UHMWPE Nanocomposite Coatings Reinforced with Alumina (Al2O3) Nanoparticles for Tribological Applications

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
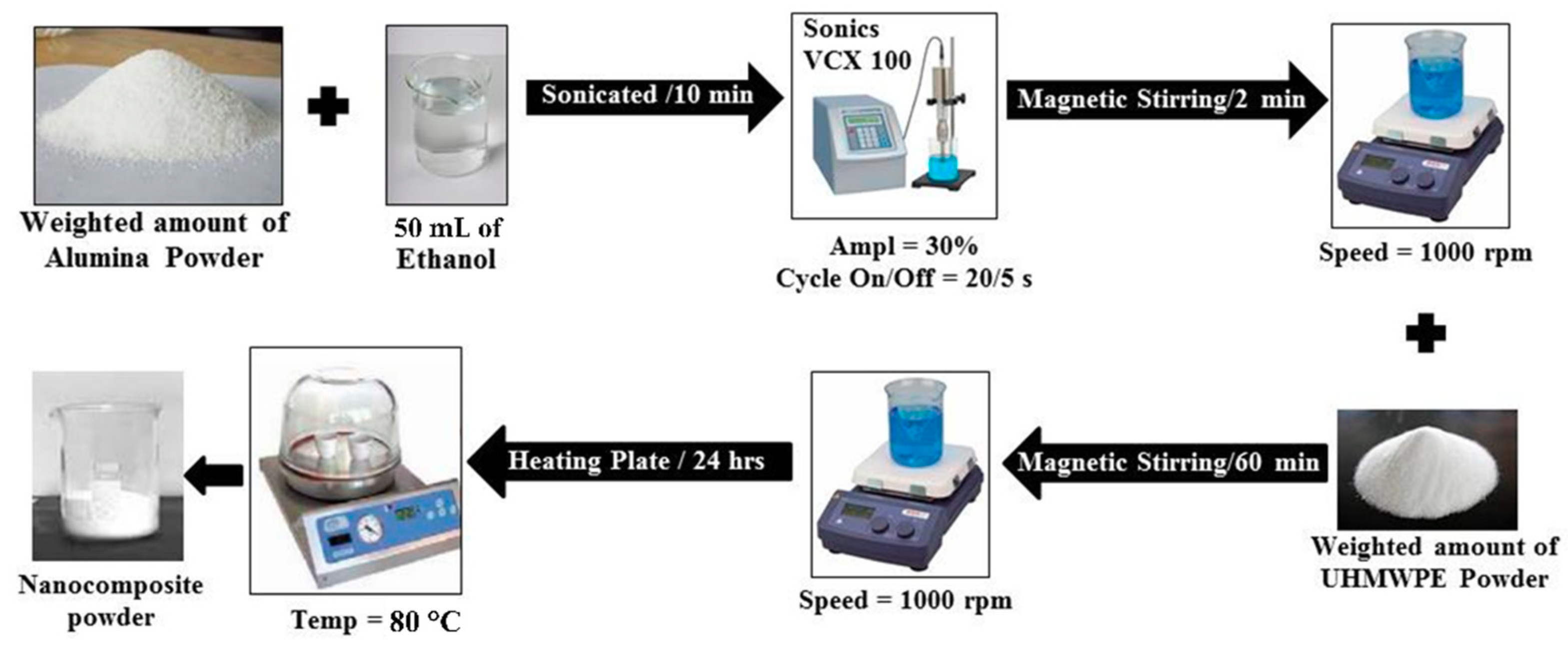
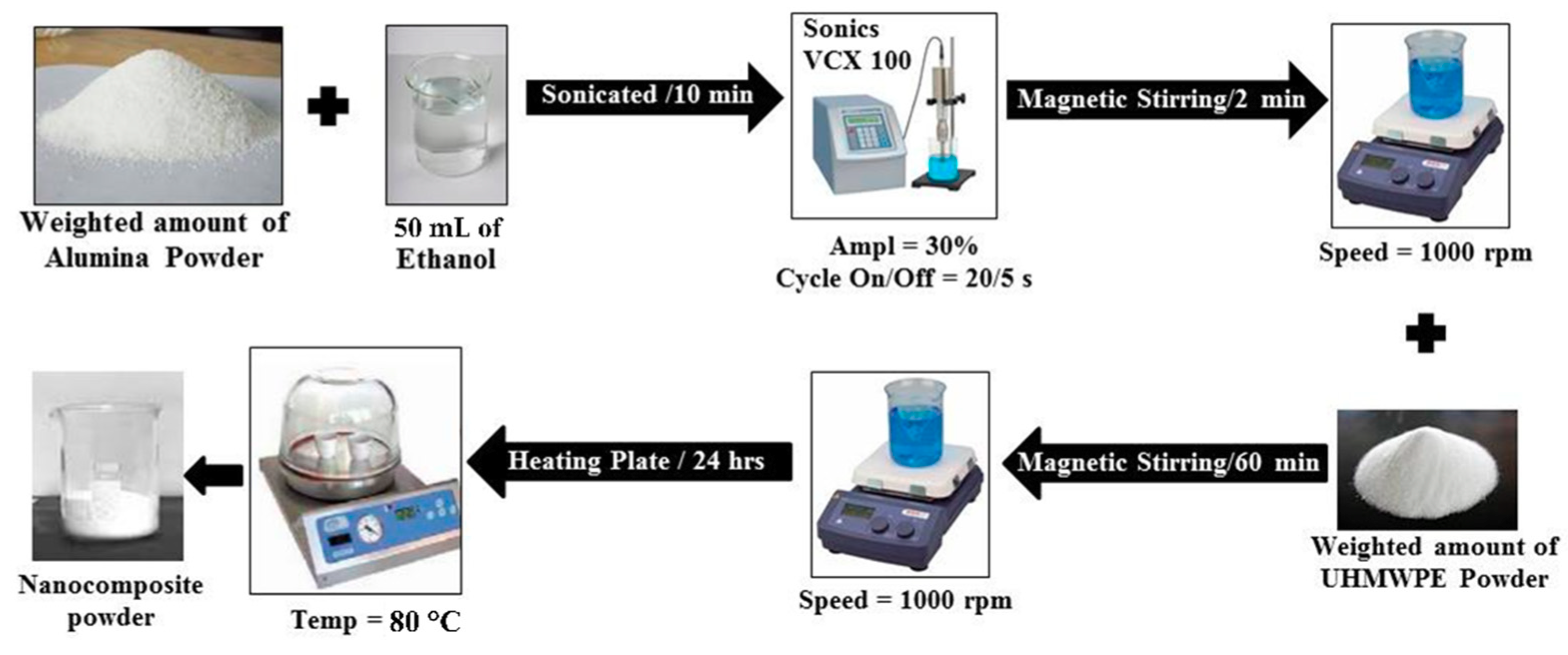
2.1. Preparation of Nanocomposite Powders
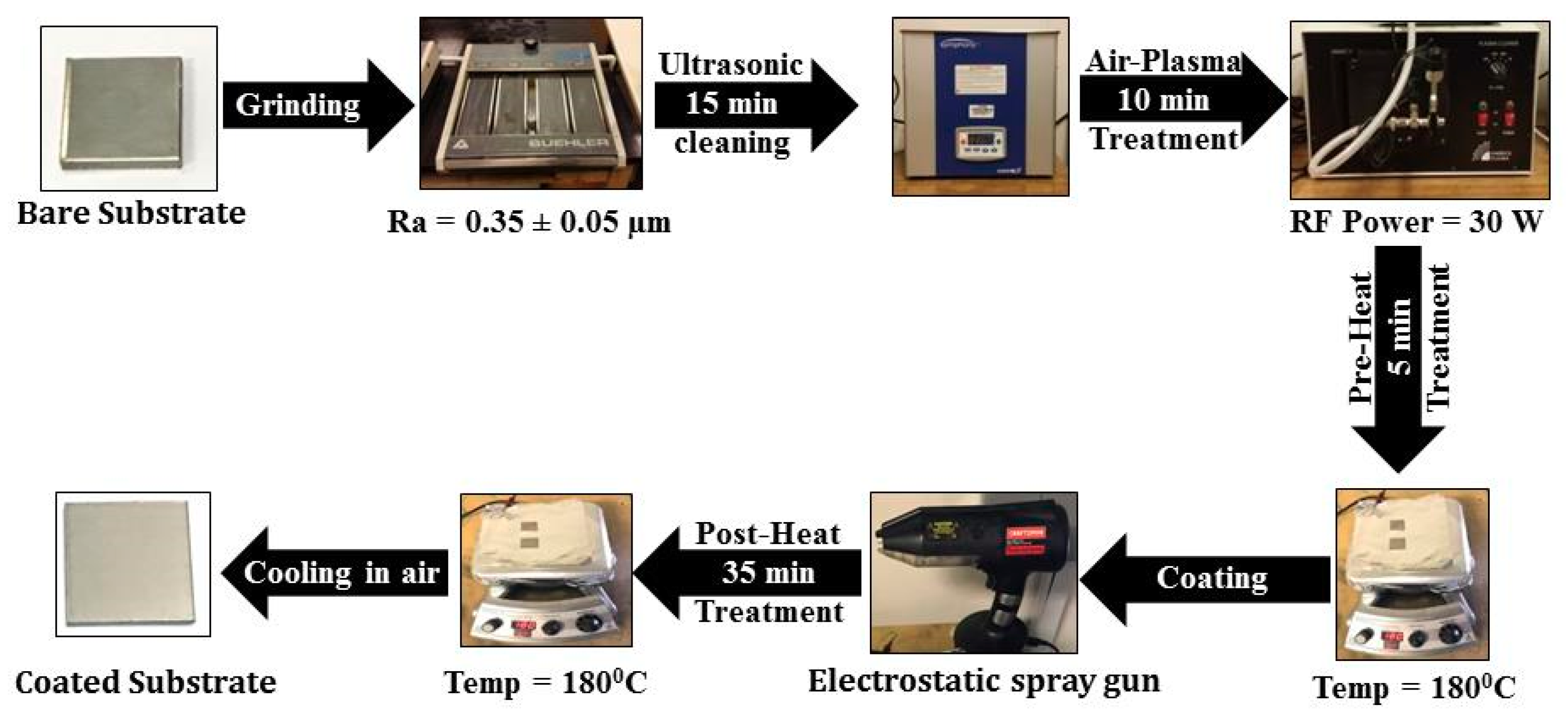
2.2. Coating Procedure
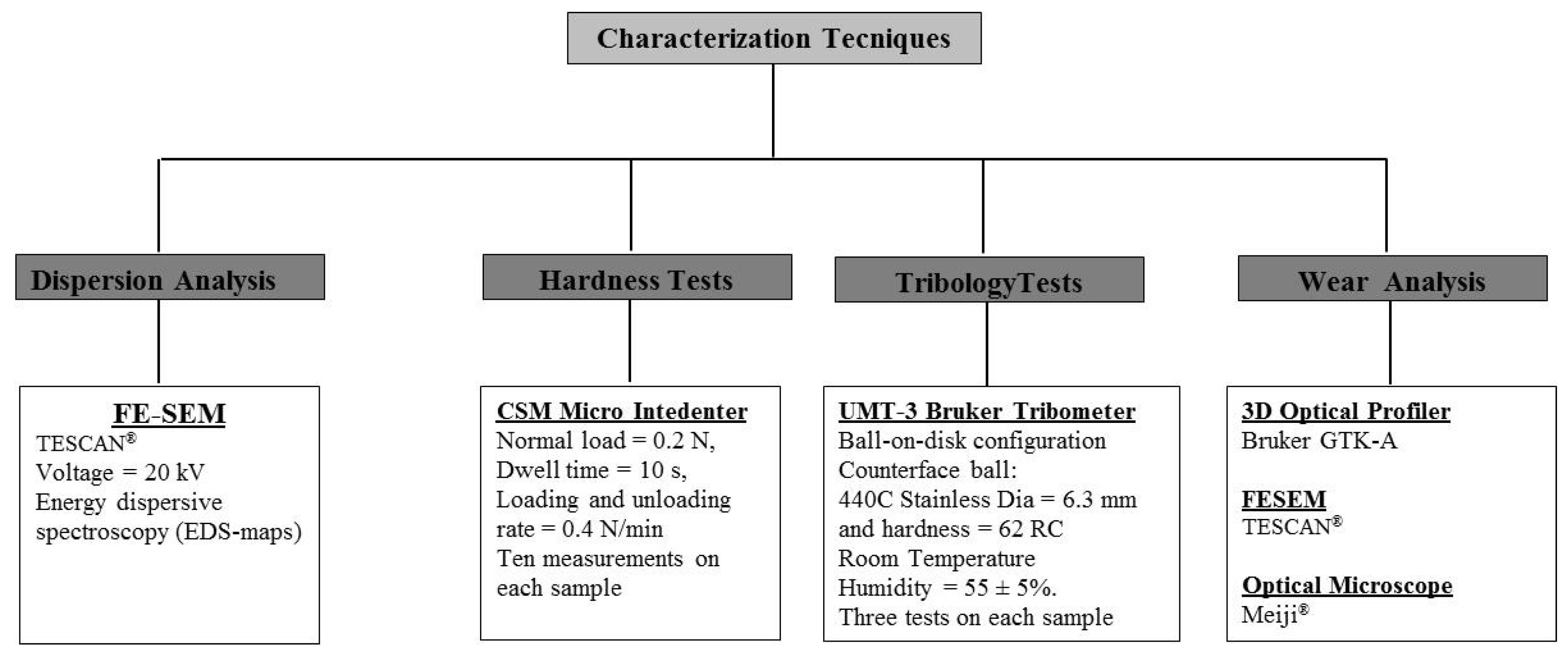
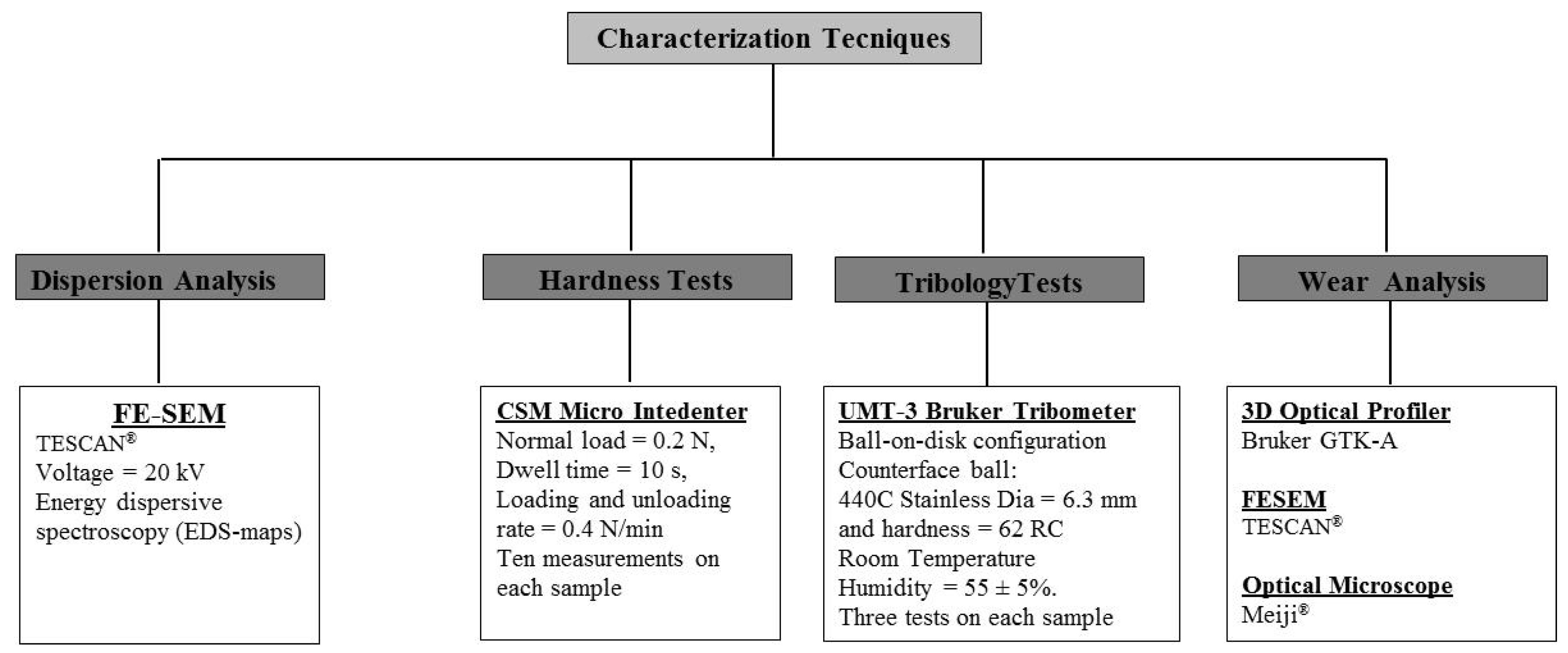
