Non-Stick Coatings in Aluminium Molds for the Production of Polyurethane Foam

 ,
,  ,
, 
Abstract
1. Introduction
2. Materials and Methods
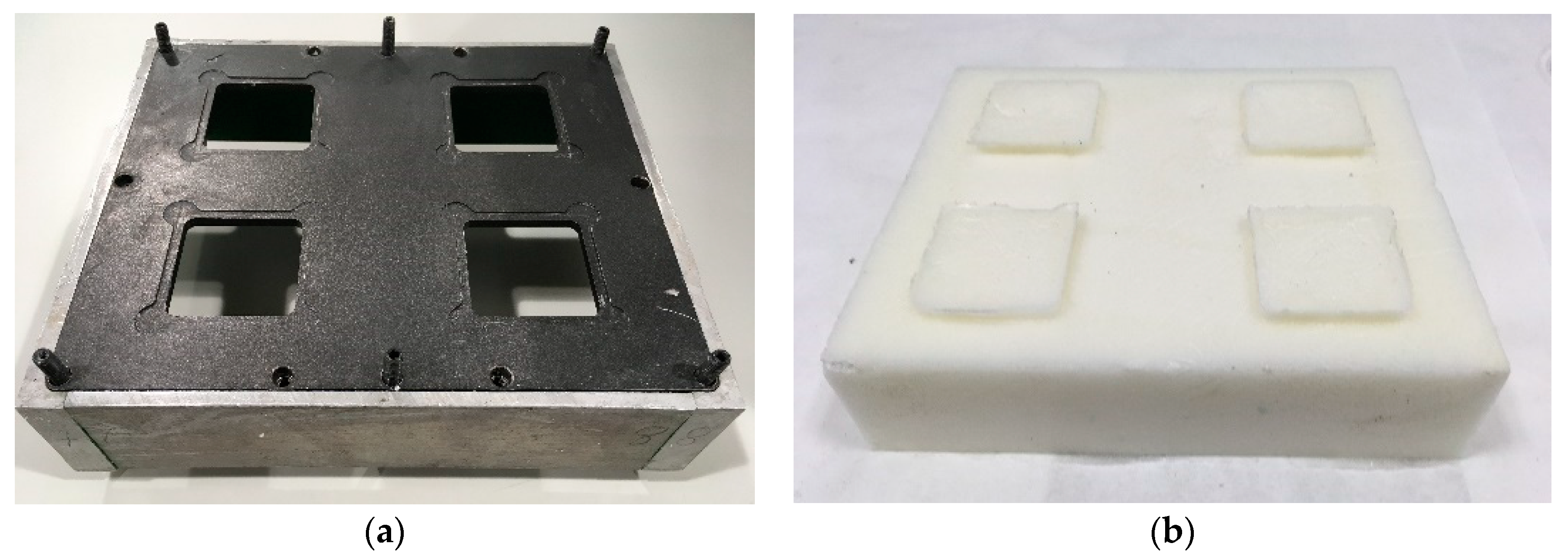
2.1. The Foam Mold
2.2. The Coatings
- TFI 851 E is a coating made with PTFE, whose recommended use is for multi-layered antiadherents applied to demolding in engineering, the food industry, and the metal-mechanical industry in general.
- TF-76521 is a fluoropolymer based on PFA, among whose common uses are: trays and molds for bakery and related industries, and in solutions for engineering in general.
- TFI-3531 is a fluoropolymer based on FEP, and among its uses are: molds for thermoforming, molds for thermofusion, hoppers for doughs in the food industry, etc.
- TFC-51 N is a non-stick coating of the sol-gel type; it is used in kitchen utensils and renowned for its resistance to wear and toughness.
- Finally, TS-RTV1 is a silicon rubber elastomeric coating that polymerizes in the air and is typically used in the bakery industry. Tests were carried out with the elastomers without doping and doped with nanoparticles, such as those proposed in the literature [27].
