Peat, T.; Galloway, A.; Toumpis, A.; McNutt, P.; Iqbal, N. The erosion performance of cold spray deposited metal matrix composite coatings with subsequent friction stir processing. Appl. Surf. Sci. 2017, 396, 1635–1648. [Google Scholar] [CrossRef]
- Peat, T.; Galloway, A.; Toumpis, A.; McNutt, P.; Iqbal, N. The erosion performance of particle reinforced metal matrix composite coatings produced by co-deposition cold gas dynamic spraying. Appl. Surf. Sci. 2017, 396, 1623–1634. [Google Scholar] [CrossRef]
- Zhang, Y.; Epshteyn, Y.; Chromik, R. Dry sliding wear behaviour of cold-sprayed Cu-MoS2 and Cu-MoS2-WC composite coatings: The influence of WC. Tribol. Int. 2018, 123, 296–306. [Google Scholar] [CrossRef]
- Zhang, Y.; Descartes, S.; Chromik, R. Influence of WC on third body behaviour during fretting of cold-sprayed Cu-MoS2-WC composites. Tribol. Int. 2019, 134, 15–25. [Google Scholar] [CrossRef]
- Koller, M.; Seiner, H.; Landa, M.; Nieto, A.; Agarwal, A. Anisotropic elastic and acoustic properties of bulk graphene nanoplatelets consolidated by spark plasma Sintering. Acta Phys. Pol. A 2015, 128, 670–674. [Google Scholar] [CrossRef]
- Sedlak, P.; Seiner, H.; Landa, M.; Novak, V.; Sittner, P.; Manosa, L. Elastic constants of bcc austenite and 2H orthorhombic martensite in CuAlNi shape memory alloy. Acta Mater. 2005, 53, 3643–3661. [Google Scholar] [CrossRef]
- Hartsuijker, C.; Welleman, J. Engineering Mechanics: Stresses, Strains, Displacements; Springer: Berlin, Germany, 2007; Volume 2. [Google Scholar] [CrossRef]
- Rietveld, H. Line profiles of neutron powder-diffraction peaks for structure refinement. Acta Cryst. 1967, 22, 151–152. [Google Scholar] [CrossRef]
- Koivuluoto, H.; Vuoristo, P. Effect of powder type and composition on structure and mechanical properties of Cu+Al2O3 coatings prepared by using low-pressure cold spray process. J. Therm. Spray Technol. 2010, 19, 1081–1092. [Google Scholar] [CrossRef]
- Koivuluoto, H.; Bolelli, G.; Milanti, A.; Lusvarghi, L.; Vuoristo, P. Microstructural analysis of high-pressure cold-sprayed Ni, NiCu and NiCu+Al2O3 coatings. Surf. Coat. Technol. 2015, 268, 224–229. [Google Scholar] [CrossRef]