2.3. Characterization Techniques
3. Results and Discussion
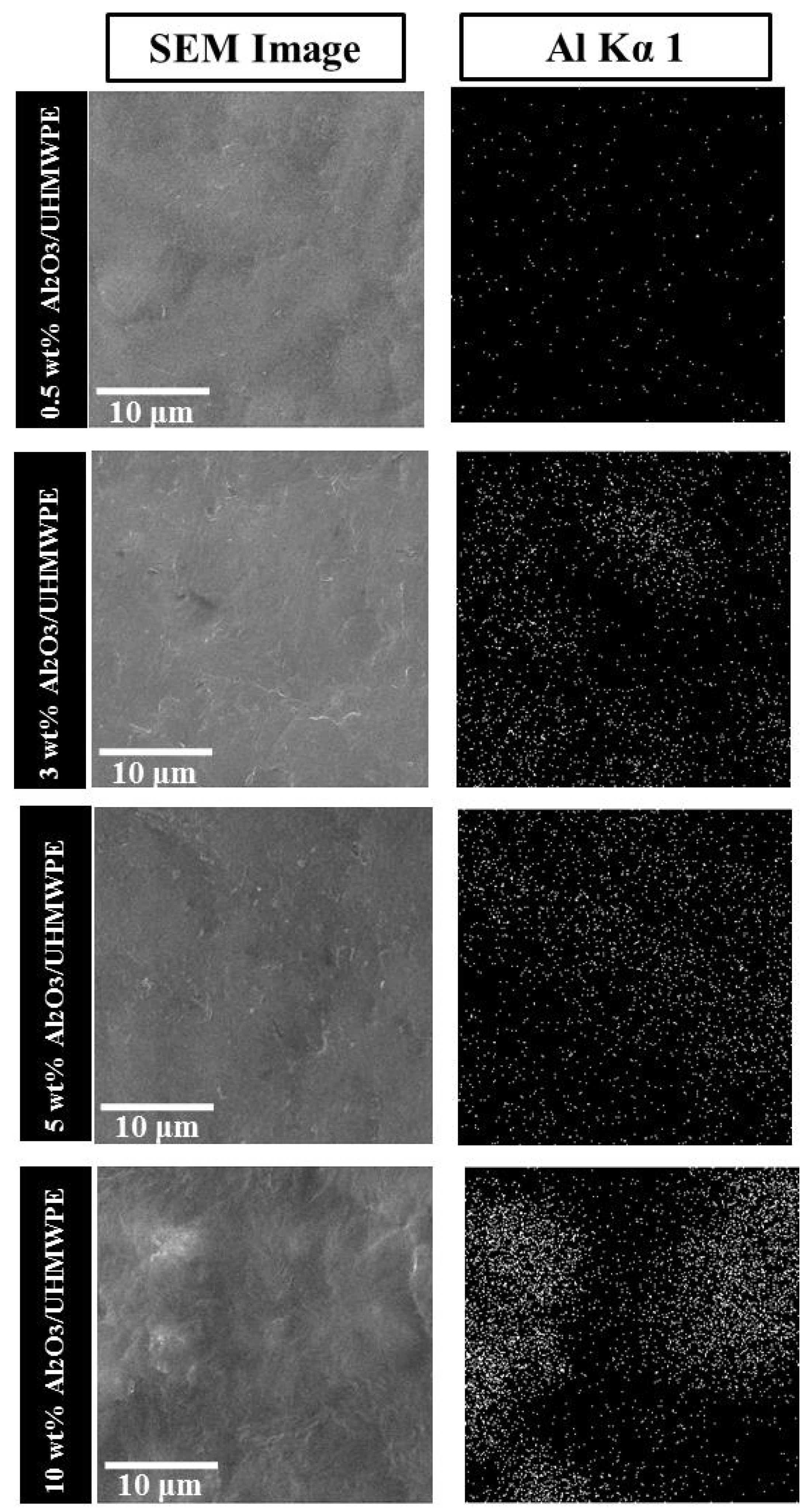
3.1. Dispersion Analysis of Alumina Nano Filler in UHMWPE Polymer Matrix Using FESEM/EDS Elemental Mapping
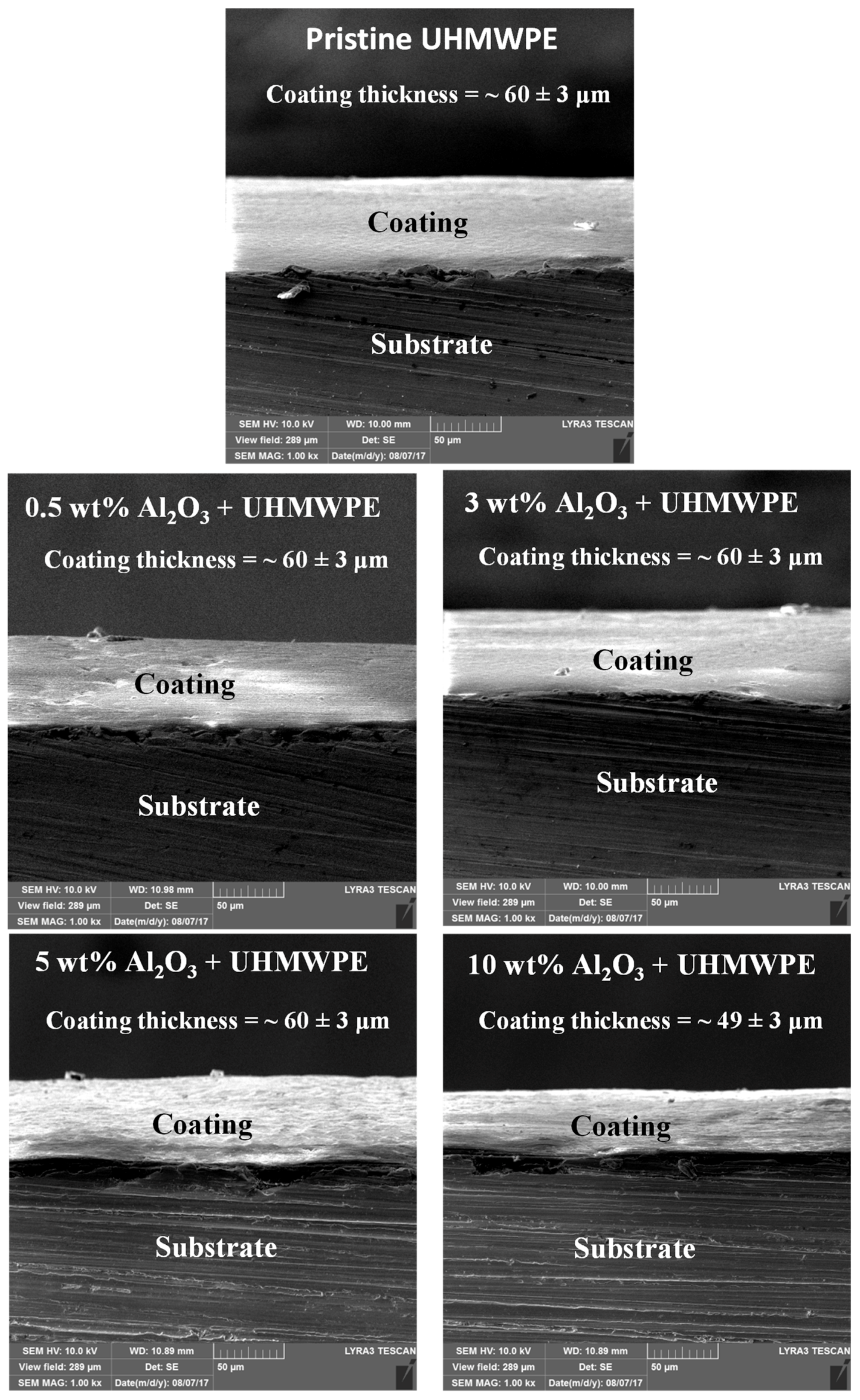
3.2. Evaluation of Thickness of the Pristine and the Nanocomposite Coatings
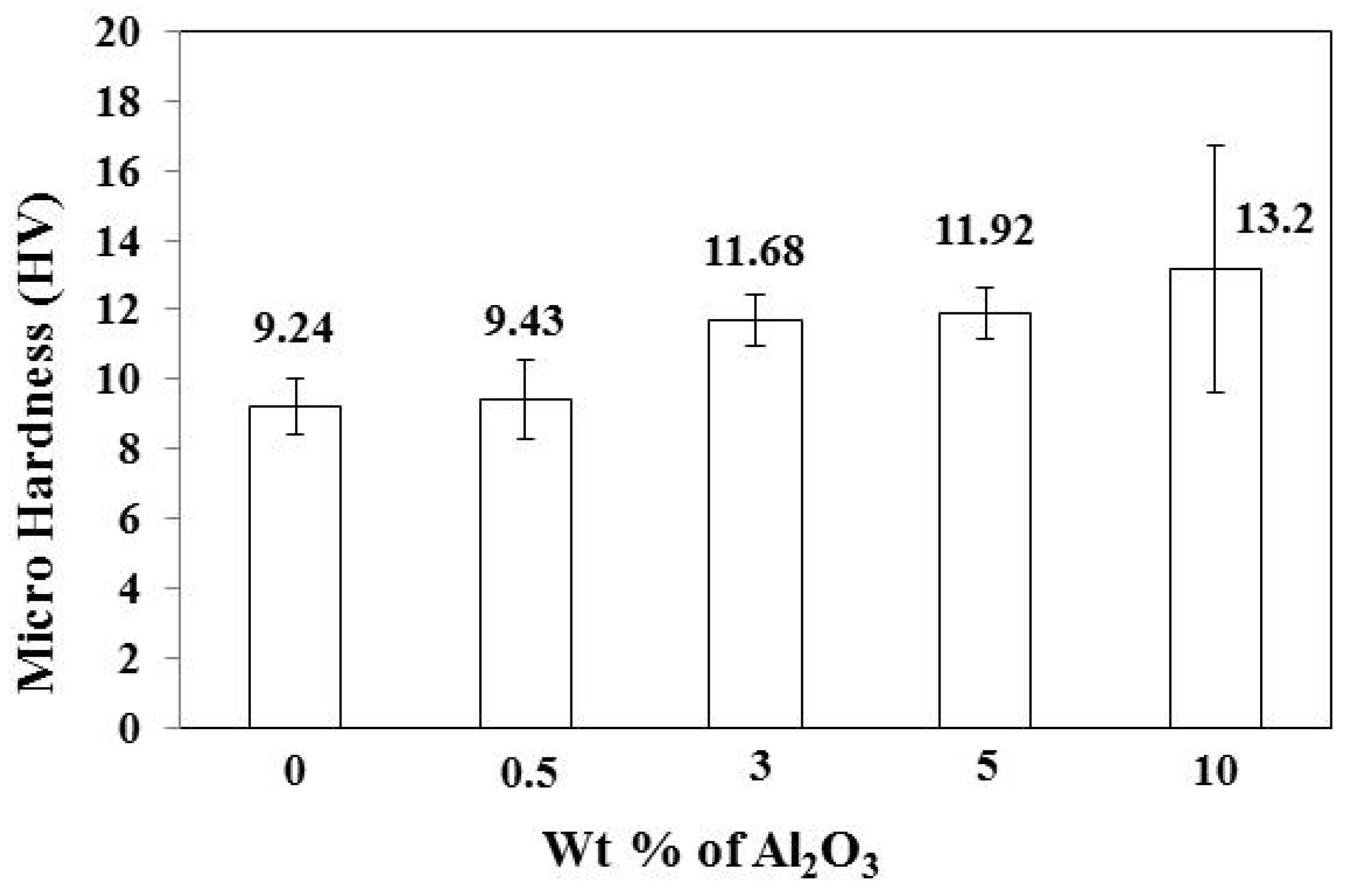
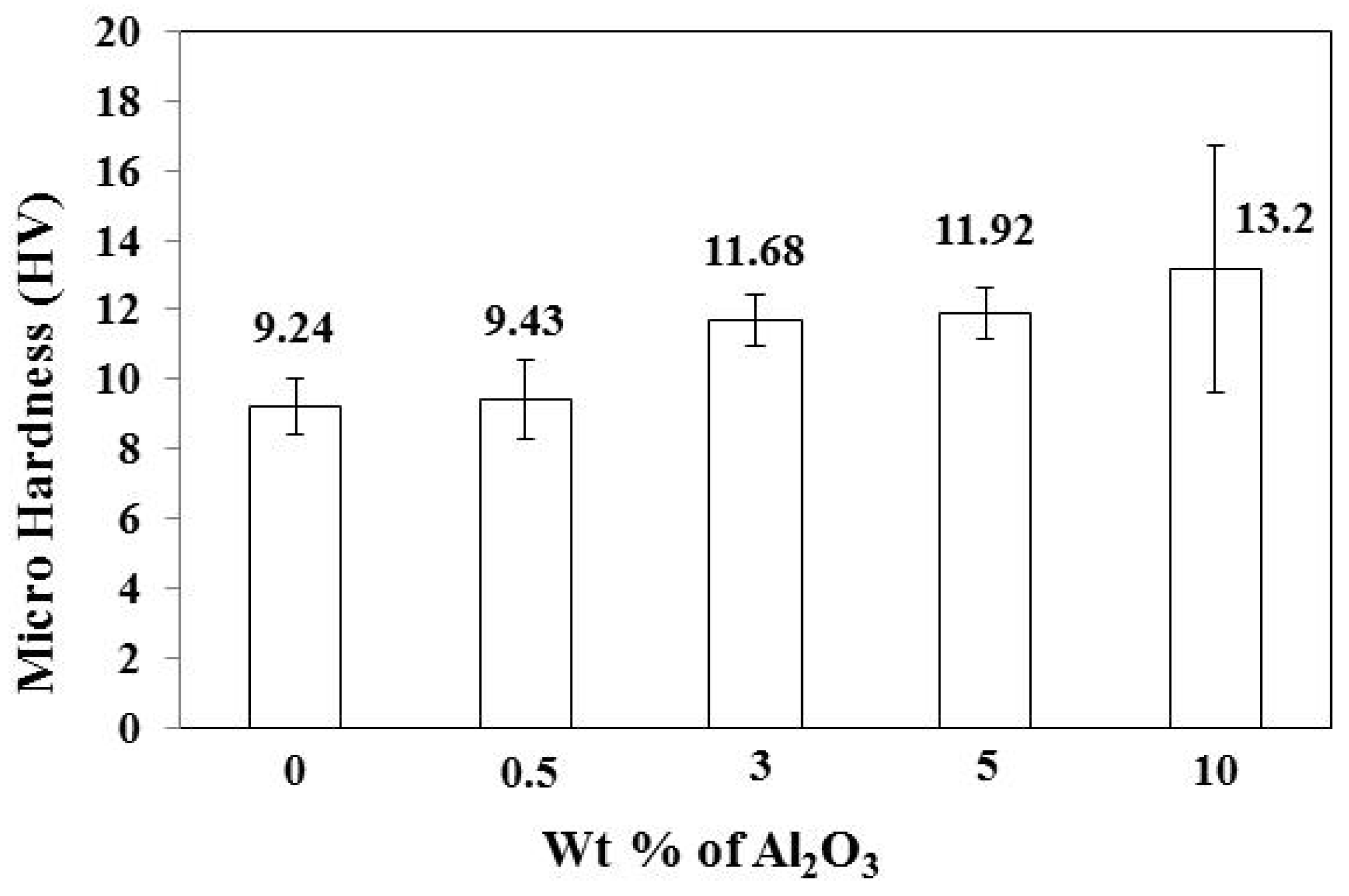