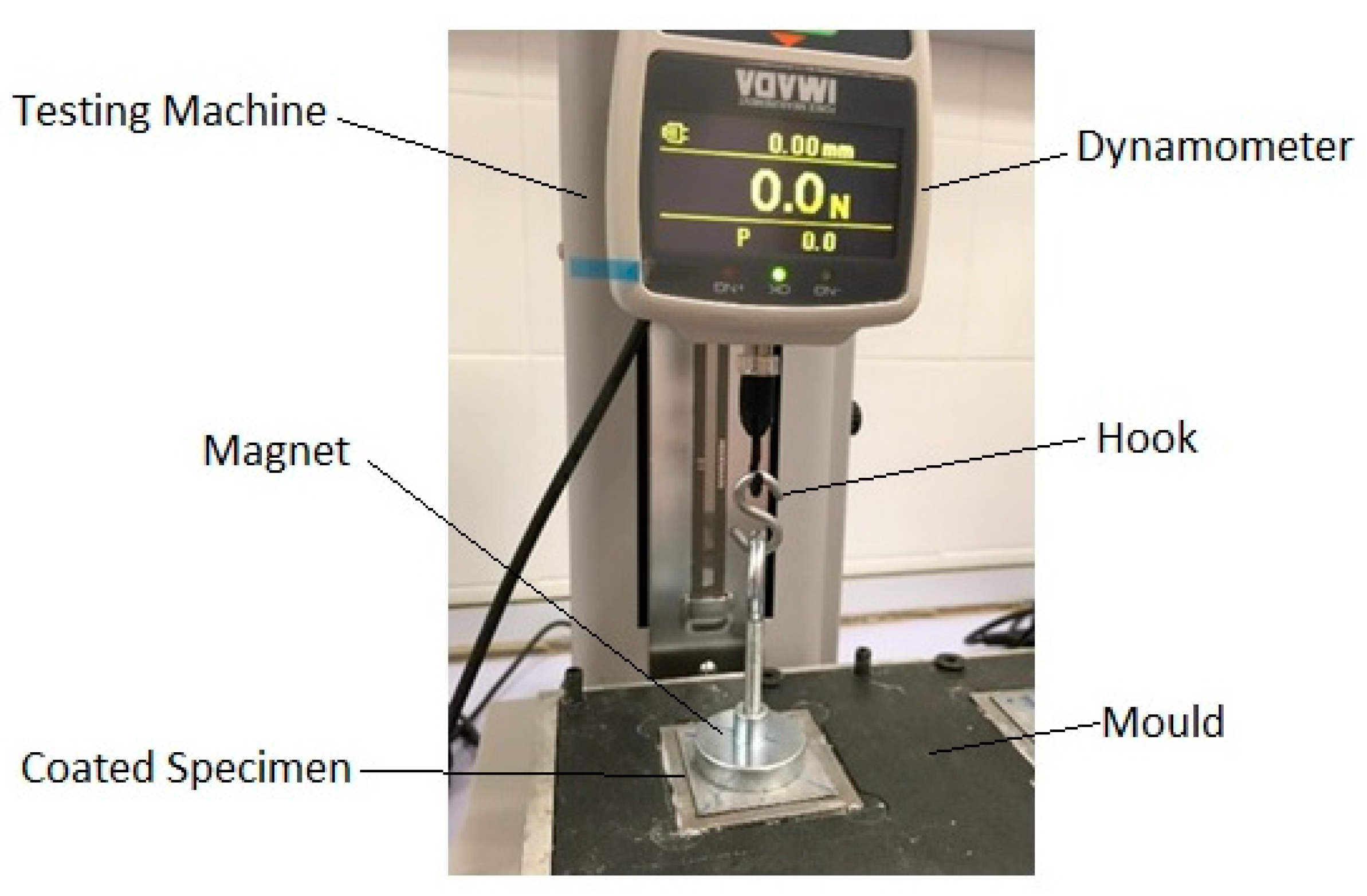
2.3. Laboratory Tests
2.4. Laboratory Tests with MDI
2.5. Tests in the Industry
3. Results
3.1. The Coatings
3.2. Laboratory Tests without MDI
3.3. Laboratory Tests with MDI
3.4. Tests in the Industry
4. Discussion
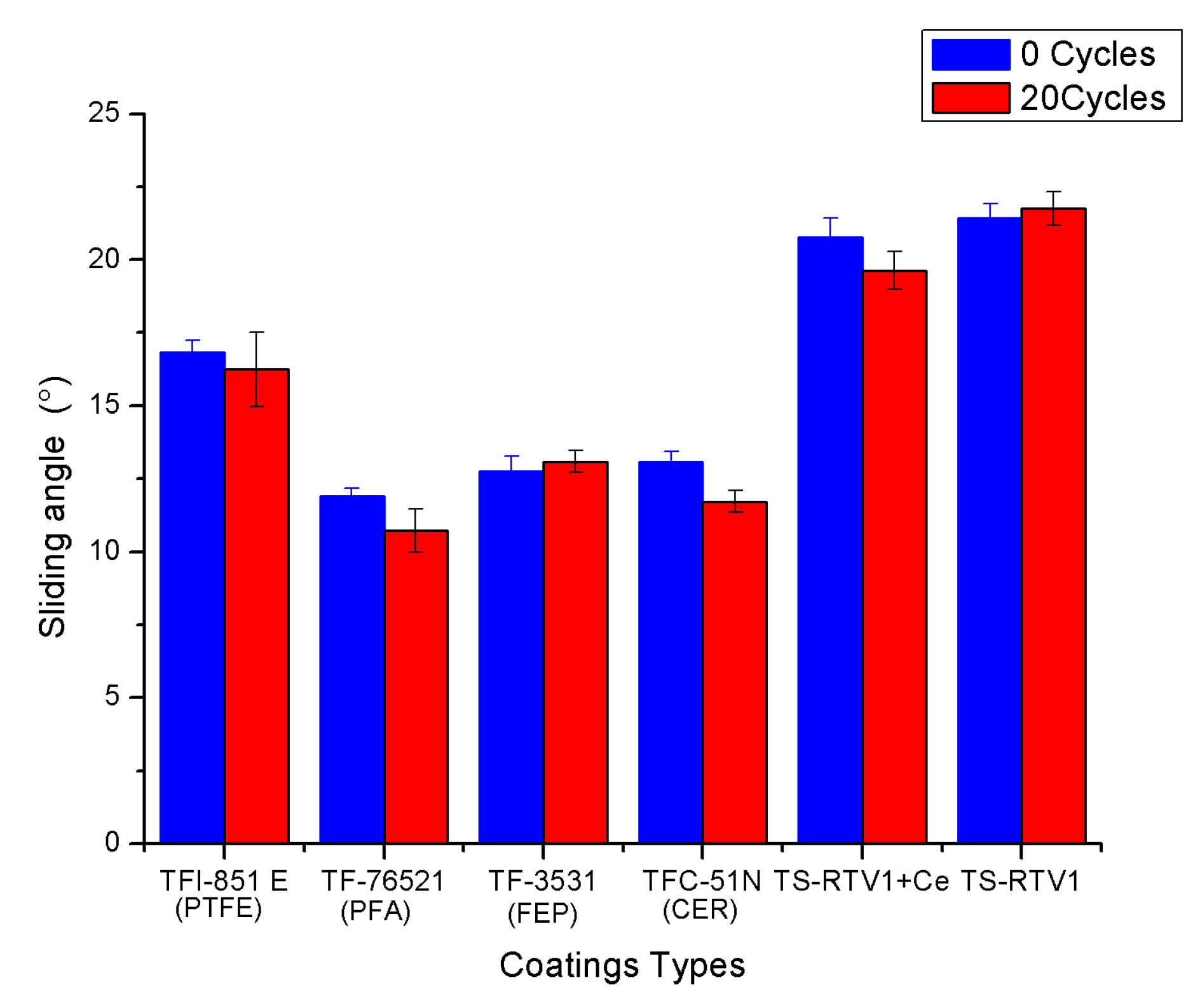
- The highest values were obtained with elastomer coatings of silicon rubber TS-RTV1 (20°–22°). These values are compatible with those found in the literature [34].
- There seems to be no difference between the values of the non-stick application of silicon rubber with or without cerium. Previous studies reported lower values for RTV1 + Ce and better behavior in the case of contact with water or ice [24]. These phenomena were not identified for PUR foam.
- The lowest values of the sliding angle were obtained with TF-5621 coatings of PFA base (11°–13°), TF-3531 with FEP base (12°–13°), and the sol-gel, ceramic, TFC-51 N (13°–14°).