- Lee, H.; Jung, S.; Lee, S.; You, Y.; Ko, K. Correlation between Al2O3 particles and interface of Al-Al2O3 coatings by cold spray. Appl. Surf. Sci. 2005, 252, 1891–1898. [Google Scholar] [CrossRef]
- Xie, Y.; Yin, S.; Cizek, J.; Cupera, J.; Guo, E.; Lupoi, R. Formation mechanism and microstructure characterization of nickel-aluminum intertwining interface in cold spray. Surf. Coat. Technol. 2018, 337, 447–452. [Google Scholar] [CrossRef]
- Walters, J.; Romero, J.; Mueller, A.; Stiteler, R.; Shah, H.; Oelrich, R. Thin cold sprayed coatings for nuclear fuel with enhanced accident tolerance. In Proceedings of the International Thermal Spray Conference, Yokohama, Japan, 26–29 May 2019; pp. 420–426. [Google Scholar]
- Calvo, A.; Garcia-Rosales, C.; Koch, F.; Ordas, N.; Iturriza, I.; Greuner, H.; Pintsuk, G.; Sarbu, C. Manufacturing and testing of self-passivating tungsten alloys of different composition. Nucl. Mater. Energy 2016, 9, 422–429. [Google Scholar] [CrossRef]
- Lessmann, M.; Sudic, I.; Fazinic, S.; Tadic, T.; Calvo, A.; Hardie, C.; Porton, M.; Garcia-Rosales, C.; Mummery, P. The effects of ion irradiation on the micromechanical fracture strength and hardness of a self-passivating tungsten alloy. J. Nucl. Mater. 2017, 486, 34–43. [Google Scholar] [CrossRef]
- Vilemova, M.; Illkova, K.; Lukac, F.; Matejicek, J.; Klecka, J.; Leitner, J. Microstructure and phase stability of W-Cr alloy prepared by spark plasma sintering. Fusion Eng. Des. 2018, 127, 173–178. [Google Scholar] [CrossRef]
- Yin, S.; Cizek, J.; Yan, X.; Lupoi, R. Annealing strategies for enhancing mechanical properties of additively manufactured 316L stainless steel deposited by cold spray. Surf. Coat. Technol. 2019, 370, 353–361. [Google Scholar] [CrossRef]
- Lee, H.; Ando, S.; Coenen, J.; Mao, Y.; Riesch, J.; Gietl, H.; Kasada, R.; Hamaji, Y.; Ibano, K.; Ueda, Y. Longitudinal and shear wave velocities in pure tungsten and tungsten fiber-reinforced tungsten composites. Phys. Scr. 2017, T170, 014024. [Google Scholar] [CrossRef]