3.3. Evaluation of Hardness of the Pristine and the Nanocomposite Coatings
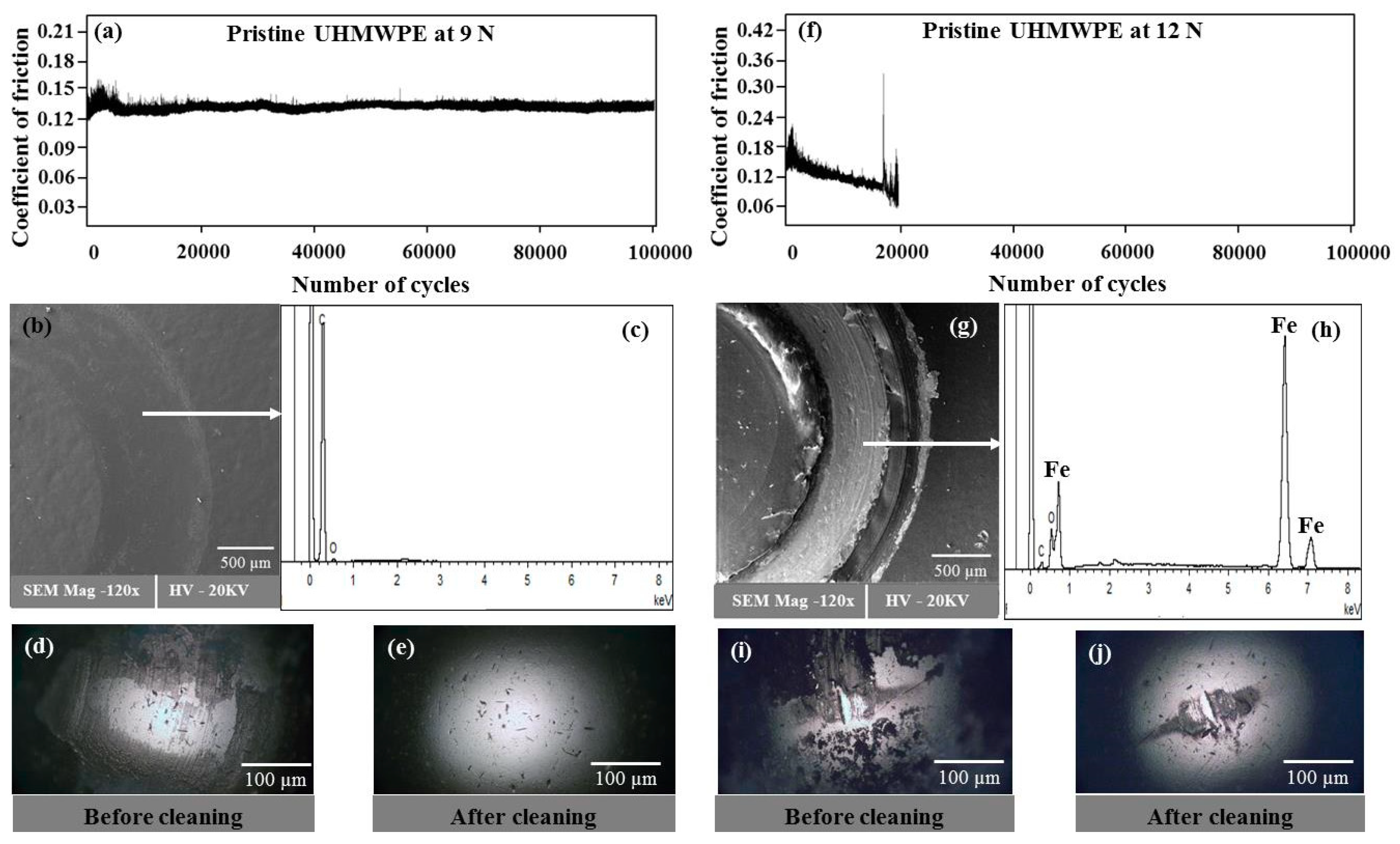
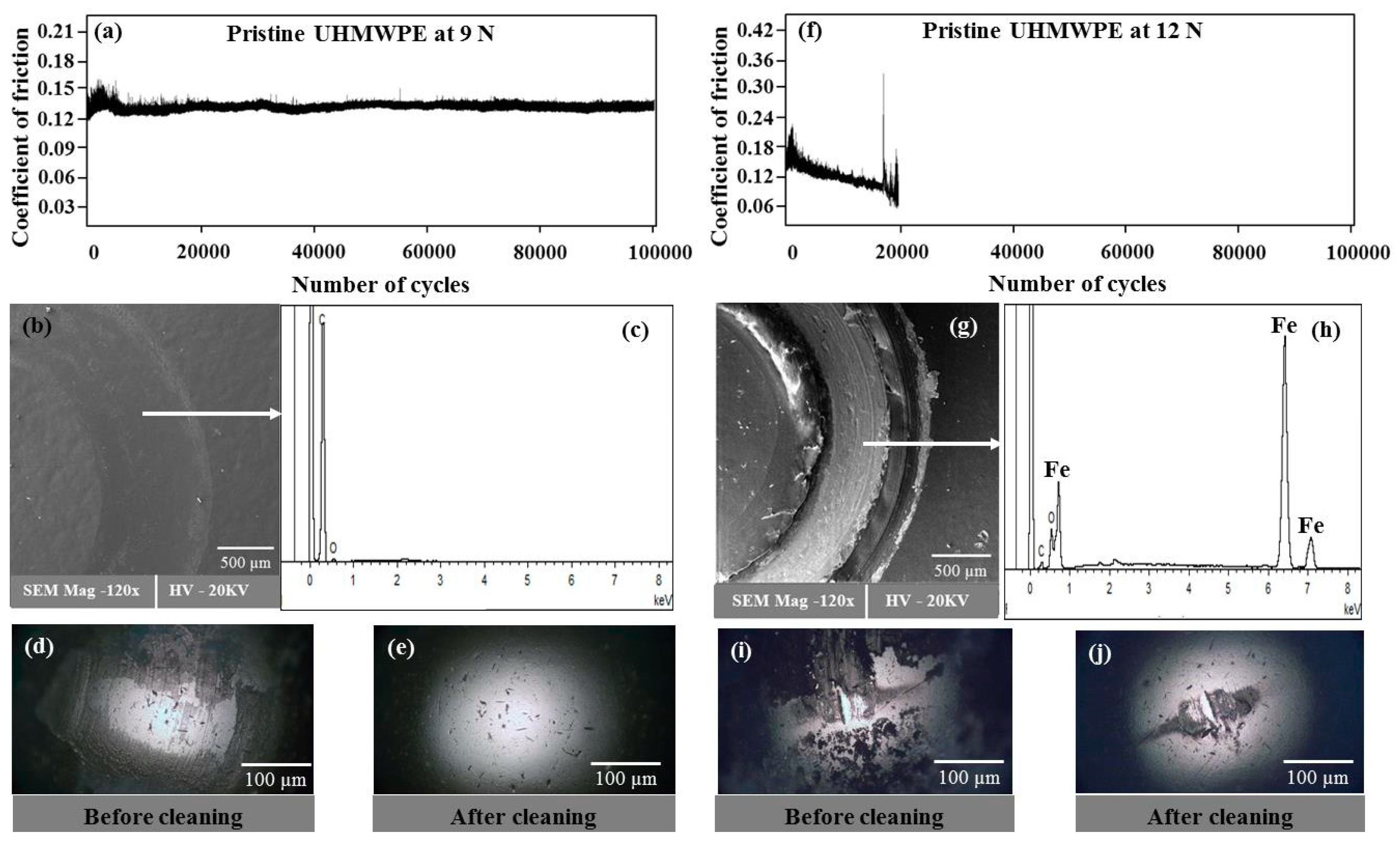
3.4. Tribological Performance of the Pristine UHMWPE Coatings
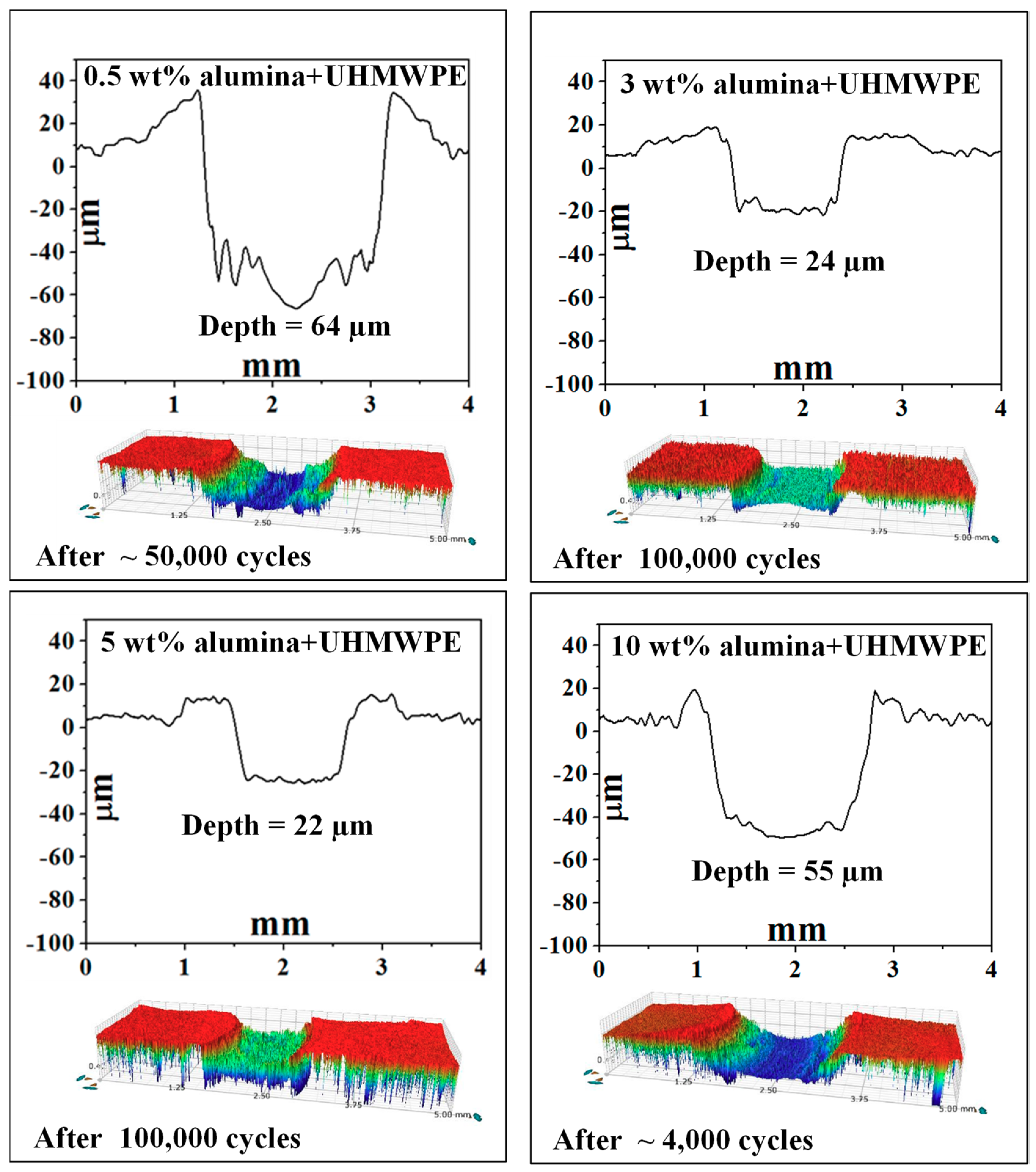
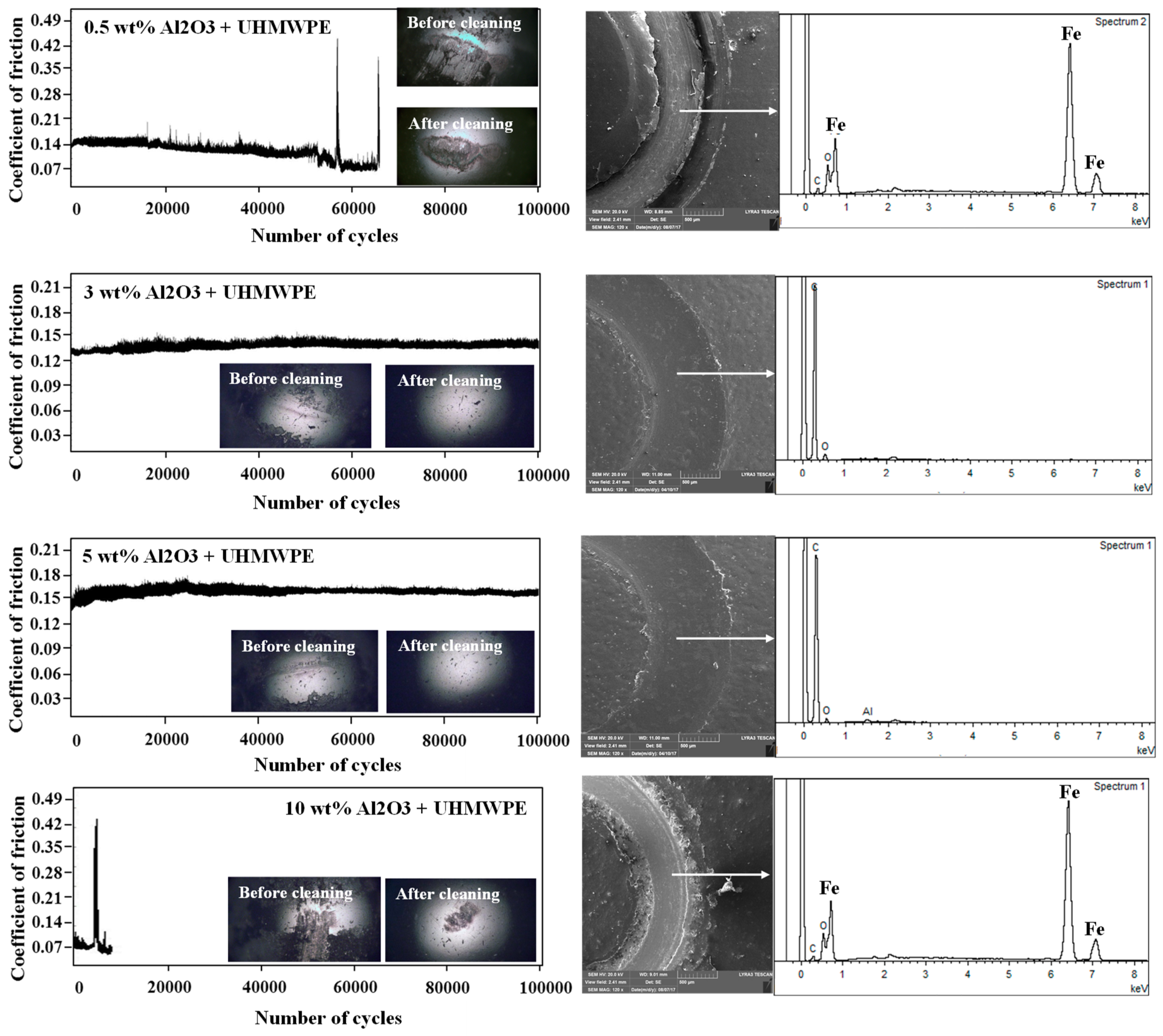
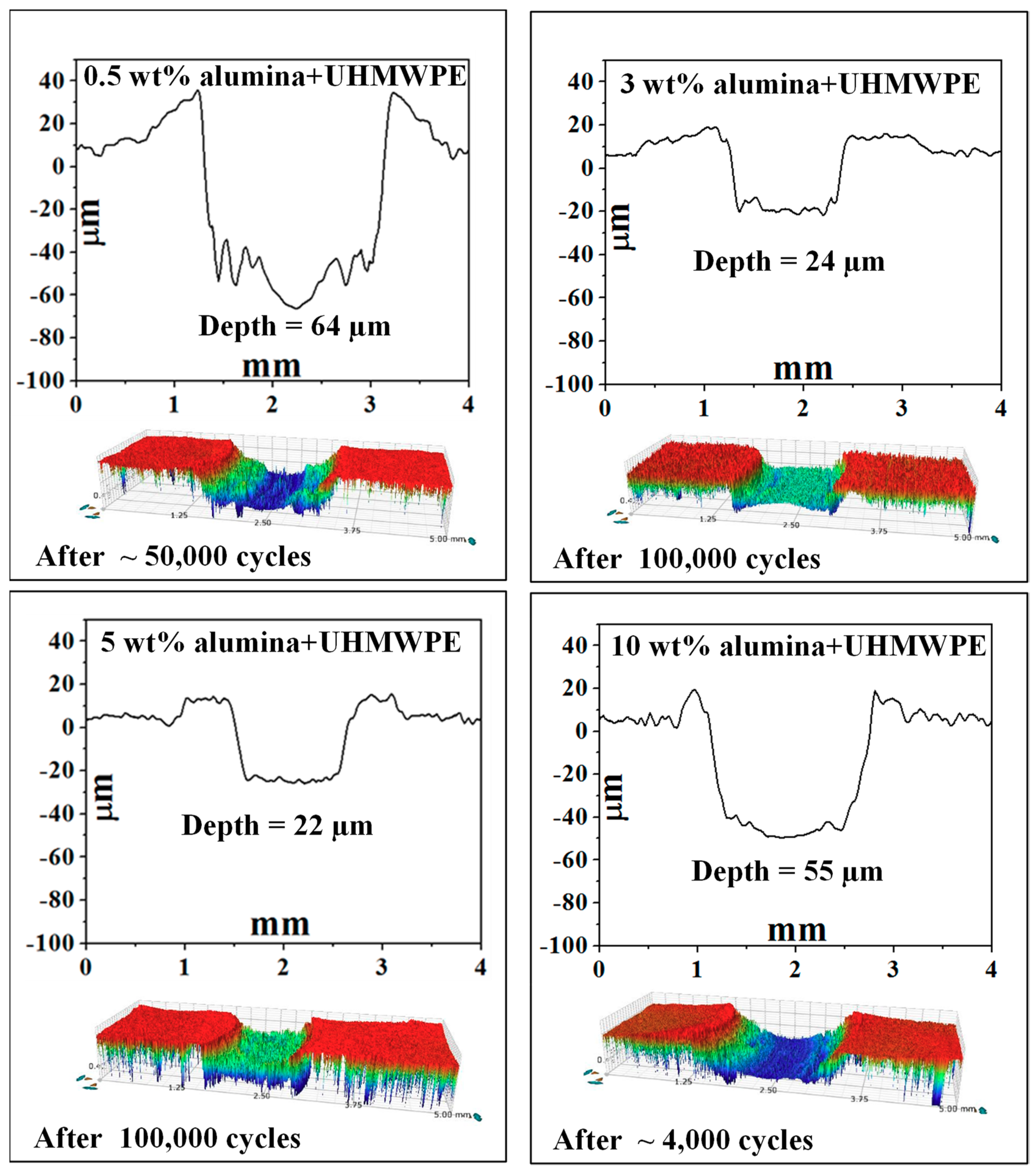
3.5. Tribological Performance of the UHMWPE Nanocomposite Coatings with Different Loadings of Alumina