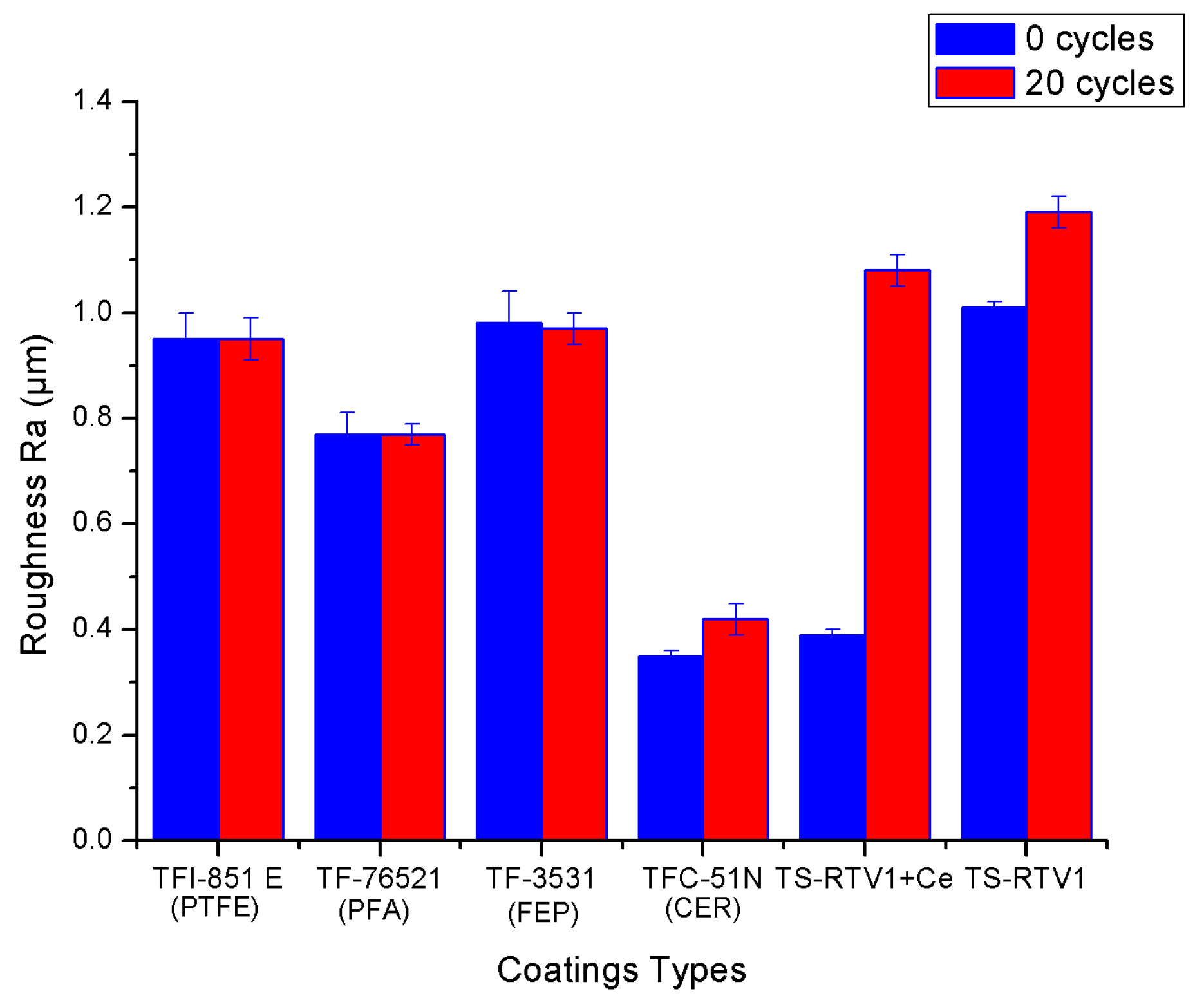
- The lowest values were obtained with the TFC-51 N ceramic coating (0.3–0.5 µm). This is not related to low values for release force of PUR foam. Similar conclusions were reached in the case of foodstuff demolding (pancake) on metallic surfaces for sol-gel coatings [33].
- The RTV1 coatings without cerium, those doped with cerium, and those of PTFE/TFI-851 E base obtained Ra values oscillating between 0.9 and 1.2 µm, the highest.
- The coatings with resins rich in PFA and FEP gave intermediate values between 0.7 and 1.0 µm, the FEP type roughness values being slightly higher than the PFA ones. In the case of fluoropolymer coatings, the roughness appears to show the opposite effect to the sol-gel (ceramic) coatings. The lowest values for roughness, among others, coincided with lower values for release of PUR foam. This was studied in [35].