- Mason, W. Acoustic properties of solids. In American Institute of Physics Handbook; McGraw-Hill: New York, NY, USA, 1972; Chapter 3f; pp. 98–117. [Google Scholar]
- Seiner, H.; Cizek, J.; Sedlak, P.; Huang, R.; Cupera, J.; Dlouhy, I.; Landa, M. Elastic moduli and elastic anisotropy of cold sprayed metallic coatings. Surf. Coat. Technol. 2016, 291, 342–347. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
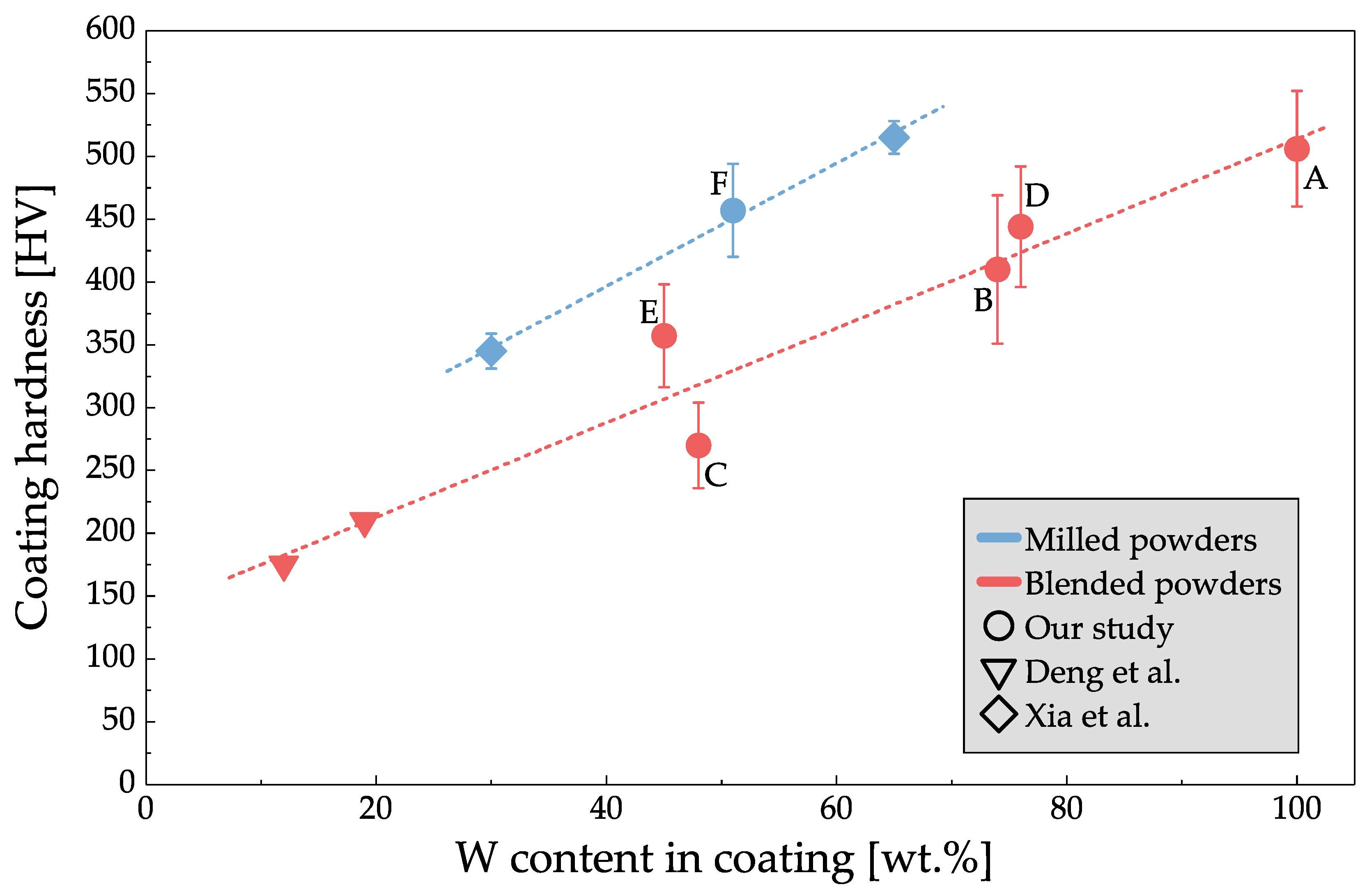
| Coating Annotation | Content (wt.%) | Substrate | Feedstock Preparation | ||
|---|---|---|---|---|---|
| W | Cr | Ti | |||
| A | 100 | Al 6060 | |||
| B | 90 | 10 | Al 6060 | mechanically blended | |
| C | 90 | 10 | Steel 1.1191 | mechanically blended | |
| D | 95 | 5 | AISI 304 | mechanically blended | |
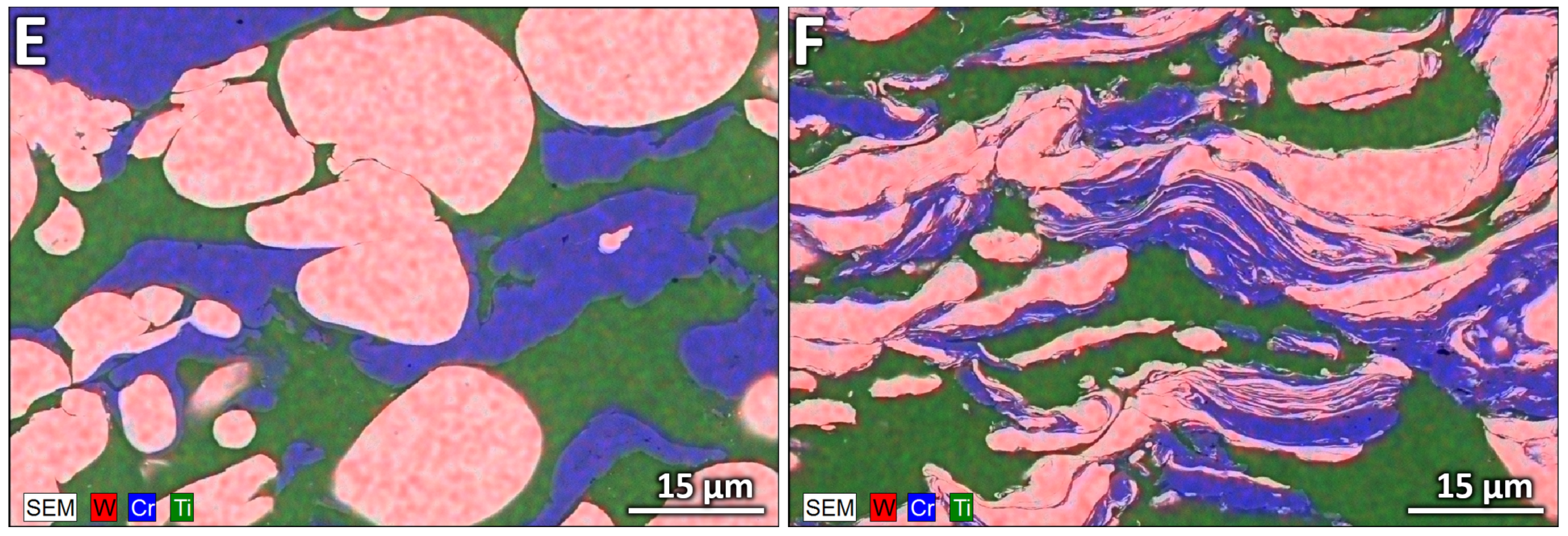
| E | 85 | 10 | 5 | AISI 304 | mechanically blended |
| F | 83 | 12 | 5 | AISI 304 | W+Cr milled, Ti blended |
| Property | Unit | StDev | Coating | ||
|---|---|---|---|---|---|
| D | E | F | |||
| Density | g·cm | 0.30 | 15.44 | 11.99 | 11.94 |
| Longitudinal waves velocity | m·s | 80 | 4284 | 4377 | 4361 |
| Transversal waves velocity | m·s | 80 | 2195 | 2297 | 2192 |
| Young’s modulus | GPa | 10 | 197 | 166 | 153 |
| Relative modulus | % | – | 50 | 55 | 53 |
| Poisson number | – | 0.020 | 0.322 | 0.310 | 0.331 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cizek, J.; Vilemova, M.; Lukac, F.; Koller, M.; Kondas, J.; Singh, R. Cold Sprayed Tungsten Armor for Tokamak First Wall. Coatings 2019, 9, 836. https://doi.org/10.3390/coatings9120836
Cizek J, Vilemova M, Lukac F, Koller M, Kondas J, Singh R. Cold Sprayed Tungsten Armor for Tokamak First Wall. Coatings. 2019; 9(12):836. https://doi.org/10.3390/coatings9120836
Chicago/Turabian StyleCizek, Jan, Monika Vilemova, Frantisek Lukac, Martin Koller, Jan Kondas, and Reeti Singh. 2019. "Cold Sprayed Tungsten Armor for Tokamak First Wall" Coatings 9, no. 12: 836. https://doi.org/10.3390/coatings9120836
APA StyleCizek, J., Vilemova, M., Lukac, F., Koller, M., Kondas, J., & Singh, R. (2019). Cold Sprayed Tungsten Armor for Tokamak First Wall. Coatings, 9(12), 836. https://doi.org/10.3390/coatings9120836