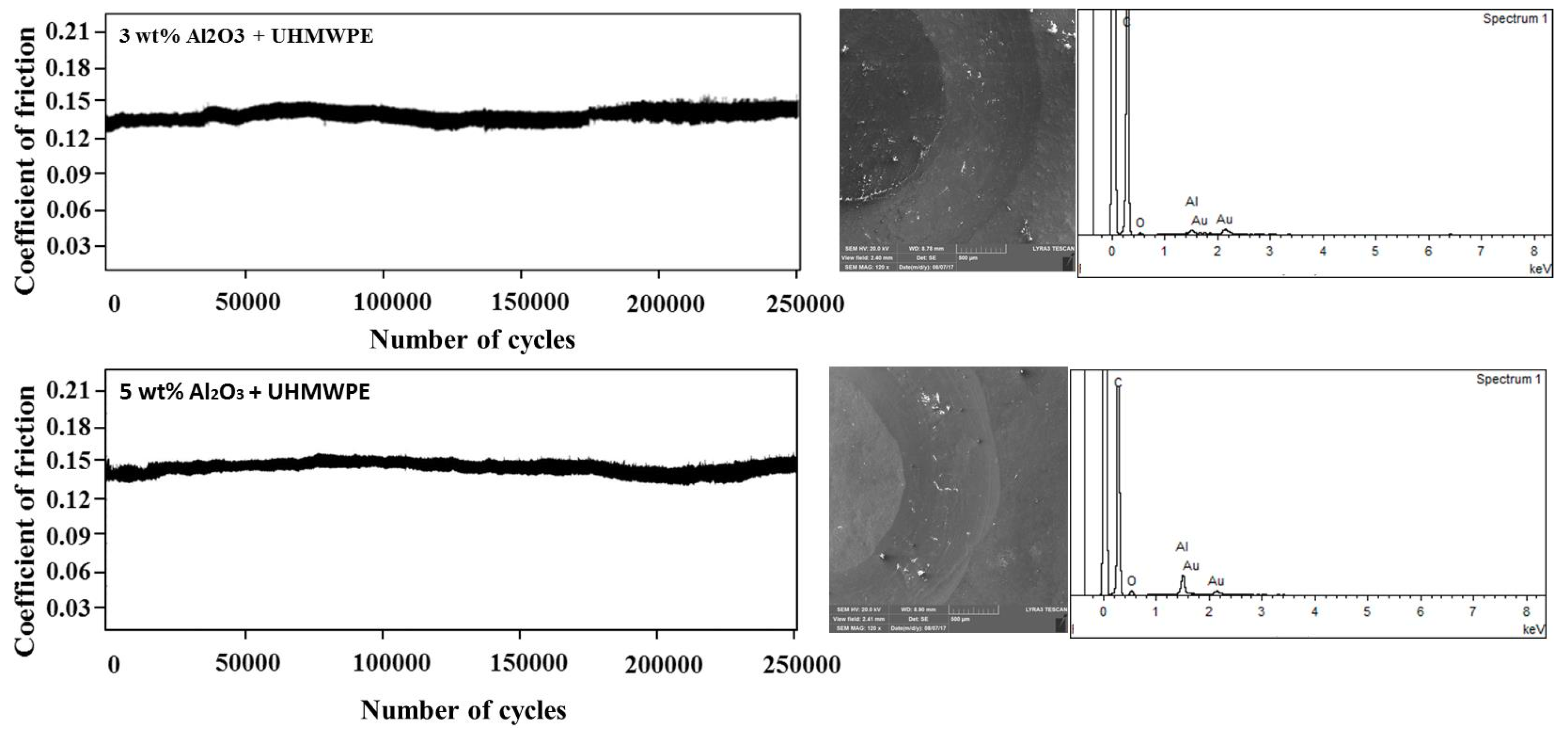
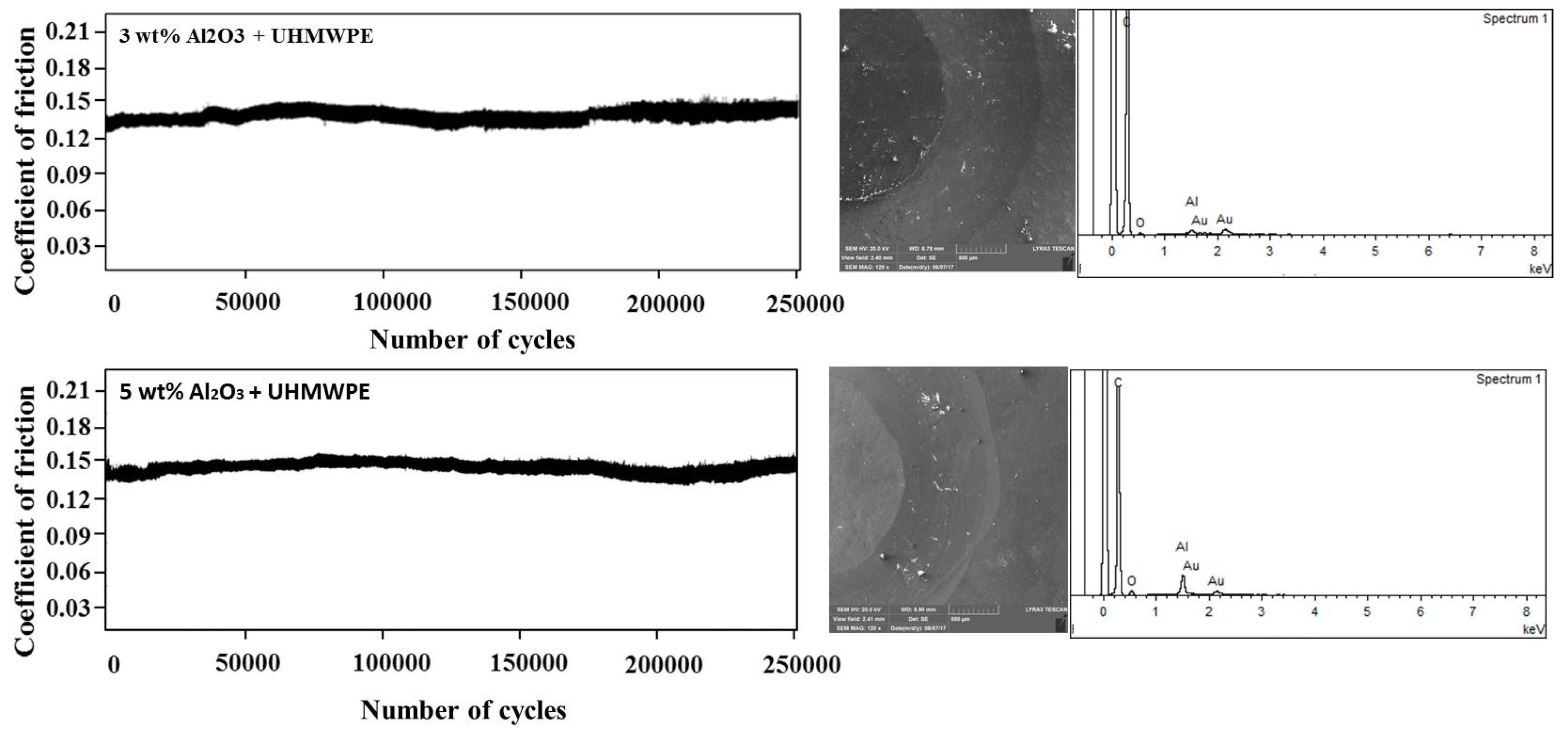
3.6. Evaluation of Tribological Performance of the 3 and 5 wt % Alumina-Reinforced UHMWPE Nanocomposite Coating for Increased Number of Cycles
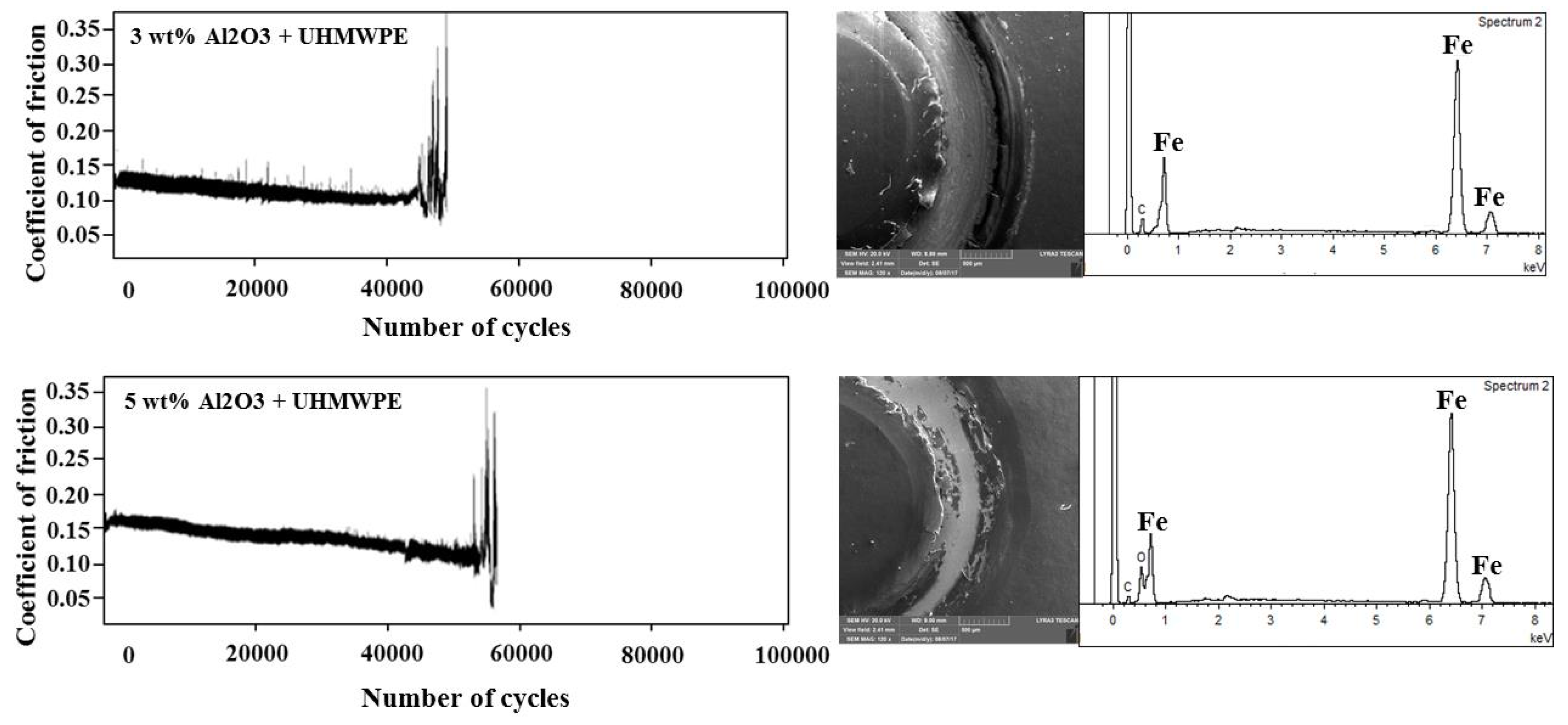
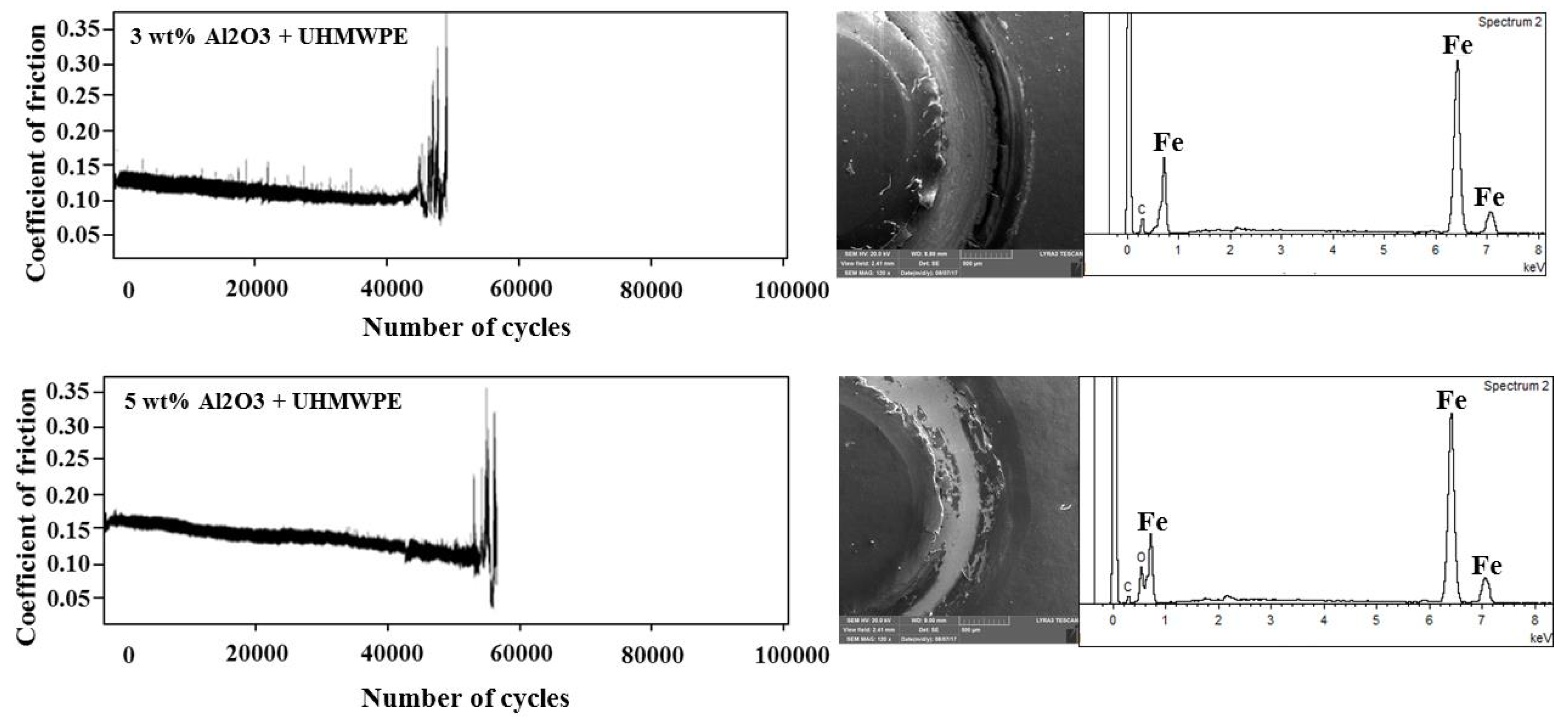
3.7. Evaluation of Tribological Performance of the 3 and 5 wt % Alumina-Reinforced UHMWPE Nanocomposite Coating at Increased Normal Load
4. Conclusions
- Microhardness of the nanocomposite coatings increased with increasing content of alumina. However, large variations were observed in the hardness measurements on the UHMWPE nanocomposite coating reinforced with 10 wt % of alumina. This is attributed to the formation of two-phase system (soft and hard) in the coating, due to the agglomeration of the alumina nanoparticles.
- In general, all the nanocomposite coatings showed better wear resistance as compared to the pristine UHMWPE coating at a load of 12 N. However, among them, nanocomposite coatings with 3 and 5 wt % exhibited the highest wear resistance as they did not fail even until 250,000 cycles at a load of 12 N. This is attributed to the superior mechanical properties of alumina, and its uniform dispersion in the polymer matrix.
- However, both the 3 and 5 wt % alumina nanocomposite coatings failed at an increased load of 15 N, suggesting that both the coatings cannot withstand such a high load.
- The predominant modes of failure mechanisms of the coatings were found to be a combination of severe adhesive and abrasive wear, and in case of the coatings with no failure, the wear mechanism was found to be simple plastic deformation.