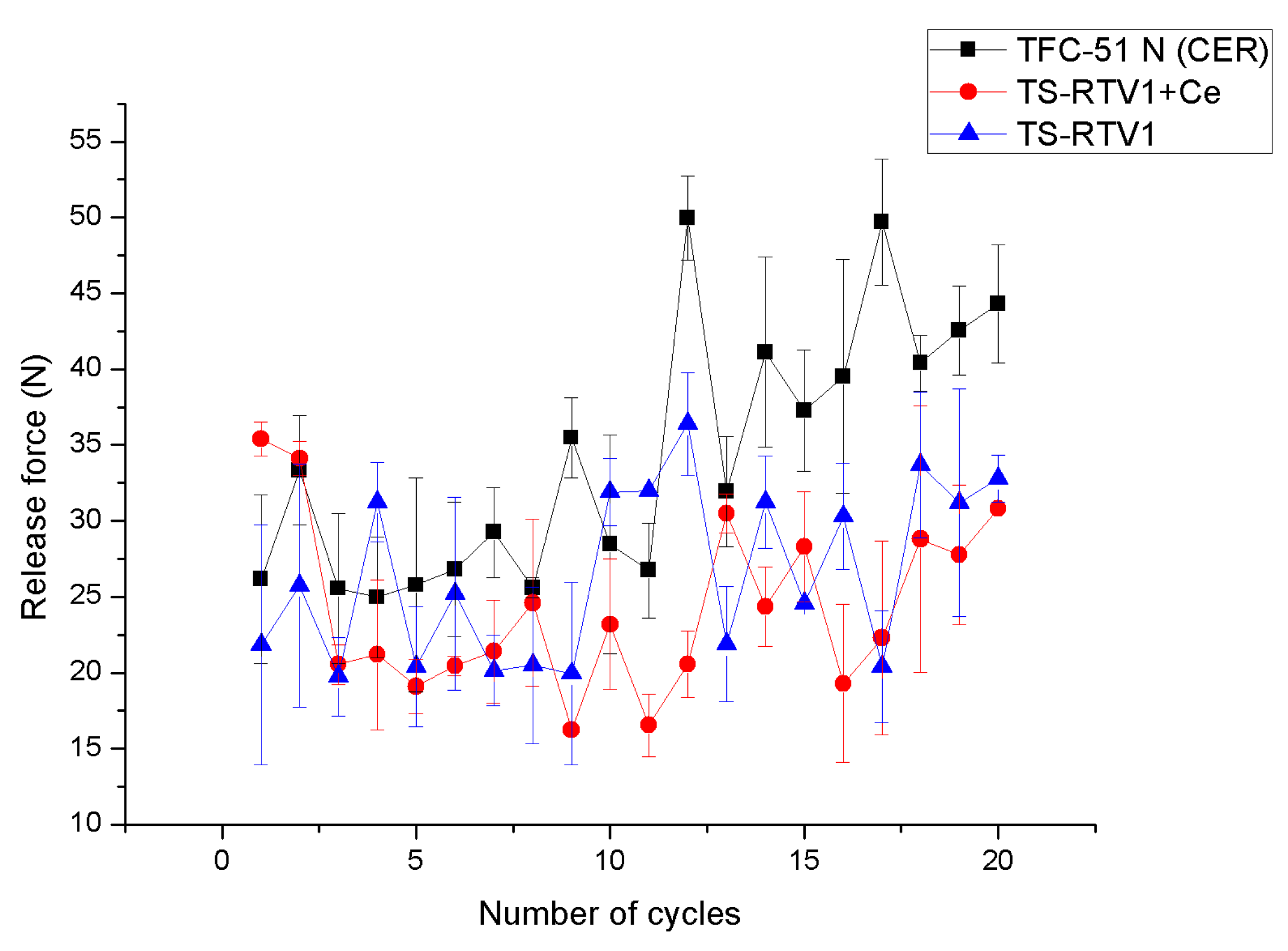
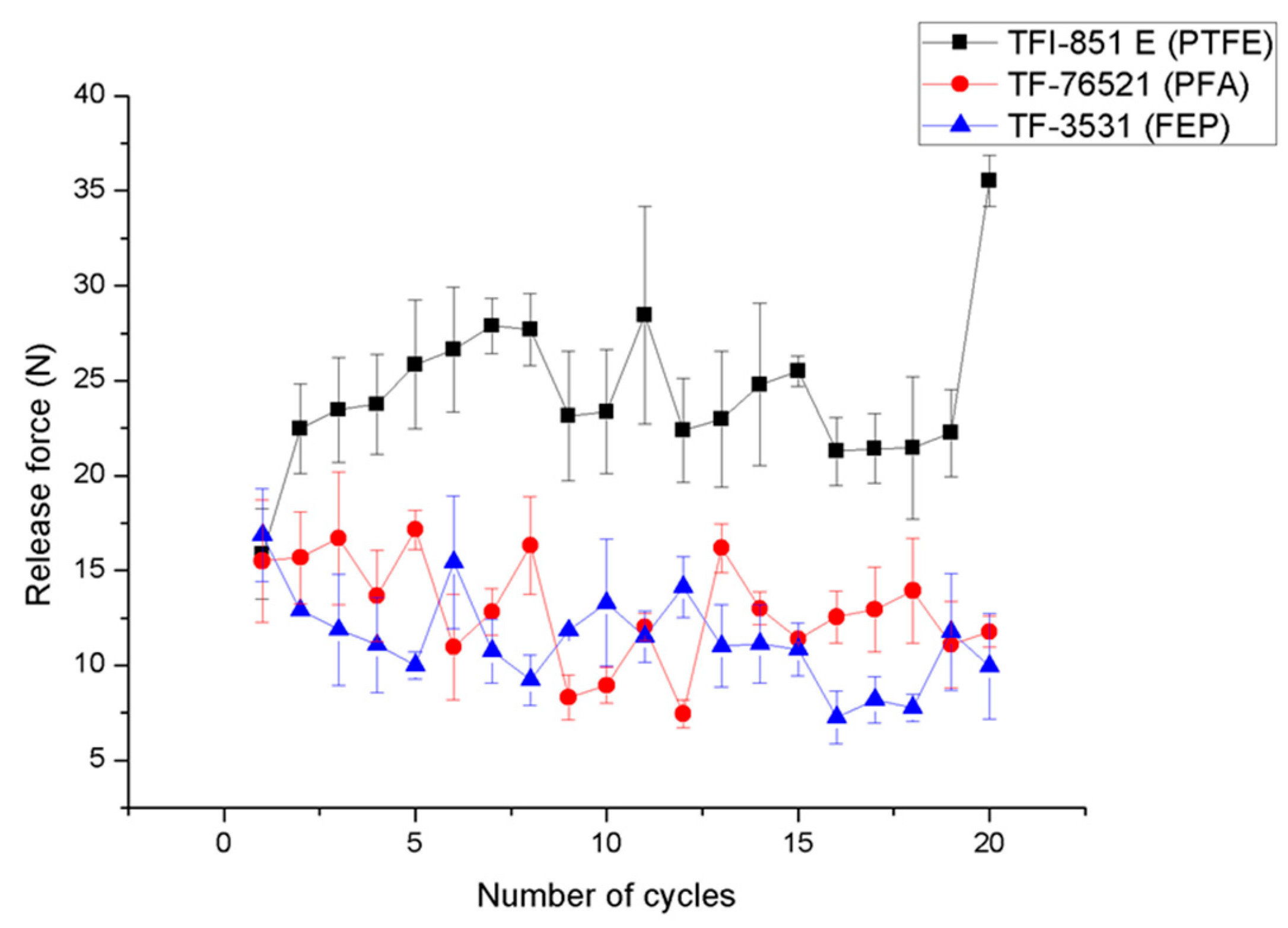
- The silicon rubber, the ceramic type, and PTFE re-coverings seem to show a more unstable behavior and obtained release force values varying between 20 and 50 N.
- The results indicate that the critical sliding angle may be a good indicator for the selection of coating, since the lowest sliding angle coincides with the coating with less release force, as was also observed in [20].
- The coatings with better behavior presented similar thicknesses and surface hardness: PFA produced 55 ± 10 μm and an H–F hardness; FEP had 50 ± 5 μm and an F hardness.
- There is no relationship between the thickness or hardness of the coating and the demolding behavior of the PUR foam. The harder coatings (TFC-51 N) or thicker coatings (TS-RTV1 or TS-RTV1 + Ce) that were tested had poor performances in the release force tests.
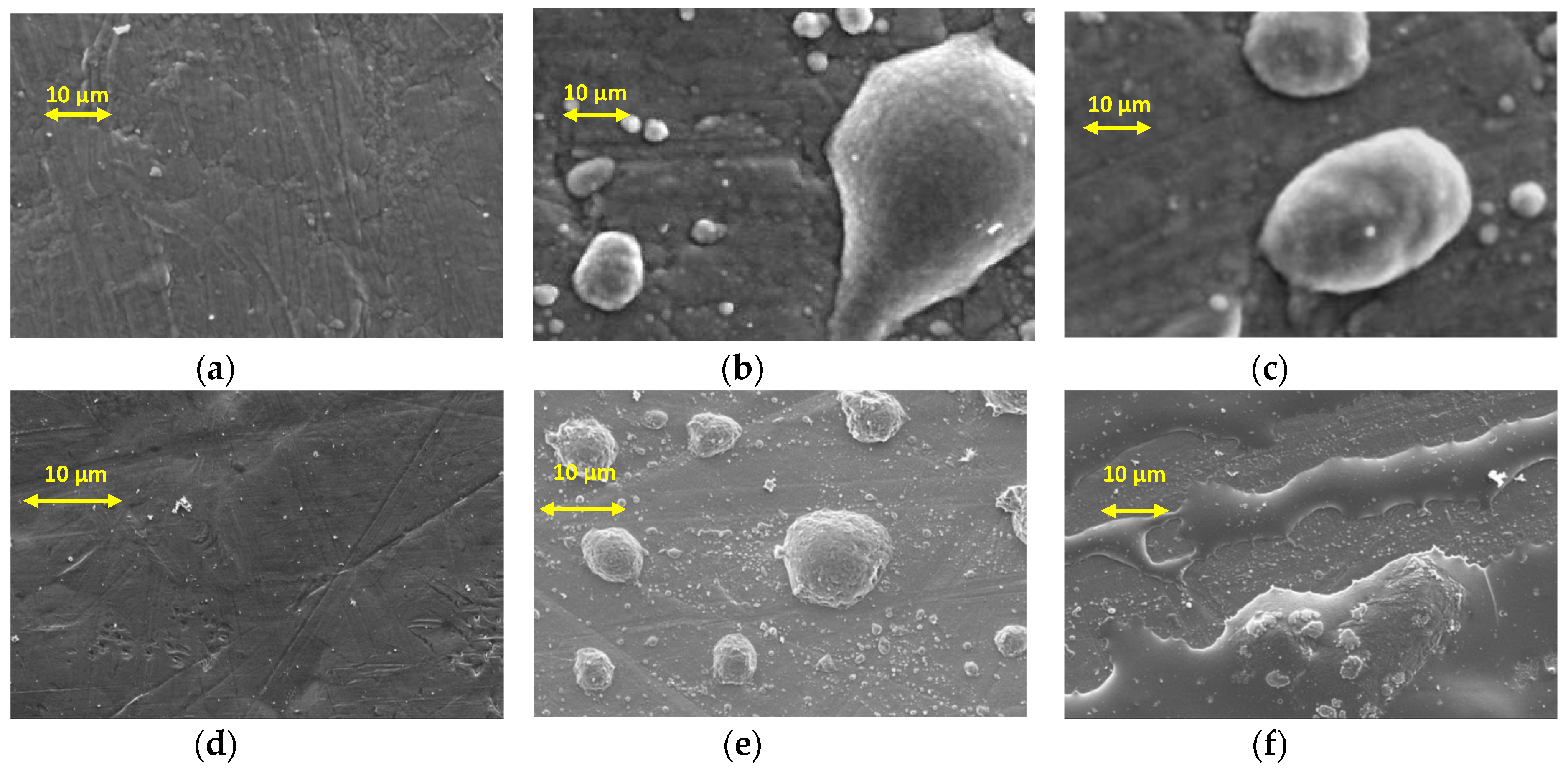
- Initially, a compact fibrillar structure was observed in the control specimens (a) and (d), even without contact with MDI. After exposure and after 24 and 120 h, the surface acquired a grainy texture. It can be seen that the grains of the FEP coatings are bigger than those of PFA. Taking into account that the grains are produced with the MDI attack, (Figure 8), we can infer that the attack is more severe in the FEP coatings than those of PFA, just as observed by Figueiredo et al. [19].
- Furthermore, the sliding angle increased significantly after the attack, although less so in the PFA than the FEP, as seen in [20], but not the release force, which was almost unalterable. This occurred in a similar way with both coatings.
- The expectations of the laboratory test were confirmed, and the best results were obtained with the TF-76521 (PFA) coating, which seems to allow the manufacturing of some 1500 pieces without using any type of demolding and practically without incidences.
- The critical sliding angle can be a good indicator for the selection of a coating for molds for manufacturing of PUR pieces, since the lower sliding angle values are associated with lower release force values.
- The topography generated by the FEP and PFA coatings seems to have a certain similarity with the hydrophobic effects associated with the “lotus leaf” phenomenon [36], creating structures that allow trapping a certain level of air in the rough surfaces [37]. Therefore, fluorinated coatings with Ra roughness levels in the range of 0.8–1 μm have a better response than coatings with less roughness. PTFE coatings are also highly fluorinated coatings with Ra values similar to FEP and PFA but, in this case, their porous structure seems to produce foam interlocking effects that significantly increase the release force of the PUR foam.