Funding
Conflicts of Interest
References
- Liu, Y.; Sinha, S.K. Wear performances of UHMWPE composites with nacre and CNTs and PFPE coatings for bio-medical applications. Wear 2013, 300, 44–54. [Google Scholar] [CrossRef]
- Check, J.; Karuppiah, K.S.K.; Sundararajan, S. Comparison of the effect of surface roughness on the micro/nanotribological behavior of ultra-high-molecular-weight polyethylene (UHMWPE) in air and bovine serum solution. J. Biomed. Mater. Res. Part A 2005, 74, 687–695. [Google Scholar] [CrossRef] [PubMed]
- Panjwani, B.; Satyanarayana, N.; Sinha, S.K. Tribological characterization of a biocompatible thin film of UHMWPE on Ti6Al4V and the effects of PFPE as top lubricating layer. J. Mech. Behav. Biomed. Mater. 2011, 4, 953–960. [Google Scholar] [CrossRef] [PubMed]
- Xue, Y.; Wu, W.; Jacobs, O.; Schädel, B. Tribological behaviour of UHMWPE/HDPE blends reinforced with multi-wall carbon nanotubes. Polym. Test. 2006, 25, 221–229. [Google Scholar] [CrossRef]
- Minn, M.; Sinha, S.K. DLC and UHMWPE as hard/soft composite film on Si for improved tribological performance. Surf. Coat. Technol. 2008, 202, 3698–3708. [Google Scholar] [CrossRef]
- Wang, H.G.; Ren, J.F.; Gao, G.; Chen, S.S.; Wang, J.Q.; Yang, S.R. Effect of compatibilization on reciprocating frictional behavior of polyamide 66/UHMWPE blends. Tribol. Trans. 2016, 59, 560–568. [Google Scholar]
- Xiong, D.S.; Jin, Z.M. Tribological properties of ion implanted UHMWPE against Si3N4 under different lubrication conditions. Surf. Coat. Technol. 2004, 182, 149–155. [Google Scholar]
- Chandrasekaran, M.; Wei, L.Y.; Venkateshwaran, K.K.; Batchelor, A.W.; Loh, N.L. Tribology of UHMWPE tested against a stainless steel counterface in unidirectional sliding in presence of model synovial fluids: Part 1. Wear 1998, 223, 13–21. [Google Scholar] [CrossRef]
- Zhou, Y.; Li, G.; Fan, Q.; Wang, Y.; Zheng, H.; Tan, L.; Xu, X. Study on protection mechanism of 30CrMnMo-UHMWPE composite armor. Materials 2017, 10, 405. [Google Scholar] [CrossRef] [PubMed]
- Satyanarayana, N.; Sinha, S.K.; Lim, S.C. Highly wear resistant chemisorbed polar ultra-high-molecular-weight polyethylene thin film on Si surface for micro-system applications. J. Mater. Res. 2009, 24, 3331–3337. [Google Scholar] [CrossRef]
- Samad, M.A.; Sinha, S.K. Mechanical, thermal and tribological characterization of a UHMWPE film reinforced with carbon nanotubes coated on steel. Tribol. Int. 2011, 44, 1932–1941. [Google Scholar] [CrossRef]
- Satheesan, B.; Mohammed, A.S. Tribology of UHMWPE and PEEK bulk and composite coatings: A review. In Handbook of Polymer Tribology; World Scientific: Singapore, 2018; pp. 221–268. [Google Scholar]
- Selvam, S.; Marimuthu, K. Development and investigation of mechanical properties of PEEK fine particles reinforced UHMWPE composites. Int. J. Appl. Eng. Res. 2016, 11, 1298–1303. [Google Scholar]
- Zhang, L.; Sawae, Y.; Yamaguchi, T.; Murakami, T.; Yang, H. Effect of radiation dose on depth-dependent oxidation and wear of shelf-aged gamma-irradiated ultra-high molecular weight polyethylene (UHMWPE). Tribol. Int. 2015, 89, 78–85. [Google Scholar] [CrossRef]
- Wang, A.; Essner, A.; Polineni, V.; Stark, C.; Dumbleton, J.H. Lubrication and wear of ultra-high molecular weight polyethylene in total joint replacements. Tribol. Int. 1998, 31, 17–33. [Google Scholar] [CrossRef]
- Ge, S.; Wang, Q.; Zhang, D.; Zhu, H.; Xiong, D.; Huang, C.; Huang, C. Friction and wear behavior of nitrogen ion implanted UHMWPE against ZrO2 ceramic. Wear 2003, 255, 1069–1075. [Google Scholar] [CrossRef]
- Martínez-Nogués, V.; Medel, F.J.; Mariscal, M.D.; Endrino, J.L.; Krzanowski, J.; Yubero, F.; Puertolas, J.A. Tribological performance of DLC coatings on UHMWPE. J. Phys. Conf. Ser. 2010, 252, 012006. [Google Scholar] [CrossRef] [Green Version]
- Xiong, D.S. Friction and wear properties of UHMWPE composites reinforced with carbon fiber. Mater. Lett. 2005, 59, 175–179. [Google Scholar]
- Plumlee, K.; Schwartz, C.J. Improved wear resistance of orthopaedic UHMWPE by reinforcement with zirconium particles. Wear 2009, 267, 710–717. [Google Scholar] [CrossRef]
- Cao, S.; Liu, H.; Ge, S.; Wu, G. Mechanical and tribological behaviors of UHMWPE composites filled with basalt fibers. J. Reinf. Plast. Compos. 2011, 30, 347–355. [Google Scholar]
- Sharma, S.; Bijwe, J.; Panier, S. Assessment of potential of nano and micro-sized boron carbide particles to enhance the abrasive wear resistance of UHMWPE. Compos. Part B Eng. 2016, 99, 312–320. [Google Scholar] [CrossRef]
- Sharma, S.; Bijwe, J.; Panier, S.; Sharma, M. Abrasive wear performance of SiC-UHMWPE nano-composites—Influence of amount and size. Wear 2015, 332, 863–871. [Google Scholar] [CrossRef]
- Arun, A.; Sathiyamoorthy, V.; Vivek Anand, S.M.K.; Ganesh Boopathy, V.; Prasanth, R. Tribological studies on properties of Al2O3 reinforced Ultra high molecular weight polyethylene. J. Chem. Pharm. Sci. 2017, 186–189, Special Issue 2. [Google Scholar]
- Naresh Kumar, N.; Yap, S.L.; Khan, M.Z.; Pattela Srinivasa, R.S. Effect of argon plasma treatment on tribological properties of UHMWPE/MWCNT nanocomposites. Polymers 2016, 8, 295. [Google Scholar] [CrossRef]
- Saha, D.; Bose, P.K.; Banthia, A.K.; Dhabal, S. Analysis and characterization of alumina particles reinforced ultra-high molecular weight polyethylene composite for acetabular cup. Int. J. Art. Org. 2007, 30, 144–152. [Google Scholar] [CrossRef]
- Abdelsalam, A.E.A.; Omar, M.A.O.M.; Ali, W. Influence of aluminum oxide nanofibers reinforcing polyethylene coating on the abrasive wear. Frict. Wear Res. 2016, 4, 1–13. [Google Scholar] [CrossRef]
- Samad, M.A.; Sinha, S.K. Dry sliding and boundary lubrication performance of a UHMWPE/CNTs nanocomposite coating on steel substrates at elevated temperatures. Wear 2011, 270, 395–402. [Google Scholar] [CrossRef]
- Bakshi, S.R.; Tercero, J.E.; Agarwal, A. Synthesis and characterization of multiwalled carbon nanotube reinforced ultra-high molecular weight polyethylene composite by electrostatic spraying technique. Compos. Part A Appl. Sci. Manuf. 2007, 38, 2493–2499. [Google Scholar] [CrossRef]
- Chih, A.; Ansón-Casaos, A.; Puértolas, J.A. Frictional and mechanical behavior of graphene/UHMWPE composite coatings. Tribol. Int. 2017, 116, 295–302. [Google Scholar] [CrossRef]
- Azam, M.; Samad, M.A. Tribological evaluation of a UHMWPE hybrid nanocomposite coating reinforced with nanoclay and carbon nanotubes under dry conditions. J. Tribol. 2018, 140, 051304. [Google Scholar] [CrossRef]
- Azam, M.; Samad, M.A. A novel organoclay reinforced UHMWPE nanocomposite coating for tribological applications. Prog. Org. Coat. 2018, 118, 97–107. [Google Scholar] [CrossRef]
- Chanda, A.; Mukhopadhyay, A.K.; Basu, D.; Chatterjee, S. Wear and friction behaviour of UHMWPE-alumina combination for total hip replacement. Ceram. Int. 1997, 23, 437–447. [Google Scholar] [CrossRef]
- Roy, S.; Pal, S. Characterization of silane coated hollow sphere alumina-reinforced ultra-high molecular weight polyethylene composite as a possible bone substitute material. Bull. Mater. Sci. 2002, 25, 609–612. [Google Scholar] [CrossRef]
- Samad, M.A.; Satyanarayana, N.; Sinha, S.K. Tribology of UHMWPE film on air-plasma treated tool steel and the effect of PFPE overcoat. Surf. Coat. Technol. 2010, 204, 1330–1338. [Google Scholar] [CrossRef]
© 2018 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mohammed, A.S. UHMWPE Nanocomposite Coatings Reinforced with Alumina (Al2O3) Nanoparticles for Tribological Applications. Coatings 2018, 8, 280. https://doi.org/10.3390/coatings8080280
Mohammed AS. UHMWPE Nanocomposite Coatings Reinforced with Alumina (Al2O3) Nanoparticles for Tribological Applications. Coatings. 2018; 8(8):280. https://doi.org/10.3390/coatings8080280
Chicago/Turabian StyleMohammed, Abdul Samad. 2018. "UHMWPE Nanocomposite Coatings Reinforced with Alumina (Al2O3) Nanoparticles for Tribological Applications" Coatings 8, no. 8: 280. https://doi.org/10.3390/coatings8080280
APA StyleMohammed, A. S. (2018). UHMWPE Nanocomposite Coatings Reinforced with Alumina (Al2O3) Nanoparticles for Tribological Applications. Coatings, 8(8), 280. https://doi.org/10.3390/coatings8080280