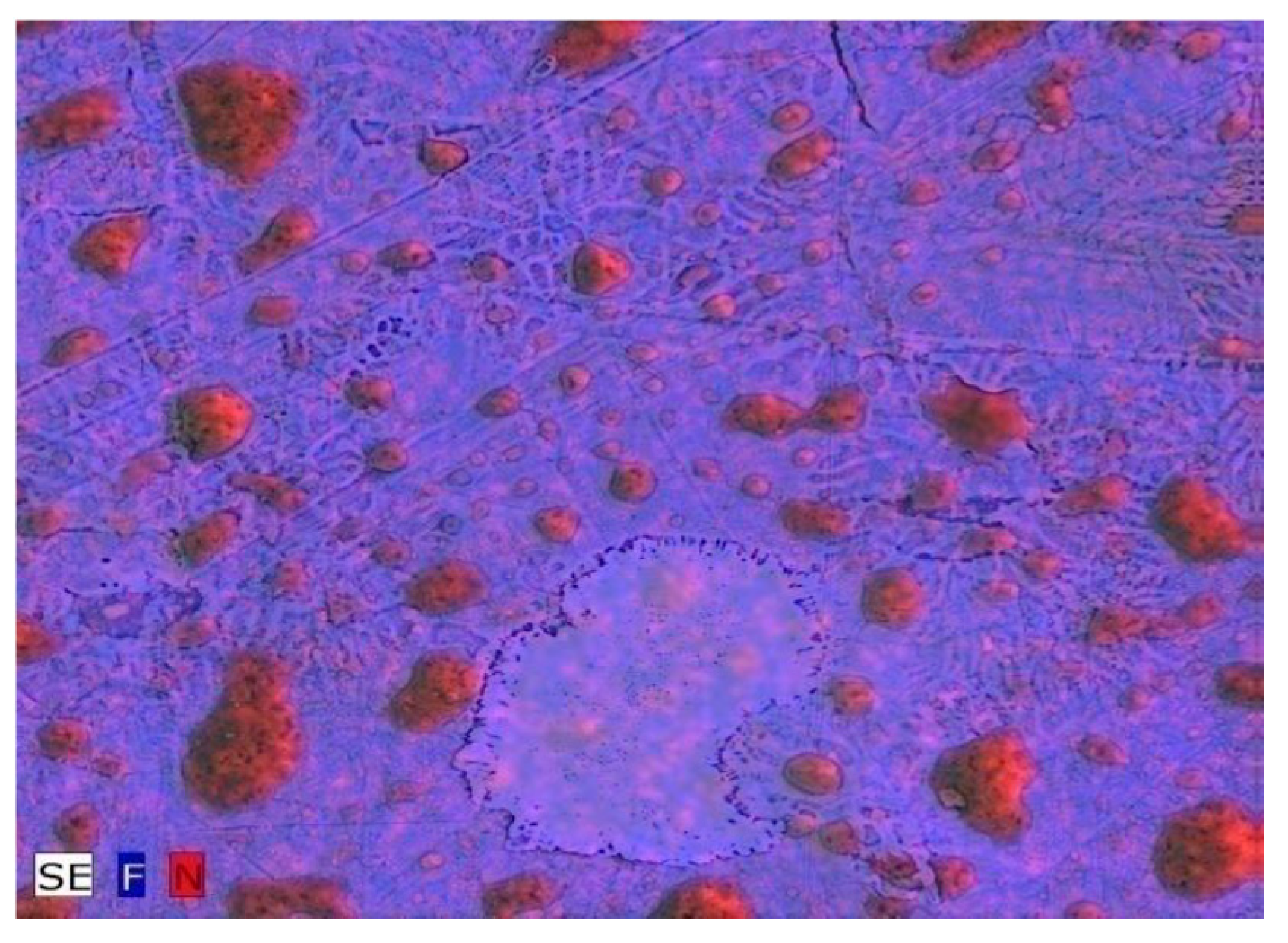
- On the other hand, the study of the contact with isocyanate shows us that the isocyanate percolates through the hollows of the surface and wears out the upper part of it. Small areas of the surface where the MDI adheres begin to appear, eventually forming films of this compound that clog the polymer. This phenomenon is more intense in FEP coatings than in PFA coatings. This effect can also be responsible for the increase in the adhesion measured, because if the surface of a chemically very hydrophobic material is covered with another less hydrophobic one, the non-stick capacity must necessarily be lost.
5. Conclusions
- The molds coated with RTV elastomer with and without cerium, and molds with PTFE coating, are not apt for PUR foam demolding. Although the values of maximum release force, roughness, and sliding angle remain relatively stable with an increasing number of cycles, the values of release force are high, around 2–2.5 times those of the FEP and PFA type. On an industrial scale, this will result in difficulty in demolding and incidences in production.
- The molds coated in ceramic of the sol-gel type are unadvisable for the manufacturing of PUR foam because, although the sliding angle values obtained are average and of low roughness, the release force is high and undergoes a notable increase when the number of cycles increases, up to 3 times the values of FEP and PFA coatings.
- The molds coated with PFA- and FEP-type fluoropolymers are the most apt for manufacturing PUR foam. They undergo no significant variation in sliding angle, roughness, and release force values. They possess the lowest values of release force and sliding angle, although their roughness values are relatively high.
- Between the two fluoropolymer coatings with the better responses, it has been determined that FEP coatings suffer from an isocyanate (MDI) condition of a greater magnitude than PFA coatings.
- In an industrial application, it was possible to manufacture around 1500 units of PUR foam in aluminium molds with a PFA-type coating, and around 500 units with FEP, without incidences. From then on, the coated molds needed demolding to some degree: in the case of PFA, 1 out of every 4 foamings; for FEP, 1 out of every 2.
- The PFA fluoropolymer coatings allowed the obtaining of a significant amount of PUR foam pieces without any type of demolding. When the coating began to wear out, it was still useful, with a significant saving in demolding.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Landrock, A.H. Handbook of Plastic Foams: Types, Properties, Manufacture, and Applications; William Andrew: New York, NY, USA, 1995. [Google Scholar]
- Meier-Westhues, U. Polyurethanes: Coatings, Adhesives and Sealants; European Coatings Tech Files; Vincentz Network: Hanover, Germany, 2007; ISBN 9783878703341. [Google Scholar]
- Khemani, K.C. Polymeric foams: An overview. In Polymeric Foams: Science and Technology; American Chemical Society: Washington, DC, USA, 1997; Volume 669, pp. 1–7. [Google Scholar]
- Casati, F.M.; Herrington, R.M.; Broos, R.; Miyazaki, Y. Tailoring the performance of molded flexible polyurethane foams for car seats. J. Cell. Plast. 1998, 34, 430–466. [Google Scholar] [CrossRef]
- Krone, C.A.; Ely, J.T.A.; Klingner, T.; Rando, R.J. Isocyanates in flexible polyurethane foams. Bull. Environ. Contam. Toxicol. 2003, 70, 328–335. [Google Scholar] [CrossRef] [PubMed]
- Wirpsza, Z.; Kemp, T.J. Polyurethanes: Chemistry, Technology, and Applications; Polymer Science and Technology Series; Ellis Horwood: Chichester, NY, USA, 1993; ISBN 9780136831860. [Google Scholar]
- Zentay, P.; Zoller, Z.; Arz, G.; Vas, L.M. Model for the calculation of demoulding force for polyurethane parts. Period. Polytech. Mech. Eng. 1999, 43, 197–212. [Google Scholar]
- Ganesh, V.A.; Raut, H.K.; Nair, A.S.; Ramakrishna, S. A review on self-cleaning coatings. J. Mater. Chem. 2011, 21, 16304–16322. [Google Scholar] [CrossRef]
- Navabpour, P.; Teer, D.G.; Hitt, D.J.; Gilbert, M. Evaluation of non-stick properties of magnetron-sputtered coatings for moulds used for the processing of polymers. Surf. Coat. Technol. 2006, 201, 3802–3809. [Google Scholar] [CrossRef]
- Heilig, G.; Gross, T.; Steinberger, H. Non-Stick Coated Molds. U.S. Patent 6,887,420 B2, 3 May 2005. [Google Scholar]
- Petrie, E.M. Abhesion—The science of non-stick surfaces. Met. Finish. 2012, 110, 28–31. [Google Scholar] [CrossRef]
- Ashida, K. Polyurethane and Related Foams: Chemistry and Technology; CRC Press: Boca Raton, FL, USA, 2006; ISBN 9780203505991. [Google Scholar]
- Solórzano, E.; Rodriguez-Perez, M.A. Polymeric foams. In Structural Materials and Processes in Transportation; Lehmhus, D., Busse, M., Herrmann, A.S., Kayvantash, K., Eds.; Wiley-VCH Verlag GmbH & Co. KGaA: Wayne Heim, Germany, 2013; pp. 375–413. ISBN 9783527327874. [Google Scholar]
- Guerrero-Vacas, G. Comparative Analysis of The Removal Processes of Fluoropolymer Anti—Adherent Coatings on Metallic Surfaces between Laser and Pyrolytic Technologies. Ph.D. Thesis, University of Malaga, Malaga, Spain, April 2013. [Google Scholar]
- Drobny, J.G. Technology of Fluoropolymers; CRC Press: Boca Raton, FL, USA, 2014; ISBN 9781420042672. [Google Scholar]
- Ebnesajjad, S.; Khaladkar, P.R. Fluoropolymer Applications in the Chemical Processing Industries: The Definitive User’s Guide and Handbook; Plastics Design Library; William Andrew: Norwich, NY, USA, 2017; ISBN 9780323461153. [Google Scholar]
- Wu, L.; Nemeth, S. Non-stick and scratch resistant sol-gel coating for aluminum. MRS Proc. 2003, 778. [Google Scholar] [CrossRef]
- Cherney, E.A. RTV Silicone—A high tech solution for a dirty insulator problem. IEEE Electr. Insul. Mag. 1995, 11, 8–14. [Google Scholar] [CrossRef]
- Figueiredo, L.; Bandeira, P.; Mendes, A.; Bastos, M.M.S.M.; Magalhães, F.D. Use of fluoropolymer permanent release coatings for molded polyurethane foam production. J. Coat. Technol. Res. 2012, 9, 757–764. [Google Scholar] [CrossRef]
- Akinci, A.; Cobanoglu, E. Coating of Al mould surfaces with polytetrafluoroethylene (PTFE), fluorinated ethylene propylene (FEP), perfluoroalkoxy (PFA) and ethylene-tetrafluoroethylene (ETFE). e-Polymers 2009, 9, 033. [Google Scholar] [CrossRef]
- Critchlow, G.W.; Litchfield, R.E.; Sutherland, I.; Grandy, D.B.; Wilson, S. A review and comparative study of release coatings for optimised abhesion in resin transfer moulding applications. Int. J. Adhes. Adhes. 2006, 26, 577–599. [Google Scholar] [CrossRef]
- Scheirs, J. Fluoropolymers: Technology, Markets and Trends; Rapra Technology Limited: Shrewsbury, UK, 2001; ISBN 9781859572733. [Google Scholar]
- Faust, W.D. Ceramic substrates for nonstick coatings. In 63rd Porcelain Enamel Institute Technical Forum; Ceramic Engineering and Science Proceedings; American Ceramic Society: Westerville, OH, USA, 2008; Volume 22, pp. 25–31. [Google Scholar]
- Arianpour, F.; Farzaneh, M.; Kulinich, S.A. Hydrophobic and ice-retarding properties of doped silicone rubber coatings. Appl. Surf. Sci. 2013, 265, 546–552. [Google Scholar] [CrossRef]
- Buskens, P.; Wouters, M.; Rentrop, C.; Vroon, Z. A brief review of environmentally benign antifouling and foul-release coatings for marine applications. J. Coat. Technol. Res. 2013, 10, 29–36. [Google Scholar] [CrossRef]
- Guerrero-Vaca, G.; Rodriguez-Alabanda, O.; Romero, P.; Rodriguez-Valverde, M.; Cabrerizo-Vilchez, M. Máquina para Realizar Ensayos en PROBETAS cuya superficie tiene un Recubrimiento Antiadherente. Patent Application Number ES P201830700; Unpublished Work, Available online: https://drive.google.com/open?id=1zcW-H2gB5n433XxvUJI7ga56WSWFnkJx (accessed on 25 August 2018).
- Arianpour, F. Water and Ice-Repellent Properties of Nanocomposite Coatings BASED on Silicone Rubber. Master’s Thesis, University of Quebec, Chicoutimi, QC, Canada, December 2010. [Google Scholar]
- UNE-EN ISO 2808:2007 Paints and Varnishes—Determination of Film Thickness; International Standard Organization: Geneva, Switzerland, 2007.
- ISO 15184:2012 Paints and Varnishes—Determination of Film Hardness by Pencil Test; International Standard Organization: Geneva, Switzerland, 2012.
- RAL Colours. Available online: https://www.ral-farben.de/en/home/ (accessed on 25 August 2018).
- Ruiz-Cabello, F.J.M.; Rodríguez-Valverde, M.A.; Cabrerizo-Vílchez, M. A new method for evaluating the most stable contact angle using tilting plate experiments. Soft Matter 2011, 7, 10457–10461. [Google Scholar] [CrossRef]
- Thomas, P. The use of fluoropolymers for non-stick cooking utensils. Surf. Coat. Int. 1998, 81, 604–609. [Google Scholar] [CrossRef]
- Ashokkumar, S.; Adler-Nissen, J. Evaluating non-stick properties of different surface materials for contact frying. J. Food Eng. 2011, 105, 537–544. [Google Scholar] [CrossRef]
- Seyedmehdi, S.A.; Zhang, H.; Zhu, J. Superhydrophobic RTV silicone rubber insulator coatings. Appl. Surf. Sci. 2012, 258, 2972–2976. [Google Scholar] [CrossRef]
- Majewski, C.E.; Hopkinson, N. Release characteristics of polymer surface when moulding polyurethane foam. Plast. Rubber Compos. 2007, 36, 438–444. [Google Scholar] [CrossRef]
- Celia, E.; Darmanin, T.; Taffin de Givenchy, E.; Amigoni, S.; Guittard, F. Recent advances in designing superhydrophobic surfaces. J. Colloid Interface Sci. 2013, 402, 1–18. [Google Scholar] [CrossRef] [PubMed]
- Kulinich, S.A.A.; Farzaneh, M. On wetting behavior of fluorocarbon coatings with various chemical and roughness characteristics. Vacuum 2005, 79, 255–264. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type of Coating | Type | Thickness (µm) | Pencil Hardness | Color | RAL |
|---|---|---|---|---|---|
| TFI-851 E | PTFE | 35 ± 5 | 2H–H | Pearl green | 140 40 30 |
| TF-76521 | PFA | 55 ± 10 | H–F | Black/green | 000 15 00/130 40 30 |
| TF-3531 | FEP | 50 ± 5 | H | Green | 150 40 40 |
| TFC-51 N | Sol-gel. Ceramic | 45 ± 7 | 4H–3H | Gray | 240 50 05 |
| TS-RTV1 | Silicon rubber | 65 ± 8 | B–2B | Orange | 040 40 50 |
| TS-RTV1 + Ce | Silicon rubber | 62 ± 10 | B–2B | Orange | 040 40 50 |
| Type of Coating and Contact Time with MDI | Ra (µm) | Sliding Angle (°) | Release Force (N) |
|---|---|---|---|
| TF-3531 (FEP) 24 h | 1.3 ± 0.3 | 21.0 ± 2.0 | 6.9 ± 2.0 |
| TF-3531 (FEP) 120 h | 1.1 ± 0.1 | 33.0 ± 3.5 | 7.3 ± 1.5 |
| TF-76521 (PFA) 24 h | 1.3 ± 0.4 | 25.0 ± 2.0 | 7.0 ± 1.0 |
| TF-76521 (PFA) 120 h | 0.9 ± 0.1 | 40.0 ± 2.0 | 7.0 ± 1.5 |
| Day | No. Pieces (No. Pieces Accumulated) | TF-3531 (FEP) | TF-76521 (PFA) |
|---|---|---|---|
| 1 | 206 | Local adherence 2 | Without incidences 1 |
| 2 | 290 (496) | Some adherence, slight cleaning 3 | Without incidences 1 |
| 3 | 250 (746) | Adherence, slight cleaning, demolding in vents 4 | Without incidences 1 |
| 4 | 208 (954) | Adherence, slight cleaning, demolding in vents 4, and 10 units discarded 5 | Without incidences 1 |
| 5 | 183 (1137) | Adherence, slight cleaning, demolding in vents 4, and 13 units discarded 5 | Local adherence 2 |
| 6 | 178 (1315) | Adherence, slight cleaning, demolding in vents 4, and 16 units discarded 5. Stopped for cleaning 6 | Local adherence 2 |
| 7 | 153 (1468) | Adherence, slight cleaning, demolding in vents 4, and 16 units discarded 5. Increase in nº of stops for cleaning 6 | Local adherence 2 |
| 8 | – | Start of use of demolding (1 out of every 2 foamings) | Start of use of demolding (1 out of every 4 foamings) |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sánchez-Urbano, F.; Paz-Gómez, G.; Rodríguez-Alabanda, Ó.; Romero, P.E.; Cabrerizo-Vílchez, M.; Rodríguez-Valverde, M.Á.; Guerrero-Vaca, G. Non-Stick Coatings in Aluminium Molds for the Production of Polyurethane Foam. Coatings 2018, 8, 301. https://doi.org/10.3390/coatings8090301
Sánchez-Urbano F, Paz-Gómez G, Rodríguez-Alabanda Ó, Romero PE, Cabrerizo-Vílchez M, Rodríguez-Valverde MÁ, Guerrero-Vaca G. Non-Stick Coatings in Aluminium Molds for the Production of Polyurethane Foam. Coatings. 2018; 8(9):301. https://doi.org/10.3390/coatings8090301
Chicago/Turabian StyleSánchez-Urbano, Francisco, Guillermo Paz-Gómez, Óscar Rodríguez-Alabanda, Pablo E. Romero, Miguel Cabrerizo-Vílchez, Miguel Ángel Rodríguez-Valverde, and Guillermo Guerrero-Vaca. 2018. "Non-Stick Coatings in Aluminium Molds for the Production of Polyurethane Foam" Coatings 8, no. 9: 301. https://doi.org/10.3390/coatings8090301
APA StyleSánchez-Urbano, F., Paz-Gómez, G., Rodríguez-Alabanda, Ó., Romero, P. E., Cabrerizo-Vílchez, M., Rodríguez-Valverde, M. Á., & Guerrero-Vaca, G. (2018). Non-Stick Coatings in Aluminium Molds for the Production of Polyurethane Foam. Coatings, 8(9), 301. https://doi.org/10.3390/coatings8090301